

Page 1
AC
AC SERVO MOTOR
伺
服
馬
達
DUERKOPP ADLER-251 專 用 操 作 說 明
書
INSTRUCTION MANUAL FOR DUERKOPP ADLER-251 MACHINE ONLY
HVP-20-4-25 FOR DA- 251
MINI-MOTOR
HSVP20U06 - 0 2006. 08
C-60
中 文 版
ENGLISH
Page 2
型 號
: HVP - 20
系列
1.
(1).
(2).
(3).
(4).
(5).
(6).
(7).
2.
(2).
(3).
(4).
(5).
(6).
(7).
安全注意事項
安裝與調整
(1).
目
工作環境 ……………………………………………………………………………………………
安裝 …………………………………………………………………………………………………
操作 …………………………………………………………………………………………………
保養維修上的安全事項 …………………………………………………………………………………
保養維修的規定 ………………………………………………………………………………………
危險標示、注意標示 ………………………………………………………………………………
保固期限規定 ………………………………………………………………………………………
錄
頁次
1
1
2
2
2
2
2
控制箱的安裝 ……………………………………………………………………………………………
選針盒的安裝 ……………………………………………………………………………………………
控速器的調整 …………………………………………………………………………………………
定位器的安裝 …………………………………………………………………………………………
手輪磁石的組裝 …………………………………………………………………………………………
手輪的安裝 …………………………………………………………………………………………
針定位的調整 …………………………………………………………………………………………
3
3
3
4
4
4
5
3.
(1).
(2).
(3).
(4).
4.
(1).
(2).
5.
(1).
(2).
6.
(1).
(2).
接線與接地
控制箱各部名稱
操作面板
參數調整設定
(3).
(4).
(5).
單相與三相電源線 的接法 ……………………………………………………………………………
當電源系統配置為三相四線式
當單相
如何變換電磁閥
220 V
伺服馬達欲使用在三相
(Solenoid)
380V
時,欲使用單相
220V
的供應電壓
220 V
供應本電機的接線 方式 ……………
的電壓時的負載平衡
(DC 24 V or 30 V)
…………………………………
……………………………………
請使用下頁的圖片號碼標示來對照
控制箱外觀圖 ………………………………………………………………………………………
/
選針盒各按鍵功能說明
當使用
當使用
F – 10
迷你面板 / 選針盒時
C-60
選針盒時 ………………………………………………………………………………
HVP-20
之部位概述 …………………………………………
………………………………………………………………
如何進入【一般模式】 …………………………………………………………………………………
如何進入各階的參數模式區
如何使用
如何使用
在參數內容區時,操作 A、B、C、D 等鍵所表示之相對應內容值或數值如下表所述 ………
F-10
進入參數內容區調整內容值 …………………………………………………………
C-60
進
入參數內容區調整內容值 …………………………………………………………
…………………………………………………………………………
6
6
7
7
8
9
10
11
14
14
14
15
15
Page 3
頁次
P4
7.
如何使用重置
8.
簡易故障排除
(1).
錯誤碼及排除對策 ………………………………………………………………………………………
(2). HVP-20
部品表 …………………………………………………………………………………………
9. HVP-20-4-25
附錄
:
(1).
第一階參數表 ……………………………………………………………………………………………
(2).
第二階參數表 …………………………………………………………………………………………
封底
:
七段顯示器字元比較表
(RESET)
端子座圖
功能
………………………………………………………………
……………………………………………………………
16
17
19
20
P1
Page 4
1
1.
請遠離雜訊干擾
3 Φ 220 V
安全上的注意事項
當安裝及操作
HVP-20
迷你伺服馬達時,必須特別遵守以下所敘述之安全注意事項。
此產品市為工業用縫紉機開發設計的
,
請勿使用在其它用途上。
(1).
工作環境:
(a).
(b).
(c).
1.
2.
3.
4.
(d).
1.
電磁波干擾
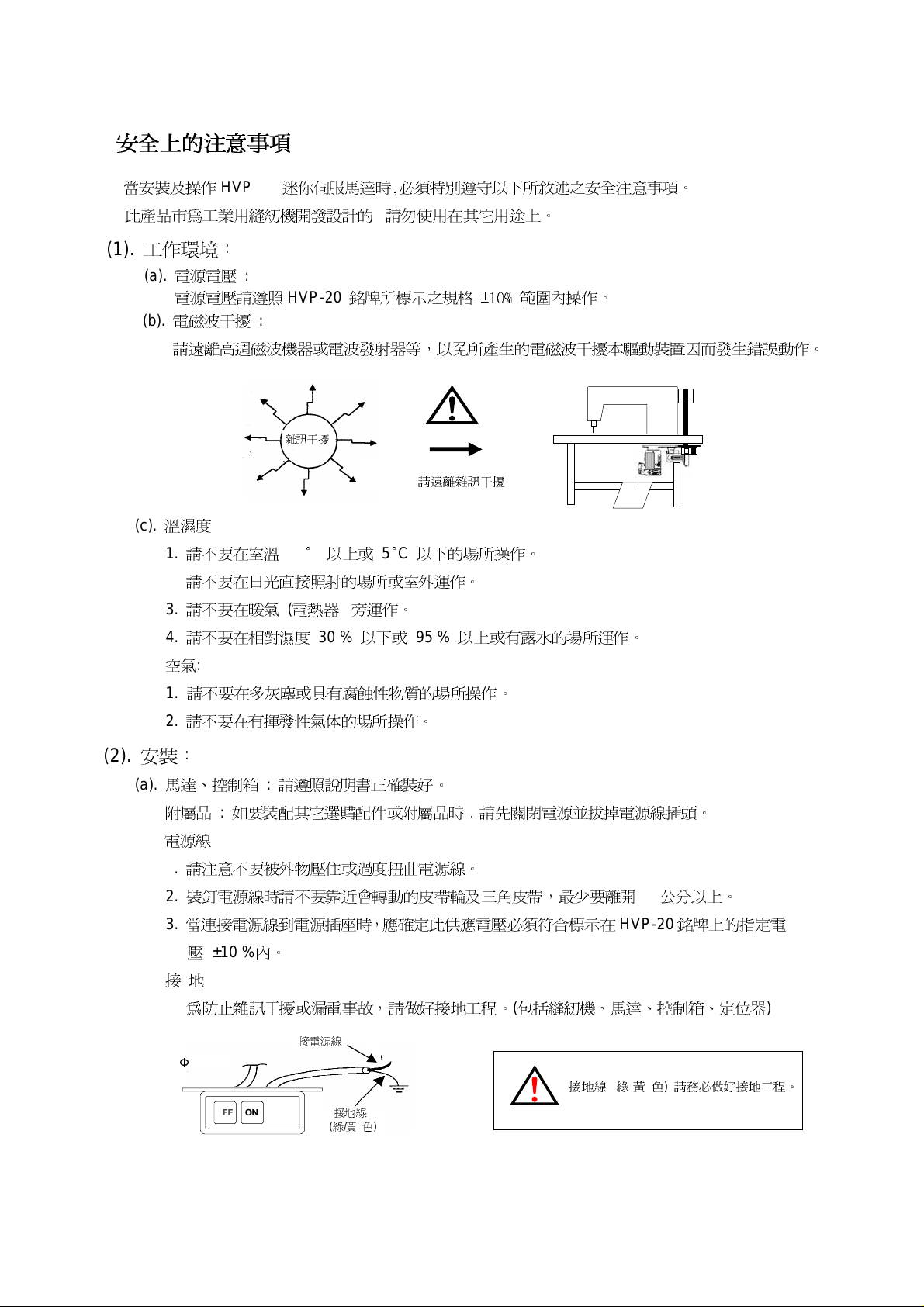
請遠離高週磁波機器或電波發射器等,以免所產生的電磁波干擾本驅動裝置因而發生錯誤動作。
溫濕度
空氣
電源電壓
電源電壓請遵照
請不要在室溫
請不要在日光直接照射的場所或室外運作。
請不要在暖氣 (電熱器) 旁運作。
請不要在相對濕度
請不要在多灰塵或具有腐蝕性物質的場所操作。
:
HVP-20
銘牌所標示之規格 ±10% 範圍內操作。
:
雜訊干擾
:
45°C
以上或 5°C 以下的場所操作。
30 %
:
以下或
95 %
以上或有露水的場所運作。
2.
(2).
安裝:
(a).
(b).
(c).
馬達、控制箱
附屬品
電源線
1.
2.
3.
(d).
接 地
1.
請不要在有揮發性氣体的場所操作。
:
請遵照說明書正確裝好。
:
如要裝配其它選購配件或附屬品時﹒請先關閉電源並拔掉電源線插頭。
:
請注意不要被外物壓住或過度扭曲電源線。
裝釘電源線時請不要靠近會轉動的皮帶輪及三角皮帶,最少要離開
當連接電源線到電源插座時,應確定此供應電壓必須符合標示在
±10 %
壓
內。
3
公分以上。
HVP-20
銘牌上的指定電
:
為防止雜訊干擾或漏電事故,請做好接地工程。(包括縫紉機、馬達、控制箱、定位器
接電源線
OFF ON
接地線
綠/黃 色
(
)
接地線 (綠/黃 色) 請務必做好接地工程。
)
Page 5
2
2.
電源線的接地線須 以適當 大小的 導線和 接頭連 接到生 產工廠的 系統地 線,此連接必須被永
(3).
操作:
(a).
(b).
(c).
(4).
保養維修上的安全事項
在操作以下動作前,請先關閉電源
(a).
(b).
久固定。
在第一次開電後,請先以低速操作縫紉機並檢查轉動方向是否正確。
縫紉機運轉時,請不 要去觸 摸皮帶 輪、三 角 皮帶、天 枰、針 等會作 動的部 位。
所有可作動的部份,必須以所提供的防護裝置加以隔離,防止身體接觸並請勿在裝置內塞
入其他物品。
:
:
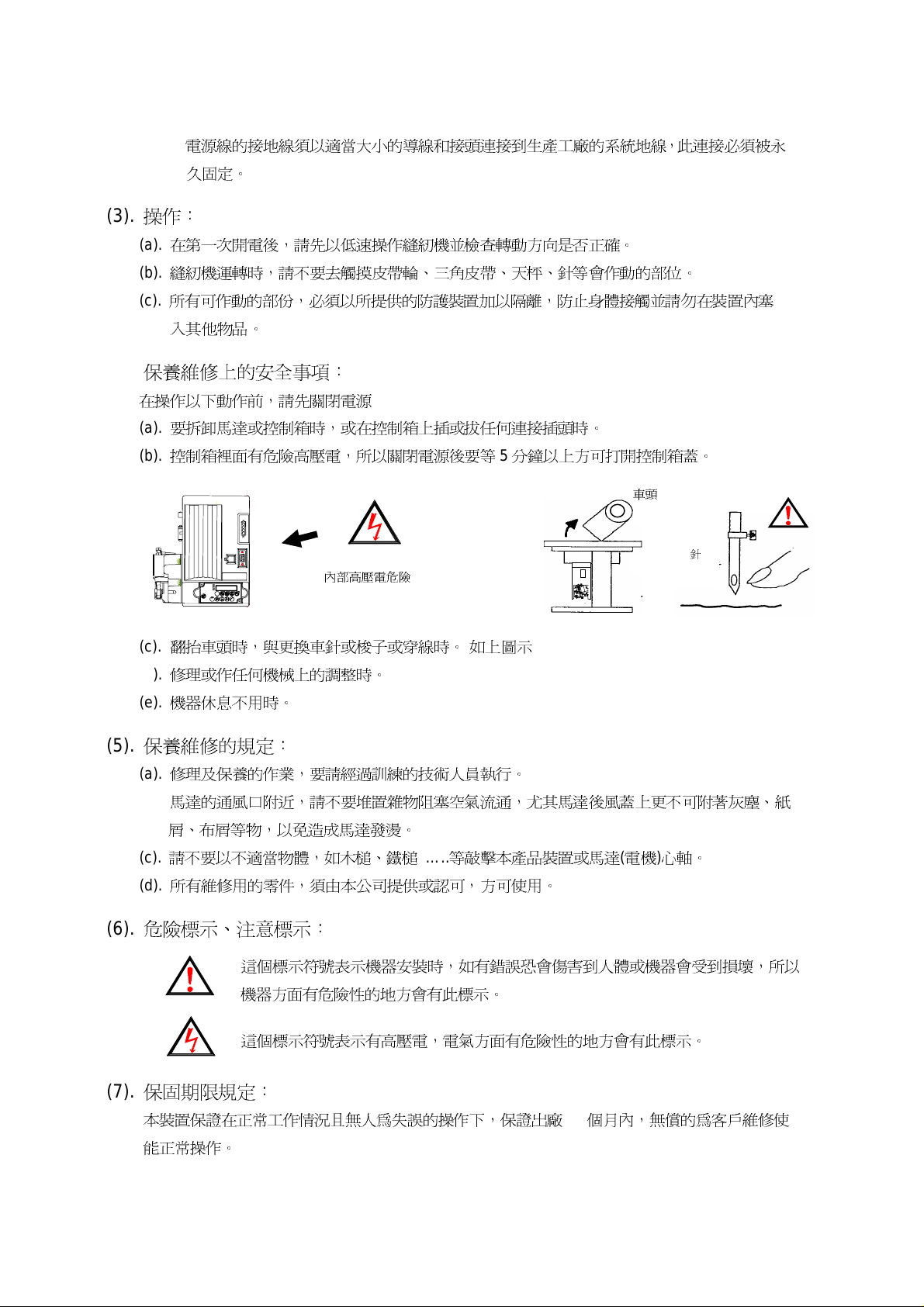
要拆卸馬達或控制箱時,或在控制箱上插或拔任何連接插頭時。
控制箱裡面有危險高壓電,所以關閉電源後要等5分鐘以上方可打開控制箱蓋。
內部高壓電危險
車頭
針
(c). .
(d).
(e).
(5).
(a).
(b).
(c).
(d).
(6).
翻抬車頭時,與更換車針或梭子或穿線時。(如上圖示
修理或作任何機械上的調整時。
機器休息不用時。
保養維修的規定:
修理及保養的作業,
馬達的通風口附近,請不要堆置雜物阻塞空氣流通,尤其馬達後風蓋上更不可附著灰塵、紙
屑、布屑等物,以免造成馬達發燙。
請不要以不適當物體,如木槌、鐵槌
所有維修用的零件,須由本公司提供或認可,方可使用。
危險標示、注意標示:
(7).
保固期限規定
)
要請經過訓練的技術人員執行。
…..
等敲擊本產品裝置或馬達(電機)心軸。
這個標示符號表示機器安裝時,如有錯誤恐會傷害到人體或機器會受到損壞,所以
機器方面有
這個標示符號表示有高壓電,電氣方面有
:
危險
性的地方會有此標示。
危險
性的地方會有此標示。
本裝置保證在正常工作情況且無人為失誤的操作下
能正常操作。
,保證出廠18個月內,無償的為客戶維修使
Page 6
3
2. 安 裝 與 調
B A
B A
C D
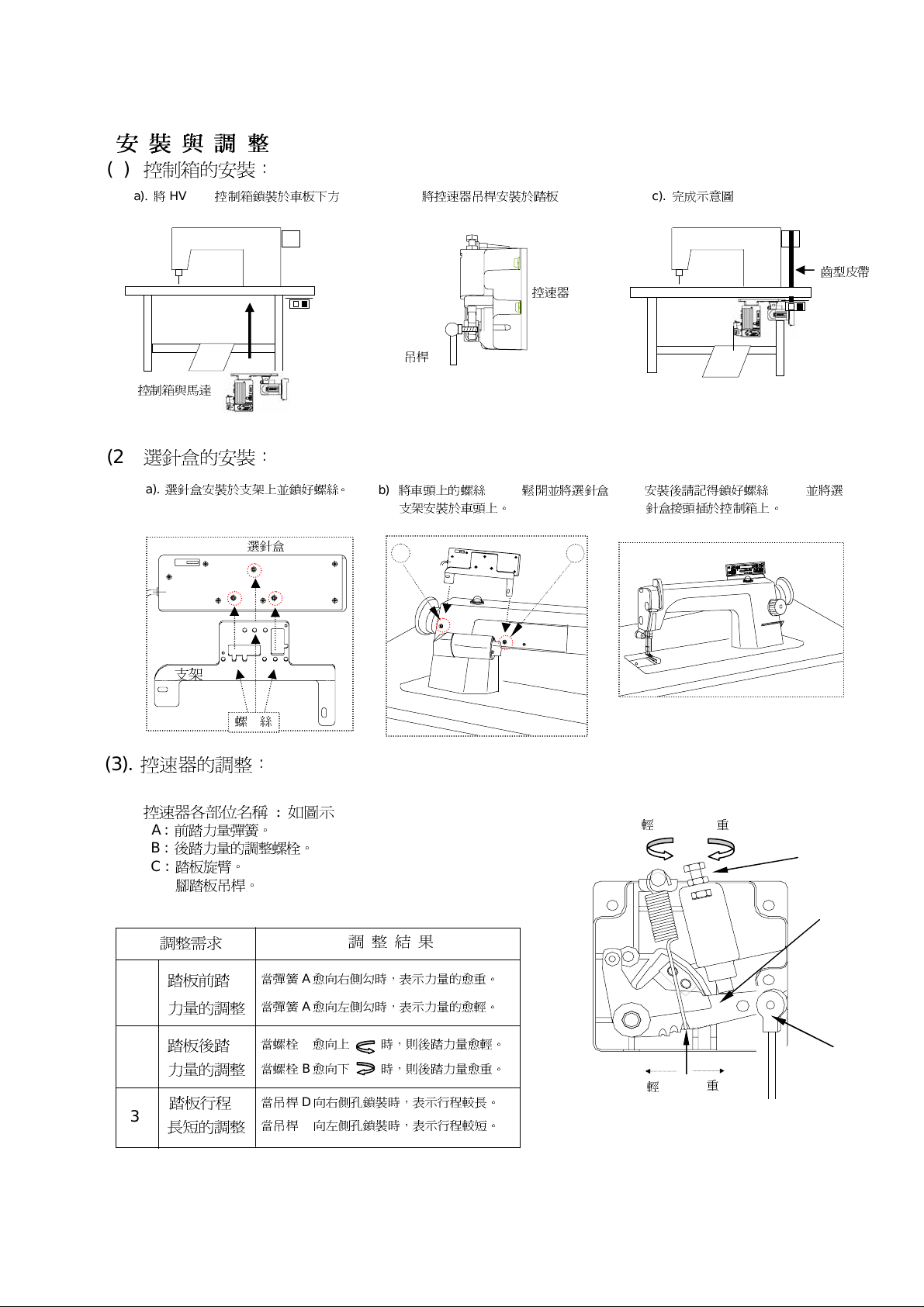
(1).
控制箱的安裝:
a). 將HVP-20
控制箱與馬達
(2).
選針盒的安裝:
控制箱鎖裝於車板下方
整
b).
將控速器吊桿安裝於踏板
吊桿
c).
控速器
完成示意圖
齒型皮帶
a).
選針盒安裝於支架上並鎖好螺絲。
(3).
控速器的調整:
控速器各部位名稱
A :
B :
C :
D :
調整需求
1
2
3
選針盒
支架
螺 絲
:
如圖示
前踏力量彈簧。
後踏力量的調整螺栓。
踏板旋臂。
腳踏板吊桿。
踏板前踏
力量的調整
踏板後踏
力量的調整
踏板行程
長短的調整
當彈簧A愈向右側勾時,表示力量的愈重。
當彈簧A愈向左側勾時,表示力量的愈輕。
當螺栓B愈向上
當螺栓B愈向下
當吊桿D向右側孔鎖裝時,表示行程較長。
當吊桿D向左側孔鎖裝時,表示行程較短。
調 整 結 果
b).
將車頭上的螺絲
支架安裝於車頭上。
A, B
時,則後踏力量愈 輕。
時,則後踏力量愈 重。
鬆開並將選針盒
c).
安裝後請記得鎖好螺絲
針盒接頭插於控制箱上。
輕
輕
重
重
A, B
並將選
D
BAC
F
E
H
G
SP
Page 7
4
(4).
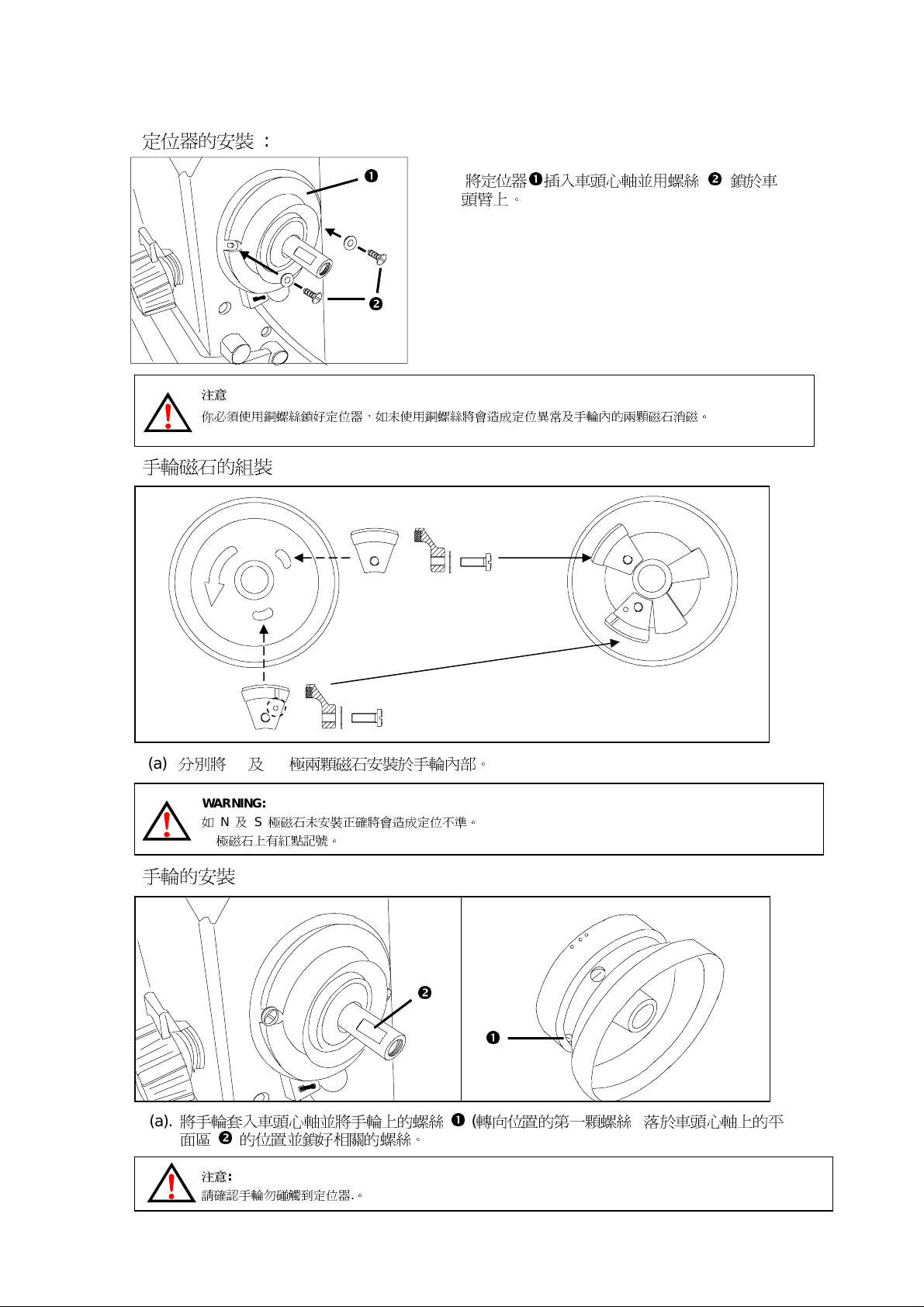
定位器的安裝
:
(a).
將定位器插入車頭心軸並用 螺絲
頭臂上。
鎖於車
(5).
手輪磁石的組裝
(a).
分別將N 及
注意
:
你必須使用銅螺絲鎖好定位器,如未使用銅螺絲將會造成定位異常及手輪內的兩顆磁石消磁。
:
S
極兩顆磁石安裝於手輪內部。
(6).
手輪的安裝
(a).
WARNING:
如
N 及 S
N
極磁石上有紅點記號。
極磁石未安裝正確將會造成定位不準。
:
將手輪套入車頭心軸並將手輪上的螺絲
面區
的位置並鎖好相關的螺絲。
注意
:
請確認手輪勿碰觸到定位器.。
(
轉向位置的第一顆螺絲) 落於車頭心軸上的平
Page 8
5
(7).
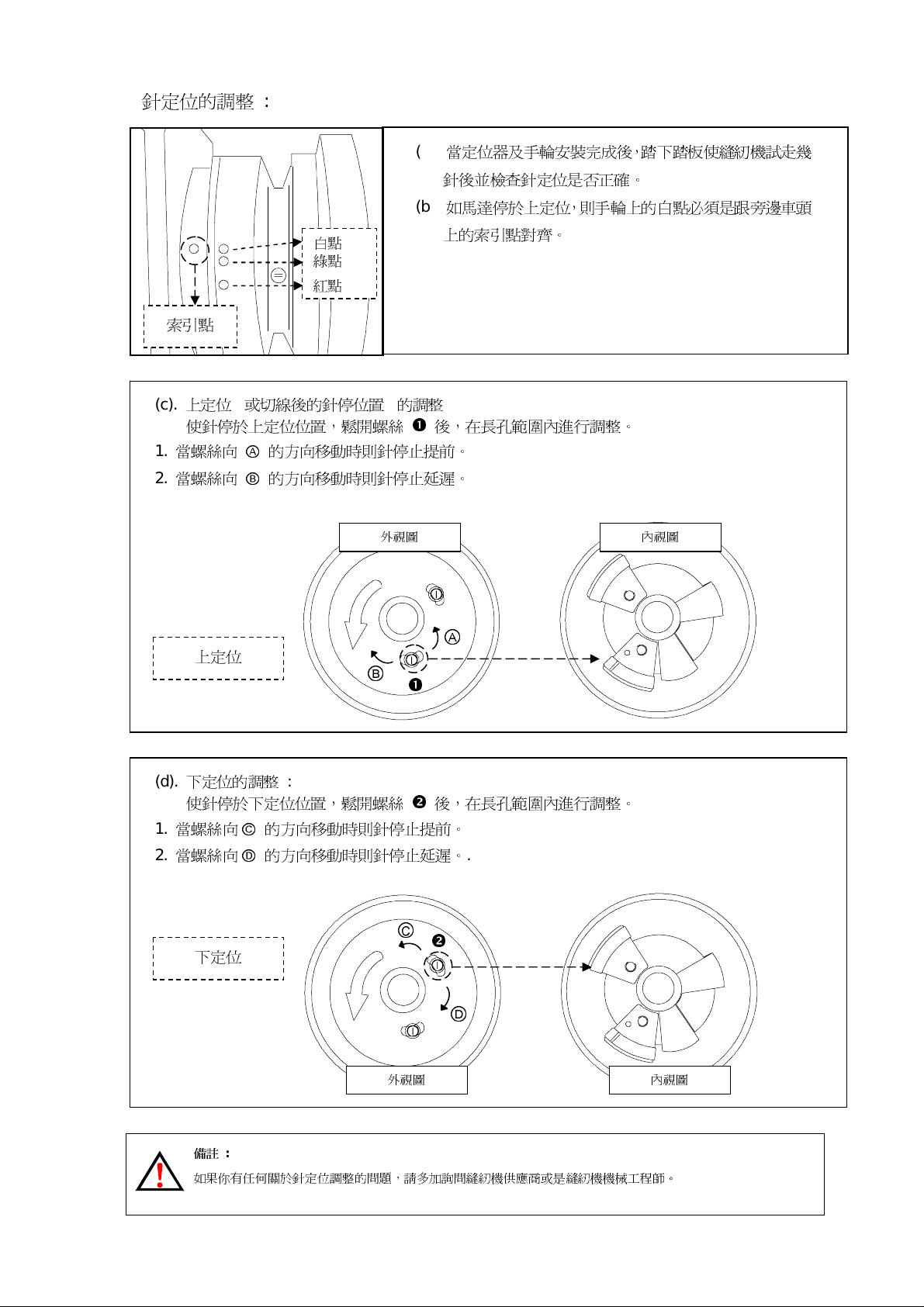
紅點
針定位的調整
:
當定位器及手輪安裝完成後,踏下踏板使縫紉機試走幾
(a).
白點
綠點
索引點
(c).
上定位 (或切線後的針停位置) 的調整
使針停於上定位位置,鬆開螺絲
1.
當螺絲向 Ⓐ
當螺絲向 Ⓑ
2.
的方向移動時則針停止提前。
的方向移動時則針停止延遲。
外視圖
針後並檢查針定位是否正確。
(b).
如馬達停於上定位,則手輪上的白點必須是跟旁邊車頭
上的索引點對齊。
:
後,在長孔範圍內進行調整。
內視圖
上定位
(d).
下定位的調整
使針停於下定位位置,鬆開螺絲
1.
當螺絲向Ⓒ 的方向移動時則 針停止 提前。
當螺絲向Ⓓ 的方向移動時則 針停止 延遲。
2.
Ⓑ
:
Ⓒ
下定位
外視圖
Ⓐ
後,在長孔範圍內進行調整。
.
Ⓓ
內視圖
備註
:
如果你有任何關於針定位調整的問題,請多加詢問縫紉機供應商或是縫紉機機械工程師。
Page 9
6
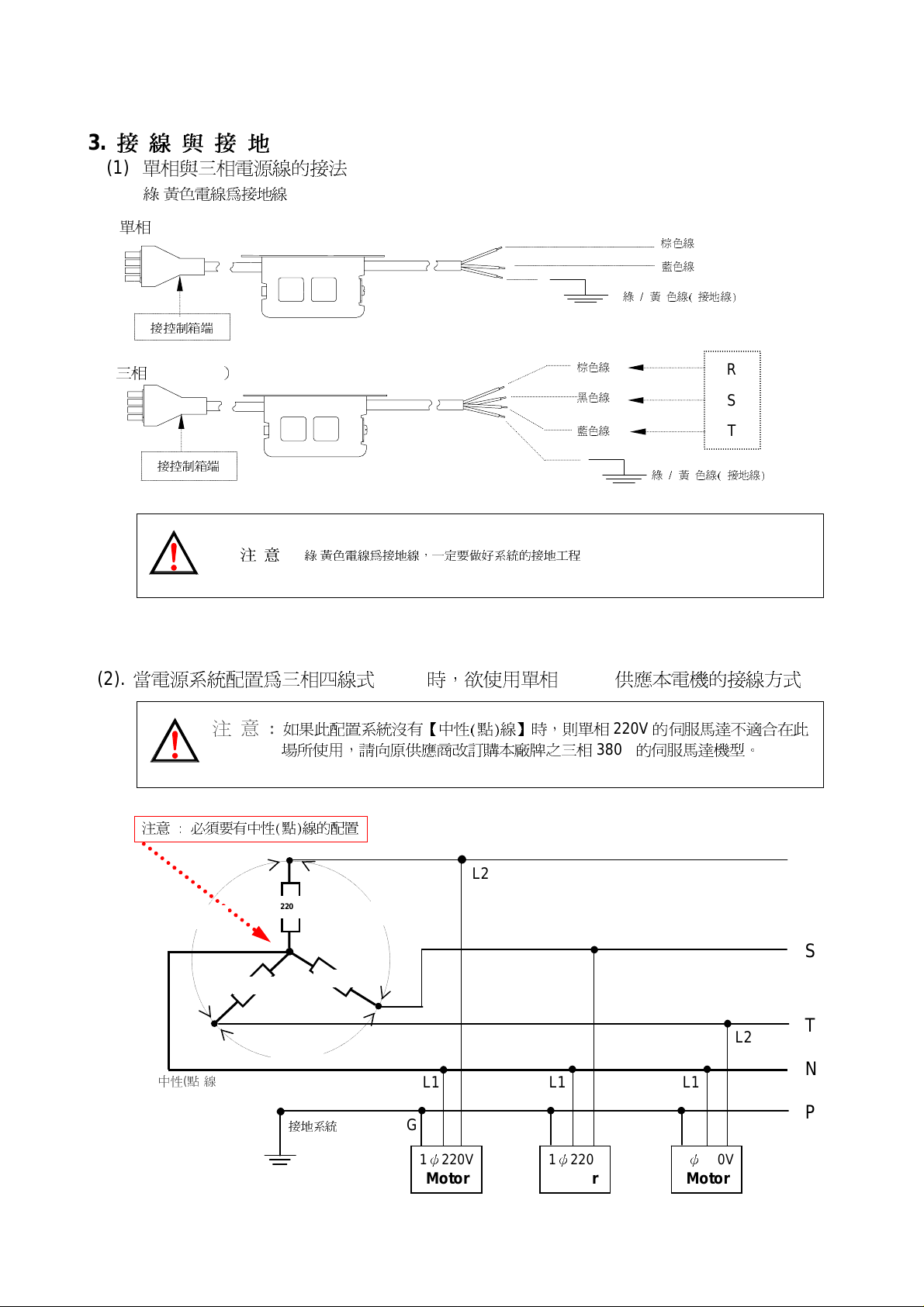
3. 接 線 與 接 地
L1
L1
L1
L2 L2 L2
(1).
單相與三相電源線的接法
綠/黃色電線為接地線
單相
( AC220V)
接控制箱端
三相
( AC380V)
接控制箱端
注 意
:
OFF ON
OFF ON
:
綠/黃色電線為接地線,一定要做好系統的接地工程
綠 / 黃 色線( 接地線)
棕色線
黑色線
藍色線
棕色線
藍色線
R
S
T
綠 / 黃 色線( 接地線)
(2).
當電源系統配置為三相四線式
注 意 :
注意 : 必須要有中性(點)線的配置
380V
220V
中性(點)線
380V
380V
如果此配置系統沒有
時,欲使用單相
220 V
【中性(點)線】時,則單相
場所使用,請向原供應商改訂購本廠牌之三相
220V
接地系統
380V
220V
G G G
1
ψ
220V
Motor
1
ψ
Motor
供應本電機的接線方式
220V
的伺服馬達不適合在此
380V
的伺服馬達機型。
220V
1
ψ
Motor
:
R
S
T
N
PE
220V
Page 10
7
(3).
S
T
HSV-PS
122
0XX
JP 1
30 V JP 2
JP 1
30 V JP 2
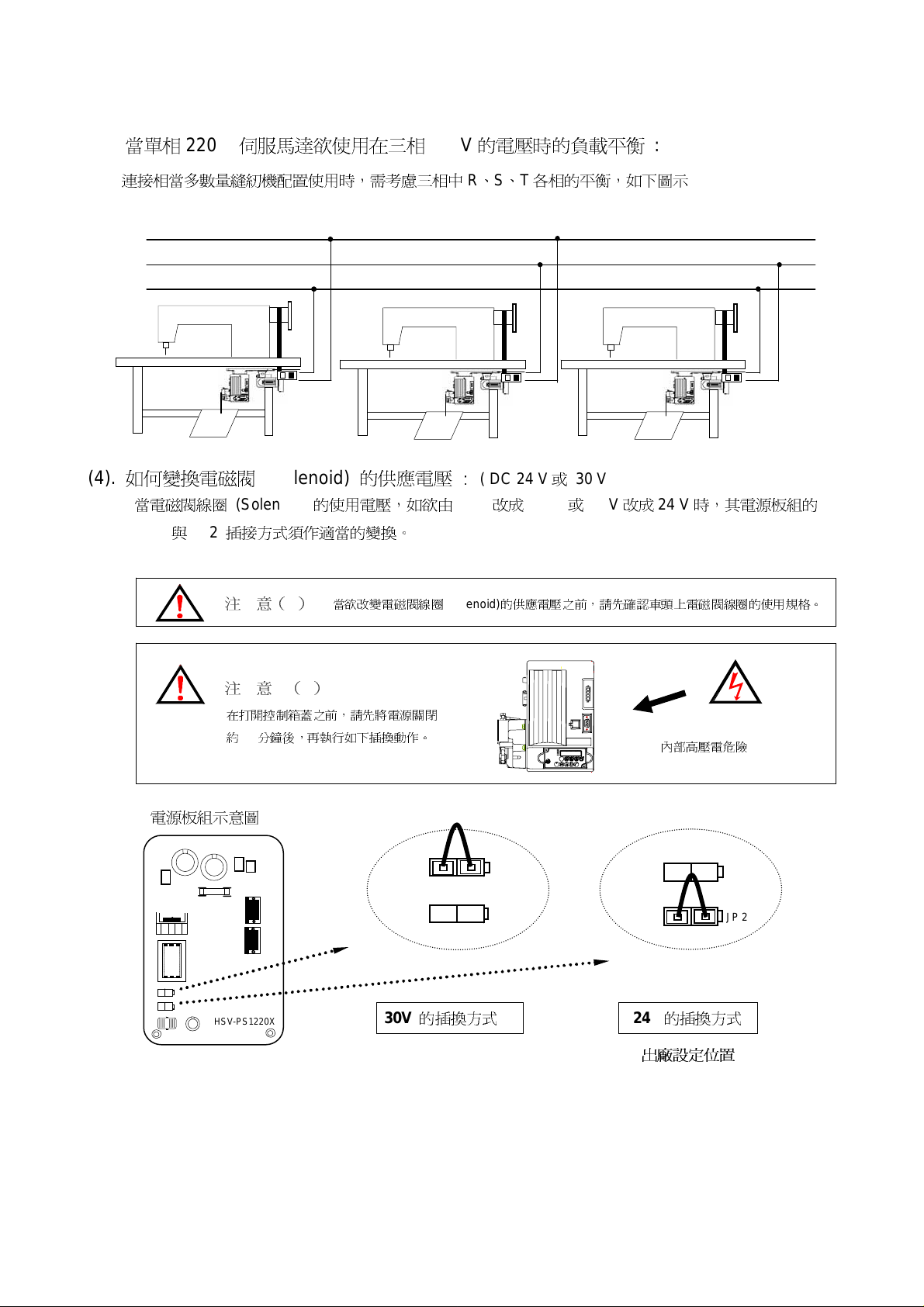
當單相
220 V
伺服馬達欲使用在三相
220V
的電壓時的負載平衡
:
連接相當多數量縫紉機配置使用時,需考慮三相中R、S、T各相的平衡,如下圖示
R
(4).
如何變換電磁閥
當電磁閥線圈
J P1
與
JP2
(Solenoid)
(Solenoid)
的供應電壓 :
的使用電壓,如欲由
插接方式須作適當的變換。
( DC 24 V或 30 V )
24 V
改成
30 V 或30 V
注
意(1)
:
當欲改變電磁閥線圈
(Solenoid)
的供應電壓之前,請先確認車頭上電磁閥線圈的使用規格。
改成
24 V
時,其電源板組的
注 意 (2):
在打開控制箱蓋之前,請先將電源關閉
約
5
分鐘後,再執行如下插換動作。
內部高壓電危險
電源板組示意圖
:
24 V
30V
的插換方式
24 V
24V
出廠設定位置
的插換方式
Page 11

8
4.
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
控制箱各部位的名稱
(1).
請使用下頁的圖片號碼標示來對照
1
HVP-20
之部位概述
:
1
:泛用型馬達一體化腳座
:馬達電源插座
:立作業插座
:馬達編碼器插座
:安全開關信號插座
:控速器組
:操作面板插座
:馬達編碼器線組
:馬達電源插頭線組
:伺服馬達單體
:馬達皮帶保護蓋
:外加式燈座插座
:主電源插座
:7P
:
押腳信號出力插座
:車頭信號出力插座
:車頭信號出力端子座
各部的連接插頭於插入控制箱的插座時,要注意其形狀和方向性,並確實插好。
定位器插座
Page 12

9
(2).
11 10 4 5 6 7 8 1 2 3 12 13 14 3 6 16 17 15
控制箱外觀圖
:
控制箱正面
9
控制箱右側
控制箱左側
2
Page 13

10
5.
2 3 7 6 5 4 8 9 10 11 12 1 2 3 4 5
8 9 10 11 12
(1).
操作面板
當使用
/
選針盒各按鍵功能說明
F – 10
迷你面板 / 選針盒時
:
項次
6
7
1
平車機型時面板按鍵的
操作功能與定義
進入參數區功能鍵
提針開關功能鍵
一般車縫
/
馬達停止時針停位置
針上
A
(
可設定
B
(
可設定
C
(
可設定
D
(
可設定
/
定寸縫功能切換鍵
起始回縫選擇鍵
開
/
終止回縫選擇鍵
開
/
/
針下 設定鍵
慢速起動設定鍵
開
/
段針數調整設定鍵
0 ~ 15 針)
段針數調整設定鍵
0 ~ 15 針)
段針數調整設定鍵
0 ~ 15 針)
段針數調整設定鍵
0 ~ 15 針)
馬達旋轉符號及
各段針數值顯示
連續回縫
關
關
關
三本車機型時面板按鍵的
操作功能與定義
進入參數區功能鍵
提針開關功能鍵
無作用
無作用
無作用
馬達停止時針停位置
針上
/
針下 設定鍵
慢速起動設定鍵
開
/ 關
取消半後踏功能鍵
:
表示已無半後踏功能
取消切線功能鍵
:
表示已無切線功能
取消掃線功能鍵
:
表示已無掃線功能
起始定針縫功能鍵
:
表示已開啟
馬達旋轉符號及
特殊功能顯示
參數區面板按鍵的操作功 能與定義
同遞增參數選擇鍵
無作用
進入參數內容區功能鍵及
參數內容儲存鍵
遞增參數號碼選擇鍵
遞減參數號碼選擇鍵
無作用
無作用
參數內容或數值選擇鍵
參數內容或數值選擇鍵
參數內容或數值選擇鍵
參數內容或數值選擇鍵
顯示參數畫面
注意
: 當 #8~#11
定義為特殊功能鍵時,則參數
[134. KLK]
必須設定在
ON。
Page 14

11
(2).
當使用
C-60
選針盒時
:
ACBD
功
能
起始
回 縫 選 擇
/
終止
EF
G
H
SP
按 鍵
車 縫 動 作 說 明
執行起始回縫
執行起始回縫
執行起始回縫 B 段
執行終止回縫
執行終止回縫
(A,B段) 2 次
(A,B段) 1 次
(C ,D段) 2 次
(C,D段) 1
次
定 針 縫
(
定寸縫
自 由 縫
)
執行終止回縫
當踏板往前踩下時,就執行 E、F 段或G、H 段定針縫的
1).
針數。
).
在任何一段車縫途中,一旦踏板回到中立時,則立即停止
2
車縫,此時當踏板再次往前踏下,則開始執行 E、F或
G
、H段未完成的針數。
3).
當參數【
或G、H 段針數後則自動連貫執行終止回縫或切線、掃線等
動作。
4).
當使用
用之段,其針數必須設為
1).
一旦踏板往前踩下就正常車縫,當踏板回到中立時,立即停止
車縫。
2).
當踏板往後踏時,就自動完成切線、掃線等動作。
C 段
010. ACD
P1~PF
】設定為ON時,在執行完最後一段E、
功能時
,P1~P4
0
段的出廠設定針數為
15,
如未
F
Page 15

12
連 續 回 縫
A B C D
1
0
1
0
E F
G H
1 5 1 5
E F
G H
A B C D
4 4 4 4
E F
G H
A B C D
一旦踏板前踩下,就自動執行來回的連續回縫動作,來回次
數由 E段設定。
∴ 前踏之後即自動執行此功能到完成切線為止,中途是不會
停止車縫,除非將踏板作後踏解除動作。
針數設定選擇
A
E
、B、C、
、F、G、
D
等四區 其針數設定可選擇從0到
H
等四區 其針數設定可選擇從0到
----
----
F 。(註)
代表
A=B=C=D=4針
代表
E = F = 10針
99 。
----
∴ 按此鍵
可選擇切換 上段 A、B、C、
中段 E、
下段 G、
的針數設定與視窗顯示。
F
H
代表
G = H = 15針
D
提針
/
補針
觸 發 自 動
( AUTO )
切 線 開 關
慢 速 起 動
1).
在自由縫的式樣中
按一下則可作提針功能或半針往前補針動作。
(
∴可依實際需要作連續補針動作 )
2).
在定針縫的式樣中
a.
當車縫在每段之中途停止時,按一下則只作提針。
b.
當車縫在每段之終點停止時,按一下則可往前補一針。
(
∴可依實際需要作連續補針動作
:
: (
除連續回縫功能外
)
)
在自由縫與連續回縫的樣式中
1).
按下此鍵蜂鳴器只會聲響,但無功能
2).
在定針縫的樣式中按下此鍵
a.
當踏板一經往前踩下觸發,即自動執行 E、F 段或 G、H段中
所設定的針數,
b.
再逐一觸發踏板,即自動執行下一段所設定的針數直到自動完成
直到段內針數完成後始自動停止。
切線、掃線等動作為止
設定使用或取消切線功能。
1).
當此功能開啟時,前踏時馬達啟動會先執行慢速啟動之針數後
繼續正常車縫.中立停止後再前踏時只會正常車縫,除非有後踏
動作後再次前踏,則馬達於啟動前會再先執行慢速啟動。
2).
慢速起動之速度設定可由參數
3).
慢速起動之針數設定可由參數
:
:
[007. S]
[008.SLS]
LED
調整。
調整。
亦不亮。
Page 16

13
馬達停止時針停設定
針上
/
針下
切完線後自動抬押腳
上
/ 下
車縫中停止時自動抬押腳
上
/ 下
馬達停止時,針停的位置
燈亮時,馬達停止時針停上定位
燈未亮,馬達停止時針停下定位
切完線後,押腳是否動作
燈亮時,切完線後押腳自動抬 起
燈未亮,切完線後押腳不動作
車縫中停止時,押腳是否動作
燈亮時,車縫中馬達停止時押腳自動抬起
燈未亮,車縫中馬達停止時押腳不動作
設定數值遞增
參數遞增
設定數值遞減
參數遞減
進入參數選擇區
參數遞增
進入參數內容區
儲存
A、B、C、D
/
/
/
/
E、F、G、H
參數選擇區內當參數遞增鍵。
參數內容區內當設定數值遞增鍵。
A、B、C、D
E、F、G、H
參數選擇區內當參數遞減鍵。
參數內容區內當設定數值遞減鍵。
按著此鍵兩秒便可進入參數區。
參數區內此鍵可當參數遞增鍵。
參數區內按此鍵可進入參數內容區。
參數內容區內此鍵為儲存鍵。
區的設定針數增加,其設定值可選擇從0到
區的設定針數增加,其設定值可選擇從0到
區的設定針數減少,其設定值可選擇從0到
區的設定針數減少,其設定值可選擇從0到
F 。(註)
99
。
F 。(註)
99
。
註
:
選針盒A、B、C、D區的設定針數內英文字母所代表之針數
A=10、B=11、C=12、D=13、E=14、F=15 針
Page 17

14
6.
C-60 :
.
.
參數調整設定
(1).
如何進入【一般模式】
直接開電即進入
【一般模式】
平車顯示圖
:
三本車
/
或參數
134 KLK =ON
時顯示圖
(2).
如何進入各階的參數模式區:
參 數 模 式
第一階 參數模式
在一般模式畫面區下,直接
A
按
操 作 方 式
開啟電源
ACBD
請看備註
EF
G
H
SP
鍵,並保持2秒。
出現畫面
可選範圍
可選取參數範圍
001 〜 046
第二階 參數模式
重置
(RESET)
備註
: ※
(3).
如何使用
請確認欲調整之參數(請參考參數表) 並依以下步驟調整參數值。
F-10
B
當使用
開啟電源
開啟電源
C-60
進入參數內容區調整內容值
步驟 1:
進入參數模式【 參數模式
A 或 B
步驟2:
按下
或
鍵來選擇欲調整的參數。
步驟3:
按下
鍵進入參數內容區。
步驟4:
按下
A B C D
鍵來調整參數內容值。
步驟5:
按下
鍵儲存設定好的參數 內容值 並自 動返回一 般模式 。
選針盒時,參數模式按鍵同上所示。
:
】。
可選範圍
001 〜 122
回到出廠設定質
Page 18

15
(4).
A B C D
S
S
.
.
內
容 值 項 目 鍵 別 16
如何使用
a.
進入參數模式【 參數模式
或
B
C-60
】。
ABCD
GH
SP
進
入參數內容區調整內容值
A
FE
b. 按下 或
的參數。
按下
c.
SP
:
鍵來選擇欲調整
鍵進入參數內容區。
ABCD
GH
FE
d. 按下 A、B、C、D
鍵來調整內容值。
按下
e.
鍵儲存設定好的內容值
SP
區下的
ABCD
GH
FE
(5).
a. 按下2秒
進入內容區
b.
選擇參數
e.
儲存
c.
Caution:
當馬達動作時,參數區是無法進入調整的,必須等到馬達完全停止時,放可進入參數區。
1.
2.
參數碼不當的設定,將可能造成車頭機構及電子控制箱受到嚴重的損壞,使用者必須熟
悉這些參數功能後才能更改參數設定值,切勿自行摸索試驗調整。
在參數內容區時,操作 A、B、C、D 等鍵所表示之相對應內容值或數值如下表所述
在速度方面表示
在角度方面表示
在時間方面表示
在功能方面表示
※
1.
除在功能切換外,每按一次鍵其數值將由0 至
2.
如使用
詳情請參考第五章第10頁。
F-10
1000 spm 100 spm 10 spm 1 spm
-------- 100 ° 10 ° 1 °
1000 ms 100 ms 10 ms 10 ms
9
間作循環改變,相互間不自動進位。
時當參數【
134. K LK
】設為『
ON
』則此四鍵則定義為特殊功能『 開
切 換 用
/
關 』鍵。
切 換 用
d.
調整
:
備註 : 內容值更改後請記得按下
鍵儲存設定,不然關電後 控制箱 將失去 所設定的 內容值 。
Page 19

7.
OFF ON
OFF ON
OFF ON
如何使用重置
a.
請先關閉電源開關
F-10
(RESET)
1.
進行【重置】設定之前,請先確認目前使用的車頭機型代碼,與記錄特殊參數設定,
否則一經此設定後將全數清除並回復至原出廠時的預設值。
經【重置】設定後,如與目前所使用車頭機型不符合時,將可能導致無法正常使用或
2.
損傷車頭機構性能。
功能
b. F-10
時
請按住
LCD
鍵、C-60
會顯示【
FASET
則按住
】並閃爍2次。
鍵,按住後並開啟電 源, 此
C-60
ACBD
EF
G
SP
H
ACBD
EF
G
SP
H
c.
閃爍表示資料已被重置,此時
到【一般模式】區。
LCD
會返回
ACBD
EF
G
SP
H
Page 20

17
8.
簡易故障排除
(1).
錯誤碼及排除對策
:
錯 誤 碼
ER0. 1
ER0. 2
ER0. 4
ER0. 5
ER0. 7
出
現 時 機
1.
智慧型電力模組
不正常過電流發生。
2.
E²PROM (IC 3)
1.
電源ON時,微電腦檢知到主電壓過高。
插錯使用之供應電源。
2.
保險絲開路.。
3. F1
1. 電源ON
插錯使用之供應電源。
2.
1.
馬達插頭配線接觸不良導致不轉。
定位器信號異常。
2.
車頭機構鎖住或馬達皮帶輪異物捲入卡住。
3.
加工物過厚,馬達扭力不足無法貫穿。
4.
(Power Module)
記憶體讀寫故障。
時,微電腦檢知到主電壓過低。
自行檢知到異常信息。
狀 態 與 對 策
馬達與車頭出力將全部關閉成無動作狀態。
請檢查智慧型電力模組是否異常。
請仔細檢查電源板
馬達與車頭出力將全部關閉成無動作狀態。
請更換
馬達與車頭出力將全部關閉成無動作狀態。
馬達與車頭出力將全部關閉成無動作狀態。
達與車頭出力將全部關閉成無動作狀態。
IC 3
請檢查供應此控制箱之AC電源是否正確。 (是否超過使用規格的額定電壓
請仔細檢查電源板。
請檢查
F1
請檢查供應此控制箱之AC電源是否正確。 (是否低於使用規格的額定電壓
請仔細檢查電源版。
請檢查馬達本身或馬達插頭配線等信號是否異常。
請檢查定位器信號是否異常。
請檢查車頭是否卡住或干澀轉動困難。
過電流保護回路機能是否異常發生。
記憶體元件
保險絲。
)
)
ER0. 8
選針盒與
CPU
傳輸介面通信異常。
馬達與車頭出力將全部關閉成無動作狀態。
請檢查選針盒信號配線是否異常。
Page 21

18
錯 誤 碼
出
現 時 機
狀 態 與 對 策
ER0. 9
ER0. 11
ER0. 12
ER0. 14
ER0. 15
ER0. 16
ER0. 51
1.
車頭電磁閥 (或線圈) 短路。
驅動車頭電磁閥之功率電晶體迴路有故障。
2.
當參數【
電源開啟時未插入定位器或無定位器信號
當參數【
參數【
1.
2.
1.
2.
3.
121.ANU
106. PSN】= OFF
106. PSN】= OFF
安全開關故障或接觸不良。
參數【
075. SFM
單一車縫中馬達負載超過20秒。
馬達線圈損壞。
車頭乾澀轉動不順。
】設定ON,
】設定值與使用之車頭機型不符合。
開電後馬達未自動找到針上位置時。
時,使用
時,使用
PSD
.
PSU
信號,但沒有加工物。
信號,但沒有加工物。
馬達可正常運轉操作, 但車頭 出力與 操作盒 之定針 式樣縫 製功能 將全 部關閉成 無效狀 態。
請檢查車頭電磁閥 (或線圈) 是否短路,或者其阻值是否低於2 Ω
請檢查電磁閥相關出力的驅動功率電晶體是否故障。
馬達與機頭出力將全部關閉成無動作狀態。
請檢查定位器針上信號是否異常。
請檢查控制箱是否故障。
請檢查機頭是否卡住或干澀轉動困難。
自動進入無定位器模式
請確認定位器是否忘記插入或異常。
馬達暫時停止運轉
請檢查使用
馬達暫時停止運轉
請檢查使用
馬達暫時停止運轉。
請檢查機頭上之安全開關或信號是否異常。
請核對參數【
馬達暫時停止運轉。
請檢查車頭是否負載。
請檢查車頭縫紉物是否過厚。
請檢查馬達線圈是否損壞。
請檢查車頭是否乾澀轉動不順。
PSU
回路裝置之感應器或觸動信號是否異常
PSD
回路裝置之感應器或觸動信號是否異常。
075. SFM
】的設定值是否符合機頭上的安全開關裝置。
以下。
數位字體
英文字體
POWER OFF
出
現 時 機
1.
當關掉電源供應或電源供應接觸不良時。
2.
當電板上
OI 1
檢知回路故障時 。
狀 態 與 對 策
馬達停止運轉
請檢查電源供應插頭是否接觸不良或
OI 1
回路元件是否異常檢知。
EM STOP
當參數【
149. IND】= ES
,而「
IND
」入力信號被觸發時。
馬達緊急停止運轉
必須重新開電使可正常操作。
Page 22

CE
1.
(2). HVP
-
20
:
馬達部品
部品表
:
2.
控制箱部品
2-1
2-2
1-1
:
1-2
2-3
1-4
2-4
2-6
2-5
1-5
2-6
2-7
2-17
2-9
2-11
2-10
1-6
SP
2-16
E F
G H
DBAC
2-5
編號 訂購碼(料號
1 2VP3432209AXL
1-1 315BGV150
1-2 2VP2PY4041D
2VP2PY4061D
2VP2PY4081D
1-3 315BGV140
1-4 313BGE030
1-5 2VPFRR 432X8
)
馬達組
皮帶蓋上蓋
皮帶輪
皮帶輪
皮帶輪
皮帶蓋底座
皮帶蓋支架
馬達單體
2-18
名
稱
VP-50AB0079800 170 02 8
下掛式用
(65 mm) (14∮孔)
(75 mm) (14∮孔)
(85 mm) (14∮孔)
500W
說
明
下掛式用
下掛式用
2-14
2-12
2-8
2-13
編號 訂購碼(料號
2-5 2VP20106003
2-6 2VPPPW0210
2-7 2VPMPB207
2-8 32QRCH080
2-9 32ZVPB700
2-10 315MPB600
2-11 2VP20103209
2-12 2VP20402001
)
控速器組
電源配結線
控制箱體
6P
端子座
端子座
電源板
主基板
名
稱
HVP-20
HVP-20
接頭
HVP-20
HVP-20-4-25
(A) HVP-20-4-25
1
HVP-20-4-25
2-15
說
明
9800 370 00 3
用
用
用
∮
200-240V 15A
用
用
用
1-6 2VPBTV030
2 2VP2040025201
2-1 313MPB190
2-2 2VPPCB380
2-3 2VP20104202
2-4 32QRCH270
馬達腳座組
控制箱組
控制箱後蓋
小基板
EMI
水泥電阻
2P
接頭
下掛式用
9800 370 00 2
HVP-20
HVP-20
220
Ω
30W
用
用
5559-02P
2-13 315MPB580
2-14 2VPOPBF01001
2-15 322PWG340
2-16 2VPOPBPT0P
2-17 2VPOPBC06008
2-18 2VP11800025
控制箱上蓋
選針盒
F-10
用延長線
F-10
選針盒支架
選針盒
C-60
定位器
HVP-20
9800 360 10 2
1 m.
D
9800 360 10 3
用
型
800-2H / 9800 3 67 10 2
Page 23

20
9. HVP-20-4-25
押腳開關
+12V
1
START
2
VC3
膝蓋開關
4
0V5
切線
6
端子座圖
外接
可調
電阻
2
1
5
4
押腳開關
馬達編碼器
1+5V
2
5
3
6
馬達編碼器
1
上
3
下
4
A 相
5
B 相
6
R
7
S
8T
0V
9
+12V
1
2INL
INB
3
0V4
1
下定位
NO SYNC.
2
30V
40V
+5V
5
上定位
6
7 ---
1
2
1
2
4
53INE
6
7
8
9
10
11
12
13
14
安全開關
+12V
安全開關
PSD
0V
定位器
OF
+24V
OA
OB
OC
+24V
+24V
+24V
EARTH
0V 0V
+24V
OD
抬押腳
抬押腳電磁閥
+24V(交換式)
車頭功能
切線電磁閥
掃線電磁閥
---
---
迴縫開關
迴縫電磁閥
+24V
+24V
+24V
接地線
---
+24V(交換式)
鬆線電磁閥
+12V
MT
MW
MR
ML
3
42
MP
安全開關
選針盒
1
1
5
選針盒
+12V
21CKU
3
T1out
4
R1in
5
---
U SW.
6
---
7
---
8
90V
3
527
46
1
定位器
1
7
6
5
4
3
2
1
2
抬押腳
14
13
12
11
10
9
8
車頭功能
Page 24

Key
P
O
W
E
R
..
O
參數碼
1H
2SLM
3 CNR
4N
5V
6B
7S
8SLS
9A
10 ACD
11 RVM
12 SMS
TYS
13
SBT
14
15 SBA
16 SBB
17 SBN
18 BT1
19 BT2
SME20
21
EBT
22 EBC
23 EBD
24 EBN
25 BT3
26 BT4
CT
27
參數功能 調整範圍 預設值 設定說明
最高車縫速度
慢速起縫模式選擇
計數器比例
起始回縫速度
終止回縫速度
連續回縫速度
慢速起動速度
慢速起動針數
自動定寸縫速度
自動終止回縫功能
回縫模式
起始回縫模式
起始回縫結束模式
起始回縫功能
起始回縫A段針數
起始回縫B段針數
起始回縫次數
起始回縫的針數補償
起始回縫的針數補償
1
2
終止回縫模式
終止回逢功能選擇
終止回縫C段針數
終止回縫D段針數
終止回縫次數設定
終止回縫的針數補償
終止回縫的針數補償
3
4
回縫各段落結束的停止時間
HVP - 20
50 - 9999 spm 4500
T/A
1 - 100 1
50 - 8000 spm 1900
50 - 8000 spm 1900
50 - 8000 spm 1800
50 - 2000 spm 400
0 - 99 stitches 2
50 - 8000 spm 4000
J/B J
A/M/SU/SD
CON/STP/TRM
ON/OFF
0 - 15 stitches
0 - 4 times 2
0 - F
A/SU/SD
ON/OFF
0 - 15 stitches
0 - 4 times 2
0 - F
參數表
T
ONON/OFF
A
CON
ON
3
3
4
3
A
ON
3
3
2
1
500 - 990 ms
V2-1.0K E1 / DA-251 專用 (MAC. 35)
車縫最高速度的調整
慢速起動模式選擇。操作面板上的慢速起動鍵必須開啟始有作用。
T
:當切線動作結束後下一次執行車縫動作時自動執行慢速起縫。
A
:往前輕觸踏板,即自動執行慢速起縫。
設定參數
[042. CUD]
: [042. CUD] , [159. O4] , [097. TK3]
相關參數
起始回縫速度調整
終止回縫速度調整
連續回縫速度調整
慢速起動速度調整
慢速起動針數調整
只限於自動定針縫或一發(
用在定針縫的最後一針
ON :
有效
OFF :
無效
J = JUK 模式 , B = BROT HER
J :
馬達停止或運轉時接可啟動
B :
只可在馬達運轉時啟動
起始回縫模式選擇
A :
一發車縫
M :
由踏板控制且馬達可中途停止
SU :
一發車縫但馬達可在每針的結束時由
SD :
一發車縫但馬達可在每針的結束時由
起始回縫結束模式選擇
CON :
起始回縫結速後可由踏下踏板或
STP :
起始回縫結速後, 車縫停止且必需由踏板指令重新啟動車縫
起始回縫結速後切線
TRM :
無操作盒時有效
ON :
執行
OFF :
不執行
起始回縫針數設定
起始回縫次數設定
BT1=0 : 無效, 1-8 :
BT2=0 : 無效, 1-8 :
終止回縫模式選擇
A :
一發車縫
SU :
一發車縫但馬達可在每針的結束時由
SD :
一發車縫但馬達可在每針的結束時由
無操作盒時有效
ON :
執行
OFF :
不執行
起始回縫針數設定
終止回縫次數設定
BT3=0 : 無效, 1-8 :
BT4=0 : 無效, 1-8 :
[012. SMS] , [020. SME] , [031. SMB] = SU,SD
當
段落停止時間
數值的倍數 ,
SH)
信號啟動時有效
模式
START信號on(
( Mini
連續回縫
, 當[014. SBT] = ON
, 當[014. SBT] = ON
增加回縫針數;
增加車縫針數;
, 當[021. EBT] = ON
, 當 [021. EBT] = ON
增加回縫針數;
增加車縫針數;
,
只限於
[012. SMS] , [020. SME] , [031. SMB]
時有效
時有效
9-F :
9-F :
時有效
時有效
9-F :
9-F :
[027. CT]
[027. CT]
)
增加車縫針數
增加回縫針數
[027. CT]
[027. CT]
增加車縫針數
增加回縫針數
時有效
時序控制停止於上定位
時序控制停止於下定位
立作業)繼續車縫
時序控制停止於上定位
時序控制停止於下定位
設定為
.
SU/SD
PAGE - 1
時有效
Page 25

參數碼
Key
P
O
W
E
R
..
O
N
SB5
起始
/
終止回縫針數多加固定15針功能
28
抬押腳模式選擇 (F-10用)
AFM
29 SB9
30
33 BRC
34 BRN
35 BT5
36 BT6
39 PS 0 - 250 stitches
起始
/
終止回縫針數多加可調99針
BCC
終止回縫C段多加固定1針功能
SMB
連續回縫模式
BAR32
連續回縫功能
連續回縫針數
連續回縫次數
連續回縫的針數補償
連續回縫的針數補償
SMP37
定寸縫模式
PM38 OFFON/OFF
定寸縫功能
定寸縫
1~4
段的針數
5~F
定寸縫
段的針數
參數功能 調整範圍 預設值 設定說明
(C-60用)
5
6
HVP - 20
ON/OFF
0 - 99 stitches 0
A/M/SU/SD31
0 - 99 stitches 4
0 - 15 times 4
0 - F
A/M
OFF
OFFON/OFF
參數表
V2-1.0K E1 / DA-251 專用 (MAC. 35)
起始
/
終止回縫針數多加固定15針功能選擇
ON :
有效
OFF :
無效
0.
由踏板控制
1.
00/1/2/3
ONON/OFF
馬達停止時動作
2.
切線後動作
3.
切線後及馬達停止後動作
起始
/
終止回縫針數多加可調99針的設定
C
終止回縫
ON :
OFF :
段多加固定1針功能選擇
有效
無效
連續回縫模式選擇
A :
A
一發車縫
M :
由踏板控制且馬達可中途停止
SU :
一發車縫但馬達可在每針的結束時由
SD :
一發車縫但馬達可在每針的結束時由
無操作盒時有效
ON :
執行
OFF :
不執行
連續回縫針數設定
連續回縫次數設定, 當
4
BT5=0 : 無效, 1-8 :
3
BT6=0 : 無效, 1-8 :
, 當[032. BAR] = ON
[032. BAR] = ON
增加回縫針數;
增加車縫針數;
定寸縫模式選擇
M
A :
一發車縫
M :
由踏板控制且馬達可中途停止
無操作盒時有效
ON :
執行
OFF :
不執行
15
P1-P4.
的針數設定 ,當【
0
P5-PD.
的針數設定 ,當【
時有效
038. PM】 =ON
038. PM】 =ON
[027. CT]
[027. CT]
時有效
9-F :
9-F :
時有效。
時有效。
PAGE - 2
時序控制停止於上定位
時序控制停止於下定位
增加車縫針數
增加回縫針數
Page 26
Key
P
O
W
E
R
..
O
N
參數碼
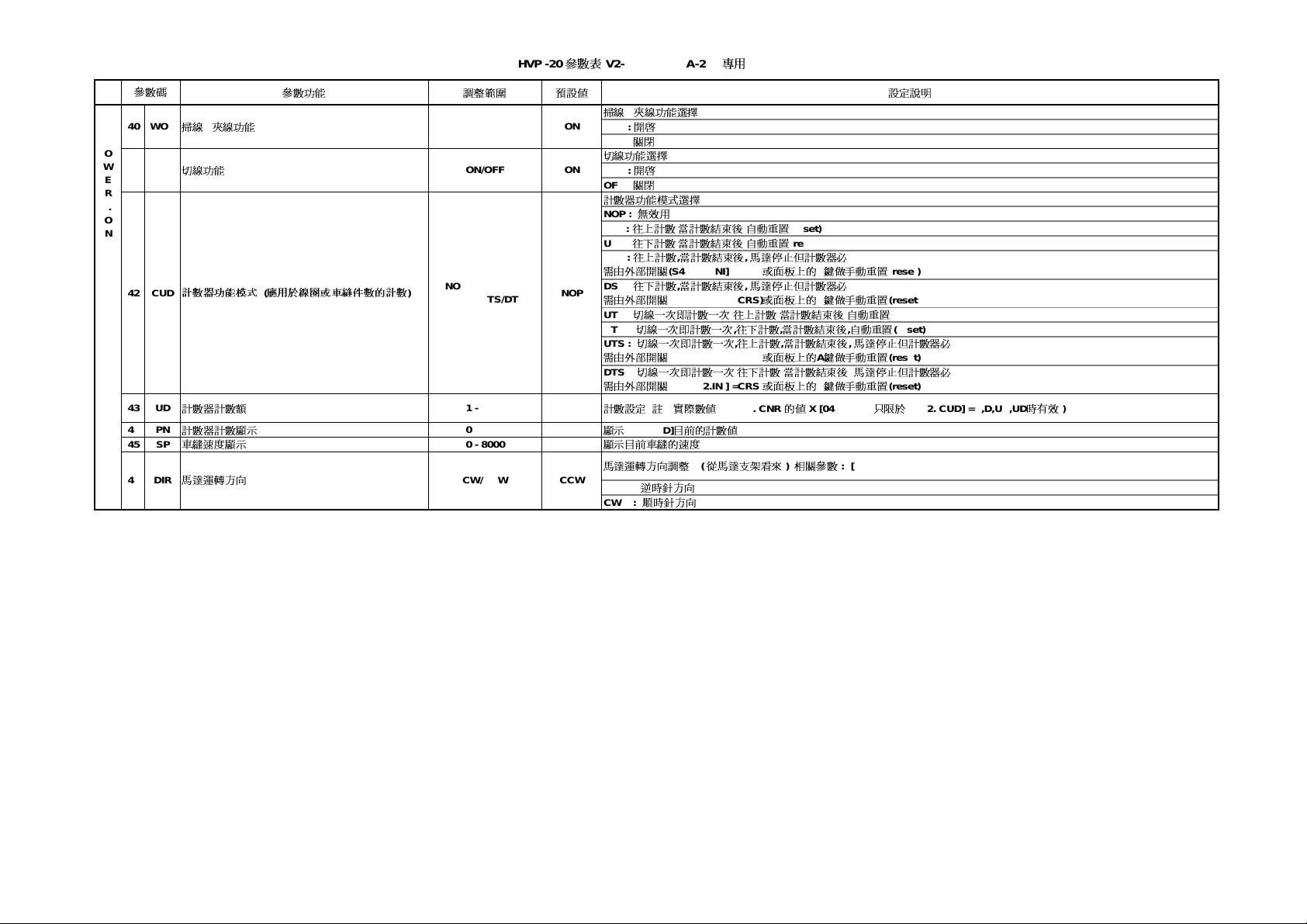
40 WON
41 TM
42 CUD
43 UD
44 PN
45 SP
46 DIR
掃線
/
夾線功能
切線功能
計數器功能模式
計數器計數額
計數器計數顯示
車縫速度顯示
馬達運轉方向
HVP - 20
參數表
V2-1.0K E1 / DA-251 專用 (MAC. 35)
參數功能 調整範圍 預設值 設定說明
掃線
/
ON/OFF
ON
ON :
OFF :
夾線功能選擇
開啟
關閉
切線功能選擇
ON/OFF
ON
ON :
OFF :
開啟
關閉
計數器功能模式選擇
NOP :
無效用
U :
(
應用於線圈或車縫件數的計數
)
NOP/U/D/US/DS/
UT/DT/UTS/DTS
1 - 9999 99
0 - 9999 0
0 - 8000 0
CW/CCW CCW
NOP
往上計數,當計數結束後,自動重置
往下計數,當計數結束後,自動重置
U :
往上計數,當計數結束後, 馬達停止但計數器必
US :
需由外部開關
DS :
需由外部開關
UT :
DT :
UTS :
需由外部開關
DTS :
需由外部開關
計數設定 (註
顯示
(S4 [152.INI] =CRS)
往下計數,當計數結束後, 馬達停止但計數器必
(S4 [152.INI] =CRS)
切線一次即計數一次,往上計數,當計數結束後,自動重置
切線一次即計數一次,往下計數,當計數結束後,自動重置
切線一次即計數一次,往上計數,當計數結束後, 馬達停止但計數器必
(S4 [152.INI] =CRS)
切線一次即計數一次,往下計數,當計數結束後, 馬達停止但計數器必
(S4 [152.INI] =CRS)
:
實際數值
= [003. CNR]的值 X [043. UD] ,
[043. UD]
目前的計數值
顯示目前車縫的速度
馬達運轉方向調整
CCW :
逆時針方向
CW :
順時針方向
(
從馬達支架看來
(reset)
(reset)
或面板上的A鍵做手動重置
或面板上的A鍵做手動重置
或面板上的A鍵做手動重置
或面板上的A鍵做手動重置
)
相關參數
: [119. DD]
(reset)
(reset)
(reset)
(reset)
(reset)
(reset)
只限於
[042. CUD] =U,D,US,UD
時有效
PAGE - 3
)
Page 27

Key
+
P
O
W
E
R
..
O
N
參數碼
47 MAC
48 N12
49 SPD
50 MPD
51 PL
52 BT
53 POL
54 BK
55 SRM
56 SRA
TRU
57
58 TR8
59 M
60 L
61 T
HPM
62
6370FTP
64 FO
65 FC
66 FD
FPM67
68 FP
69 HD
HHC
參數功能 調整範圍 預設值 設定說明
車頭碼
定位模式
車頭皮帶輪尺寸
馬達皮帶輪尺寸
馬達皮帶輪比例功能
馬達煞車時間
慢速起動功能
馬達停止時煞車功能
馬達起針反轉功能
馬達起針反轉角度
馬達切線後反轉功能
馬達切線後反轉角度
中速
低速
切線速度
押腳行程模式用於
特種綜合送料機
押腳電磁閥型式選擇
押腳電磁閥全額輸出時間
押腳出力持續電壓循環比
押腳下放延遲時間
押腳電磁閥保護功能
押腳電磁閥工作時間限制
半後踏敏感度調整
半後踏取消抬押腳
HVP - 20
0 - 101 35
參數表
V2-1.0K E1 / DA-251 專用 (MAC. 35)
車頭碼更換
PAGE - 4
定位模式選擇
ON/OFF
1 - 250 mm 75
1 - 250 mm 75
OFF
ON :
單定位 (上定位
雙定位 (上/下定位
OFF :
車頭皮帶輪尺寸設定當
)
)
[051. PL] = ON
馬達皮帶輪尺寸設定當 [051. PL] = ON時有效
時有效
馬達皮帶輪比例功能選擇
ON/OFF OFF
50 - 500 ms 200
ON : 由 [049. SPD] , [050. MPD]
OFF :
由CPU自動設定
馬達煞車時間調整
:
只限於
註
[054. BK] = ON
時有效
手動設定
馬達第一圈慢速起動功能
ON/OFF
ON
ON :
OFF :
開啟且速度由
關閉
[007. S] 設定.
慢速起動功能
ON/OFF OFF
ON :
OFF :
開啟
關閉
只限於馬達停止於上定位時有效
ON/OFF
1 - 360 degrees 60
OFF
ON : 開啟
OFF :
: 如 [147. INA] = BCR,
註
只限於
當馬達停於上定位時,第1針將根據
關閉
外接開關關可用來當做
[055. SRM] = ON
時有效
[056.SRA]
ON / OFF
的設定做反轉角度
選擇
馬達切線後反轉功能選澤
ON/OFF
1 - 360 degrees 40
L speed - 8000 spm 800
50 - 500 spm 200
50 - 500 spm 200
.
ALT/MON
M/A
0 - 990 ms 250
10 - 90
%
0 - 990 ms 0
OFF
ON :
開啟
OFF :
關閉
只限於
[057. TRU] = ON
中速調整
低速調整
切線速度調整
適用於車頭具有
MON
[ALT] 模式 :
[MON] 模式 :
M :
M
電磁式
A :
空氣式
:
當設為空氣式時
註
電磁閥力道調整,只限於
電磁閥的交換式電壓調整,只限於
20
註
:
不當調整將導致押腳無法動作或電磁閥過熱
將此時間設於
時有效
HP
功能
每按一次HP開關改變押腳行程
此模式下押腳行程必須不變且保持按著HP開關
, [064. FO] 和 [065. FC]
[063. FTP]
100 ms min.
以確保押腳能先正確下放
設定成『
[063. FTP]
將視為無效
M
』模式時有效
設定成『
M
.
電壓永遠為全額輸出
.
』模式時有效
.
押腳電磁閥保護功能選擇
ONON/OFF
ON :
(0 - 9990) x 0.01s 3000
0 - 990 100
OFFON/OFF
押腳電磁閥保護啟動時間由
OFF :
押腳電磁閥保護將永遠保持啟動,除全後踏能將之取消
押腳電磁閥工作時間設定
利用此設定當做PF延遲時間於半後踏時
1.
如時間設定過
2.
如時間設定過
ON :
OFF :
: 當 [134. KLK] = ON 時,
註
短, 會使
PF
長, 會使
PF
半後踏無抬押腳功能 (但全後踏可抬押腳
半後踏可抬押腳
.
只限於
[068. FP]
[067. FPM] = ON
控制
.
押腳安裝後時間設定於
於全後踏時且切線前時動作
於半後踏時太慢動作或遲
)
三本
車可由面板
A
鍵控制
時有效
.
鈍
.
.
100 ms min.
Page 28

參數碼
Key
71 FL
72 FHC
+
73 NTC
P
O
W
74 FRV ON/OFF
E
R
..
75 SFM
O
76 TCL
77 ILC
78
79 LTM
80 LLM
81 TS
82 T1
83 T2
84 TE
85 LS
86 L1
87 L2
88 LE
全後踏取消抬押腳
全後踏取消切線
踏板中立後切線啟動
押腳出力信號交換器(車縫時抬押腳
安全開關保護模式
切線取消
全後踏取消三本車動作時序
TRM
馬達切線動作模式
切線動作下的TM出力信號模式
鬆
線動作下的ML出力信號模式
切線啟動延遲角度
切線啟動延遲時間
切線動作時間
切線動作角度
鬆
線啟動延遲角度
鬆
線啟動延遲時間
上停後鬆線延長時間
鬆
線動作角度
參數功能 調整範圍 預設值 設定說明
)
T1/T2/T3/T4/TK/TS/T7 TS
HVP - 20
ON/OFF OFF
ON/OFF
NC/NO NO
ON/OFF
ON/OFF OFF
LK/RK/KA/KB/KC
L1/L2/L3/L4/LK/LS/L7
0 - 360 degrees 0
0 - 990 ms 0
0 - 990 ms 0
0 - 360 degrees 0
0 - 360 degrees 0
0 - 990 ms 0
0 - 1500 ms 30
0 - 360 degrees 0
參數表
V2-1.0K E1 / DA-251 專用 (MAC. 35)
ON :
全後踏無抬押腳
OFF :
全後踏可抬押腳
ON :
OFF
OFFON/OFF
全後踏後無功能
全後踏可切線
OFF :
當踏板中立後
ON : 開啟.
OFF :
關閉
. (
,
自動啟動切線功能
只限於
[072. FHC] = OFF
押腳出力信號交換
OFF
ON :
車縫中押腳抬起
OFF :
功能無效
三本
車切線安全開關
NC :
常
開. 當信號開啟, 馬達於中途停止且運轉符號也停止
NO :
常
關. 當信號關閉, 馬達於中途停止且運轉符號也停止
TCL
觸發信號入力, 下一個切線將被全後踏取消
當
OFF
ON :
開啟
OFF :
關閉
取消三本車動作時序可快速重新啟動馬達
ON :
開啟
OFF :
關閉
馬達切線動作模式選擇
LK :
適用於一般平車,切線由針下切到針上
RK :
LK
LS
適用於三本車,針停反轉角度由
KA :
適用於一
KB :
KC :
請參考
T1 :
T2 :
T3 :
T4 :
TK :
TS :
T7 :
請參考
L1 :
L2 :
L3 :
L4 :
LK :
LS :
L7 :
有效於
有效於
有效於
有效於
有效於
有效於
有效於
有效於
般三本車配
適用於
特種三本車配
只限於
[079. LTM] =TK 和 [081. TS] >0
HVP-70
在下定位延遲
在下定位延遲
在下定位延遲
在下定位延遲
切線時序
在上定位延遲
[081. TS]
[081. TS]
[081. TS]
[082. T1]
[082. T1]
在下定位保持動作, 在上定位延遲
在下定位延遲
HVP-70
在下定位延遲
在下定位延遲
在下定位延遲
在下定位延遲
在上定位延遲
[081. TS]
切線時序
[085. LS]
[085. LS]
[085. LS]
[086. L1]
[086. L1]
在下定位保持動作, 在上定位延遲
在下定位延遲
[079. LTM] = T1/T2/T3/T7 .
[079. LTM] = T4/TK/TS/T7.
[079. LTM] = T1/T3/T4/TK/TS/T7.
[079. LTM] = T2 .
[080. LLM] = L1/L2/L3/L7 .
[080. LLM] = L4/LK/LS/L7.
[080. LLM] = L1/L3/L4/LK/LS/L7.
[080. LLM] = L2 valid.
[085. LS]
包括
抬押腳及針上功能皆無效
時有效
有下切
有上切
[116. DRU]
刀
刀
圖
角度起動, 在上定位延遲
角度起動, 延
角度起動, 延
時間起動, 延
時間起動, 延
[082. T1]
角度起動, 在上定位終
圖
角度起動, 在上定位延遲
角度起動, 延
角度起動, 延
時間起動, 延
時間起動, 延
[086. L1]
角度起動, 在上定位終
,
適用於無切
設定
時有效,其它
伸
[084. TE]
伸
[083. T2]
伸
[083. T2]
伸
[083. T2]
時間起動, 延
伸
[088. LE]
伸
[087. L2]
伸
[087. L2]
伸
[087. L2]
)
刀機種
設定時如
[083. T2]
角度終
時間終
時間終
時間終
了, 且延遲
[087. L2]
角度終
時間終
時間終
時間終
時間起動, 延
了, 且延遲
同
時間終
了
了
了
了
伸
[083. T2]
[082. T1]
時間終
了
了
了
了
伸
[087. L2]
[086. L1]
LK
了
時間起動
了
時間起動
模式
時間終
時間終
了
,
了
,
延
伸
延
伸
[083. T2]
[087. L2]
時間終
時間終
PAGE - 5
了
了
Page 29

Key
參數碼
HVP - 20
參數表
V2-1.0K E1 / DA-251 專用 (MAC. 35)
參數功能 調整範圍 預設值 設定說明
PAGE - 6
+
P
O
W
E
R
..
O
N
89 D1
90 D2
91 D3
92 W1
93 W2
94 WF
96
下停時切線啟動延遲時間
下停時切線動作時間
下停時切線復原時間
掃線啟動延遲時間
掃線動作時間
押腳啟動延遲時間
密
縫功能
WEDA
密
縫針數設定
切刀延遲針數
WN3
切帶機計數設定
97 TK3
98 SLU
99 SEN
100 SRS
101 CMS
102 SE
103 SET
104 PSU
105 PSD
106 PSN
107 S7U
108 S7D
109 ROF
110 TB ON/OFF
111 COR
密
縫停止前的設定針數
回縫縫目大小模式
布邊檢知
器功能
步邊檢知
信號確
認
信號確
1 (
認
2 (
步邊檢知
布邊檢知後到停止所
布邊檢知
後的切線模式
緊急
上停車前的針數
緊急
下停車前的針數
緊急
停車後馬達再起動功能
上停車時手動回縫
下停車時手動回縫
停針位置取消回縫功能
切線 / 回縫同步功能
回縫開關的補償模式
啟動時不感應的針數
啟動後需感應的針數
需的針數
)
)
0 - 990 ms 30
0 - 2500 ms 90
0 - 990 ms 120
0 - 980 ms 10
0 - 9990 ms 70
0 - 990 ms 50
ON/OFF
0 - 99 stitches
0 - 2500 ms
0 - 250 stitches
0 - 250 stitches 0
ON/OFF OFF
ON/OFF
0 - 99 stitches 1
0 - 99 stitches 3
1 - 999 stitches 6
ON/OFF OFF
1 - 99 stitches 6
1 - 99 stitches 6
ON/OFF
ON/OFF OFF
ON/OFF
ON/OFF OFF
1/2 2
OFF95 CSF
OFF
OFF
只限於
從掃線
請參考
[078. TRM]
MW
KB
信號出力
時序
圖
設定為『
.
.
KB
』模式時有效
由針上到掃線的時間設定
掃線動作時間設定
由掃線到抬押腳啟動的時間設定
,
密
ON : 開啟. 註 : [021. EBT] =ON, [022. EBC] =8, [023. EBD] =3 和 [024. EBN] =2 和 [027. CT] =100
OFF :
10
WEDA
8
當參數
切帶機計數設定
10
當 【
當參數
ON :
OFF :
布邊檢知
ON :
OFF :
只有效於
只有效於
針上及馬達停止的
縫功能
關閉
切刀延遲針數設定
[095. CSF] = ON
042.CUD】= US,DS時 ,
x10 = 100 ms.
[095. CSF] = ON
小
縫目
大
縫目
器功能選擇
開啟
關閉
[099. SEN] 設為 ON時.
[099. SEN] 設為 ON時.
從檢知信號到停止所需針數設定, 只有效於
當檢知信號觸發時
ON : J143當 [102. SE]
OFF : 當 [102. SE]
當
[PSU]
,
信號觸發後,執行此設定的針數並停止於上定位
此針數的速度設定是由
當
[PSD]
信號觸發後,執行此設定的針數並停止於下定位
此針數的速度設定是由
當前踏
並檢知
ON
ON
ON :
OFF :
當馬達運轉時
ON :
OFF :
當馬達運轉時
ON :
OFF :
車縫中
ON :
OFF :
信號觸發時
開啟
關閉
,手按TB
有效
無效
,手按TB
有效
無效
,
回縫出力開閉於上定位或下定位
關閉於上定位
關閉於下定位
[027. CT]
時有效
時有效
時間設定
.
計數值為線圈
.
避免光線干擾
避免光線干擾
緊警告時的現
由
[098. MST]
由
[098. MST]
[099. SEN] 設為 ON
馬達將自動執行切線動作
的針數走完後,切線可動作
的針數走完後,切線不動作
[009. A]
設定
[009. A]
設定
,
馬達可重起運轉
開關將會使回縫電磁閥於上定位時動作
開關將會使回縫電磁閥於下定位時動作
有值
控制
控制
時
元件
元件
切線電磁閥與回縫電磁閥同時啟動
ON :
有效
OFF :
無效
回縫開關的補償模式選擇
按TB開關一次即執行補償
1 :
2 : 按TB
開關二次即執行補償
. 註 :
必須設定以下相關參數
[010. ACD] = OFF 和 [011. RVM] = B
必需調整
.
Page 30

Key
+
P
O
W
E
R
..
O
N
參數碼
112 WMD
113 DEG
114 UEG
115 PMD
116 DRU
117 ER
118 NOS
120 FHM
121 ANU
122 HL
參數功能 調整範圍 預設值 設定說明
全後踏的掃線模式
下停針的角度
上停針的角度
送電時螢幕
針上到針下的反轉角
故障
馬達無定位器模式
馬達驅動模式
送
送
車縫最高速度限制
顯示前次狀態功能
碼顯示
電後或切線時的全後踏模式
電後自動找上定位功能
HVP - 20
W/O/A W
5 - 180 degrees 12
5 - 180 degrees 12
ON/OFF
1 - 360 degrees 180
10 SETS
ON/OFF OFF
ON/OFF
FU/NU/NO/NUF/EFF FU
ON/OFF OFF
50 - 9999 spm 4500
參數表
OFF
OFF119 DD
V2-1.0K E1 / DA-251 專用 (MAC. 35)
W :
標準
掃線功能 (車縫停止後全後踏時只執行一次
每次全後踏皆執行掃線(無限
O :
掃線動作一直執行如全後踏保持不放狀態時,一但放開踏板(中立)則
A :
:
掃線時間由
註
下停針的角度調整
上停針的角度調整
送電時螢幕
ON :
當電源開啟時,螢幕
當電源開啟時,螢幕
OFF :
只限於
馬達由下定位反轉並停止於上定位的上
-
錯誤碼的歷史訊息,總共可記憶10組
ON :
不須加裝定位器,但馬達將運轉於無定位模式,且每次停止於不同位置
OFF :
需加裝定位器
馬達驅動模式選擇
ON :
直驅
OFF :
下掛式
FU :
NU :
全後後踏提針於上定位
NO :
無抬押腳
NUF :
EFF :
全後踏抬押腳且馬達運轉於低速
ON :
送
OFF :
無效
車縫最高速度限制設定
[093. W2]
顯示前次狀態模式選擇
[078. TRM] =『RK
式
標準
操作
全後踏抬押腳並提針於上定位
電後馬達先自動找尋上定位
顯示前次關電前的
顯示一般模式
--
全後踏即切線並抬押腳
)
控制
』時有效
狀態(保持之前
狀態
死點
PAGE - 7
,)
掃線動作停止
狀態
).
Page 31

七段顯示器字體與實際數值對照表
7-Segment Display Characters Compare Table
數值字體部份
實際數值
(Actual)
: Arabic Numerals
0 1 2 3 4 5 6 7 8 9
:
顯示字體
(Display)
英文字體部份
實際字母
(Actual)
顯示字體
(Display)
實際字母
(Actual)
: English Alphabet
A B C D E F G H I J
K
L
M N O P Q R S T
顯示字體
(Display)
實際字母
(Actual)
顯示字體
(Display)
U V W X Y Z
 Loading...
Loading...