

Page 1

Page 2
Корешок № 2. На гарантийный ремонт станка
модели «Корвет ____________»
изъят «…..» ……………………. ……200……года
Ремонт произвел …………………….. / …………… /
----------------------------------------------------------------- линия отреза --------------------------------------------------------------------
Корешок № 1. На гарантийный ремонт станка
модели «Корвет ___________»
изъят «…..» ……………………. …200………года
Ремонт произвел ……………… /
Гарантийный талон
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ»,
Россия, 394006, г. Воронеж, пл. Ленина, 8.
Т А Л О Н № 2
На гарантийный ремонт станка
«КОРВЕТ ………..» зав. № …………………..
Изготовлен «…….» ……….…………… / ……/
М П
Продан _______________________________
наименование торга или штамп
Дата « ……» …………………………200 ..г
подпись продавца _____________
Владелец: адрес, телефон ……………………
…………………………………………………………..
…………………………………………………………..
…………………………………………………………..
Выполнены работы по устранению дефекта
……………………………………………………………
……………………………………………………………
……………………………………………………………
Дата « …….» …………… 200 …г ____________
подпись механика_____________________
Владелец ___________________________
личная подпись
Утверждаю:
Руководитель ремонтного предприятия
(наименование ремонтного предприятия или его штамп)
Дата «……» ……………..200 ..г ______________
личная подпись
Место для заметок _______________________
___________________________________________________
___________________________________________________
____________________________________
______________________________________________
Гарантийный талон
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ»,
Россия, 394006, г. Воронеж, пл. Ленина, 8.
Т А Л О Н № 1
На гарантийный ремонт станка
«КОРВЕТ ………..» зав. № …………………..
Изготовлен «…….» ……….…………… / ……/
М П
Продан _______________________________
наименование торга или штамп
Дата « ……» …………………………200 ..г
подпись продавца _____________
Владелец: адрес, телефон ……………………
…………………………………………………………..
…………………………………………………………..
…………………………………………………………..
Выполнены работы по устранению дефекта
……………………………………………………………
……………………………………………………………
……………………………………………………………
Дата « …….» …………… 200 …г ____________
подпись механика_____________________
Владелец ___________________________
личная подпись
Утверждаю:
Руководитель ремонтного предприятия
(наименование ремонтного предприятия или его
штамп)
Дата «……» ……………..200 ..г ______________
личная подпись
Место для заметок _______________________
_________________________________________________
_______________________________________________
________________________________________________
________________________________________________
Page 3

Уважаемый покупатель!
Вы приобрели малогабаритный токарный станок с регулируемой скоростью
ИНСТРИМПЕКС под контролем российских специалистов по заказу ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ».
Перед вводом в эксплуатацию токарного станка внимательно и до конца прочтите настоящее руководство по
эксплуатации и сохраните его на весь срок использования станка.
СОДЕРЖАНИЕ
1. Общие указания
2. Технические данные
3. Комплектность станка
4. Указания по
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с токарным станком
5. Подключение станка к источнику питания
5.1. Электрические соединения. Требования к шнуру питания
5.2. Требования к двигателю.
6. Распаковка
7. Устройство станка
8. Сборка
8.1. Монтаж токарного станка
9. Регулировка
9.1. Регулировка
9.2. Регулировка ручки подачи поворотного суппорта
9.3. Регулировка перемещения поперечного суппорта
9.4. Регулировка ручки подачи поперечного суппорта
Инструкция по эксплуатации
10.
10.1. Подготовка к работе
10.2. Включение
10.3. Точение
10.4. Точение с автоматической подачей
10.5. Нарезание резьбы
10.6. Замена шестерен для нарезания резьбы
10.7. Индикатор нарезания резьбы
11. Техническое обслуживание
11.1. Обслуживание
12. Свидетельство о приёмке и продаже
13. Гарантийные обязательства
14. Возможные неисправности и методы их устранения
15. Детали сборки "КОРВЕТ 401 "
16. Схема сборки
17. Схема электрическая.
18. Рекомендуемые приспособления и инструмент
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации малогабаритного токарного
станка модели "КОРВЕТ 401 "
технике безопасности
поворотного суппорта
"КОРВЕТ 401 "
1
, изготовленный в КНР компанией
1. ОБЩИЕ УКАЗАНИЯ
1.1. Токарный станок модели "КОРВЕТ 401 " (далее станок) предназначен для токарной обработки металла и всех видов
пластмасс.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % при температуре 25 °С.
1.4.
Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного помещения, не распаковывайте и
не включайте его в течение 8 часов. Станок должен прогреться до температуры окружающего воздуха. В противном случае
станок может выйти из строя при включении из-за сконденсировавшейся влаги на деталях электродвигателя.
1.5. Приобретая станок,
эксплуатации, дающих право на бесплатное устранение заводских дефектов в период гарантийного срока при наличии на них
даты продажи, штампа магазина и разборчивой подписи или штампа продавца.
1.6. После продажи станка претензии по некомплектности не принимаются.
проверьте его работоспособность, комплектность, наличие гарантийных талонов в руководстве по
Page 4
2
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в табл. 1
Таблица 1.
Наименование параметра Значение параметра
Номинальное напряжение питания, В 220 ± 22
Частота сети, Гц 50
Род тока переменный,однофазный
Номинальная потребляемая мощность двигателя, Вт 500
Тип двигателя коллекторный
Частота вращения шпинделя, об/мин 0 -1100, 0-2500
Максимальное расстояние между центрами станка, мм 300
Диаметр сквозного отверстия шпинделя, мм 20
Конус шпинделя Morse №3
Конус задней бабки Morse №2
Ход поперечного суппорта, мм 65
Ход поворотного суппорта, мм 35
Шаг нарезаемой резьбы, мм 0,5 -2.5
Рекомендуемая глубина точения за один проход, мм 0,1
Максимальная глубина точения за один проход, мм 0.2
Диаметр обработки над станиной, мм 180
Диаметр патрона, мм 80
Биение шпинделя (радиальное), мм 0,01
Габариты станка, мм 850х305х320
Уровень звука, дБА не более 80
Масса, кг 38
2.1.1. По электробезопасности станок модели "КОРВЕТ 401 " соответствует I классу защиты от поражения
электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за собой право вносить
изменения в конструкцию. При необходимости информация об этом будет прилагаться отдельным листом к
«Руководству»
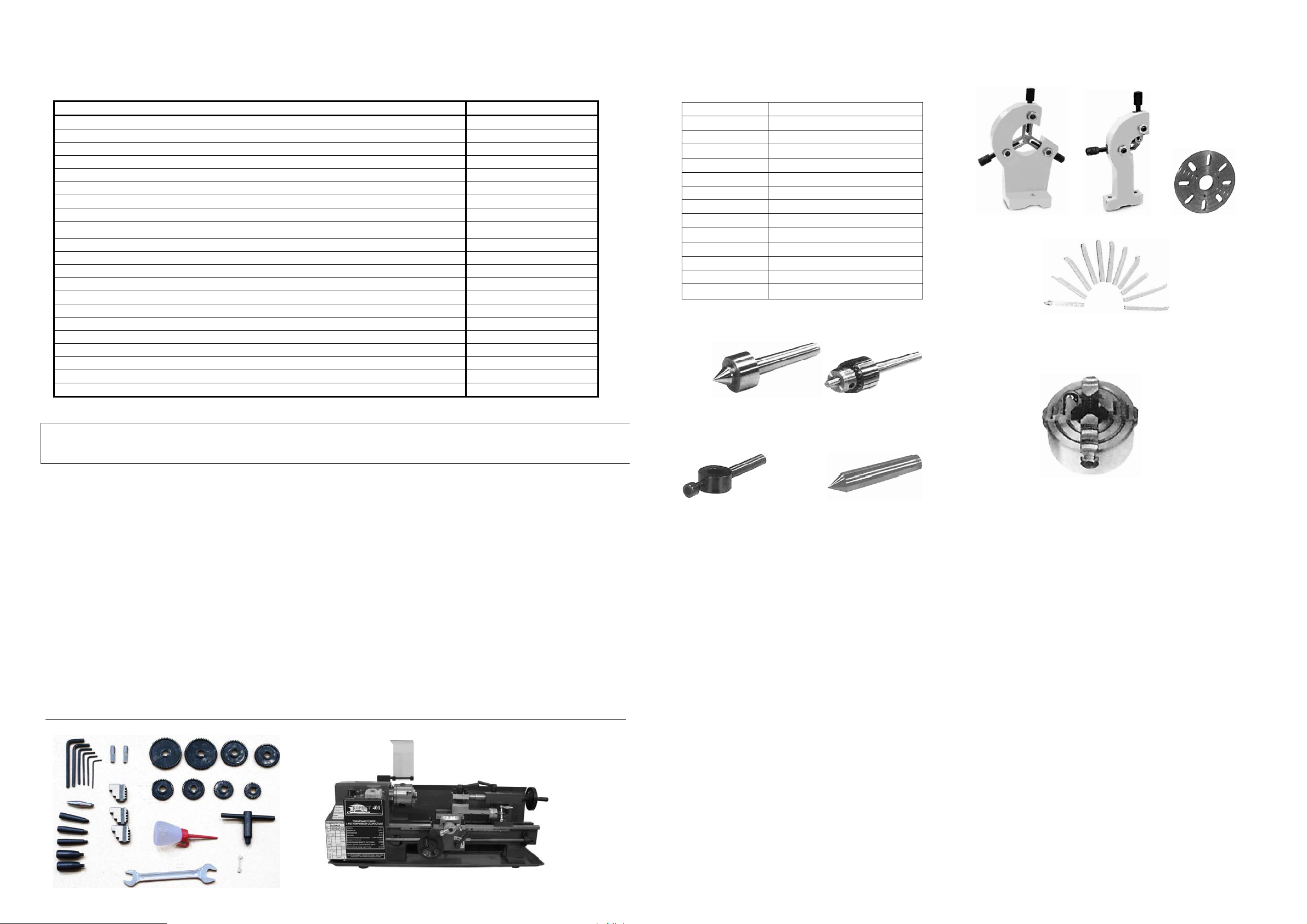
18. РЕКОМЕНДУЕМЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ» предлагает приспособления и инструмент для токарных станков:
23300 Неподвижный люнет
23301 Подвижный люнет
23302 Планшайба Ф125
23303 4-х кулачковый патрон Ф80
23314 Вращающийся центр
23315 Патрон сверлильный 16мм
23316 Патрон сверлильный 13мм
23317 Токарный хомутик Ф 38мм
23318 Токарный хомутик Ф 22мм
23319 Жёсткий центр МT 3
23320 Жёсткий центр МT 2
23360 Набор резцов, 5 шт.
23361 Набор резцов, 6 шт.
23362 Набор резцов ,11ш.
23314 23315 -23316
23317 -23318 23319 -23320
3. КОМПЛЕКТНОСТЬ СТАНКА
3.1. В комплект поставки входит:
Токарный станок - 1 шт.
Ручка маховика задней бабки - 1 шт.
Ручка маховика каретки - 1 шт.
Ручка подачи поперечного суппорта - 1 шт.
Ручка подачи поворотного суппорта - 1 шт.
Ручка фиксации резцедержателя и пиноли - 2 шт.
Ключи шестигранные 2 мм.; 2,5 мм.; 3 мм.; 4 мм.; 5 мм.; 6 мм. - 6 шт.
Ключ рожковый 14х17 мм. - 1 шт.
Ключ патрона - 1 шт.
Кулачки
Маслёнка - 1 шт.
Комплект шестерен для нарезки резьбы - 8 шт.
Предохранитель - 1 шт.
Вал – шестерня Z =14, Z = 15 - 2 шт.
Руководство по эксплуатации - 1 экз.
Упаковка - 1 шт.
Код для заказа 20401
обратные - 3 шт. (комплект).
19
23300 23301 23302
23362
23303
Page 5

18
17. СХЕМА ЭЛЕКТРИЧЕСКАЯ "КОРВЕТ401"
Описание работы электрической схемы
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением
необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
-установить регулятор скорости в исходное положение, поворачивая его против часовой стрелки до щелчка;
-освободить кнопку аварийного отключения станка SB1, сдвинув крышку в
-выбрать направление вращения кулачкового патрона переключателем SA1;
-включить вращение, поворачивая регулятор скорости Р по часовой стрелке и установить требуемые обороты. Изменение
частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1.
Выключить станок можно тремя способами:
- поворачивая регулятор Р против часовой стрелки до щелчка;
-нажатием кнопки аварийного отключения;
-выведением
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому
для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного
отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его
перегорания установите
подключающей вилки из розетки.
аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
сторону;
3
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока внимательно не ознакомитесь с
изложенными в «Руководстве» рекомендациями и поэтапно не пройдете все пункты настройки и регулировки станка.
4.1.1. Ознакомьтесь с Вашим станком
4.1.2. Правильно устанавливайте и всегда содержите в рабочем
4.1.3. Выработайте в себе привычку: прежде чем включать станок, убедитесь в том, что все используемые при настройке
инструменты удалены со станка.
4.1.4. Место, проведения работ станка, должно быть ограждено. Содержите рабочее место в чистоте, не допускайте
загромождения посторонними предметами. Не допускайте использование станка в помещениях со скользким полом
например, засыпанном опилками или натертом воском.
4.1.5 Запрещается эксплуатация станка в помещениях с относительной влажностью воздуха более 80%. Позаботьтесь о
хорошем освещении рабочего места и свободе передвижения вокруг станка.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от рабочего места. Запирайте рабочее
помещение на замок.
4.1.7. Не перегружайте станок. Ваша работа
чтобы станок не перегружался.
4.1.8. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций станка, а также
использование станка для работ, на которые он не рассчитан.
4.1.9. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду,
Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви и убирайте назад длинные волосы.
4.1.10. Всегда работайте в защитных очках: обычные очки таковыми не являются, поскольку не противостоят ударам;
работайте с применением наушников для уменьшения воздействия шума.
4.1.11. При работе стойте на диэлектрическом коврике .
4.1.12. При
средства защиты дыхательных путей (респиратор), поскольку пыль при обработке некоторых материалов (чугун,
стеклотекстолит и т.д.) может вызывать аллергические осложнения.
4.1.13. Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь над вращающимися деталями и агрегатами, и
не опирайтесь на работающий станок.
4.1.14.
деталей, правильность установок под планируемые операции. Любая неисправная деталь должна немедленно
ремонтироваться или заменяться.
4.1.15. Содержите станок в чистоте, в исправном состоянии, правильно его обслуживайте.
4.1.16. Перед началом любых работ по настройке или техническому обслуживанию станка отсоедините вилку шнура питания
станка от
4.1.17. Используйте только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к комплектующим.
Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.18. Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок, дождитесь полной
остановки двигателя и отключите шнур от сети.
4.1.19. Перед первым включением станка обратите внимание на правильность сборки
ВНИМАНИЕ! Прочтите надписи с предупреждающими указаниями на наклейках, расположенных на станке. Для
исключения возможности поражения электрическим током не подвергайте станок воздействию повышенной
влажности.
4.1.20. Если Вам что-то показалось ненормальным в работе станка, немедленно прекратите его эксплуатацию.
4.1.21. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от розетки. Оберегайте
шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
4.1.22. После запуска станка дайте ему поработать некоторое время
посторонний шум или почувствуете сильную вибрацию, выключите станок, отсоедините вилку шнура питания от розетки
электрической сети и установите причину этого явления. Не включайте станок до выявления и устранения причины
неисправности.
4.1.23. Не работайте на станке, если принимаете лекарства, или находитесь в состоянии
опьянения
4.2. Дополнительные указания по обеспечению безопасности при работе с токарным станком
4.2.1. Никогда не выполняйте токарную операцию, если не установлены защитные кожухи или крышки вращающихся узлов
и элементов и элементов электропроводки, предусмотренные инструкцией.
4.2.2. Никогда не выполняйте точение глубже, чем 0.2 мм. за один проход.
отсутствии на рабочем месте эффективных систем пылеудаления рекомендуется использовать индивидуальные
Контролируйте исправность деталей станка, правильность регулировки подвижных деталей, соединений подвижных
розетки электросети.
будет выполнена лучше и закончится быстрее, если Вы будете выполнять её так,
состоянии все защитные устройства.
перчатки, галстуки, украшения.
и надежность установки станка.
на холостом ходу. Если в это время Вы услышите
алкогольного или наркотического
,
Page 6

4
4.2.3. Обеспечивайте необходимое крепление и положение резца в резцедержателе.
4.2.4. Обеспечивайте достаточное крепление обрабатываемой детали.
4.2.5. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых деталей, узлов и
механизмов станка после 50 часов наработки.
4.2.6. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.7. Не обрабатывайте отлитые заготовки с необрезанными литниками и приливами, с раковинами и остатками
формовочной смеси.
4.2.8. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
4.2.9. Не пытайтесь остановить патрон или заготовку руками.
4.2.10. Не вставляйте ключ в еще вращающийся патрон.
4.2.11. Не включайте станок
4.2.12. Не включайте и не выключайте станок при не отведённом от заготовки резце.
4.2.13. При работе задняя бабка должна быть закреплена или, если это соответствует данной операции, снята.
4.2.14. Не допускайте скопления стружки в поддоне станка.
4.2.15. Стружку из поддона убирайте при помощи крючка
4.2.16. При Т.О. не допускайте попадания смазочных материалов на кнопки и рычаги управления.
4.2.17. Убирайте со станка обтирочную ветошь.
4.2.18. Производите измерения обрабатываемой детали при помощи мерительных приборов только после полной
остановки патрона и приводов суппорта и каретки.
4.2.19. К работе со станком допускаются подготовленные и имеющие опыт работы на
станках рабочие.
4.2.20. Не допускайте наматывание стружки на резец и обрабатываемую заготовку.
4.2.21. Не допускайте попадания стружки на ходовой винт.
4.2.22. Включайте станок только с зажатой заготовкой или сведёнными и зажатыми кулачками патрона.
с вставленным в патрон ключом или незакрепленной заготовкой.
и щётки.
токарных металлообрабатывающих
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям Вашего станка.
Для этого достаточно взглянуть на табличку с техническими данными на двигателе станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку, если она не входит в розетку. Квалифицированный электрик должен установить
соответствующую розетку.
5.1.2. При повреждении шнура питания его должен заменить изготовитель или сертифицированный Сервисный центр.
ПРЕДУПРЕЖДЕНИЕ: Этот станок предназначен для использования только в сухом помещении. Не допускайте
установку станка во влажных помещениях.
5.2 Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель от стружки и пыли.
Таким образом обеспечивается его беспрепятственное охлаждение.
17
16. СХЕМА СБОРКИ СТАНКА "КОРВЕТ 401"
5.2.1. Если двигатель не запускается или внезапно останавливается при работе, сразу же отключите станок. Отсоедините
вилку шнура питания станка от розетки и попытайтесь по таблице возможных неисправностей найти
возможную причину.
5.2.2. Устройство защиты или автомат защиты необходимо регулярно проверять, если:
- двигатель постоянно перегружается;
- колебания напряжения сети в пределах ±10% относительно номинального значения не влияют на нормальную
работу станка. Однако, при тяжёлой нагрузке необходимо, чтобы на двигатель подавалось напряжение 220 В.
5.2.3. Чаще всего проблемы с двигателем возникают при
напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов). Поэтому всегда с помощью
квалифицированного электрика проверяйте все разъёмы, рабочее напряжение и потребляемый ток.
5.2.4. При большой длине и малом поперечном сечении подводящих проводов на этих проводах происходит
дополнительное падение напряжения, которое приводит к проблемам с
функционирования этого станка необходимо достаточное поперечное сечение подводящих проводов. Приведённые в
таблице данные о длине подводящих проводов относятся к расстоянию между распределительным щитом, к которому
подсоединен станок, и вилкой штепсельного разъёма станка. При этом, не имеет значения, осуществляется подвод
электроэнергии к станку через стационарные подводящие провода, через
стационарных и удлинительных кабелей.
плохих контактах в разъёмах, при перегрузках, пониженном
двигателем. Поэтому для нормального
удлинительный кабель или через комбинацию
и устранить
Page 7

№* Код Наименование Кол-
во
99 200499 Винт М4х16 3
100 200500 Суппорт поперечный 1
101 200501 Винт М5х10 2
102 200502 Винт М4х8 2
105 200503 Салазки поворотного
суппорта
106 200504 Винт М4х14 3
107 200505 Клин 1
108 200506 Суппорт поворотный 1
109 200507 Штифт установочный 1
110 200508 Винт М6х25 8
111 200509 Рычаг зажимной 1
112 200510 Резцедержатель 1
113 200511 Шпилька М10х65 1
114 200512 Винт поворотного
суппорта
115 200513 Кольцо 1
116 200514 Винт М4х12 2
119 200515 Гайка М18 2
120 200516 Шильдик 1
121 200517 Шильдик 1
122 200518 Шильдик 1
123 200519 Корпус блока
управления
124 200520 Шнур сетевой 1
125 200521 Ножка резиновая 4
126 200522 Поддон для стружки 1
127 200523 Опора концевая 1
128 200524 Шпонка М3х16 1
129 200525 Винт ходовой 1
131 200526 Опора концевая 1
132 200527 Пластиковая крышка 1
133 200528 Винт М3х10 3
134 200529 Рейка кремальерная 1
135 200530 Пластина прижимная 1
136 200531 Шайба М10 1
137 200532 Винт 5х16 1
138 200533 Станина задней бабки 1
139 200534 Винт задней бабки 1
140 200535 Кольцо 1
141 200536 Винт М4х10 2
142 200537 Пиноль задней бабки 1
143 200538 Центр 1
144 200539 Шпилька М8х40 1
145 200540 Зажим 1
146 200541 Ручка 1
148 200542 Шкив 1
150 200543 Электродвигатель 1
151 200544 Кожух защитный 1
152 200545 Фиксатор провода 1
153 200546 Ограждение заднее 1
154 200547 Шильдик 1
155 200548 Шильдик 1
156 200549 Шильдик 1
158 200550 Зубчатое колесо Z = 30 1
159 200551 Зубчатое колесо Z = 35 1
160 200552 Зубчатое колесо Z = 40 2
161 200553 Зубчатое колесо Z = 40 1
1
1
1
16
№* Код Наименование Кол-
во
162 200554 Зубчатое колесо Z = 45 1
163 200555 Зубчатое колесо Z = 50 1
164 200556 Зубчатое колесо Z = 60 1
165 200557 Зубчатое колесо Z = 60 1
166 200558 Кулачки 3-кулачкового
патрона
167 200559 Ключ 3-кулачкового
патрона
168 200560 Подушка резиновая 2
169 200561 Пластина 2
170 200562 Винт М3х5 1
171 200563 Скоба 1
172 200564 Стопорное кольцо
диам.9
173 200565 Винт М5х5 4
174 200566 Уголок 1
175 200567 Винт М5х10 2
176 200568 Гайка М6 2
177 200569 Винт М6х25 1
178 200570 Выключатель
аварийный
179 200571 Предохранитель 1
180 200572 Ручка регулятора
скорости
181 200573 Переключатель 1
182 200574 Блок электронный 1
183 200575 Фильтр сетевой 1
1
1
1
1
1
5
Удлинительный провод должен иметь на одном конце вилку с заземляющим контактом, а на другом – розетку,
совместимую с вилкой Вашего станка.
Предупреждение:
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм2
Станок должен быть заземлен.
6. РАСПАКОВКА
6.1. Откройте коробку, извлеките станок и все комплектующие детали.
6.2. Проверьте комплектность станка согласно пункту 3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной сборки и работы снимите
покрытие, которое легко удаляется уайт-спиритом с помощью мягкой салфетки. Растворители могут повредить поверхность.
Для очистки покрашенных, пластмассовых и резиновых деталей используйте
чистой сухой салфеткой и слегка смажьте жидким маслом все обработанные поверхности.
мыло и воду. Тщательно протрите все детали
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и деталей (Рис.1)
1. Передняя бабка
2. Фланец шпинделя
3. Трёхкулачковый самоцентрирующийся патрон
4. Защитный щиток
5. Кулачки патрона
6. Болты крепления резца
7. Резцедержатель
8. Ручка фиксации резцедержателя
9. Центр задней бабки
10. Пиноль задней бабки
11. Ручка фиксации положения пиноли в задней
12. Задняя бабка
13. Маховик подачи пиноли задней бабки
14. Гайка крепления задней бабки
15. Салазки станины
16. Станина
17. Опора винта подачи каретки
18. Ручка подачи поворотного суппорта
19. Ходовой винт подачи каретки
20. Суппорт поворотный
21. Индикатор нарезания резьбы
22. Рычаг включения автоматической подачи
23. Ручка подачи поперечного
24. Каретка
25. Поперечный суппорт
26. Маховик ручной подачи каретки
27. Колпак щеток электродвигателя
28. Поддон для стружки
29. Ножка резиновая
30. Индикаторная таблица нарезания резьбы
31. Защитный кожух гитары
32. Ручка регулировки скорости
33. Переключатель направления вращения шпинделя «Вперед/Выключить/Назад»
34. Аварийный выключатель
35. Рычаг переключения скорости
36. Рычаг установки направления подачи каретки с позициями «Вперед/Нейтральная/Назад»
суппорта
в диапазоне Высокая/Низкая скорости
бабке
Page 8

6
Рис. 1а
Рис. 1б
8. СБОРКА
ВНИМАНИЕ!
НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И ВСЕХ
ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ
8.1. Монтаж токарного станка (Рис. 1а)
8.1.1. Токарный станок должен устанавливаться на прочном, тяжелом верстаке достаточной высоты, чтобы оператору не
пришлось наклоняться в процессе работы. Соблюдайте осторожность при перемещении станка с учетом его веса. При
установке потребуется помощь.
8.1.2. Убедитесь, что помещение достаточно освещено, и оператор не будет работать в собственной
Настоятельно рекомендуем надежно закрепить станок болтами к прочному верстаку, используя резьбовые отверстия для
прикрепления ножек. Это повысит стабильность и, соответственно, безопасность работы.
8.1.3. Просверлите четыре отверстия на рабочей поверхности верстака и болтами с шайбами (не поставляются)
прикрепите станок с поддоном (28) к верстаку.
тени.
15
15. ДЕТАЛИ СБОРКИ "КОРВЕТ 401"
*- позиция по схеме сборки
№* Код Наименование Кол-
во
1 200401 Станина 1
2 200402 Патрон
трёхкулачковый
самоцентрирующийся
3 200403 Шпиндель 1
4 200404 Шпилька М6х25 3
5 200405 Шайба М6 3
6 200406 Гайка М6 5
7 200407 Шпонка М5х40 1
8 200408 Шпонка М5х12 6
9 200409 Винт М5х12 6
10 200410 Фланец 2
11 200411 Шарикоподшипник 2
12 200412 Шайба 2
13 200413 Корпус передней бабки 1
14 200414 H/L шестерня 21Т/29Т 1
15 200415 Втулка 1
16 200416 Шестерня 45Т 1
17 200417 Гайка М27х1.5 1
18 200418 Винт установочный
М5х8
19 200419 Шарик стальной 2
20 200420 Пружина 3
21 200421 Винт установочный
М6х6
22 200422 Кольцо стопорное М12 2
23 200423 Шарикоподшипник
6201ZZ
24 200424 H/L шестерня 12Т/20Т 1
25 200425 Шпонка М4х45 1
26 200426 Вал 1
27 200427 Шкив 1
28 200428 Кольцо стопорное 2
29 200429 Ремень передачи 1
30 200430 Вилка 1
31 200431 Кулачёк (плечо) 1
32 200432 Цапфа 1
33 200433 Рычаг 1
34
200434 Рукоятка рычага
35 200435 Ручка 1
36 200436 Рычаг 1
37 200437 Пружина 1
38 200438 Указатель 1
39 200439 Шестерня 25Т 1
40 200440 Винт 2
41 200441 Шестерня 20Т 1
42 200442 Кожух передней бабки 1
43 200443 Винт М6х20 2
44 200444 Винт М5х8 1
45 200445 Шестерня 45Т 1
46 200446 Вал 1
47 200447 Шпонка 3х8 1
48 200448 Опора 1
1
1
3
2
1
№* Код Наименование Кол-
во
49 200449 Винт М5х18 2
50 200450 Шестерня 20Т 2
51 200451 Шайба М6 4
52 200452 Винт М6х8 2
53 200453 Кожух защитный 1
54 200454 Винт М5х45 2
55 200455 Таблица нарезки резьбы 1
56 200456 Винт М5х8 8
57 200457 Шайба М4 2
58 200458 Втулка 1
59 200459 Шестерня 80Т 2
60 200460 Ось 1
61 200461 Кулиса гитары 1
62 200462 Шайба М8 3
63 200463 Гайка М8 3
64 200464 Ось 1
65 200465 Диск индикаторный 1
66 200465 Вал-шестерня 16Т 1
67 200467 Винт М5х16 10
68 200468 Корпус индикатора
нарезания резьбы
69 200469 Установочный винт
М4х10
70 200470 Фартук 1
71 200471 Клин 1
72 200472 Шайба 2
73 200473 Винт М4х8 2
74 200474 Ось 2
75 200475 Полугайка 2
76 200476 Транспортир 1
77 200477 Винт М4х10 2
78 200478 Кулачок 1
79 200479 Ручка 1
80 200480 Вал 1
81 200481 Шестерня 11Т/54Т 1
82 200482 Шестерня 24Т 1
83 200483 Винт М6х10 4
84 200484 Маховик хода каретки 2
85 200485 Ручка 2
86 200486 Ручка 2
87 200487 Лимб 2
88 200488 Стакан 1
89 200489 Винт хода поперечного
суппорта
90 200490 Гайка М5 4
91 200491 Винт М6х12 6
92 200492 Планка 2
93 200493 Каретка 1
94 200494 Клин 1
95 200495 Гайка подачи 1
96 200496 Поворотный диск 1
97 200497 Винт М8х20 6
98 200498 Гайка М4 6
1
2
1
Page 9

14
14. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная регулировка. Лучше
всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Проверить наличие напряжения в
сети
3. Обратиться в специализированную
мастерскую для ремонта.
4. Установить предохранитель или
контрольный выключатель
5. Проверить наличие контактов при
необходимости заменить щётки
3. Обратиться в специализированную
мастерскую для ремонта.
4.Проверить работоспособность щёток
при необходимости заменить
5. Заменить шнур на более короткий,
убедиться, что он отвечает
требованиям п.5.2.4.
1. Уменьшить нагрузку на двигатель,
соблюдать режим работы для данной
операции.
2. Обратиться в специализированную
мастерскую для ремонта
3.Проверить работоспособность щёток
при необходимости заменить
4. Установить предохранители или
прерыватели соответствующей
мощности
1. Двигатель не
запускается
2. Двигатель не развивает
полную скорость и не
работает на полную
мощность
3. Двигатель
перегревается,
останавливается,
размыкает прерыватели
предохранителей
1. Нет напряжения в сети питания
2. Неисправен выключатель 2. Проверить выключатель
3. Сгорела обмотка двигателя
4. Питание не поступает, так как сетевой
выключатель разомкнут
5. Отсутствие контактов на щётках двигателя
1. Низкое напряжение 1. Проверить напряжение в сети
2. Перегрузка по сети 2. Проверить напряжение в сети
3. Обрыв в обмотке
4.Нет постоянного контакта коллектора
двигателя и щёток. Щётки подгорают, искрят.
5. Слишком длинный удлинительный шнур
1. Двигатель перегружен
2. Обмотки сгорели или обрыв в обмотке
3.Нет постоянного контакта коллектора
двигателя и щёток. Щётки подгорают, искрят.
4. Предохранители или прерыватели имеют
недостаточную мощность
7
8.1.4. В транспортном положении ручка подачи поперечного суппорта (23) развёрнута в обратном направлении. Снимите ее,
отвинтив крепежный винт, и установите ручку правильно. Также установите ручку подачи поворотного суппорта (18).
Проверьте, чтобы ручки перемещались правильно и плавно.
8.1.5. Прикрепите пластиковые ручки к маховикам
8.1.6. Регулировки каретки (24), поперечного суппорта (25) и поворотного суппорта (20) выполнены на заводе-изготовителе
для обеспечения плавного движения в обоих направлениях. Если же станок разрегулировался во время транспортировки, см.
раздел «Установки и регулировки», где описаны методы регулировки.
8.1.7. Самоцентрирующийся 3-кулачковый патрон (3) крепится на фланце шпинделя (2)
крепёжных гаек.
8.1.8. Защитный щиток (4) крепится при помощи двух винтов.
8.1.9. Установите заднюю бабку (12) на направляющие станины (15) и закрепите гайкой (14) расположенной на основании
задней бабки.
8.1.10. В конус пиноли (10) задней бабки (12) вставьте центр (9)
8.1.11. В резцедержателе (7) установите и закрепите резец болтами (6)
ручной подачи каретки (26) и подачи пиноли задней бабки (13).
при помощи трёх шпилек и трёх
9. РЕГУЛИРОВКА
Ваш станок был собран и полностью отрегулирован на заводе- изготовителе. Во время транспортировки регулировки
могут нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить вновь.
ПРЕДУПРЕЖДЕНИЕ: Никогда не выполняйте какие-либо регулировки при включенном станке. Это может привести
к травме.
ПРЕДУПРЕЖДЕНИЕ: Станок должен быть надежно закреплен на верстаке, чтобы предотвратить опасность его
опрокидывания или скольжения. Незакрепленный станок может привести к серьезной травме.
9.1. Регулировка перемещения поворотного суппорта (Рис.1а, 2, 3)
9.1.1. Ослабьте все контргайки (37) и винты (38) клина равномерно. Закручивая винты (38), прилагайте одинаковый
крутящий момент к каждому винту. Необходимо удерживать поворотный суппорт (20). Проверьте с помощью осторожного
поворота ручки подачи поворотного суппорта (18) плавность и равномерность перемещения поворотного суппорта.
9.1.2. Если движение затруднено, вывинтите каждый регулировочный винт (38) только
затяните контргайки (37).
9.1.3. Проверьте регулировку еще раз, поворачивая рукоятку (18). Движение должно быть равномерным и плавным по всей
длине перемещения поворотного суппорта.
9.1.4. Если движение слишком свободное, закрутите все регулировочные винты на одну восьмую оборота и затяните
контргайки. Проверьте еще раз.
9.1.5. Закрепите все контргайки (37), соблюдая осторожность, чтобы
9.1.6. По окончанию регулировки полностью выдвиньте суппорт (20) и смажьте все сопрягаемые поверхности и резьбу
ходового винта.
Рис. 2 Рис. 3
не сместить регулировочные винты (38) клина.
на одну четвертую оборота и
Page 10

8
9.2. Регулировка ручки подачи поворотного суппорта (Рис.1а, 3)
9.2.1. Подача поворотного суппорта должна осуществляться равномерно и плавно, и шкала должна поворачиваться
вместе с ручкой.
9.2.2. В случае возникновения затруднения движения, проверьте - возможно, между сопряженными поверхностями ручки
попала стружка. Отвинтите крепежную гайку (50), закрепляющую ручку подачи поворотного суппорта (20). Снимите
ручку (18) и лимб (41)
9.2.3. Очистите узел и соберите в обратном порядке.
9.3. Регулировка поперечного суппорта (Рис.1а, 2)
9.3.1. Регулировка поперечного суппорта выполняется также как поворотного см. п. 9.1.
9.4. Регулировка ручки подачи поперечного суппорта (Рис.1а, 3)
9.4.1. Регулировка ручки подачи поперечного суппорта (23) выполняется аналогично. п. 9.2.
Очень важно правильно произвести регулировку поперечного и поворотного суппортов
плавным. Неправильная регулировка окажет серьезное влияние на качество работы, так как это скажется на
со шкалой.
, чтобы их движение было
режущем инструменте.
10. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
При установке станка в режим низкой или высокой скорости обязательно убедитесь, что шестерни находятся в
зацеплении, по характерному щелчку в момент включения или вращая патрон рукой. Станок при этом выключен.
10.1. Подготовка к работе (Рис.1а,1б)
10.1. 1. Перед включением станка убедитесь в том, что рычаг регулировки скорости (35) находится в положении
(низкое), ручка регулировки скорости (32) - в крайнем положении против часовой стрелки.
10.1.2. Ручкой подачи поперечного суппорта (23) и. маховиком ручной подачи каретки (26) отведите резец достаточно
далеко от патрона (3) и заготовки.
10.1.3. Установите рычаг
10.1.4. Установите переключатель направления вращения шпинделя (33) в положение ВЫКЛ.
10.1.5. Включите кнопку (34) аварийного выключателя, нажав красную кнопку и сдвинув ее в сторону передней бабки
(12), как показано стрелкой на красной кнопке (34).
10.1.6. При помощи ключа патрона раздвиньте кулачки (5) патрона (3), вставьте заготовку и при помощи ключа
зажмите заготовку в трёхкулачковом самоцентрирующемся патроне (3).
10.1.7. Переместите заднюю бабку (12) до упора заготовки в центр задней бабки (9). Закрепите заднюю бабку (9) в этой
позиции гайкой (14), расположенной в основании задней бабки (12). Разожмите корпус задней бабки (12), вращая ручку
фиксации положения пиноли в корпусе задней бабки (11) против часовой стрелки. Маховиком перемещения пиноли
задней бабки (13)
направлении до определённого усилия.
10.1.8. При снятии детали со станка операцию п.10.1.7. выполните в обратном порядке.
10.1.9. Выкрутите 3 болта (6), установите резец в резцедержатель (7). Равномерно поджав болты, убедитесь, что режущая
часть головки резца находится по центру диаметра заготовки (проверяется по центру задней бабки
Вылет головки резца должен быть примерно 10 мм, но не превышать 15 мм.
10.1.10. Для ускорения и удобства работы можно установить в резцедержателе (7) два резца, при условии, что резец в
резцедержателе (7) закрепляется тремя болтами (6).
10.1.11. Поверните рычаг фиксации резцедержателя (8) против часовой стрелки. Поворачивая резцедержатель (7), можно
выбрать необходимый для данной операции резец.
рычаг (8) в обратном направлении с определённым усилием.
10.1.12. Для замены кулачков вставьте ключ в патрон. Вращая ключ против часовой стрелки, полностью разожмите
кулачки (5) патрона (3). После этого их можно извлечь, соблюдая очередность. Для установки кулачков сохраняйте
последовательность в обратном порядке, соблюдая очерёдность кулачков.
10.2. Включение (Рис. 1а, 1б)
10.2.1. Вставьте электрическую вилку в розетку с напряжением 220 вольт.
10.2.2. Для включения токарного станка необходимо: установить ручку (35) в положение (Низкая), повернуть ручку
регулировки скорости (32) по часовой стрелке. После щелчка, вращение ручки по часовой стрелке соответствует
увеличению частоты вращения шпинделя.
10.2.3. Станок должен поработать 5 минут, за это время скорость шпинделя необходимо постепенно повысить
максимальной.
10.2.4.
Убедитесь, что все элементы станка надежно закреплены и работают равномерно и правильно.
10.2.5. Установите ручку (35) в положение (Высокая). Повторите п.п. 10.2.2. – 10.2.4.
включения автоматической подачи (22) в положение ВЫКЛ. (вверх).
патрона
подожмите центр (9). Зажмите корпус задней бабки (12),вращая ручку (11) в противоположном
). Затяните болты (6).
Зафиксируйте положение резцедержателя (7), повернув зажимной
до
13
13. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную и безаварийную работу станка при условии правильного монтажа и обслуживания его
в соответствии с требованиями по эксплуатации и хранению, изложенными в настоящем руководстве по эксплуатации.
Гарантийный срок эксплуатации станка– 12 месяцев с дня продажи через розничную торговую сеть. Срок службы– 5 лет.
При отсутствии даты продажи и штампа магазина на
изготовления.
В случае нарушения работоспособности станка в течение гарантийного срока эксплуатации, владелец имеет право на
бесплатный ремонт вышедшего из строя станка, если не будет отмечено следующее:
Анализ представленных документов выявил отклонения от требуемых норм (гарантийный талон заполнен с нарушениями,
сведения о
заполнения, истек срок обязательств гарантийного обслуживания и др.) Отмечена попытка разборки станка без надлежащих
оснований, оговоренных в руководстве по эксплуатации на него; нарушены пломбы, на шлицах винтов, на корпусе
присутствуют следы разборки (при этом, в гарантийном талоне нет отметки Сервисного
представителей о проведенном обслуживании, ремонте).
Неисправность станка стала следствием воздействия высоких или низких температур; попавших внутрь посторонних
предметов, жидкостей, сильного загрязнения, воздействия на станок обстоятельств «непреодолимой силы».
Станок эксплуатировался без требуемого ухода, с использованием расходных материалов ненадлежащего качества, с
нарушением сроков техобслуживания и регламентных работ.
При
нарушены требования и рекомендации Руководства по эксплуатации (Методика и иллюстрации производителя).
Если невнимательность или небрежность оператора, пропустившего первичные признаки дефекта (возможно,
производственного), привела к необходимости сложного, комплексного ремонта.
Для ремонта предъявлен станок с естественно изношенными деталями (сальники, уплотнительные кольца, ремни
передачи…), поскольку эксплуатировался с интенсивностью, на которую не рассчитан.
Гарантия не распространяется: на быстроизнашивающиеся детали и узлы, сменные и съемные
принадлежности, если на них присутствуют следы эксплуатации (режущий инструмент, ремни передач и т.д.).
Предметом гарантии не является неполная комплектация станка, которая могла быть выявлена при продаже;
претензии третьих лиц
Станок в ремонт сдается чистым, в комплекте с принадлежностями.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы станка, например: падение оборотов, изменение шума, появление
постороннего запаха, дыма, вибрации, стука – прекратите работу и обратитесь в Сервисный Центр.
Мы гарантируем работу станка в соответствии с требованиями нормативных документов, перечисленных выше.
Повреждения, вызванные нормальным износом, перегрузкой станка или неправильной эксплуатацией и хранением, не
являются предметом гарантии.
Сервис-Центр “Корвет” тел./ факс (4732); 39-24-86;
39-24-84 (многоканальный),добавочный номер 418.
E-mail: petrovich@enkor.ru
E-mail: orlova@enkor.ru
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
Импортер:ООО «Энкор-Инструмент-Воронеж»:394018,
Воронеж, пл. Ленина, 8. Тел./факс
E-mail: opt@enkor.ru
станке в документах не соответствуют действительным, на документе присутствуют признаки вторичного
выявлении причин, вызвавших неисправность, специалисты Службы определят, что при эксплуатации были
не принимаются,
: (4732) 39-03-33
гарантийном и отрывных талонах гарантийный срок исчисляется с даты
Центра или его полномочных
Page 11

12
11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: для собственной безопасности необходимо выключить станок и отключить вилку из
электрической розетки перед выполнением обслуживания станка.
11.1. Обслуживание
11.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливание пыли, стружки и посторонних
предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы и детали от пыли, стружки и посторонних
предметов. Периодически очищайте станок сжатым воздухом.
11.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае износа,
следует заменять немедленно.
11.1.3. Замена щеток мотора производится путем отвинчивания колпачков, которые видны на передней и задней панелях
станка, под передней бабкой.
11.1.4. Станок всегда необходимо проверять перед работой. Все неисправности должны быть устранены, и выполнены
регулировки. Повреждения поверхности салазок станка следует устранить при помощи шабера. Проверяйте вручную
плавность работы всех
11.1.5. Перед началом работы и после окончания капните несколько капель масла в концевые опоры (17) ходового винта
(19), и еще один или два раза в течение дня, если станок непрерывно эксплуатируется. Для смазки левой концевой опоры
требуется снять кожух с зубчатой передачи .
11.1.6. Перед началом работы и после окончания капните несколько капель
11.1.7. После окончания работы удалите стружку со станка и тщательно очистите все поверхности. Если использовалась
охлаждающая жидкость, убедитесь, что она полностью слита из поддона. Рабочие поверхности должны быть сухими,
слегка смазанными маслом.
11.1.8. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых деталей, узлов и
механизмов станка
11.1.9. Перед началом работы слегка покройте шестерни машинным маслом, смазажьте винт хода по всей длине и оси
ручек вращения, смажьте внешний диаметр пиноли задней бабки .
11.1.10. Для смазки поверхностей станка применяйте машинное масло. Для смазки шестерней и ходовых винтов
применяйте густую смазку типа ЛИТОЛ
деталей.
масла на направляющие суппорта.
после 50 часов наработки.
повреждения
12. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели "КОРВЕТ 401" соответствует требованиям: ГОСТ Р 50786-95, ГОСТ 12.2.009-99, обеспечивающим
безопасность жизни, здоровья потребителей и охрану окружающей среды и признан годным к эксплуатации.
Дата изготовления ”___”_____________ 200 г. ОТК _____________ штамп
подпись
Дата продажи “___”_____________ 200 г. __________________
подпись продавца штамп магазина
9
Рис. 4а Рис. 4б
10.3. Точение. (Рис. 1а, 1б, 4а, 4б)
10.3.1. Установка и подача резца в продольном направлении станины станка производится вращением маховика ручной
подачи каретки (26).
10.3.2. Точная установка и подача резца в продольном направлении производится ручкой подачи поворотного суппорта (18),
установленного параллельно ходового винта (19), что соответствует совмещению меток на поперечном суппорте (25) и
шкалы поворотного
10.3.3. Расстояние прохождения резца контролируется лимбом (40), установленным на поворотном суппорте (20) (1 деление
=0,025мм.).
10.3.4. Установка и подача резца в поперечном направлении (установка глубины резания) производится вращением ручки
подачи поперечного суппорта (23).
10.3.5. Глубина подачи резца в поперечном направлении контролируется по шкале лимба (41) поперечного суппорта (25),
при этом, глубина прохода не должна превышать 0,2 мм
10.3.6. Для выполнения конусного точения необходимо ручкой подачи поворотного суппорта (18) отвести поворотный
суппорт (20) так, чтобы освободить два установочных болта (42). Ослабьте натяжение болтов (42), установите поворотный
суппорт (20) на необходимый угол по показаниям шкалы (39).
10.3.7. Конусное точение выполняется вращением ручки подачи поворотного суппорта (18) для перемещения вперед
режущего инструмента. Размер контролируется показаниями
10.3.8. Обнуление лимбов (40,41) поперечного и поворотного суппортов производится вращением от руки соответствующего
лимба до совмещения рисок нулевых отметок.
10.3.9. Направление вращения шпинделя определяется положением переключателя направления вращения шпинделя (33)
(вперёд, выключено, назад). Меняйте направление вращения шпинделя только после полной остановки вращения двигателя.
10.4. Точение с автоматической подачей (Рис. 1а, 1
10.4.1. Точение производится, как описано выше.
10.4.2. Переключатель направления вращения шпинделя (33) устанавливается в положение «вперёд».
10.4.3. Рычагом автоматической подачи (22) приводится в действие автоматическое перемещение каретки.
10.4.4. Направление движения каретки определяется положением рычага установки направления подачи каретки (36).
10.5. Нарезание резьбы
10.5.1. Эта операция требует определенных навыков и точности, поэтому ее следует выполнять, имея
токарно-винторезных станках.
10.5.2. Установите соответствующие шестерни (см. таблицу) для предполагаемой резьбы и установите режущий
инструмент, требуемый для данного типа резьбы.
10.5.3. Точение резьбы производится за несколько приёмов, т.к. рекомендуемая глубина точения -0.1мм.
10.5.4. Для выполнения этой операции необходимо изучить п.п.10.3.-10.4. и чётко знать назначение каждого органа
управления станком.
10.5.5. Более подробная информация по методам нарезания резьбы, режущим инструментам и др. приводится в
соответствующих справочниках, либо вы можете получить рекомендации у квалифицированного специалиста.
суппорта (39).
.(1 деление лимба=0.025мм.).
лимба (40) (1деление=0.025мм).
б)
опыт работы на
Page 12

10
Рис.5 Рис. 6а Рис. 6б
10.6.Замена шестерен для нарезки резьбы (Рис. 5, 6а, 6б)
10.6.1. Заводские регулировки токарного станка предусмотрены для нормальной обточки с использованием
автоматической или ручной подачи, и конфигурации шестерен следующие:
Шестерня А - Z = 20
Шестерня B - Z = 80
Шестерня C - Z = 20
Шестерня D - Z = 80
10.6.2. Для замены шестерен убедитесь, что аварийный выключатель (34) установлен в положение ВЫКЛ. и станок
отключен от
10.6.3. Снимите защитный кожух (31), который закреплен двумя винтами с шестигранными головками .
10.6.4. Комбинации использования шестерен для нарезания резьбы указаны в таблице:
источника питания.
Таблица комбинаций шестерен для нарезания метрической резьбы
Шаг в мм Шестерня А Шестерня В Шестерня С Шестерня D
0.5
0.7
0.8
1.0
1.25
1.5
1.75
2.0
2,5
Примеры:
1. См. Рис. 6а
Для нарезания резьбы с шагом = 1.5мм. используйте положение шестерен:
40 в позиции А
40 в позиции D
Для соединения шестерен позиции A и D используйте любую подходящую шестерню (см. п. 10.6.6).
2. См. Рис. 6б
Для нарезания резьбы с шагом = 0.5мм. используйте положение шестерен:
40 в позиции А
60 в позиции
30 в позиции C
60 в позиции D
10.6.5. Шестерня А может рассматриваться, как ведущая, а шестерня D – как ведомая.
10.6.6. Когда конфигурация зубчатой передачи простая, как показана на Рис. 6а, шестерня В действует как холостая, и ее
размер не имеет значения – любая подходящая подойдет для соединения А и D. Это показано как пустое пространство
таблице подбора шестерен.
10.6.7. Позиция валов, несущих шестерни А и D, фиксированные, поэтому все регулировки выполняются на валах,
несущих шестерни В и С, и кулисе(43), как показано на Рис. 5.
В
40
35
40
60
40
40
35
60
50
60
60
60
45
60
30
40
40
30
50
60
50
50
60
40
40
30
45
30
в
11
10.6.8. Отвинтите винты (45) , закрепляющие шестерни А и D и закрепите шестерни В и С. Для полного расцепления
шестерен В и С и обеспечения
10.6.9. Осторожно снимите шестерни, чтобы сохранить на месте маленькие шпонки на валах и установите необходимые
шестерни. Количество зубьев на каждой шестерне промаркировано. Установите крепежные гайки (45), убедившись, что
плоские шайбы установлены на втулках шестерен в каждом случае.
10.6.10. Если требуется комбинированная шестерня, как показано на Рис. 6
несущему валу шестерни D, была установлена на вал перед шестерней для совмещения шестерни D с шестерней С.
10.6.11. Начинайте перемещать вал, несущий шестерни В и С установкой кулисы (43) , чтобы все шестерни правильно
совместились и затем закрепите крепежную гайку (44) кулисы (43). Это может занять одну или две попытки,
убедиться, что люфт минимальный, и гайки не слишком сильно затянуты (Проверните патрон вручную, чтобы проверить
люфт).
10.6.12. Установите защитный кожух (31) и закрепите его двумя болтами.
Рис.7
мм, можно использовать метки 3, 6, 9 или 12, при этом, в корпусе индикатора нарезания резьбы (21) должна быть
установлена вал - шестерня с количеством зубьев Z =16.
10.7.3. Перед началом нарезания резьбы по индикаторной таблице определите размер вал – шестерни, необходимой для
контроля заданного шага
10.7.4. Для замены вал - шестерни необходимо выкрутить винт (47) диска (46) индикатора нарезания (21).Станок
укомплектован тремя вал - шестернями: Z=14, Z=15, Z=16.
10.7.5. Ослабить крепление корпуса индикатора нарезания резьбы. Поворотом корпуса индикатора нарезания резьбы (21)
отрегулируйте зацепление вал – шестерни с ходовым винтом (19). Закрепите корпус индикатора нарезания резьбы (21).
10.7.6. Включите станок. Вращая маховик ручной подачи каретки (26), подведите резец к
10.7.7. Ручкой подачи поперечного суппорта (23) установите глубину резания, не превышая 0,2 мм за один проход.
Наблюдайте за вращающимся диском (46) индикатора нарезания резьбы (21). По мере совмещения числа на диске (46),
выбранного Вами по таблице, с меткой на корпусе индикатора нарезания резьбы (21), резко приведите в действие рычаг
автоматической подачи (22) и начните нарезание
10.7.8. По мере приближения резца к концу резьбы, расцепите рычаг автоматической подачи (22). Не отключайте станок.
10.7.9. Отведите резец, используя ручку подачи поперечного суппорта (23). Вращая маховик ручной подачи каретки (26),
отведите каретку назад к началу нарезания резьбы.
10.7.10. При работающем станке наблюдайте за вращающимся диском (46) индикатора нарезания резьбы (21).По мере
совмещения метки на
диска (46), повторяйте цикл нарезания резьбы до окончательных размеров.
10.7.11. Направление движения автоматической подачи каретки определяется положением рычага установки направления
подачи каретки (36).
10.7.12. Направление нарезания резьбы (левая или правая) устанавливается положением переключателя направления
вращения шпинделя (33).
ИНДИКАТОРНАЯ ТАБЛИЦА
резьбы мм.
0,5 3, 6, 9, 12
0,7 6, 12
0,8 6, 12
1,0 3, 6, 9, 12
1,25 4, 8, 12
1,5 3, 6, 9, 12
1,75 6, 12
2,0 3, 6, 9, 12
2,5 4, 8, 12
корпусе индикатора нарезания резьбы (21) и ранее выбранного Вами по таблице числа индикаторного
Шкала вал -
Z = 14 Z = 15 Z = 16
удобной сборки, открутите гайку (44), закрепляющую кулису (43).
б, убедитесь, что втулка, закрепленная шпонкой к
10.7. Индикатор нарезания резьбы (Рис. 1а, 1б, 7)
10.7.1. Индикатор нарезания резьбы (21) предназначен для точного
последующего попадания режущего инструмента (резца) в ручей
предшествующего прохода резца
10.7.2. Индикатор нарезания резьбы (21) установлен на фартуке
каретки (49) рядом с рычагом автоматической подачи (22). Он
постоянно находится в зацеплении с ходовым винтом (19) и, по мере
вращения ходового винта (19), диск индикатора (46) поворачивается.
На диске нанесены 12 радиальных меток, используемых для
определения точного положения каретки (24) относительно витка
ходового винта (19). Числа в колонке индикаторной таблицы
соответствуют
Следовательно, если, например, нужно нарезать резьбу с шагом =0,5
резьбы.
резьбы.
шестерни Шаг
числам радиальных меток на диске индикатора (46).
но нужно
.
началу предполагаемой резьбы.
 Loading...
Loading...