

Page 1

ИНВЕРТОРНОГО АППАРАТА (TIG)
МОДЕЛИ
TIG 500 (J17)
Санкт-Петербург
2011
Page 2

Содержание
1. Меры предосторожности 4
2. Общее описание 5
3. Электрическая схема 6
4. Вольт-амперная характеристика 6
5. Основные параметры 7
6. Устройство панели 8
7. Выбор режимов и параметров сварки 9
8. Установка и эксплуатация 12
9. Возможные проблемы 15
10. Техника безопасности 16
11. Техническое обслуживание 17
12. Диагностика неисправностей 18
13. Хранение 19
14. Транспортировка 19
Page 3
Благодарим вас за то, что вы выбрали наше сварочное оборудование,
созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих
сварочных аппаратов, гарантируют полную надежность и простоту
в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что данное оборудование, предназначенное для промышленного
и профессионального использования, соответствует Международному стандарту качества
ИЕС 60974 (IEC 60974).
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой
и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство, и не обязана
предупреждать об этом заранее.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не использовать с дизельными, бензиновыми генераторами.
Не допускается внесение изменений или выполнение каких-либо действий, не предусмотрен-
ных данным руководством.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием аппарата, вы
можете получить консультацию у специалистов сервисной компании.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или иные
убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного
вмешательства (изменения) конструкции аппарата, а также возможные последствия незнания
или некорректного выполнения предупреждений, изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при
продаже и эксплуатации.
Руководство по эксплуатации издано 12 сентября 2011 года.
3
Page 4
1. Меры предосторожности
При неправильной эксплуатации оборудования, процессы сварки и резки представляют собой
опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. Поэтому,
процессы сварки (резки) должны осуществляться только при условии неукоснительного соблюдения всех действующих норм и правил техники безопасности.
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой и использованием данного оборудования.
Перед эксплуатацией оборудования необходимо пройти профессиональную подготовку.
• Используйте для сварки средства индивидуальной защиты, одобренные
Государственной инспекцией труда.
• Сварщик должен обладать допуском на осуществление сварочных
операций.
• Отключайте аппарат от сети перед проведением технического обслужи-
вания или ремонта.
Электрический ток может быть причиной серьезной травмы, и даже
смерти.
• Устанавливайте обратный кабель в соответствии с проводимыми работами.
• Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
• Не касайтесь неизолированных деталей голыми руками. Необходимо
осуществлять работу в сухих перчатках или крагах, предназначенных для
сварки.
• Сварщик должен держать заготовку на безопасном расстоянии от себя.
Дым и газ могут быть вредны для здоровья.
• Не вдыхайте дым и газ в процессе сварки.
• Поддерживайте хорошую вентиляцию рабочего места в процессе сварки
с помощью вытяжки или вентиляционного оборудования.
Излучение дуги может быть причиной травмы глаз или ожогов.
• Одевайте специальный сварочный комбинезон, маску и очки для защиты
глаз и тела в процессе сварки.
• Пользуйтесь специальными масками или экранами для защиты окружающих.
Неправильная эксплуатация оборудования может вызвать пожар или
взрыв.
• Искры от сварки могут быть причиной пожара, поэтому, убедитесь в
том, что поблизости нет воспламеняющихся материалов, и уделяйте особое
внимание пожарной технике безопасности.
4
серия TIG
Page 5

• Рядом должны находиться средства пожаротушения, персонал обязан знать,
как ими пользоваться.
• Сварка в воздухонепроницаемых помещениях запрещена.
• Запрещается плавить трубы с помощью этого оборудования.
Горячая заготовка может стать причиной серьезных ожогов.
• Не трогайте горячую заготовку голыми руками.
• После продолжительного использования горелки необходимо дать ей остыть.
Магнитные поля могут воздействовать на электронный стимулятор
сердца.
• Люди, с электронными сердечными стимуляторами не должны допускаться в
зону сварки до консультации с врачом.
Движущиеся части оборудования могут нанести серьезные травмы.
• Держитесь на безопасном расстоянии от движущихся частей оборудования,
таких как вентилятор.
• Все дверцы, панели, крышки и другие защитные приспособления должны
быть закрыты и находится на своем месте.
Неисправность оборудования: при возникновении любых трудностей
обращайтесь за помощью к профессионалам.
• При возникновении любых трудностей в процессе установки или эксплуатации оборудования обратитесь к соответствующему разделу настоящего руководства.
• Обратитесь в сервисный центр за профессиональной помощью, если вы не
можете до конца разобраться с возникшей проблемой, или устранить ее, после
прочтения настоящего Руководства.
2. Общее описание
Применение современной инверторной технологии (на базе блоков IGBT) позволяет значитель-
но уменьшить габаритные размеры и вес сварочного аппарата.
Увеличивает эффективность сварки и уменьшает затраты энергии.
Частота переключений не входит в диапазон слышимости, благодаря чему шумовые помехи
практически сходят на нет.
Новейшая разработка вспомогательного источника питания позволяет расширить область при-
менения сварочного источника питания.
Современная технология контроля, различные режимы эксплуатации, прекрасные вольтамперные и динамические характеристики позволяют удовлетворять повышенные требования к
сварке и обеспечивают сварной шов высокого качества.
5
Page 6
Аппарат может широко применяться для сварки электродами с кислотным и щелочным покрытием.
I
I
Обеспечивается легкость возбуждения дуги, низкий уровень разбрызгивания металла, стабильный ток и формирование ровного шва.
Усовершенствованный функциональный дизайн
• Регулируемая функция «горячего старта» облегчает возбуждение дуги.
• Режим форсажа дуги значительно улучшает качество сварки при использовании кабелей
большой длины и позволяет проводить дистанционную сварку.
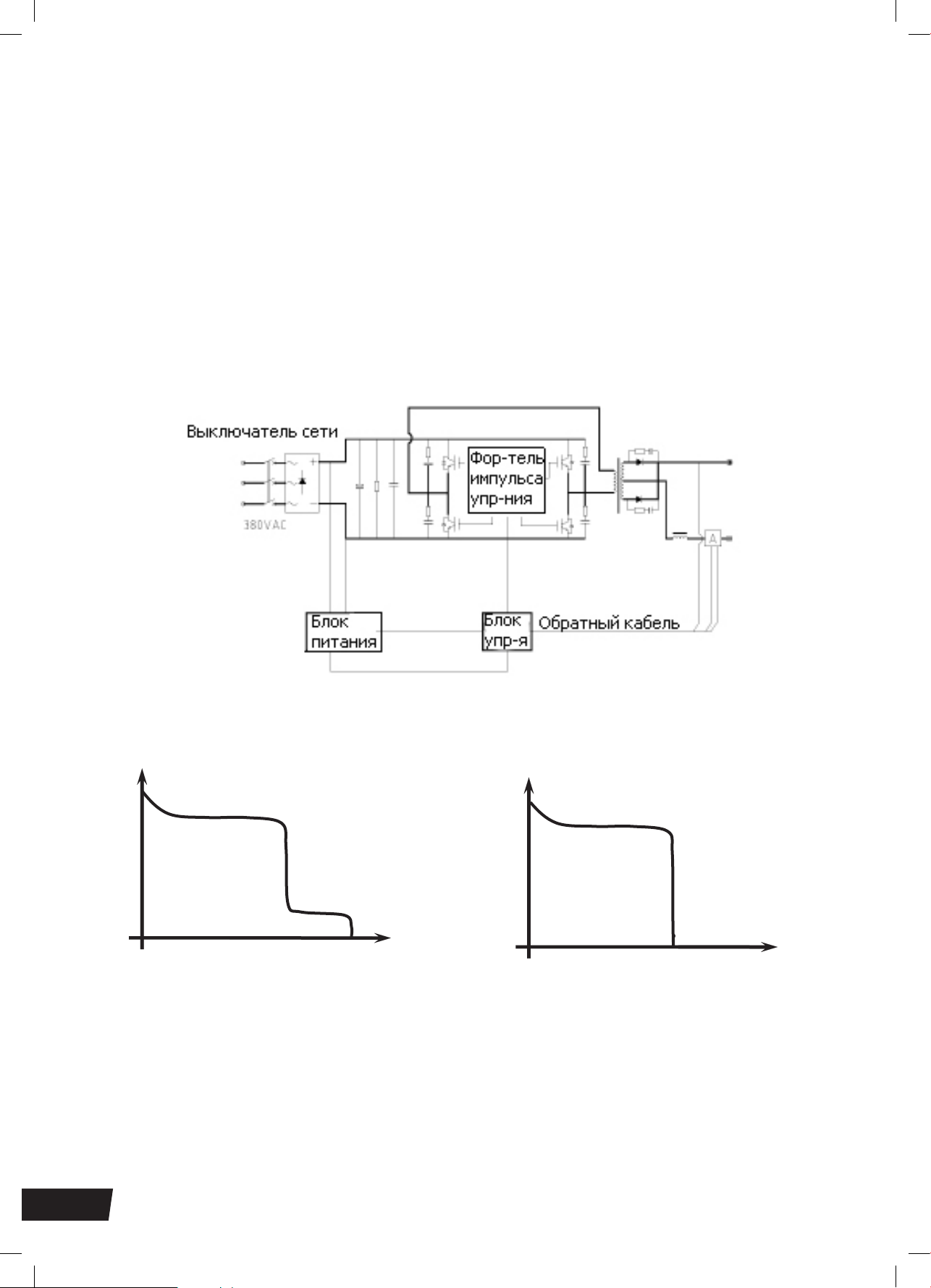
3. Электрическая схема
4. Вольт-амперная характеристика
U
Кривая внешней динамической
вольт-амперной характеристики MMA
В сварочном аппарате применена технология форсажа дуги, поэтому переменная составляющая
тока не может быть видна из кривой статической вольт-амперной характеристики MMA/TIG, а на
практике заданный форсаж будет автоматически добавляться в процессе сварки, решая проблему
несоответствия степени увеличения тока при использовании коротких и длинных кабелей, существующую в других сварочных аппаратах.
вольт-амперной характеристики MMA/TIG
U
Кривая внешней статической
6
серия TIG
Page 7

5. Основные параметры
Тип TIG 500 (J17)
Сетевое напряжение
Диапазон сетевого напряжения, В 300–420
Коэффициент мощности 0,93
Номинальная вольт-амперная характеристика, А/В TIG: 500/30; MMA: 400/36
Диапазон регулирования сварочного тока, А TIG :15–500; MMA: 15–400
Диапазон форсажа дуги, А 20–200
Напряжение холостого хода, В 66
Время нарастания тока, сек. 0–10
Время спада тока, сек. 0–10
Время продувки газа после сварки 5, 10, 15, 30 (по выбору)
Способ возбуждения дуги Высокочастотный разряд
Время возбуждения дуги, мс 70, 150, 200, 300 (по выбору)
Размер, мм 650x330x624
Вес, кг 38
Класс защиты IP21S
3 фазы, 380 В, переменный ток,
частота 50/60 Гц
Стандарт, в соответствии с которым произведено
оборудование
(GB15579.1—2004)
7
Page 8

6. Устройство панели
6.1. Устройство передней панели
O.VO.C
1. Светодиод перегрузки по току.
2. A Цифровой амперметр.
3.
/ Кнопка Вкл.\Выкл. дистанционного управления.
4.
/ Переключатель режима MMA/TIG.
5. A Регулятор тока.
6.
Регулятор тока возбуждения дуги (долька для MMA).
J08
t
In verter
t
WS 400 Welder
6.2. Устройство задней панели
7.
Регулятор форсажа дуги (долька для MMA).
8.
Разъем выхода газа для TIG.
9. Разъем “–”(черный).
10. O.V Светодиод перепада напряжения.
Светодиод перегрева.
11.
12. V V – Вольтметр.
13.
14.
15.
16.
17.
18.
Режим TIG 2-тактный/4-тактный режим.
Кнопка Вкл./Выкл. продувки газа после сварки.
Кнопка Вкл./Выкл. проверки газа.
t
Регулятор времени нарастания тока.
t
Регулятор времени спада тока.
Разъем подключения дистанционного управления
и сварочной горелки TIG.
19. Разъем “+”(красный).
1. Сетевой разъем.
2. Выключатель сети.
9
3. Крышка вентилятора.
4.
5.
Подключение заземляющего кабеля.
Подключение газа.
6. Шильда с наименованием аппарата.
8
серия TIG
Page 9

7. Выбор режимов и параметров сварки
Таблица 7.1. Ручной режим и соответствующее время возбуждения дуги
Состояние электронной платы
блока управления SW1
Ручной
режим
Таблица 7.2. Режим TIG и способ эксплуатации
Код
способа
Состояние
электрон-
ной платы
блока
управле-
ния SW2
Состояние
переклю-
чателя на
лицевой
панели
Способ сварки
Соответствующее время возбуждения дуги
Время возбуждения дуги – 50 мс
(заводская конфигурация)
Время возбуждения дуги – 100 мс.
Время возбуждения дуги – 200 мс.
Время возбуждения дуги – 500 мс.
Кривая сварочного тока
TIG
A-1
A-2
(нажать
только 2,
3 положе-
ния)
1. Нажмите клавишу горелки, произойдет возбуждение дуги (ток нарастает).
2. Отпустите клавишу горелки, ток
спадёт, погаснет дуга.
3. Если перед гашением дуги нажали
клавишу горелки, то ток нарастает
до значения базового тока согласно
пункту ②.
1. Нажмите клавишу горелки, произойдет возбуждение дуги (ток нарастает). После поджига можно отпустить клавишу горелки.
2. Еще раз нажмите на клавишу
горелки, ток спадёт, погаснет дуга.
3. Если перед гашением дуги нажали
клавишу горелки, то ток будет нарастать до значения базового тока
согласно пункту ②.
9
Page 10

B-1
B-2
(нажать
только 2,
3 положе-
ния)
1. Нажмите клавишу горелки, произойдет возбуждение дуги (ток
нарастает), если за 1 секунду отпустить клавишу, то дуга сразу
погаснет. Если после 1 секунды отпустить клавишу, то сохраняется
значение базового тока.
2. Еще раз нажмите клавишу горелки,
спадет ток и погаснет дуга.
3. Если перед гашением дуги нажать
клавишу горелки, то ток нарастает
до значения базового тока пункта
②.
1. Нажмите клавишу горелки, произойдет возбуждение дуги (ток нарастает).
2. Отпустите клавишу горелки, ток
спадет, но дуга не погаснет.
3. Еще раз нажмите клавишу горелки,
ток нарастет до значения базового
тока пункта ②.
C-1
C-2
(нажать
только 2,
3 положе-
ния)
4. Если нажали клавишу и сразу
опустили, то дуга погаснет.
1. Нажмите клавишу горелки, произойдет возбуждение дуги (ток
нарастает), если за 1 секунду отпустить клавишу, то сохраняется базовый ток. Если после 1
секунды отпустите клавишу, то
ток снизится и погаснет дуга.
2. При базовом токе нажмите
клавишу горелки, ток снизится и
погаснет дуга.
1. Нажмите клавишу горелки, произойдет возбуждение дуги и стартовый сварочный ток.
2. Еще раз нажмите клавишу
горелки, ток нарастает до базового
значения.
3. Еще раз нажмите клавишу горелки,
ток снизится, дуга продолжит
гореть.
4 Еще раз нажать клавишу горелки,
то погаснет дуга.
10
серия TIG
Page 11

D-1
D-2
(нажать
только 2,
3 положе-
ния)
1. Нажмите клавишу горелки, возбуждение дуги, образуется стартовый сварочный ток.
2. Отпустите клавишу горелки, ток
будет нарастать.
3. Еще раз нажмите клавишу горелки,
ток снизится, дуга продолжит
гореть.
4. Опустите клавишу горелки, дуга
погаснет.
1. Нажмите клавишу горелки, возбуждение дуги, образуется стартовый сварочный ток.
2. Еще раз нажмите клавишу горелки,
ток начнет нарастать.
3. Еще раз нажмите клавишу горелки,
ток снизится, дуга продолжит
гореть, согласно пункту ②.
4. Если за 0.5 секунду, два раза
нажать клавишу горелки, то токснизится и дуга продолжит гореть.
Замечание: обозначает, что клавиша горелки нажата; обозначает, что клавиша горелки
отпущена; обозначает, что нажали и отпустили клавишу горелки.
Замечание!
Заводская конфигурация --- А
о
Можно задать нужный способ по руководству при закупке.
Можно задать нужный способ по заказу при закупке большими партиями. Если после закупки
нужно поменять способ сварки, совершить только специалисты, прочтенные руководство.
Таблица 7.3. Выбор времени продувки газа после сварки
Режим TIG с вольфрамовым электродом.
Время продувки газа после сварки 5 с.
Заводская
конфигурация
(только изменяет
Режим TIG с вольфрамовым электродом.
Время продувки газа после сварки 10 с.
1 положение)
Режим TIG с вольфрамовым электродом.
Время продувки газа после сварки 15 с.
(Только изменяет
Режим TIG с вольфрамовым электродом.
1 положение)
Время продувки газа после сварки 30 с.
11
Page 12

8. УСТАНОВКА И ЭКСПЛУАТАЦИЯ
Внимание:
• Пожалуйста, производите установку оборудования строго в соответствии с приведенной
ниже последовательностью.
• Операции, связанные с электрическим подсоединением, должны проводиться после отключения аппарата от сети.
• Не используйте аппарат в дождь.
1. Выключатель сети.
2. Используйте предохранитель на 40 A или
более.
3. Сетевой кабель сварочного аппарата.
4. Оливиновый заземляющий кабель (заземле-
ние, не соединять с нулевой фазой).
Подключайте кабели, как показано на рисунке
или любым иным корректным способом. Перед
подсоединением кабелей убедитесь в том, что
аппарат отсоединен от сети.
Внимание: Запрещается производить какие-либо
операции на аппарате, подсоединенном к сети.
• Обратитесь к профессиональному электрику
для проведения работ по подключению.
• Не подключайте два сварочных аппарата
к одному блоку выключателя.
Не обязательно заземлять кабель № 4, если
заземлен корпус аппарата.
Рисунок 8.1. Устройство блока
выключателя (справочно)
Соединения
в блоке выключателя
Рисунок 8.2. Схема установки
Внимание! На рисунке сверху показано под-
ключение постоянного тока обратной полярности. Для подключения постоянного тока прямой
полярности поменяйте местами кабель электрододержателя и обратный кабель и подсоедините
их к соответствующим разъемам.
Рисунок 8.2. Схема установки
3-PHASE CABLE
EARTH CABLE
REMOTE CONTROL
(OPTIONAL)
EARTH CLAMP
WORKPIECE
WELDING CLAMP
SWITCHING
BOX
12
серия TIG
Page 13

8.1. MMA-сварка
Установка:
1. подключить к сети согласно рисунку 8.1.
2. присоединить все кабели к соответствующим разъемам и зажать обратный кабель с зажимом
на заготовку (рисунок 8.2).
3. поставить переключатель “
/ ” в лицевой панели на положение“ ”.
4. выбрать время возбуждения дуги, согласно по таблице 7.1.
5. нажать кнопку“
/ ”при использовании дистанционного управления.
6. поставить выключатель сети на задней панели на положение “1” и запустить аппарат. В VВольтметр лицевой панели отобразит напряжение холостого хода, а в цифровой амперметр
- значение базового тока.
7. установить необходимое значение тока через регулятор тока на аппарате или через дистанционное управление.
8. установить необходимое значение тока возбуждения дуги “
”и форсажа дуги “ ” на
аппарате или через дистанционное управление.
Замечание: слишком большое значение форсажа дуги вызывает разбрызгивание, если заготовка тонкая, снизьте ток возбуждения дуги, чтобы не прогреть заготовку.
9. выбрать подходящие электроды для сварки. При сварке цифровой амперметр выводит сварочный ток, вольтметр - напряжение дуги.
8.2. DC TIG-сварка
Рисунок 8.3. Схема установки
Внимание: На рисунке сверху
показано подключение постоянного тока прямой полярности. Для
подключения постоянного тока
обратной полярности поменяйте
местами кабель электрододержателя и обратный кабель и подсоедините их к соответствующим
разъемам, если того требует технология.
Внимание: Заземляющий кабель
блока выключателя и у аппарата не
применяться одновременно.
GAS INPUT HOSE
REMOTE CONTROL
OPTIONAL
TIG WELDING
WORKPIECE
EARTH CABLE
EARTH CLAMP
3-PHASE CABLE
GAS HOSE
TIG SWITCH CABLE
SWITCHING
BOX
DECOMPRESSION
FLOWMETER
GAS
GAS
BOTTLE
Установка:
подключить к сети как на рисунке 8.1.
13
Page 14

1. регулируйте “t”и“t”, чтобы время нарастания тока и спада тока соответствовало необ-
ходимому значению.
2. откройте вентиль баллона газа и установите скорость расхода газа.
3. нажмите клавишу горелки и зажгите дугу.
Замечание: При Tig сварке длинные кабели, не оставляйте скрученными, чтобы не
вызывать помех при возбуждении дуги.
8.3. Эксплуатация дистанционного управления
1. подключите пульт дистанционного управления как показано на рисунке 8.3.
2. при использовании дистанционного управления, кабель дистанционного управления и
кабель управления Tig подсоедините к пульту дистанционного управления.
3. приведите кнопку “
4. пульт дистанционного управления предназначен только для сварочного тока и форсажа
дуги (ручной режим).
Замечание: пульт дистанционного управления и его запчасти являются дополнительным обору-
дованием. При необходимости приобретение .данного оборудования оговаривается с продавцом
8.4. Рекомендуемые параметры сварки (справочно)
Таблица 8.1. MMA-сварка
Диаметр сварочного
электрода, мм
1,0 20-60 20,8-22,4
1.6 44-84 21,76-23,36
2,0 60-100 22,4-24,0
2,5 80-120 23,2-24,8
3,2 108-148 24,32-24,92
4,0 140-180 24,6-27,2
5,0 180-220 27,2-28,8
6,0 220-260 28,8-30,4
/ ” в положение .
Рекомендуемое значение
сварочного тока, А
Рекомендуемое значение
рабочего напряжения
Внимание: Эта таблица применима для сварки низкоуглеродистой стали. При использовании
других материалов изучите соответствующую литературу и технические справочники.
Таблица 8.2. TIG-сварка
Диаметр вольфрамового
электрода, мм
1-2 1-3
2-4 3-6
8.5. Светодиоды защиты на передней панели
14
Толщина стального
листа, мм
Предельный ток, А
50 5
50-80 6
80-120 7
121-160 8
161-200 9
201-300 10
Предельный расход
аргона, 1/мин
серия TIG
Page 15

Перегрузка
по току
Перегрев
Перепад
напряжения
Если светодиод перегрузки по току загорается в процессе сварки, это
означает сбой в работе аппарата или случайные помехи. Включите аппарат
еще раз. Если невозможно устранить неполадку, выключите аппарат и обратитесь к данной инструкции или специалистам по техническому обслуживанию оборудования.
Если в процессе сварки загорается светодиод перегрева, это означает, что
аппарат слишком долго находился в рабочем режиме, поэтому сварка прерывается. В таком случае нет необходимости выключать оборудование, нужно
просто подождать, пока погаснет светодиод перегрева, тогда сварка может
быть продолжена.
При сетевом напряжении менее 280 В и более 440 В в процессе сварки или
при сбое в работе вспомогательного источника питания, включается светодиод перепадов напряжения, показывающий, что есть проблемы с сетевым
напряжением или вспомогательным источником питания. Проверьте присутствие фазы в сети или вспомогательный источник питания аппарата.
9. Возможные проблемы
Ниже перечислены проблемы, которые могут возникать при сварке в связи с использованием некачественных расходных материалов, неисправностью системы подачи газа, воздействиями окружающей среды и нестабильным электроснабжением, а также меры, которые необходимо
предпринять для их устранения:
Проблемы Причина Меры устранения
Ручная
сварка
Трудно
возбудить дугу
Нестабильность
горения дуги.
Залипание
электрода
Слишком низкое
значение тока возбуждения дуги или
слишком короткое
время возбуждения.
Нет фазы в сети или
неплотное подсоединение сетевого кабеля.
Слишком маленькое
значение форсажа дуги.
Увеличьте значение тока возбуждения
дуги или подберите правильное время
возбуждения.
Подсоедините сетевой кабель правильно или решите проблему отсутствия
фазы в сети.
Усильте форсаж дуги.
15
Page 16

Проблемы Причина Меры устранения
TIG-
сварка
«Черные
пятна» на
сварном шве.
Дуга плохо
зажигается и
часто гаснет.
Перепады
сетевого тока
в процессе
сварки.
Окисление вследствие плохой защиты
сварного шва.
Использование некачественного вольфрама.
Перепады сетевого
напряжения и электромагнитных помех,
создаваемых другим
электрооборудованием.
Убедитесь в том, что вентили газового
баллона включены и давление достаточно, если оно ниже 0.5 Мра, нужно заправлять баллон.
Проверьте расход аргона (рекомендация: не меньше 5L/min независимо от
тока).
Проверьте герметичность сети и
чистоту газа.
Поменяйте на качественный вольфрам.
Вытрите окисленный слой вольфрама.
Выберите настройку с большим
временем продувки газа после сварки.
Проверьте сеть
Подключите аппарат к сети отдельно от
тех электроустановок, которые создают
помехи.
10. Техника безопасности
При неправильной эксплуатации оборудования, процессы сварки и резки представляют собой опасность для сварщика и людей, находящихся в пределах или рядом с рабочей
зоной. При проведении сварочных работ необходимо соблюдать требования стандарта
ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности», а так же стандартов ГОСТ 12.1.004-85, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации, изучившие его устройство. Имеющие допуск к самостоятельной работе и прошедшие инструктаж по технике безопасности. Сварщик должен обладать необходимой квалификацией и
иметь допуск по проведению сварочных работ и группу по электробезопасности не ниже 2.
Не надевайте контактные линзы, интенсивное излучение дуги может привести к их склеиванию
с роговицей.
10.1. Рабочее место.
1. Сварка должна производиться в сухих помещениях с влажностью воздуха не более 90%.
2. Температура окружающей среды должна находиться в диапазоне от -10 °С до +40 °С.
3. Не проводите сварочные работы на открытом воздухе, в местах, незащищенных от воздей-
ствия прямых солнечных лучей и дождя, не допускайте попадания воды внутрь аппарата.
4. Сварка в пыльных местах и в местах, где присутствуют едкие химические газы, запрещена.
5. Сварка в среде защитных газов в местах с сильным воздушным потоком запрещена.
10.2. Хорошая вентиляция.
16
серия TIG
Page 17

В промышленном сварочном оборудовании значение сварочного тока так велико, что естественной вентиляции не достаточно для его охлаждения, тогда как встроенный вентилятор более
эффективен, за счет чего и обеспечивается стабильная работа аппарата.
Сварщик должен убедиться в том, что вентиляционные решетки аппарата открыты. Свободная
зона вокруг оборудования должна быть не менее 30 см. Хорошая вентиляция – одно из наиболее
важных условий для нормальной работы и продления срока службы аппарата.
10.3. Чрезмерный уровень сетевого напряжения недопустим.
Если уровень напряжения выходит за допустимые пределы, это может привести к поломке оборудования, поэтому обращайте внимание на изменение напряжения. При возникновении чрезмерного сетевого напряжения сразу же прекращайте сварку и выключайте аппарат.
10.4. Защита от перегрева.
Защита от перегрева срабатывает, если имеет место перегрузка оборудования из-за слишком
долгого времени сварки, тогда происходит самопроизвольное отключение аппарата. В этом случае
нет необходимости заново включать аппарат, необходимо просто подождать, когда погаснет светодиод перегрева и можно продолжать сварку.
11. Техническое обслуживание
ВНИМАНИЕ:
1. Периодически проверяйте все соединения аппарата (особенно разъемы). Затягивайте неплотные
соединения. Если имеет место окисление контактов, удалите его с помощью наждачной бумаги и подсоедините провода снова.
2. Не подносите руки, волосы и инструменты близко к подвижным частям аппарата, таким как вентиляторы, во избежание травм и поломок оборудования.
3. Регулярно удаляйте пыль с помощью чистого и сухого сжатого воздуха. Если оборудование находится в сильно загазованной и загрязненной атмосфере, то его очистка должна производиться ежедневно. Давление сжатого воздуха должно быть уменьшено до величины, безопасной для мелких
деталей данного оборудования.
4. Не допускайте попадания в аппарат капель дождя, воды и пара. Если же вода все-таки попала
внутрь, вытрите ее насухо и проверьте изоляцию (как в самом соединении, так и между разъемом
и корпусом) с помощью меггера. Только в случае отсутствия каких-либо аномальных явлений сварка
может быть продолжена.
5. Периодически проверяйте целостность изоляции всех кабелей. Если изоляция повреждена, заизолируйте место повреждения или замените кабель.
6. Периодически проверяйте провода на наличие трещин. В случае обнаружения замените провод.
7. Если оборудование не используется в течение длительного времени, храните его в оригинальной
упаковке в сухом месте.
Для выполнения технического обслуживания требуется обладать профессиональными знаниями в области электрики и знать правила техники безопасности. Специалисты должны иметь допуск к проведению таких работ,
подтверждаемый специальным сертификатом. Убедитесь в том, что сетевой
кабель отключен от сети перед вскрытием сварочного аппарата.
17
Page 18

12. Диагностика неисправностей
ВНИМАНИЕ:
Неисправность Причина Методы устранения
1. Вентилятор
не работает или
работает с перебоями.
2. Нет напряжения
холостого хода,
горит светодиод
перепада напряжения.
Для выполнения перечисленных ниже действий требуется обладать профессиональными знаниями в области электрики и знать правила техники
безопасности. Специалисты должны иметь допуск к проведению таких работ,
подтверждаемый специальным сертификатом. Убедитесь в том, что сетевой
кабель отключен от сети перед вскрытием сварочного аппарата.
а. Неплотное подсоединение
3-фазного кабеля к сети.
б. Нет фазы.
в. Слишком низкое напряже-
ние сети.
а. Недостаточное напряжение в сети.
б. Чрезмерное напряжение в
сети.
в. Неисправность вспомогательного источника
питания.
a. Правильно подсоедините 3-фазный
сетевой кабель.
б. Решите проблему отсутствия фазы.
в. Аппарат вернется в нормальное состо-
яние после восстановления напряжения
сети.
а. Аппарат вернется в нормальное состояние после восстановления напряжения
сети.
б. Отсоедините аппарат от сети и подсоедините обратно после стабилизации
сетевого напряжения.
в. Замените испорченную печатную плату
вспомогательного источника питания.
3. Нет напряжения
холостого хода,
горит светодиод
перегрева.
4. Нет напряжения
холостого хода,
горит светодиод
перегрузки по току.
5. При режиме TIG
быстро перегорит
вольфрам.
6. При режиме TIG
нестабильность
возбуждения дуги.
7. При режиме TIG
не возбудить дугу.
a. Защита от перегрева. a. Аппарат может включиться автомати-
чески после остывания.
a. Перегрузка по току или
повреждение элементов
питания.
Перепутана полярность. Поменяйте местами кабель электрододер-
а. Нехватка аргона или маленький расход
б. Большое расстояние между заготовкой и
горелкой или окисление
вольфрама.
Обрыв кабеля управления
горелки.
a. Снова включите аппарат, если перегрузка по току не исчезает, обратитесь к
техническому персоналу компании.
жателя и обратный кабель и подсоедините их к соответствующим разъемам.
а. Проверьте ход аргона или усильте
расход.
б. Уменьшить расстояние между заготовкой и горелкой или вытереть вольфрам,
выбрать настройку с большими временем
продувки газа после сварки.
Связаться с сервисным центром.
18
серия TIG
Page 19

Неисправность Причина Методы устранения
8. Сильный нагрев
электрододержателя.
9. Другие
неисправности.
Сварочный аппарат все время модернизируется, поэтому его дизайн может меняться (за исклю-
чением функциональных и рабочих частей). Благодарим Вас за понимание.
a. Значение номинального
тока для электрододержателя меньше, чем факт. знач.
сварочного тока.
a. Замените электрододержатель на тот,
который рассчитан на больший ток.
Свяжитесь со специалистами по техническому обслуживанию оборудования.
13. Хранение
12.1. Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной
вентиляцией при температуре от минус 30 до плюс 55 °С и относительной влажности воздуха до
90% при температуре плюс 20 °С.
12.2. Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
12.3. Аппарат перед закладкой на длительное хранение должен быть законсервирован.
12.4. После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией
при температуре выше 0 °С не менее шести часов в упаковке и не менее двух часов – без упаковки.
14. Транспортировка
13.1. Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии
с правилами перевозок, действующими на каждом виде транспорта.
13.2. Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от минус 30 до плюс 55 °С;
- относительная влажность воздуха до 90% при температуре плюс 20 °С.
13.3. Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не
должна подвергаться резким ударам и воздействию атмосферных осадков.
13.4. Размещение и крепление транспортной тары с упакованным аппаратом в транспортных
средствах должно обеспечивать устойчивое положение и отсутствие возможности ее перемещения во время транспортирования.
ВНИМАНИЕ! Перед использованием изделия ВНИМАТЕЛЬНО изучить раздел «Меры
безопасности» данного руководства.
Данное руководство является неотъемлемой частью аппарата и должно сопровождать
его при изменении местоположения или перепродаже. Пользователь оборудования всегда
отвечает за сохранность и разборчивость данного руководства. Компания ООО «Инсварком»
оставляет за собой право изменения содержания руководства в любое время без предварительного уведомления.
19
Page 20

Под торговой маркой «Сварог» представлен широкий ассортимент сварочного
оборудования одного из ведущих мировых производителей инверторных аппаратов,
компании JASIC TECHNOLOGY CO., LTD. Компания представлена более чем в 50 странах мира, а сварочное оборудование успешно используется в судостроении, металлургической отрасли, военно-промышленном комплексе, при строительстве газопроводов, на промышленных объектах атомной энергетики и в других отраслях.
В предлагаемой линейке более 70 видов различного сварочного оборудования:
MMA TIG
TIG PULSE
+ MMA
TIG AC/DC
PULSE
MIG CUT
SAW
По вопросам оптовых поставок обращайтесь по телефону +7 (812) 325-01-05.
Адреса розничных магазинов в вашем регионе:
www.svarog-spb.ru, раздел «Кон такт ная инфор ма ция».
 Loading...
Loading...