


Indice Página:
Home
Parte 2ª: Instrucciones de montaje cl. 271-274
1. Informaciones generales
1.1 Ob servaci ones sob re segurid ad . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Funcionamiento de la máquina sin tela . . . . . . . . . . . . . . . . . . . 2
1.3 Placas-mesa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Montaje del bastidor
3. Completar y atornillar la placa-mesa
4. Acoplar el motor a la placa-mesa
4.1 Indicaciones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.2 Tipo de motor según subclase y equipo adicional . . . . . . . . . . . . . 7
4.3 Fijación del motor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Número de punt adas en función del diámetro de la polea de la cor rea . 8
4.5 Ajustar e l interruptor pr otector del motor . . . . . . . . . . . . . . . . . . 9
5. Colocar la máquina, montar la correa y su protección,
el volante y el pedal
6. Establecer las conexiones enchufables a la unidad de
mando del motor y montar el transmisor de posición
7. Conectar la unidad de acondicionamiento del aire comprimido . . .
8. Poner la máquina en disposición de funcionar y efec tua r el test
de costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
. . . . . . . . . 11
12
13
9. Indicaciones antes de la puesta en marcha de un motor con
técnica de mando digital
9.1 Conexión a la red y sentido de giro de un motor de corriente continua . 14
9.2 Corrección de los valores de ajuste (parámetros) . . . . . . . . . . . . . 15
9.3 F unción de las barreras luminosas con Quick . . . . . . . . . . . . . . . 16
10. Pulsador es en la cabeza del bra zo . . . . . . . . . . . . . . . . . . . .
11. Ajuste del transmisor de p osición . . . . . . . . . . . . . . . . . . . .
11.1 Moto r posicionador sin panel de mando externo . . . . . . . . . . . . . 19
11.2 Moto r posicionador con panel de mando externo . . . . . . . . . . . . . 20
12. Funciones de subida y bajada del rodillo de transporte
en las clases 273 y 274 . . . . . . . . . . . . . . . . . . . . . . . . . . .
13. Funciones de conexión y desconexión del cortador de
cantos en las clases 272 - 640142 y - 740142 . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 14
17
19
24
25
1. Informaciones generales
1.1 Observaciones sobre seguridad
¡Tener especialmente en cuenta!
La tensión de la red tiene que coincidir con la tensión de
servicio indicada en la placa del motor.
Todos los trabajos en el equipo eléctrico tienen que ser
realizados únicamente por personal autorizado para ello
y efectuarse estando dese nchufado el en chufe de la red .
Respete las i ndicaciones so bre seguridad
El montaje se efectuará según las indicaciones que
siguen.
–
Las conexiones eléctric as se pueden ve r en el
esquema de co nexiones.
–
La ocupación de las entradas y salidas, específicas
para cada subclase, así como los números de
parámetros co rrespondientes es tán expresados en
la Hoja de Datos.
–
Todas las piezas necesaria s están embaladas
conjuntamente.
1.2 Funcionamiento de la máquina sin tela
En este caso hay que bloquear previamente los
prensatelas en la posición levantada.
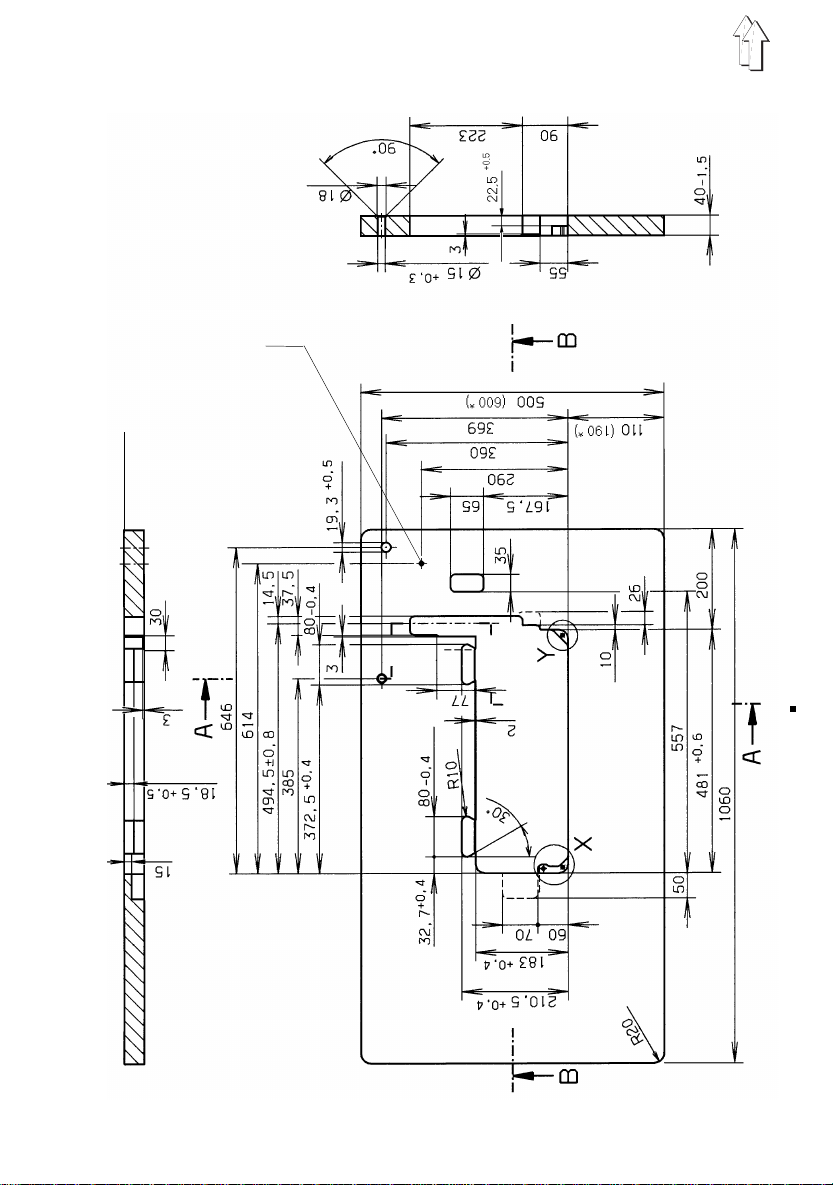
1.3 Placas-mesa
Las escotaduras de las placas-mesa construidas por
ustedes mismos tienen que t ener las medid a s indicadas
en los dibujos.
Además, estas placas han de tener la capacidad de
carga y resistencia necesarias.
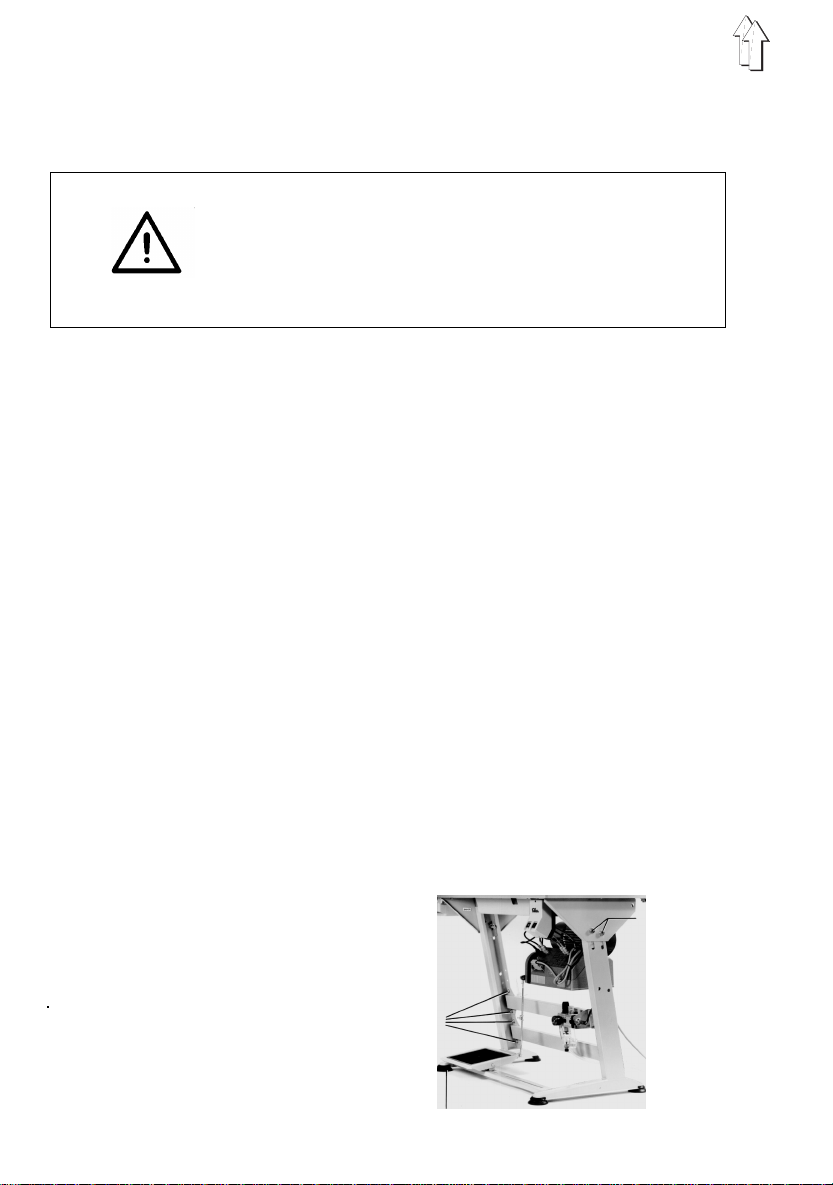
2. Montaje del bastidor
Montar las partes del ba stidor tal com o se ve en la
ilustración.
Colocar los pies 1 adjuntos.
Después de aflojar los tornillos 2 se puede conseguir una
segura estabilidad del bastidor.
Aflojando los
tornillos 3 se
puede ajustar
la altura
deseada y un
plano de
trabajo
horizontal.
2
3
2
1
Schnitt - Selection
A - A
unbemaßte Radien R9
undimension radius R9
Ankörnung für Befestigung
des Gestells auf Tischplat-
tenunterseite
Ref. mark for fastening the
stand on the r eserve of the
table
* auf Wunsch
Oberseite
Top side
* on request
Schnitt - Selection
B - B
3
Schnitt / Section
C - C
Einzelheit / Detail
X
791 1012
1
791 1011
Auflagepunkt /
Supporting point
2
ab/from
bis/till
10/93
9.93
Einzelheit / Detail
Y
3
4
5
8
7
6
4

3. Completar y atornillar la placa-mesa
–
Atornillar los travesaños de refuerzo 2 entre las
escotaduras para la máquina y las correas del motor.
–
Atornillar el canal de cables 5 y el soporte para la
descarga de tracción de los conductores en el lado
inferior de l a placa-mesa.
–
Atornillar el interruptor principal 6.
–
Atornillar, si existe, el transformador de la lámpara
para coser.
–
Tender las conducciones eléctricas.
–
Atornillar el cajón 8 con su soporte.
–
Atornillar la placa-mesa sobre el bastidor con
tornillos para madera B8x35. La posición de la
placa-mesa respecto al bastidor se desprende de la
marca de referencia situa da en su cara inf erior. Ver
croquis de medidas.
–
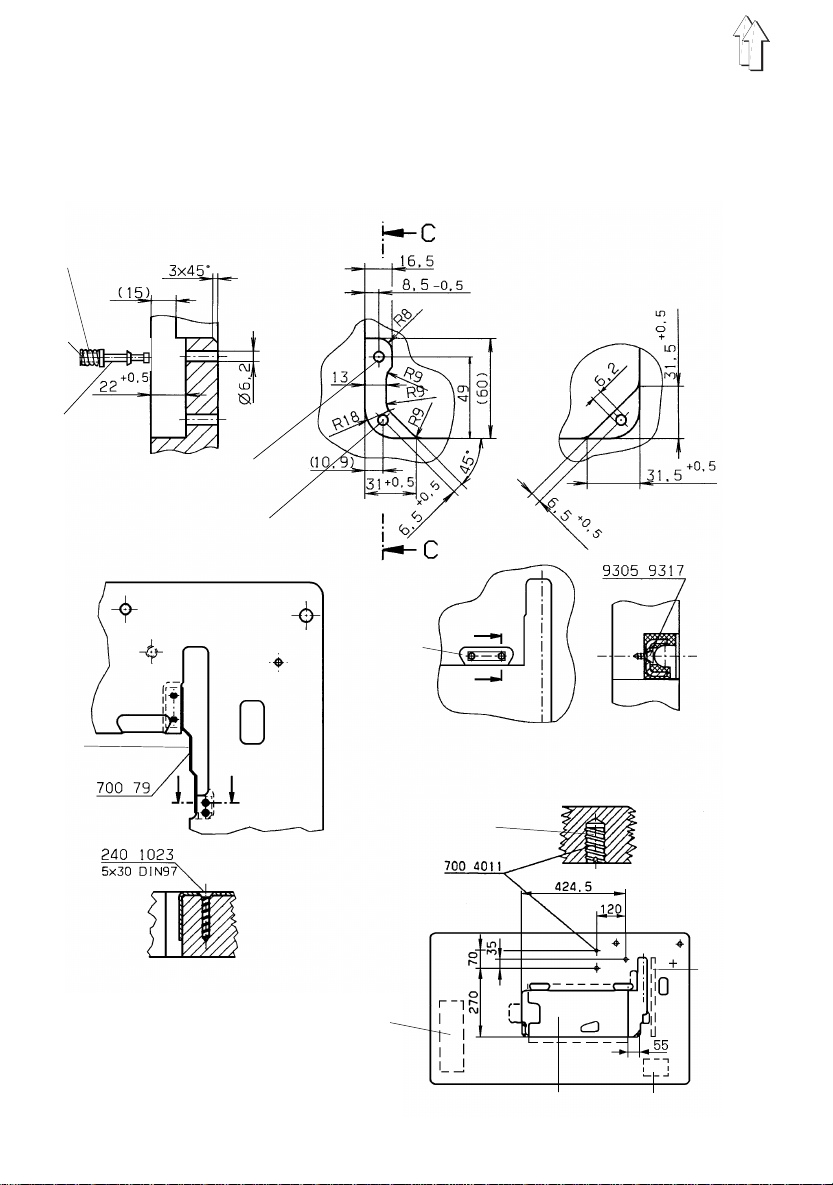
Presionar y atornillar las piezas inferiores de las
charnelas 3 para las charne l as de la máquina en los
huecos de la placa-mesa.
–
Para el apoyo delantero de la parte superior de la
máquina, insertar dos ta pones de apoyo a l a
placa-mesa y colocar encima los muelles de
compresión. El tapón izquierdo 1 ha de insertarse,
sin falta, e n el agujero según el corte C-C y el tapón
derecho en el agujero según el detalle Y. Cortar los
extremos de los tapones que sobresalgan de la
parte inferi or de la placa-mes a.
¡Particularidad técnica!
Mediante la disposición del tapón de alojamiento 1,
la charnela i zquierda de la m áquina queda l evantada
aprox. 1 mm y se desacopla as í de la plac a-mesa.
–
Atornillar con tornillos para madera la chapa
colectora de aceite 7 debajo de la placa-mesa, de
forma que quede una distancia de 55 mm entre el
borde derecho de la chapa y el canto derecho de la
escotadura de la placa-mesa. Disponer la c hapa
colectora de aceite respecto a los cantos delantero y
posterior de l a escotadura de f orma que la máqui na
no choque al inclinarla hacia atrás. Posteriormente,
la palanca para la rodilla no debe chocar con la
chapa colectora de aceite, teniendo en cuenta todas
las posibilidades de ajuste.
5

4. Acoplar el motor a la placa-mesa
4.1 Indicaciones generales
Para las 271, 272, 273 y 274 existen a disposición
paquetes de accionamiento completos que se componen
del motor, el interruptor principal con los cables, las
poleas para la correa, la correa trapezoidal y otras piezas
diversas.
Los motores de acoplamiento para corriente trifásica
están previst os para 3x380-40 0V 50 Hz en la versión
normal. El número de revoluciones es de 2.800 rpm.
Sobre deman da se pueden obtener motore s t rifásicos
para otras tensiones de red.
Los motores de corriente continua empl eados para estas
máquinas funcionan con una "corriente alterna
monofásica". Por lo tanto, en el caso de varias máquinas,
las conexiones deben reparti rse uniformemen t e entre las
fases indiv i duales de la red de corriente trifásica, ya q ue
de otro modo podría producirse una sobrecarga de una
fase individual.
El tipo de motor necesario según la subclase y el equipo
adicional se puede determinar en la siguiente tabla del
apartado 4.2.
¡Atención!
Cuando se montan motores para la 273 y 274, en la
subsiguiente puesta en marcha hay que comprobar si en
la unidad de mando del motor están introduci das las
funciones correctas para el rodillo de transporte. Ver
apartado 12
Si el equipo eléctrico no ha sido suministrado por
DÜRKOPP ADLER, hay que ef ectuar la comprob a ción
según EN 60204-3-1 ó JEC 204-3-1.
6
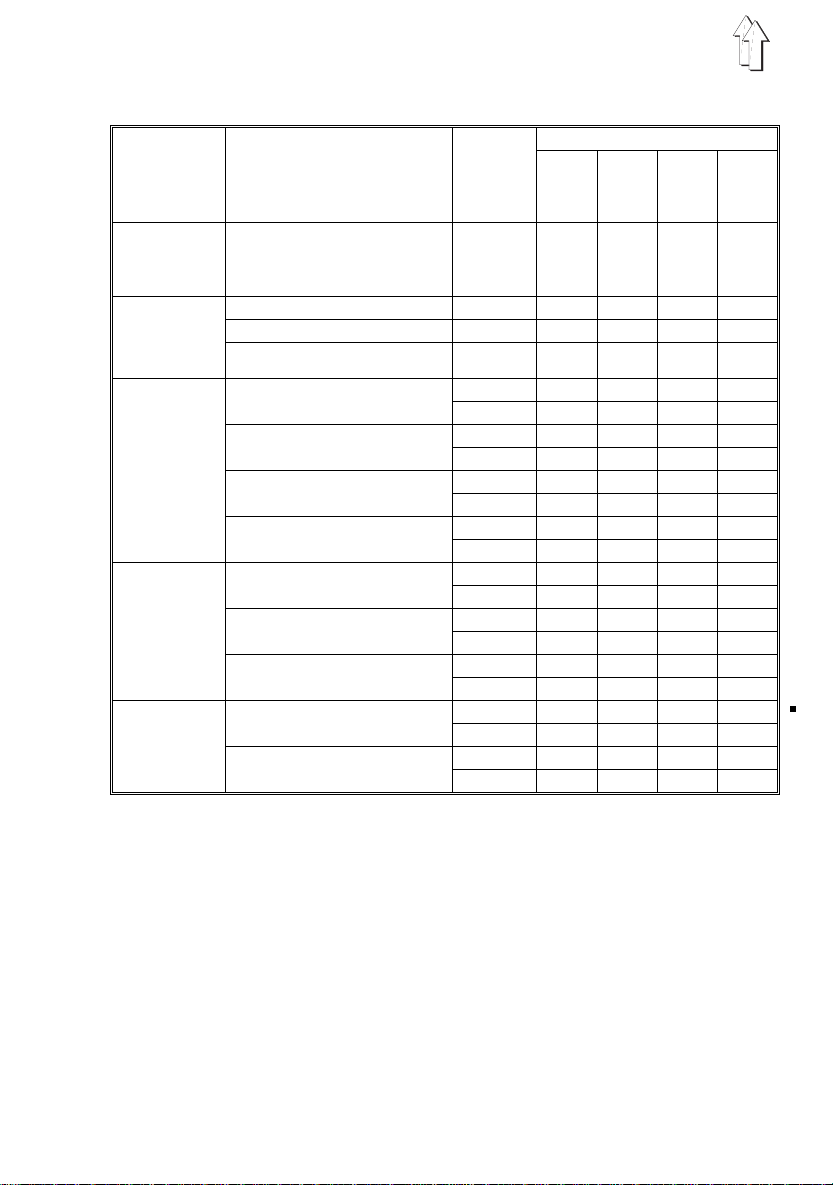
4.2 Tipo de motor según subclase y equip o adicional
271 272
273 274
Sub- mod e lo
-140041
-640141
-140042
-160062
-240042
-640142
-140042
-160062
-240042
-640142
-740142
-140042
-160062
Z120181
Z133371
Z1166741
Z124401
o
Campo
Tipo de motor
FIR 1100F-ZT37
Efka VD552/6F62AV
Efka DC1600/DA62AV
Quick QD552/D21K01
FIR 1180F70 670 x - - -
Efka VD552/6F62AV V62 x - - -
Efka DC1600/DA62AV (V62) x - - -
Efka VD552/6F72CV20491)
Quick QD552/D40K021)
Efka DC1600/DA82C V1)2)
Quick QE6040/D40S021)2)
Efka VD552/6F72CV2049
Efka DC16 00/DA82CV3201
Quick QE6040/D40S02
Efka DC1600/DA82AV2)
Quick QE6040/D50S012)
3201
3207
1) Para las clases 273 y 274 se pueden utilizar solamente
los motores señalados con 1).
2) Motores posicionadores de corriente continua para la
conexión a 1x 220-240V 50/60 Hz.
3) No para las clases 273 y 274.
–
Limpiahilos
–
Barrera luminosa para paro al final de la costura con
funciones secuenciales.
–
Dispositivo para coser con dos valores previamente
ajustados de l a tensión del hilo de la aguja. Ver
equipos adicionales en 1.3.
–
Accionamiento electroneumático para conectar y
desconectar el cortador de cantos mediante un
pulsador, para la 272-640142.
–
De serie en la sub-modelo - 740142.
de
maniobra
( )
deseado
- x---
V720 x - - x
V730 x x - x
DB4x---
DB5 x x - V720 x - - x
V730 x x - x
DB4 x - - x
DB5 x x - x
V720 x - - o
V730 x x - o
V720 x - - o
V730 x x - o
DB4 x - - o
DB5 x x - o
V720 x - x3) V730 x x x3) -
DB4 x - x3) -
DB5 x x x3) -
Equipo adicio nal
Z120
Z133
1801
371
Z116
6741
Z124
401
7
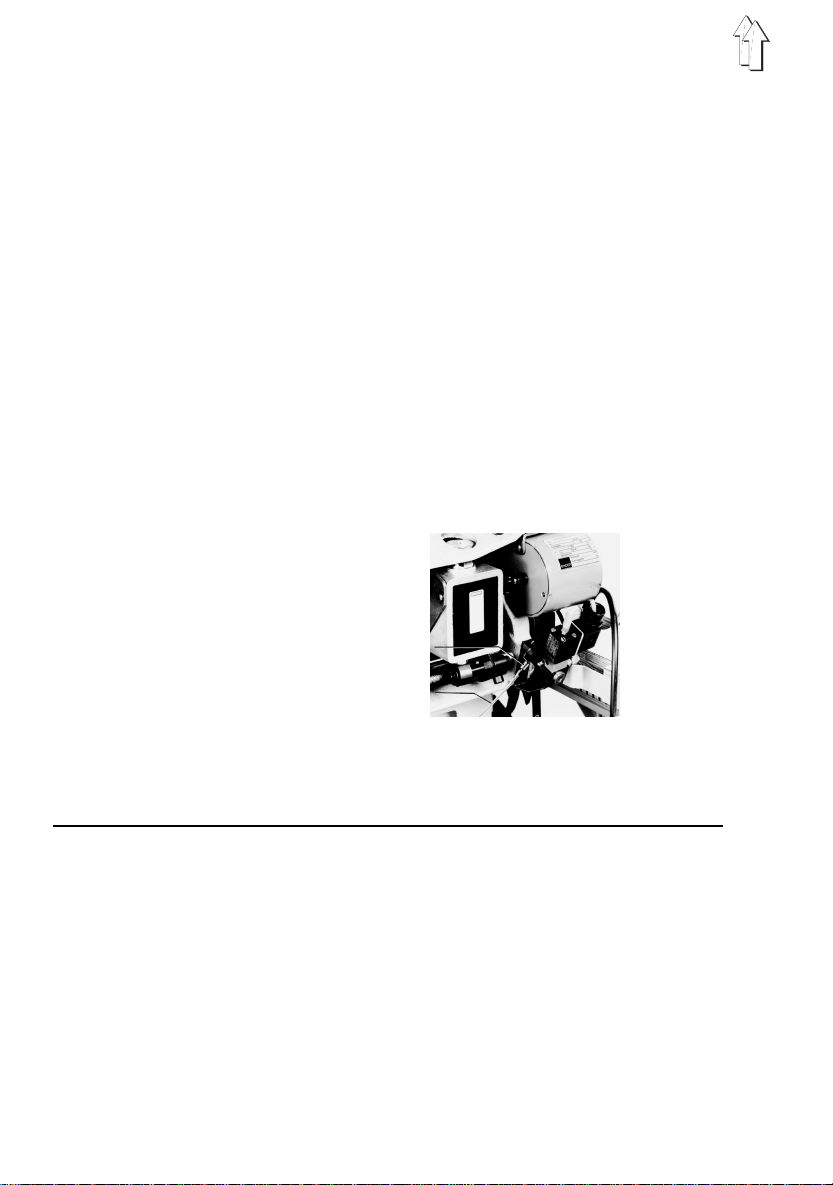
4.3 Fijación del motor
–
Fijar el motor, con su pie, a la parte inferior de la placa
mesa. Para ello, atornillar los 3 tornillos exagonales
M8x35 a las tuercas 4 (ver croquis de dimensiones de la
placa-mes a).
–
Establecer un a conex ión de sde e l pie de l motor a la par te
inferior de la m áqui na con e l cable de toma de tier ra 2 que
se encuentra en el paquete de accionamiento.
–
Para ello, fijar la hembrilla del cable con un tornillo M4 al
agujero rosc ado ex istente en el p ie del mo tor .
–
Pasar el cable a trav és de l a chapa colec tora de a ceite y
montar la regleta enchufable: enchufe plano 1 tal como se
ve en la ilustración.
–
El cable de toma de tierra sirve para derivar la carga
estática de la par te super ior de la máqu ina a la masa, a
través del moto r .
–
Fijar la polea de la correa trapezoidal al árbol del motor.
–
Comprobar la d ispos ición d e las c onexi ones en el
transformador d el motor y, si es necesario, modificarl a de
acuerdo con la tensión de red existente. Ver el esquema
de conexion es ad junto.
1
2
4.4 Número de puntadas en función del diámetro de la polea de la
correa
Número de puntadas para motores de corriente trifásica
Puntadas/min 50 Hz 60 Hz
3800
4000
4200
4500
4800
5000
5500
Los motores de corriente continua
considerablemente más elevados. Por lo tanto, hay que elegir aquí un diámetro de
polea menor.
Como regla empírica es válido:
Diámetro de polea de la correa para motores de corriente alterna menos 30% da el
diámetro apropiado para m otores de corri ente continua.
El número de revoluciones del motor se puede regular además en el panel de mando.
Ver instrucciones de servicio del motor.
8
80 mm
85 mm
90 mm
95 mm
100 mm
106 mm
112 mm
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
alcanzan números de revoluciones

4.5 Ajustar el interruptor protector del motor
Tipo de motor Tensión de red
3 x 380-400V 3 x 220-230V 3 x 415-440V
FIR 1,6A 2,7A -
Efka VD552/.... 2,5A 4,2A 2,4A
Quick 1,9A 3,3A 1,7A
5. Colocar la máquina, montar la correa y su protección,
el volante y el pedal
–
Colocar la máquina en la escotadura de la
placa-mesa.
–
Insertar el apoyo 2 necesario para bascular la
máquina haci a atrás. (No en l as clases 273 y 274.)
43 2
6
–
Insertar la clavija de detención 4, conjuntamente
embalada, en una de las entalladuras del disco de
ajuste incorporado. Aflojar los tornillos del volante y
retirar éste.
–
En máquinas co n cortador de hil o y sistema
automático de bloqueo, romper con un destornillador
el orifico marcado 6 de la protección de la correa,
para la conexión enchufable.
–
Tal como muestra la ilustración al lado, se introduce
primero la correa desde el exterior a través de la
protección de la misma, y se llevan ambas piezas a
la máquina por encima de la polea.
–
Montar la correa trapezoidal e n l a polea del vol ante.
–
Apretar los cuatro tornillos 5 de la protección de la
correa.
–
Seguidament e bascular la má quina hacia atrás y
5
montar la correa sobre la polea del moto r.
–
Al bascular hacia atrás, la protección de la correa
tiene que introducirse sin obstáculos en la
escotadura de la placa-mesa.
–
Tensar la correa, pivotando e l motor, de forma que
en el centro se deje presionar unos 10 mm hacia
dentro sin gran esfuerzo.
–
Atornillar la protección de la correa del motor y
ajustar su saliente de tal manera que, con la
máquina basculada hacia at rás, la correa
permanezca dentro de la po l ea.
9

¡Atención!
Los orificios para fijar el volante están dispue st os
asimétricamente.
–
Al montar el vol ante, insertar l a clavija de detención
4, conjuntame nte embalada, a t ravés del aguje ro 3
en la entallad ura más profunda A del disco de ajust e
montado sobre el eje del brazo.
–
Situar el volante, ha ci e nd o coincidir la letra A sobre
la marca 7 y apretar fuerte los tornillos 8.
4
–
Ajustar la varilla 9 de forma que el pedal 10 tome
una posición de 10 grados respecto a la horizontal,
es decir, que su canto delantero quede más bajo y
su canto post erior ligeramente más alto.
–
Por razones ergonómicas, en sentido lat eral el pedal
ha de estar fijado al refuerzo del bastidor de forma
que el centro del pedal quede aproximadamente
debajo de la ag uj a.
9
10
873
10

6. Establecer las conexiones enchufables a la unidad de
mando del motor y montar el transmisor de posi ción
–
T o das la s conex iones eléctr icas a la par te sup erior de la
máquina se efectúan a través de la conexión de enchufe
central 16. El cable comple to, con ac oplamie nto y
enchufe, está empa quetado conju ntamente.
–
El acoplamie nto se puede e xtraer a pretand o al un í so no
los botones de en castre 1 5.
–
En caso de que exista, fijar el panel de mando externo al
brazo de la máquina con los tornillos 17.
–
T e nder l os cabl es par a los p ulsad ores y, eventualmente
para la lámpa ra, en el can al par a cab les de la má quina .
Para ello, retirar la tapa del devanador.
–
Con el interruptor principal desconectado, insertar el
transmisor de posición en la brida del volante, de forma
que su ranura coja la protección de la correa por encima
de la espiga de fijaci ón.
–
En caso de motores Efka con
posición D del v olante (pun ta de la ag uja de ntro de l a
placa de aguja) en la marca 11 e insertar la clavija de
detención.
–
Hacer coinc idir ex actame nte la r aya 12 c on la mu esca 13.
–
Apretar los tornillos del transmisor de posición.
–
Esta es la pos ición 0 , es de cir , el punto de pa rtida par a
todas las posic iones de la má quina ajusta das en fá brica .
–
Con el transmis or de posic ión as í mon tado, q uedan
determinadas las posiciones inferior y superior de la aguja
ajustadas en fábr ica.
Otros motores
Después de la fij ación d el tran smisor de posic ión, ha y que
comprobar o aj ustar a quí las posiciones de la má quina se gún e l
apartado 11.
11
panel de mando
12 13
, ajustar la
17
14
15
16
11

7. Conectar la unidad de acondicionamiento del aire
comprimido
–
Para el funcionamiento de determinadas subclases y
equipamientos adicionales es necesario un
abastecimiento de aire com primido, exento de agua
y ligeramente lubrificado.
–
Fijar la unidad de acondicionamiento al bastidor tal
como indica la ilustración.
–
Establecer la conexión con tubo flexible Pu3 entre la
unidad de acondicionamiento y la máquina.
–
Conectar la u ni dad de acondicionamiento a la red de
aire comprimido con el tubo f lexible 4 y los ra cores,
que deberá suplir el cliente.
–
Estando desconectado o cerrado el aire comprimido,
desenroscar el tornillo 2 y luego llenar el depósito
de aceite 3 hasta la ranura m arcada, con aceite
lubricante ESSO SP-NK 10.
–
Después de tirar hacia arriba y girar la empuñadura
5, ajustar la p resión de trabajo a 6 bar.
5
4
1
2
3
12

8. Poner la máquina en disposición de funcionar y efectuar
el test de costura
–
Limpiar la má quina después de su recepción.
–
Fijar el portacarretes segú n el siguiente croquis.
–
Tal como está representado, cerrar los agujeros para
el hilo con l os tapones adjuntos.
–
El hilo de la aguja y el de la canilla deben
enhebrarse por un solo agujero cada uno de ellos.
–
Llenar de aceite hasta la marca "Máx" el depósito
para la lubrificación del garfio y la lubrificación
central por m echa. Ver apartado 4 d e l as
instrucciones de manejo.
–
Como lubrificante hay que em pl ear aceite ESSO
SP-NK 10 u otro de calidad equivalente.
–
Enchufar a la red. En caso de motores de corriente
continua, c onectar brevemente el motor y comprobar
el sentido d e giro por el vent ilador del mo t o r.
–
Ver la flecha de la protección de la correa para el
sentido de giro de la máquina.
–
En caso de sent i do de giro erróneo, interca m biar dos
fases en el enchufe de la red.
–
Hacer marchar la máquina unos minutos a un bajo
régimen de revoluciones antes de coser con el
máximo número de revoluciones permitido.
–
Controlar la cantidad de aceite que sumin i st ra el
nebulizador (aprox. 1 gota cada 15 ciclos de trabajo)
y corregirla si es necesario. Ver apartado 4 de las
instrucciones de manejo.
13

9. Indicaciones antes de la puesta en marcha de un motor
con técnica de mando digital
Antes de la puesta en marcha de estos moto res hay que
prestar especial atención a las indicaciones que se
expresan a continuación, para evitar daños al motor y a
la máquina.
Hay que observar estrictamente las ins truc ciones de
servicio adjuntas al motor correspondiente.
9.1 Conexión a la red y sentido de giro de un motor de corriente
continua
Mediante conmutación interna se puede conmutar el
motor a tensi ones de red entre 190 V y 240 V (50 y 60
Hz).
El motor se suministra de fábrica con un enchufe con
puesta a tierra tipo Schuko. En caso de que se pida la
conexión a una red de corriente trifásica, se puede
cambiar el enchufe Schuko por un enchufe "Perilex". El
neutro (N) y el conductor protector (o PE), se conectan a
una de las 3 fases (L1, L2 ó L3).
En una red de corriente trifásica, los motores han de
conectarse uniformemente distribuidos entre las tres
fases.
Recomendamos marcar los en chufes "Perilex " para que
se pueda reconocer desde el exterior qué fase está
conectada. Con ello será posible tener una vista general
de la distribución.
El motor se sum i nistra normal m ente con el se ntido de
giro correcto para la máquina, es decir, marcha a
izquierda (sentido antihorario).
El sentido de giro se puede c am biar en los sig ui entes
parámetros:
–
Marcha a derec ha mirando la po l ea de la correa
(sentido hora ri o)
para Efka modular = F161-0
para Quick digit al = 800-1
–
Marcha a izqui erda mirando la polea de la corre a
(sentido anti horario)
para Efka modul ar =F161-1
para Quick digit al = 800-2
Para el necesario acceso al nivel de serv icio de la unidad
de mando véa se el apartado 11.2 o las instrucciones de
servicio del motor adjuntas.
14
Disposición de las conexion es en el enchufe "Perilex".
Vistas desde el lado de conexión.

9.2 Corrección de los valores de ajuste (parámetros)
Para la adaptación del mot or a la correspo ndiente clase
de máquina es indispensable comprobar alguno s
parámetros y, eventual mente, variar l os valores
ajustados a l a entrega.
Para ello hay que seleccionar el número del parámetro a
variar y aumentar (+) o disminuir (-) el valor que aparece
en el display.
Hay que prestar especialmente atención a los siguientes
números de parámetros:
a) Número de revoluciones máximo
F111 para Efka modular
607 para Quick digi tal
No se debe ajustar ningún número de puntadas/min
mayor que el permitido para l a clase de máqu i na en
cuestión según el apartado 1.2. Después de conectar
el interrupt or principal, el valor ajustado aparecerá en
el display como primera información.
En caso de mot o res de corrien t e trifásica, el número
máximo de puntadas/min (pedal pisado del todo) ha
de determinarse mediante la elección de la polea de
la correa del motor. Ver apartado 4.4.
El número máximo de puntadas/min indica do en el panel
de mando ha de aj ustarse en el pa rámetro antes
mencionado de acuerdo con el valor de la polea de l a
correa del motor.
Una reducción del número de puntadas por debajo del
máximo es posible efectuarla entonces en el pan el
de mando.
b) Posición de referencia (posición 0)
F170 para Efka modular
700 para Quick digi tal
Ajustarla, sin falta, antes de enchufar el enchufe de 10
polos de la máquina a la unidad de mando del mot or.
Se alcanza la posición de referencia cuando el
volante gira en el sentido correcto y se pa ra en la
posición D.
Con este ajuste, la posición de la aguja en la entalladura
F y la posición de la aguja en la entalladura C,
quedan a la ve z correctamente ajustadas para la
mayoría de casos de aplica ción. Es posible efectuar
correcciones de estas posiciones de aguja en los
siguientes parámetros:
Para Efka modular
F-171. 1- Posici ón de aguja entall adura F
F-171. 2- Posici ón de aguja entall adura C
Para Quick digital
702 - Posición de aguja entalla dura F
703 - Posición de aguja entalla dura C
(Ver apartado 11.)
15

c) 884 - Parámet ro de regulación para Quick
Con el valor aj ustado en el parámetro 884 s e adapta la
característica de regulación del número de
revoluciones a la correspondiente carga de la clase
de máquina a a ccionar. Las máquinas pesadas
requieren un valor más alto que las ligeras.
Se reconoce si el valor ha sido ajustado demasiado alto
en un "gruñido del motor" perceptible a regímenes de
revoluciones bajos.
Un valor ajust ado demasiado alto se manifiesta en
problemas de regulación ante una exigencia de
mayor potencia (p. ej., corte del hilo).
9.3 Función de las barreras luminosas con Quick
En la placa de ci rcuitos impres os del panel de m a ndo DB
5 hay un conmutador de hilos para conmutar la
sensibilidad de las barreras luminosas.
A la entrega del panel de mandos este int erruptor está
cerrado, es decir, está conectada la sensibilidad grande y
con ello preparado para la conexión de la barrera
luminosa ref l ectora Weko 7245 (Pi ez a nº: Z133 103).
Barreras luminosas de otros fabricantes (p. ej. Leutze)
exigen, en parte, una sensibilidad reducida. En este caso
hay que abrir el interruptor de hilo.
En caso de problemas de funcionamiento con la barrera
luminosa, recomendamos comprobar también este
interruptor. Para ello hay que abrir la parte frontal del
panel de mando.
16

10. Pulsadores en la cabeza del brazo
–
Las máquinas con bloqueo automático están
equipadas d e serie con el pulsador cuádrupl e 1.
–
Fijar el pulsador, conjuntamente embalado, a la
cabeza del brazo con los dos tornillos 2, tal como se
ve en la ilustración.
–
Retirar la tapa del bobinador y tender el cable en el
canal de cables.
–
Pasar el enchufe por la aber tura de la placa-mesa y
enchufarlo al mando del motor.
1
2
17

12
7
9
8
11
10
10
3
4
18
11 . Ajuste del transmisor de posición
El disco de ajuste montado dentro del brazo de la
máquina está provisto de ent a l l aduras, que están
marcadas con let ras en el volante .
En combinación con la marca 4, las letras indican la
posición de las entalladuras en las que la m áquina puede
ser bloquead a con la clavija 3 adjunta.
Después de que,
desconectad o, se ha fijado el transmisor de posición a la
brida del vol ante de forma que su ranura coj a la
protección de l a correa por encim a de la espiga de
fijación, se pueden comprobar o ajustar l as posiciones
rápidamente.
1ª Posición
La máquina debe pararse en la posición más baja de la
aguja = Entalladura F.
2ª Posición
La máquina debe pararse en la posición alta de la
palanca del hilo = Entalladura C.
11.1 Motor posicionador sin panel de mando externo
Ejemplo: Efka DC 1600 DA 62 AV ó 6 F 62 AV
¡Atención!
¡Al graduar los discos del transmisor de posición,
desconectar el interruptor principal!
Primera posición
1. Situar el interruptor S3 del mando del motor hacia la
derecha (no en el caso de 6 F 62 AV).
2. Accionar el pedal hacia adelante y soltarlo.
3. Girar el volante en el sentido de m archa e introduci r l a
clavija 3 en la entalladura F.
4. Desconectar el interruptor pri ncipal.
5. Girar el disco 7 ha st a que la muesca 8 quede situada
detrás del interruptor 9.
Segunda posición
1. Situar el interruptor S3 del mando del motor hacia la
izquierda (no en el caso de 6 F 62 AV)
2. Seguir girando el v ol ante en el sent i do de marcha y
bloquear con la clavija 3 en la entalladura C.
3. Girar el disco 11 hasta que la muesca 12 quede situada
detrás del interruptor 10.
4. Extraer la clavija.
Comprobar las posiciones teniendo una pi eza de tela
colocada. Si fuera necesario, repítase el proceso de
ajuste.
con el interr uptor principal
19

11.2 Motor posicionador con panel de mando externo
Antes de la puesta en marcha hay que introducir la
posición 0, si se trata de Efka, o la posición de
referencia, si se trata de Qui ck , que es el punto de
partida para todas las posi ciones de la má quina.
Este punto de partida corresponde a la entalladura D del
disco de ajuste = punta de la aguja dentro de la placa de
la aguja.
Para la fijación del transmisor de posición Efka tenga en
cuenta el apartado 6.
Todas las posiciones de la máquina están ya
programadas en fábrica.
En el transmisor de posición no hay que efectuar ningún
ajuste mecáni co. Su tapa no pu ede desmontarse.
Las posicion es de la máquina son registrad as en pasos
(increment os) por el transm i sor y mostrada s en el
display. Una vuelta completa está dividida en 510 pasos
en los Efka y en 480 pasos en los Quick.
a) Efka modular
Para introducir la posición 0 se procede como sigue:
1. Mantener oprim i da la tecla P.
2 Conect ar el interruptor principa l . En el display aparece
el número de c ódigo C-0000.
3. Para acceder a l "nivel de servic i o 1", introduc i r el nº de
código Efka 1907 mediante las teclas 1 a 0.
4. Accionar el pulsador E - En el display aparece el nº de
parámetro F 100.
5. Con las tecla 1 a 0 teclear el nº de parámetro 170.
Pulsar la tecl a E. - Aparece la ruti na de servicio 1
(Sr1)
Pulsar la tecla F.- Aparece la po si ción 0.
6. Girar el volante una vuelta completa en el sentido de
marcha de la m áquina y bloquearla en la po si ción D
con la clavija de detención adjunta.
Esta es la "Posición 0", es decir, el punto de partida
dependient e para todas las posiciones de l a m áquina
ajustadas en fábrica,
7. Pulsar dos veces la tecla P.
Comprobar las posiciones F y C de la máquina
Con ello qued a f i nalizado el aju st e.
20

8.
¡Atención!
proceso de cort e del hilo. Únicamente así queda
definitivame nt e memorizado el aj uste introduci do.
Si fuera necesaria una corrección de los ajustes
efectuados en fábrica, hay que proceder como sigue para
programar las posiciones F y C:
¡Atención! En todos los ajustes seguir girando
siempre en el sentido de marcha de la máquina.
1. Si entretanto se hubiera desconectado el interruptor
principal, hay que empezar primero, otra vez, tal
como se ha explicado en "Introducción de la posición
0".
Si no, pulsar P.- En el display aparece P170.
2. Pulsar dos veces l a tecla E. - En el display aparec e l a
rutina de servicio 2 (Sr2).
3. Pulsar la tecla F . Aparece la posición 1.
Girar el volan te 1 vuelta por l o menos, y bloquear en
la posición F.
4. Pulsar la tecla E. - En el display aparece la posic i ón 2.
Bloquear el volante en la posición C.
5. Pulsar 2 veces la t ecla P y concluir con ello el ajust e.
6.
¡Atención!
proceso de cort e del hilo.
_nicamente así queda de f i ni tivamente alma cenado el
ajuste introd ucido.
Si no se cose, al desconectar el interruptor principal
se pierde el ajuste.
Coser sin falta una costura incluyendo el
Coser sin falta una costura incluyendo el
El número de in crementos ind i cado es, para la posición F
= 60 y la posición C = 438, 2 en am bos casos.
21

b) Quick digital
1. Conectar el i n t erruptor pri ncipal, manteniendo
pulsadas las t e clas G y menos (-) .
En el indicador aparece * y, p. ej., 3000.- El asterisco
indica modo de programación y 3000 son las
puntadas por m i nuto.
2. Mantener oprimida la tecla G y luego pulsar la tecla
menos (-). En el i ndicador aparece: INTRODUCIR.
Soltar ambas teclas.
3. Pulsar repetidamente la tecla G hasta que en el
indicador aparezca: G7 ....
4. Pulsar la tecla F. En el indicador aparece: 7000*XXXX,
es decir, un valor numérico cual quiera que
corresponde a la posición atornillada del transmisor
de posición.
5. Accionar el pedal hacia adelante. - La máquina se
posiciona en una posición cualquiera.
6. Girar el volante en el sentido de marcha de la máquina
y bloquearla, con la clavija de detención, en la
posición D del volante.
Esta es la posición de referencia para las demás
posiciones de la máquina.
7. Retirar la clavija de detenció n. Accionar el pedal para
memorizar la posición de referencia.
8. Comprobar una vez más la posición de referencia D
mediante la clavija de detención. - En caso de una
posición incorrecta, lo cual puede ocurrir por el
avance del rotor del motor a la llamada "posición
preferente" , hay que repetir el ajuste como se ha
explicado en los puntos 6. y 7.
9. Pulsar a la vez las tecla G y menos (-). En el indicador
aparece: *MANUAL.
Verificar las posiciones F y C de la máquina.
Normalmente el ajuste está así concluido.
Si fuera necesaria una corrección del aju st e de fábrica,
hay que proceder como se indica al lado, para la
programación de las posiciones F y C de la máquina.
¡Atención!
en el sentido de marcha de l a m áquina.
En todos los ajustes seguir girando siemp re
22
1. Si entretanto se hubiera desconectado el interruptor
principal, hay que empezar primero de nuevo como
se ha explicad o anteriorment e. Si no, pulsar las
teclas G y menos (-) simultán eamente. En el
indicador aparece: INTRODUCIR.
2. Pulsar la tecla F. En el indicador aparece: 700*XXXX =
Valor numérico de la posi ción de referencia.
3. Pulsar repetida m ente la tecla F has t a que aparezca:
702* 0026.
Pisar brevemente el pedal. - La m áquina se
posiciona en la posición aju st ada en fábric a.
Girar el volante en el sentido de marcha de la
máquina y bloquearla en la posición F (posición
inferior de la aguja) con la clavija de detención.
4. Retirar la clavija. Memorizar el valor accionando el
pedal. Comprobar la posición F mediante la clavija.
Si fuera neces ario, p. ej. a causa de la posición
preferente del rotor, hay que repet ir el ajuste otra vez.
¡Atención!
indicados para las posiciones pueden variar 0002.
5. Pulsar una vez la tecla F. - Ap arece 703* 0205.
6. Retirar la clavija. Memorizar el valor accionando el
7. Pulsar las teclas G y (-). - En el indicador aparece: *
Debido a las tolerancias, los valores de ajuste
Accionar el pe dal. - La máqui na se posiciona en la
posición ajust ada en fábric a.
Girar el volante en el sentido de marcha de la
máquina y bloquearla en la posición C (posición
superior de la palanca del hilo) con la clavija de
detención.
pedal.
Comprobar la posición C mediante la clavija. Repetir
el ajuste si fuera necesario.
MANUAL. - Con ello la máquina está dispuesta para
funcionar.
¡Observación!
El panel de control ofrece la posibilidad de efectuar las
indicaciones en diversos idiomas. Para ello, teclear 733
con la tecla F, y seleccionar el idioma deseado con las
teclas - y +.
Con la tecla F volver al parámetro deseado.
23
12. Funciones de subida y bajada del rodillo de transporte
en las clases 273 y 274
Al levantar el prensatelas y al rematar la costura, el
rodillo de transporte sube automáticamente.
La función de bajada puede tener lugar sin demora, o
después de un número ajustable de puntadas.
Esto hay que introducirlo en el panel de control con los
correspondientes números de parámetros. Ver apartado
11.2 para el acceso al nivel de servicio necesa ri o para
ello.
a) Efka modular o b) Quick digital.
Tipo de motor Efka modular Quick digital
Flip-Flop
Modo
Bajar después
de un número
de puntadas
Bajar sin
demora
Parámetro 190
Flip-Flop 5
Parámetro 191
Ajustar el número
de puntadas (m áx.254)
Parámetro 191
Ajustar a 0 el número
de puntadas
Parámetro 510
Flip-Flop 5
Parámetro 550
Ajustar el número
de puntadas (m áx.254)
Parámetro 550
Ajustar a 0 el número
de puntadas
24
13. Funciones de conexión y desconexión del cortador de
cantos en las clases 272 - 640142 y - 740142
Para poder realizar las func i ones que se describen a
continuació n en la 272 - 6401 42, ésta tiene que estar
equipada con el equipo adiciona l Z 124401. Este equ i po
está compuesto por el accionamiento electroneumático
del cortador de cantos.
Las diversas funciones de conexión y desconexión se
pueden introducir en el panel de mando con los
correspondie ntes números de parámetros.
Ver el apartado 11.2 a) Efka modular o b) Quick digital
para el acceso al nivel de servicio necesario para ello.
Tipo de motor Efka modular Quick digital
Flip-Flop
Modo
Con. después
de un número
de puntadas
Desc. después
de un número
de puntadas
Con. - desc.
manual con
pulsador
Desc. después de
cortar el hilo
Con. - Desc.
Con señal de
marcha del motor
con el pedal
Parámetro 190
Flip-Flop 6
Parámetro 192
Ajustar número
de puntadas (m áx.254)
Parámetro 193
Ajustar número
de puntadas (m áx.254)
Parámetro 192 en 0
Parámetro 193 en 0
Parámetro 194 en Off
Parámetro 194 en On Parámetro 50 4 en 2
Parámetro 190
Flip-Flop 3
Parámetro 510
Flip-Flop 6
Parámetro 551
Ajustar número
de puntadas (máx.254)
Parámetro 552
Ajustar número
de puntadas (máx.254)
Parámetro 552 en 0
Parámetro 551 en 0
Parámetro 504 en 1
Parámetro 510
Flip-Flop 3
25
 Loading...
Loading...