


Indice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Pag in a:
Home
Parte 2: Istruzioni per il montaggio classi 271-274
1. Informazioni generali
1.1 Ind icazioni di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Uso della macchina senza materiale da cucire . . . . . . . . . . . . . . 2
1.3 Tavole d i supporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Montaggio del sostegno
3. Completamento e montaggio della tavola di supporto
4. Montaggio del motore sotto la tavola di supporto
4.1 Ind icazioni gener ali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.2 Tipo del motore a seconda della so t toclasse e
do tazione suppl ementare . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.3 Fissaggio del motore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Numero di giri del motore in dipendenza
dal diamet ro medio della p uleggia . . . . . . . . . . . . . . . . . . . . . 8
4.5 Regolazione dell’interruttore di protezione del motore . . . . . . . . . . 9
5. Inserimento della testa della macchina, montaggio della
cinghia di trasmissione, montaggio del paracinghia, del
volantino e del pedale
6. Allacciamento con il pannello del motore e
montaggio del sincronizzatore di posizionamento
7. Collegamento all’aria compressa del gruppo riduttore
della pressione
8. Preparazione della macchina per l’uso ed esecuzione
di un campione di cucitura
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . 5
. . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . 9
. . . . . . . . . . . 11
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
. . . . . . . . . . . . . . . . . . . . . . . . 13
9. Consigli prima dell’utilizzazione di un motore
con tecnica di comando digitale
9.1 Collegamento alla rete e direzione di rotazione di
un motore a corrente co nti nua . . . . . . . . . . . . . . . . . . . . . . . 14
9.2 Cor rezione dei valori di regolazi one (Parametri ) . . . . . . . . . . . . . . 15
9.3 Funzionamento della fotocel lul a con il motore"Quick" . . . . . . . . . . . 16
10. Tastiera sul braccio de l la testa della ma cchina
11. Regolazione del sincronizzatore di posizionament o
11.1 Motor e posizionator e senza pannello di comando esterno . . . . . . . . 19
11.2 Motore posiziona tore con pannello d i comando esterno . . . . . . . . . 20
12. Funzioni di sollevamento ed abbass ament o del rullo
di trasporto per le clas si 273 e 274
13. Funzioni d’inserimento e disinserimento del colte llo
per il taglio del bordo per le classi 272-640142 e -740142
. . . . . . . . . . . . . . . . . . . . . 14
. . . . . . . . . . . . 17
. . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . 24
. . . . . . . 25
1. Informazioni generali
1.1 Indicazioni di sicurezza
Indicazioni da rispettare imperativamente!
La tensione di rete e la tensione d’esercizio riportata sulla
targhetta d el m otore devono c orrispondere.
Tutti i lavori sull’equipaggiamento elettrico devono essere
eseguiti solo da personale autorizzato e con la spina
staccata dalla rete d’alimentazione.
Le indicazioni di sicurezza devono essere assolutamente
rispettate.
Il montagg i o dev’essere es eguito rispettando le istruzioni
qui a seguito.
–
I collegamenti elettrici sono visibili sullo schema di
collegamento elettrico.
–
La destinazione di collegamento delle entrate e delle
uscite specifica a seconda della sottoclasse ed i
corrispondenti numeri dei parametri di regolazione
sono riportati nella scheda dei dati t ecnici.
–
Tutti i pezzi necessari per il montaggio sono nella
scatola per gli accessori.
1.2 Uso della macchina senza materiale da cucire
In questo caso il od i piedini devono essere bloccati nella
loro posizione sollevata .
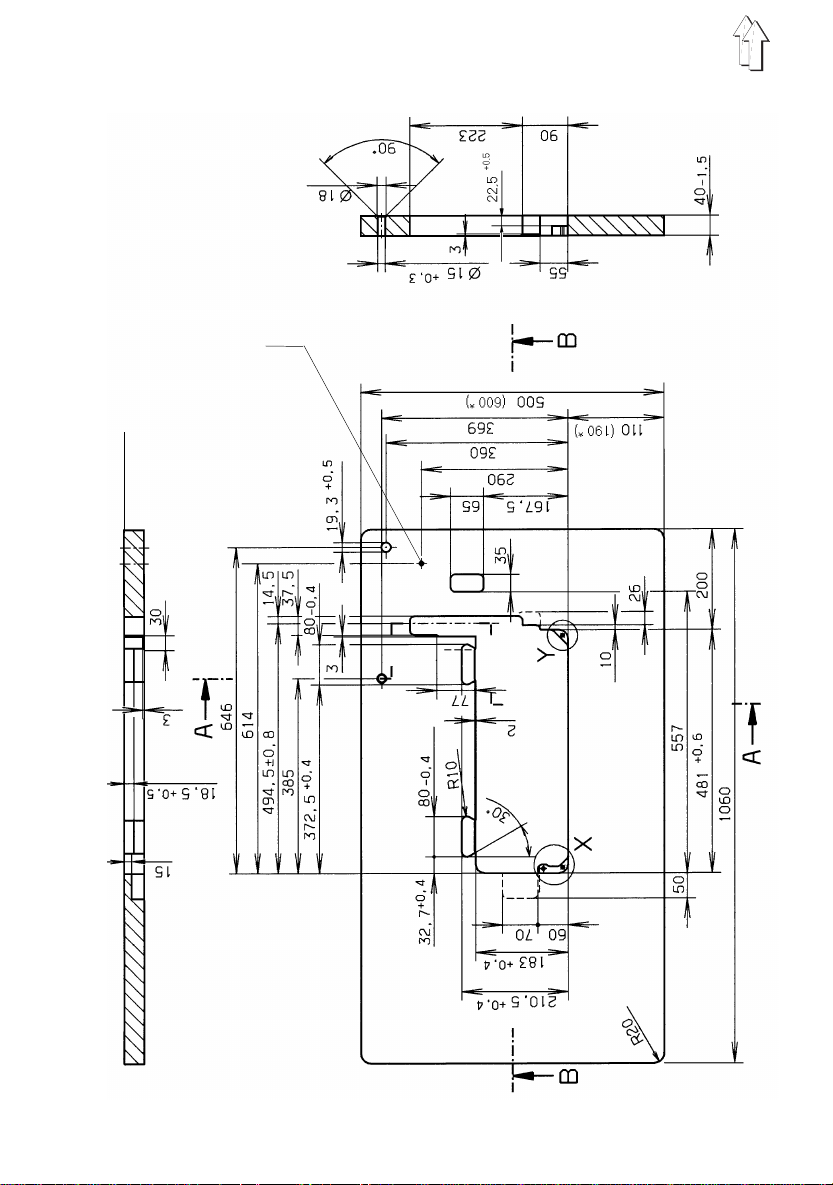
1.3 T avole di supporto
Se l’intaglio delle tavole di supporto viene eseguito dal
cliente stesso, le tavole devono rispettare le dimensioni
riportate negli schizzi.
Inoltre le t av ol e di supporto devono present are le
necessarie caratteristi che di portat a e solidità.
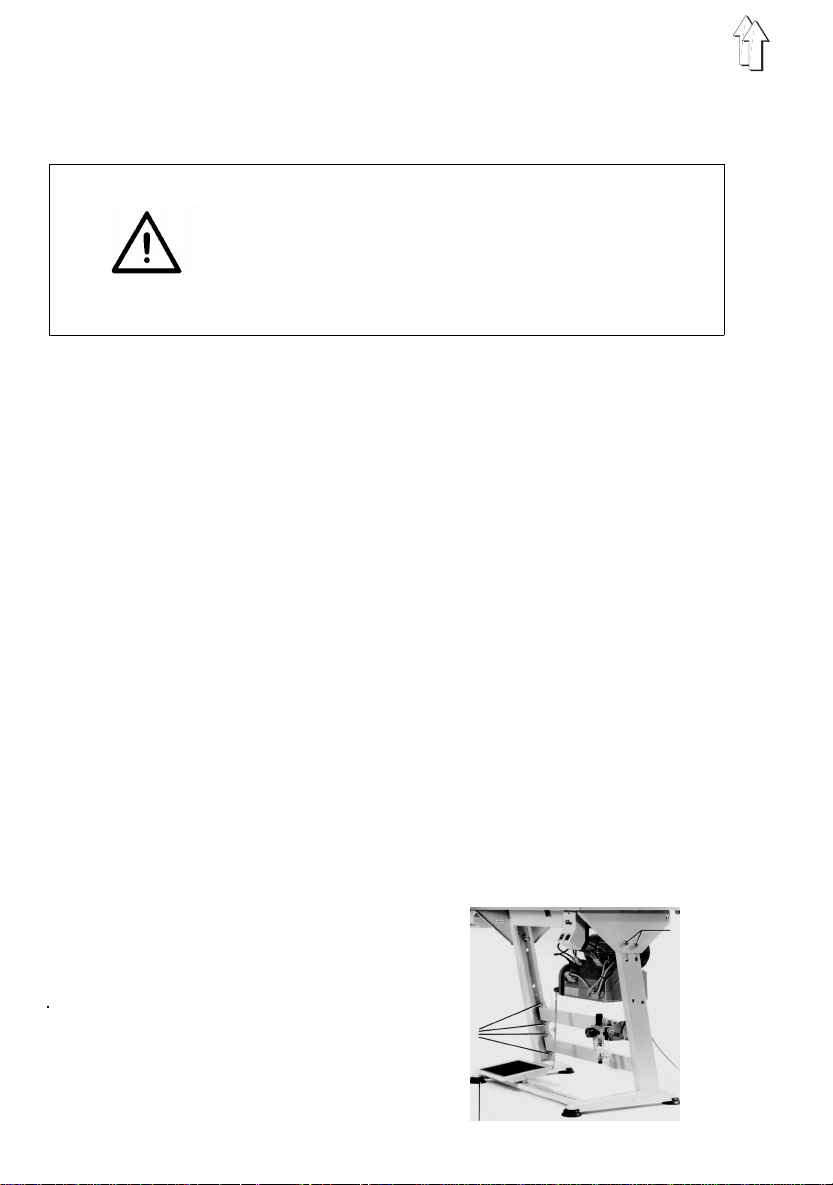
2. Montaggio del sostegno
Montare i componenti del sostegno come visibile in figura.
Inserire i p iedini 1 per il sostegno che si trovano ne gli
accessori.
La sicura stabilità del sostegno può essere raggiunta
allentando l e viti 2.
L’altezza desiderat a del piano di l avoro ed una s uperficie
di lavoro in piano possono essere realizzate allentando e
regolando tr amite le viti 3.
3
2
2
1
Schnitt - Selection
A - A
unbemaßte Radien R9
undimension radius R9
Ankörnung für Befestigung
des Gestells auf Tischplat-
tenunterseite
Ref. mark for fastening the
stand on the r eserve of the
table
* auf Wunsch
Oberseite
Top side
* on request
Schnitt - Selection
B - B
3
Schnitt / Section
C - C
Einzelheit / Detail
X
791 1012
1
791 1011
Auflagepunkt /
Supporting point
2
ab/from
bis/till
10/93
9.93
Einzelheit / Detail
Y
3
4
5
8
7
6
4

3. Completamento e montaggio della tavola di supporto
–
Montare la traversa di rinforzo 2 tra l’intaglio per la
testa della macchina e l’intaglio per la cinghia di
trasmissione.
–
Avvitare il canale portacavi 5 ed il supporto per il
frenacavi sul l a parte inferi ore della tavola di
supporto.
–
Avvitare l’interruttore principale 6.
–
Avvitare, se necessario, il trasformatore per la luce
d’illuminazione del campo di cucitura.
–
Posare i cavi elettri ci .
–
Avvitare il cassetto 8 con i l suo support o.
–
Avvitare con le viti per legno B8x3 5 l a tavola di
supporto al sostegno. La po si zione della tavola di
supporto rispetto al sostegno è rilevabile tramite i
punti di centraggio segnati sulla parte inferiore della
tavola di supporto. Consultare lo schizzo a misura.
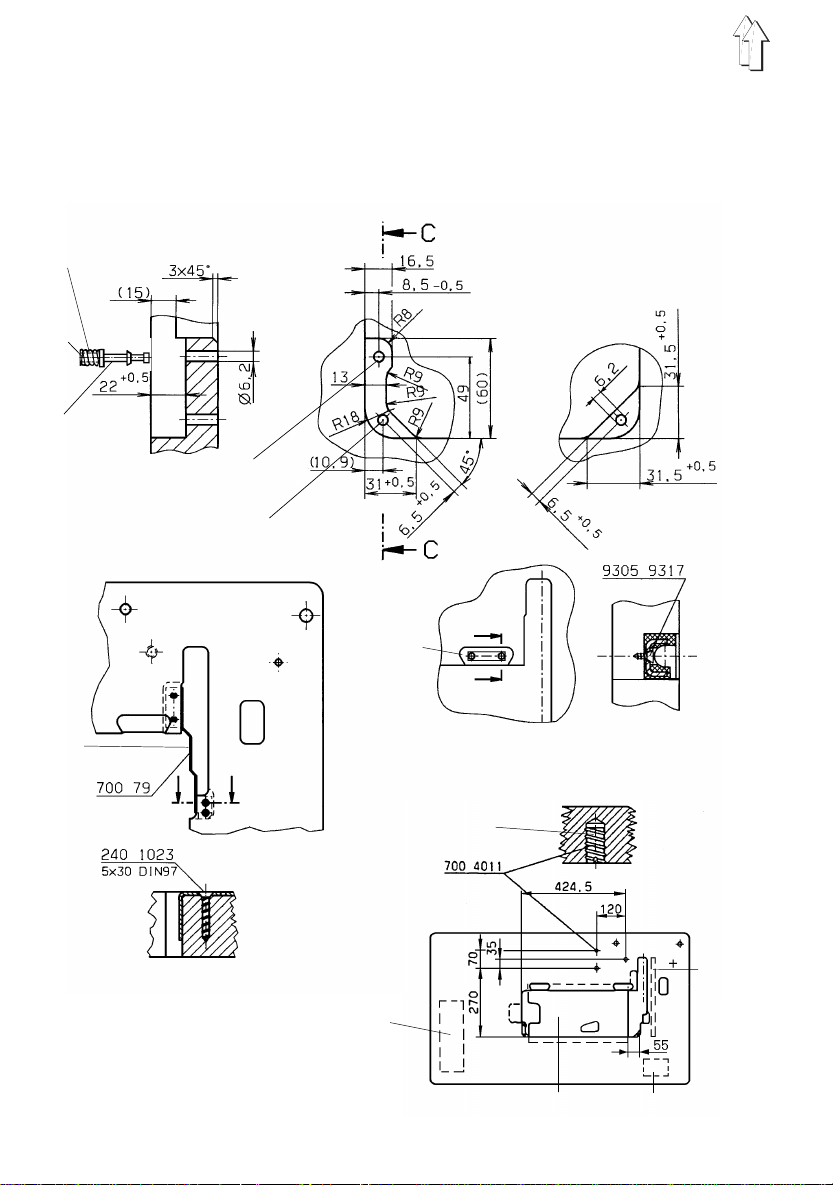
–
Premendo inserire le parti inferiori 3 delle cerniere
per la testa della macchina ed avvitarle.
–
Per l’appoggio anteriore della testa della m acchina
inserire i due tamponi d’appoggio nella tavola di
supporto ed infilare le molle pressionatrici. Il
tampone sinistro 1 dev’essere inserito nel suo foro
esattamente come rappresentato nella sezione C-C
ed il tampone destro nel suo foro secondo il disegno
di particolare Y. Le parti dei tamponi sporgenti dalla
superficie inferiore della tavola di supporto devono
essere tagliate.
Particolarità tecnica!
Con la posizione del tampone di supporto sinistro 1
viene provocato un sollevamento della cerniera
sinistra de lla macchina di circa 1mm ed in codest a
maniera un di stacco dalla t avola di supporto.
–
Avvitare la vaschetta paraolio 7 sulla parte inferiore
della tavola di supporto in maniera tale che tra la
parte destra della vaschetta paraolio ed i l bordo
destro dell’intaglio della tavola di supporto, sussista
una distanza di 55 mm. Orie ntare la vasc hetta
paraolio ri spetto alla parte anteri ore e posteriore
dell’intaglio della tavola di supporto, in maniera tale
che ribaltando la testa della macchina essa non vada
ad urtare. La leva a ginocch i era, tenendo conto di
tutte le sue possibilità di regolazione, non deve
urtare contro la lamiera della vaschetta paraolio.
5

4. Montaggio del motore sotto la tavola di supporto
4.1 Indicazioni generali
Per le 271, 272, 273 e la 274 sono disponibili dei
"Pacchetti motore" completi, composti dal motore per la
testa della macchina per cucire, dall’interruttore
principale con il cablaggio, dalla puleggia per la cinghia di
trasmissione, dalla cinghia di trasmissione e da diversi
altri pezzi.
I motori a frizione per tensione trifase sono nella loro
esecuzione normale predisposti per 3x 380-400V 50 Hz.
La velocità di rotazione è di 2800 N/min. Motori tr i fasi per
altre tensioni di rete sono disponibili a richiesta.
I motori a corrente continua che vengono utilizzati per
queste macchi ne vengono alimentati con un a " Tensione
alternata monofase"; Perciò i collegamenti di più
macchine devono essere distribuiti equilibratamente sulle
singole fasi della tensione alternata tr i f ase della rete
d’alimentazione, in caso contrario si potrebbe provocare
un sovraccarico di una singola fase.
Il tipo di motore che deve essere utilizzato a seconda
della sott oclasse e della dotazione supplementare è
rilevabile nella tabella del punto 4.2.
Attenzione!
Nel caso di mon t aggio di motor i per le classi 273 e 274, al
momento del collaudo si de ve controlla re se nel pannello
comandi del m otore sono state impostat e le giuste
funzioni per il trasporto a rulli. Consultare il punto 12 di
questo manuale.
Se l’equipaggiamento elettrico non viene fornito dalla
DÜRKOPP ADLER, si deve eseguire un collaudo secondo
la normativa EN 60204-3-1 e rispettivamente JEC
204-3-1.
6
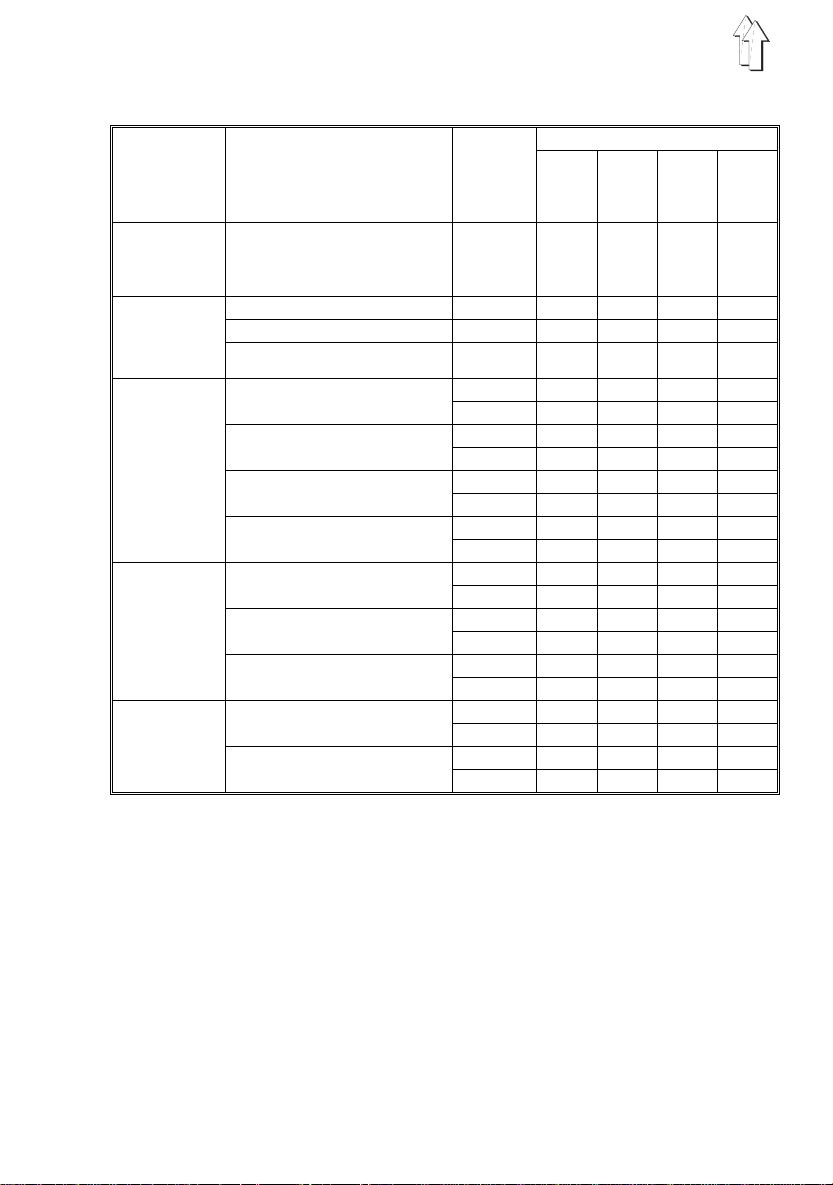
4.2 Tipo del motore a seconda della sottoclasse e dotazione
supplementare
271 272
273 274
Sottoclasse
-140041
-640141
-140042
-160062
-240042
-640142
-140042
-160062
-240042
-640142
-740142
-140042
-160062
Z120181
Z133371
Z1166741
Z124401
o
Pannello
comandi
Tipo del motore
operatore
( )a
richiesta
FIR 1100F-ZT37
Efka VD552/6F62AV
Efka DC1600/DA62AV
- x---
Quick QD552/D21K01
FIR 1180F70 670 x - - -
Efka VD552/6F62AV V62 x - - -
Efka DC1600/DA62AV (V62) x - - -
V720 x - - x
Efka VD552/6F72CV2049
Quick QD552/D40K02
Efka DC1600/DA82CV
3201
Quick QE6040/D40S02
Efka VD552/6F72CV2049
Efka DC16 00/DA82 CV3201
Quick QE6040/D40S02
Efka DC1600/DA82AV
3207
Quick QE6040/D50S01
1) Per le classi 273 e 274 possono essere utili zzati solo i motori
contrasse gnati con 1).
2) Motori posizionatori a corrente continua per un collegamento
su 1x220-240V 50/60Hz
3) Non adatto per le classi 273 e 274
–
–
1)
V730 x x - x
1)
1)2)
DB4x---
DB5 x x - V720 x - - x
V730 x x - x
1)2)
DB4 x - - x
DB5 x x - x
V720 x - - o
V730 x x - o
V720 x - - o
V730 x x - o
DB4 x - - o
DB5 x x - o
2)
V720 x - x
V730 x x x
DB4 x - x
2)
DB5 x x x
Scartafilo
Fotocellula per l’arresto della cucitura a fine
materiale con susseguenti cicli funzionali
–
Dispositivo per cucire con due valori preimpostati
della tensione del filo superiore. consultare il punto
1.3 "Dotazioni supplementari".
–
Azionamento elettropneumatico tramite pulsante per
l’inserimento ed il disinserimento del dispositivo di
taglio per la 272-640142.
–
Di serie nella sottoclasse -740142.
Dotazione supplementare
Z120
Z133
1801
371
Z116
6741
3)
3)
3)
3)
Z124
401
-
-
-
-
7
4.3 Fissaggio del motore
–
–
–
–
–
–
–
Fissare il motore con il suo supporto sulla parte
inferiore della tavola d i supporto, a questo scopo
utilizzare le viti a testa esagonale M8x35 avvitandole
nell’inserto a madrevite 4 (consultare gli schizzi di
misura dell a tavola di supporto).
Utilizzando il cavo di messa a terra 2 che si trova
negli accessori, eseguire un collegamento tra il
piede di supporto del motore e la parte inferiore della
testa della macchina.
Curare che l’occhiello di contatto del cavo venga
fissato con una vite M4 nell’apposito foro filettato del
piede di supporto del motore.
Far passare il c av o attra vers o la vasc hetta p arao lio e
collegare lo spinotto di contatto 1 come visibile in figura.
Il cavo di messa a terra serve a scaricare le cariche
elettrostatiche accumulatesi sulla testa della
macchina, attraverso il motore, verso la massa.
Fissare la puleggia per la cinghia trapezioidale sul
motore.
Controllare la distribuzione dei collegamenti sul
trasformatore del motore e se è necessario cambiarli
a seconda della tensione di rete effettiva. Consultare
lo schema di collegamento allegato.
1
2
4.4 Numero di giri del motore in dipendenza dal diametro medio della puleggia
Numero di giri per motori a corrente al ternata trifase
Punti/min 50 Hz 60 Hz
3800
4000
4200
4500
4800
5000
5500
Motori a corrente continua
i motori a corrente alte rnata trifase, perciò è ne cessaria la scelta di una pu l e ggia di
diametro inferiore.
Empiricamente è valida la seguente regola:
Il diametro della puleggia per i motori a corrent e alternata t rifase meno i l 30% da’ il
diametro adatto per i mo tori a corrent e continua.
Inoltre la velocità del motore può essere regolata tramite il pannello comandi per
l’operatore. A questo proposito cons ul t are le istruzioni per l’uso del motor e.
8
80 mm
85 mm
90 mm
95 mm
100 mm
106 mm
112 mm
, codesti motori raggi ungono velocità molto più elevate che
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm

4.5 Regolazione dell’interruttore di protezione del motore
Tipo del motore Tensione di rete
3 x 380-400V 3 x 220-230V 3 x 415-440V
FIR 1,6A 2,7A -
Efka VD552/.... 2,5A 4,2A 2,4A
Quick 1,9A 3,3A 1,7A
5. Inserimento della testa della macchina, montaggio
della cinghia di trasmissione, montaggio del
paracinghia, del volantino e del pedale
–
Inserire la testa della macchina nell’intaglio della
tavola di supporto.
–
Inserire nel l a sua sede il pe rno appoggia testa
43 2
5
6
necessario pe r poter ribaltare la testa del l a
macchina (il perno non è necessario per le classi
273 e 274).
–
Inserire in una delle feritoie del disco di regolazione
montato sull’albero superiore della macchina il perno
d’arresto 4 che si trova negli accessori. Allentare le
viti di fissaggio del volantino ed estrarre il volantino.
–
In caso di macchi ne dotate di rasafilo e di fer m atura
automatica della cucitura, aiutandosi con un
cacciavite aprire la feritoia 6 per la spina di
collegamen t o segnata sul c arter paracinghia.
–
Come visibile nella figura a lato, si deve inserire per
prima cosa la cinghia dall’esterno attraverso il carter
paracinghia e poi entrambi le parti devono essere
guidate e posizionate sopra la puleggia della testa
della macchina.
–
Inserire la cinghia trapezioidale sulla puleggia del
volantino.
–
Avvitare le quattro viti 5 del carter paracinghia.
–
Infine ribaltare verso l’indietro la testa della
macchina e porre la cingh i a trapezioidal e sulla
puleggia del motore.
–
Durante il ribaltamento, il carter paracinghia deve
scorrere libero nell’intaglio della tavola di supporto.
–
Ruotando il corpo motore, porre in tensione la
cinghia trapezioidale in maniera tale che, a
regolazione ultimata, la cinghia nella sua mezzeria si
lasci premere verso l’interno e senza sforzo per
ca. 10mm.
–
Avvitare il carter paracinghi a del motore badando
che la battuta di sicurezza per la cinghia sia regolata
in maniera tale che ribaltando la testa della
macchina la cinghia non fuoriesca dalla sede della
puleggia del motore.
9

Attenzione!
I fori per il fissaggio del volantino sono distribuiti
asimmetricamente.
–
Montando il volantino, inserire, attraverso il foro 3,
nella feritoi a pi ù profonda A del disco di regolazione
situato sull’albero superiore della testa della
macchina il pe rno d’arresto 4 che si trova negli
accessori.
–
Posizionare il volantino con la lettera A in
corrispondenza del riferimento 7 ed avvitare a fondo
le viti di fissaggio 8.
4
–
Regolare il tirante 9 in maniera tale che il pedale 10
assuma una po si zione di circa 10 gradi rispetto alla
orizzontalità, vale a dir e che la sua parte anterior e è
leggermente più bassa e la sua parte posteriore è
leggermente sollevata.
–
Per motivi ergonomici è consigliabil e che nella sua
posizione lat erale, il pedal e sia fissato in m aniera
tale che la sua mezzeria corrisponda alla
perpendicolare dell’ago.
873
10
9
10

6. Allacciamento con il pannello del motore e montaggio
del sincronizzatore di posizionamento
–
Tutti i collegamenti elettrici verso la testa della
macchina vengono condotti attraverso la spina
centrale a 16 poli. Il cavo completo con spina e presa
per il comando del motore si trova negli accessori.
–
Premendo contemporaneamente i bottoni d’arresto
15 la spina può essere estratta.
–
Se necessario, fissare sul braccio della macchina,
tramite le viti 17 il pannello di comandi per l’operatore.
–
Posare il cavo per la pulsantiera ed eventualmente
per la luce d’illuminazione del campo di cucitura
nella canalina portacavi della testa della macchina. A
questo scopo smontare il coperchio del filarello.
–
Con l’interruttore principale disinserito, inserire il
sincronizzatore di posizionamento sulla flangia del
volantino in maniera tale che la sua cava di tenuta venga
inserita sopra il perno situato sul carter paracinghia.
–
In caso di motori "Efka" con
per l’operatore,
a coincidere con il riferimento 11 (punta dell’ago
nella placca ago) ed inserire il perno d’arresto.
–
Portare esattemente a coincidere il riferimento a
linea 12 con il riferimento a punto 13.
–
Fissare le viti del sincroniz zatore di posizionamento .
–
Questa è la posi zione 0, vale a dire la posizione di
partenza dalla quale di pendono tutt e l e posizioni
della macchi na che sono state regolate in fabbrica.
–
Con il sincronizzatore di posizionamento montato in
codesta maniera s i otti ene come r isu ltan te la po siz ion e
inferiore e superiore dell’ago regolate in fabbrica.
Altri motori
In questo caso, dopo il fissaggio del sincronizzatore di
posizionamen t o, le situazioni di posizi onamento del l a
macchina devono essere controllat e e se necessario
regolate secondo le istruzioni rilevabili nel punto 11.
portare il riferimento D del volantino
11
pannello di comandi
12 13
17
14
15
16
11

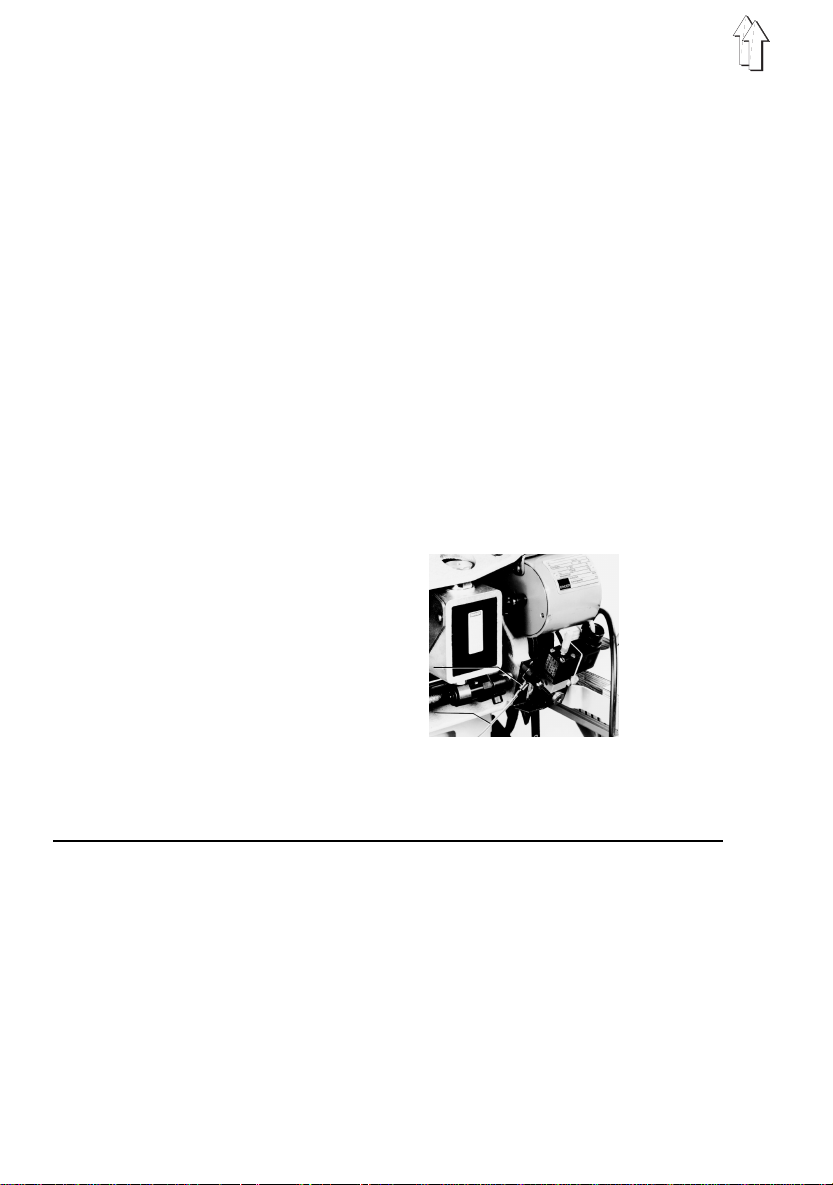
7. Collegamento dell’aria compressa e del gruppo
riduttore della pressione
–
Per l’utilizzazione di determinate sottoclassi e
dotazioni su pplementari è necessaria l’alimentazione
con aria compressa leggermente lubrificata e senza
residui d’acqua.
–
Fissare il grup po riduttore della pressione al
sostegno c o m e visibile i n figura.
–
eseguire il collegamento con il tubo "Pu3" 1 tra il
gruppo ridutt ore e la testa d el l a macchina.
–
Collegare il gruppo riduttore alla rete dell’aria
compressa tramite il tubo di raccordo 4 ed i
necessari pezzi d’allaccia mento (tubo e pezzi
d’allacciamento devono essere messi a disposizione
dal cliente).
–
Con la macchina non allacciata alla rete dell’aria
compressa o con l’afflusso dell’aria chiuso, estrarre
la vite 2 e riempire il recipiente 3 fino alla linea di
riferimento con olio ESSO SP-NK 10 .
–
Dopo aver sollevato il pomolo 5 ruotarlo e regolare
su una pressione d’esercizi o di 6 bar.
12
5
4
1
2
3

8. Preparazione della macchina per l’uso ed esecuzione
di un test di cucitura
–
Pulire la macchina dopo la spedizione
–
Montare il portaconi come raffigurato nello schizzo
seguente.
–
Come raffigurato nello schizzo inserire nei fori gli
stoppini che si trovano negli accessori.
–
Il filo superiore per l’ago e quello per la
l’avvolgimento della spolina devono essere infilati
ciascuno solo attraverso un foro.
–
Rifornire i recipienti per la lubrificazione
centralizzata e per la lubrificazione del crochet fino
al riferimento "Max" con olio. Consultare il punto 4
delle istruzioni per l’uso.
–
Come olio lubrificante utilizzare assolutamente
olio ESSO SP-NK 10 oppure un olio della stessa
qualità e con esattamente le stesse
caratteristiche.
–
Inserire la spina sulla rete. In caso di motori a
crrente alternata trifase , inserire brevemente
l’interruttore principale e controllare la direzione di
marcia sulla ventola del motore.
–
Il senso di ro t a zione esatto della macchina è indicato
sul carter paracinghia.
–
In caso di sens o di rotazion e errato inte rcambiare tra
di loro 2 fasi nella spina per il collegamento alla rete.
–
Cucire per alcuni minuti a basso numero di giri prima
provare a cucire con la massima velocità consentita.
–
Controllare l a quantità d’e m i ss i one d’olio del
nebulizzatore (circa una goccia ogni 15 cicli di
lavoro) ed in caso di necessità effettuare la
regolazione. A questo scopo consulta re il punto 4
delle istruzioni per l’uso.
13

9. Consigli prima dell’utilizzazione di un motore con
tecnica di comando digitale
Prima della messa in funzione di codesti motori si devono
rispettare assolutamente i consigli scritti qui a seguito, ciò
per evitare danneggiamenti alla macchina ed al motore.
Le istruzioni contenute nel libretto d’istruzioni che
accompagna ogni motore devono essere
assolutamente rispettate.
9.1 Collegamento alla rete e direzione di rotazione di un motore a
corrente continua
Mediante una commutazione interna si può commuta re il
motore su tensioni di rete t ra 190 V e 240 V (50 e 60 Hz) .
Il motore viene fornito dalla fabbrica con una spina con
messa a terra di tipo "Sch uko". Se viene r i chiesto il
collegamen t o ad una rete a corrente trifase, si può
cambiare la spina "Schuko" con una spina di tipo
"Perilex", in questo caso il neutro (N) ed il filo di terra
(PE) si connettono ad una d elle 3 fasi (L1,L2 oppure L3).
Su una rete a corrente tri fase i motori devono essere
collegati uniformemente distribuiti sulle tre fasi.
Consigliamo di contrassegnare le spine "Perilex" in
maniera da poter riconoscere dall’esterno su quale fase è
stato effettuato il collegamento; in codesta maniera si può
mantenere sotto controllo la distribuzione dei collegamenti.
Il motore vi ene normalme nt e fornito con il senso di
rotazione corretto; guardando la puleggia dell a cinghia di
trasmission e , rotazione a sinistra (sen so antiorari o).
Il senso di rotazione può essere cambiato tramite i
seguenti parametri:
–
Rotazione a d estra, guarda ndo la puleggia della
cinghia di trasmissione (in senso orario)
per Efka modula r = F 161-0
per Quick digital = 800-1
–
Rotazione a s i ni stra, guardando la puleggia della
cinghia di trasmissione (in senso antiorario)
per Efka modula r = F 161-1
per Quick digital = 800-2
Per poter avere l’accesso al livello di servizio per pot er
effettuare le regolazion i sul pannello comandi, consultare
il capitolo 11.2 oppure il libretto d’istruzioni del motore ad
esso allegato.
14
Distribuzione dei collegamenti nella spina "Perilex", vista
dalla parte da dove si effe t tuano i collegamenti.

9.2 Correzione dei valori di regolazione (Parametri)
Per adattare il motore alla rispettiva classe di macchina,
alcuni param et ri devono essere indispensabilmente
controllati ed eventualmente i valori impostati all’atto
della consegna devono essere variati.
A questo scopo il numero di parametro del parametro da
variare dev’essere selezionato ed il valore che appare sul
"Display" dev ’ essere aumentato (+) oppure diminuito (-).
In maniera particolare sono da control l are i seguen ti
numeri di param etro:
a) Velocità massima
F111 per il motore Efka modular
607 per il motore Quick digit al
Non si deve mai impostare una velocità superiore alla
velocità consentita e corrispondente alla rispettiva
classe di macchina rilevabile sotto il punto 1.2. Il
valore impos t ato appare su l "Display" come prima
informazione al momento dell’accensione della
macchina tramite l’interruttore principale.
In caso di motori a corrente alternata trifase, la velocità
massima (pedal e completamente premut o verso
avanti) dev’essere regolata tramite la scelta dell a
puleggia del m ot ore. Consultare il punto 4. 4.
La velocità massima indicata sul pannello comandi per
l’operatore dev’essere regolata nel parametro sopra
indicato cor ri spondentemente al valore effettivo dato
dalla puleggia del motore.
Una riduzione della velocità sotto il valore massimo è
possibile tramite il pannello comandi per l’operatore.
b) Posizione di riferimento (posizione 0)
F170 per il motore Efka modular
700 per il motore Quick digit al
Essa dev’esse re regolata prima d’inseri re la spina a 10
poli nel pannello comandi del motore.
Meccanicamente la posizione di riferimento è
raggiunta qu ando, girando il volantino in senso di
marcia, la ma cchina viene fermata nella posizione D.
Con questa r egolazione, nella maggior parte dei ca si , è
regolato automaticamente anche il posizionament o
dell’ago corrispondente all’intaglio F ed anche quello
corrispondente all’intaglio C. Una correzione di
queste posizioni dell’ago è possibile nei seguenti
parametri:
Per il motore Efka modular
F-171. Prima posizione dell’ago (intaglio F)
F-171. Seconda posizione dell’ago (intaglio C)
Per il motore Quick digital
702 - Prima posizione dell’ago (intaglio F)
703 - Seconda posizione dell’ago (intaglio C)
(Consultare il punto 11.)
15

c) 884 - Parametro di regolazione per il motore Quick
Con il valore regolato tramite il parametro 884, la
caratteristica di regolazione della velocità viene
adattata al corrispondente carico de l l a classe di
macchina che dev’essere posta in movimento.
Macchine pesanti necessitano un valore maggiore
rispetto alle macchine leggere.
L’impostazione di un valore eccessivo si può riconoscere
da un "brontolio" del motore udibile a basso numero
di giri.
L’impostazione di un valore troppo basso comporta dei
problemi di regolazione di velocitá quando la
richiesta di potenza diventa maggiore (per es.
durante il ciclo del rasafilo).
9.3 Funzionamento della fotocellula con il motore "Quick"
Sulla scheda del pannello comandi DB 5 esiste un
interruttore di commutazione a ponte per la
commutazione della sensibilità della fotocellula.
All’atto della fornitura del pannello comandi, codesto
interruttore è chiuso, in questo caso è impostata la
grande sensibilità ed in codesta maniera il pannello è
preparato per il collegamento della fotocellula a
riflessione tipo Weko 7245 (Nr. di particolare: Z133 103).
Fotocellule d i al t ra fabbricazi one (per es. Leu tze)
richiedono a volte una sensibilità ridotta, in questo caso il
ponte dev’essere aperto.
In caso di problemi di funzionamento della fotocellula
consigliamo il controllo di questo interruttore. Per
accedere all’interruttore bisogna aprire il frontalino del
pannello comandi per l’operatore.
16

10. Tastier a sul braccio della testa dell a macchina
–
Macchine dotat e del dispostiv o per la fermat ura
automatica della cucitura sono equipaggiate con la
tastiera 1 a quattro ta st i.
–
Fissare con le d ue viti 2 sul braccio della macchina
la tastiera che si trova negli accessori, come visibile
in figura.
–
Togliere il coperchio del filarello e porre il cavo di
collegamento nella canalina portacavi.
–
Far passare la spina attrav erso l’apertura della
tavola di supporto e col l egarla al pannello motore.
1
2
17

12
7
9
8
11
10
10
3
4
18

11 . Regolazione del sincronizzatore di posizionamento
Il disco di regolazione montato sull’albero superiore del
braccio della macchina ha degli intagli che sono
contraddistinti con delle lettere sul volantino della macchina.
le lettere e l’allineamento con il riferimento 4 danno la
posizione degli intagli nei quali la macchina può essere
bloccata inserendo il perno 3 che si trova negli accessori.
Dopo che il sincronizzatore di posizionam ento,
interruttore principale disinserito, è stato inserito sulla
flangia del volantino in maniera tale che che la sua sede
d’arresto sia inserita sull’apposito perno del carter
paracinghi a, le posizioni effettive di posizio namento
possono esser e controllate ed eventual m e nte corrett e
con rapidità .
1. Posizione
La macchina deve posizionare con l’ago in basso = intaglio F.
2. Posizione
La macchina deve posizionare nella posizione alta del
tendifilo = intaglio C
11.1 Motore posizionatore senza pannello di comandi esterno
Esempio Efka DC 16 00 DA 62 AV oppu re 6 F 62 AV
Attenzione!
Durante la regolazione dei dischi del sincronizzatore di
posizionamento disinserire l’interruttore principale !
ad
Prima posizione
1. Commutare verso destra l’interruttore S3 situato nel
pannello comandi del motore. (non per il 6 F 62 AV).
2. Azionare il pedale verso l’avanti e rilasciarlo.
3. Girare il volantino in senso di marcia ed inserire il
perno 3 nell’intaglio F.
4. Disinserire l’interruttore principale.
5. Girare il d i sco 7 fino a quando la feritoia di comando 8
si trovi dietro l’interruttore 9.
Seconda posizione
1. Commutare verso sinistra l’interruttore S3 situato nel
pannello comandi del motore.(non per il 6 F 62 AV)
2. Girare il volantino in senso di marcia ed inserire il
perno 3 nell’intaglio C
3. Girare il d i sco 11 fino a quando la feri t oi a di comando
12 si trovi dietro l’interruttore 10.
4. Estrarre i l perno.
Dopo aver post o del materiale da cucire sotto il pied i no,
controllare le posizioni e se necessario ripetere le
regolazioni.
19

11.2 Mo tore posizionatore co n pan nello di comand i esterno
Prima della messa in marcia, per il motore "Efka" dev’essere
impostata la po siz ione 0 e p er i l moto re " Quic k" dev e ess er e
impostata la posiz ion e d i rife rime nto, es se sono il pu nto di
riferimento per tu tte le po siz ion i de lla ma cc hina.
Questo punto di riferimento corrisponde all’intaglio D del
disco di regolazione = Punta dell’ago nella placca ago.
Per il fissaggio del sincronizzatore di posizionamento
"Efka" consul t are il punto 6.
Tutte le posizioni della macc hi na sono già st ate
preimpostate in fabbrica.
Sul sincronizza tore di posizionamento non d eve essere
effettuata alcuna regolazione meccanica. Il suo
cappellotto di protezione non può essere levato.
Le posizioni della macchina vengono registrate dal
sincronizzatore di posizi onamento in p assi (incremen ti) e
questi vengono visualizzati sul "Display". Un giro
completo è suddiviso nel motore "Efka" in 510 passi e nel
motore "Quick" in 480 passi.
a) Efka modular
Per impostar e la posi zion e 0 proc eder e nella seguen te manie ra:
1. Manten ere il pulsante P pr em uto.
2 Inserire l’interruttore principale. Sul "Display" appare
Code-Nr. C-0000.
3. Per entrare nel "Livello di servizio 1" ("Serviceebene
1") impostare il numero di codice Efka 1907
utilizzando i pulsanti 1....0.
4. Premere il pulsante E. -Sul "Display" appare
Parametro-Nr. F 100.
5. Tramite i pulsanti 1...0 impostare il numero di
parametro 170.
Taste E drüc ke n. - A p pare Service- Ro ut i ne 1 (Sr1).
Taste F drücken. - Appare "Posizione 0" (Position 0).
6. Girare il volantino per un giro intero nel senso di
rotazione della macchina e bloccare la macchina
nella posizione D tramit e i l perno d’arr esto che si
trova negli accessori.
Questa è la "Pos i zione 0", vale a d i re la posizione
assoluta di partenza dalla quale dipendono tutte le
posizioni della macchina che sono state regolate in
fabbrica.
7. Premere due volte il pulsante P.
Controllare le posizioni della macchina F e C.
Dopo di ciò la regolazione è terminata.
20

8.
Attenzione!
cucitura con un azionamento del dispositivo rasafilo;
solo dopo codesta operazione i valori impostati
vengono definitivamente memorizzati.
Se fosse neces sari a un a cor rezi one del le reg ola zioni
effettuate in fabbrica, per la programmazione delle posizioni
F e C bisogna procedere come descritto qui di seguito.
Attenzione! Per tutte le regolazioni si deve
assolutamente girare sempre il volantino nel senso di
marcia della macchina.
1. Se nel frattempo l’interruttore principale è stato
disinserito, s i deve procedere per prima cosa come
descritto so tto il punto " I mpostazione del punto 0" .
Se ciò non è il caso premere i l pulsante. - Sul
"Display" appare P170.
2. Premere 2 volte il puls ante E. - Sul "D i splay" appare l a
"Service Routine 2" (Sr2) (routine di servizo 2).
3. Premere il p ul s ante F appare "Posi zione 1".
Girare il volantino per almeno un giro e bloccarlo in
posizione F.
4. Premere il pulsante E. - Sul " Display" appare
"Posizione 2".
Bloccare il volantino in posizione C.
5. Premere 2 volte il puls ante P. In codesta m aniera viene
terminata la regolazione.
6.
Attenzione!
di una cucitura con l’azionamento del dispositivo
rasafilo.
Solo in codest a maniera la regolazione v i ene
definitivame nt e memorizzata.
Se non si esegue la cucitura e l’interruttore principale
viene disinserito vengono persi i dati di regolazione.
E‘ assolutamente necessario eseguire una
E‘ assoluta mente necessaria l’e secuzione
Il numero degl i i ncrementi che v i ene indicato è p er la
posizione F = 60 e per la posizione C = 438 ciascuno 2.
21

b) Quick digital
1. Manten endo premuti contemporaneamente i pulsanti G
e meno (-) inserire l’interruttore principale.
Sul "Display" appare * e per es. 3000. - L’asterisco
indica che si è in programmazione e 3000 per il
numero di giri/min.
2. Mantenere premuto il pulsante G e premere il pulsante
(-). Sul "Display" appare "EINGEBEN" "IMPOSTARE".
Rilasciare entrambi i pulsanti.
3. Premere il pulsante G tante volte fino a quando sul
"Display" appare G7 .....
4. Premere il pulsante F. Sul "Display" appare
7000*XXXX. XXXX è una cifra casuale che
corrisponde alla posizione sulla quale è stato fissato
il sincronizzatore di posizionamento.
5. Premere il pedale in avanti. - La macchina posiziona in
una posizione qualsiasi.
6. Girare il volantino nel senso di marcia della macchina e
bloccarlo nella sua posiz i one D.
Questa è la posizione di riferimento per tutte le
seguenti posizioni della macchina.
7. Estrarr e i l perno d’arre sto. Memorizzare la posizi one di
riferimento premendo il pedale.
8. Ricont rollare la posizione di riferimento D tramite il
perno d’arresto. - Se la posizione non è corretta, la
regolazione dev’essere ripetuta come descritto nei
punti 6 e 7.
9. Premere contemporaneamente i pulsanti G e meno (-).
Sul "Display" appare * MANUELL.
22
Controllare le posizioni F e C della macchina; in codesta
maniera la regolazione è normalmente terminata.
Se fosse necessaria una cor rezione delle regolazioni
effettuate dalla fabbrica, per la programmmazione delle
posizioni F e C della macchina procedere come descritto
qui di seguito.
Attenzione!
necessario girare il volantino sempre nel senso di marcia
della macchina.
Per tutte le regolazioni è assolutamente

1. Se nel frattempo l’interruttore principale è stato
disinserito si deve ricomin ci are come già descritto in
precedenza. In caso contra ri o premere
contemporaneamente i pulsanti G e meno (-) .
Sul "Display" appare "EINGEBEN" "IMPOSTARE".
2. Premere il pulsante F. - Sul "Display" appare 700
*XXXX = Valore della posizione di riferimento.
3. Premere ripetutamente il pulsante F fino a quando
appare 702* 0026.
Premere brevemente il pedale. - La macchina
posiziona nella posizione i m postata dal l a fabbrica.
Girare il volantino in senso di marcia della macchina
e bloccarlo con il perno d’arresto nella posizione F
(posizione bassa dell’ago).
4. Estrarre i l perno d’arresto. Premendo il pedale
memorizzare il valore. Controllare la posizione F
tramite il perno d’arresto. Se è necess ario ripeter e
ancora una volta la regolazione.
Attenzione!
regolazione delle posizioni già citat i possono variare di un
valore contenuto tra circa 0002 incrementi.
5. Premere una volta il pulsante F. - Appare sul "Display"
703* 0205.
Premere il peda l e. - La macchina posiziona nella
posizione impostata dall a fabbrica.
Girare il volantino nel senso di marcia della macchina
e bloccarlo nella posizione C (Posizione alta della
leva tendifilo).
6. Estrarre i l perno d’arresto. Premendo il pedale
memorizzare il valore.
Controllare la posizione C tramite il perno d’arresto.
Se è necessario ripetere la regolazione.
7. Premere i p ul santi G e meno (-). -Sul "Displa y" appare
* MANUELL. - In codesta maniera la macchina è
pronta per l’uso.
A causa delle tolleranz e i val ori di
Osservazione!
Il pannello comandi per l’operatore offre la possibilità di
commutare il "Display" su diverse lingue. A questo scopo
tramite il pulsante F impostare 733. Tramite i pulsanti oppure + scegliere la lingua desiderata.
Tramite il pulsante F ritornare nel parametro des i derato.
23

12. Funzioni di sollevamento ed abbassamento del rullo di
trasporto per le classi 273 und 274
Il rullo di trasporto vie n e automaticamente solle vato
all’alzata del piedino pressore e durante la fermatura
della cuci tura.
La funzione d’abbassame nto può essere realizzata come
discesa immediata (senza ritardo) oppure come discesa
dopo un numero di punti preimpostato.
Ciò dev’essere preimpostato a priori utilizzando il
corrispondente numero di parametro. Per la necess aria
entrata nel livello di servizio consultare il punto 11.2.
a) Efka modular oppure b) Quick digital.
Tipo del motore Efka modular Quick digital
Flip-Flop
Mode
Scendere dopo
un numero
di punti
Discesa
senza
ritardo
Parametro 190
Flip-Flop 5
Parametro 191
Impostare il numero
di punti (max.254)
Parametro 191
Impostare il numero
di punti su 0
Parametro 510
Flip-Flop 5
Parametro 550
Impostare il numero
di punti (max.254)
Parametro 550
Impostare il numero
di punti su 0
24

13. Funzioni d’inserimento e disinserimento del coltello
per le classi 272 - 640142 e - 740142
Per poter ese guire con la 27 2 - 640142 le funzioni
descritte qu i a seguito, es sa dev’essere equipaggiata con
la dotazione supplementare Z124 401. La dotazione
supplementare consiste nell’azionamento
elettropneumatico del coltello tagliabordo.
Le diverse funzi oni d’inserimento e disinseri mento
possono esser e i mpostate co n i corrispondenti numeri di
parametro sul pannello comandi per l’operatore.
Per la necessaria entrata nel livello di servizio consultare
il punto 11.2 a) Efka modul ar oppure b) Quic k digital.
Tipo del motore Efka modular Quick digital
Modo
Flip-Flop
Inserito dopo
un numero
di punti
Disinserito dopo
un numero
di punti
Ins.-disinserito
manualmente
con il pulsante
Disin. dopo il
Rasafilo
Ins.-disinserito
tramite pedale con
segnale marci a mot.
Parametro 190
Flip-Flop 6
Parametro 192
Impostare il numero
di punti (max.254)
Parametro 193
Impostare il numero
di punti (max.254)
Parametro 192 su 0
Parametro 193 su 0
Parametro 194 su Off
Parametro 194 su On Parametro 504 su 2
Parametro 190
Flip-Flop 3
Parametro 510
Flip-Flop 6
Parametro 551
Impostare il numero
di punti (max . 254)
Parametro 552
Impostare il numero
di punti (max . 254)
Parametro 552 su 0
Parametro 551 su 0
Parametro 504 su 1
Parametro 510
Flip-Flop 3
25
 Loading...
Loading...