

Сварог TIG 400P User Manual [ru]

СВАРОЧНЫХ ИНВЕРТОРНЫХ АППАРАТОВ ДЛЯ
АРГОНОДУГОВОЙ И РУЧНОЙ ДУГОВОЙ СВАРКИ
МОДЕЛЕЙ
TIG 315 P(J25), TIG 400 P(J22)
Санкт-Петербург
2011

Содержание
1. Меры предосторожности 4
2. Общее описание 5
3. Структурная схема 6
4. Основные параметры 6
5. Вольт-амперная характеристика 6
5. Описание панелей 7
7. Выбор режимов и параметров сварки 9
8. Установка и эксплуатация 12
9. Диагностика неисправностей 17
10. Техника безопасности 18
11. Техническое обслуживание 19
12. Диагностика неисправностей 17
13. Хранение 21
14. Транспортировка 21

Благодарим вас за то, что вы выбрали наше сварочное оборудование,
созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих
сварочных аппаратов, гарантируют полную надежность и простоту
в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что данное оборудование, предназначенное для промышленного
и профессионального использования, соответствует Международному стандарту качества
ИЕС 60974 (IEC 60974).
Пожалуйста, внимательно прочтите данное руководство перед установкой
и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство, и не обязана
предупреждать об этом заранее.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не использовать с дизельными, бензиновыми генераторами.
Не допускается внесение изменений или выполнение каких-либо действий, не предусмотрен-
ных данным руководством.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием аппарата, вы
можете получить консультацию у специалистов.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или иные
убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного
вмешательства (изменения) конструкции аппарата, а также возможные последствия незнания
или некорректного выполнения предупреждений, изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при
продаже и эксплуатации.
Руководство по эксплуатации издано в декабре 2011 года.
3
1. Меры предосторожности
При неправильной эксплуатации оборудования, процессы сварки и резки представляют собой
опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. Поэтому,
процессы сварки (резки) должны осуществляться только при условии неукоснительного соблюдения всех действующих норм и правил техники безопасности.
Пожалуйста, внимательно прочтите данное руководство перед установкой и использованием данного оборудования.
Перед эксплуатацией оборудования необходимо пройти профессиональную подготовку.
• Используйте для сварки средства индивидуальной защиты, одобренные Го-
сударственной инспекцией труда.
• Сварщик должен обладать допуском на осуществление сварочных операций.
• Отключайте аппарат от сети перед проведением технического обслужива-
ния или ремонта.
Электрический ток может быть причиной серьезной травмы, и даже
смерти.
• Устанавливайте обратный кабель в соответствии с проводимыми работами.
• Заземляйте оборудование в соответствии с правилами эксплуатации элек-
троустановок и техники безопасности.
• Не касайтесь неизолированных деталей голыми руками. Необходимо осу-
ществлять работу в сухих перчатках или крагах, предназначенных для сварки.
• Сварщик должен держать заготовку на безопасном расстоянии от себя.
Дым и газ могут быть вредны для здоровья.
• Не вдыхайте дым и газ в процессе сварки.
• Поддерживайте хорошую вентиляцию рабочего места в процессе сварки с
помощью вытяжки или вентиляционного оборудования.
Излучение дуги может быть причиной травмы глаз или ожогов.
• Одевайте специальный сварочный комбинезон, маску и очки для защиты
глаз и тела в процессе сварки.
• Пользуйтесь специальными масками или экранами для защиты окружающих.
Неправильная эксплуатация оборудования может вызвать пожар или
взрыв.
• Искры от сварки могут быть причиной пожара, поэтому, убедитесь в том, что
поблизости нет воспламеняющихся материалов, и уделяйте особое внимание
пожарной технике безопасности.
• Рядом должны находиться средства пожаротушения, персонал обязан знать,
как ими пользоваться.
• Сварка в воздухонепроницаемых помещениях запрещена.
• Запрещается плавить трубы с помощью этого оборудования.
4
серия TIG
Горячая заготовка может стать причиной серьезных ожогов.
• Не трогайте горячую заготовку голыми руками.
• После продолжительного использования горелки необходимо дать ей остыть.
Магнитные поля могут воздействовать на электронный стимулятор
сердца.
• Люди, с электронными сердечными стимуляторами не должны допускаться в
зону сварки до консультации с врачом.
Движущиеся части оборудования могут нанести серьезные травмы.
• Держитесь на безопасном расстоянии от движущихся частей оборудования,
таких как вентилятор.
• Все дверцы, панели, крышки и другие защитные приспособления должны
быть закрыты и находится на своем месте.
Неисправность оборудования: при возникновении любых трудностей
обращайтесь за помощью к профессионалам.
• При возникновении любых трудностей в процессе установки или эксплуатации оборудования обратитесь к соответствующему разделу настоящего руководства.
• Обратитесь в сервисный центр за профессиональной помощью, если вы не
можете до конца разобраться с возникшей проблемой, или устранить ее, после
прочтения настоящего Руководства.
2. Общее описание
Передовая инверторная технология БТИЗ:
• Частота инвертора – 20 КГц, сильно сокращающая объем и вес сварочного аппарата.
• Уменьшая потери металла, аппарат увеличивает эффективность сварки и энергосбережение.
• Частота переключения – вне диапазона слышимости, что почти исключает распространение
шума.
Основной режим контроля:
• Передовая технология контроля SCM, разные режимы работы, превосходные внешняя и ди-
намическая характеристики в значительной степени отвечают требованиям технологии
сварки и гарантируют надежный сварочный шов хорошего качества.
• Он может широко использоваться при способах сварки TIG и MMA.
• Легкое зажигание дуги, небольшое разбрызгивание, стабильный ток и хорошее придание
формы.
Улучшенная функциональная разработка:
• Настраиваемая функция зажигания термальной дуги улучшает выполнение зажигания дуги
аппаратом.
• Самонастраивающийся добавочный токовый режим улучшает выполнение сварки при ис-
пользовании длинных кабелей, и сварку на расстоянии.
5
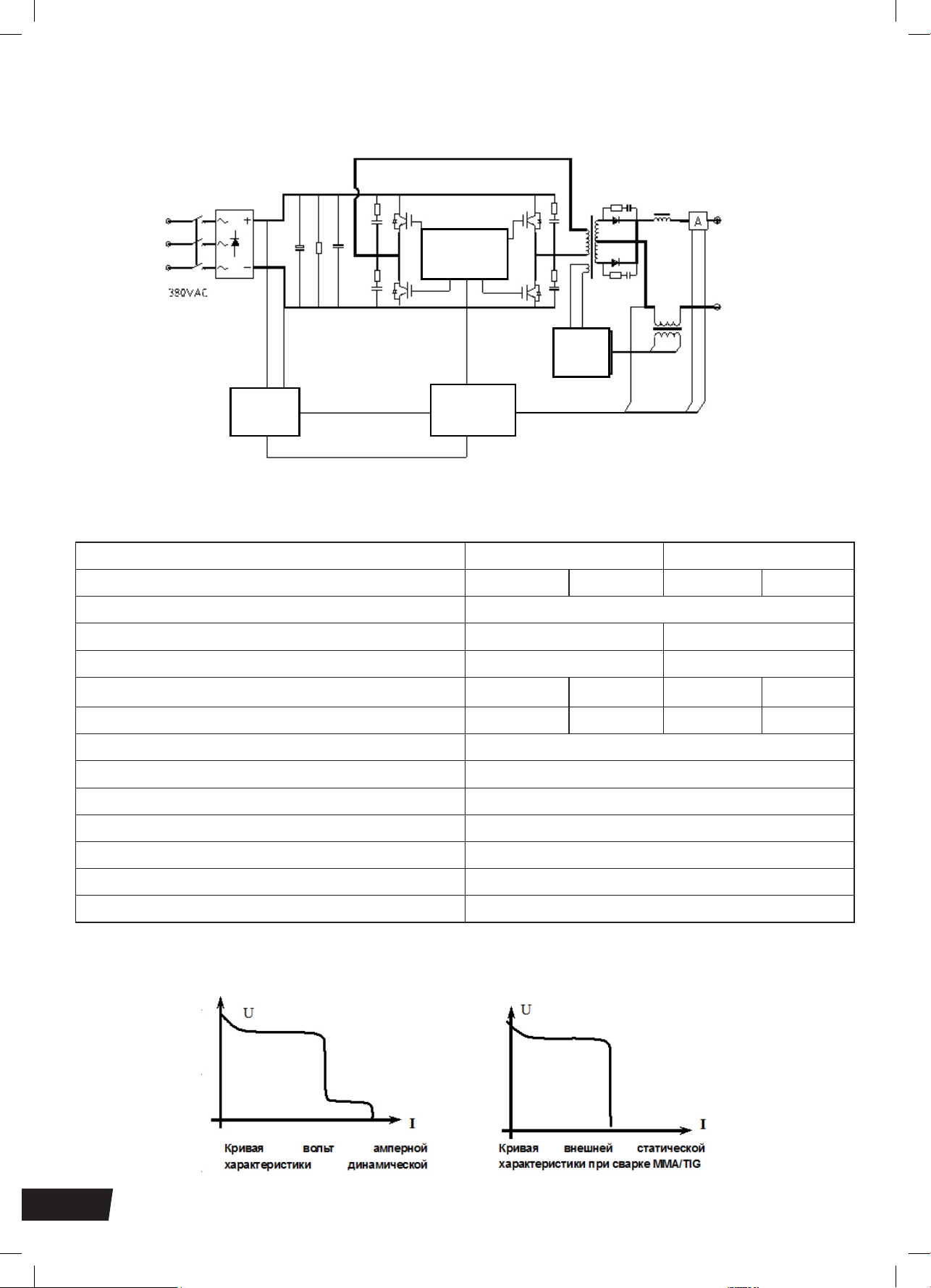
3. Структурная схема
СХЕМА
УПРАВЛЕНИЯ
ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ
СЕТЬ
ПИТАНИЯ
ВЧ
СЕТЬ
ВЗАИМОДЕЙСТВИЕ
ЦЕПЬ
УПРАВЛЕНИЯ
4. Основные параметры
Тип TIG 315 P(J25) TIG 400 P(J22)
Тип сварки TIG MMA TIG MMA
Сетевое напряжение 3 фазы, 380 В ± 15%
Потребляемая мощность, кВА 13 18
Напряжение холостого хода, В 61 65
Диапазон регулирования сварочного тока, А 15 - 315 15 - 315 15 - 400 15 - 400
Номинальное напряжение, В 22,6 32,6 26 36
Время продувки газа после сварки 10
ПВ % 60
Способ поджога дуги Высокочастотный
КПД % 85
Коэффициент мощности 0,93
Класс изоляции/защиты F/IP21S
Вес, кг 32
5. Вольт-амперная характеристика
6
серия TIG
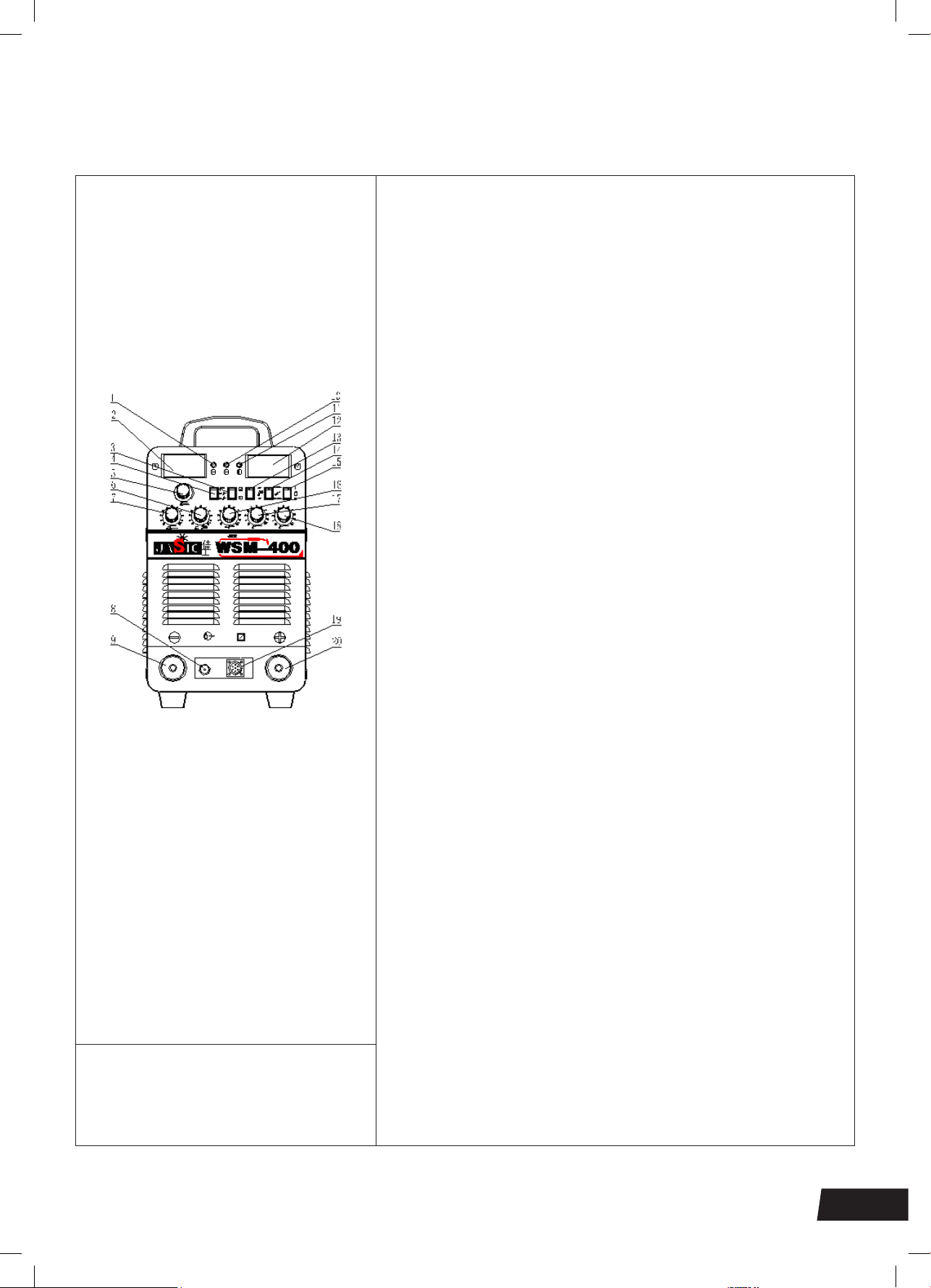
6. Описание панелей (на примере WSM-400)
6.1. Устройство передней панели
1. Светодиод перегрузки: Для выключения перезапустите
аппарат. (Красного цвета)
2. Амперметр: Отображает значение предварительно установ-
ленного (максимального/базового) тока и значение сварочного
тока.
3. Переключатель опции Remote control/the machine
(Дистанционное управление/аппарат): Его нужно пере-
ключить в положение «аппарат», если дистанционное управление
не установлено или не подключено. Иначе нельзя будет настроить
предварительно установленный ток, начальныйый, максимальный и
базовый ток.
4. Переключатель опций MMA/DC TIG/импульсный TIG
5. Кнопка настройки тока/максимального тока
6. Кнопка настройки тока зажигания дуги/коэффициен-
та зазора
7. Кнопка настройки начального тока/базового тока
8. Выходное отверстие сварочного газа TIG
9. Терминал вывода «-» (черного цвета)
10. Светодиод «перепад напряжения»:
матически. (Желтый цвет)
Выключается авто-
11. Светодиод перегрева: Выключается автоматически.
(Желтый цвет)
12. Вольтметр: Показывает значение напряжения при отсут-
ствии нагрузки и значение напряжения на дуге.
13. 2T/4T в режиме TIG: 8 режимов работы, дополнительных
при работе в положении 2 и 3 переключателя SW2. Более подробную
информацию см. в Таблице 7-2.
14. Дополнительная подача: 5 с, 10 с, 5 с и 30 с дополнитель-
ных при работе в положении 1 переключателя SW2. Более подробную информацию см. в Таблице 7-3
.
15. Контрольный выключатель газа
16. Кнопка настройки частоты:
пульсном режиме TIG.
Настройте частоту в им-
17. Кнопка настройки времени возрастания: Настройте
время возрастания в режиме TIG.
18. Кнопка настройки времени спада: Настройте время
спада в режиме TIG.
19. Розетка выключателя сварочной горелки TIG и дис-
танционного управления
20. Терминал вывода «+» (Красный цвет)
7
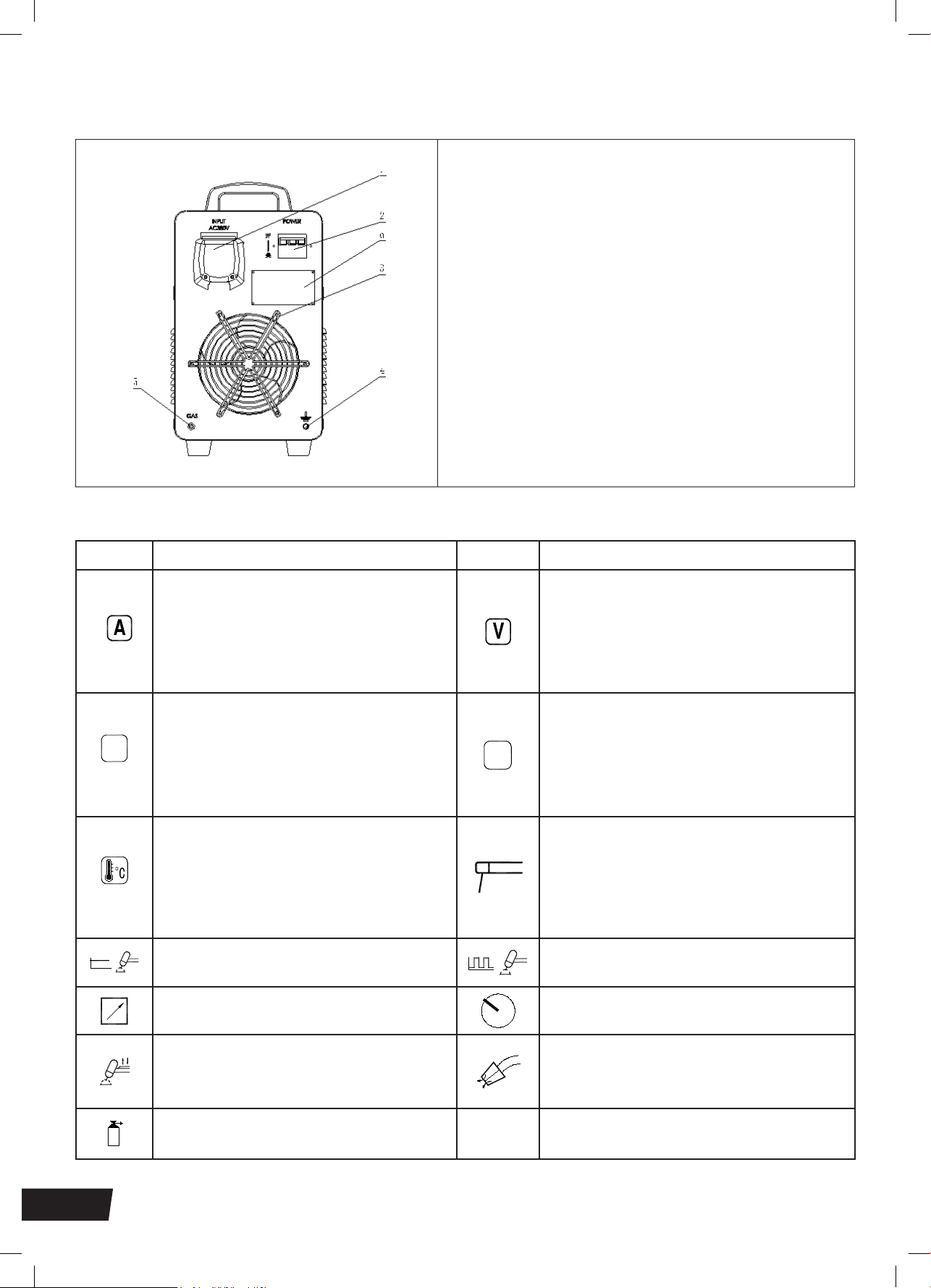
6.2. Устройство задней панели
O.C
O.V
1. комплект 3-фазных кабелей ввода (4 кабеля):
Желто-зеленый кабель используется для заземления.
2. Воздушный выключатель 40A для выключателя
питания
3. Кожух вентилятора
4. Болт заземления:
комплект 3-фазных кабелей ввода (1), либо этот болт.
5. Входное отверстие для газа: Приток защитного
газа.
6. Паспортная табличка (шильда)
6.3. Знаки на передней панели
Знак Описание Знак Описание
Амперметр (Он может показывать
предварительно установленный ток в
режиме MMA/DC TIG и максимальный/
базовый ток в режиме импульсного TIG;
он показывает только текущий сварочный
ток во время сварки.)
Вольтметр (Он показывает напряжение
при отсутствии нагрузки и напряжение на
дуге.)
Для заземления выберите либо
Светодиод перегрузки (Красный
светодиод включается при возникновении
сверхтока, он выключается только при
перезапуске аппарата.)
Светодиод перегрева (Желтый свето-
диод включается при перегреве аппарата;
он выключается автоматически, когда
температура возвращается к нормальному
значению.)
Светодиод перепада напряжения
(Желтый светодиод включается, когда
сетевое напряжение находится вне допустимых пределов; он выключается, когда
напряжение возвращается к нормальному
значению.)
MMA
DC TIG Импульсный TIG
Дистанционное управление Управление аппаратом
Опция режима работы TIG: 2T—2-
шаговый режим; 4T—4-шаговый
Опция времени дополнительной
подачи (См. Таблицу 7-3)
режим. (См. Таблицу 7-2)
Кнопка контроля газа: “|”—вкл.;
“O”—выкл.
8
серия TIG
 Loading...
Loading...