

T able des matières Page:
Home
Partie 2: Montage Cl. 271-274
1. Informations générales
1.1 Instructions d e sécuri té . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Fonctionnement de la machi ne sans ouvrage . . . . . . . . . . . . . . . 2
1.3 Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Montage du bâti
3. Compléter et visser la table
4. Fixer l’entraînement de couture à la table
4.1 Généralités . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.2 Type d e moteur selon so us-classe et accessoires . . . . . . . . . . . . . 7
4.3 F ixation de l’en tr aînement . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Nombres de points pour entraînements triphasés en dépendance du
diamètre moyen de la poulie . . . . . . . . . . . . . . . . . . . . . . . . 8
4.5 Rég ler le disjoncte ur protecte ur du moteur . . . . . . . . . . . . . . . . . 9
5. Mettre la tête de machine, la co u rro i e trapézoi-dale,
installer le protecteur de courroie, le volant à main et la pédale . . .
6. Mettre les fiches de raccordement de la commande de moteur et
le transmetteur de positions
7. Raccordement de l’unité de conditionnement d’air comprimé
8. Mettre la machine en état de service et fai re un essai de couture
9. Instructions pour la mise en service d’un entraî-n ement de couture
à commande digitale
9.1 Branchement électrique et sens de ro tation d’un entraînement de
cout ure à courant co ntinu . . . . . . . . . . . . . . . . . . . . . . . . . . 14
9.2 Cor rection des vale urs de consigne (par amètres) . . . . . . . . . . . . . 15
9.3 Fonction de la b arrière lumineuse sur Quick . . . . . . . . . . . . . . . . 16
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . 11
. . . . 12
. . 13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
9
10. Touche à la tête du bras
11. Réglage du transmetteur de positions
11.1 Entraînement de positionnement sans champ de co m mande externe . . 19
11.2 E nt raînement de positionnement avec pann eau de service externe . . . 20
12. Fonctions de levage et d’abaissement du rouleau de transport
aux classes 273 et 274
13. Fonctions de marche et d’a rrêt du coupe-bords aux
cla sses 272-64 0142 et -740142 . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . . . . . . . . 24
25
1. Informations générales
1.1 Instructions de sécurité
A observer impérativement!
Voltage du réseau et voltage nominal indiqué sur la
plaquette du moteur doivent concorde r.
Tous les travaux électriques sur l’unité de couture ne
doivent êtr e réalisés que par des personnes compétentes
et après avoir retiré la fiche de prise de courant.
Observer les mesures de sécurité!
Le montage se fait selon les indications suivantes.
–
Les raccords él ectriques peuvent être déduits du
schéma de câb l age.
–
L’occupation des entrées et sorties spécifique aux
sous-classes a i nsi que les nos. de paramètre
correspondan t s sont indiqués dans la fiche
technique.
–
Toutes les pièc es nécessaires se trouvent da ns les
accessoires.
1.2 Fonctionnement de la machine san s ouvrage
Dans ce cas, bloquer d’abord les pieds presseurs en
position levée.
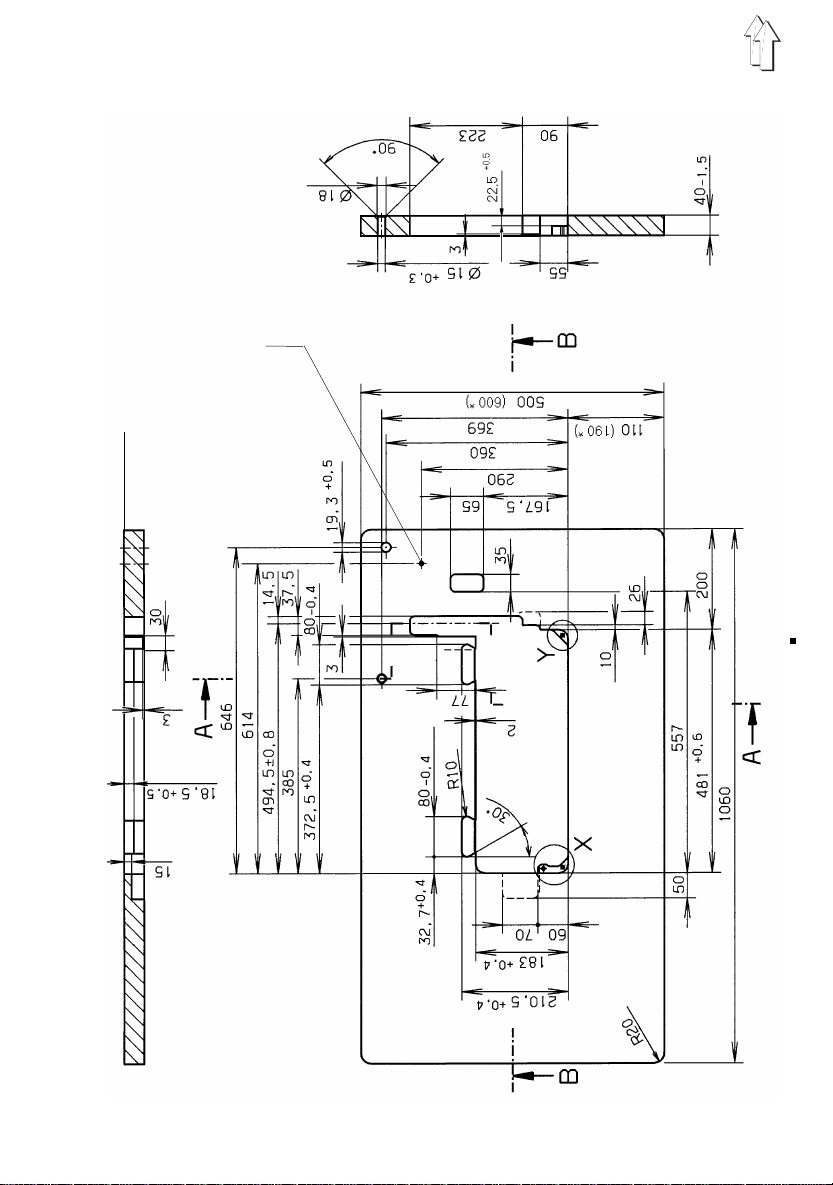
1.3 T ables
Les entailles de tables construites par le client doivent
avoir les dimensions indiquées dans les esquisses.
En plus, les t ables doivent être assez por tantes et solides.
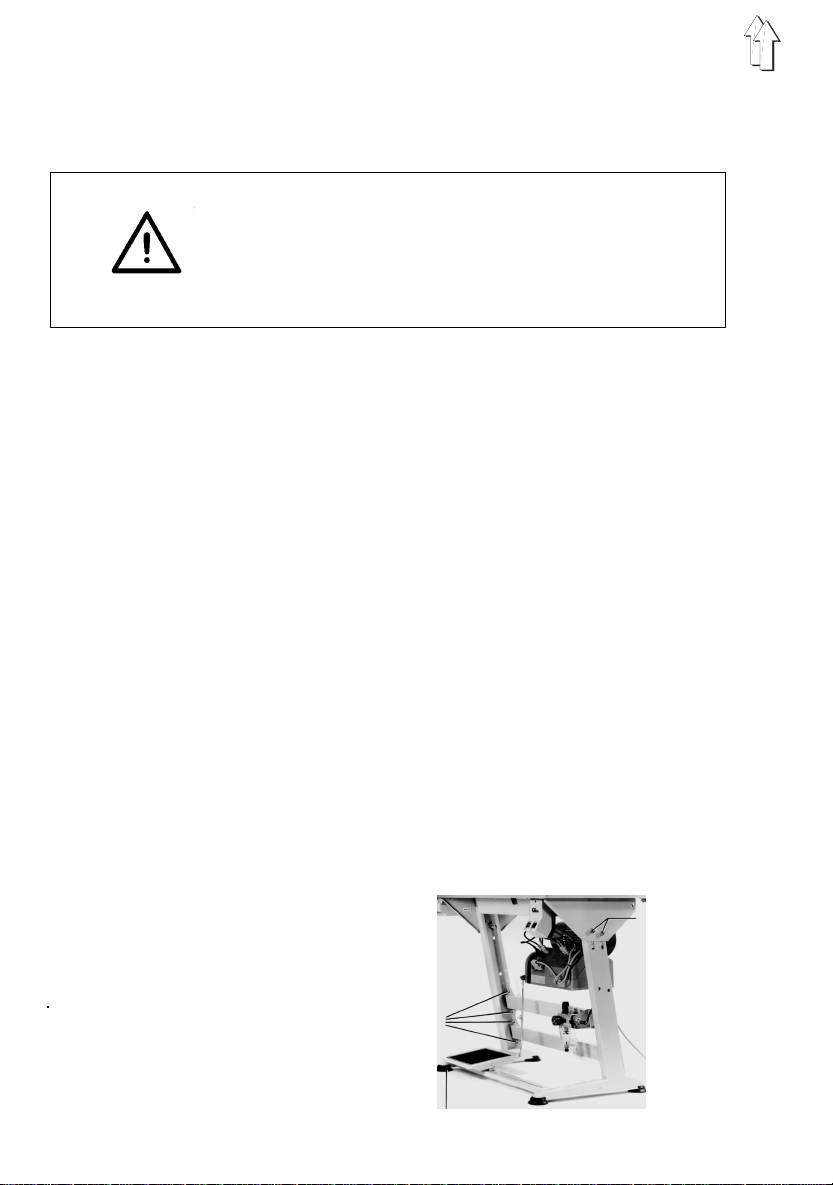
2. Montage du bâti
2
Monter les pièces du bâti comme montré d a ns
l’illustration.
Apposer les pieds du bâti joints 1.
En desserrant les vis 2 la stabilité du bâti est assurée.
La hauteur de travail désirée et un plan de travail
horizontal peuvent être a justés après avoir desserré les
vis 3.
3
2
1
Schnitt - Selection
A - A
unbemaßte Radien R9
undimension radius R9
Ankörnung für Befestigung
des Gestells auf Tischplat-
tenunterseite
Ref. mark for fastening the
stand on the r eserve of the
table
* auf Wunsch
Oberseite
Top side
* on request
Schnitt - Selection
B - B
3
Schnitt / Section
C - C
Einzelheit / Detail
X
791 1012
1
791 1011
Auflagepunkt /
Supporting point
2
ab/from
bis/till
10/93
9.93
Einzelheit / Detail
Y
3
4
5
8
7
6
4
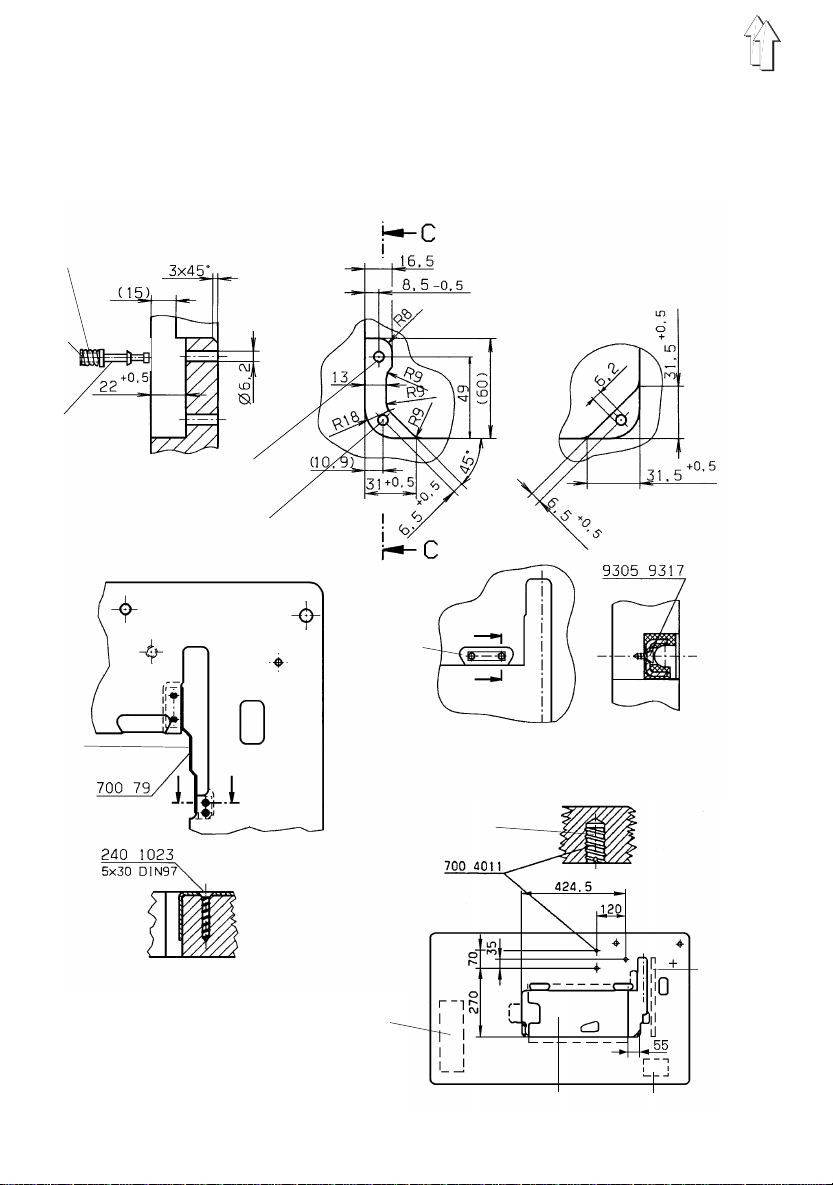
3. Compléter et vi sser la table
–
Visser la jambe de renforcement 2 entre les entailles
pour la tête de machine et la courroie du moteur.
–
Visser le conduit 5 pour décharger la tractio n sur les
câbles à la fac e i nférieure de l a t able.
–
Visser l’interrupteur principal 6.
–
Visser le transf ormateur pour l a l ampe de couture,
s’il y en a un.
–
Poser les câbl es d’alimentat i on.
–
Visser le tiroir 8 avec son support.
–
Visser la table sur le bâti à l’aide de vis à bois
B8x35. La position de la t able par rapport au bâti
ressort de la marque de pointeau à la face inférieure
de la table. Voir esquisse cotée.
–
Enfoncer les pièces inférieures 3 pour les charnières
de la machine dans les entailles de la table et les
visser.
–
Monter dans la t able deux bouchons de réception
pour le supp ort de devant de la tête de m achine et
apposer les ressorts à pression. Prendre soin que le
bouchon gauche 1 est placé dans le trou selon
section C-C et le bouchon droite dans le trou selon
détail Y. Les bouts des bouchons dépassant à la face
inférieure de la table sont à couper.
Particularité technique!
La dispositi on du bouchon de r éception gauche 1 a
pour effet que la charnière gauche de la machine
sort d’env. 1 mm et est ainsi découplée de l a table.
–
Visser la coupelle collectrice d’huile 7 à l’aide de vis
à bois sous la table de sorte qu’il y a une distance de
55 mm entre le bord droite de la coupelle collectrice
et le bord droite de l’entaille de la table. Ajuster la
coupelle collectrice d’huile par rapport aux bords
avant et arrière de l’entaille de table de sorte que la
tête de la machine ne heurte pas lorsqu’elle est
inclinée en arrière. En tenant compte de toutes les
possibilités de réglage, la genouillère ne doit jamais
se heurter à la coupelle collectrice d’huile.
5

4. Raccorder l’entraînement de couture à la table
4.1 Généralités
De différen ts sets complets d’entraînement sont
disponibles pour les machines 271, 272, 273 et 274. Ils
consistent en: Entraînement de couture, interrupteur
principal avec câbles, poulies à gorge, courroie
trapézoidale et pièces diver ses.
A l’équipement standard les moteurs d’embrayage à
courant triphasé sont prévus pour 3x380-400V 50 Hz. La
vitesse de rotation est 2800 tours/min. Des moteurs à
courant triphasé pour d’autres tensions d’alimentation
sont disponibles sur demande.
Les entraînements à courant continu utilisés pour ces
machines fonctionnent à un e " t ension altern at i ve
monophasée " . Pour cette rai son les raccords pour
plusieurs machines doivent être répartis
proportionnément sur les différentes phases du réseau
de courant t riphasé. Sino n, on risque de surcharger
quelques phas es.
L’aperVu ci-après au paragr aphe 4.2 montre le type de
moteur nécessaire selon sous-classe et accessoires.
Attention!
Lorsque les entraînements de couture pour les 273 et 274
sont montés, il faut vérifier lors de la mise en service si
les fonctions pour le rouleau de transport ont été entrées
correctement à la commande du moteur. Voir paragraphe
12.
Lorsque l’équipement électrique n’est pas livré par
DÜRKOPP ADLER, faire l’essai selon EN 60204-3-1 ou
bien JEC 204-3-1.
6
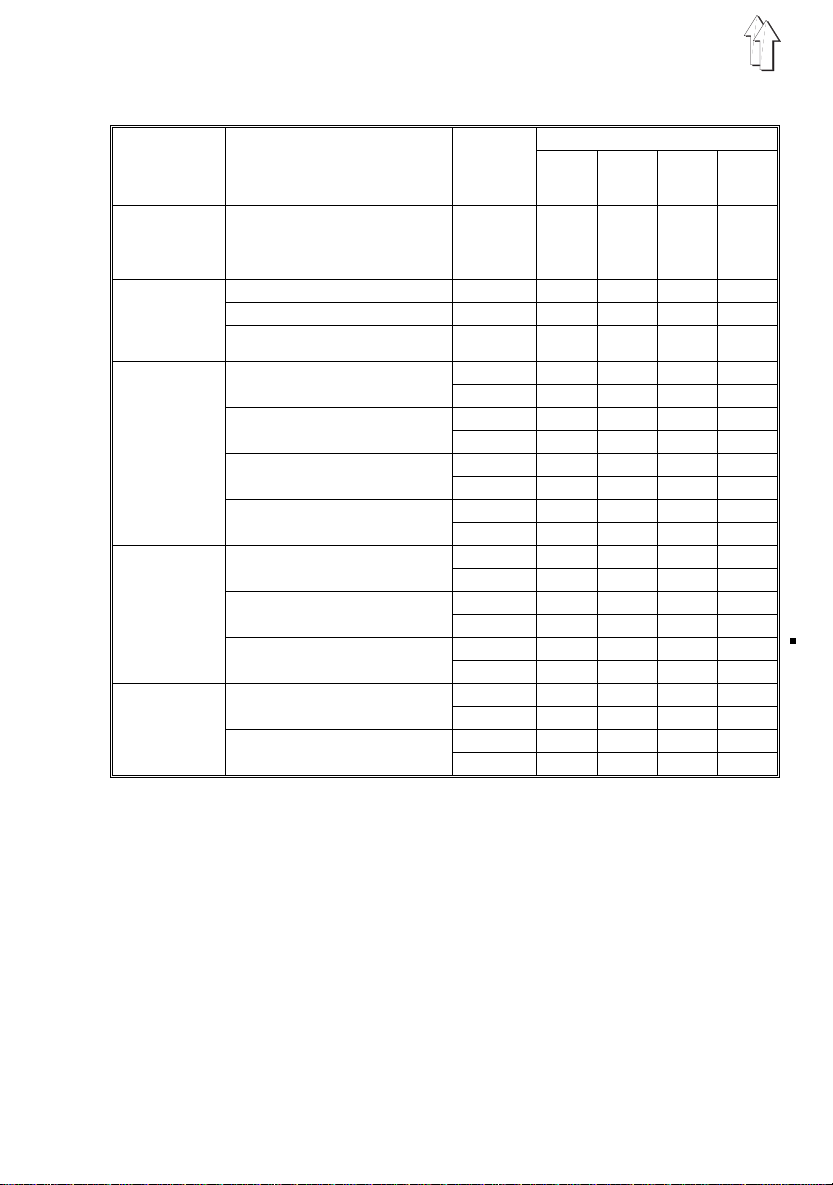
4.2 T ype d e moteur selo n sous-classe et accessoires
271 272
273 274
Sous-classe
-140041
-640141
-140042
-160062
-240042
-640142
-140042
-160062
-240042
-640142
-740142
-140042
-160062
type de moteur
panneau
de
service
( )option
Z120
1801
accessoires
Z133
371
Z116
6741
FIR 1100F-ZT37
Efka VD552/6F62AV
Efka DC1600/DA62AV
- x---
Quick QD552/D21K01
FIR 1180F70 670 x - - -
Efka VD552/6F62AV V62 x - - -
Efka DC1600/DA62AV (V62) x - - -
V720 x - - x
1)
1)2)
1)2)
2)
1)
V730 x x - x
DB4x---
DB5 x x - V720 x - - x
V730 x x - x
DB4 x - - x
DB5 x x - x
V720 x - - o
V730 x x - o
V720 x - - o
V730 x x - o
DB4 x - - o
DB5 x x - o
V720 x - x
V730 x x x
DB4 x - x
2)
DB5 x x x
3)
3)
3)
3)
Efka VD552/6F72CV2049
Quick QD552/D40K02
Efka DC1600/DA82CV
3201
Quick QE6040/D40S02
Efka VD552/6F72CV2049
Efka DC16 00/DA82CV3201
Quick QE6040/D40S02
Efka DC1600/DA82AV
3207
Quick QE6040/D50S01
Z124
401
-
-
-
-
Z120181
Z133371
Z1166741
Z124401
1) Pour les classes 273 et 274 on ne peut utiliser que les
entraînements marq ués par
1)
.
2) Entraînements de positionnement à courant continu
pour le raccord à 1x220-240V 50/60Hz
3) Pas pour les classes 273 et 274
–
Balai du fil
–
Barrière lumi neuse pour le st op-couture à l a fin de
couture ave c f onctions suivantes
–
Dispositif pour coudre avec deux valeurs de tension
préréglables du fil d’aiguille. Voir sous 1.3
Accessoires.
–
Actionnement él ectro-pneumat i que par touche pour
mettre en marche et arrêter le coupe-bords pour la
272-640142.
–
En série pour la sous-classe -740142.
7
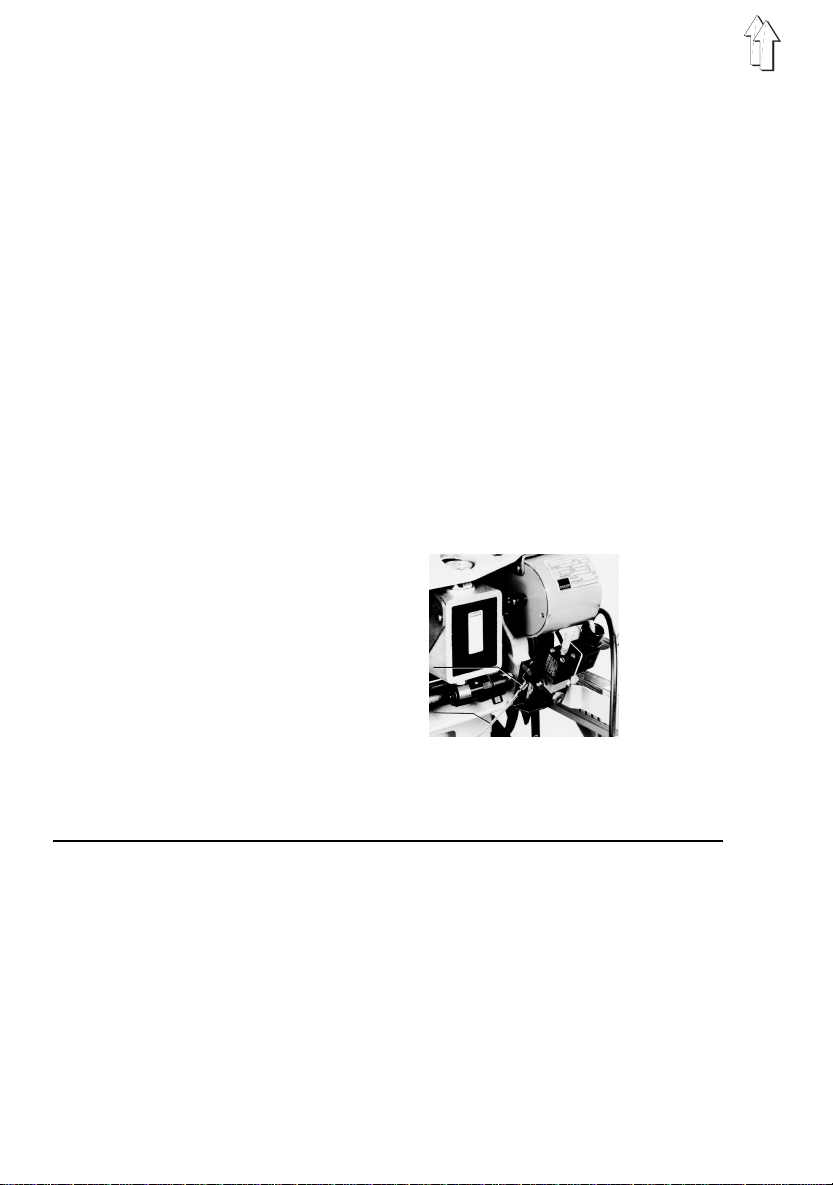
4.3 Fixation de l’entraînement
–
Fixer le pied de l ’ entraînement à la face inférieure de
la table. Visser à ces fins les 3 vis à tête hexagonale
M8x35 dans les éc rous à filetage 4 (voir esquisse
cotée de la table).
–
Raccorder le p i ed du moteur à la f ace inférieure de
la machine à l’ aide du câble de terre 2 qui s e t rouve
dans le paquet de l’entraînement
–
A ce propos, fixer à l’aide d’une vis M4 l’oeillet du
câble dans le trou taraudé qui se trouve dans le pied
du moteur.
–
Passer le câ bl e à travers la coupelle col l ectrice
d’huile et monter la réglette pour enficher des
connecteurs plats 1 comme montré dans l’illustration.
–
Le câble de terre sert à dériver la charge
électrostatique de la tête de machine à travers le
moteur jusqu’ à l a masse.
–
Fixer la poulie à gorge sur l’arbre du moteur.
–
Vérifier la disposition des raccords au transformateur
de l’entraînement de couture et modifier selon l a
tension d’alimentation existante, si nécessaire. Se
référer au sc héma de câblag e ci-joint.
1
2
4.4 Nombres de points en dépendance du diamètre moyen de la poulie
Nombre de points pour entraînements triphasés
Points/min 50 Hz 60 Hz
3800
4000
4200
4500
4800
5000
5500
Des
entraînements à courant continu
plus importantes que des entraînements à courant triphasé. Il faut donc choisir ici un
diamètre plus petit de la poulie.
La règle approximative suivante doit être appliquée: Le diamètre de poulie pour
entraînements à courant triphasé moins 30% donne le diamètre approprié pour
entraînements à courant continu.
En plus, la vitesse de rotatio n du moteur peut être réglée au panneau de servic e. Se
référer aux i n structions d’emploi du moteur.
8
80 mm
85 mm
90 mm
95 mm
100 mm
106 mm
112 mm
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
atteignent des vitesses de rotation beaucoup

4.5 Régler le disjoncteur protecteur d u moteur
Type du moteur Tension d’alimentation
3 x 380-400V 3 x 220-230V 3 x 415-440V
FIR 1,6A 2,7A -
Efka VD552/.... 2,5A 4,2A 2,4A
Quick 1,9A 3,3A 1,7A
5. Mettre la tête de machine, la courroie trapézoidale,
installer le protecteur de courroie, le volant à mai n et
la pédale
–
Mettre la tête de la machine dans l’entaille de la table
–
Enfoncer le support 2 néces saire à incliner la
machine.(P as pour les class es 273 et 274.)
–
43 2
5
6
Enfoncer la goupille d’arrêt 4 qui se trouve dans les
accessoires dans l’une des entailles de la rondelle
d’ajustage . Desserrer les vis du volant à main et
l’enlever.
–
Sur les machines avec coupe-fil et application
automatique de points d’arrêt, ouvrir l’orifice marqué
6 pour le racco rdement des fiches dans le protecteur
de courroie à l’aide d’un tourne-vis.
–
Comme montré dans l’illustration à côté, on passe
d’abord la co urroie trapézoidale de l’extér i eur à
travers le protecteur de courroie et amène les deux
pièces sur la poulie jusqu’à l a tête.
–
Mettre la co urroie trapézoi dale sur la po ul i e au
volant à main.
–
Serrer les quat re vis 5 du prot ecteur de cour roie.
–
Incliner ensuite la tête de machine en arrière et
mettre la courroie trapézoidale sur la poulie du
moteur.
–
En inclinant la tête, le protecteur de courroie doit
plonger librement dans l’entaille de la table.
–
En pivotant le moteur, tendre la courroie
trapézoidale de sorte qu’on peut encore l’enfoncer
d’environ 10 mm au milieu sans appliquer trop de
force.
–
Visser le protect eur de courroi e du moteur et régler
en même temps sa came d’arrêt de sorte que la
courroie re st e dans la poul i e à gorge lorsque la
machine est inclinée.
9

Attention!
Les trous de fixation pour le volant à main s ont
disposés asymétriquement.
–
Pour monter le volant à main, mettre la goupille
d’arrêt 4 qui se trouve dans les accessoires à travers
le trou 3 dans l’entaille plus profonde A de la rondelle
d’ajustage qui est montée sur l’arbre de bras.
–
Mettre la lettre A du volant à main sur le repère 7 et
bien visser les vis 8.
8
3
4
–
Régler les tringles 9 de la pédale 10 de sorte que
celle-ci prend une position de 10 degrés par rap port
à l’horizontal e; c.a.d. que son bord avant est plus
bas et son bord arrière légèrement suré l evé.
–
Pour des raisons ergonomiques , l a pédale doit être
fixée sur la jambe du chevalet dans le sens l atéral de
sorte que le milieu de la pédale se trouve à peu près
au-dessous de l’aiguille.
7
10
9
10

6. Etablir les connexions avec la commande du moteur
et monter le transmetteur de position
–
Tous les raccords électriques de la tête de machine
sont menés à t ravers la conn exion centrale 16. Le
câble complet avec prise et connecteur pour la
commande du m oteur se trou ve dans les
accessoires.
–
En enfonçant en même temps les boutons de
blocage 15, l e connecteur peut être reti ré.
–
Si disponible , fixer le panneau de service externe sur
le bras de la machine à l’aide des vis 17.
–
Poser les câbles pour les touches et éventuellement
la lampe de couture dans le ca nal prévu de la tête de
machine après avoir enlevé le couvercle du dévidoir.
–
Lorsque l’interrupteur principal est déclenché, glisser
le transmetteur de positi on sur la brid e du volant à
main de sorte que sa rainure enfile la goupille d’arrêt
du protecteur de courroie.
–
Sur des moteurs Efka avec
mettre la position D du volant à main (pointe de
l’aiguille dans la plaque) sur le repère 11 et enfoncer
la goupille d’arrêt.
–
Aligner le repère 12 exactement sur l’entaille 13.
–
Serrer les vis du transmetteur de positio n.
–
Ceci représente la position 0; c.a.d. le point de
départ dépe ndant pour tout es les positions de
machine ajustées à l’usi ne.
–
Lorsque le transmetteur de position a ét é monté
ainsi, les positions inférieure et supérieure ajustées
à l’usine sont données.
D’autres moteurs
Dans ce cas, les positions de machi n e sont à vérifier et
ajuster selon paragraphe 11 après avoir fixé le
transmette ur de position.
11 12 13
panneau de service
,
17
14
15
16
11

7. Raccorder l’unité de conditionnement à air comprimé
–
Pour le fonctionnement de certains sous-classes et
accessoires l’alimentation en air compr i mé sans eau
et légèrement huilé est nécessaire.
–
Fixer l’unité de conditionnement sur le châssis
comme montré dans l’illustration.
–
Etablir la connexion de tuyau 1 en PU3 entre l’unité
de conditionnement et la t ête de machine.
–
Raccorder l’unité de conditionnement au réseau d’air
comprimé en utilisant un tuyau de raccordement 4 et
des pièces de raccordement qui ne sont pas l ivrés
avec.
–
Pour remplir l e récipient d’ huile 3, la co nduite d’air
comprimé doit être fermée ou non raccordée.
Desserrer la vis 2 et ajouter de l’huile lubrifiante
ESSO SP-NK 10 jusqu’au repère.
–
Tirer la poignée 5 en haut et la to urner, puis ajuster
une pression de service de 6 b ar.
5
4
1
2
3
12

8. Mettre la machine en état de service et faire un
essai de couture
–
Nettoyer la machine à l’arrivée.
–
Monter le porte-bobine sel on l’esquisse suivante.
–
Obturer les trous de fil à l’aide des bouchons joints
comme démontré.
–
Les fils d’aiguille et de canette ne doivent être
enfilés que chacun à travers un seul trou de fil.
–
Remplir d’huile les récipients pour la lubrification du
crochet et la lubrification centrale par mèche
jusqu’au repère "Max". Voir paragraphe 4 des
Instructions de service.
–
Utiliser comme lubrifiant ESSO SP-NK 10 ou bien
une huile de qualité absolument équivalente.
–
Mettre la fi che de secteur. Pour véri fier le sens de
rotation du ventilateur du moteur sur des
entraînements de couture à courant triphasé,
actionner br i èvement le disjoncteur protecteur du
moteur.
–
Pour le sens de rotation correct de la machine voir la
flèche sur le protecteur de courroie.
–
En cas de mauvais sens de rotation, échanger 2
phases de la fiche de secteur.
–
Faire tourner la machine à peti te vitesse pendant
quelques minutes avant de co udre à vitesse de
rotation maximale admissible.
–
Vérifier le débit du lubrificateur (env. 1 goutte par 15
cycles de fon ct i onnement) et corriger, si nécessaire.
Voir paragraphe 4 des Instructions de service.
13

9. Instructions pour la mise en service d’un entraînement
de couture à commande digitale
Avant la mise en service de ces entraînements ob server
spécialement les instructions citées dans la suite, afin de
préserver l’entraînement et la machine à coudre
d’endommagements.
Respecter impérativement les instruc tions de service
jointes à chaque entraînement de couture.
9.1 Branchement électrique et sens de rotation d’un entraînement de
couture à courant continu
Grâce à une comm utation int erne, la tensi on de secteur
de l’entraînement peut être variée entre 190 V et 240 V
(50 et 60 Hz).
Nous livrons l’entraînement avec une fiche de sécurité.
S’il y a un réseau à courant triphasé, la fiche de sécurité
peut être échangée contre une fiche Périlex. Elle sera
raccordée à une des 3 phases (L1, L2 ou bien L3), au
conducteur zéro (N) et au conducteur de sécurité ( ou
bien PE).
Sur un réseau à courant tri p hasé, le raccordement des
moteurs se fera répart i sur les trois phases.
Nous recommandons le marquage des fiches Périlex
pour pouvoir reconnaître de l’extérieur quelle phase est
raccordée. Ceci permet d’avoir une vue d’ensemble de la
répartition.
L’entraînement est normalement livré avec sens correct
de rotation de la machine; c.a.d. marche gauche (en sens
inverse des aiguilles d’une montre).
Le sens de rotation peut être modifié aux paramètres
suivants:
–
Marche droit e avec vue sur la poulie à gorg e (en
sens des aiguilles d’une montre)
sur Efka modular = F161-0
sur Quick digital = 800-1
–
Marche gauche avec vue sur la poulie à gorge (en
sens inverse des aiguilles d’une montre)
sur Efka modular = F161-1
sur Quick digital = 800-2
Pour entrer à l’échelon de service de la commande, voir
paragraphe 11.2 ou bien les Instructions de Service
ci-jointes du moteur.
14
Disposition des raccords dans la fiche Périlex. Vu du côté
de raccord.

9.2 Correction des valeurs de consigne (paramètres)
Pour adapter l’ entraînement à chaque cl asse de machine,
il est indisp ensable de vérifier quelques paramètres et de
modifier, si nécessaire, les val eurs ajustées lors de la
livraison.
A ces fins, choisir le numéro du paramètre à modifier et
augmenter (+) ou diminuer (-) la valeur affichée.
Observer spécial em ent les nos. de paramètre suivants:
a) Vitesse de rotation maximale
F111 sur Efka modular
607 sur Quick di gi tal
Ne jamais choisir un nombre de points/min. plus grand
que celui admis selon paragraphe 1.2 de la classe de
machine à ent raîner. La valeur entrée est la première
information affichée au display après avoir enclenché
l’interrupteur principal.
Sur les entra înement s de couture à courant triphasé, le
nombre max. de points/min. est à déterminer par le
choix de la poulie du moteu r. Voir paragraphe 4.4.
Le nombre max. de points/min. affiché au panneau de
service doit être réglé au par am ètre indiqué p l us haut
selon la valeur de la poulie du moteur.
Il sera alors possible de réduire le nombre de points au
panneau de service sous max.
b) Position de ré férence (positi on 0)
F170 sur Efka modular
700 sur Quick di gi tal
Régler la position de réfé rence impérativement avan t de
mettre le connecteur de machine à 10 pôles dans la
commande du moteur. La position est atteinte
lorsque le volant à main est tourné en sens de
marche et arrêté en position D.
En même temps avec ce réglage, les positions d’aiguille
à l’entaille F et à l’entaille C sont correctement mis
pour la plupart des applications. Des co rrections de
ces positions d’aiguille sont possibles aux
paramètres suivants:
Sur Efka modular
F-171. 1- position d’aiguille à l’entaille F
F-171. 2- position d’aiguille à l’entaille C
Sur Quick digital
702 - position d’aiguille à l’entaille F
703 - position d’aiguille à l’entaille C
(voir paragraphe 11.)
15

c) 884 - Paramètre de réglage sur Quick
A l’aide de la valeur réglée au paramètre 884, la
caractéristique de réglage de la vitesse de rotation
est adaptée à la charge actuelle de la classe de
machine à entraîner. Des machines lourdes
demandent une valeur plus haute que des m achines
légères.
Une valeur ch oi sie trop importante est caractérisée pa r
un "grondement" du moteur aux vitesses de rotation
inférieures.
Une valeur ch oi sie trop petite résulte en problèmes de
réglage lorsqu’une puissance augmenté e est
demandée (p. ex. pour couper des fils).
9.3 Fonction de la barrière lumineu se sur Quick
Sur le circuit imprimé du pa nneau de servic e DB 5 se
trouve un commutateur pour changer la sensibilité de la
barrière lumineuse.
A la livraison du pannea u de service, ce comm utateur est
fermé; c.a.d. la haute sensibilité est enclenchée et ainsi
préparée pour le raccordement de la barrière lumineuse
Weko 7245 (no. d e pièce: Z133 103) .
Des barrières lumineuses livrées par d’autres
fournisseurs (p.ex. Leutze) demandent en partie une
sensilibité réduite. Dans ce cas, ouvrir le commutateur.
En cas de prob l èm es de fonctionnement de la barriére
lumineuse, nous recommandons de vérifi er également ce
commutateur en ouvrant le fr ont du panneau de service.
16
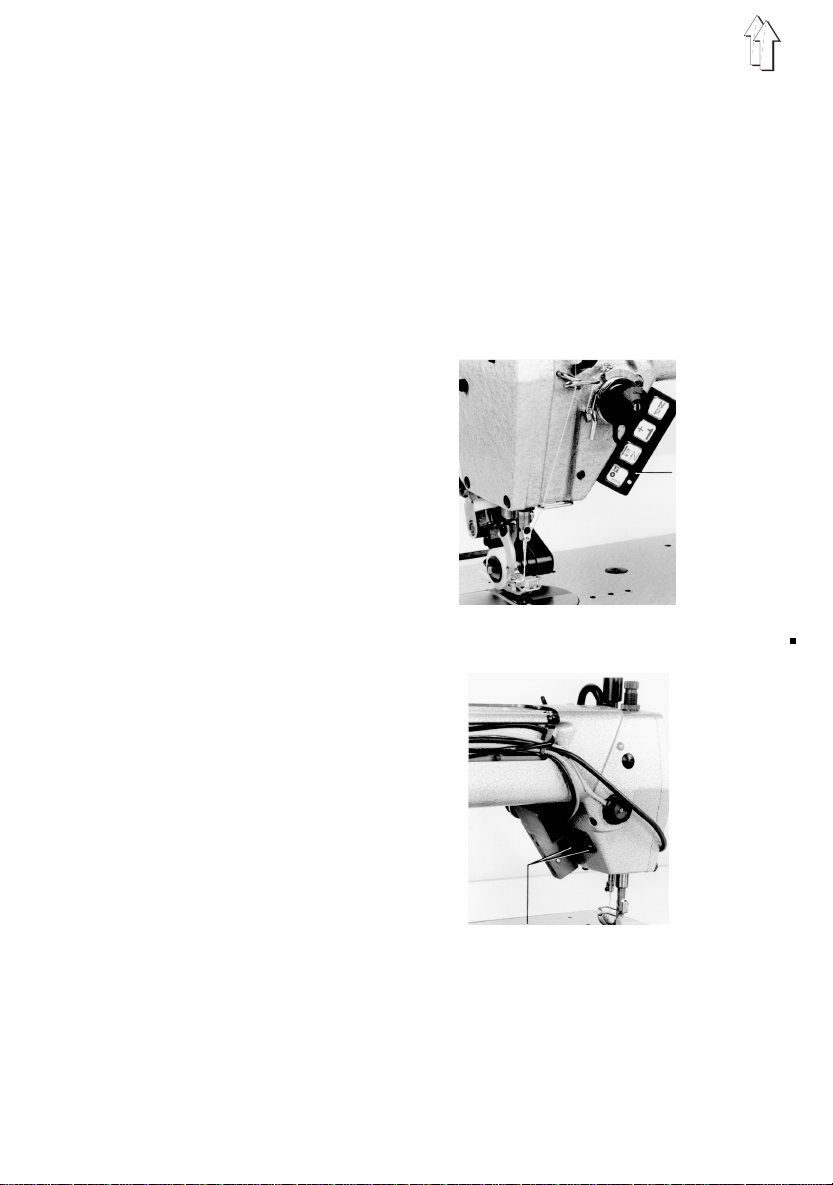
10. Touche à la tête du bras
–
Les machines avec application automatique de
points d’arrêt sont équipées en série d’une touche
quadruple 1.
–
Comme montré dans l’illustration, fixer la touche qui
se trouve aux accessoires à la tête du bras à l’aide
des deux vis 2.
–
Enlever le couvercle du dévidoir et poser le câble
d’alimenta tion dans son conduit.
–
Passer la fiche à travers l’o uverture dans la table et
la mettre dans la commande du moteur.
1
2
17

12
7
9
8
11
10
10
3
4
18

11 . Régl age du transmetteur de position
La rondelle d’ajustage montée dans le bras de l a m achine
est pourvue d’entailles marquées par des lettres au
volant à main.
En combinaison avec le repèr e 4,les lettres indiquent la
position des entailles dans laquelle la machine peut être
bloquée à l’aide de la goupille 3 jointe.
Apres avoir déclenché l’interrupteur principal, fixer le
transmette ur de position s ur la bride du v ol ant à main de
sorte que sa rainure enfile la goupille d’arrêt qui se trouve
au protecteur de courroie. Après ceci, les pos ition s
peuvent être rapidement vérifiées et r églées.
1ère position
La machine doit s’arrêter en position basse de l’aiguille =
entaille F.
2e position
La machine doit s’arrêter en po si tion élevée du l ev i er
tire-fil = entaille C.
11.1 Entraînement de positionnement sans panneau de service externe
Exemple Efka DC 1600 DA 62 AV ou bien 6 F 62 AV
Attention!
Avant de régler les rondelles du transmetteur de position,
déclencher l’interrupteur principal!
Première position
1. Mettre le commutateur S3 sur la commande du moteur
à droite. (Pas sur 6 F 62 AV).
2. Enfo ncer la pédale en avant et la lâcher.
3. Tourner le volant à ma i n en sens de rotation et bloquer
la goupille 3 dans l’entaille F.
4. Déclencher l’interrupteur principal.
5. Tourner la rondelle 7 jusqu’à ce que l’encoche de
commande 8 se trouve derrière le commutateur 9.
Deuxième position
1. Mettre le commutateur S3 sur la commande du moteur
à gauche. (Pas sur 6 F 62 AV)
2. Continuer à tourner le volant à main en sens de
rotation et le bloquer dans l’entaille C à l’aide de la
goupille 3.
3. Tourner la rondelle 11 jusqu’à ce que l’encoche de
commande 12 se trouve derrière le commutateur 10.
4. Retirer la goupille.
Vérifier la position avec l’ouvrage mis. Répéter le
procédé de réglage, si néce ssaire.
19

11.2 Entraînement de positionnement avec panneau de service externe
Avant la mise en service, entrer seulement sur Efka la
position 0,respectivement sur Quick la position de
référence qui est point de départ pour toutes les positions
de machine.
Ce point de départ correspond à l’entaille D de la rondelle
d’ajustage = pointe d’aiguille dans la plaque.
Pour fixer les transmetteurs de position Efka, se référer
au paragraphe 6.
Toutes les positions de machine ont été programmées à
l’usine.
Il est nécessaire d’effectuer de petites réglages
mécaniques sur le transmetteur de position. Son
revêtement ne se laisse pas défaire.
Les positio ns de machine sont enregistrées par le
transmett eur de position en pas (incré m ents) et affich ées
au display. Un tour complet est di visé sur Efka en 510 et
sur Quick en 480 pas.
a) Efka modular
La position 0 est entrée de la faVon suivante:
1. Maintenir la touche P appuyée.
2 Enclencher l’interrupteur principal. Le display affiche le
no. de code C-0000.
3. Pour entrer à "l’échelon de service 1" entrer le code
Efka no. 1907 à l’aide des touches 1....0.
4. Appuyer la touche E. -Le display affiche le no. de
paramètre F 100.
5. Ent rer le no. de paramètre 170 à l’aide des touches
1...0.
Appuyer la touche E. - La routine de service 1 (Sr1)
apparaît.
Appuyer la touche F. - La position 0 apparaît.
6. Tourner le volant à main d’un to ur complet en sens de
rotation de la machine et l e bloquer en position D à
l’aide de la goupille d’arrêt jointe.
Ceci est la "position 0"; c.a.d. le point de départ
dépendant pour toutes les positions de machines
réglées à l’usine.
7. Appuyer deux fois la touche P.
Vérifier les positions de machine F et C.
Avec ceci, le réglage est terminé.
20

8.
Attention!
avec coupe de f i l . Ce n’est que par ce procédé qu’un
réglage entré est définiti vement mémor i sé.
Lorsqu’une correction des réglages effectués à l’usine est
nécessaire, procéder de la façon suivante pour
programmer les positions F et C :
Attention! Pour tous les réglages tourner toujours en
sens de rotation de la machine.
1. Lorsque l’interrupteur principal a été déclenché
entre-temps, recommence r d’abord comme décrit
sous "Entrer la position 0".
Sinon, appuyer P. - Le display affiche P170.
2. App uyer deux fois la touche E. - Le display affiche l a
routine de service 2 (Sr2).
3. App uyer la touche F. Position 1 apparaît.
Faire au moins un tour avec le volant à main et le
bloquer en po sition F.
4. App uyer la touche E. - Le display aff i che position 2.
Bloquer le volant à main en position C.
5. Terminer le réglage en appuyant la touche P deux fois.
6.
Attention!
avec coupe de f i l .
Ce n’est que par ce procédé qu’un réglage entré est
définitivement mémorisé .
Lorsqu’on n’effectue pas de couture, le réglage se
perd au déclenchement de l’interrupteur principal.
Il est indispensable d’effectuer une couture
Il est indispensable d’effectuer une couture
Le nombre indi qué des incrém ents est pour position
F = 60 et position C = 438 à chaque fois 2.
21

b) Quick digital
1. Enclencher l’interrupteur principal en maintenant les
touches G et M o i ns (-) appuyées.
Au champ d’affichage apparaît * et p.ex. 3000. L’astérisque signifie le mode de programmation et
3000 le nombre de points/min.
2. Maintenir la touche G appuyée, puis actionner la
touche Moins (-). Au champ d’affichage apparaît
EINGEBEN (ENTRER).
Relâcher les deux touches.
3. Actionner la touche G jusqu’à ce que G7... apparaît au
champ d’affichage.
4. Actionner la touche F. Au champ d’affichage apparaît
7000*XXXX, c.a.d. une valeur de chiffres
occasionnelle correspondant à la position du
transmetteur de position vissé.
5. Enfoncer la pédale en avant. - La machine positionne
en position quelconque.
6. Tourner le volant à main en sens de rotation de la
machine et le bloquer dans sa position D à l’aide de
la goupille d’arrêt.
Ceci représente la position de référence pour les
autres posit i ons de machine.
7. Enlever la goupille d’arrêt. Mémoriser la position de
référence en enfonçant la p édale.
8. Vérifier encore une fois la position de référence D à
l’aide de la goupille d’arrêt. -Lorsque la position n’est
pas correcte , ce qui peut ar ri ver en avanVant le rotor
du moteur dans la position dite "avancée", répéter le
réglage comm e décrit sous 6. et 7.
9. Ap puyer les touches G et Moins (-) en mê me temps. Au
champ d’affichage apparaît *MANUELL.
22
Vérifier les positions de machines F et C, ce qui termine
normalement l e réglage.
Lorsqu’une correction du réglage effect ué à l’usine es t
nécessaire, procéder de la fa Von décrite ci-contre pour
programmer les positions de machine F et C.
Attention!
sens de rotation de la machine.
Pour tous les réglages à effectuer tourner en

1. Lorsque le disjoncteur a été coupé entre-temps, il faut
d’abord recommencer à nouveau comme décrit
ci-dessus. Si non, appuyer les touche s G et Moins (-)
en même temps. Au champ d’affichage apparaît
EINGEBEN (ENT RER).
2. Actionner la touche F. - Au champ d’affichage apparaît
7oo*xxxx = valeur de chiffres de la position de
référence.
3. Actionner la touche F à plusieurs repri ses jusqu’à ce
que 702*0026 apparaît.
Enfoncer brièvement la pédale. - La machine
positionne en position réglée à l’usine.
Tourner le volant à main en sens de rotation de la
machine et bloquer la goupille d’arrêt en position F
(position inférieure de l’aiguille).
4. Retirer la goupille d’arrêt. Mémoriser la valeur en
enfonçant la pédale. Vérifier la position F à l’aide de
la goupille d’arrêt. Si nécessaire, p.ex. à cause de la
position d’avance du rotor, répéter encore une fois le
réglage.
Attention!
indiquées pour les positions peuvent varier de. 0002.
5. Actionner une fois la touche F. - Il apparaît 703* 0205.
6. Retirer la goupille d’arrêt. Mémoriser la valeur en
7. Appuyer les touches G et Moins (-). Au champ
Dû à des tolérances, les vale urs de réglage
Enfoncer la pédale. - La machin e positionne en
position réglée à l’usine.
Tourner le volant à main en sens de rotation de la
machine et bloquer la goupille d’arrêt en position C
(position supérieure du levier tire-fil).
enfonçant la pédale.
Vérifier la position C à l’aide de la goupille d’arrêt.
Répéter le réglage, si nécessaire.
d’affichage apparaît *MANUELL.
La machine est ainsi en état de service.
Observation!
Le panneau de service permet d’afficher en différentes
langues. Actionner à ces fins la to uche F et mettre 733.
Choisir la langue désirée à l’aide des touches - ou +.
Retourner au paramètre souhaité à l’aide de la touche F.
23

12. Fonctions de levage et d’abaissement du rouleau de
transport aux classes 273 et 274
Le rouleau d e t ransport est automatiquement levé lors du
levage du pied presseur et l’application des points d’arrêt.
La fonction d’abaissement peut suivre directement ou
bien après u n nombre régla b l e de points effectués.
Ceci peut êt re entré au cham p de commande à l’aide des
nos. de paramètre co rr espondants. A ces fins, i l est
nécessaire d’atteindre le niveau de service ce qui est
expliqué au paragraphe 11.2
a) Efka modular ou bien b) Quick digital.
Type de moteur Efka modular Quick digital
Mode
Flip-Flop
Abaisser après
un nombre
de points
Abaisser
sans retard
Paramètre 190
Flip-Flop 5
Paramètre191
Régler le nom bre
de points (max. 254)
Paramètre 191
Mettre le nombre
de points à 0
Paramètre 510
Flip-Flop 5
Paramètre 550
Régler le nom bre
de points (max. 254)
Paramètre 550
Mettre le nombre
de points à 0
24

13. Fonctions de marche et d’arrêt du coupe-bord
aux classes 272 - 6401 42 et - 74014 2
Afin de pouvoir effectuer les fonctions dé crites ci-après
sur la 272 - 640142, elle doit avoir l’équipement
supplémentai re Z 124401, qui est la commande
électro-pneu m at i que pour le cou pe-bords.
Les différentes fonctions de marche et d’arrêt peuvent
être entrée s au champ de comm ande à l’aide des nos. de
paramètre correspondants.
A ces fins, il est nécessaire d’atteindre le niveau de
service ce qui est expliqué au paragraphe 11.2 a) Efka
modular ou bien b) Quick digital.
Type de moteur Efka modular Quick digital
Mode
Flip-Flop
Marche après
un nombre
de points
Arrêt après
un nombre
de points
Marche - Arrêt
manuel
par touche
Arrêt après
coupe de fil
Marche - Arrêt
Avec signal de
marche moteur
par pédale
Paramètre 190
Flip-Flop 6
Paramètre 192
Régler le nom bre
de points (max. 254)
Paramètre 193
Régler le nom bre
de points (max. 254)
Paramètre 192 à 0
Paramètre 193 à 0
Paramètre 194 à Off (Arrêt)
Paramètre 194 à On
(Marche)
Paramètre 190
Flip-Flop 3
Paramètre 510
Flip-Flop 6
Paramètre 551
Régler le nombre
de points (max.254)
Paramètre 552
Régler le nombre
de points (max.254)
Paramètre 552 à 0
Paramètre 551 à 0
Paramètre 504 à 1
Paramètre 504 à 2
Paramètre 510
Flip-Flop 3
25
 Loading...
Loading...