

Page 1

Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso classi. 271 - 274
1. Descrizione del prodotto
1.1 Des crizione ria ssun tiva e destin azione d’uso . . . . . . . . . . . . . . . 5
1.2 Dati tecnic i . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.3 Dotazioni s uppl ementari . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2. Elementi della macchina e loro funzioni
2.1 Elementi si tuati sull a testa . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.2 Elementi situati su l ban cale . . . . . . . . . . . . . . . . . . . . . . . . . 12
3. Uso della macchina
3.1 Agh i, filati e valori di t ensionatura del filo . . . . . . . . . . . . . . . . . 14
3.2 Bob inatura del filo inferiore . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.3 Cambio della spolina e regolazione della tensione del f i l o del crochet . 15
3.4 Infilatura del filo superio re . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.5 Reg olaz ione del la tensione del filo s uperiore . . . . . . . . . . . . . . . 17
3.6 Reg olatore del filo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4. Manutenzione
4.1 Pulizia e controlli della macchina . . . . . . . . . . . . . . . . . . . . . . 18
4.2 Lubrificaz ione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Page 2

I seguenti brevetti e modelli depositati vengono utilizzati:
Situazione Marzo 1994
DE - 41 15 520 DE - 87 05 550
DE - 41 05 563 JP - 1 933 346
JP - HEI - 4 - 32044 DE - 41 38 402
DE - 40 04 892 JP - HEI - 4 - 312432
Page 3

1. Descrizione del prodotto
1.1 Descrizione riassuntiva e destinazione d’uso
Le macchine dalla classe 271 f i no alla 274 sono
macchine a base piana a doppio punto annodato ad un
ago, dotate di dispositivo rasafili, per cuciture lineari con
tipo di punto 301.
Le macchine, a s econda della loro destinazione d ’ uso,
devono essere utilizzate solo per la cucitura di materiali
in fibra tessile e di materiali in pelle utilizzati nell’industria
della confezione.
271 trasporto con sollevam ento della griff a.
La macchina ha una lubrificazio ne a stoppini
centralizzata con un reci piente per l a riserva d’olio ed
inoltre possiede una lubrificazione automatica del crochet
anch’essa con un recipiente separato di riserva d’olio .I
rispettivi livelli del lubrificante sono visibili tramite una
spia.
Grazie al regolatore del filo con il quale le macchine sono
equipaggiate, sulla stessa sottoclasse, dopo aver scelto
gli organi di cucitura e l’ago adatti allo scopo desiderato,
si possono cucire sia materiali fini che spessi.
L’azionamento dell’apertura dei dischi della tensione del
filo, del dispositivo rasafilo, del dispositivo per la
fermatura automatica della cucitura e dell’alzata del
piedino pressore avviene elettromagneticamente. Ad
esclusione de l le classi 273, 274 e 272-740142 non è
necessaria l’aria compre ssa.
Per ulteriori caratteristi che tecniche ed equipaggiamenti a seconda della sottoclasse , consultare il
punto 1.2 "Da t i tecnici".
272 come 271, p erò inoltre con i l t rasporto a punta d’ ago.
273 come 271, p erò inoltre con un trasporto int er-
mittente superiore a rulli.
La lunghezza di trasporto del trasporto superiore a rulli è
al massimo pari a 7mm; essa può essere differ enziata
rispetto al trasporto inferiore tramite un bottone girevole
posto sulla parte anterio re del braccio della macchina.
Il trasporto è stabile, indipendentemente dalla velocità,
fino ad una vel ocità massima di 5500 punti/m i n; ciò
significa una lunghezza del punto costante e cuciture
piatte con lembi pari anche con variazioni rapide della
velöcità.
Sollevamento automatico del rullo trasportatore quan do
avviene l’inversione della direzione del trasporto a marcia
indietro ( fermatura della cucitura ).
274 come 273, p erò inoltre con i l t rasporto a punta d’ ago.
5
Page 4
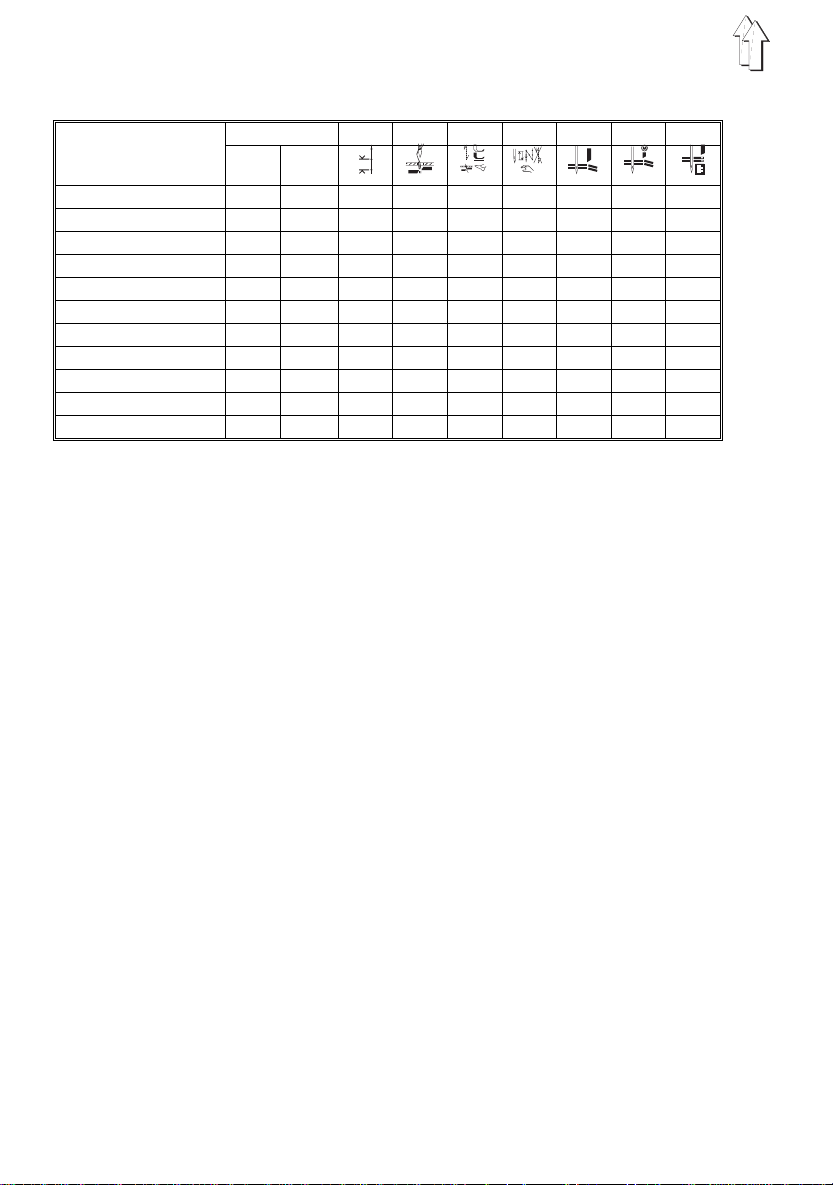
1.2 Dati tecnici
Sottoclassi
max.
ab Werk
mm
271-140041 5500 4800 4mm x
271-140042 5500 4800 4mm x x x
271-240042 5500 4800 4mm x x x x
272-140041 5000 4800 4mm x
272-140042 5000 4800 4mm x x x
272-160062* 5000 4000 6mm x x x
272-640141 5000 4800 4mm x x
272-640142 5000 4800 4mm x x x x
272-740142 5000 4800 4mm x x x x
273-140042 5500 4800 4mm x x x
274-140042 5000 4800 4mm x x x
Punti/min1234567
* Crochet a capacità maggiorata = La spolina per il filo inferiore ha una capacità del
70% maggiore rispetto a quella del crochet standard.
Rif. 1: Lunghezza massima del punto a seconda della sottoclasse.
Rif. 2: Rasafilo per il filo superiore ed inferiore.
Rif. 3: Dispositivo elettromagnetico per la fermatura automatica della cucitura; esso
viene attivato tramite il pedale e svolge automaticamente le seguenti funzioni:
discesa del piedino pressore, fermatura iniziale e finale della cucitura, taglio del
filo superiore ed inferiore, sollevamento del piedino pressore.
Rif. 4: Pulsanti sul braccio della macchina:
- Ago alto / basso
- Fermatura de l l a cucitura inserita - Funzionamento della ferma t ura escluso sul
pannello comandi per l’operatore.
- Fermatura della cucitura esclusa - Funzionamento della fermatura inserito sul
pannello comandi per l’operatore.
- Fermatura della cucitura durante la cucitura.
Rif. 5: Dispositivo di taglio, a destra, di fianco all’ago. Il dispositivo è inseribile o
disinseribile tramite una leva azionata manualmente oppure, come dotazione
supplement are, elettropneumaticament e tramite un pulsante. A seconda degli
organi di cuci t ura (E.nr.)la distanza di t aglio può essere di 3,5 ; 5,0 ; 8, 0 oppure
10mm. Per il t aglio sfalsato sono necessari organi di cucitura particola ri . La
corsa di sollevamento del coltello è pari a 5,5mm.
Rif. 6: Dispositivo di tagli o ad azionament o elettrico separato, comm utabile su due
velocità di taglio.
Rif. 7: Dispositivo di tagli o che durante la cucitura incide trasversalmente il bordo del
materiale, per esempio per evitare tensioni del materiale al risvoltamento di colli
rotondi, colletti, giromaniche e simili. L’incisione avviene ogni 6 punti, a richiesta
è possibile anche ogni 4 punti. La profondità massima dell’incisione è al
massimo di 15mm ed è regola bi l e fino a circa 1mm rispetto al l a cucitura.
Sistema d’ago: 134, 797 oppure Sy 1955-01
Passaggio sotto il piedino
pressore:
A piedino sollevato: 8,0mm per la 271 e la 273
9,5mm per la 272 e la 274
Durante la cucitura: 8,0mm
Pressione d’es ercizio: 6bar
Consumo aria:
6
Page 5

0,02 Nl per ciclo di lavoro per la 273 e la 274
0,1 Nl per ciclo di lavoro per la 272-740142
Valore indicativo
di rumorosità Lc:
Valore d’emissione riferito al posto di lavoro secondo la norma
DIN 45635-48-A-1-KL2 con una lunghezza del punto di 3,2mm
271-140041 e 140042 ad una velocità di 4800 punti/min. = 80dB(A)
272-140041 e 140042 ad una velocità di 4800 punti/min. = 82dB(A)
272-140041 e 140042 ad una velocità di 4500 punti/min. = 80dB(A)
1.3 Dotazioni supplementari
App. 301 Cappa di cope rtura per la testa della macc hina
Z120 1801 Scartafilo elettromagnetico per la 271 e la 272
Z120 1851 Scartafilo elettromagnetico per la 273 e la 274
Z133 371 Fotocellula a riflessione per l’arresto automatico
Z116 6741 Dispositivo el ettropneumatico per la cucitur a i n
Z124 401 Azionamento elettropneumatico tramite pulsante per
Z145 1 Dispositivo di taglio a taglio sfalsato (versione a dito per
Z145 101 Dispositivo di taglio a taglio sfalsato (due versioni di
722 2041 Recipiente per ritagli di cu citura, per l’ al l acciamento
K999 260029 Aspiratore per corrente trifase 380-400V+N, 50Hz
K999 260030 Aspiratore per corrente t rifase 220-230V, 60Hz
K999 260031 Aspiratore per corrente t rifase 415-440V, 50Hz
933 5736 Rullo denta to in acciaio, larghezza 9mm, per la 273 e
933 3501 Rullo denta to in acciaio, larghezza 15mm, per la 273
273 1041 e 274 1141 Regolazione in altezza per il piedino pressore per la
570 1833 Gruppo riduttore con filtro per l’allacciamento all’aria
271 661 Gruppo di parti colari "ginocchiera": per il sollevamento
271 1671 Gruppo di part i co l ari "leva manuale" per la fermatura
sottoclassi -140000 e -160 000
della cucitura a fine materiale con susseguenti cicli
funzionali. A da t ta per motori con pannel l o esterno
per l’operatore V730 oppu re DB5.
maniera alte rnata con due div erse preimpostat e
lunghezze del punto e due diverse preimpostate
tensioni del f i l o superiore. Cuci t ura normale e
cucitura con punto allentato (punti d’imbastitura).
Tensione parzia l m ente aumentata (inspessimenti
della cucit ura) e cuciture ornament ali.
l’inserimento ed il disinserimento del dispositivo di
taglio per la 272-640142.
materiali leggeri). In combinazione con gli organi di
cucitura 272/E 111 per le distanze di taglio di 4,5 e 7mm.
coltelli per materiale mediopesante). In
combinazione con gli organi di cucitura 272/E 112
per le distanze di taglio di 3,5 e 6,5mm.
all’impianto a vuoto spinto. Se l’impianto non è
esistente, si deve utilizzare un aspiratore centrifugo
adatto allo scopo.
la 274 dotate di trasporto superiore a rulli.
e la 274 dotate di trasporto superiore a rulli. I rulli in
acciaio non devono appoggiare, rispetto alla placca
ago devono avere una distanza di 0,5mm , per la
regolazione consultare il manuale di servizio.
lavorazione di materiali di difficile trasporto come per
es. velluto.
compressa.
del piedino pressore in caso di macchine dotate di
dispositivo automatico di fermatura della cucitura.
della cucitura in caso di macchine dotate di
dispositivo automatico di fermatura della cucit ura.
7
Page 6
2. Elementi della macchina e loro funzi oni
2.1 Elementi situati sulla testa
Elemento Funzione
1 Vite – Regolazione della pressione del piedino pressore.
2 Leva manuale – Per l’inserimento od il disinserimento del dispositivo
3 Filarello – Consultare il punto 3.2 bobinatura del filo inferiore.
4 Pannello per l’operatore – Consultare il libretto istruzioni del produttore del
5 Recipiente per la riserva
d’olio
6 Bottone di regolazione – Regolazione della lunghezza del punto per la
7 Bottone regolatore – Regolazione della lunghezza del punto per l a
8 Supporto d’appoggio – Per il ribaltamento della testa della macchina (Non
9 Tensione del filo superiore – Ruot ando verso + = maggi ore tensionament o del filo
10 Disposivo di taglio del
bordo del materiale
11 Ago – Sistema 134, 797 oppure Sy 1955-01
La posizione della vite dev’ essere fissata.
per il taglio del bordo del mat eriale 10. La posi zione
della leva manuale può esse re regolata in m aniera
variabile.
motore.
– Il livello dell’olio non deve scendere sotto
l’indicazione "MIN". In caso di necessità riempire fino
all’indicazione "MAX" utilizzando olio
ESSO SP-NK1 0.
cucitura in marcia indietro (per le sottoclassi-....41
tramite la leva manuale).
cucitura in marcia avanti (per le sottoclassi-....41
tramite la leva manuale).
per le classi 273 e 274).
Ruotando verso - = minore tensionamento del filo
– Per il funzionamento consul t are la prossima pagina.
- Pericolo di ferimento! -
Prima di cambiare l’ago è obbligatorio il disinserimento
dell’interruttore principale della macchina.
12 Bottone d’arresto – Per bloccare il piedino pressore in posizione
13 Leva manuale – Per sollev are il rullo di trasporto, esso viene portato
14 Bottone di regolazione – Lunghezza di trasporto per il rullo del trasporto
15 Trasporto su periore a rulli – Per il funzionamento consultare la pr ossima pagina
sollevata
fuori dal campo di lavoro. Si cuce solo con il
trasporto inf eriore.
superiore
8
Page 7

272-640142
12 3
12 11 10 9 8 7 6 5 4
5
15
13
14
274-140042
9
Page 8

Elemento Funzione
16 Azionamento separato per il
dispositivo di taglio del bordo
17 Diodo luminoso – Il lampeggiamento del diodo in di ca che il dis positivo di
18 Interruttore per il
dispositivo di taglio
del bordo
19 Diodo luminoso – Indicazione che l’interruttore principale e‘acceso
20 Pulsante – Fermatura iniziale oppure finale inserita - fermatura
21 Pulsante – Punti singoli
22 Pulsante – A macchina ferma: ago alto/basso.
23 Pulsante – Inserimento e disinserimento del dispositivo di taglio
24 Pulsante – Sollevamento ed abbassamento del rullo del
25 Ginocchiera (solo
per le sottoclassi -...41)
26 Lubrificazione del crochet – L’olio nel recipiente per la riserva d’olio per la
– Commutabile su due velocità di taglio (solo per la
272-740142)
- Pericolo di ferimento! -
Attenzione nel campo d’azionamento del dispositivo di
taglio.
taglio è pronto a lavorare. Per l’inserimento ed il
disinserimento sono a disposizione le seguenti varianti:
* Manualmente tramite pulsante
* Con il pedale tramite il segnale "motore in marcia"
del motore della macchin a per cucire
* Automaticamente "inserito" oppure "disinserito"
dopo un numero di punti presel ezionato
* Automaticamente "disinserito" dopo il funzionamento
del rasafilo (Consultare le istruzioni per l’installazione
punto 13.)
– I = Ve loci tà normale
D = Azionamento "disinserito". Coltello fuori dal
campo di cucitura
II = Velocità aumentata per grandi lunghezze del
punto e mater i al i spessi
(solo per la 27 2-740142)
sul pannello comandi per l’operatore disinserita
Fermatura in zi a l e oppure finale disinserita - fer m atura
sul pannello comandi per l’operatore inserita
Durante la cucitura: fermatura (cucitura a marcia
indietro) in un qualunque punto del percorso di cucitura
del bordo. Per la sottoclasse 272-640000 deve
inoltre esse re montato l’azionamento pn eumatico
Z124-401 (apparecchiatura supplementare). In altri
casi il pulsante non è allacciato.
trasporto superiore. Discesa automatica dopo un
determinat o numero di punti, consultare le istruzioni
per l’installazione punto 12.
– Prima di ri baltare la testa della macchi na spegnere
l’interruttore principale e sganciare la ginocchiera;
per sganciarla eseguire i movimenti 1 e 2 e per
riagganciarla i movi- menti 3 e 4.
lubrificazione del crochet non deve mai scendere
sotto l’indicazione "MIN".
In normali condizioni di lavoro il livello dell’olio
dev’essere controllato settimanalmente. Riempire il
recipiente dalla bocchetta apposita fino
all’indicazione "MAX" usando olio Esso SP-NK 10.
La quantità d’olio per la lubrificazione del crochet è
regolabile tramite la vite 5.
10
Page 9

16 17 18 19
20
21
23
22
272-740142
20
21
22
24
OIL SP-NK 10
5
26
11
Page 10

2.2. Elementi situati sul bancale
Elemento Funzione
1 Interruttore principale – Per accendere e spegnere il motore della macchina
per cucire.
La macchina per cucire è pront a a lavorare.
Attenzione!
Per eseguire l’infilatura, per cambiare gli organi di
cucitura (per es. ago, piedino pressore, placca ago, griffa
di trasporto, etc.), per pulire, per eseguire lavori di
manutenzione ed all’abbandono del posto di lavoro è
obbligatorio il disinserimento dell’interruttore principale.
Consultare anche le indicazioni general i di sicurezza.
2 Pedale –
Gruppo riduttore per l’aria compressa
6 Filtro per l’aria
7 Recipi ente per lo scarico
dell’acqua condensata
4 Regolatore per la pre ss i one
dell’aria
9 Nebulizzatore d’olio – Il nebulizzatore approvvigiona le valvole
In posizione di riposo. - Nessuna funzione.
A
Per il sollevamento del piedino pressore a
B
macchina ferma
Per cucire f i no al numero m assimo di punt i a
C
seconda dell a pressione esercitata sul pedale.
Fermatura della cucitura* - Taglio dei fili -
D
Sollevamento del piedino press ore*
*Non per le sottoclassi -....41
– Prima che il livello dell’acqua raggiunga il filtro per
l’aria 6, avvitare la vite 8 e scaricare, sott o
pressione, l’acqua.
– Per regolare la pressione dell’aria, spingere verso
l’alto la manopola girevole 4 e regolare il valore di
pressione su 6 bar.
Rotando verso destra = aumento della pressione
Rotando vers o sinistra = diminuzione della pressione
elettromagnetiche ed i cilindri con olio lubrificante.
Tramite la vite di regolazione 11 regolare in maniera
tale che cada 1 goccia d’olio ogni 15 cicli di lavoro.
Prima di effettuare il rifornimento del nebulizzatore 9
chiudere l’afflusso dell’aria spingendo verso l’alto la
manopola 4 e rotandola completamente verso
sinistra.
Svitare compl et amente la vite 10 e riempire i l
recipiente fino alla linea di livello con olio
Esso SP - NK 10.
12
Page 11

1
2
A
C
11
4
5
A
B
D
10
6
7
8
9
13
Page 12

3. Uso della macchina
3.1 Aghi, filati e valori di tensionatura del filo
Si devono utilizzare aghi corrispondenti ai sistemi 134,
797 oppure Sy 1955-01.
Inserendo l’ago curare che venga spinto fino in battuta e
che il suo incavo guardi v erso destra, v a l e a dire in
direzione della punta del crochet.
La tabella seguente indica, a seconda della finezza
dell’ago, i corrispondenti valori del titolo del filato,della
tensione del filo e della posizione del regolatore del filo.
Finezza
ago
70
80
90
100
110
120
Filato
Poly-Poly
Nm 95/2
Poly-BW
Nm 80/2
Poly-Poly
Nm 80/2
Poly-Poly
Nm 65/2
BW Ne 50/2
Poly-BW
Nm 50/2
Poly-Poly
Nm 30/3
Poly-BW
Nm 25/2
Tensione
filo sup.
Tens. filo crochet.
1)
Kl.271/273 Kl.272/274
60-100 20-30 25-35 4 2,5
60-100 20-30 25-35 3,5 2
60-100 20-30 25-35 3,5 2
70-100
20-30 25-40 3 2
60-100
100-150 25-35 30-45 3 2
200-300 30-40 40-70 2,5 1,5
1)
Regolatore del filo
Crochet picc olo Crochet ma gg iorato
1)
1) Lunghezza di trasporto 2,5 mm e velocità 5000punti/min per le sottoclassi
-140041,-140042,-640041,-640142 e -740142
1) Lunghezza di trasporto 4 mm e velocità 4000punti/min per la sottoclasse -160062
3.2 Bobinatura del filo inferiore
La bobinatura avviene automaticamente durante la
cucitura se la leva 1 del filarello è stata premuta.
Per l’infilatura del filo inferiore dal portaconi fino al
filarello consultare la figura seguente.
Levare eventuali resti di filo dalla cavità della spolina.
Avvolgere manualmente verso destra il filo della spolina
sull’incavo della spolina.
Tagliare la fine del filo utilizzando la lama pinzafilo.
Estraendo la spolina piena procedere nella stessa maniera.
14
1
2
Page 13

3.3 Cambio della spolina e regolazione della tensione d el filo
del crochet
- Pericolo di ferimento -
Disinserire l’interruttore principale!
Estrazione della spolina
Sollevare il fermo 3 ed estrarre la capsula con la spolina.
3
Inserimento della spolina
L’inserimento di una nuova spolina piena è visibile nella
seguente figura.
Passando il filo attraverso la feritoia a portarlo sotto la
molla b fino nel foro c. Tirando il filo la spolina deve
ruotare in direzione della freccia.
Avviso importante!
Per garantire che la molla frenaspolina 5 possa lavorare
senza impedimenti, la parte sottostante dev’essere pulita
dai resti di cucitura
questo scopo sollevare legg ermente la molla, per es. con
un ago e soffiare via i resti.
5
Regolazione della tensione del filo inferiore
Per una tensione consigliata di per es. 30g, 15g devono
essere raggiunti tramite la m ol l a di frenaggio 5 e 15g
tramite la moll a di tensioname nt o 7.
Come regolazione di base per la molla di tensionamento 7
è valida la seguente regola empirica:
La capsula de ve scendere len t amente tirata dal proprio
peso, come rappresentato nello schizzo.
La molla di frenaggio 5 ha lo scopo di evitare che dopo il
ciclo del rasafilo la spolina continui a girare per forza
d’inerzia.
Il suo effetto frenante dev’essere regolato con estrema
sensibilità.
in regolari intervalli di tempo
67
4
, a
6
15
Page 14

Per regolare i due valori di tensione procedere nella
maniera seguente:
– Svitare la vite di regolazione 6 in maniera tale che la
tensione della molla di tensionamento 7 sia
completame nt e annullata.
– Utilizzando la vite 4 regolare la tensione della molla
di frenaggio della spolina.
– Porre la spolina nella capsula ed infilare il filo
inferiore come visibile nella figura.
– Inserire la capsula con la spolina nel crochet.
– Eseguendo manualmente un punto a vuoto, con
l’aiuto del filo dell’ago portare il filo inferiore al livello
della superficie della placca ago.
– Con un ango l o di 45° tirare il filo inferiore. Si deve
sentire circa la metà del valore della tensione.
Infine avvitare la vite di regolazione 6 fino a
raggiungere il valore di tensione consigliato.
3.4 Infilatura del filo superiore
- Pericolo di ferimento -
Disinserire l’interruttore principale!
Il percorso d’infilatura del filo superiore è visibile nella
figura seguente.
Per permettere uno svolgimento senza tensioni dei fili dal
portaconi, infilare il filo attraverso solo un foro del braccio
del portaconi.
Gli altri fori del braccio del portaconi verranno tappati con
gli appositi tappetti che si trovano negli accessori.
16
3
4
Page 15

3.5 Regolazione della tensioe del filo superiore
Pretensione per il ciclo del rasafilo
Per assicurare un sicuro funz i o namento del rasafilo
quando la tensione princip ale 4 è aperta, è necessaria u n
piccolo resto d i t ensione del filo s uperiore.
Questa piccola tensione viene realizzata tramit e l a
pretensione 3; essa influisce nel contempo anche sulla
lunghezza del f i l o superiore tagli ato (lunghezza del filo
iniziale per la prossima cucitura).
Filo iniziale più corto = stringere il bottoncino 3
Come regolazione di base:
La parte ant eriore del bott oncino di regolazione
dev’essere rasa al bullone.
Una grande var i azione della pretensione comporta una
corrispondente riregolazione della tensione principale.
Tensione principale
La pretensione 3 assieme all a t ensione princi pale 4
devono dare come risultato la tensione consigliata del filo
superiore, per es. di 80gr.
Regolare di conseguenza la tensione princ i pale 4.
3.6 Regolatore del filo
Con il regolatore del filo 6 può essere regolata la quantità
di filo superi ore necessari a per la formazione del punto.
La regolazion e è dipendente da l l a l unghezza del punto,
dallo spessore del materiale e dalle caratteristiche del
filato.
Nota bene:
Solo un regolatore del filo perfettamente regolato
assicura un ottimo risul tato di cucitura.
Il cappio fo rm ato dal filo superiore deve scivolare con un a
minima tensione e senza eccedenza di filo sulla
superficie del crochet.
Allentare la vite 9 e regolare di conseguenza il regolatore
del filo.
Il fil di ferro verticale 7 e l a scala 8 servono come aiuto di
regolazione.
6
987
45
17
Page 16

4. Manutenzione
Notizia
Se la regolazione del regolatore del filo è esatta, la molla
recuperafilo dev’essere tirata verso il basso di ca.0,5mm
quando il cappio formato dal filo superiore passa dal
punto di maggior diametro del crochet, cioè quando è
necessaria la maggior quantità di filo. Vedi figura.
La misura di 0,5mm è un valore indicativo. A seconda
della tensione della molla recuperafilo la corsa può
essere maggiore oppure minore.
- Pericolo di ferimento -
Prima di effettuare la pulizia oppure la lubrificazione della
macchina è obbligatorio il disinserimento dell’interruttore
principale.
I lavori di manutenzione devono essere eseguiti al più
tardi entro le ore di lavoro indicate in parentesi ( ).
Altri intervalli di manutenzione possono risultare dalla
lavorazione di materiali speciali.
4.1 Pulizia e controlli della macchina
Una macchina tenuta pulita evita avarie!
– Pulire da accumoli di sporcizia il campo di lavoro
situato sotto la placca ago. (8 ore)
Ciò può essere fatto con praticità utilizzando una
pistola ad ar i a compressa.
– Eliminare i grumi di sporcizia accumulatisi tra i
ranghi della griffa di trasporto. (8 ore)
A questo scopo togliere la placca ago.
– Pulire la superficie situata sotto la molla
frenaspolina 3. (8 ore)
A questo scopo sollevare leggerment e l a molla
utilizzando per es. un ago.
– Pulire il filtro della ventola del motore.(8 ore)
– Se la macchina è equipaggiata con un gruppo
riduttore per il controllo della pressione 5 si deve
controllare il livello dell’acqua condensata e dell’olio.
18
Page 17

Prima che il livello dell’acqua raggiunga il filtro 6,
essa dev’essere scaricata dal recipiente
separatore 7, a questo scopo, con il gruppo riduttore
sotto pressione, avvitare la vite 8.
Livello dell’acqua nel recipiente separatore 7 (40 ore)
Pulire il filtro 6 (500 ore).
Controllare la quantità d’emissione d’olio del
nebulizzat ore 11 (180 ore)
Consultare il punto 2.2
3
11
4
10
5
6
7
8
9
19
Page 18

4.2 Lubrificazione
Per la lubrificazione di questa macchina utilizzare olio
lubrificante Esso SP-NK 10 oppure un olio di
corrispondente qualità che abbia esatt ament e le
stesse caratteristiche.
La manutenzione dei punti da lubrificare si limita ai
seguenti punti:
– Il livello dell’olio nel recipiente di riserva 1 non deve mai
scendere sotto la linea di riferimento "MIN". (40 ore)
Con la testa della macchina non ribaltata rifornire il
recipiente con olio fino alla linea di riferimento "MAX".
Ad esclusione della lubrificazione del croc het, tutti gl i
altri punti im portanti del l a macchina vengono
lubrificati dal recipiente di riserva 1 tramite una
lubrificazione centralizzata a stoppini.
– Il livello dell’olio nel recipiente di riserva 2, per la
lubrificazione del crochet,non deve mai scendere
sotto la linea di riferimento "MIN". (40 ore)
Con la testa del l a macchina ribalt ata rifornire c on
olio il recipiente fino alla linea di riferimento "MAX".
– In caso di bisogno rifornire d’olio, fino alla linea di
riferimento, il recipiente 9 del gruppo ri duttore per il
controllo de lla pressione. (40 ore)
A questo scopo chiudere completamente l’afflusso
dell’aria compressa girando completamente verso
sinistra la manopola 4, dopodichè svitare
completamente la vite 10.
20
Oil SP-NK 10
Oil SP-NK 10
1
2
 Loading...
Loading...