

Page 1

Transportation Safety Division
3M™ Reflective License Plate
Sheeting Recommended
Manufacturing Procedures
Information Folder 9.8
February 2021
Replaces Information Folder 9.8 Dated March 2020
1 Description
3M Reflective License Plate Sheeting Series 3750, 4770, 4780, 4790, 6700, 6750, and 9250 are durable, allweather sheetings designed for use in the fabrication of multi-year retroreflective license plates. They are used to
produce attractive license plates which function 24 hours a day to enhance nighttime safety and the legibility of
the vehicle identification system. The backsides of these sheetings are pre-coated with a pressure sensitive
adhesive, protected by a removable liner, for application to license plate substrates. Plates can be embossed and
roll coated with either transparent or opaque roll coating inks, or dry roll coating foils. Plates made with digitally
printed variable plate message sheeting need no roll coating.
2 Substrates
Metal cleanliness, pretreatment, and surface temperature are the most important factors for ensuring good
adhesion of the sheeting to the metal substrate. For instructions on checking metal cleanliness, see Section 4.1,
Quality Checklist: Metal Cleaning.
After metal straightening, aluminum entering the sheeting laminator should be in the temperature range of
105 ± 10 °F for optimal adhesion.
A minimum temperature of 70 °F is recommended.
Page 2
2 3M™ Reflective License Plate Sheeting Recommended Manufacturing Procedures February 2021
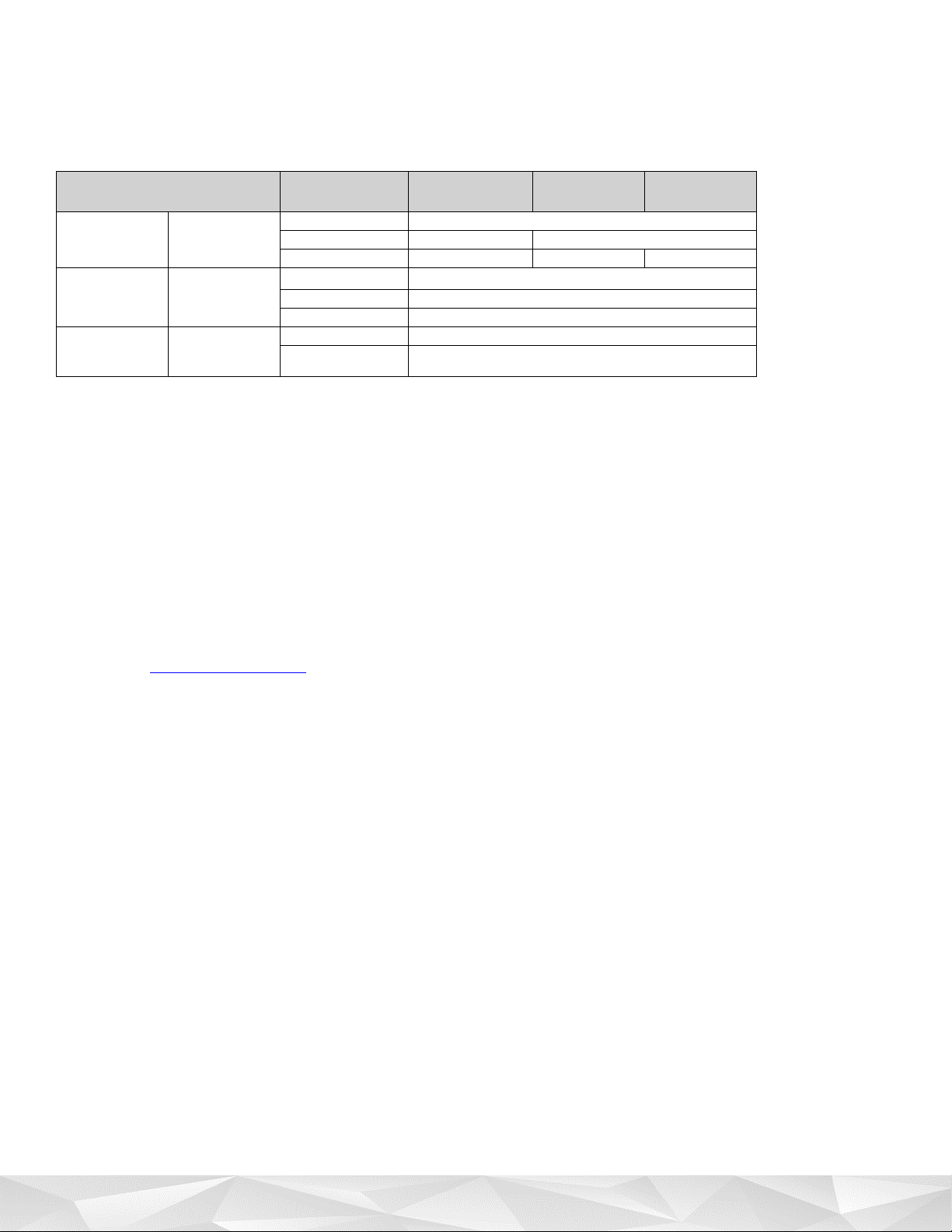
Table 1 presents the desired characteristics of recommended aluminum stock materials.
Table 1. Typical aluminum stock characteristics
Material Property
Alloy 3105
Al coil base Base metal
Front surface Pretreatment
Pretreatment
Back surface
a. 3M has experimented extensively with license plate pretreatments and concluded:
License plate manufacturers should consult with their aluminum stock supplier to discuss best options.
or polyester
washcoat
Aluminum pretreated with Bonderite 1455SF is no longer recommended for use.
Aluminum pretreated with Bonderite M-CR 1430C is recommended as a suitable replacement.
Temper H-18 or H-28 H-12 or H-22
Gauge (in.) 0.022 0.027 0.032
Formulation
Powdery residue None
Appearance No change in coating pattern
Powdery residue None
Appearance No change in coating pattern
DLP
(non-embossed)
Chemically treated or conversion coated
DLP &
Embossed
Embossed
a
3 Procedure
3.1 Retroreflective Sheeting Application
Applicator operators must maintain proper side to side alignment of the sheeting on the metal by adjusting the
steering on the 3M Squeeze Roll Applicator (16 inches) as needed.
For graphic printed sheeting, the 16 inch squeeze roll applicator adjustment must be set and monitored to
maintain the correct repeat pattern measurement on the sheeting after it is applied to the metal substrate. On
3M applicators, this adjustment is set by the thumb-wheel switches on the applicator electronic control panel
(refer to Information Folder 9.4
).
3.2 Cut Blanks
Cut blanks must be stored on edge after being removed from the blanking press. Avoid packing blanks too
tightly to minimize sticking of blanks and scuffing or scraping of sheeting.
The cut blanks must be stored for a minimum of 48 hours prior to embossing to allow the sheeting to reach
maximum adhesion to the metal substrate. Check the adhesion of the sheeting to the metal after the 48 hour
rest period (see Section 4.2 Quality Checklist: metal cleaning).
The surface of the license plate sheeting scratches easily. Care must be taken when handling cut blanks to
prevent the sheeting surfaces from getting scratched.
Blanking dies must be kept sharpened as any burrs on the bolt holes or along the edges of the plate can
scratch the surface of the sheeting.
3.3 Embossing
Embossing height must be uniform and maintained at a height sufficient to avoid smudging the background
during roll coating.
1 Satisfactory embossing heights are usually in the range of 0.070–0.080 inches (1.8–2.0 mm). 2 If registration characters and fixed copy cannot be maintained at a uniform height, registration
characters may be slightly higher, however, the difference between the registration character and
fixed copy heights should not exceed 0.003 inches (0.076 mm).
Dies causing scuffing and cutting should be removed from production, polished, adjusted, and/or repaired
before being put back into use.
Page 3

3 3M™ Reflective License Plate Sheeting Recommended Manufacturing Procedures February 2021
Check all new die setups for roll coating quality before beginning any volume production.
Cover the tops of racks of embossed plates to prevent accumulation of dust and other foreign matter.
License plate blanks must be handled with care during the embossing operation to prevent scratching their
sheeting surfaces.
3.4 Roll Coat and Oven Drying Operations
The roll coat color should be applied to match the shade established by the appropriate state agency.
1 Mount sample plates on or near roll coaters for operator reference. See Section 4.3, Quality Checklist:
Color Shade.
2 Match the color shade by adjusting the doctor roll on the roll coater (refer to roll coater operator's
manual).
Roll coat ink can be thinned as necessary according to the manufacturer's recommendations.
1 Colors may be pre-thinned using up to 10% by weight of the recommended thinner. 2 Additional thinning on the rolls using a pistol oiler or spray may be necessary to keep the ink from
drying on the rolls during equipment shutdowns or other production delays.
Roll coat ink smudges on background areas of plates must be removed prior to drying.
o Smudges, or all of the wet coating, may be wiped off with a cloth saturated in a solvent recommended in
the appropriate roll coat product bulletin. Wiped off plates must be completely dry before being recoated.
Dry roll coat foils.
o Dry roll coat foils are applied to clean, embossed plates using high quality roll-on dry roll coat machines
capable of providing adequate heat and pressure. It is recommended that adhesion between dry roll coat
foil and license plate sheeting be tested each time a new roll of foil is loaded onto the machine.
Consistent oven temperature and dwell time must be maintained to provide thorough curing of roll coat inks.
o The hardness of the dried roll coat, when applied to the bare metal backside of the plate, must be
sufficient to resist rupture of the coating by a “B” hardness pencil. See Section 4.4, Quality Checklist:
Hardness Test.
License plates must be allowed to cool down to room temperature prior to being stacked and packaged.
4 Quality Checklist
4.1 Metal Cleaning
Test and record the cleanliness of the metal substrate using the Water Break Test.
1 Pour water onto the surface of the substrate. 2 The water should not bead up, but rather flow out to form a uniform film on the surface (see Figure 1). 3 Following the water break test, be sure to wipe the water off of the substrate before laminating the
retroreflective sheeting.
Figure 1. Water break test: the image on the left illustrates a failure, the image on the right, a pass.
Page 4

4 3M™ Reflective License Plate Sheeting Recommended Manufacturing Procedures February 2021
4.2 Sheeting Adhesion
Test the sheeting adhesion on a scrap blank 48 hours after application of sheeting.
1 Starting at the rounded corner of a scrap blank, peel the sheeting away from the metal substrate with
your fingernail.
2 Peel sheeting away until you have enough to hold with your fingers.
3 Hold the sheeting and pull it away from the substrate using uniform tension.
4 It should be difficult to impossible to peel the sheeting, including its adhesive, in one piece from the
aluminum. 5 In case of a failure, recheck cleanliness of aluminum stock.
4.3 Color Shade
Compare the color shade on the roller coated plates with a target color shade sample and record lighter, equal
to, or darker on a sample plate or sheeting.
If necessary, adjust roll clearances on the roll coater to achieve the correct color shade match.
4.4 Hardness Test
Test and record the hardness of the dried roll coat ink applied to the back of the license plate.
Emboss a blank upside down so the embossed alpha/numeric characters are on the backside of the blank.
With a set of graded drawing pencils consecutively rated for hardness B, HB, F, and H:
1 Press the lead into the surface at a 45° angle. Apply sufficient pressure in a forward direction to
crumble the lead or penetrate the ink film, but not enough to break the main piece of lead.
2 Results shall be reported as the range of hardness of consecutive pencils, the softer of which
crumbles, and the harder of which penetrates the ink film. Example: Pencil B-HB.
3 Ink coatings showing pencil hardnesses of B-HB or harder are needed for best reflectorized license
plate durability and performance.
5 Environmental, Health, and Safety
Read all health hazard, precautionary, and first aid statements found in the Safety Data Sheets (SDS) and Article
Information Sheets for important health, safety, and environmental information. Consult local regulations and
authorities for possible restrictions. To obtain SDSs and Article Information Sheets for 3M products, go to
3M.com/SDS
, contact 3M by mail, or for urgent requests call 1-800-364-3577.
6 Other Product Information
Always confirm that you have the most current version of the applicable product bulletin, information folder, or
other product information from 3M’s Website at 3M.com/VehicleRegistration
.
7 Literature Reference
Before starting any job, be sure you have the most current Product and Instruction Bulletins.
3M IF 9.4
3M PB 3750/3750P
3M PB 4770E/T
3M PB 4780E/T
3M PB 4790
3M PB 4800/4900
3M PB 4850/4950
3M PB 6700
3M PB 6750
3M PB 9250E/T
3M PB HSF 100/200
and DRF 300/400 3M™ Dry Roller Coat Foil Series HSF 100/200 and DRF 300/400
3M™ Squeeze Roll Applicator (16 inch)
3M™ Reflective License Plate Sheeting Series 3750
3M™ Preclear Reflective License Plate Sheeting Series 4770E/4770T
3M™ Preclear Reflective License Plate Sheeting Series 4780E/4780T
3M™ Preclear Reflective License Plate Sheeting Series 4790
3M™ Roll Coat Inks Series 4800/4900
3M™ Roll Coat Inks Series 4850/4950
3M™ High Definition Reflective License Plate Sheeting Series 6700
3M™ High Definition Reflective License Plate Sheeting Series 6750 With Removable
Top Liner
3M™ Digital License Plate Reflective License Plate Sheeting Series 9250E/9250T
Page 5

For Information or Assistance
Call:
In Canada
1
Interne
1-800-553-1380
Call:
-800-3M HELPS (1-800-364-3577)
t:
http://www.3M.com/roadsafety
3M, and Science. Applied to Life. are trademarks of 3M. Used under license in Canada.
3M assumes no responsibility for any injury, loss, or damage arising out of the use of a product that is not of our
manufacture. Where reference is made in literature to a commercially available product, made by another
manufacturer, it shall be the user’s responsibility to ascertain the precautionary measures for its use outlined by
the manufacturer.
Important Notice
All statements, technical information and recommendations contained herein are based on tests we believe to be
reliable at the time of this publication, but the accuracy or completeness thereof is not guaranteed, and the
following is made in lieu of all warranties, or conditions express or implied. Seller's and manufacturer's only
obligation shall be to replace such quantity of the product proved to be defective. Neither seller nor manufacturer
shall be liable for any injury, loss or damage, direct, special or consequential, arising out of the use of or the
inability to use the product. Before using, user shall determine the suitability of the product for his/her intended
use, and user assumes all risk and liability whatsoever in connection therewith. Statements or recommendations
not contained herein shall have no force or effect unless in an agreement signed by officers of seller and
manufacturer.
Transportation Safety Division
3M Center, Building 0225-04-N-14
St. Paul, MN 55144-1000 USA
Phone 1-800-553-1380
Web 3M.com/roadsafety
Please recycle. Printed in USA © 3M 2021.
All rights reserved. Electronic Only
 Loading...
Loading...