

Page 1

СВАРОЧНЫЙ АППАРАТ
ИНВЕРТОРНОГО ТИПА
САИ-160...220
Page 2
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Содержание
№ РАЗДЕЛ СТР № РАЗДЕЛ СТР
1. Общие сведения. 1 8. Требования к транспортировке и хранению. 8
2. Технические данные. 1 9. Комплектность 8
3. Принцип работы. 2 10. Срок службы и хранения. Гарантии производителя. 9
4. Меры безопасности. 5 11. Сведения о рекламациях. 9
5. Подготовка к работе. 5 12. Свидетельство о приемке. 10
6. Порядок работы. 7
7. Техническое обслуживание. 7
Приложение. Талоны гарантийного обслуживания. Служба технической поддержки.
12
1. Общие сведения.
Сварочный аппарат инверторного типа “Энергия САИ” (в дальнейшем именуется: изделие) предназначен для сварки и наплавки постоянным током металлоконструкций в
бытовых условиях. Изделие позволяет осуществлять сварку всеми видами электродов. Другие виды применения категорически исключаются.
Данная модель предназначена для работы в условиях умеренного климата при температуре от +10 до +400С и относительной влажности не более 80%.
Изделие сертифицировано в соответствие с требованиями: ГОСТ 12.2.007.875, ГОСТ Р МЭК 6097412004, ГОСТ Р 5152699.
Изделие работает от однофазной сети переменного тока напряжением 220 + 20 В частотой 50 ГЦ.
Транспортирование изделия производится в закрытых транспортных средствах в соответствии с правилами перевозки грузов, действующих на транспорте данного вида.
Внимание! После транспортировки в зимних условиях перед очередным вк лючением необходимо дать изделию прогреться до комнатной температуры в
течение 6 часов.
2. Технические данные.
Изделие соответствует требованиям российских и международных стандартов. Технические условия и нормативная база на изделие устанавливаются стандартом предприятия
Компании-продавца и приведены в Таблице 1.
1
Page 3
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
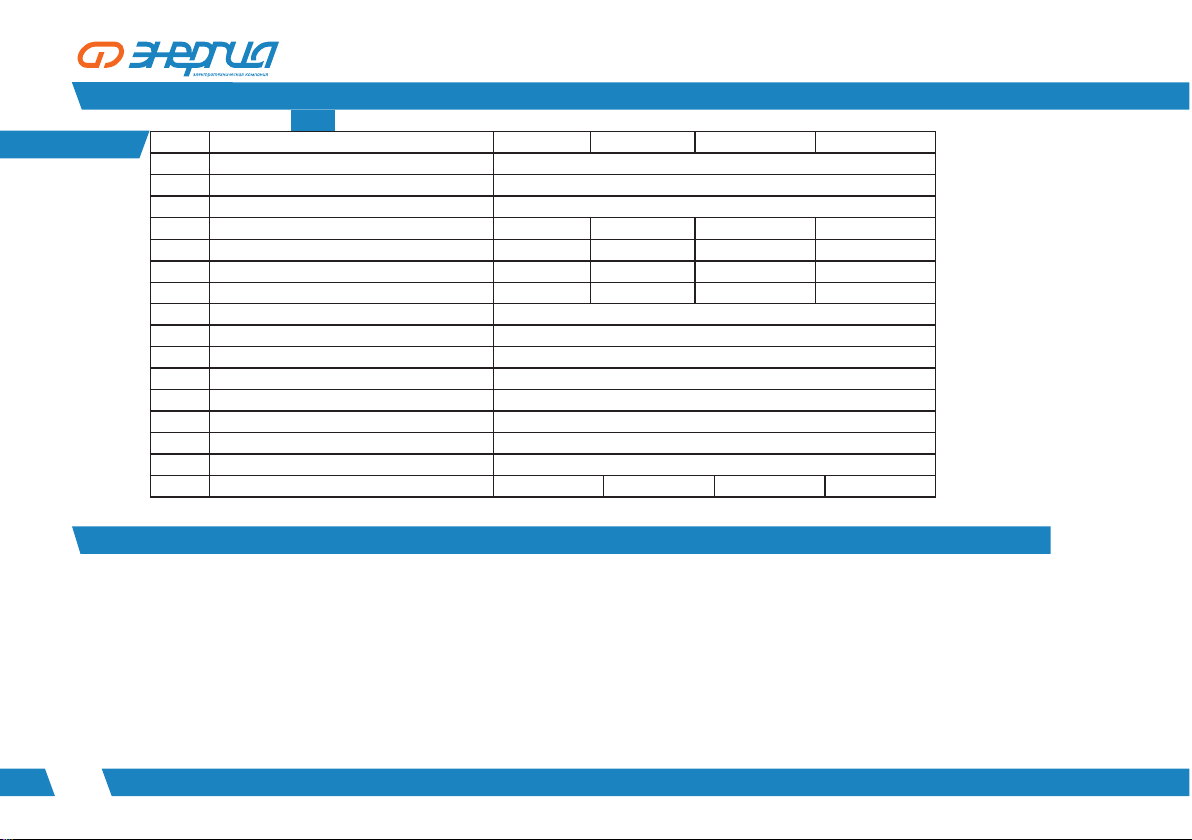
Таблица 1
№ Параметры САИ-160 САИ-180 САИ-200 САИ-220
1 Номинальное напряжение питания, В 220 +/- 20%
2 Частота сети, Гц 50
3 Род тока Переменный, однофазный
4 Максимальная потребляемая мощность, кВА 5,3 6,2 7,2 8,2
5 Максимальный потребляемый ток, А 24 28 33 37
6 Сварочный ток, А 30-160 30-180 30-200 30-220
7 Диаметр электродов, мм 1,6-3,2 1,6-4,0 1,6-4,0 1,6-5,0
8 Коэффициент мощности 0,8
9 КПД % 85
10 Класс изоляции F
11 Степень защиты IP21S
12 Anti Stick (антизалипание) да
13 Hot Start (горячий старт) да
14 Arc Force (форсаж дуги) да
15 Габаритные размеры, мм 340х125х240
16 Вес, кг 5 5,2 5,5 5,6
3. Принцип работы.
Принцип работы изделия, основан на преобразовании напряжения и обычного переменного тока (частота 50 Гц, напряжение сети 220В) до значений, необходимых для
возникновения и поддержания сварочной электродуги.
Алгоритм следующий:
Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит
инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения
деталей даже из самых тугоплавких металлов и сплавов.
На рис. 1 представлен общий вид изделия .
2
Page 4

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
1 2 3
4
5
1 Индикатор перегрузки
2 Индикатор сети питания
6
3 Регулятор силы тока
4 Защитный экран
5 Клемма “минус”
6 Клемма “плюс”
Рис. 1
3
Page 5
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Рис.2
3
5
6
1
7
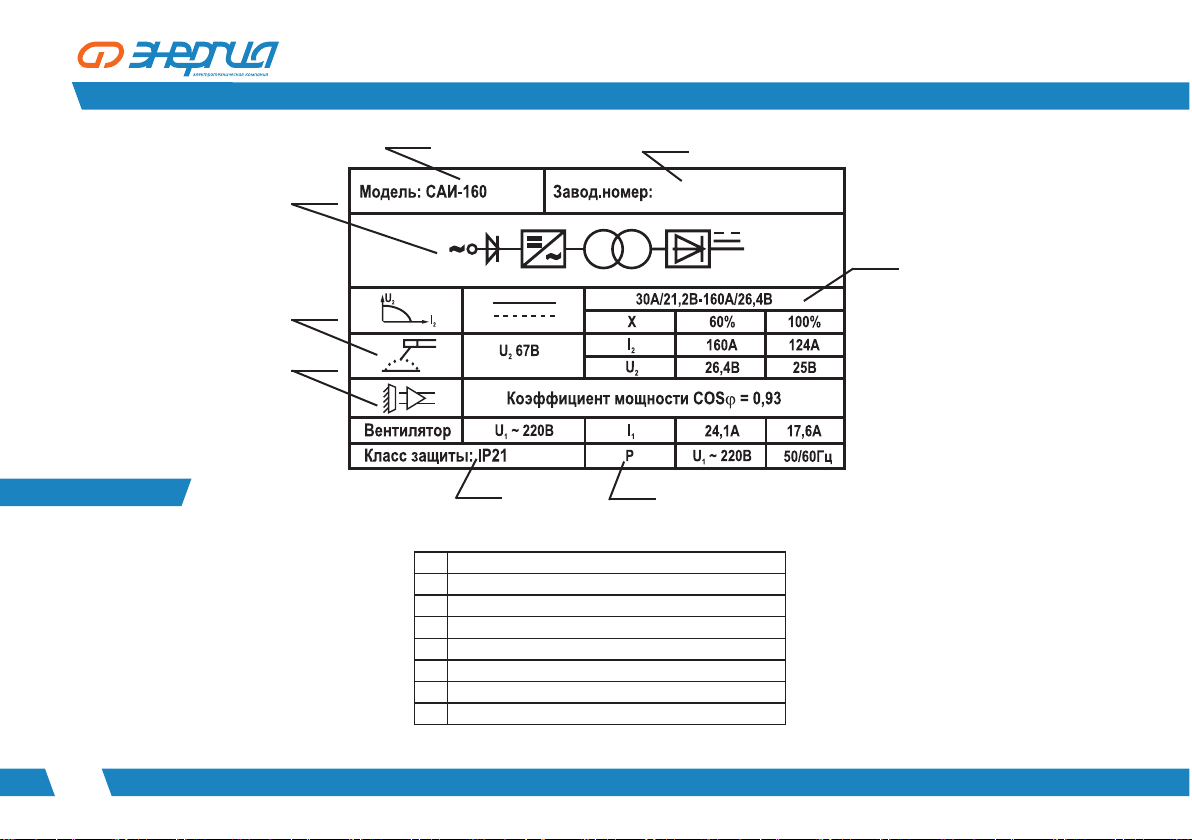
Пояснения к таблице основных характеристик
1 Наименование модели
2 Серийный номер
3 Структурная схема аппарата
4 Характеристики сварочного аппарата
5 Тип сварки - ручная сварка электродом
6 Символ напряжения питающей сети (1ф переменное)
7 Степень защиты
8 Класс изоляции
(на корпусе изделия)
2
8
4
4
Page 6
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
4. Меры безопасности.
4.1. Избегайте прикосновения к сварочной цепи. Напряжение холостого хода может быть опасным.
4.2. Изделие находится под напряжением, поэтому прежде, чем приступить к его обслуживанию, необходимо отключить источник питания.
4.3. Подсоединение изделия производите в соответствии с общими правилами безопасности. К использованию и обслуживанию изделия допускается только квалифицированный
и специально обученный персонал.
4.4. Убедитесь, что розетка сети питания имеет заземляющий контакт.
4.5. Не используйте изделие во влажных и сырых помещениях. Не производите сварку под дождём.
4.6. Не используйте для сварки кабели с плохой изоляцией или с плохой проводимостью. Перед началом работы всегда сначала соединяйте сварочные кабели, а уже затем
подсоедините кабель питания.
4.7. Не сваривайте ёмкости, трубы и т.п., содержащие или бывшие в контакте с легкогорючими материалами, газами или жидкостями (смазки, горючие газы, растворители,
краски, жидкое топливо).
4.8. Удаляйте из зоны сварки все горючие материалы (древесина, бумага и т.п.).
4.9. Не прикасайтесь к месту подключения питания или к другим частям изделия, которые находятся под током. Отключайте питание сразу после окончания работы или перед
тем, как оставить место работы.
4.10. Обеспечьте соответствующую вентиляцию для удаления газов, выделяющихся при сварке. Никогда не используйте вентиляцию кислородом. Необходимо обеспечить
доступ воздуха к изделию - вокруг него должно быть свободное пространство не менее 50 см. Следите также за тем, чтобы на изделие не попадали капли металла, пыль, грязь,
а также не подвергайте его воздействию паров кислот и подобных агрессивных сред и т.д.
4.11. Всегда применяйте защитные средства (сварочная маска, сварочный костюм, сварочные рукавицы). Избегайте попадания ультрафиолетового излучения дуги на кожу.
Застёгивайте одежду и имеющиеся карманы, чтобы защитить себя от попадания искр.
4.12. Не подвергайте изделие механическим ударам.
4.13. Изделие излучает электромагнитные волны и создает помехи для радиочастот, поэтому следите за тем, чтобы в непосредственной близости от изделия не было людей,
которые используют стимулятор сердца или другие приборы, для которых электромагнитные волны и радиочастоты создают помехи.
4.14. Убедитесь, что на месте работ изделия нет металлических или инородных предметов во избежание их попадания внутрь. Периодически следует очищать (продувать
сухим и чистым сжатым воздухом) изделие от пыли. Давление сжатого воздуха должно быть не более 2,5 бар. Наличие в воздухе пыли не должно превышать допустимых норм.
4.15. К работе с изделием допускаются лица, прошедшие инструктаж по технике безопасности, умеющие обращаться со сварочным оборудованием и точно выполняющие
требования настоящего руководства. Пользователь изделия несет ответственность за свою собственную безопасность и безопасность других.
4.16. Никогда не дотрагивайтесь до электрода или металлических предметов во время работы.
5. Подготовка к работе.
5.1. Установить изделие так, чтобы посторонние предметы не перекрывали приток воздуха к месту работы для охлаждения и достаточной вентиляции. Также необходимо
следить, чтобы на изделие не падали искры, капли расплавленного металла, пыль и грязь; чтобы изделие не подвергалось воздействию паров кислот и подобных агрессивных
сред.
5.2. Подсоединить изделие к электрической сети, предварительно проверив соответствие напряжения и частоты сети техническим характеристикам, приведенным на табличке
аппарата.
5.3. Изделие необходимо подключать к стандартной сетевой розетке, оборудованной автоматическим выключателем, рассчитанным на потребляемый аппаратом ток.
Проверить надежность соединения сетевого кабеля. Вилка и розетка не должны греться, искрить, розетка должна иметь плотный надежный контакт.
5.4. Подсоединить сварочные кабели. На передней панели изделия имеется два панельных разъема “+” и “-”. Для плотного закрепления прямого и обратного кабелей в
разъемах необходимо вставить кабельный наконечник с соответствующим кабелем в панельный разъем до упора и повернуть его по часовой стрелке до упора. При неплотном
подсоединении кабелей возможны повреждения как кабельного разъема, так и источника питания.
ВНИМАНИЕ! На изделия с неисправностями, вызванными нарушением соединения кабелей в разъемах, гарантия не распространяется!
5
Page 7

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
5.4.1. Существует два способа подключения сварочных принадлежностей для работы на постоянном токе:
- прямая полярность - кабель “земля” подсоединен к разъему “-”, а электрододержатель к “+”;
- обратная полярность - электрододержатель подсоединен к разъему “-”, а кабель “земля” к “+”.
Выбирать способ подключения требуется в зависимости от конкретной ситуации и типа электрода. Неправильное подключение оборудования может вызвать нестабильность
горения дуги, разбрызгивание расплавленного металла и прилипание электрода.
5.4.2. Избегать использования чрезмерно длинных сварочных кабелей. При необходимости увеличения их длины увеличивайте тогда также и сечения к абелей, с целью
уменьшения падения напряжения на кабелях. Старайтесь придвинуть изделие ближе к зоне сварки, для использования стандартных кабелей из комплекта поставки.
5.5. Включить изделие, установив выключатель сети на задней панели аппарата в положение “Вкл.”, при этом должен заработать встроенный вентилятор охлаждения изделия.
5.6. Установить требуемую величину сварочного тока с помощью регулятора сварочного тока, см. рис. 1, поз. 3. Обычно значения сварочного тока устанавливают в зависимости
от диаметра электрода, см. табл. №3, а также технических данных электрода, указанных на его упаковке.
Таблица 3
Диаметр электрода, мм
1,60 25 50
2,00 40 80
2,50 60 110
3,20 80 160
4,00 120 200
5.7. Подобрать электроды в соответствии с типом и толщиной свариваемого металла.
Электроды для сварки должны быть сухими или прокаленными в соответствии с режимом прокалки для данных электродов, должны соответствовать выполняемой работе,
свариваемой марке стали и ее толщине, току сварки и полярности. Как правило, вся необходимая информация указывается на упаковке электродов.
Таблица 4
5.8. Свариваемые поверхности должны быть по возможности сухими, чистыми, не иметь ржавчины, краски и прочих покрытий, затрудняющих электрический контакт.
Соответствие электрода и свариваемого металла
Диаметр электродов, мм Толщина свариваемого металла, мм
1,5 1,5-2,0
2,0 1,5-3,0
2,5 1,5-5,0
3,2 2,0-12
4,0 4,0-20
Соответствие электрода и силы тока
Средние показатели сварочного тока, А
Минимальный Максимальный
6
Page 8

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
6. Порядок работы.
6.1. При сварке в обязательном порядке необходимо держать перед лицом маску. Чтобы зажечь дугу и начать сварку, нужно прикоснуться к месту сварки концом электрода,
при этом движение по поверхности заготовки должно быть, как при зажигании спички.
6.2. Как только дуга будет инициирована, электрод надо держать так, чтобы расстояние от конца электрода до сварочной поверхности соответствовало примерно диаметру
электрода. Для получения равномерного шва далее данную дистанцию необходимо поддерживать постоянно. Наклон электрода должен составлять примерно 20-30%
относительно оси движения. Заканчивая сварной шов, отвести электрод немного назад, чтобы заполнился сварочный кратер, а затем достаточно быстро поднять его до
исчезновения дуги.
6.3. Следует учитывать, что в конце сварки на коротком электроде выделяется больше тепла, электрод сильнее разогревается, возможно появление прожогов свариваемого
металла, будьте внимательны, выбирайте оптимальный режим сварки.
6.4. Слишком длинная сварочная дуга вызывает искры и слабое плавление обрабатываемого металла, при слишком короткой дуге электрод прилипает к металлу, см. рис.3б.
6.5. В случае если ток слишком высокий, то электрод быстро сгорает и при этом шов получается широкий и неровный. Если ток слишком низкий, то шов получается узкий и
неровный, см. рис.3в.
6.6. При правильном выборе скорости сварки и силы тока шов получается необходимой ширины без деформаций и кратеров, см. рис.3г.
6.7. После окончания сварки удалить шлак с предварительно остывшего сварочного шва. При удалении шлака использовать щетку-молоток из комплекта поставки и
специальные очки или маску для защиты глаз от окалины.
6.8. В режиме срабатывания защиты от перегрузок изделие может временно отключиться, при этом работает вентилятор для охлаждения внутренних частей аппарата,
а) б) в) г)
Слишком медленное
продвижение
Слишком быстрое
продвижение
Дуга слишком короткая
Дуга слишком длинная
Слишком большой ток
Слишком низкий т ок
Правильный шов
Рис. 3
(Типы сварочных швов)
7. Техническое обслуживание.
7.1. Изделие при нормальных условиях эксплуатации не требует специального обслуживания. Для обеспечения надежной работы в течение длительного периода эксплуатации
и хранения необходимо своевременно проводить техническое обслуживание.
7.2. Периодически проверять все соединения изделия (особенно силовые сварочные разъемы). Если имеет место окисление контактов, удалите его с помощью наждачной
бумаги и подсоедините провода снова.Регулярно удаляйте пыль с помощью чистого и сухого сжатого воздуха. Давление сжатого воздуха должно быть уменьшено до величины
(не более 8 атм.), безопасной для мелких деталей данного оборудования.
7.3. Не допускайте попадания в изделие капель воды, пара и прочих жидкостей.
7.4. Периодически проверять целостность изоляции всех кабелей. Если изоляция повреждена, заизолируйте место повреждения или замените кабель.
7.5. Если изделие не используется в течение длительного времени, то его необходимо хранить в оригинальной упаковке в сухом месте.
После окончания гарантийного срока следует проводить ТО (техническое обслуживание) с целью удаления пыли и грязи, попавших в изделие во время работы.
Техническое обслуживание включает в себя:
- внешний осмотр;
- внутреннюю чистку изделия;
- проверку, зачистку, протяжку мест соединений силовых контактов изделия;
- проверку работоспособности.
ВНИМАНИЕ! Техническое обслуживание (ТО) могут проводить только квалифицированные специалисты, имеющие специальный сертификат.
7
Page 9

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
8. Требования к транспортировке и хранению.
8.1. Изделие должно храниться в правильном положении в закрытых помещениях с естественной вентиляцией, при относительной влажности воздуха не более 80%.
8.2. Изделие должно транспортироваться в правильном положении любым видом закрытого транспорта, кроме негерметизированных отсеков самолетов.
8.3. Изделие должно быть надежно закреплено, чтобы исключить его перемещние внутри транспортных средств.
8.4. Допускается штабелирование упакованных изделий, но не более чем в два ряда.
8.5. Не допускается подвергать изделие ударным нагрузкам при погрузочно-разгрузочных работах и транспортировании.
Не хранить изделие в складских помещениях, которые не отвечают санитарным и противопожарным нормам!
Не хранить изделие рядом с горюче-смазочными материалами и другими лекговоспламеняющимися предметами и жидкостями!
9. Комплектность.
Сварочный аппарат инверторного типа 1
Кабель “земля” с зажимом 1
Кабель с электродержателем 1
Маска сварщика 1
Щетка-молоток 1
Инструкция по эксплуатации 1
Упаковка 1
Не хранить изделие в складских помещениях с повышенной влажностью воздуха!
Не хранить изделие рядом с химически-активными материалами и жидкостями!
Не хранить изделие на открытом воздухе!
НАИМЕНОВАНИЕ КОЛ-ВО, ед.
ВНИМАНИЕ!
8
Page 10

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
10. Срок службы и хранения. Гарантии изготовителя.
Производитель оставляет за собой право на внесение в конструкцию изменений, не оказывающих существенного влияния на работу изделия, без отражения
в настоящей эксплуатационной документации. Значительные изменения в конструкции отражаются в прилагаемом к паспорту извещении об изменениях.
10.1. Гарантийный срок эксплуатации изделия устанавливается в размере 12-ти календарных месяцев со дня продажи.
10.2. Гарантийный срок хранения устанавливается в размере 24 месяцев со дня изготовления.
10.3. Безвозмездный ремонт или замена изделия в течение гарантийного срока эксплуатации производится при условии соблюдения потребителем правил экслуатации,
транспортировки и хранения, сохранности товарного вида изделия.
10.4. В случае устранения неисправностей по рекламации, гарантийный срок эксплуатации продлевается на время, в течение которого изделие не использовали из-за
обнаруженных неисправностей.
10.5. Изготовитель гарантирует соответствие изделия эксплуатационной документации при соблюдении потребителем условий и правил эксплуатации, хранения и
транспортирования.
10.6. В пределах срока, указанного в п. 10.2, Покупатель имеет право предъявить претензии по приобретенным изделиям при соблюдении условий:
-отсутствие механических повреждений изделия;
-сохранность пломб и защитных наклеек;
-наличие Паспорта изделия с подписью Покупателя;
-наличие кассового и товарного чеков или счета;
-соответствие серийного номера изделия номеру гарантийного талона;
-отсутствие следов неквалифицированного ремонта.
10.7. Гарантийные обязательства Продавца не распространяются на случаи повреждения изделия вследствие попадания в него посторонних предметов, насекомых и
жидкостей, а также несоблюдения Покупателем условий эксплуатации и мер безопасности, предусмотренных эксплуатационной документацией.
10.8. При обнаружении Покупателем каких-либо неисправностей изделия, в течение срока, указанного в п. 10.2, он должен информировать об этом Продавца (телеграмма,
заказное письмо, телефонограмма, факсимильное сообщение) и предоставить изделие Продавцу для проверки. Максимальный срок проверки – 30 дней. В случае обоснованности
претензии, продавец обязуется за свой счет осуществить ремонт изделия или его замену. Максимальный срок проведения гарантийного ремонта или замены – две недели.
Транспортировка изделия для экспертизы, гарантийного ремонта или замены производится за счет Покупателя.
10.9. В том случае, если неисправность изделия вызвана нарушением условий его эксплуатации или Покупателем нарушены условия, предусмотренные п. 10.7, Продавец, с
согласия Покупателя, вправе осуществить ремонт изделия за отдельную плату.
10.10. На Продавца не могут быть возложены иные, не предусмотренные настоящим руководством, обязательства. Справки по всем вопросам, связанным с гарантийными
обязательствами, по тел. +7(495)508-56-07.
10.11. В случаях, не рассмотренных в данной эксплуатационной документации, следует руководствоваться действующим законодательством.
11. Сведения о рекламациях.
11.1. При отказе в работе или неисправности изделия в период гарантийного срока потребителем должен быть составлен технически обоснованный Акт о необходимости
ремонта и отправки его в авторизованный Продавцом сервисный центр с указанием наименования изделия, его номера, даты выпуска, характера дефекта и возможных причин
его возникновения.
11.2. Отказавшие изделия с Актом направляются по адресу организации, осуществляющей гарантийное обслуживание. Информация о сервисных центрах предоставляется
Продавцом.
9
Page 11

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
12. Свидетельство о приемке.
Изделие, модель:____________________________,
с серийным номером______________________________________________________________
изготовлено и принято в соответствии с обязательными требованиями стандартов, действующей
технической документацией и признано годным для эксплуатации.
Проверил
___________________ __________________________
Личная подпись Расшифровка подписи
МП
________/_______/________ _____________________________
Дата продажи Должность
10
Page 12

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Приложение
Гарантийный талон №1
Данный талон является гарантийным обязательством и договором между продавцом и покупателем на бесплатный гарантийный ремонт или техническое обслуживание изделия, имеющего
неисправность, вызванную только производственным дефектом.
Соглашение сторон:
“ Изделие проверялось в присутствии покупателя, исправно, укомплектовано, сохранена целостность внутреннего устройства. Покупатель всю необходимую для использования данным
изделием информацию и руководство на русском языке от продавца получил, с условиями гарантии ознакомлен, правильность заполнения данного руководства и гарантийных талонов
проверил.”
Подпись покупателя______________________Подпись продавца_______________________
Талон №_____. На гарантийный ремонт ( на техническое обслуживание)
Модель
Заводской номер
Дата изготовления “____”_________20____г.
Дата продажи “___”__________20____г.
Продан предприятием торговли (наименование предприятия и его адрес)
Подпись продавца и штамп магазина
Выполнены работы
Исполнитель (Ф.И.О.)
Подпись покупателя и его контактная информация
Организация - исполнитель (наименование предприятия и адрес)
Штамп организации исполнителя
Должность и подпись руководителя организации исполнителя, выполнившей ремонт
Корешок талона №____________. На гарантийный ремонт ( на техническое обслуживание)
Модель _____________________ Заводской номер___________________________
Исполнитель (Ф.И.О.) ________________ Изделие принято “____”_________20_____г.
"
11
Page 13

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
12
Page 14

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Приложение
Гарантийный талон №2
Данный талон является гарантийным обязательством и договором между продавцом и покупателем на бесплатный гарантийный ремонт или техническое обслуживание изделия, имеющего
неисправность, вызванную только производственным дефектом.
Соглашение сторон:
“ Изделие проверялось в присутствии покупателя, исправно, укомплектовано, сохранена целостность внутреннего устройства. Покупатель всю необходимую для использования данным
изделием информацию и руководство на русском языке от продавца получил, с условиями гарантии ознакомлен, правильность заполнения данного руководства и гарантийных талонов
проверил.”
Подпись покупателя______________________Подпись продавца_______________________
Талон №_____. На гарантийный ремонт ( на техническое обслуживание)
Модель
Заводской номер
Дата изготовления “____”_________20____г.
Дата продажи “___”__________20____г.
Продан предприятием торговли (наименование предприятия и его адрес)
Подпись продавца и штамп магазина
Выполнены работы
Исполнитель (Ф.И.О.)
Подпись покупателя и его контактная информация
Организация - исполнитель (наименование предприятия и адрес)
Штамп организации исполнителя
Должность и подпись руководителя организации исполнителя, выполнившей ремонт
Корешок талона №____________. На гарантийный ремонт ( на техническое обслуживание)
Модель _____________________ Заводской номер___________________________
Исполнитель (Ф.И.О.) ________________ Изделие принято “____”_________20_____г.
"
13
Page 15

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
14
Page 16

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Приложение
Гарантийный талон №3
Данный талон является гарантийным обязательством и договором между продавцом и покупателем на бесплатный гарантийный ремонт или техническое обслуживание изделия, имеющего
неисправность, вызванную только производственным дефектом.
Соглашение сторон:
“ Изделие проверялось в присутствии покупателя, исправно, укомплектовано, сохранена целостность внутреннего устройства. Покупатель всю необходимую для использования данным
изделием информацию и руководство на русском языке от продавца получил, с условиями гарантии ознакомлен, правильность заполнения данного руководства и гарантийных талонов
проверил.”
Подпись покупателя______________________Подпись продавца_______________________
Талон №_____. На гарантийный ремонт ( на техническое обслуживание)
Модель
Заводской номер
Дата изготовления “____”_________20____г.
Дата продажи “___”__________20____г.
Продан предприятием торговли (наименование предприятия и его адрес)
Подпись продавца и штамп магазина
Выполнены работы
Исполнитель (Ф.И.О.)
Подпись покупателя и его контактная информация
Организация - исполнитель (наименование предприятия и адрес)
Штамп организации исполнителя
Должность и подпись руководителя организации исполнителя, выполнившей ремонт
Корешок талона №____________. На гарантийный ремонт ( на техническое обслуживание)
Модель _____________________ Заводской номер___________________________
Исполнитель (Ф.И.О.) ________________ Изделие принято “____”_________20_____г.
"
15
Page 17

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
16
Page 18

Для заметок
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
17
Page 19

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Для заметок
18
Page 20

Для заметок
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
19
Page 21

СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Для заметок
20
Page 22

 Loading...
Loading...