

Page 1
Руководство по эксплуатации
ТСС КОМПАКТ -160
сварочный аппарат
Page 2

Руководство по эксплуатации
СОДЕРЖАНИЕ
1. ВНИМАНИЮ ПОКУПАТЕЛЯ! ............................................................................................................................................................. 3
2. ПРАВИЛА БЕЗОПАСНОСТИ............................................................................................................................................................... 4
3. ПЕРЕД ВВОДОМ В ЭКСПЛУАТАЦИЮ ...................................................................................................................................8
3.1. ЗАПРЕТ ИСПОЛЬЗОВАНИЯ НЕ ПО НАЗНАЧЕНИЮ ............................................................................................8
3.2. ПРАВИЛА УСТАНОВКИ АППАРАТА ....................................................................................................................................... 8
3.3. ПОДКЛЮЧЕНИЕ ИСТОЧНИКА ТОКА ..................................................................................................................................8
3.4. СВАРОЧНЫЕ КАБЕЛИ .......................................................................................................................................................................... 8
4. ОСНОВНЫЕ СВЕДЕНИЯ ....................................................................................................................................................................... 10
5. ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ..................................................................................... 10
5.1. ПАНЕЛЬ УПРАВЛЕНИЯ ................................................................................................................................................................... 10
5.2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ .................................................................................................................................. 11
6. ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО АППАРАТА .................................................................................................. 12
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО АППАРАТА .................................................... 15
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И ДЕФЕКТЫ ................................................................................................ 15
9. ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ .................................................................................................. 16
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ............................................................................................................................................. 17
2
Page 3

Руководство по эксплуатации
1. ВНИМАНИЮ ПОКУПАТЕЛЯ!
Благодарим Вас за выбор оборудования, произведенного нашей компанией. Мы позаботились о дизайне, изготовлении и проверке изделия, которое обеспечено гарантией. В случае
необходимости технического обслуживания или снабжения запасными частями наша компания или наш представитель обеспечат быстрое и качественное обслуживание.
1. Пожалуйста, внимательно прочтите до конца данный технический паспорт.
2. Проверьте комплектность сварочного аппарата.
3. Убедитесь, что в Гарантийном талоне на сварочный аппарат поставлены:
• штамп торгующей организации;
• заводской номер изделия;
• подпись продавца;
• дата продаж.
ВНИМАНИЕ!
Незаполненный Гарантийный талон недействителен.
Данная инструкция поможет Вам ознакомиться с Вашим сварочным аппаратом. Внимательно
прочитайте данную инструкцию, чтобы знать все многочисленные возможности и полезные
свойства Вашего аппарата. Также просим Вас обратить особое внимание на правила техники
безопасности и неукоснительно следовать им.
Правильная бережная эксплуатация аппарата значительно продлит срок службы, увеличит
надежность и позволит достичь самого высокого качества сварных соединений.
Спецификация аппарата может быть изменена без оповещения всех пользователей.
Неукоснительно следуйте рекомендациям данного паспорта в процессе работы, это обеспе-
чит надежную работу техники и безопасные условия труда оператора.
ВНИМАНИЕ!
Обратите особое внимание на правила техники безопасности и следуйте им неукоснительно во избежание травм или повреждения оборудования.
Владелец лишается права проведения бесплатного гарантийного ремонта в случае поломок,
произошедших в результате нарушения правил эксплуатации и/или самостоятельного ремонта изделия.
Регламентные работы по техническому обслуживанию не относятся к работам, проводимым
в соответствии с гарантийными обязательствами Изготовителя и должны выполняться Владельцем изделия. Указанные регламентные работы могут выполняться уполномоченными
сервисными центрами Изготовителя за отдельную плату.
Для проведения гарантийного ремонта Владелец предъявляет сварочный аппарат в сервисный центр Изготовителя или в уполномоченный сервисный центр в полной обязательной
комплектации, в чистом и ремонтопригодном состоянии, с Паспортом изделия и гарантийным талоном.
3
Page 4
Руководство по эксплуатации
2. ПРАВИЛА БЕЗОПАСНОСТИ
«Опасность!» — обозначает прямую угрозу, которая
ОПАСНОСТЬ!
УГРОЗА!
ВНИМАНИЕ!
ВАЖНО!
Использовать только по
прямому назначению
§
может привести к гибели или серьезным травмам персонала.
«Угроза!» — обозначает потенциально опасную ситуацию, которая может привести к гибели или травмам
персонала. Возможно опасные ситуации описываются
в тексте.
«Внимание!» — обозначает возможно опасную ситуацию, которая может привести к травмам различной
тяжести и повреждению оборудования.
«Важно!» — обозначает практические советы и подсказки. Это не является сигналом об угрозе персоналу
или оборудованию.
• Сварочный аппарат может быть использован только
по прямому назначению.
• Использование аппарата для других целей и при несоблюдении правил эксплуатации считается использованием не по назначению. За повреждения и выход
из строя аппарата при использовании не по назначению производитель ответственности не несет.
Правила безопасности
Охрана труда
Сварочные газы и
аэрозоль опасны
4
• Оператор должен быть ознакомлен с правилами безопасности перед началом работы. Все световые сигналы аппарата должны нормально работать и не быть
заклеены, закрашены или закрыты.
• Пользователь обязан проходить инструктаж по технике безопасности в установленные сроки.
• Рекомендуется каждые 3-6 месяцев проводить регулярное техническое обслуживание аппарата.
• При сварке появляется газ и аэрозоль, вдыхание которых опасно для здоровья.
• При сварке не держите голову в потоке дыма
• Обеспечьте достаточную вентиляцию зоны сварки
либо используйте сварочную маску с принудительной
подачей свежего воздуха.
•
Защитный газ и сварочный аэрозоль вытесняют кислород
из воздуха. Проверяйте вентиляцию участка сварки перед
началом работы при работе в замкнутых пространствах.
Page 5
Удар электрическим
током может привести
к гибели
Руководство по эксплуатации
• Касание оголенного электропровода может привести к удару током. Сварочный электрод и обратный
кабель находятся под напряжением, когда аппарат
включен. Сетевой контур высокого напряжения также
находятся под напряжением, когда аппарат включен.
При MIG/MAG сварке проволока, ролики, канал подачи проволоки и все металлические детали, касающиеся проволоки, находятся под напряжением.
• Не касайтесь деталей под напряжением голой кожей
или в мокрой одежде.
• Во время сварки на сварщике должны быть сухие защитные перчатки без дырок и защитная одежда.
• Корпус аппарата должен быть заземлен, все токопроводящие детали должны быть изолированы.
• Подсоедините сетевой кабель согласно инструкции
по эксплуатации. При сборке и монтаже аппарат должен быть отключен от сети.
• При сварке в опасных условиях (замкнутое пространство, повышенная влажность, запыленность, стесненное положение сварщика и др.) следует применять
оборудование с повышенными требованиями безопасности: полуавтоматы MIG сварки, аппараты TIG сварки и
аппараты ММА сварки с функцией VRD.
• Подсоединение электрододержателя, зажима заземления и клемм сварочных кабелей производить после
отделения аппарата. Поврежденные детали сварочной цепи должны быть немедленно заменены.
Электромагнитные поля
могут быть опасны
• Электромагнитные поля могут вызвать сбои в работе
следующей техники:
◦ Датчики и системы передачи данных.
◦ Интернет и теленавигация.
◦ Измерительные и калибровочные приборы.
◦ Слуховые аппараты и кардиостимуляторы.
• Меры по предотвращению:
◦ Правильное подключение к сети. Проверьте правильность подключения оборудования к сети.
◦
Сварочный кабель и кабель заземления. По возможности должны быть максимально короткими. Подсоединяйте кабель заземления к свариваемой детали по возможности ближе к зоне сварки. Сварочные кабели должны
находиться максимально далеко от других проводов.
5
Page 6
Руководство по эксплуатации
Излучение дуги может
обжечь
Сварочные брызги
и искры от болгарки
могут вызвать пожар
• Излучение дуги может обжечь глаза и кожу.
• Сварку выполнять в сварочной маске и специальной
защитной одежде во избежание ожогов глаз и кожи.
• Огораживайте место сварки перегородками и специальными светонепроницаемыми шторами из негорючего материала для защиты постороннего персонала
от воздействия излучения дуги.
•
Когда сварка не производится, убедитесь, что кончик электрода не касается рабочей детали или земли. Случайный
контакт может вызвать искры, перегрев или возгорание.
• Сварка в замкнутых пространствах (контейнеры,
баки) может вызвать возгорание или взрыв. Тщательно выполняйте требования пожарной безопасности.
• При дуговой строжке принимайте специальные меры
пожарной безопасности.
• Надевайте незамасленную защитную одежду: кожаные перчатки, защитную куртку, штаны сварщика, защитные ботинки и подшлемник.
• В зоне сварки не должно быть легковоспламеняющихся материалов.
• Участок сварки должен быть оснащен огнетушителем
и первичными средствами пожаротушения.
• Удаляйте огарок ММА электрода из электрододержателя после завершения сварки. Заводите кончик MIG
проволоки обратно в горелку.
•
Используйте правильные предохранители и автоматы.
Подвижные части могут
вызвать травмы
Ожоги от горячих
деталей
6
• Избегайте контакта с подвижными частями, такими
как вентиляторы.
• Избегайте контакта с местами зажимов, такими как
подающие ролики.
• Закрывайте все дверцы, панели, защитные решетки
и кожухи.
• Сервисное обслуживание должен выполнять только
допущенный персонал.
• Сервисное обслуживание выполнять только при выключенном из сети аппарате.
•
Не касайтесь горячих деталей голой кожей или руками.
• Для работы с горячими деталями используйте специальные зажимы, пассатижи или толстые перчатки.
Page 7

Руководство по эксплуатации
Летящая стружка или
пыль могут повредить
глаза
Шум может вызвать
повреждение слуха
Газовый баллон может
взорваться
• При зачистке болгаркой или щеткой летит пыль и металлическая стружка, которая может повредить глаза.
• При зачистке и отбивании шлака используйте защитный шлем или очки.
• Высокий уровень шума от некоторых процессов может вызвать повреждение слуха.
• При высоком уровне шума используйте наушники
или беруши.
• Газовый баллон содержит газ под давлением. Поврежденный баллон может взорваться. Не допускайте нагрева или повреждения баллонов.
• Для транспортировки газовых баллонов используйте
специальные носилки или тележки, чтобы исключить
падение и удары баллонов.
• При работе закрепляйте баллоны в специальной
стойке или рампе в вертикальном положении во избежание падения или удара баллонов.
• Не касайтесь газовых баллонов сварочным электродом, электрододержателем, зажимом заземления и
другими частями под напряжением. Располагайте сварочные кабели по возможности дальше от баллонов.
• Используйте газовые редукторы, подходящие по
марке и давлению газа.
• Все газовые баллоны, редукторы, шланги, фитинги
должны быть в исправном состоянии.
• При хранении и транспортировке надевайте защитные колпаки на вентили баллонов.
Превышение цикла ПВ
вызывает перегрев
Маркировки
безопасности
• Используйте аппарат в соответствие с циклом ПВ.
• Давайте аппарату остыть.
•
Не перекрывайте поток охлаждающего воздуха к аппарату.
Оборудование с маркировкой CE полностью соответствует требованиям безопасности EN 60 974.
Оборудование с маркировкой CCC полностью соответствует требованиям электробезопасности КНР .
Оборудование с маркировкой EAC полностью соответствует требованиям электробезопасности технического регламента Таможенного союза.
7
Page 8

Руководство по эксплуатации
3. ПЕРЕД ВВОДОМ В ЭКСПЛУАТАЦИЮ
УГРОЗА!
Неправильная эксплуатация оборудования может привести к травмам персонала
или повреждению оборудования. Внимательно прочитайте инструкцию перед использованием оборудования.
3.1. ЗАПРЕТ ИСПОЛЬЗОВАНИЯ НЕ ПО НАЗНАЧЕНИЮ
Сварочный аппарат может использоваться только для сварки, способом указанным в разделе «ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ» данного руководства. Использование
аппарата для других целей или другим способом считается использованием не по назначению. Производитель не несет ответственности за использование аппарата не по назначению. Монтаж, эксплуатация и сервис должны выполняться строго в соответствии с требованиями данной инструкции.
3.2. ПРАВИЛА УСТАНОВКИ АППАРАТА
Класс защиты аппарата IP21S. Однако главные внутренние компоненты защищены дополнительно.
УГРОЗА!
Аппарат не бросать и не кантовать, это опасно. Размещать аппарат на надежной ровной поверхности, предохранять от падений.
Вентиляция аппарата очень важна для безопасной работы. При установке аппарата проверьте доступ охлаждающего воздуха к вентиляторам аппарата. По возможности не допускать попадания пыли и металлической стружки с охлаждающим воздухом внутрь аппарата.
3.3. ПОДКЛЮЧЕНИЕ ИСТОЧНИКА ТОКА
• Источник тока рассчитан на работу от сетевого напряжения, заявленного в инструкции.
• Сетевые кабели и розетки должны подсоединяться в соответствии с требованиями электробезопасности.
ВНИМАНИЕ!
Неправильное подключение источника тока может привести к поломке. Сетевой кабель и предохранители должны подбираться в соответствии с сетевым напряжением.
Строго следовать требованиям данной инструкции.
3.4. СВАРОЧНЫЕ КАБЕЛИ
При сварке обратите внимание на следующее:
a. Сварочные кабели должны быть максимально короткими;
b. При использовании длинных кабелей руководствуйтесь схемами ниже.
8
Page 9
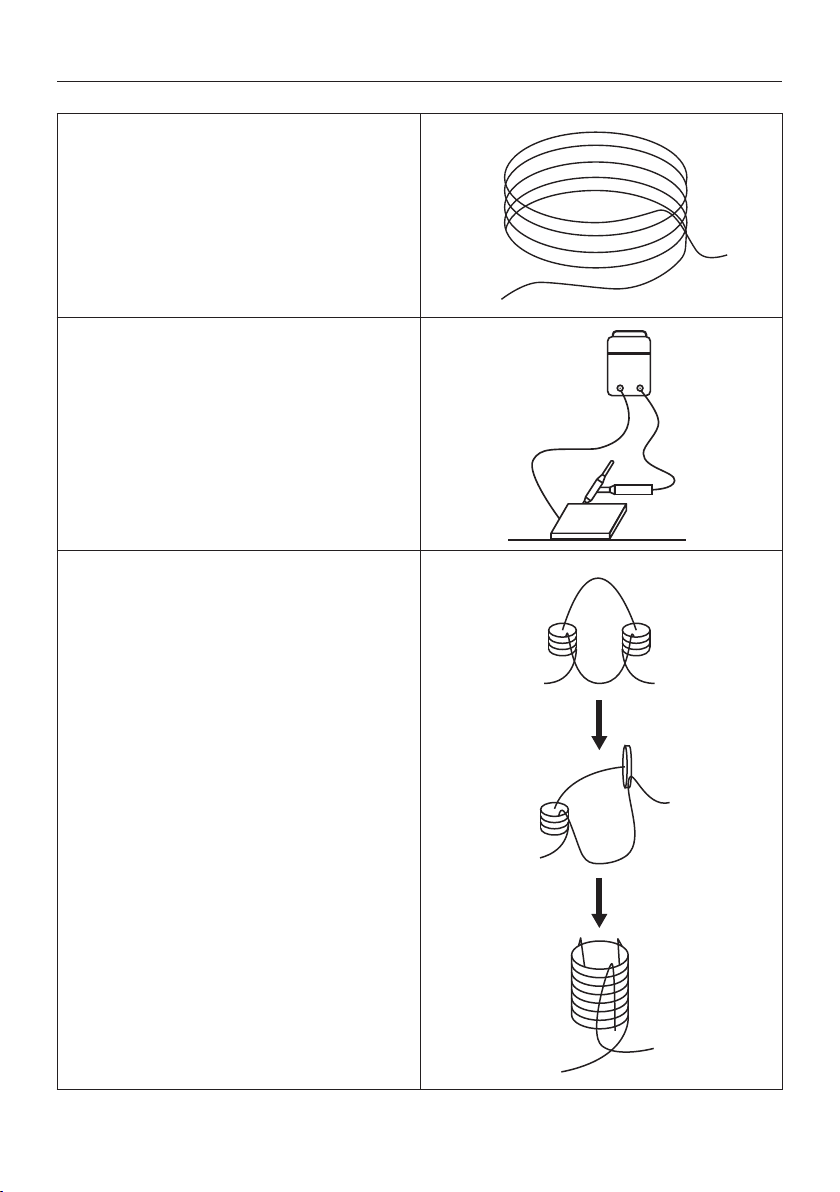
НЕПРАВИЛЬНО
Сварочный и обратный кабели свернуты в
одну катушку.
ПРАВИЛЬНО
Распрямить сварочный и обратный кабель и
расположить по возможности ближе друг у
другу.
Руководство по эксплуатации
Горелка
ПРАВИЛЬНО
Если сварочные кабели необходимо свернуть, сверните сварочный кабель и кабель
заземления в отдельные бухты с разным направлением витков.
Количество витков в обеих бухтах должно
быть одинаковое.
Храните сварочный кабель и кабель заземления тем же вышеуказанным способом.
А В
В
А
9
Page 10

Руководство по эксплуатации
4. ОСНОВНЫЕ СВЕДЕНИЯ
В источниках тока данной серии используется инверторная технология IGBT. Эта система
управления использует цифровой сигнал, который обеспечивает очень быстрый отклик и
реакцию на изменения параметров сварочной дуги для очень точного контроля сварочного
процесса и получения сварных швов наивысшего качества.
Инверторная система IGBT улучшает быстроту и динамику отклика и значительно уменьшает
размеры и массу аппарата. Замкнутая цепь контроля с обратной связью обеспечивает высокую стабильность параметров дуги даже при колебаниях сетевого напряжения, обеспечивая
превосходный результат сварки.
5. ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Сварочный инвертор ТСС КОМПАКТ-160, разработан специально для ручной дуговой сварки
и наплавки штучным электродом на постоянном токе, методом ММА.
Данный аппарат обладает следующими преимуществами:
• Для бытового использования.
• Компактность и легкий вес.
• Низкое энергопотребление.
• Дисплей сварочного тока.
• Плавная регулировка тока.
• Горячий старт.
• Антизалипание электрода.
• Защита от перегрева.
• Кейс для хранения.
5.1. ПАНЕЛЬ УПРАВЛЕНИЯ
❶ ❸
① Дисплей сварочного тока.
② Регулятор тока.
10
❷ ❹
③ Индикатор сети.
④ Индикатор перегрузки.
Page 11

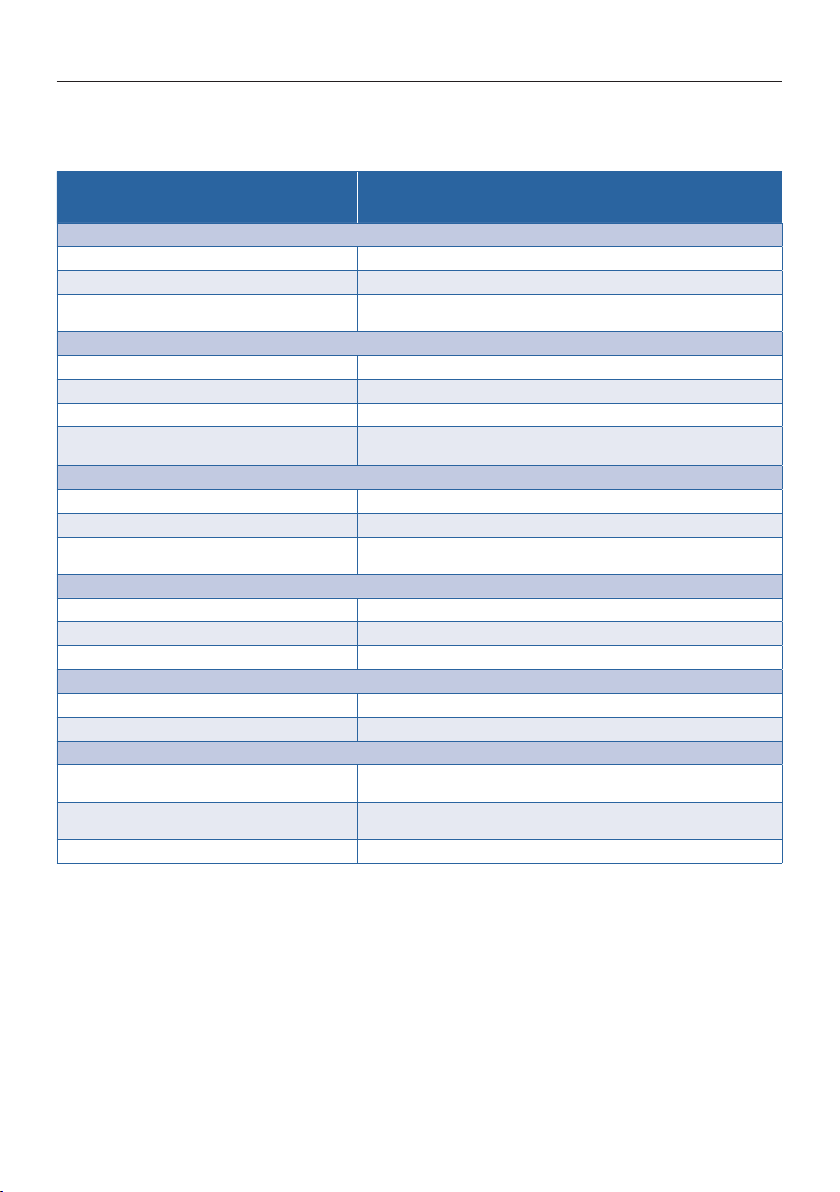
5.2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Руководство по эксплуатации
Характеристики
Модель
Напряжение сети, В 220 ± 15%
Потребление максимальное, кВА 5,7
Регулировка сварочного тока для ММА, А 20 - 160
Диаметр электрода, мм 1,6 - 4
Напряжение холостого хода, В 56
ПВ (40°С), % 45
Класс изоляции F
Степень защиты IP 21
Масса, кг 3,5
ТСС Компакт - 160
Габаритные размеры (Д х Ш х В, мм) 225 х 140 х 110
Упаковка Цветной картон
Масса брутто, кг 3,7
Габаритные размеры упаковки (Д х Ш х В, мм) 285 х 185 х 210
Объем брутто, м
Гарантия, срок (мес) 12
3
0,02
11
Page 12

Руководство по эксплуатации
6. ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО АППАРАТА
ВНИМАНИЕ!
Сварочный аппарат снабжен устройством защиты и безопасности, называемым тепловой защитой. Это устройство включается автоматически при перегреве сварочного аппарата, отключая электропитание, не допуская дальнейшего повреждения
платы и элементов. При срабатывании тепловой защиты загорается индикатор на
лицевой панели.
Цикл продолжительности включения (ПВ) рассчитывается по времени горения дуги в течение 10-минутного цикла, при котором аппарат может варить без перегрева. При перегреве
включается защита от перегрева, сварка остановится, вентилятор продолжает работать. Подождите 15 минут, пока вентилятор охладит аппарат. После перегрева рекомендуется снизить силу тока или увеличить время отдыха аппарата.
ВНИМАНИЕ!
Частое превышение цикла ПВ может вывести из строя аппарат и значительно снижает
срок службы.
Ручная дуговая сварка (ММА):
1. Проверьте, чтобы выключатель находился в положении выключено (OFF).
2. Вставьте кабель с электрододержателем (ЭД) в силовой разъем (-) или (+), расположенный
на передней панели аппарата и поверните до упора по часовой стрелке. В другой разъем
вставьте кабель с клеммой заземления (КЗ). Убедитесь в надежности подсоединения сварочных кабелей к силовым гнездам, иначе будут выгорать кабельные штекеры и силовые гнезда.
3. Используйте прямую и обратную полярность подключения кабеля в зависимости от указаний производителя электродов и в соответствии с процессом сварки детали. Неправильное
выбор подключения вызовет нестабильность дуги, большее разбрызгивание и прилипание
электрода.
12
Page 13

Руководство по эксплуатации
Большинство сварочных электродов используются при работах на прямой полярности (-),
хотя некоторые типы электродов требуют подключения на обратной полярности (+).
Важно использовать инструкции фирмы-производителя электрода, так как они указывают
правильную полярность штучного сварочного электрода, а также наиболее подходящий
сварочный ток.
ПРЯМАЯ ПОЛЯРНОСТЬ
4. Вставьте вилку в сетевую розетку, вставьте электрод в ЭД, закрепите струбцину (КЗ) на заготовке, включите питание.
5. Отрегулируйте сварочный ток, в зависимости от диаметра используемого электрода и от
типа сварочного шва. Регулировка происходит методом поворота ручки регулировки силы
сварочного тока, по часовой (увеличение тока) или против часовой стрелки (уменьшение
тока).
При выполнении сварки качественными электродами силу тока следует устанавливать в соответствии с данными, указанными в паспортах или сертификатах на эти электроды. Диаметр
электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла.
При сварке встык металла толщиной до 4 мм применяют электроды диаметром, равным толщине свариваемого металла.
Обратите внимание на то, что, в зависимости от диаметра электрода, более высокие значения сварочного тока используются для сварки в нижнем положении, тогда как вертикальная
сварка (или сварка в вертикальном положении, так называемая потолочная сварка) требует
более низких значений сварочного тока.
Механические характеристики сварочного шва определяются помимо силы сварочного
тока, другими параметрами, среди которых: диаметр и качество электрода, длина дуги, скорость и положение выполнения сварки, правильное хранение электродов (они должны быть
защищены от воздействия влаги, и храниться в специальной упаковке).
6. Оденьте сварочную маску с соответствующими элементами для защиты глаз от сильного
светового излучения, производимого электрической дугой. Маска позволяет следить за процессом сварки, одновременно защищая вас.
7. Прикоснитесь к месту сварки концом электрода, движение вашей руки должно быть похоже на то, каким вы зажигаете спичку. Это и есть правильный метод зажигания дуги. Как
только появится электрическая дуга, попытайтесь удерживать расстояние до шва равным
диаметру используемого электрода. В процессе сварки удерживайте это расстояние постоянно для получения равномерного шва. Помните, что наклон оси электрода в направлении
движения должен составлять около 20-30 градусов. Заканчивая шов, отведите электрод немного назад, по отношению к направлению сварки, чтобы заполнился сварочный кратер, а
затем резко поднимите электрод, из ванны расплавленного метала для исчезновения дуги.
13
Page 14

Руководство по эксплуатации
Виды сварных швов.
Часто по виду сварного шва можно судить о качестве сварочных работ. Старайтесь качественно отрегулировать силу тока, под подачу и движение электрода. Виды сварочных швов
с описанием представлены на рисунке:
❶ ❷ ❸ ❹
❺ ❻ ❼
① - слишком медленное продвижение электрода.
② - очень короткая дуга.
③ - очень низкий ток сварки.
④- слишком быстрое продвижение электрода.
⑤ - очень длинная дуга.
⑥ - очень высокий ток сварки.
⑦ - нормальный шов.
14
Page 15

Руководство по эксплуатации
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО
АППАРАТА
ВНИМАНИЕ!
Перед проведением операций техобслуживания проверить, что сварочный аппарат отключен и отсоединен от сети питания.
Контрольный осмотр необходимо проводить до и после использования изделия по назначению и после его транспортировки, при этом нужно проверить надежность крепления разъемов, отсутствие повреждений корпуса, а так же изоляции сетевого и сварочного
кабеля.
Любой другой ремонт производится только в сервисном центре. Нарушение руководства по
эксплуатации, любое не авторизованное вмешательство в изделие угрожает Вашему здоровью и, в любом случае, приводит к невозможности предъявления гарантийных претензий.
Перед снятием панелей аппарата для выполнения каких-либо операций внутри него, обязательно вытащить штепсельную вилку из розетки питания, поскольку при выполнении
работ внутри аппарата, существует опасность поражения электрическим током при прямом контакте с частями под напряжением.
Регулярно, в зависимости от частоты использования сварочного аппарата и запыленности помещения, выполняйте продувку внутренней части аппарата сжатым воздухом при
давлении не более 2 Бар. Для этого отключите аппарат от электросети, отвинтите винты
на крышке апарата, снимите крышку. После продувки установите крышку на место и прикрутите винтами.
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И ДЕФЕКТЫ
При неисправной работе сварочного аппарата, прежде чем обратиться в сервисный
центр за технической помощью, самостоятельно выполните следующие проверки:
1. Убедитесь, что сварочный ток соответствует диаметру и типу используемого электрода.
2. Индикатор сети питания выключается при наличии неисправности электропитания (кабели, выводы, предохранители и т.д.).
3. Включение индикатора перегрева указывает на перегрев, короткое замыкание, слишком
низкое или высокое напряжение.
4. При включении защиты от перегрева, подождите, пока не произойдет охлаждение сварочного аппарата.
5. Убедитесь в исправной работе вентилятора принудительного охлаждения.
6. Проверьте параметры сети питания, они должны соответствовать техническим данным,
указанным на сварочном аппарате. Аппарат не будет работать при очень низком или очень
высоком напряжении, пороги напряжений указаны в таблице технических данных.
7. Убедитесь в том, что на выходах сварочного аппарата нет короткого замыкания. В противном случае, устраните неисправность. Все соединения сварочного контура должны быть
исправными, рабочий зажим (струбцина) должен быть прочно прикреплен к свариваемому
изделию (заготовке).
15
Page 16
Руководство по эксплуатации
Возможные дефекты сварного шва
Возможные дефекты сварного шва и их устранение описаны в таблице:
Возможная причина
ПОРИСТОСТЬ
Плохая очистка детали Подготовить поверхность к сварке
Неправильное регулирование Произвести регулировку
Некачественные электроды
Несовершенная техника работы Улучшить навыки в работе
Слишком низкий ток Добавить ток сварки
Слишком высокая скорость сварки Снизить скорость сварки
Большие потери на заготовке
НЕПОЛНОЕ ПРОНИКНОВЕНИЕ
Слишком низкий ток Добавить ток сварки
Слишком высокая скорость сварки Снизить скорость сварки
Расстояние краев соединения
недостаточное
ИЗБЫТОЧНОЕ ПРОНИКНОВЕНИЕ
Слишком высокий ток Снизить ток сварки
Слишком низкая скорость сварки Увеличить скорость сварки
Избыточное расстояние краев соединения Предусмотреть зазор
Слишком высокий ток Снизить ток сварки
Несовершенная техника работы Улучшить навыки в работе
Неправильный выбор электрода по
отношению к материалу основы
Тепловое воздействие неадекватное
(недостаточное или избыточное)
Грязная поверхность Подготовить поверхность к сварке
Заменить электроды, примените электроды более высокого
НЕПОЛНОЕ РАСПЛАВЛЕНИЕ
Максимально уменьшить расстояние между сварным местом
НАСЕЧКИ НА КРАЯХ
РАЗРЫВ СВАРНОГО ШВА
Способ устранения
качества
и струбциной (зажимом)
Предусмотреть сварочный зазор
Поменять электрод
Улучшить навыки в работе
9. ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ
Хранить сварочный аппарат необходимо в закрытых помещениях с естественной вентиляцией, где колебания температуры и влажность воздуха существенно меньше, чем на открытом воздухе, при температуре не выше +40°С и не ниже -50°С, относительной влажности не
более 80% при+25°С.
При длительном хранении изделия необходимо один раз в 6 месяцев производить проверку
состояния законсервированных поверхностей и деталей. При обнаружении дефектов поверхности или нарушения упаковки необходимо произвести переконсервацию.
Срок хранения изделий – не более 3 лет.
16
Page 17

Руководство по эксплуатации
Сварочные аппараты можно транспортировать любым видом закрытого транспорта в упаковке
производителя или без нее, с сохранением изделия от механических повреждений, атмосферных
осадков, воздействия химических активных веществ и обязательным соблюдением мер предосторожности при перевозке хрупких грузов, что соответствует условиям перевозки по ГОСТ 15150-69.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Сварочный аппарат, модель _____________________ зав. №_____________________________
изготовлен и принят в соответствии с действующей технической документацией и признан
годным для эксплуатации
М.П. _______________________ / ___________________________
(личная подпись) (расшифровка подписи)
.
Контролер ОТК
_____________________
(год, месяц, число)
Адрес ООО «ГК ТСС»
Россия, 129626, г. Москва, Графский переулок, д.9
Тел. (495) 258-00-20
Адрес Сервисного Центра
Россия, Московская область, г. Ивантеевка, Санаторный проезд, д.1, корп. 4А
Тел. (495) 258-0020; 8-800-250-41-44
При наступлении гарантийного случая прием продукции и гарантийный ремонт
производится в Сервисном центре.
17
Page 18

Руководство по эксплуатации
ДЛЯ ЗАМЕТОК
18
Page 19

АДРЕС СЕРВИСНОГО ЦЕНТРА ГК ТССАДРЕС СЕРВИСНОГО ЦЕНТРА ГК ТСС
Московская область, г. Ивантеевка, Санаторный проезд д.1 корп. 4А. ООО «ГК ТСС».
Телефоны: +7 (495) 258-00-20, 8-800-250-41-44.
КАК ДОБРАТЬСЯ
НА АВТОМОБИЛЕ
Двигаться по Ярославскому шоссе от Москвы в сторону области примерно 16 км от МКАДа.
Проезжаете развязку на г. Ивантеевку и г. Пушкино, и примерно через 1км необходимо повернуть направо, по указателю «Мед. центр ВЕРБА МАЙЕР», Щелково. Проехать примерно 3,5 км
по главной дороге до проходной ЦНИП СДМ (Полигон).
СВОИМ ХОДОМ
1. Электропоездом с Ярославского вокзала г. Москвы (м. Комсомольская)
На Ярославском вокзале необходимо сесть на электропоезд, следующий до Фрязино и доехать до платформы Ивантеевка-2 (около 1 час в пути). Далее автобусом №1 до остановки
«Полигон» (примерно 20 мин.).
2. Автобусом от автовокзала ВДНХ г. Москвы (м. ВДНХ)
Автобус №316 по маршруту МОСКВА (ВДНХ) - ИВАНТЕЕВКА по Ярославскому шоссе. Остановка
«Техникум» в г. Ивантеевка. Затем перейти на соседнюю остановку и на автобусе №1 доехать до
остановки «Полигон» либо пешком до проходной ЦНИП СДМ (Полигон) (примерно ~ 30 мин.).
ВНИМАНИЕ
Проход на территорию Полигона осуществляется по пропускам. При себе необходимо
иметь паспорт!
Page 20

ПРОИЗВОДСТВО
ПРОДАЖА
МОНТАЖ
СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
ЗАПАСНЫЕ ЧАСТИ
Группа компаний ТСС
129626, г. Москва, Кулаков переулок, д.6, стр.1
Телефон/факс: +7 (495) 258-00-20
Телефон для регионов: 8-800-250-41-44
E-mail: info@tss.ru
Сайт: www.tss.ru
ТЕХНИКА // СОЗИДАНИЕ // СЕРВИС
ГК ТСС постоянно совершенствует оборудование и сохраняет за собой право изменять конструкцию и характеристики
 Loading...
Loading...