

Page 1

Indice Página:
Home
2 Parte: Instruçes de montagem Kl. 271-274
1. Informaçes gerais
1.1 Ob servaçes de segurança . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Funcionamento da máqu ina sem c ostu ra . . . . . . . . . . . . . . . . . 2
1.3 Placas-mesas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Montagem do chassis
3. Completar e aparafusar a placa-mesa
4. Acoplar o motor a placa-mesa
4.1 Informaçes g erais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.2 Tipo de motor segundo subclasse e equipamento adicional . . . . . . . 7
4.3 F ixaço do moto r . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Número de pont os em funço do diametro da polia da correia . . . . . . 8
4.5 A justar o inte rruptor protector do mot or . . . . . . . . . . . . . . . . . . 9
5. Colocar a máquina, montar a correia e sua protecço, o volante e o pedal
6. Estabelecer as conecçe s de encaixe à unidade de comando do motor
e montar o transmissor de posiço
7. Conectar a unidade de manutenço de ar comprimido
8. Colocar a máquina em posiço de funcionar e efectuar o teste de costura
9. Indicaçes antes da colocaço em marcha de um motor com tecnica
de comando digital
9.1 Conexo à rede e sentido de rot aç o de um motor de corrente contin ua . 14
9.2 Correcço dos v alores de ajuste (parâmetros ) . . . . . . . . . . . . . . . 15
9.3 F unço das barreiras lu minosas com Q uick . . . . . . . . . . . . . . . . . 16
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . 11
. . . . . . . . . 12
13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
9
10. Teclas na cabeça do braço
11. Ajuste do transmissor de posiço
11.1 Motor posicio nador sem painel de comando externo . . . . . . . . . . . 19
11.2 Motor posicio nador com painel de comando externo . . . . . . . . . . . 20
12. Funçes de subida e descida do cilindro de transporte nas
classes 273 e 274
13. Funçes de conexo e desconexo do cortador de cantos nas
classes 272-640142 e -740142
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
. . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . . . . 25
Page 2
1. Informaçes gerais
1.1 Observaçes sobre segurança
Levar especialmente em conta!
A tenso da rede deve coincidir com a tenso de serviço
indicada na placa do motor.
Todos os trabalhos no equipamento electrico devero ser
realizados somente por pessoal autorizado para isto e
efectuar-se estando a máquina desconectada da rede.
Respeite as indicaçes de segurança.
A montagem ser efectuada segundo as indicaçes
seguintes.
–
As conexes electricas podem ser vistas no esquema
de conexes.
–
A ocupaço das entradas e saidas especificas para
cada subclasse, assim como os números de
parâmetros correspondentes esto expressos na folha
de dados.
–
Todas as peças necessárias esto embaladas
conjuntamente.
1.2 Funcionamento da máquina sem tecido
Neste caso devero ser bloqueados previamente os pés
calçadores na posiço superi or.
1.3 Placas-mesa
Os cortes das placas-mesa construidos por vôces
mesmos devero ter as medidas indicadas nos desenhos.
Fora isto, es sas placas devero ter a capacidade de carga
e resisten ci a necessárias .
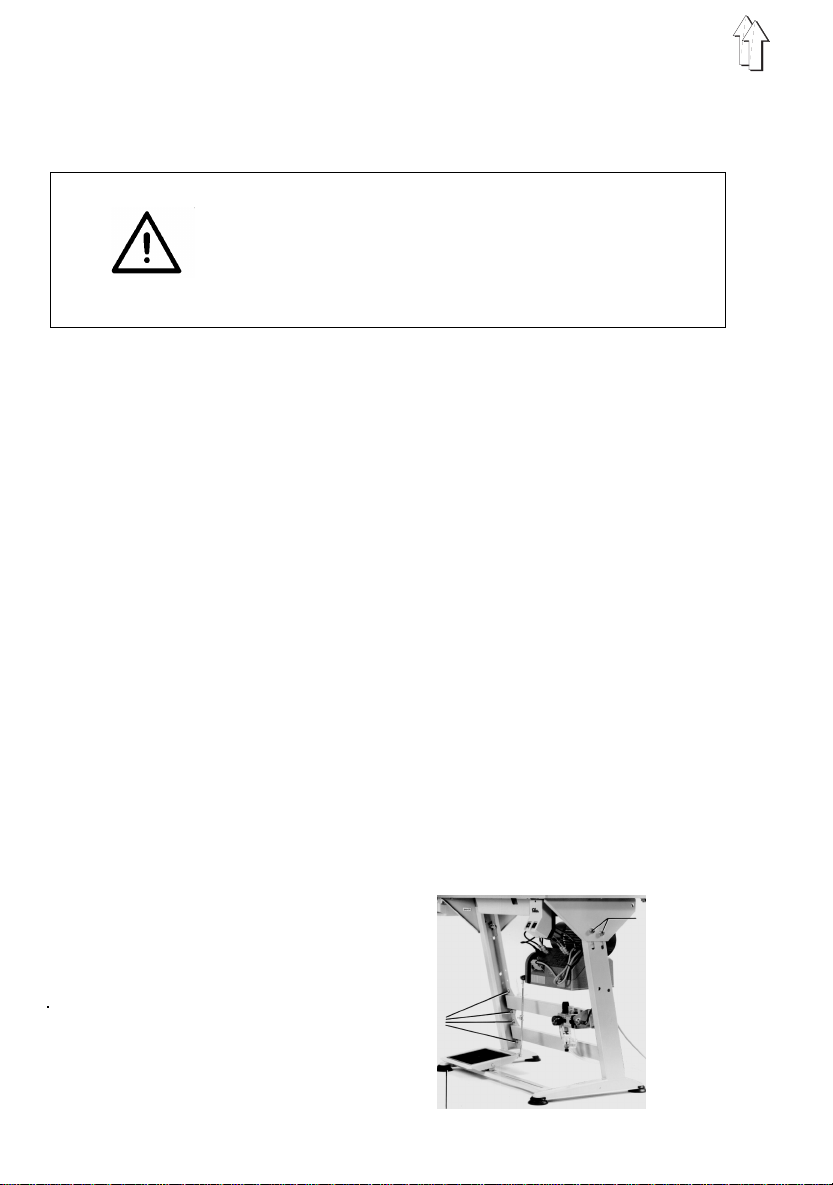
2. Montagem do chassis
Montar as p a rtes do chassis tal como se vê na ilustraço.
Colocar os pés 1 adjuntos.
Depois de afrouxar os paraf usos 2 se pode conseguir
uma segura estabilidade do chassis.
Afrouxando os parafusos 3 se pode ajustar a altura
desejada e um plano de trabalho horizontal.
3
2
1
2
Page 3
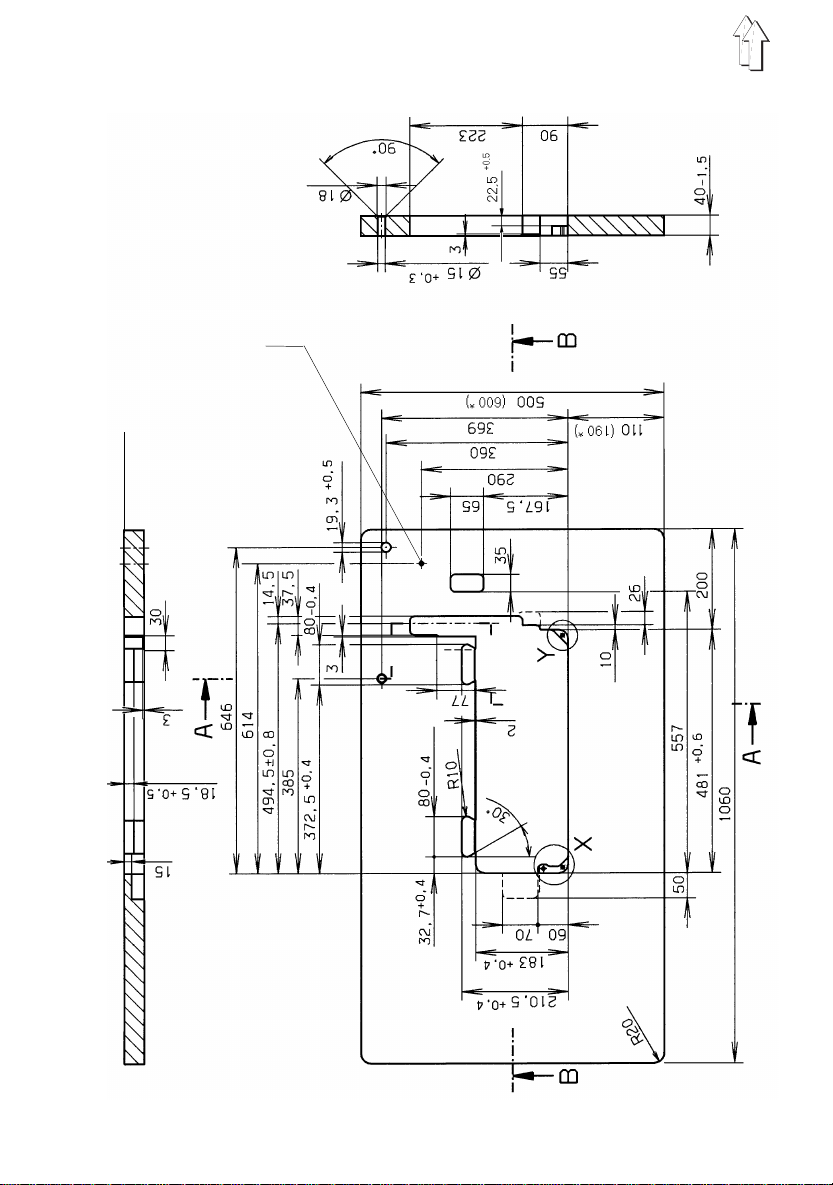
Schnitt - Selection
A - A
unbemaßte Radien R9
undimension radius R9
Ankörnung für Befestigung
des Gestells auf Tischplat-
tenunterseite
Ref. mark for fastening the
stand on the r eserve of the
table
* auf Wunsch
Oberseite
Top side
* on request
Schnitt - Selection
B - B
3
Page 4
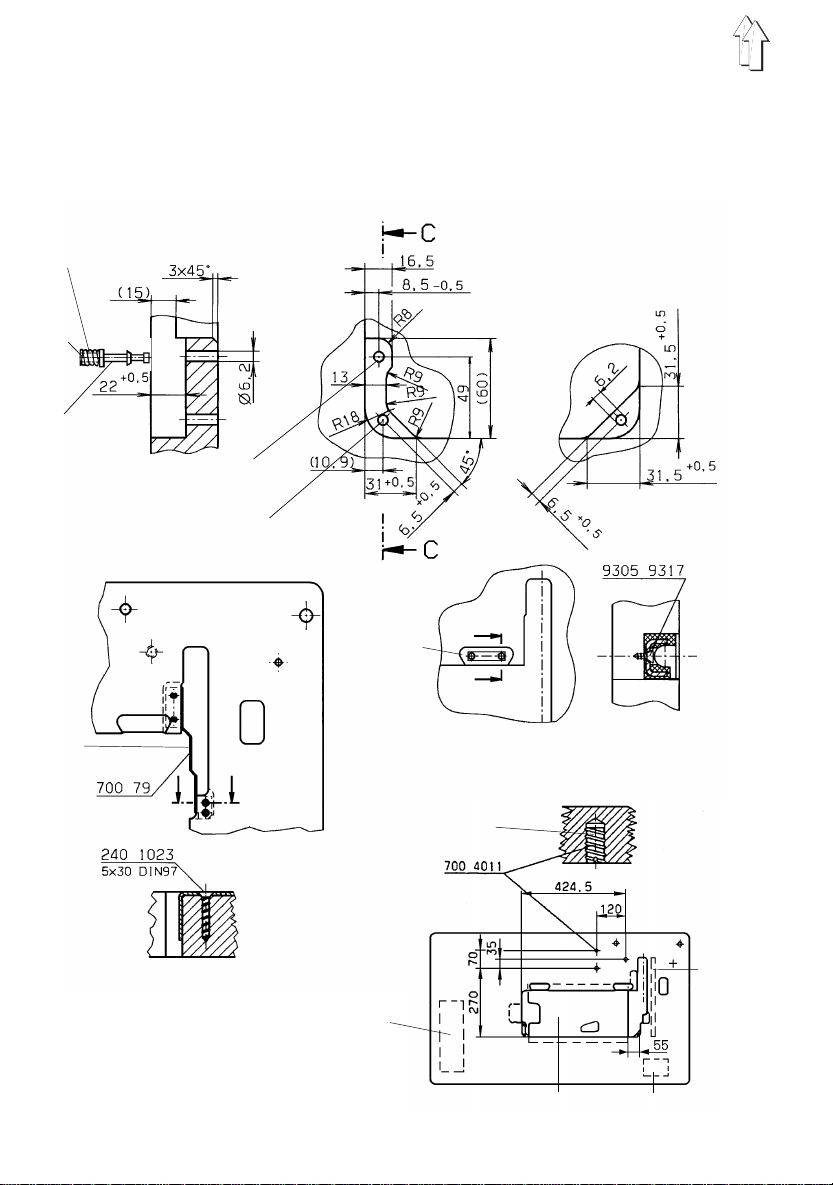
Schnitt / Section
C - C
Einzelheit / Detail
X
791 1012
1
791 1011
Auflagepunkt /
Supporting point
2
ab/from
bis/till
10/93
9.93
Einzelheit / Detail
Y
3
4
5
8
7
6
4
Page 5

3. Completar e aparafusar a placa-mesa
–
Parafusar as escoras de reforço 2 entre os cortes,
para a máquina e as correias do mot or.
–
Parafusar o canal de cabos 5 e o suporte para a
descarga de t raço dos condut ores no lado inf erior da
placa-mesa.
–
Parafusar o interruptor principal 6.
–
Parafusar se existir o transformador da lampada de
costurar.
–
Estender as coneçes electricas.
–
Parafusar a gaveta 8 com seu suporte.
–
Parafusar a placa-mesa sobre o chassis com
parafusos par a m a deira B8x35. A posiço da
placa-mesa com respeito ao chassis prov em da
marca de referencia situad a na parte fron tal inferior.
Olhar croquis de medidas.
–
Pressionar e parafusar as peças inferiores das
dobradiças 3 pa ra as dobradiças d a m áquina nos
encaixes da placa-mesa.
–
Para o apoio dianteiro da parte superior da máquina,
inserir dois tampes de apoio na placa-mesa e
colocar enci m a as molas de c ompresso. O ta m p o
esquerdo 1 dev e r ser inserido, sem falta,no
agulheiro segundo o corte C-C e o tampo direito no
agulheiro segundo o detalhe Y. Cortar os extremos
dos tampes excedentes na parte inferior da
placa-mesa.
Particularidade técnica!
Mediante a dis posiço do tampo 1 a dobradiça
esquerda da m áquina fica levantada apróx. 1mm e
se desacopla assim da plac a-mesa.
–
Parafusar com parafusos de madeira a chapa
coletora de óleo 7 debaixo da placa-mesa de forma
que fique uma di stancia de 55mm entre o borde
direito da chapa e o canto dire i to do corte da
placa-mesa. Colocar a chapa coletora de óleo com
respeito aos cantos diante iro e posterior do corte, de
forma que a máquina no se ch oque ao inclina r-la
para trás. Posteriormente, a alavanca articulada no
deverá se ch ocar com a chapa coletora de ól eo,
levando-se em conta todas as possibilidades de
ajuste.
5
Page 6

4. Acoplar o motor à placa-mesa
4.1 Informaçes gerais
Para as 271, 272, 273 e 274 existem a disposiço pacotes
de accionamento completos que se compem do motor, o
interruptor principal com os cabos as polias para a
correia, a correia trapezoidal e outras peças diversas. Os
motores de acoplamento pa ra corrente tr i fásica esto
previstos pa ra 3x380-400V 50 Hz na verso norm al . O
número de rotaçes é de 2800 U/min. Sob pedido podero
ser obtidos motores trifásic os para outras tens es de rede.
Os motores de corrente continua empregados nestas
máquinas,funcionan com uma "corrente alternada
monofásica " . Portanto em ca so de varias máq ui nas, as
conexes devem ser repartidas uniformemente entre as
fases indiv i duais da rede de corrente trif ásica, ou poderá
ser produzida um a sobrecarga em uma fase. O tipo de
motor necessário segundo a sub-classe e o equipamento
adicional poderá ser determinado na seguinte tabela do
parágrafo 4.2.
Atenço!
Quando se montar os motore s para a 273 e 274, na
subsequente colocaço em marcha deverá ser
comprovado se na unidade de comando do motor esto
introduzidas as funçes correctas para o cilindro de
transporte. Ol har parágrafo 12.
Se o equipamento eléctrico no for fornecido pela
DÜRKOPP ADL E R deverá ser efectuad a a comprovaço
segundo
EN 60204-3-1 ou JEC 204-3-1.
6
Page 7
4.2 Tipo de moto r segundo sub-classe e equipamen to adiciona l
271 272
273 274
Sub-classe
-140041
-640141
-140042
-160062
-240042
-640142
-140042
-160062
-240042
-640142
-740142
-140042
-160062
Tipo de motor
Campo de
manobra
( ) desejado
Equip. adicional
Z120
1801
Z133
371
Z116
6741
FIR 1100F-ZT37
Efka VD552/6F62AV
Efka DC1600/DA62AV
- x---
Quick QD552/D21K01
FIR 1180F70 670 x - - -
Efka VD552/6F62AV V62 x - - -
Efka DC1600/DA62AV (V62) x - - -
V720 x - - x
1)
1)2)
1)2)
2)
1)
V730 x x - x
DB4x---
DB5 x x - V720 x - - x
V730 x x - x
DB4 x - - x
DB5 x x - x
V720 x - - o
V730 x x - o
V720 x - - o
V730 x x - o
DB4 x - - o
DB5 x x - o
V720 x - x3) V730 x x x3) -
DB4 x - x3) -
2)
DB5 x x x3) -
Efka VD552/6F72CV2049
Quick QD552/D40K02
Efka DC1600/DA82CV
3201
Quick QE6040/D40S02
Efka VD552/6F72CV2049
Efka DC16 00/DA82CV3201
Quick QE6040/D40S02
Efka DC1600/DA82AV
3207
Quick QE6040/D50S01
Z124
401
Z120181
Z133371
Z1166741
Z124401
o
1) Para as classes 273 e 274 somente utilizar os motores
assinalados com 1)
2) Motores posicionadores de corrente continua para a
conexo a 1x220-240V 50/60Hz
3) Com exeço para as classes 273 e 274
–
Limpa-linhas
–
Barreira luminosa limitadora para o final da costura
com funçes sequenciais.
–
Dispositivo para costurar com dois valores
previamente aj ustados da tens o da linha da agulha.
Olhar equipamentos adicionais 1.3.
–
Accionamento pneumático para li gar e desligar o
cortador de cantos mediante uma tecla, para a
272-640142.
–
Para a sub-classe -740142, em serie .
7
Page 8
4.3 Fixaço do motor
–
Fixar o motor, com seu pé, a parte inferior da
placa-mesa. Para isto, parafusar os 3 parafusos
exagonais M8x35 as porcas 4 (Olhar croquis de
dimenso da placa-mesa).
–
Estabelecer um a co nexo desd e o pé do motor a té a
parte inferior da máquina com o cabo de aterramento 2
que se encontra no pacote de accionamento.
–
Para isto, fixar o terminal do cabo com um parafuso
M4 ao agulheiro enroscado exist ente no pé do mot or.
–
Passar o cabo através da chapa coletora de óleo e
montar a placa de coneço pa ra tomadas planas 1 tal
como se vê na ilustraço .
–
O cabo de aterramento serve para conduzir a carga
estática da parte superio r da máquina a massa,
através d o motor.
–
Fixar a polia da correia trapezoidal ao eixo do motor.
–
Verificar a disposiço das conexes no transform ador
do motor e se necessário, mo dificar-las de acordo
com a tenso da rede existente. Ol har o esquema de
coneçes adjunto.
4.4 Número de pontos em funço do diametro da polia da correia
1
2
Número de pontos para motores de corrente trifás ica
Pontos/min 50 Hz 60 Hz
3800
4000
4200
4500
4800
5000
5500
Os motores de corrente continua
mais elevadas. Para isto deverá se eleger um diametro de polia menor. Como regra
empírica é valida:
Diametro da polia da correia para motores de corrente alternada menos 30% do
diametro apropriado para motores de corrente continua.
O número de rotaçes do motor poderá ser regulado ademais no painel de comando.
Ver instruçes de serv i ço do motor . Olha r instruçes de serviço do motor.
80 mm
85 mm
90 mm
95 mm
100 mm
106 mm
112 mm
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
alcançam número de rotaçes consideravelmente
8
Page 9

4.5 Ajustar o interruptor de protecço do motor
Tipo de motor Tenso da rede
3 x 380-400V 3 x 220-230V 3 x 415-440V
FIR 1,6A 2,7A -
Efka VD552/.... 2,5A 4,2A 2,4A
Quick 1,9A 3,3A 1,7A
5. Colocar a máquina, montar a correia e sua protecço,
o volante e o pedal
–
Colocar a máquina no corte da placa-mesa.
–
Colocar o apoio 2 necessário para levantar a
máquina para tráz (com exeço nas classes 273 e
274).
–
43 2
5
6
Colocar a cavilha de retenço 4, conjuntamente
embalada, em uma das incises do disco de ajuste
incorporado. Af rouxar os parafusos do volante e
retirar o mes m o.
–
Em máquinas com cortador de linha e sistema
automático de bloqueio, romper com uma chave de
fenda o orificio marcado 6 da protecço da correia,
para a tomada de encaixe.
–
Tal como se vê na ilustraço ao lado, se introduz
primeiro a co rreia desde o ex t erior através da
protecço da m esma, e se levam ambas as peças a
máquina por ci ma da polia.
–
Montar a correia trapezoidal na polia do volante.
–
Apertar os quatro parafusos 5 da protecço da correia.
–
Em seguida levantar a máquina para trás e montar a
correia sobr e a polia do mot or.
–
Ao levantar a máquina para trás, a protecço da
correia deverá ser introduzida sem obstaculos no
corte da placa-mesa.
–
Tensionar a corre i a, pelo balanço do motor, de forma
que o centro s ej a pressionado uns 10mm para
dentro sem grande esforço.
–
Parafusar a protecço da correia do motor e ajustar
sua saliencia de tal maneira que, com a máquina
inclinada para trás, a correia permaneça dentro da
polia.
9
Page 10

Atenço!
Os orificios para fixar o volante esto dispostos
assimétricamente.
–
Ao montar o vola nte, colocar a presilha de retenç o 4
conjuntament e embalada, através da perfura ço 3 no
corte mais pro fundo a do disco d e ajuste montado
sobre o eixo do braço.
–
Situar o volante, fazendo coi ncidir a letra A sobre a
marca 7 e apertar bem os parafusos 8.
4873
–
Ajustar a barra articulada 9 de f orma que o pedal 10
tome uma pos iço de 10 graus c om respeito a posiço
horizontal , ou dizer, que seu cant o dianteiro fique
mais baixo e seu canto posterior mais alto .
–
Por razes ergo nométricas, em sentido latera l o pedal
há de estar fixo ao reforço do chassis de forma que o
centro do pedal fique aproxi m adamente debaixo da
agulha.
10
9
10
Page 11

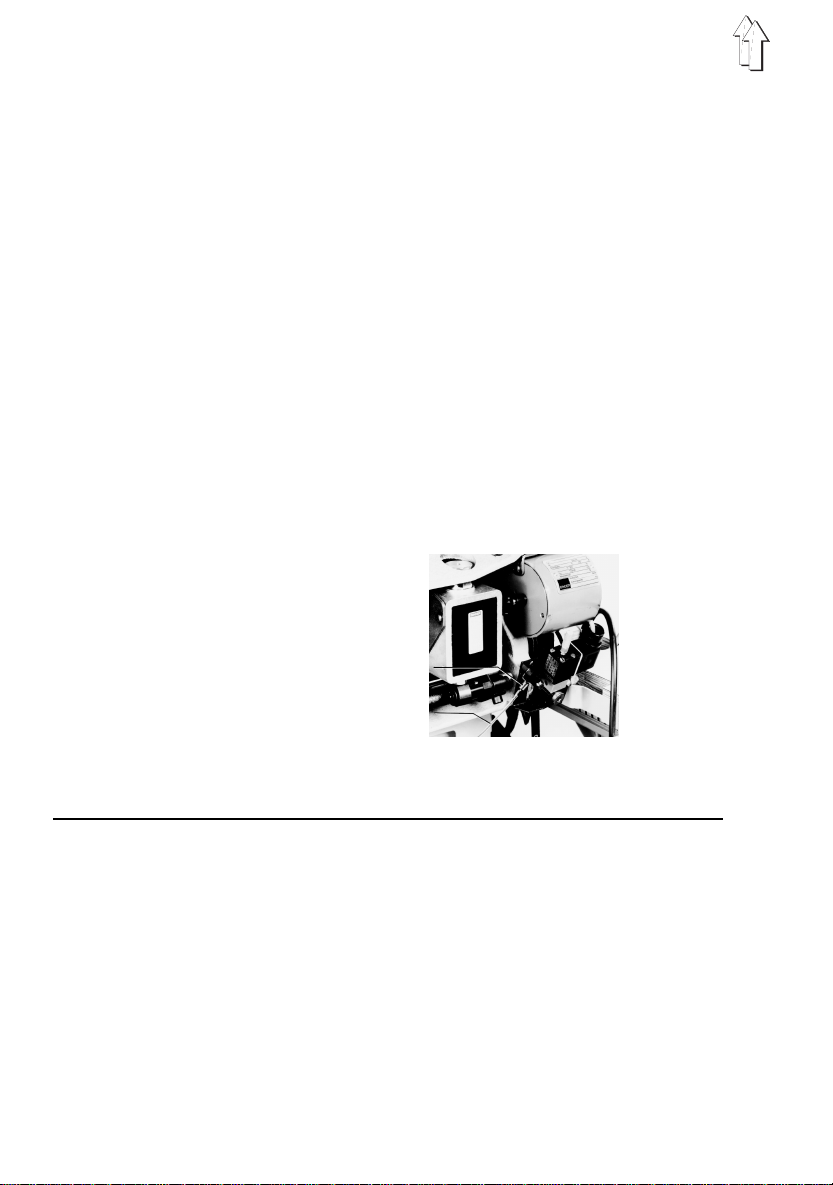
6. Estabelecer as conexes de encaixe a unidade de
comando do motor e montar o transmissor de posiço
–
Todas as conexes eléctricas para a parte superior da
máquina se ef ectuam através da conexo de encaixe
central 16. O c a bo completo, com acoplamento e
encaixe, est á embrulhado conjuntamente .
–
O acoplamento poderá ser extraido apertando-se ao
mesmo tempo os botes de fixa ço 15.
–
Em caso que exi sta, fixar o pai nel de comando
externo ao braço da máquina co m os parafusos 17.
–
Estender os cabos para as te cl as e eventualm ente
para a lampada, no canal pa ra cabos da máquina.
Para isto ret irar a tampa da bobina.
–
Com o interr uptor principa l desligado, inserir o
transmissor de posiço no flange do volante, de forma
que a sua ranhura agarre a protecço da correia por
cima do pino r etentor.
–
Em caso de m o tores Efka com
ajustar a posi ço D do volante (ponta da agulha
dentro da placa de agulha) na marca 11 e inserir o
pino de bloqueio.
–
Fazer coincidir exactamente a marcaço 12 com o
entalhe 13.
–
Apertar os parafusos do transmissor de posiço.
–
Esta é a posiç o 0, ou seja, o ponto de partida para
todas as posiçes da máquina ajus t adas na fábrica.
–
Com o transmissor de posiço assim montado, ficará
determinada a posiço inferior e superior da agulha
ajustada na fábrica.
Outros motores
Depois da fixaço do transm i ssor de posiço, deverá se
comprovar ou aj ustar aqui as posiçes da máquina
segundo o paragráfo 11.
11
painel de comando
12 13
,
17
14
15
16
11
Page 12

7. Conectar a unidade de manutenço de ar comprimido
–
Para o funcionamento de det e rminadas sub-c l asses
e equipamentos adicionais é necessário um
abastecime nto de ar compr i m i do, exento de a gua e
ligeiramente lubrificado.
–
Fixar a unidade de manutenço ao chassis tal como
se indica a ilustraço.
–
Estabelecer a conexo com tubo 1 flexivel Pu3 entre a
unidade de manutenço e a máquina.
–
Conectar a unidade de manutenço a rede de ar
comprimido com o tubo flexivel 4 e as peças de
conexo, que devero ser fornecidas pelo cliente.
–
Estando desconectado ou fe chado o ar compr i mido,
desenroscar o parafuso 2 e encher o depósito de
óleo 3 até a ranhura marcada, com óleo lubrifi c ante
ESSO SP-NK 10.
–
Depois de levantar e girar a m anivela 5, ajustar a
presso de trabalho à 6 bar.
5
4
1
2
3
12
Page 13

8. Colocar a máquina em posiço de funcionamento e
efectuar o teste de costura
–
Limpar a máquina depois da sua recepço.
–
Fixar o suporte do carretel segundo o seguinte
croquis.
–
Tal como está representado, fechar os orif i ci os para
a linha com os tampes adjunt os.
–
A linha da agulha e do carretel devero passar cada
uma por um ori ficio separado .
–
Completar c om óleo até a marca "Max" o depó si t o
para lubrificaço do garfo e a l ubrificaço ce nt ral por
mecha. Olhar parágrafo 4 do manual de instruçes.
–
Como lubrificante deverá ser empregado o óleo
ESSO SP-NK 10 ou outro de qualidade
equivalente.
–
Conectar a tomada. Em caso de motores de corrente
continua, conectar brevemente o motor e verificar o
sentido de rotaço pelo ven t i lador do motor.
–
Para o sentido de rotaço da máquina, olhar a seta na
protecço da correia.
–
Em caso de sentido contrário, trocar de posiço duas
fases na toma da de alimenta ço.
–
Colocar a máquina em funcionamento alguns
minutos a baixa rotaço, antes de costura r com o
número máximo de rotaçes pe rm itido.
–
Controlar a quantidade de óleo que fornece o
nebulizador (aprox. 1 gota a cada 15 ciclos de
trabalho) e corrigir-la se for necessário. Olhar
parágrafo 4 do manual de in st ruçes.
13
Page 14

9. Indicaçes antes da colocaço em funcionamento do
motor com técnica de comando digital
Antes da col ocaço em func i onamento destes motores
dever ser levada em espec ial atenço as i n dicaçes
posteriores, para evitar danos ao motor e a m áquina.
Devero ser observadas estritamente as instruçes de
serviço adjuntas ao motor correspondente.
9.1 Conexo a rede e sentido de rotaço do motor de corrente continua
Mediante comutaço interna se pode comutar o motor
para tenses de rede entre 190 V e 240 V (50 e 60 Hz).
O motor é forn ecido de fábrica com uma tomada com
ponto de aterramento marca Schuko. Em caso que seja
pedida a con exo a uma rede de corrente trif ásica, poderá
ser trocada a tomada Schuko por uma tomada "Periflex".
O neutro (N) e o condutor protector (ou PE), se conectam
a uma das 3 fases (L1,L2 ou L3).
Em uma rede de corrente tri fásica, os moto res devero ser
conectados un i formemente distribuidos entre as três
fases.
Nós aconselhamos marcar a tomada Periflex para que se
possa reconhecer pelo exte ri or a qual fase está
conectada. Com isto será po ssivel ter uma vi so geral da
distribuiço.
O motor é enviado normalmente com o sentido de rotaço
correcto pa ra a máquina, ou seja, marcha a esquerda
(sentido anti-horário).
O sentido de rotaço pode ser modificado nos seguintes
parâmetros:
–
Marcha a direita olhando a polia da correia (sentido
horário).
para Efka modular = F161-0
para Quick digital = 800-1
–
Marcha a esquer da olhando a polia da correia
(sentido anti-horário).
para Efka modular = F161-1
para Quick digital = 800-2
Para o necessário acesso ao nivel de serviço da unidade
de comando o l har o parágrafo 11.2 ou as instruçes de
serviço adjuntas do motor.
14
Disposiço das conexes na tomada "Periflex". Vistas do
lado da conexo.
Page 15

9.2 Correcço dos valores de ajuste (parâmetros)
Para a adapta ço do motor a co rrespondente c l asse da
máquina é indispensavel comprovar alguns parâmetros
e, eventualmente, variar os valores ajustados na entrega.
Para isto deverá ser escolhi d o o número do pa râmetro a
variar e aumentar (+) ou diminuir (-) o valor que aparecer
no display.
Especialment e atentar aos s eguintes númer o de
parâmetros:
a) Número máximo de rotaçes
F111 para Efka modular
607 para Quick digi tal
No se deve ajustar nenhum núme ro de pontos/min
maior que o permitido para a classe da máquina em
questo segundo o parágrafo 1.2. Depois de ligar o
interruptor principal, o valor ajustado aparecerá no
display como primeira infor maço.
Em caso de motores de corrente trifásica, o número
máximo de pontos/min (pedal pisado de todo) há de
determinar-se mediante a escolha da polia da correia
do motor. Olhar parágrafo 4.4 .
O número máximo de pontos/min indicado no painel de
comando há de ser ajustado ao parâmetro, antes
mencionado, de acordo com o valor da polia da
correia do motor.
Uma reduço do número de pontos abaixo do máximo é
possivel efect uar-se ento no painel de com ando.
b) Posiço de re ferencia (posi ço-0)
F170 para Efka modular
700 para Quick digi tal
Ajustar-la sem falta, ant e s de encaixar a tomada de 10
polos da máquina a unidade de comando do motor.
Se alcança a posi ço de referencia quando o volante
girar no senti do correcto e p arar na posiço D .
Com este ajuste, a posiço da agulha na ranhura F e a
posiço da agu l ha na ranhura C, ficam ao mesmo
tempo ajustadas para a maioria dos casos d e
aplicaço. É possivel efectuar correcçes destas
posiçes nos seguintes parâmetros:
Para Efka modular
F-171. 1- Posiço da agulha ranhura F
F-171. 2- Posiço da agulha ranhura C
Para Quick digital
702 - Posiço da agulha F
703 - Posiço da agulha C
(Olhar parágrafo 11.)
15
Page 16

c) 884 - Parâmetro de regulaço para Quick
Com o valor ajustado no parâmetro 884 adapta-se a
caracteristica de regulaço do número de rotaçes a
correspondente carga, da classe da máquina a ser
accionada. As máquinas pesadas requerem um valor
mais alto que as leves.
Pode ser reconhecido se o valor foi ajustado muito alto
em um "zumbido do motor" perceptivel a rotaçes
baixas.
Um valor ajustado demasiadamente baixo se manifesta
em problema s de regulaço em f orma de uma
exigencia de maior potencia (por ex. corte da linha).
9.3 Funço das barreiras luminosas com Quick
Na placa de ci rcuitos impress os do painel de comando
DB 5 existe um c omutador de fi os para seleccio nar a
sensibilidade das barreiras luminosas.
Na entrega do painel de comando este comu t ador está
fechado, ou seja, está ligada a grande sensibilidade e
com isto pre parado para conexo da barreir a l uminosa
reflectora Weko 7245 (Peça-Nr: Z133 000103).
Barreiras lu minosas de outros fabricant es (por ex.
Leutze) exigem, em parte, uma sensibilidade reduzida.
Neste caso deverá ser aberto o comutador de fios.
Em caso de pr oblemas de fu ncionamento com a barreira
luminosa, recomendamos verificar tambem este
interruptor. Para isto deverá ser aberta a parte frontal do
painel de comando.
16
Page 17

10. T eclas na cabeça do br aço
–
Máquinas com bloqueio automático esto equipadas
em serie com a tecla quádrupla 1.
–
Fixar a tecla, conjuntamente embalada, à cabeça do
braço com os p arafusos 2, tal como se vê na
ilustraço.
–
Retirar a tam pa da bobina e ext ender o cabo na
canaleta de cabos.
–
Passar a tomada pela abertura da placa-mesa e
conectar-la ao comando do motor.
1
2
17
Page 18

12
7
9
8
11
10
10
3
4
18
Page 19

11 . Ajuste do transmissor de posiço
O disco de ajuste m ontado dentro do braço da máquina
está provisto de entalhes, que esto marcados com letras
no volante.
Em combinaço com a marca 4, as l e t ras indicam a p osiço
dos entalhes em que a máquina pode ser bloqueada com
o pino 3 adjunto.
Depois de que, com o interruptor principal desligado, for
fixado o transmissor de pos i ço ao flange do volante de
forma que su a ranhura agarre a protecço da correia por
cima do pino de fixaço, podero ser rápidamente
comprovadas ou ajustadas as posiçes.
1 Posiço
A máquina deve parar na posiço mais baixa da
agulha = Ranhura F.
2 Posiço
A máquina deve parar na posiço alta da alavanca da
linha = Ranhura C
11.1 Motor posicionador sem pain el de comand o externo
Por ex. Efka DC 1600 DA 62 AV ou 6 F 62 AV
Atenço!
Ao graduar os d i scos do transmissor de posiço, desligar
o interruptor principal.
Primeira posiço
1. Situar o interruptor S3 no comando do motor para a
direita (com excesso do 6 F 62 AV).
2. Acci onar o pedal para frente e so l t ar-lo.
3. Girar o volante no se ntido de rotaço e i ntroduzir o pino
3 na estria F.
4. Desligar o interruptor principal.
5. Girar o disco 7 até qu e a ranhura do volante 8 fique
situada atrás do interruptor 9.
Segunda posiço
1. Situar o interruptor S3 no comando do motor para a
esquerda (excepto para 6 F 62 AV).
2. Continuar giran d o o volante no sentido de rotaço e
bloquear com o pino 3 na ranhura C.
3. Girar o disco 11 até que a ranhur a do volante 12 fi que
situada atrás do interruptor 10.
4. Extrair o pino.
Tendo colocado uma peça de tecido comprovar as
posiçes. Se for necessário repetir o processo de ajuste.
19
Page 20

11.2 Motor posicionador com painel de comand o externo
Antes do funcionamento deverá ser introduzida a posiço
0, se se tratar da Efka, ou a posiço de referencia se se
tratar da Quick, que é o ponto de partida para todas as
posiçes da máquina.
Este ponto de partida corresponde a ranhura D do disco
de ajuste = ponta da agulha dentro da placa da agulha.
Para a fixaço do transmissor de posiço Efka levar em
conta o parágrafo 6.
Todas as posiçes da máquina já foram programadas na
fábrica.
No transmissor de posiço devero ser efectuados
pequenos ajustes mecânicos. No transmissor de posiço
no devero ser efectuados nenhum ajustes. A sua tampa
no pode ser retirada.
As posiçes d a m áquina so re gi stradas em pa ssos
(incrementados) pelo transmissor e sinalizadas no
Display. Uma volta completa está dividida em 510 passos
nas Efka e em 480 passos nas Quick.
20
a) Efka modular
Para introduzir a posiço 0 procede-se como se segue:
1. M anter carregada a tecla P .
2 Ligar interruptor principal. No Display aparece o
número de código C-0000.
3. Pa ra entrada ao "nivel de serviço 1" i nt roduzir o n do
código Efka 1907 mediante as t eclas 1 a 0.
4. Carregar tecla E. No Display aparece o n do parâmetro
F 100.
5. Com as teclas 1...0 teclar o n do parâmetro 170.
Carregar tecla E. - Aparece a rotina de serviço 1(Sr1).
Carregar tecla F. - Aparece a posiço 0.
6. Girar o volante uma volta completa no sentido de
trabalho da máquina e bloquear-lo na po si ço D com o
pino de retenço adjunto.
Esta é a "Posiç o 0", ou seja, o ponto de partida
dependente para todas as posiçes da máquina
ajustadas na fábrica.
7. Carregar duas vêzes tecla P.
Comprovar as posiçes F e C da máquina.
Com isto o ajusto está finalizado.
Page 21

8.
Atenço!
Coser sem fal ta uma costura, i ncluindo o processo
de corte da li n ha. Somente as si m ficará memori zado
o ajuste introduzido.
Se for necessária uma correcço dos ajustes efectuados
na fábrica, deverá se proceder como segue para
programar as posiçes F e C.
Atenço! Em todos os ajustes seguir girando sempre
no sentido de trabalho da máquina!
1. Se entretanto se houver deslig ado o interruptor
principal, deverá se iniciar novamente, tal como foi
explicado na "Introduço da posiço 0".
Seno carregar tecla P. - No Display a p arece P170.
2. Carregar por duas vêzes tecla E. - No Display aparece
a rotina de serviço 2 (Sr2).
3. Carregar tecla F. Aparece a posiço 1.
Girar o volante pelo menos uma volta, e bloquear na
posiço F.
4. Carregar tecla E. - No Display aparece posiço 2.
Bloquear o volante na posiço C.
5. Carregar por duas vêzes a tecla P e co m i sto finalizar o
ajuste.
6.
Atenço!
processo de co rte da linha.
Sómente assim ficará memorizado o ajuste
introduzido.
Se no se coser, ao desligar o interruptor prin cipal, se
perderá o ajust e.
Coser sem fal ta uma costura incluindo o
O número de incrementos indicado será, para a posiço
F = 60 e para a posiço C = 438,2 em ambos os casos.
21
Page 22

b) Quick digital
1. Ligar o interruptor principal, mantendo carregadas as
teclas G e menos (-).
No painel aparece * e por ex. 3000. - O asteristico
indica o modo de programaço e 3000 so os pontos
por minuto.
2. M anter carregada tecla G e logo carregar tecla m enos
(.). No indic ador aparece: IN TRODUZIR.
Soltar ambas as teclas.
3. Carregar repeti damente tecla G at é que no indicad or
apareça: G7....
4. Carregar tecla F. No indicador apar ece: 7000*XXXX,
ou seja, um valor númerico qualquer que
corresponde a posiço parafusada do transmissor de
posiço.
5. Accionar o pedal para frente. - A máquina se posiciona
em uma posiço qualquer.
6. Girar o volante no sentido de trabalho da máquina e
bloquear-la, com o pino de retenço, na po si ço D do
volante.
Esta é a posiço de referencia para as demais posiçes
da máquina.
7. Retirar o pino de retenço. A ccionar o pedal par a
memorizar a posiço de referencia.
8. Comprovar uma vêz mais a posiço de referencia D
mediante o pino de retenço. - Em caso de uma
posiço incor recta, a qual pode ocorrer pelo avance
do rotor do motor a chamada "posiço preferenc i al " ,
deverá se repetir o ajuste como se foi explicado nos
pontos 6.e 7.
9. Carregar desta vêz as teclas G e Menos (-). No
indicador aparece:* MANUAL.
Verificar as posiçes F e C da máquina. Norm al m ente o
ajuste estará assim concluido.
Se fôr necessária uma correc ço do ajuste de fábrica,
deverá se proceder como se indica ao lado, para a
programaço das posiçes F e C da máquina.
! Em todos os ajustes seguir girando sempre no
Atenço
sentido de trabalho da máquina.
22
Page 23

1. Se entretanto se houver deslig ado o interruptor
principal, deverá se iniciar primeiro como se foi
explicado ante ri ormente. Seno, carregar teclas G e
menos (-) simultaneamente. No indicador aparece:
INTRODUZIR.
2. Carregar tecla F. - No indicador aparece 700
*XXXX = Valor numérico da posiço de referencia.
3. Carregar novamente tecla F até que apareça: 702*
0026.
Pisar brevemente o pedal. - A máquina se posic i ona
na posico ajustada em fábrica.
Girar o volante no sentido de trabalho da máquina e
bloquear-la na posiço F (posiço inferior da agulha)
com o pino de retenço.
4. Ret i rar o pino de ret enço. Memorizar o valor accionado
ao pedal. Comprovar a posiço F mediante o pino, S e
fôr necessár i o, por ex. por causa da posiço
preferencial do rotor, deverá se re petir o ajuste m ai s
uma vêz.
Atenço!
indicados para as posiçes podem variar 0002.
5. Carregar uma vêz tecla F. - Aparece 703* 0205 .
6. Ret i rar o pino de ret enço. Memorizar o valor
7. Carregar as teclas G e (-). -No indicador aparece: *
Devido as tolerancias, os va lores de ajuste
Accionar o pedal. - A máquina se posiciona na posiço
ajustada na fábrica.
Girar o volante no sentido de trabalho da máquina e
bloquear-la na posiço C (posiço superior da alavanca
da linha) com o pino de reten ço.
accionando o pedal.
Comprovar a p osiço C mediante o pino de rete nço.
Repetir o ajuste se fôr necessário.
MANUAL. - Com isto a máquina está pronta para
funcionar.
Observaço!
O painel de contrôle oferece a possibilidade de efectuar
as indicaçes em diverso s i diomas. Par a i sto, tecla r 733
com a tecla F e seleccionar o idioma desejado com as
teclas - e +.
Com a tecla F retornar ao parâmetro desejado.
23
Page 24

12. Funçes de subida e descida do cilindro de transporte
nas Classes 273 e 274
Ao levantar o prensa-telas e ao rematar a costura, o
cilindro de transporte sobe automáticamente.
A funço de baixar pode ter lugar sem demora ou depoi s
de um número ajustado de pontos.
Isto deverá ser introduzido no painel de comando com os
números de parâmetros correspondentes. Ver parágrafo
11.2 para o acesso ao nivel de serviço n ecessário para
êle.
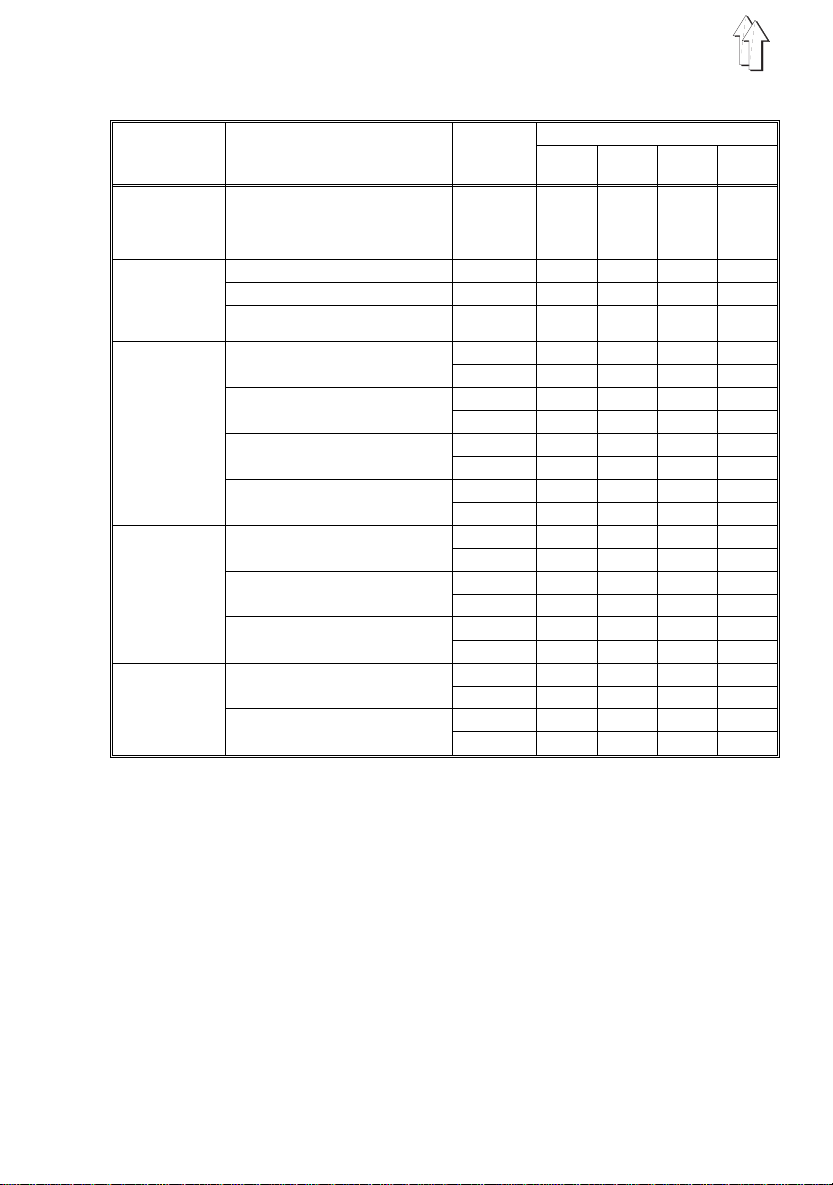
a) Efka modular ou. b) Quick digital.
Tipo de motor Efka modular Quick digital
Flip-Flop
Modo
Baixar deois
de um n
de pontos
Baixar
sem
demora
Parâmetro 190
Flip-Flop 5
Parâmetro 191
Ajustar o n
de pontos (máx.254)
Parâmetro 191
Ajustar o nde
pontos ao 0
Parâmetro 510
Flip-Flop 5
Parâmetro 550
Ajustar o n
de pontos (máx.254)
Parâmetro 550
Ajustar o nde
pontos ao 0
24
Page 25

13. Funçes de conexo e deconexo do cortador de cantos
para as classes 272 - 640142 e - 740142
Para poder se realizar as seguintes funçes na
272 - 640142, es ta deverá estar e quipada com o
equipamento adicional Z 124401. Este equipamento está
composto pelo accionamento electropneumáti co do
cortador de cantos.
As diversas funçes de ligar e de sl igar podero ser
introduzidas no painel de comando com os números de
parâmetros correspondent es.
Olhar o parágrafo 11.2 a) Efka modular ou b) Qui ck digital
para o acesso ao nivel de serviço necessário para êle.
Tipo de motor Efka modular Quick digital
Flip-Flop
Modo
Ligar depois
um n
de pontos
Desligar depois
de um n
de pontos
Ligar - Desl.
manual
com tecla
Desl. depois do
corte do fio
Ligar - Desl.
Com sinal de
marcha do
motor com o pedal
Parâmetro 190
Flip-Flop 6
Parâmetro 192
Ajustar o n
de pontos (máx.254)
Parâmetro 193
Ajustar o n
de pontos (máx.254)
Parâmetro 192 auf 0
Parâmetro 193 em 0
Parâmetro 194 em Off
Parâmetro 194 em On Parâmetro 50 4 em 2
Parâmetro 190
Flip-Flop 3
Parâmetro 510
Flip-Flop 6
Parâmetro 551
Ajustar o n
de pontos (máx.254)
Parâmetro 552
Ajustar o n
de pontos (máx.254)
Parâmetro 552 em 0
Parâmetro 551 em 0
Parâmetro 504 em 1
Parâmetro 510
Flip-Flop 3
25
 Loading...
Loading...