

Page 1
Inhalt Seite:
Home
T eil 2: A ufstell anleitung Kl. 271-2 74
1. Allgemeine Informat i onen
1.1 Sicherheitshinweise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Maschin enbetrie b ohn e Nähgut . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 Tischpl atten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Gestell montieren
3. Tischplatte komplettieren und anschrauben
4. Nähantrieb mit der Tischplatte verbinden
4.1 Allgemeine H inweise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.2 Motorty p je n ach Unterklasse und Zusatzausstattung . . . . . . . . . . . 7
4.3 Antrieb sbefestigung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Stichzahlen fü r Dr ehstromantrieb e i n Abhängigkeit vo m m i t tl eren
Riemens cheibend urchmesser . . . . . . . . . . . . . . . . . . . . . . . . 8
4.5 Motorsc hutzschalter einstellen . . . . . . . . . . . . . . . . . . . . . . . 9
5. Oberteil einsetzen, Keilriemen aufle g en, Riemenschutz,
Handrad und Pedal anbringen
6. Steckverbindungen zur Motorsteuerung herstellen und
Positionsgeber anbringen
7. Druckluft-Wartungseinheit anschließen
8. Maschine in Betriebsbereitschaft bringen und N äht es t v o rnehmen
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . . . . . . . . . . . . 2
. . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . 9
. . . . . . . . . . . . . . . . . . . . . . . . . 11
. . . . . . . . . . . . . . . . . 12
. 13
9. Hinweise vor Inbetriebnahme eines Nähantrie bes mit digitaler
Steuerungstechnik
9.1 Netzanschluß und Drehr i chtung eines Glei chstrom-Nähant riebes . . . . 14
9.2 Kor rektur der Einstellwerte (Parameter) . . . . . . . . . . . . . . . . . . 15
9.3 Lichtschran ken funkt ion bei Qu ick . . . . . . . . . . . . . . . . . . . . . . 16
10. Taster am Armkopf
11. Einstellen des Positionsgebers
11.1 Positionier antrieb o hne e xternem Bedienfeld . . . . . . . . . . . . . . . 19
11.2 Positionier antrieb mit externem Bedienfeld . . . . . . . . . . . . . . . . 20
12. Anhebe- und Absenkfunktionen der Transportwalze bei
Klasse 273 und 274
13. Ein- und Ausschaltfunktionen des Kantenschneiders bei
Klasse 272-640142 und -740142 . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
25
Page 2
1. Allgemeine Inform ationen
1.1 Sicherheitshinweise
Zur besonderen Beachtung!
Die Netzspannung und die auf dem Motortypenschild angegebene Betriebsspannung müssen übereinstimmen.
Alle Arbeiten an der elektris chen Ausrüstun g sind nur von
den dazu befugten Personen auszuführen und bei herausgezogenem Netzstecker vorzunehmen
Die Sicherhe i tshinweise sind zu beachten.
Das Aufstelle n i st gemäß den n ac hstehenden An gaben
vorzunehmen.
–
Die elektrisch en Anschlüsse sind au s dem Bauschaltplan ersichtlich
–
Die unterkl assenspezifische B el egung der Ein- un d
Ausgänge sowie die entsprechenden ParameterNrn. sind im Datenblatt aufg eführt.
–
Alle erforderlichen Teile liegen im Beipack.
1.2 Maschinenbetrieb ohne Nähgut
In diesem Fall m üssen vorher die Nähfüße in der gel üfteten Stellung arretiert werden .
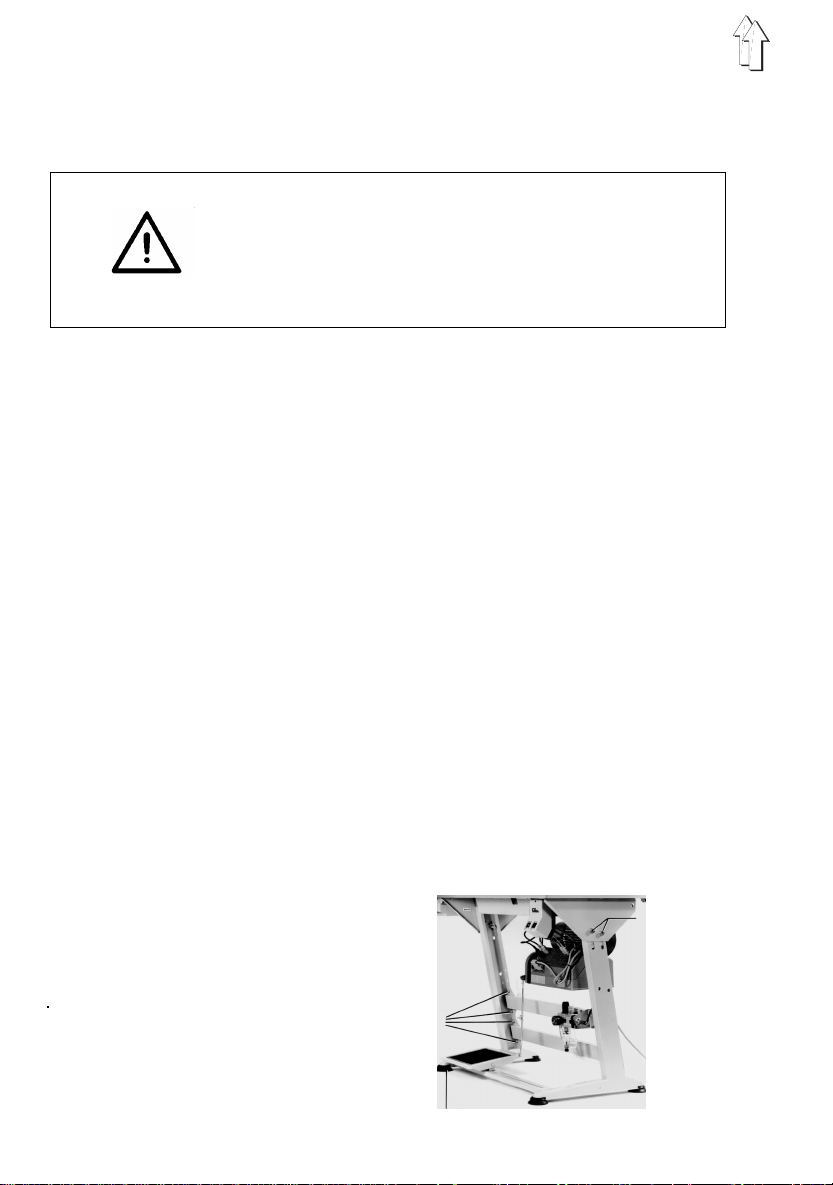
1.3 Tischplatten
Die Ausschnitt e v on selbsterstell ten Tischpl att e n m ü ssen
die in den Skizzen angegebenen Maße haben.
Außerdem müssen die Tischplatten die notwendige Tragfähigkeit und Festigkeit au fweisen.
2. Gestell monti eren
Die Gestellteil e, wie aus der Abbildung ersichtlich, montieren.
Die beiliegenden Gestellfüße 1 aufschieben.
Der sichere Stand des Gestells kann nach Lösen der
Schrauben 2 erreicht werden.
Die gewünschte Arbeitshöhe und eine waagerechte Ar-
beitsebene läßt sich nach Lösen der Schrauben 3 einstellen.
3
2
1
2
Page 3
Schnitt - Selection
A - A
unbemaßte Radien R9
undimension radius R9
Ankörnung für Befestigung
des Gestells auf Tischplat-
tenunterseite
Ref. mark for fastening the
stand on the r eserve of the
table
* auf Wunsch
Oberseite
Top side
* on request
Schnitt - Selection
B - B
3
Page 4
Schnitt / Section
C - C
Einzelheit / Detail
X
791 1012
1
791 1011
Auflagepunkt /
Supporting point
2
ab/from
bis/till
10/93
9.93
Einzelheit / Detail
Y
3
4
5
8
7
6
4
Page 5

3. Tischplatte komplettieren und anschrauben
–
Verstärkungsstrebe 2 zw i schen den Ausschnitten für
das Oberteil und den Motorriemen anschrauben.
–
Kabelkanal 5 und Halter für die Zugentlastung der
Leitungen an die Unterseite der Tischplatte schrauben.
–
Hauptschalter 6 anschrauben.
–
Nählichttraf o anschrauben, s o f ern vorhanden.
–
Elektrische Lei t ungen verlegen.
–
Schublade 8 mit ihrer Halterung anschrauben.
–
Tischplatte mit Holzschrauben B8x35 auf das Gestell
schrauben. Die Position der Tischplatte zum Gestell
geht aus der Ankörnung auf der Tischplatte nu nt e rseite hervor. Siehe Maßsk izze.
–
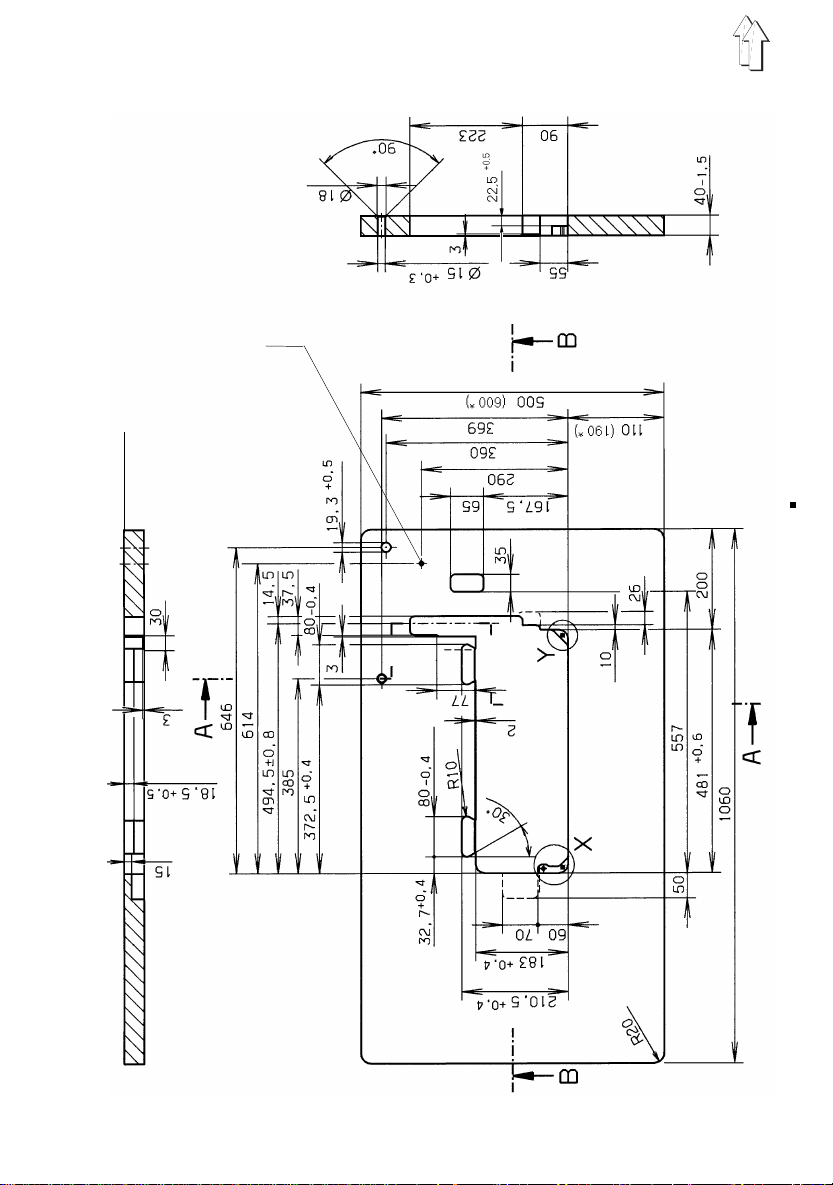
Scharnierunterteile 3 für di e Maschinenscharniere in
die Ausnehmungen der Tischplatte drüc ken und verschrauben.
–
Für die vordere Auflage des Maschinenoberteiles
zwei Auflagestopfen in die Tischpla t te einsetzen un d
Druckfedern aufschieben. Der linke Stopfen 1 ist unbedingt in die Bohrung gemäß Schnitt C-C und der
rechte Stopfen in die Bohrung gemäß Einzelheit Y
einzusetzen . Die an der Tischplattenunterseite überstehenden Enden der Stopfen sind abzuschneiden.
Technische Besonderheit!
Durch die Anordn ung de s li nken Aufn ahm estopfens 1 ergibt sich ein Herausheben des linken
Maschinenscharniers um ca. 1mm und somit eine
Entkopplung von der Tischplatte.
–
Ölfangblech 7 mit Holzschrauben so unter die Tischplatte schrauben, daß zwischen rechter Kante Ölfangblech und rechter Kante Tischplattenausschnitt
ein Abstand von 55 mm vorhanden ist. Öl f an gblech
zur Vorder- und Hinterkante des Tischplattenausschnittes so ausrichten, daß das Maschinenoberteil
beim Umlegen nicht anstößt. Der Kniehebel darf später unter Berücksichtigung aller Einstellmöglichkeiten nicht an das Ölfangblech anstoßen.
5
Page 6

4. Nähantrieb mit der Tischplatte verbinden
4.1 Allgemeine Hinweise
Für die 271, 272, 273 und 274 stehen komplet te A n t ri e bspakete zur Verfügung, die aus dem Nähant rieb, dem
Hauptschalter mit den Leitungen, den Keilriemenscheiben, dem Keilriemen und diversen Teilen bestehen.
Die Kupplung smotoren für Drehstrom sind in d er Normalausführung für 3x380-400V 50 Hz ausgelegt. Die
Drehzahl beträgt 2800 U/min. Drehstrommotoren für andere Netzspannungen erhalten Sie auf Anfrage.
Die für diese Maschinen eingesetzten Gleichstromantriebe werden mit einer "Einphasen-Wechsel-Spannung" betrieben. Deshalb müssen die Ansc hl üsse bei mehreren
Maschinen gleichmäßig auf die einzelnen Phasen des
Drehstromnetzes verteilt werd en. Andernfalls kann dieses
zur Überlastung einzelner Phase f ühren
Der je nach Unterklasse und Zusatzausstattung erforderliche Motortyp ist aus der nachstehenden Übersicht in Abschnitt 4.2 ersichtlich.
Achtung!
Wenn Nähantriebe für die 273 und 2 74 angebracht werden, ist bei der anschließenden Inbetriebnahme zu prüfen, ob in der Motorsteuerung die richtigen Funktionen für
die Transportwalze eingegeben sind. Siehe Abschnitt 12
Wenn die el ektrische Aus rüstung nicht v on DÜRKOPP A DLER geliefert wird, ist die Prüfung gemäß^
EN 60204-3-1 bzw. JEC 204-3-1 vorzunehmen.
6
Page 7
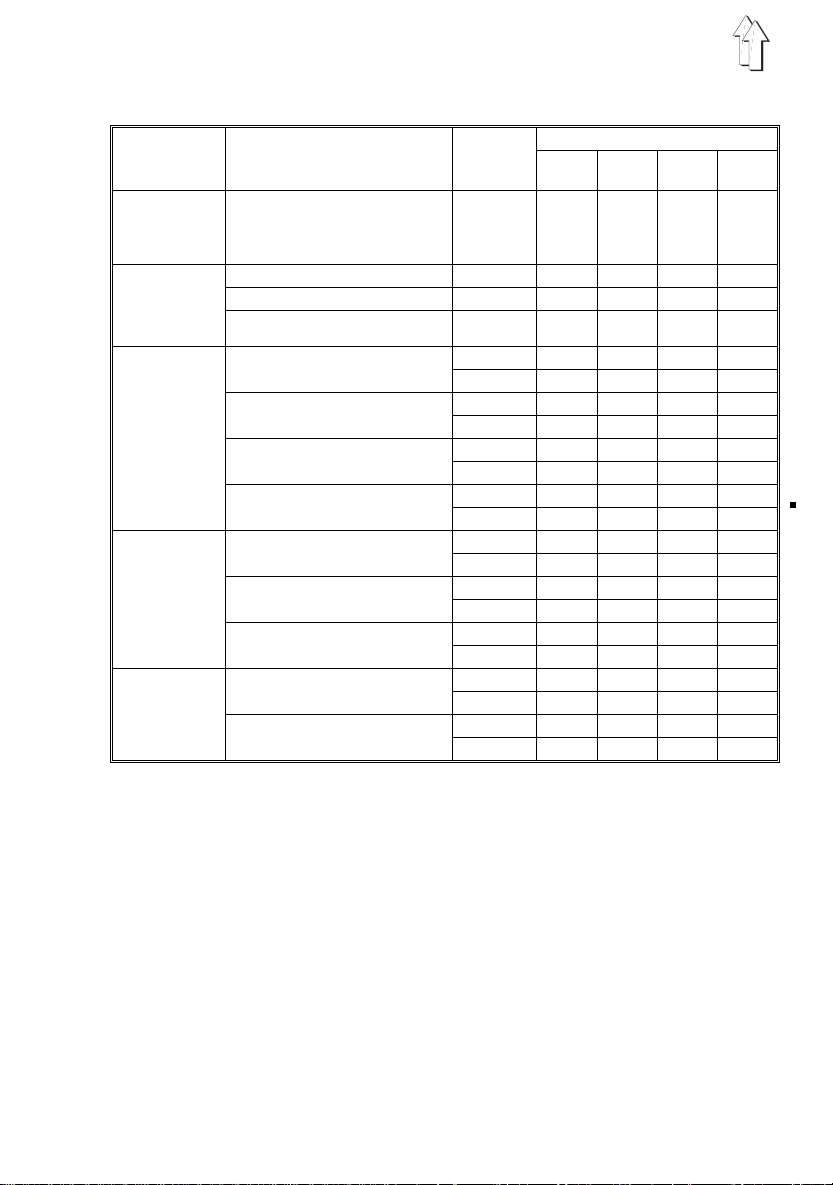
4.2 Motortyp je nach Unt erklasse und Zusat zausstattung
271 272
273 274
Unterklasse
-140041
-640141
-140042
-160062
-240042
-640142
-140042
-160062
-240042
-640142
-740142
-140042
-160062
Z120181
Z133371
Z1166741
Z124401
o
Motortyp
Bedienfeld
( )Wunsch
Zusatzausstattung
Z120
Z133
1801
371
Z116
6741
FIR 1100F-ZT37
Efka VD552/6F62AV
Efka DC1600/DA62AV
- x---
Quick QD552/D21K01
FIR 1180F70 670 x - - -
Efka VD552/6F62AV V62 x - - -
Efka DC1600/DA62AV (V62) x - - -
V720 x - - x
1)
1)2)
1)2)
2)
1)
V730 x x - x
DB4x---
DB5 x x - V720 x - - x
V730 x x - x
DB4 x - - x
DB5 x x - x
V720 x - - o
V730 x x - o
V720 x - - o
V730 x x - o
DB4 x - - o
DB5 x x - o
V720 x - x
V730 x x x
DB4 x - x
2)
DB5 x x x
3)
3)
3)
3)
Efka VD552/6F72CV2049
Quick QD552/D40K02
Efka DC1600/DA82CV
3201
Quick QE6040/D40S02
Efka VD552/6F72CV2049
Efka DC16 00/DA82C V3201
Quick QE6040/D40S02
Efka DC1600/DA82AV
3207
Quick QE6040/D50S01
1) Für die Klassen 273 und 274 können nur die mit
gekennzeichneten Antriebe verwendet werden.
2) Gleichstrom-Positionierantriebe für den Anschluß an
1x220-240V 50/ 60Hz
3) Nicht für Kl assen 273 und 274
–
Fadenwischer
–
Lichtschranke f ür Nähstop am Naht ende mit Folgefunktionen
–
Vorrichtung zum Nähen mit zwei voreingestellten Nadelfadenspannungswerten. Siehe unter 1.3 Zusatzausstattungen.
–
Elektropneu m at i sche Betätigung zum Ein- und Aus schalten des Kantenschneiders durch Taster für 272-
640142.
–
Bei Unterklasse -740142 serienmäßig.
Z124
401
-
-
-
-
1)
7
Page 8
4.3 Antriebsbefestigung
–
Den Antrieb mi t s ei n em F uß an der Tischplattenunterseite befe st igen. Dazu die 3 Sechskantschrauben
M8x35 in die Ei nschraubmuttern 4 (siehe Tischplattenmaßskizze) einschrauben.
–
Mit dem im Antriebspaket befindlichen Erdungskabel 2 eine Verbindung vom Motorfuß zur Unterseite
der Maschine herstellen.
–
Dabei die Öse des Kabels mit einer M4-Schraube an
der im Motorfuß vorhandenen Gewindebohrung befestigen.
–
Das Kabel durch das Ölfangblech fü hren und die
Steckleiste Flachstecker 1 wie aus der Abbildung ersichtlich anbringen.
–
Das Erdungskab el di e nt zum Ableiten der statischen
Aufladung des M aschinenoberteil es über den Motor
zur Masse.
–
Keilriemenscheibe auf der Motorwelle befestigen.
–
Die Anordnun g d er Anschlüsse am Trafo des Nähantriebes prüfen und falls erforderlich entsprechend
der vorhandenen Netzspannung ändern. Siehe beiliegenden Bausch al tplan.
1
2
4.4 Stichzahlen in Abhängigkeit vom Riemen scheibendurchmesser
Stichzahlen für Drehstromantriebe
Stiche/min 50 Hz 60 Hz
3800
4000
4200
4500
4800
5000
5500
Gleichstromantriebe
Deshalb ist hier ein kleinerer Riemenscheibendurchmesser zu wählen.
Als Faustregel gilt:
Riemenscheib endurchmesser für Wechs el stromantriebe mi nus 30% ergibt den geeigneten Durchmesser für Gleichstromnähantriebe.
Die Motordrehzahl läßt sich außerdem am Bedienfeld regeln.Siehe Motorbetriebsanlei tung.
8
80 mm
85 mm
90 mm
95 mm
100 mm
106 mm
112 mm
erreichen er heblich höhere Drehzahlen als Drehstromantriebe.
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
Page 9

4.5 Motorschutzschalter einstellen
Motortyp Netzspannung
3 x 380-400V 3 x 220-230V 3 x 415-440V
FIR 1,6A 2,7A -
Efka VD552/.... 2,5A 4,2A 2,4A
Quick 1,9A 3,3A 1,7A
5. Oberteil einsetzen, Keilriemen auflegen, Riemen
schutz,Handrad und Pedal anbringen
–
Maschinenoberteil in den Tischplattenausschnitt einsetzen
–
Die für das Umlegen der Maschine erforderliche
Stütze 2 einschl agen. (Nicht bei Kl assen 273 und
274.)
–
43 2
5
6
Den im Beipack liegenden Arretierstift 4 in einen der
Einschnitte der eingebauten Justierscheib e einstecken.Handradschrauben lösen und Handrad
entfernen.
–
Bei Maschinen mit Fadenabschneider und Verriegelungsautomatik die markierte Öffnung 6 für den
Steckanschluß mit Hilfe eines Schraubenziehers aus
dem Riemensch ut z herausbrechen.
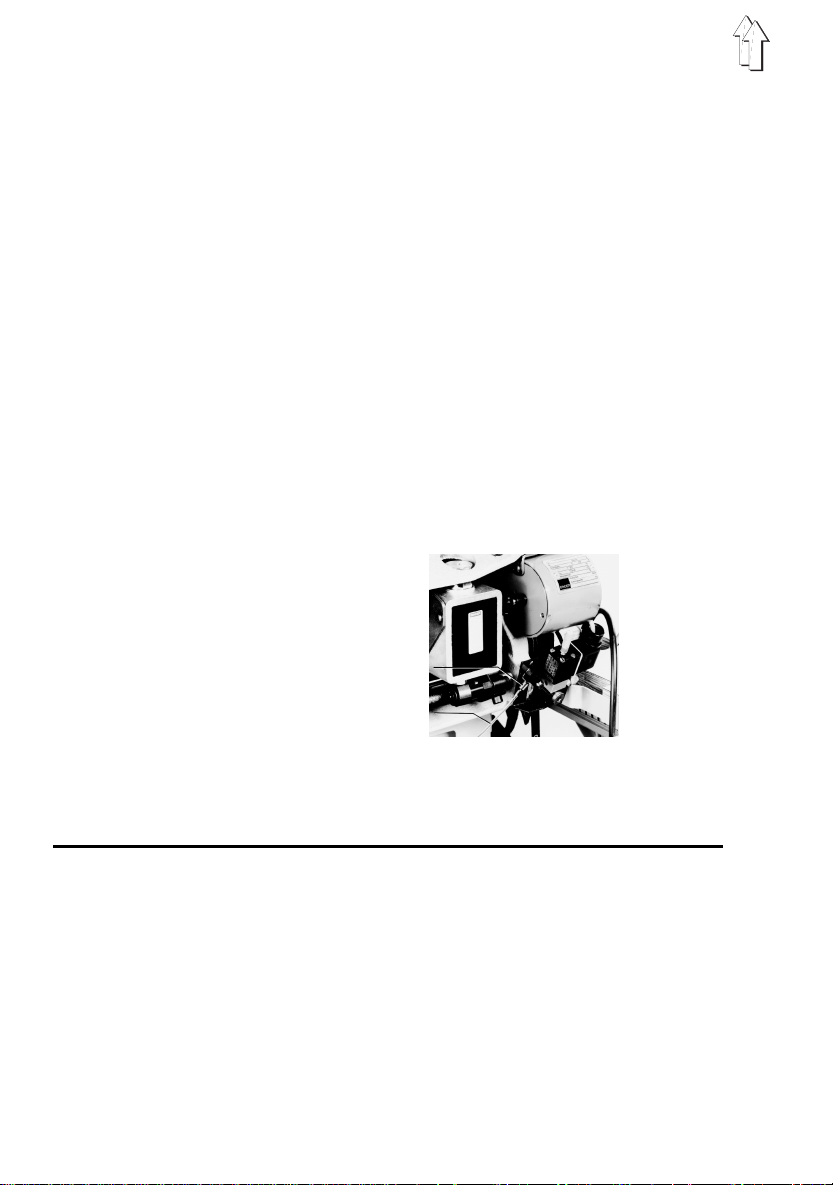
–
Wie nebenste he nde Abbildung zeigt, steckt man zunächst den Keilriemen von außen durch den Riemenschutz und führt beide Teile über die Riemenscheibe
an das Oberteil heran.
–
Den Keilrieme n auf die Riemens cheibe am Handrad
legen.
–
Die vier Schrauben 5 des Riemenschutzes anziehen.
–
Anschließend d as Maschinenobert eil nach hinten um legen und den Keilriemen auf di e M otorscheibe aufl egen.
–
Beim Umlegen mu ß der Riemenschutz un gehindert
in den Tischplattenausschnitt eintauchen.
–
Durch Schwenken des Motors den Keilriemen so
spannen, daß er sich in der Mitte noch um etwa
10 mm ohne großen Kraftaufwand nach innen
drücken läßt.
–
Motorriemenschutz anschrau ben und dabei dessen
Nocken so einst el l en, daß der Riemen bei nach hinten geschwenkter Maschine in der
Keilriemens cheibe liegen blei bt.
9
Page 10

Achtung!
Die Bohrungen zum Befestigen des Handrades s i nd
asymetrisch angeordnet.
–
Beim Anbringe n des Handrades den im Beipack befindlichen Arretierstift 4 durch Bohrung 3 in den tieferen Einschnitt A der auf der Armwelle angebrachten
Justiersch ei be stecken.
–
Handrad mit Buchstabe A auf Markierung 7 stellen
und Schrauben 8 fest einschra uben.
4873
–
Das Trittgestänge 9 so einstellen, daß das Pedal 10
eine Stellung von 10 Grad zur Waager echten einnimmt, d.h., m i t seiner Vorderkante niedri ger und mit
seiner Hinte rkante leicht erhöht steht.
–
Aus ergonomisc hen Gründen soll das Pe dal in seitlicher Richtung auf der Gestell st rebe so befestigt
sein, daß die Pedalmitte etwa unterhalb der Nadel
steht.
10
9
10
Page 11

6. Steckverbindungen zur Motorsteuerung herstellen und
Positionsgeber anbringen
–
Alle elektri schen Anschlüsse zum Maschinenoberteil
werden über die zentrale Steckverbindung 16 geführt. Die Leitung komplett mit Kupplung und Stecker
für die Motorsteuerung liegt im Beipack.
–
Bei gleichzeitig gedrückten Rastknöpfen 15 kann die
Kupplung he rausgezogen werden.
–
Falls vorhande n, das externe Bedienf eld am Maschinenarm, mit Schrauben 17, b ef estigen.
–
Die Leitungen für Taster und evtl. Nä hl euchte im Leitungskanal des Maschinenoberteiles verlegen. Dazu
den Spulerdeckel entfernen.
–
Den Positionsgeber bei ausges chaltetem Haupt schalter so auf de n Handradflansch aufstecken, daß seine
Nut über den Haltestift am Riemenschutz greift.
–
Bei Efka-Motoren m it
Handrades (Nadelspitze in der Stichplatte) auf Marke 11 stellen und den Arretierstift einstecken.
–
Strichmarke 12 und Einkerbung 13 ge nau zur
Deckung bringen.
–
Schrauben des Positionsgebers anziehen.
–
Dieses ist die Position 0, d.h., der abhängige Ausgangspunkt für alle werksseitig eingestellten Maschinenpositionen.
–
Bei so angebrachtem Positions geber ist die werk sseitig eingestellte untere und obere Nadelposition gegeben.
Andere Motoren
Hier sind die Maschinenpositionen nach Befestigen des
Positionsg eb ers gemäß Abschnitt 11. zu prüfen bzw. einzustellen.
Bedienfeld
11
Position D des
12 13
17
14
15
16
11
Page 12

7. Druckluft-Wartungseinheit anschließen
–
Beim Betrieb bestimmter Unterklassen und Zusatzausstattungen ist die Versorgung mit wasserfreier, leicht geölter Druckluft erforderlich.
–
Die Wartungseinhe i t, wie aus der Abbildung ersichtlich, am Gestell befestigen.
–
Die Pu3-Schlauchverbindung 1 zwischen Wartungseinheit und Maschinenoberteil herstellen.
–
Die Wartungseinheit mit kundeneigenem Anschlußschlauch 4 und Anschlußteilen an das Druckluft-Leitungs netz anschließen.
–
Bei nicht an geschlossener oder abgesperrter Druckluft nach Herausdrehen der Schraube 2 den Ölvorratsbehälter 3 bis zur Rilllenmarkierung mit Schmieröl ESSO SP-NK 10 füllen.
–
Nach Hochziehen und Drehen des Griffes 5 Betriebsdruck von 6 bar einstellen.
5
4
1
2
3
12
Page 13

8. Maschine in Betriebsbereitschaft bringen und Nähtest
vornehmen
–
Maschine nach dem Versand reinigen.
–
Den Garnständ er gemäß nachstehen der Skizze befestigen.
–
Wie dargestellt die Fadenlöcher mit beiliegenden
Stopfen schließen.
–
Nadel- und Spulenfaden dürfen nur durch je ein Fadenloch gefä delt werden.
–
Die Ölbehälter für Greiferschmierung und zentrale Öldochtschmierung bis zur Marke "Max" mit Öl füllen.
Siehe Abschnitt 4 der Bedienanleitung.
–
Als Schmieröl ist ESSO SP-NK 10 oder ein unbedingt dieser Qualität glei chwertiges Öl zu verwenden.
–
Netzstecker einstecken. Durch kurzzeitiges Einschalten des Motorschutzschalters bei
trieben die Drehrichtung am Lüfterrad des Motors
feststellen.
–
Maschinendrehrichtung siehe Pfei l am Riemenschutz.
–
Bei falscher Drehrichtung 2 Phasen im Netzsteck e r
tauschen.
–
Maschine einige Minuten mit geringer Drehzahl laufen lassen , bevor mit zulässiger Höchstdr ehzahl genäht wird.
–
Die Fördermenge des Nebelölers (ca. 1 Tropfen bei
15 Arbeitsspielen) kontrollieren und bei Bedarf korrigieren. Siehe Abschnitt 4 der Bedienanleitung.
Drehstrom-Nähan-
13
Page 14

9. Hinweise vor Inbetriebnahme eines Nähantriebes mit
digitaler Steuerungstechnik
Vor Inbetriebnahme dieser Antriebe sind die nachfolgend
aufgeführten Hinweise besonders zu beachten, um Antrieb und N ähmaschine vor B e schädigung zu schützen.
Die dem jeweiligen Nähantrieb beiliegende Betriebsanleitung ist unbedingt zu beachten.
9.1 Netzanschluß und Drehrichtung eines Gleichstrom-Nähan triebes
Durch interne Umschaltung kann der Antrieb auf Netzspannungen zwischen 190 V und 240 V (50 und 60 Hz)
umgeschalt et werden.
Werkssei t i g wi r d der Antrieb mit einem Schukostec ker geliefert. Falls der Anschluß an ein Drehstromnetz gefordert
wird, kann der Schukostecker gegen einen Perilexstecker
ausgetauscht werden. Er wird an eine der 3 Phasen (L1,
L2 oder L3), den Null-Leiter (N) und den Schutzleiter (
oder PE) angeschlossen.
An einem Drehstromnetz soll en die Motoren gl ei chmäßig
auf die 3 Phasen verteilt angeschlossen werd en.
Wir empfehlen eine Markierung der Perilexstecker damit
von außen erkannt werden kann, welche Phase angeschlossen ist. Eine Übersicht über die Verteilung wird dadurch möglich.
Der Antrieb wird normalerweise mit richtiger Mas ch inendrehrichtung, d.h. Linkslauf (gegen Uhrzeigersinn)
ausgeliefert.
Die Drehrichtung kann an folgenden Parametern verändert werden:
–
Rechtslauf mit Blick auf Keilriemenscheibe (im Uhrzeigersinn)
bei Efka modular = F161-0
bei Quick digital = 800-1
–
Linkslauf mi t Blick auf Keilrie m enscheibe (gegen Uhrzeigersinn )
bei Efka modular =F161-1
bei Quick digital = 800-2
Zum erforderli chen Eintritt in di e Serviceebene der Steuerung siehe Abschnitt 11.2 oder die beiliegende Motorbetriebsanleitung.
14
Anordnung der A n schlüsse im Perilexsteck er. Von der Anschlußseite ge sehen.
Page 15

9.2 Korrektur der Einstellwerte (Parameter)
Zur Anpassung des Antriebes an die jeweilige Maschinenklasse müssen ei nige Parameter unbedingt über prüft und
gegebenenfalls die bei Auslieferung eingestellten Werte
verändert werden.
Hierzu muß die Pa rameter-Nr. des zu verä ndernden Parameters angewählt und der im D i splay erscheinende Wert
erhöht (+) bzw. verrin gert (-) werden.
Besonders zu beachten sind folgende Parameter-Nrn.:
a) Maximale Drehzahl
F111 bei Efka modular
607 bei Quick digit al
Es darf keine größere Stichzahl/m i n. eingestellt werden,
als gemäß Absc hnitt 1.2 der anzutreibenden Maschinenklasse zugelassen ist. Der eingestellte Wert wi rd
nach Einscha l ten des Hauptschalters als erste Informtion im Display angezeigt.
Bei Drehstrom-Nähantrieben muß die Max. Stichzahl/min. (Pedal völlig niedergetreten) durch die Wa hl
der Motorriemenscheibe bestim m t werden. Siehe Abschnitt 4.4.
Die im Bedienf el d angezeigte max. Stichzahl/min. muß
im obengenann ten Parameter entsprechend dem
Wert der Motorriemenscheibe eingestellt werden.
Eine Stichzahlreduzierung unter Max. ist dann am Be dienfeld möglich.
b) Referenzposition (0-Position)
F170 bei Efka modular
700 bei Quick digit al
Unbedingt vor Einstecken des 10-poligen Masch i nensteckers in die Motorsteuerung einstellen. Die Referenzposition ist erreicht, wenn das Handrad in Laufrichtung gedreht und in Positi on D arretiert wi rd.
Mit dieser Einstellung sind gleichzeitig die Nadelposition
Einschnitt F und die Nadelposition Einschnitt C für
die meisten Anwendungsfälle richtig eingestellt.Ko rrekturen dieser Nadelpositionen sind möglich in den
folgenden Par am etern:
Bei Efka modular
F-171. 1- Nade l position Einschnitt F
F-171. 2- Nade l position Einschnitt C
Bei Quick digital
702 - Nadelpo si tion Einschnitt F
703 - Nadelpo si tion Einschnitt C
(Siehe Abschnitt 1 1.)
15
Page 16

c) 884 - Regelparameter bei Quick
Mit dem im Parameter 884 eingestellten Wert wird die
Drehzahlregelcharakteristik an die jeweilige Last der
anzutreibenden Maschinenklasse angepaßt. Schwere
Maschinen verlangen einen höheren Wert als leichte
Maschinen.
Einen zu groß eingestellten Wert erkennt man an einem
hörbaren "Motor knurren" in niedrigen Drehzahlbereichen.
Ein zu klein eingestellter Wert zeigt sich in Regelproblemen bei erhöhter Leistungsanforderung (z.B. Fadenschneiden).
9.3 Lichtschrankenfunktion bei Quick
Auf der Leiterplatte des Bedienfeldes DB 5 befindet sich
ein Drahtschalter für die Umschaltung der Li chtschrankenempfindlichkeit.
Bei Auslieferung des Bedienfeldes ist dieser Schalter geschlossen, d.h. es ist die große Empfindlichkeit eingeschaltet und somit vorbereitet für den Anschluß der Reflexlichtschranke Weko 7245 (Teile-Nr.: Z133 103).
Lichtschranken anderer Hersteller (z.B. Leutze) verlangen teilweise eine reduzierte Empfindlichkeit. In diesem
Fall muß der Drahtschalter geöffnet w erden.
Bei Funktionsp roblemen mit der L i chtschranke empfehlen
wir auch diesen Schalter zu überprüfen. Dazu muß die
Vorderseite des Bedienfeldes geöffnet werden.
16
Page 17

10.Taster am Armkopf
–
–
–
–
Maschinen mit Verrieg elungsautomatik sind serienmäßig mit dem Vierfachtaster 1 ausgestattet.
Den im Beipack liegenden Taster, wie aus der Abbildung ersicht l i ch mit den zwei Schrau ben 2 am
Armkopf befestigen.
Spulerdeckel entfernen und Zuleitung im Kabelkanal
verlegen.
Den Stecker durch den Tischplattend urchbruch führen und in die Motorsteuerung einstecken.
1
2
17
Page 18

12
7
9
8
11
10
10
3
4
18
Page 19

11 .Einstellen des Positionsgebers
Die im Maschine narm eingebaute Justierscheibe ist mit
Einschnitten versehen, die durch Buchstaben auf de m
Handrad geken nzeichnet sind.
In Verbindung mit der Markierung 4 geben die Buchstaben die Lage der Einschnitte an, in der die Maschine mit
beiliegenden Stift 3 arretiert werden kann.
Nachdem der Po sitionsgeber
schalter so auf dem Handradfl ansch befestigt i st, daß seine Nut über den Haltestift am Riemenschutz greift, kann
man die Positionen schnell prüfen bzw. einstellen.
1. Position
Die Maschine soll in Tiefstellung der Nadel anhalten = Einschnitt F.
2. Position
Die Maschine so l l i n Hochstellung des Fadenhebels anhalten = Einschnit t C
11.1 Positionierantrieb ohne externem Bedienfeld
Beispiel Efka DC 1600 DA 62 AV oder 6 F 62 AV
Achtung!
Beim Verstellen der Pos i tionsgeberscheiben Hauptschalter Aus !
bei ausgesch al t etem Haupt-
Erste Posi tion
1. Schalter S3 an der Motorsteuerung nach rechts stellen.
(Nicht bei 6 F 6 2 AV).
2. Pedal vorwärts betätigen und loslassen.
3. Handrad in Drehrichtung drehen und Stift 3 in Einschnitt F arret i eren.
4. Hauptschalter ausschalten.
5. Scheibe 7 drehen, bis Steuersch l i t z 8 hinter dem Schalter 9 steht.
Zweite Position
1. Schalter S3 an der Motorsteuerung nach links stellen.(Nicht bei 6 F 62 AV)
2. Handrad in Drehrichtung weiter drehen und mit Stift 3
in Einschnitt C arretieren.
3. Scheibe 11 drehen, bis Steuerschlitz 12 hinter Schalter
10 steht.
4. Stift herausziehen.
Bei untergelegtem Nähgut die Positionen prüfen. Falls erforderlich, Ei nstellvorgang wiederholen.
19
Page 20

11.2 Positionierantrieb mit externem Bedienfeld
Vor der Inbetriebnahme ist lediglich bei Efka die Position
0 bzw. bei Quick die Ref erenzposition e inzugeben, die
Ausgangspunkt für alle Maschinenpositionen ist.
Dieser Ausgan gspunkt entspricht Einschnitt D der Justierscheibe = Nadels pi tze in der Stichplatte.
Bei der Befestigung der Efka Positionsgeber beachten
Sie Abschnitt 6.
Alle Maschin enpositionen sind werksseitig pr ogrammiert.
Am Positionsgeber müssen mechanisch kleine Einstellun-
gen vorgenommmen werden. Seine Haube ist nicht abnehmbar.
Die Maschinenpositionen werden vom Position sgeber in
Schritten (Inkrementen) erfa ßt und im Display ange zeigt.
Ein ganze Umdrehung ist bei Efka in 510 und bei Quick in
480 Schritte unterteilt.
a) Efka modular
Zum Eingeben der Position 0 verfährt man wie folgt:
1. Taste P gedrückt halten.
2 Hauptschalter einschalten. Im Display erscheint Code-
Nr. C-0000.
3. Zum Eintritt in die "Serviceebene 1" Efka-Code-Nr.
1907 anhand der Tasten 1....0 eingeben.
4. Taste E drücken. -Im Display erscheint Para m e t er-Nr. F
100.
5. Mit den Tasten 1...0 Parameter-Nr. 170 eintippen.
Taste E drücken. - Service-Routine 1 (Sr1) erscheint.
Taste F drücken. - Position 0 ersche i nt.
6. Das Handrad eine ganze Umdrehung in Maschinendrehrichtung drehen und in Stellung D mit beiliegendem Arretierstift arretieren.
Dieses ist die "Pos i t i on 0", d.h., der abhängige Ausgangspunkt für alle werksseitig eingestellten
Maschinenpositionen.
7. Taste P zweimal drücken.
Die Machinenpositionen F und C prüfen.
Damit ist die Einstellung abgeschlossen.
20
Page 21

8.
Achtung!
gang nähen. Ers t dadurch ist eine e i ngegebene Einstellung endgültig abgespeichert.
Sollte eine Korrektur der werkseiti gen Einstellungen erforderlich sein, so ist zum Programmieren der Positionen F
und C wie folgt zu verfahren:
Achtung! Bei allen Einstellungen stets weiter in Maschinendrehrichtung drehen.
1. Wurde der Hauptschalter zwischenzeitlich ausgeschaltet, so ist zunächst wieder wi e unter "Eingebe n der
Position 0" beschrieben, zu beginnen.
Sonst P drücken. - Im Display erscheint P170.
2. Taste E zweimal drücken. - Im Display erscheint die
Service Routine 2 (Sr2).
3. Taste F drücken. Position 1 erscheint.
Handrad minde st ens 1 Umdrehung drehen und in Position F arretieren.
4. Taste E drücken. - Im Display erscheint Position 2.
Handrad in Ste l l ung C arretieren.
5. Taste P zweimal drücken und damit die Einstellung abschließen.
6.
Achtung!
gang nähen.
Erst dadurch ist eine eingegebene Einstellung endgültig abgespeichert.
Wenn nicht genäht wird, geht die Eins tellung beim
Ausschalten d e s Hauptschalter s v erloren.
Unbedingt eine Naht mit Fadenabschneidvor-
Unbedingt eine Naht mit Fadenabschneidvor-
Die angezeigte Zahl der Inkremente beträgt für Position F
= 60 und Position C = 438 jeweils 2.
21
Page 22

b) Quick digital
1. Bei gedrückt gehaltenen Tasten G und Minus (-) den
Hauptschalt er einschalten.
Im Anzeigefeld erscheint * und z.B. 3000. - Der Stern
steht für Programmiermodus und 3000 für die
Stichzahl/min.
2. Taste G gedrückt halten, dann die Minus (-) Taste
tippen. Im Anzeigefeld erscheint EINGEBEN.
Beide Tasten loslassen.
3. Taste G so oft tippen, bis G7 .... im Anzeigefeld er-
scheint.
4. Taste F tippen. Im Anzeigefeld erscheint 70 00*XXXX,
d.h., ein zufälliger Zifferwert, der der angeschraubten
Stellung de s P ositionsgebers entspricht.
5. Pedal vorwärts niedertre ten. - Die Maschine positioniert in beliebiger Stellung.
6. Handrad in Maschinendrehrichtung drehen und mit
Arretierstift in Stellung D des Handrades arretieren.
Dies ist die R eferenzpositio n f ür die weiteren M aschinenpositionen.
7. Arretier stift entfernen. Durch Niedertreten des Pedals
die Referenzposition abspeichern.
8. Referenzposition D mit Arretierstift nochmals prüfen. Bei unkorrekter Position, die durch das Vorziehen
des Motorrotors in die sogenannte "Vorzugslage"
entstehen kann, ist das Einstellen wie unter 6. und
7. beschrieben zu wiederholen.
9. G und Minus (-) Taste gleichzeitig Drücken. Im Anzeigefeld erscheint * MANUELL.
22
Die Maschinenpositionen F und C prüfen. Damit ist die
Einstellung normalerweise ab geschlossen.
Sollte eine Korrektur der werkseitigen Einstellung erforderlich sein , so ist zum Progra m m i eren der Maschine npositionen F und C wie nebenstehen d zu verfahren.
Achtung
nendrehrichtung drehen.
! Bei allen Einst el l ungen weiter in Maschi-
Page 23

1. Wurde der Auss ch alte r zwischenzeitlich ausgeschaltet,
so ist zunächst wie vorstehend beschrieben neu zu
beginnen. Sonst Taste G drücken und gleichzeitig die
Minus (-) Taste drücken. Im Anzeigefeld erscheint
EINGEBEN.
2. Taste F tippen. - Im Anzeigefel d er scheint 700 *XXXX =
Zifferwert der Referenzposition.
3. Wiederholt Taste F tippen, bis 702* 0026 erscheint.
Pedal kurz nie dertreten. - Mas chine positioniert in der
werksseitig eingestellten Position.
Handrad in Maschi nendrehrichtung dr ehen und Arretierstift in Position F (untere Nadelstellung) arretieren.
4. Arretierstift herausziehen. Durch Niedertreten des Pedals den Wert abspeich ern. Position F mittels Ar retierstift prüfen. Falls erforderlich, z.B. wegen der Vorzugslage des Rotors, die Einst ellung nochmals wiederholen.
Achtung!
Positionen angegebenen Einstellwerte um 0002 schwanken.
5. Taste F einmal ti ppen. - Es erscheint 703* 0205.
6. Arretierstift herausziehen. Durch Niedertreten des Pe-
7. Tasten G und (-) drücken. -Im Anzeigefeld erscheint *
Durch Toleranzen bedingt, können die für die
Pedal niedert reten. - Maschine positioniert i n der
werksseitig eingestellten Position.
Handrad in Maschi nendrehrichtung dr ehen und Arretierstift in Position C (obere Fadenhebelstellung) arretieren.
dals den Wert abspeichern.
Position C mittels Arretierstift prüfen. Falls erforderlich, Einstellung wiederholen.
MANUELL. - Damit i st die Maschine betriebsbereit.
Anmerkung!
Das Bedienfel d bietet die Mögl i chkeit in verschiedenen
Sprachen anzuzeigen. Dazu mittels Taste F auf 733 tippen. Mit Tasten - bzw. + die gewünschte Sprache wählen.
Mit Taste F zurück in den gewünschten Parameter.
23
Page 24

12. Anhebe- und Absenkfunktionen der T ransportwalze
bei Klasse 273 und 274
Die Transportwalze wird beim Lüften des Nähfußes und
bei der Nahtv erriegelung automatisch angehoben.
Die Absenkfunktion kann ohne Verzögerung oder nach einer einstellba ren Anzahl von Stichen erfolgen.
Mit den entsprechenden Parameter-Nrn. ist dieses am Bedienfeld einzugeben. Für den dazu erforderlichen Einstieg in die Servi ce-Ebene siehe Abschnitt 11.2
a) Efka modular bzw. b) Quick digital.
Motortyp Efka modular Quick digital
Flip-Flop
Mode
Absenken nach
einer Anzahl
von Stichen
Absenken
ohne
Verzögerung
Parameter 190
Flip-Flop 5
Parameter 191
Anzahl der Stiche
einstellen (max.254)
Parameter 191
Anzahl der Stiche
auf 0 einstellen
Parameter 510
Flip-Flop 5
Parameter 550
Anzahl der Stiche
einstellen (max.254)
Parameter 550
Anzahl der Stiche
auf 0 einstellen
24
Page 25

13. Ein- und Ausschaltfunktionen des Kantenschneiders
bei Klassen 272 - 640142 und - 740142
Um die nachstehend beschriebene n Funktionen bei der
272 - 640142 ausführen zu können, muß sie mit der Zusatzausstattung Z 124401 ausgerüstet sein. Die Zusatzausstattung besteht aus der elektro-pneumatischen
Betätigung für der Kantenschneider.
Die untersc hi e dl i chen Ein- und Ausschaltfunktionen können mit den entsprechenden Parameter-Nrn. am Bedienfeld eingegeben werden.
Für den dazu erforderlichen Einstieg in die Service-Ebene siehe Abschnitt 11.2 a) Efka modular bzw. b) Quick
digital.
Motortyp Efka modular Quick digital
Flip-Flop
Mode
Ein nach
einer Anzahl
von Stichen
Aus nach
einer Anzahl
von Stichen
Ein - Aus
manuell
über Taster
Aus nach
Fadenschneiden
Ein - Aus
Mit Motorlaufsignal
über Pedal
Parameter 190
Flip-Flop 6
Parameter 192
Anzahl der Stiche
einstellen (max.254)
Parameter 193
Anzahl der Stiche
einstellen (max.254)
Parameter 192 auf 0
Parameter 193 auf 0
Parameter 194 auf Off
Parameter 194 auf On Parameter 504 auf 2
Parameter 190
Flip-Flop 3
Parameter 510
Flip-Flop 6
Parameter 551
Anzahl der Stiche
einstellen (max.254)
Parameter 552
Anzahl der Stiche
einstellen (max.254)
Parameter 552 auf 0
Parameter 551 auf 0
Parameter 504 auf 1
Parameter 510
Flip-Flop 3
25
 Loading...
Loading...