

Page 1
Page 2
Корешок № 2. На гарантийный ремонт станка
модели «
изъят «…..» ……………………. ……200……года
Ремонт произвел …………………….. / …………… /
----------------------------------------------------------------- линия отреза ---------------------------------------------------------------
Корвет - »
Гарантийный талон
Корешок № 1. На гарантийный ремонт станка
модели «
Ремонт произвел …………………….. / …………… /
Корвет - »
изъят «…..» ……………………. …200………года
Гарантийный талон
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ»,
Россия, 394006, г. Воронеж, пл. Ленина, 8.
Т А Л О Н № 2
На гарантийный ремонт станка
«КОРВЕТ ………..» зав. № …………………..
Изготовлен «…….» ……….…………… / ……/
М П
Продан _______________________________
наименование торга или штамп
Дата « ……» …………………………200 ..г
подпись продавца _____________
Владелец: адрес, телефон ……………………
…………………………………………………………..
…………………………………………………………..
…………………………………………………………..
Выполнены работы по устранению дефекта
……………………………………………………………
……………………………………………………………
……………………………………………………………
Дата « …….» …………… 200 …г ____________
подпись механика_____________________
Владелец ___________________________
личная подпись
Утверждаю:
Руководитель ремонтного предприятия
(наименование ремонтного предприятия или его
штамп)
Дата «……» ……………..200 ..г ______________
личная подпись
Место для заметок _______________________
______________________________________________
______________________________________________
______________________________________________
______________________________________________
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ»,
Россия, 394006, г. Воронеж, пл. Ленина, 8.
Т А Л О Н № 1
На гарантийный ремонт станка
«КОРВЕТ ………..» зав. № …………………..
Изготовлен «…….» ……….…………… / ……/
М П
Продан _______________________________
наименование торга или штамп
Дата « ……» …………………………200 ..г
подпись продавца _____________
Владелец: адрес, телефон ……………………
…………………………………………………………..
…………………………………………………………..
…………………………………………………………..
Выполнены работы по устранению дефекта
……………………………………………………………
……………………………………………………………
……………………………………………………………
Дата « …….» …………… 200 …г ____________
подпись механика_____________________
Владелец ___________________________
личная подпись
Утверждаю:
Руководитель ремонтного предприятия
(наименование ремонтного предприятия или его
штамп)
Дата «……» ……………..200 ..г ______________
личная подпись
Место для заметок _______________________
________________________________________________
________________________________________________
________________________________________________
________________________________________________
Page 3
20
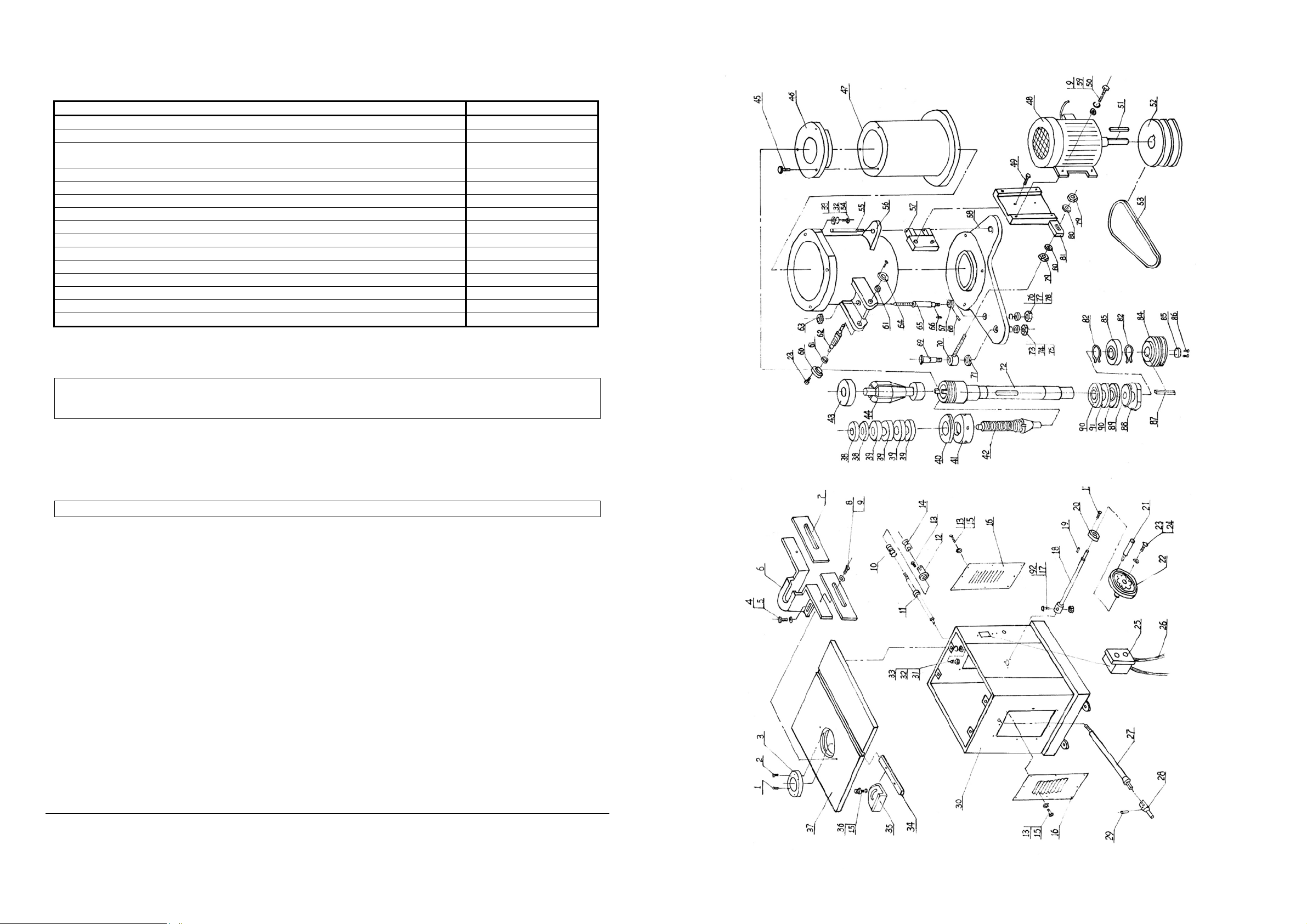
ДЕТАЛИ СБОРКИ ФРЕЗЕРНОГО СТАНКА "КОРВЕТ 85"
*- позиция по схеме сборки
№* Код Наименование К-во №* Код Наименование К-во
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
124601
124602
124603
124604
124605
124606
124607
124608
124609
124610
124611
124612
124613
124614
124615
124616
124617
124618
124619
124620
124621
124622
124623
124624
124625
124626
124627
124628
124629
124630
124631
124632
124633
124634
124635
124636
124637
124638
124639
124640
124641
124642
124643
124644
124645
124646
Винт М8х20 3 47
Винт М5х30 3 48
Фланец 1 49
Болт М10х20 2 50
Шайба Ǿ 10 2 51
Корпус 1 52
Планка направляющая 2 53 124565 Ремень 2
Винт 2 54
Шайба Ǿ 8 6 55
Пружина 1 56
Ось 1 57
Фланец 1 58
Винт М6х15 25 59
Ручка 1 60
Шайба Ǿ 6 21 61
Панель 2 62
Винт М6х30 1 63
Вал маховика 1 64
Шпонка 5Х15 1 65
Фланец 1 66
Ручка 1 67
Маховик 1 68
Болт М6х12 7 69
Шайба 1 70
Выключатель 1 71
Эл. провод 2 72
Ось 1 73
Ручка 1 74
Штифт 1 75
Основание 1 76
Болт 4 77
Шайба Ǿ 12 8 78
Контршайба Ǿ 12 8 79
Планка направляющая 1 80
Транспортир 1 81
Винт 1 82
Стол рабочий 1 83
Шайба наборная 2 84
Шайба наборная 4 85
Гайка зажимная 1 86
Гайка колпачковая 1 87
Вставка шпинделя 1 88
Гайка колпачковая 1 89
Цанга 1 90
Болт М8х30 3 91
Вкладыш стола 1 92
124647
124648
124649
124650
124651
124652
124653
124654
124655
124656
124657
124658
124659
124660
124661
124662
124663
124664
124665
124666
124667
124668
124669
124670
124671
124672
124673
124674
124675
124676
124677
124678
124679
124680
124681
124682
124683
124684
124685
124686
124687
124688
124689
124690
124691
Кожух 1
Электродвигатель 1
Винт М8х30 2
Болт М8х30 4
Шпонка 8х30 1
Шкив 1
Болт М8х30 4
Ось подвески 1
Кожух 1
Плита подвески 1
Крышка 1
Контршайба Ǿ 12 4
Вкладыш 1
Шарикоподшипник 6203Z 2
Вал червячный 1
Колесо червячное 1
Вкладыш 1
Ось 1
Шпонка 5х12 1
Контргайка 1
Винт М6х10 1
Ось 1
Натяжитель 1
Шайба 1
Шпиндель 1
Контршайба Ǿ 12 1
Плоская шайба Ǿ 12 1
Гайка М12 1
Контршайба Ǿ 12 1
Плоская шайба Ǿ 12 1
Гайка М8 1
Гайка М16 2
Шайба Ǿ 16 2
Плита электродвигателя 1
Кольцо крепежное 2
Шарикоподшипник 6206Z 1
Шкив 1
Крышка 1
Установочный винт М6х15 2
Шпонка 8х25 1
Гайка М33х1.5 1
Шайба Ǿ 33 1
Шарикоподшипник 6207Z 2
Вставка 2
Гайка 1
1
Уважаемый покупатель!
Вы приобрели фрезерный станок для работ по дереву, изготовленный в КНР компанией ИНСТРИМПЕКС под
контролем российских специалистов и по заказу ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ»
Перед вводом в эксплуатацию фрезерного станка для работ по дереву, внимательно и до конца прочитайте настоящее
руководство по эксплуатации, и сохраните
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с фрезерным деревообрабатывающим станком.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования
5.2. Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО СТАНКА
8. СБОРКА
8.1. Монтаж фрезерного станка
8.2. Установка подвижного стола
8.3. Установка прижимных устройств и направляющей скоса
8.4. Установка ручки на маховик установки высоты фрезы
8.5. Установка фрезерных головок и насадных фрез
8.6. Монтаж и демонтаж вставки шпинделя
9. РЕГУЛИРОВКА
9.1. Регулировка перед началом
10. ПОРЯДОК РАБОТЫ
10.1. Подготовка к работе
10.2. Включение
10.3. Фрезерование
10.4. Фрезерование криволинейных кромок
11. ФРЕЗЕРНАЯ ГОЛОВКА С НАБОРОМ СМЕННЫХ НОЖЕЙ
12.ОПОРА РОЛИКОВАЯ
13. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
14. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
15. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
16. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
17. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Настоящее руководство по
"КОРВЕТ 85 "
работы
эксплуатации предназначено для изучения и правильной эксплуатации фрезерного станка модели
его на весь срок использования станка.
к шнуру питания
1. ОБЩИЕ УКАЗАНИЯ
1.1. Фрезерный станок для работ по дереву "КОРВЕТ 85 " (далее станок) предназначен для фрезерной обработки деревянных
заготовок: поперечного строгания, вырезки криволинейных поверхностей, выборки фальцев, пазов, гребней, калевок, шпунтов,
шлицев и вырезки неправильных форм.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок может эксплуатироваться в следующих условиях
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % при температуре 25 °С.
Внимание: Запрещается эксплуатировать станок без пылесоса
пыли на рабочих узлах и деталях станка.
1.4. Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного помещения, его не распаковывать
и не включать в течение 8 часов. Станок должен прогреться до температуры окружающего воздуха. В противном случае станок
может выйти из строя при включении, из-за сконденсировавшейся влаги на деталях электродвигателя.
1.5. Приобретая станок
эксплуатации, дающих право на бесплатное устранение заводских дефектов в период гарантийного срока, при наличии на них
даты продажи, штампа магазина и разборчивой подписи или штампа продавца.
1.6. После продажи станка претензии по некомплектности не принимаются.
, проверьте его работоспособность, комплектность, наличие гарантийных талонов в руководстве по
:
(см. Раздел 13). Не допускайте накопления опилок и
Page 4
2
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в табл. 1
Таблица 1.
Наименование параметра Значение параметра
Номинальное напряжение питания, В 220 ± 22
Частота сети, Гц 50
Род тока
Номинальная мощность двигателя, Вт 2250
Тип двигателя асинхронный
Частота вращения шпинделя, об/мин 3500; 7000
Диаметр шпинделя, мм 32
Вертикальный ход фрезы, мм 90
Максимальный диаметр фрезы, мм 125
Максимальная высота фрезы, мм 80
Размеры стола, мм 690 х 555
Габариты станка L х W х H, мм 985 х 800 х1240
Уровень звука, дБА не более 80
Диаметр патрубка пылесборника, мм 98
Масса, кг 195
2.1.1. По электробезопасности станок модели "КОРВЕТ 85 " соответствует I классу защиты от поражения
электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за собой право
вносить изменения в конструкцию и комплектность. При необходимости информация об этом будет прилагаться
отдельным листом к «Руководству»
переменный,
однофазный
Схема сборки станка "КОРВЕТ 85"
19
3. КОМПЛЕКТНОСТЬ СТАНКА
ВНИМАНИЕ! Часть комплектующих деталей находится внутри основания станка.
3.1. В комплект поставки входит:
A. Станок "КОРВЕТ 85 " 1 шт.
B. Подвижный стол 1 шт.
C. Патрубок пылесборника 1 шт.
D. Прижимное устройство 1 шт.
E. Прижимная планка 1 шт.
F. Прижимная пластина 1 шт.
G. Стойка 1 шт.
H. Направляющая 1 шт.
I. Стойка прижимов 1 шт.
J. Опора резиновая 4 шт.
K. Ручка установочная 1 шт.
L. Фиксирующий винт 3 шт.
M. Крепёжные детали 1 компл.
N. Крепление
O. Направляющая скоса
P. Ключ
Q. Штанга
Руководство по эксплуатации 1 экз.
Упаковка 1шт.
Код для заказа 10285
2 шт.
1 шт.
1 шт.
1 шт.
Page 5

18
Электрическая схема станка
Описание работы электрической схемы
3
Рис.1
Станок подключается в розетку сети 220В, 50Гц c помощью вилки с заземляющим контактом. Перед подключением
необходимо проверить надежность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо нажать на зелёную кнопку.
Выключить станок можно двумя способами:
- нажатием красной кнопки;
- выведением подключающей вилки из розетки.
От перегрузок и короткого замыкания в
электрооборудование станка установлен автомат защиты.
Схема строповки
Page 6

4
р
рску
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока внимательно не ознакомитесь с
изложенными в «Руководстве» рекомендациями, пока поэтапно не пройдете все пункты настройки и
регулировки станка.
4.1.1. Ознакомьтесь с Вашим станком.
4.1.2. Правильно устанавливайте и всегда содержите в рабочем состоянии все защитные устройства.
4.1.3. Выработайте в себе привычку: прежде чем включать станок, убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место, проведения работ станка, должно быть ограждено. Содержите рабочее место в чистоте, не допускайте
загромождения посторонними предметами. Не допускайте использование станка в помещениях со скользким полом,
например, засыпанном опилками или натертым воском.
4.1.5. Запрещается эксплуатация станка в помещениях с относительной влажностью воздуха более 80%. Позаботьтесь
о хорошем освещении рабочего места и свободе передвижения вокруг станка.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от
помещение на замок.
4.1.7. Не перегружайте станок. Ваша работа будет выполнена лучше и закончится быстрее, если вы будете выполнять
её так, чтобы станок не перегружался.
4.1.8. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций станка, а
также использование станка для работ, на которые он не рассчитан
4.1.9. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду, перчатки, галстуки,
украшения. Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви и убирайте назад
длинные волосы.
4.1.10. Всегда работайте в защитных очках, обычные очки таковыми не являются, поскольку не противостоят ударам;
работайте с применением наушников
4.1.11. При работе стойте на диэлектрическом коврике .
4.1.12. При подготовке к работе подключите к станку пылесос. Необходимо использовать индивидуальные средства
защиты дыхательных путей (респиратор), поскольку пыль при обработке некоторых материалов ( ДСП, ДВП и т.п.)
может вызывать аллергические осложнения.
4.1.13. Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь
агрегатами, и не опирайтесь на работающий станок.
4.1.14. Контролируйте исправность деталей станка, правильность регулировки подвижных деталей, соединений
подвижных деталей, правильность установок под планируемые операции. Любая неисправная деталь должна
немедленно ремонтироваться или заменяться.
4.1.15. Содержите станок в чистоте, в исправном состоянии, правильно его обслуживайте.
4.1.16. Перед началом любых работ
питания станка из розетки электросети.
4.1.17. Используйте только рекомендованные комплектующие (детали, узлы и механизмы). Соблюдайте указания,
прилагаемые к комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного
случая.
4.1.18. Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок, дождитесь
полной
4.1.19. Перед первым включением станка обратите внимание на правильность сборки и надежность установки станка.
станке. Для исключения возможности удара электрическим током не подвергайте станок воздействию
повышенной влажности.
4.1.20. Если Вам что-то показалось ненормальным в работе станка, немедленно прекратите его эксплуатацию.
4.1.21. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от розетки.
Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
4.1.22. После запуска станка, дайте ему поработать некоторое время
посторонний шум или почувствуете сильную вибрацию, выключите станок, извлеките вилку шнура питания из
розетки электрической сети и установите причину этого явления. Не включайте станок, прежде чем будет найдена и
устранена причина неисправности.
4.1.23. Не работайте на станке, если принимаете лекарства, или в
опьянения
остановки двигателя и выдерните шнур из сети.
ВНИМАНИЕ! Прочтите надписи с предупреждающими указаниями на наклейках, расположенных на
для уменьшения воздействия шума.
по настройке или техническому обслуживанию станка извлеките вилку шнура
.
на холостом ходу. Если в это время вы услышите
состоянии алкогольного или наркотического
рабочего места. Запирайте рабочее
над вращающимися деталями и
17
3.Двигатель
перегревается,
останавливается,
размыкает прерыватели
п
едохранителей
Станок модели "КОРВЕТ 85" соответствует требованиям ГОСТ 12.2.026.0-93 , обеспечивающим безопасность жизни, здоровья
потребителей и охрану окружающей среды и признан годным к эксплуатации.
Дата изготовления ”___”_____________ 200 г. ОТК _____________ штамп
подпись
Дата продажи “___”_____________ 200 г. __________________
1. Двигатель перегружен
2. Обмотки сгорели или обрыв в обмотке
16. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
1. Уменьшить нагрузку на двигатель,
соблюдать режим работы для данной
операции.
2. Обратиться в специализированную
масте
ю для ремонта
подпись продавца штамп магазина
17. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную работу станка модели «Корвет» при соблюдении условий хранения, правильности
монтажа, соблюдении правил эксплуатации и обслуживания, указанных в руководстве по эксплуатации.
Гарантийный срок – 12 месяцев с дня продажи через розничную торговую сеть. Срок службы – 5 лет.
Гарантия распространяется только на производственные дефекты, выявленные в процессе эксплуатации станка в
гарантийного срока. В случае нарушения работоспособности станка в течение гарантийного срока владелец имеет право на его
бесплатный ремонт.
В гарантийный ремонт принимается станок при обязательном наличии правильно и полностью оформленного
и заполненного гарантийного талона установленного образца на представленный для ремонта станок с штампом
торговой организации и подписью покупателя.
В гарантийном ремонте может быть отказано:
1. При отсутствии гарантийного талона.
2. При нарушении пломб, наличии следов разборки на корпусе, шлицах винтов, болтов, гаек и прочих следов разборки или
попытки разборки станка.
3. Если неисправность станка стала следствием нарушения условий хранения, попадания внутрь посторонних предметов,
жидкостей, нарушения
предназначенным режущим инструментом, насадками, дополнительными приспособлениями и т.п.).
4. При перегрузке или заклинивании двигателя (одновременный выход из строя ротора и статора, обоих обмоток статора).
5. При механическом повреждении сетевого шнура или штепселя.
6. При механическом повреждении корпуса и его деталей.
Гарантия
- сменные принадлежности (аксессуары и оснастка), например: пилки, пильные диски, пильные ленты, отрезные диски, ножи,
сверла, элементы их крепления, патроны сверлильные, цанги, буры, подошвы шлифовальных и ленточных машин, фильтры и
т.п.;
- быстроизнашивающиеся детали, если на них присутствуют следы эксплуатации, например: угольные щетки, приводные
ремни, сальники, защитные кожухи, направляющие и протяжные ролики, цепи приводные, резиновые уплотнения и т.п. Замена
их в течение гарантийного срока является платной услугой;
- шнуры питания, в случае повреждения изоляции, подлежат обязательной замене без согласия владельца (услуга платная);
- расходные материалы, например: лента шлифовальная, заточные, отрезные и шлифовальные круги и т.п.
Предметом гарантии не является неполная комплектация станка, которая могла быть выявлена при продаже. Претензии от
третьих лиц не принимаются.
Станок в ремонт должен сдаваться чистым, в комплекте с принадлежностями.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы
постороннего запаха, дыма, вибрации, стука, повышенной искры на коллекторе – прекратить работу и обратиться в
Сервис - Центр «Корвет» или гарантийную мастерскую.
Гарантийный, а также послегарантийный ремонт производится оригинальными деталями и узлами только в гарантийных
мастерских, указанных в перечне «Адреса гарантийных мастерских».
Примечание: Техническое обслуживание станка, проведение регламентных работ, регулировок, указанных в
руководстве по эксплуатации, диагностика не относятся к гарантийным обязательствам и оплачиваются согласно
действующим расценкам Сервис - Центра.
С гарантийными обязательствами ознакомлен и согласен: _______________, _______________________
дата подпись покупателя
Сервис-Центр “Корвет” тел./ факс (4732); 39-24-86; 39-24-84 (многоканальный), добавочный номер 418.
E-mail: petrovich@enkor.ru; orlova@enkor.ru
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ
Импортер:ООО «Энкор-Инструмент-Воронеж»:394018, Воронеж, пл. Ленина, 8. Тел./факс: (4732) 39-03-33
E-mail:
не распространяется на:
opt@enkor.ru
условий эксплуатации (эксплуатация без необходимых насадок и приспособлений, эксплуатация не
станка, например: падение оборотов, изменение шума, появление
КО., ЛТД. Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
период
Page 7

16
14. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: для собственной безопасности необходимо выключить станок и отключить вилку из
электрической розетки перед выполнением обслуживания станка.
14.1. Обслуживание
14.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливание пыли, стружки и посторонних
предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы, и детали от пыли, стружки и посторонних
предметов. Периодически очищайте станок сжатым воздухом.
14.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае износа
следует заменять немедленно.
14.1.3. Приводные ремни следует менять, когда их натяжение не помогает предотвращать проскальзывание
шпинделя.
14.1.4. Станок всегда необходимо проверять перед работой. Все неисправности должны быть устранены, и
выполнены регулировки. Проверить плавность работы всех деталей.
14.1.7. После окончания работы удалить стружку со станка и тщательно очистить все поверхности. Рабочие
поверхности
14.1.8. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых деталей, узлов и
механизмов станка после 50 часов наработки.
14.1.9. Для смазки поверхностей станка применять пастообразный воск. Для смазки ходовых винтов применять
густую смазку типа ЛИТОЛ.
должны быть сухими, слегка смазаны пастообразным воском.
, повреждения
15. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная регулировка. Лучше
всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Проверить наличие напряжения в
сети
3. Обратиться в специализированную
мастерскую для ремонта.
3. Обратиться в специализированную
мастерскую для ремонта.
5. Заменить шнур на более короткий,
убедитесь, что он отвечает
требованиям п.5.2.4.
1. Двигатель не
запускается
2. Двигатель не
развивает полную
скорость и не работает
на полную мощность
1. Нет напряжения в сети питания
2. Неисправен выключатель 2. Проверить выключатель
3. Сгорела обмотка двигателя
1. Низкое напряжение 1. Проверить напряжение в сети
2. Перегрузка по сети 2. Проверить напряжение в сети
3. Обрыв в обмотке
5. Слишком длинный удлинительный шнур
5
4.2.Дополнительные указания по обеспечению безопасности при работе с фрезерным деревообрабатывающим станком.
4.2.1. Никогда не выполняйте фрезерную операцию, если не установлены: защитные кожухи или крышки вращающихся узлов
и элементов, и элементов электропроводки, предусмотренные конструкцией.
4.2.2. Не включайте станок с не зажатым режущим инструментом
режущего инструмента.
4.2.3. Используйте только заточенный режущий инструмент соответствующий предполагаемой операции.
4.2.4. Не включайте и не выключайте станок при не отведённой заготовке от режущего инструмента.
4.2.5. Не пытайтесь остановить двигатель, систему передачи вращения или фрезу руками или какими-то
либо предметами.
4.1.6. Никогда не вставляйте пальцы в
4.2.7. Обеспечивайте надёжное прижатие и положение на рабочем столе обрабатываемой заготовки.
4.2.8. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.9. Фрезеруйте только качественную древесину. На заготовке не должно быть слабых или очень крепких сучков, гвоздей,
винтов, камней или иных инородных предметов, которые могут привести к поломке режущего инструмента.
фрезы или вышеуказанных предметов могут нанести травму.
4.2.10. Прижимные и направляющие устройства должны быть установлены в соответствии с рабочим заданием.
4.2.11. При работе с узкими и короткими заготовками необходимо пользоваться специальными захватами и прижимами.
4.2.12. При фрезеровании по направляющей планке заготовку необходимо прижимать к столу и направляющей планке
прижимными устройствами.
при помощи колодок, толкателей или шаблонов.
4.2.13. Длинные заготовки должны обрабатываться только с использованием дополнительных роликовых опор.
4.2.14. Категорически запрещается при криволинейном фрезеровании подавать заготовку против слоя, так как в этом случае
возможен выброс заготовки.
4.2.15. Производить измерения обрабатываемой заготовки,
приборов и инструментов только после полной остановки вращающихся элементов станка.
4.2.16. Ограничьте себя от попадания стружки.
4.2.17. Не допускать скопление стружки на столе станка.
4.2.18. Стружку убирать при помощи крючка и щётки при выключенном станке.
4.2.19. Останавливайте станок, проверяйте состояние крепления и положение
станка после 50 часов наработки.
4.2.20. При Т.О. не допускайте попадания смазочных материалов на кнопки и рычаги управления.
4.2.21.К работе со станком допускать рабочих, подготовленных и имеющих опыт работы на фрезерных деревообрабатывающих
станках, не моложе 16 лет.
В остальных случаях при ручной подаче заготовок необходимо подавать на режущий инструмент
отверстие выхода опилок.
если она находится на столе станка, при помощи мерительных
. Обеспечивайте необходимое крепление и положение
Вылет обломков
всех сопрягаемых деталей, узлов и механизмов
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям Вашего станка. Для
этого достаточно взглянуть на табличку с техническими данными на двигателе станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку станка, если она не входит в розетку питающей сети. Вместо этого квалифицированный
электрик должен установить соответствующую розетку. Розетка, к которой подключается станок, обязательно должна иметь
заземляющий контакт.
5.1.2. При повреждении шнура питания станка его должен заменить изготовитель или сертифицированный Сервисный центр
ПРЕДУПРЕЖДЕНИЕ: Этот станок предназначен для использования только в сухом помещении. Не допускать
установки станка во влажных помещениях.
5.2 Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя, регулярно очищайте двигатель от стружки и пыли.
Таким образом, обеспечивается его беспрепятственное охлаждение.
5.2.1. Если двигатель не запускается или внезапно останавливается при работе, сразу же отключите станок. Извлеките вилку
шнура питания станка из розетки и попытайтесь по таблице возможных неисправностей найти и устранить возможную
причину.
5.2.2. Устройство защиты или автомат защиты необходимо регулярно проверять, если:
- двигатель постоянно перегружается;
- колебания напряжения сети в пределах ±10%
При тяжёлой нагрузке, однако, необходимо, чтобы на двигатель подавалось напряжение 220 В.
5.2.3. Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах, при перегрузках, пониженном
напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов). Поэтому всегда с помощью
квалифицированного электрика проверяйте все
относительно номинального значения не влияют на нормальную работу станка.
разъёмы, рабочее напряжение и потребляемый ток.
.
Page 8

6
5.2.4. При большой длине и малом поперечном сечении подводящих проводов на этих проводах происходит
дополнительное падение напряжения, которое приводит к проблемам с двигателем. Поэтому для нормального
функционирования этого станка необходимо достаточное поперечное сечение подводящих проводов. Приведённые в
таблице данные о длине подводящих проводов относятся к расстоянию между распределительным щитом, к которому
подсоединен станок, и вилкой штепсельного разъёма станка. При этом не имеет значения, осуществляется ли подвод
электроэнергии к станку через стационарные подводящие провода, через удлинительный кабель или через
комбинацию стационарных и удлинительных кабелей. Удлинительный провод должен иметь на одном конце вилку с
заземляющим контактом, а на другом – розетку, совместимую с вилкой
Предупреждение: Станок должен быть заземлен через розетку с заземляющим контактом.
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм2
Вашего станка.
6. РАСПАКОВКА
6.1. Открыть коробку, извлечь станок и все комплектующие детали.
6.2. Проверить комплектность станка см.раздел 3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной сборки и работы,
снять покрытие. Защитное покрытие легко удаляется уайт-спиритом, с помощью
мягкой салфетки. Растворители могут повредить поверхность. Для очистки окрашенных, пластмассовых и резиновых
деталей используйте
маслом все обработанные поверхности.
6.3. При установке и перемещении станка рекомендуется использовать подъемные механизмы и стропы
грузоподъемностью не менее 220 кг. см. схему строповки стр. 18.
6.4. Строповку производить за четыре рым-болта, устанавливаемых в специальные отверстия в основании
мыло и воду. Тщательно протрите все детали чистой сухой салфеткой, и слегка смазать жидким
станка.
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и деталей (Рис.2, 3)
1. Основание
2. Маховик (установки высоты фрезы)
3. Ручка фиксации (положения установки фрезы)
4. Направляющая
5. Рабочий стол
6. Направляющая планка (задняя)
7. Маховик (прижимного устройства)
8. Прижимное устройство
9. Винт фиксации (перемещения прижимной пластины)
10. Винт фиксации (штанги)
11. Прижимная
12. Прижимная пластина
13. Направляющая планка (передняя)
14. Направляющая скоса
15. Ручка фиксации (вращения шпинделя)
16. Магнитный пускатель
17. Стол подвижный
18. Стойка (направляющей скоса и прижимного устройства)
19. Винт фиксации (прижимного устройства)
20. Штанга
21. Винт фиксации (штанги)
22. Установочный винт (стойки прижимов)
23. Патрубок пылесборника
24. Винт (перемещения
25. Гайка фиксации (перемещения направляющей планки)
26. Панель
27. Опора резиновая
планка
направляющей планки)
15
12.ОПОРА РОЛИКОВАЯ
Для создания удобств при работе со станком, рекомендуем приобрести опору роликовую (Рис.12), которая облегчит работу с
заготовками большой длины, как при подаче заготовки на обработку, так и передаче готового изделия после обработки.
Рис.12
Код для заказа 29940 Код для заказа 29941 Код для заказа 29942
13. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
Для сбора стружки и древесной пыли при работе деревообрабатывающих станков модели «КОРВЕТ», рекомендуем
использовать пылесосы «КОРВЕТ» различных модификаций (Рис.13, 14, 15), которые обеспечат надлежащие условия работы и
сохранят Ваше здоровье.
Рис .13 Рис. 14 Рис. 15
«КОРВЕТ 61» «КОРВЕТ 65» «КОРВЕТ 67»
750 Вт, 220 В, 50 Гц 2200 Вт, 220 В, 50 Гц 3750 Вт, 380 В, 50 Гц
Расход воздуха 14,2 м
Код для заказа 10261 Код для заказа 10265 Код для заказа 10267
«КОРВЕТ 64» «КОРВЕТ 66»
1500 Вт, 220 В, 50 Гц 3750 Вт, 380 В, 50 Гц
Расход воздуха 42,6 м
Код для заказа 10264 Код для заказа 10266
3
/мин Расход воздуха 62.3 м3/мин Расход воздуха 76м3/мин
3
/мин Расход воздуха 70,82 м3/мин
Page 9

14
СМЕННЫЕ НОЖЫ
Рис.2
7
Рис.3
Page 10

8
8. СБОРКА
ВНИМАНИЕ! НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ
И ВСЕХ ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ
8.1. Монтаж фрезерного станка
8.1.1. Фрезерный станок должен устанавливаться на прочном ровном полу. При выборе места для установки станка
убедитесь, что помещение достаточно освещено и что оператор не будет работать в собственной тени.
8.1.2. В нижней части основания (1) Рис.2 станка закрепить четыре резиновые опоры (27) Рис.3. Для повышенной
устойчивости, фрезерный станок может
(вместо резиновых опор).
8.2. Установка подвижного стола
8.2.1. Закрепить направляющую (4) на рабочем столе (5) болтом (49) через втулку (50) и болтом (51) к держателю (52)
как показано на Рис.4. Регулировочным винтом (53) отрегулировать параллельность направляющей (4) относительно
рабочего стола (5) Рис.4.
8.2.2. Выкрутить ограничительный болт (56), установить подвижный стол (17), ограничительный
на прежнее место. Проверить правильность установки, если при перемещении подвижного стола (17) прикладывается
значительное усилие или перемещается очень легко (имеет люфт) необходимо отпустить крепёжные гайки (54),
установить подшипники (55) таким образом, чтобы подвижный стол (17) свободно перемещался по направляющей (4),
но при этом не было люфта Рис.4.
8.2.3. Проверить, чтобы подвижный стол (17) находился в
регулировочными винтами (53) отрегулировать положение подвижного стола (17) относительно рабочего стола (5)
Рис.4.
Рис.4
быть прикреплён к полу. Используйте для этой цели анкерное соединение
болт (56) установить
одной плоскости с рабочим столом (5). При необходимости
13
11. ФРЕЗЕРНАЯ ГОЛОВКА С НАБОРОМ СМЕННЫХ НОЖЕЙ (Рис.11)
Фрезерная головка с профильными ножами используется для обработки сложных поверхностей, при изготовлении наличников,
плинтусов, багетов, профилированного конструкционного бруса и пр. Корпус фрезерной головки выполнен из высокопрочного
термообработанного сплава. Сменные ножи изготовлены из высоколегированной стали.
Код для заказа 19304
Рис.11
Page 11

12
10. ПОРЯДОК РАБОТЫ
10.1. Подготовка к работе
10.1.1. Для удаления стружки из зоны работы режущего инструмента предусмотрено подсоединение станка к
устройству для сбора стружки и древесной пыли см. раздел 13. Патрубок пылесборника (23) подсоединить к
устройству для сбора стружки и древесной пыли Рис.3.
10.1.2. Поместить заготовку на рабочий стол (5). Проверить плавность движения и равномерность прилегания
заготовки к
10.1.3. Проверить правильность настройки сострагиваемого слоя (п.9.1) и установки прижимных устройств.
Прижимная планка (11) должна быть настроена таким образом, чтобы заготовка была плотно прижата к рабочему
столу (5), но в тоже время не мешала продвижению заготовки. Прижимная пластина (12) должна быть настроена
таким образом, чтобы заготовка была плотно
продвижению заготовки Рис.5. При выполнении фрезерной операции с применением подвижного стола (17) заготовку
на подвижном столе закрепить с помощью прижимного устройства (8) Рис.4а.
10.1.4. При обрабатывании заготовок длинной более 1000мм установить роликовые опоры.
10.2. Включение
ВНИМАНИЕ!
Перед пробным включением станка убедиться, что на рабочем столе все узлы и механизмы надёжно
закреплены, нет посторонних предметов, и ничего не мешает вращению шпинделя и фрезы.
10.2.1. Вставить электрическую вилку шнура питания станка в розетку с напряжением 220 вольт.
10.2.2. Включение станка производится нажатием на зелёную кнопку магнитного пускателя (16), скорость шпинделя
постепенно повысится до максимальных оборотов Рис. 2.
10.2.4.
работают равномерно и правильно.
10.2.5. Когда фрезерование закончено, нажать на красную кнопку магнитного пускателя (16), вилку шнура питания
станка извлечь из питающей розетки Рис.2.
10.3. Фрезерование
10.3.1. К работе с фрезерным станком допускать лиц подготовленных и имеющих опыт работы
деревообрабатывающими станками. Приступая к выполнению фрезерной операции на станке необходимо изучить
руководство по эксплуатации и устройство станка, чётко знать о назначении каждого органа управления станком.
10.3.2. Перед выполнением намеченной фрезерной операции чётко знать о методах и режимах предполагаемой
обработки, получить информацию в соответствующих учебных пособиях или у квалифицированного специалиста
10.3.3. Произвести подготовительные настройки описанные выше. Подача заготовки производится вручную по
рабочему столу (5) и направляющим планкам (6 и 13) Рис.2, 5.
10.3.4. При использовании в работе подвижного стола (17) установить заготовку по направляющей скоса (14),
надёжно закрепить заготовку прижимным устройством (8).Подача заготовки производится вручную по рабочему
столу (5), перемещая подвижный стол (17) Рис.4а, 5.
10.3.5. Подавать заготовку с равномерной
обрабатываемой поверхности заготовки.
10.3.6. Скоростной режим подачи и глубина фрезерной обработки при использовании определённых материалов
заготовок и режущего инструмента подбирается по справочной литературе или опытным путём.
10.4. Фрезерование криволинейных кромок
10.4.1. Фрезерование криволинейных кромок может быть плоским и профильным, сквозным (по всему контуру
заготовки) и не сквозным (часть длины контура).
10.4.2. Для выполнения криволинейного фрезерования используются специальные приспособления – цулаги, упорные
кольца и копировальные пальцы. На вставке (42) рабочего стола (5) Рис.8 имеются отверстия, в которые возможна
установка копировального пальца. К нижней части заготовки крепится предварительно изготовленный шаблон.
Обводя шаблон по копировальному пальцу, подаём заготовку и получаем
Меняя шаблоны и режущий инструмент, можно получить различные изделия. Об изготовлении и методах работы с
этими приспособлениями можно получить информацию в соответствующих учебных пособиях о работе с фрезерными
деревообрабатывающими станками.
ВНИМАНИЕ! НЕ ВКЛЮЧАЙТЕ И НЕ ВЫКЛЮЧАЙТЕ СТАНОК ПРИ НЕ ОТВЕДЁННОЙ ЗАГОТОВКЕ ОТ
РЕЖУЩЕГО ИНСТРУМЕНТА
направляющей планке (13) и рабочему столу (5) Рис. 3.
прижата к направляющим планкам (6 и 13), но в тоже время не мешала
Станок должен поработать не менее 2-3 минут. Убедиться, что все элементы станка надежно закреплены и
с фрезерными
.
скоростью. Любая остановка заготовки образует неровность или ступень на
нужный профиль по заданному контуру.
9
Рис.4а Рис.5
8.3. Установка прижимных устройств и направляющей скоса
8.3.1. На подвижном столе (17) установить стойку (18). На стойке (18) установить, используя шайбу и винт фиксации (28), и
закрепить направляющую скоса (14) Рис.4а.
8.3.2. На стойке (18) используя винт фиксации (19) закрепить прижимное устройство (8) Рис.4а.
8.3.3. На корпусе узла направляющих планок (29) установить и закрепить двумя винтами фиксации (30) стойку
Рис.5.
8.3.4. В квадратное гнездо стойки прижимов (31) вставить штангу (20) и закрепить двумя винтами фиксации (10 и 21) Рис.3,5.
8.3.5. Используя крепления (N) Рис.1 и винты фиксации (32 и 9) на штанге (20) установить и закрепить прижимную планку (11)
и прижимную пластину (12) Рис.5.
8.4. Установка ручки на маховик установки высоты фрезы
8.4.1. Ручку (К) Рис.1 установить и закрепить контргайкой
8.5. Установка фрезерных головок и насадных фрез
8.5.1. Для установки фрезерной головки или насадной фрезы необходимо ручку фиксации (15) Рис.3 оттянуть (от станка) и
повернув на 90
Рожковым ключом (не комплектуется) открутить гайку (33). Со вставки шпинделя (34) снять наборные шайбы (35) Рис.6.
Рис.6
о
установить в нижнее положение (к станку), тем самым застопорить вращение вставки шпинделя (34).
на маховик установки высоты фрезы (2) Рис.5.
прижимов (31)
Page 12

10
Рис.7
8.5.2. На вставку шпинделя (34) установить фрезерную головку (36) (или насадную фрезу), выше фрезерной головки
(36) при необходимости установить наборные шайбы (35), так чтобы перекрыть 1-2 оборота резьбы на вставке
шпинделе (34), в противном случае Вам не удастся закрепить фрезу или фрезерную головку (36) гайкой (33) Рис.7.
8.5.3. При выполнении разного вида фрезерования не на всю высоту заготовки (например
нижняя часть заготовки не обрабатывается) в первую очередь на вставку шпинделя (34) перед фрезой или фрезерной
головкой (36) по необходимости установить наборные шайбы (35), установить фрезерную головку (36), закрепить
см.п.8.5.2 Рис.7.
8.5.4. При выполнении некоторых фрезерных операций не на всю высоту заготовки (например, выбрать четверть и т.п.
–
верхняя часть заготовки не обрабатывается), а высота режущей части фрезы или фрезерной головки (36) превышает
размер фрезерования - необходимо извлечь вкладышное кольцо (40). Опустить фрезерную головку (36) частично ниже
плоскости рабочего стола (5) Рис.8.
Рис.8
Рис.9
, выборка паза и т.п. -
11
9. РЕГУЛИРОВКА
Ваш станок был собран и полностью отрегулирован на заводе- изготовителе. Во время транспортировки регулировки могут
нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить вновь.
ПРЕДУПРЕЖДЕНИЕ: Никогда не выполняйте какие-либо регулировки при включенном станке. Это может привести к
травме.
9.1. Регулировка перед началом работы
9.1.1.Выполнить установки согласно предполагаемой операции см.пункт 8.
9.1.2. При фрезеровании важным в настройке является установка направляющих планок (6 и 13). Ослабить фиксацию
направляющих планок (6 и 13), повернув против часовой стрелки гайки фиксации (25), вращением винтов (24) соответственно
установить переднюю и заднюю направляющие планки (6 и 13) в одной плоскости по касательной к окружности
фрезы. Гайками фиксации (25) закрепить положение направляющих планок (5 и 13). Необходимо обращать особое внимание на
перпендикулярность направляющих планок (6 и 13) относительно рабочего стола (5) (проверяется угольником) Рис.3, 5.
9.1.3. При сквозном (плоском и профильном) фрезеровании задняя направляющая планка (6) остаётся, как указано в п.9.1.2, а
переднюю направляющую планку (13) установить параллельно задней направляющей планке (6) но со смещением
касательной окружности резания на величину сострагиваемого слоя (глубины профиля), п.9.1.2. Гайкой фиксации (25)
закрепить установку направляющей планки (6) Рис.3.
9.1.4. При плоском и профильном несквозном фрезеровании обе направляющие планки (13 и 6) устанавливаются в одной
плоскости без смещения относительно друг друга, но со смещением к касательной окружности резания на величину
сострагиваемого слоя Рис.3, 5.
9.1.5.При
требуемого угла Рис.4а.
9.1.6. Установка высоты фрезы относительно рабочего стола (5) выполняется вращением маховика установки высоты фрезы
(2). Вращением маховика установки высоты фрезы (2) по часовой стрелке фреза поднимается, против часовой стрелки –
опускается Рис.5. Установленное положение закрепляется вращением по часовой стрелки
Рис.10
выполнении торцевого фрезерования на подвижном столе (17) установить направляющую скоса (14) на показания
ручки фиксации (3) Рис.3.
резания
к
8.6. Монтаж и демонтаж вставки шпинделя
8.6.1. На станке предусмотрена замена вставки шпинделя (34) или возможность установки шпиндельной насадки
(цангового патрона и т.п.) на место вставки шпинделя (34).
8.6.2. Застопорить вращение вставки шпинделя (34) см.п. 8.5.1.
8.6.3. Ослабить два винта зажимной гайки (37), ключом (41) скрутить зажимную гайку (37) и колпачковую гайку (38),
извлечь вставку шпинделя (34) Рис.8, 9.
8.6.4.
Установка вставки шпинделя (34) производится в обратном порядке, описанном в пункте 8.6.3, при это выборку
вставки шпинделя (34) необходимо совместить с ответной частью посадки конуса вставки шпинделя (34) Рис.9.
9.1.7. Определить необходимую скорость вращения шпинделя для предстоящей обработки заготовки. Для изменения частоты
вращения шпинделя необходимо выкрутить крепёжные винты панели (26), снять панель (26) Рис.(3). Гаечными ключами (не
комплектуется), удерживая за головку болт (43), выкрутить гайку (44), переместить электродвигатель (45) в сторону шкива
шпинделя (46) и установить два ремня передачи (47) в одно из двух положений. Верхнее положение
шкивах (46 и 48) соответствует частоте вращения =3500об/мин., нижнее положение ремня передачи (47) на шкивах (46 и 48)
соответствует частоте вращения =7000об/мин. Гаечными ключами (не комплектуется), удерживая за головку болт (43),
закрутить гайку (44) – натянуть ремни передачи (47). Чрезмерное натяжение ускорит износ ремня передачи (47) Рис.9.
ремней передачи (47) на
 Loading...
Loading...