

Page 1

РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ИНВЕРТОРНОГО АППАРАТА (TIG)
МОДЕЛИ
TIG180A(R18), TIG 180A II(R52), TIG180P(R19), TIG180P II(R53),
TIG185A(R108), TIG 185P(R101), TIG 185P (R101), TIG200S(R20),
TIG205S(J88), TIG200P(R21), TIG250(R111), TIG250(R22), TIG300S(R11101),
TIG300S(R23)
Санкт-Петербург
Руководство по эксплуатации – серия TIG
2011 г.
1
Page 2

СОДЕРЖАНИЕ
Меры предосторожности ...…………………………………………………………………4
Общее описание………………………………………………………………………………5
Основные характеристики…………………………………………………………………...6
Установка и эксплуатация…………………………………………………………………...8
Рекомендуемые настройки………………………………………………………………….13
Возможные проблемы……………………………………………………………………….14
Техника безопасности……………………………………………………………………….14
Техническое обслуживание…………………………………………………………………15
Диагностика неисправностей……………………………………………………………….16
Хранение……………………………………………………………………………………...18
Транспортировка……………………………………………………………………………...18
Ру ко во дс тв о по э кс пл уа та ци и – се рия T IG
2
Page 3
Благодарим Вас за то, что вы выбрали сварочное оборудование Группы Компаний
«СВАРОГ», созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих сварочных
аппаратов, гарантируют полную надежность и простоту в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что оборудование, предназначенное для промышленного и
профессионального использования типов: TIG180A(R18), TIG180A II(R52), TIG180P(R19),
TIG180PII(R53), TIG185A(R108), TIG 185P(R101) TIG200S(R20), TIG200P(R21),
TIG250(R111), TIG250(R22), TIG300S(R1101), TIG300S(R23)
соответствует директивам ЕС: 73/23/ЕЕС и 89/336/ЕЕС и Европейскому стандарту
EN/IEC60974.
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед
установкой и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство, и не обязана
предупреждать об этом заранее.
.
Руководство по эксплуатации издано 12 Июля 2011 года.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не допускается внесение изменений или выполнение, каких либо действий, не
предусмотренных данным руководством.
По всем возникшим вопросам, связанных с эксплуатацией и обслуживанием аппарата,
Вы можете получить консультацию у специалистов сервисной компании.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или
иные убытки полученные в результате неправильной эксплуатации аппарата или
самостоятельного вмешательства (изменения) конструкции аппарата ,а так же возможные
последствия незнания или некорректного выполнения предупреждений изложенных в
руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать
его при продаже и эксплуатации.
Руководство по эксплуатации – серия TIG
3
Page 4
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Процессы сварки и резки представляют собой опасность для сварщика и людей,
находящихся в пределах или рядом с рабочей зоной, при неправильной эксплуатации
оборудования. Поэтому, процессы сварки (резки) должны осуществляться только при
условии неукоснительного соблюдения всех норм и правил техники безопасности.
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед
установкой и использованием данного оборудования.
- переключение режимов функционирования в процессе сварки
может повредить оборудование.
- в нерабочем режиме соединительный кабель (идущий к
электроду) должен быть отключен от аппарата.
- необходимо использовать аварийный выключатель при
нештатных ситуациях.
- сварочные инструменты должны быть высокого качества
- сварщик должен обладать необходимой квалификацией.
Электрический шок может быть смертельным
- заземляйте оборудование в соответствии с правилами
эксплуатации электроустановок и техники безопасности.
- не касайтесь неизолированных деталей голыми руками. Сварщик
должен осуществлять сварку в сухих перчатках, предназначенных
для сварки.
- сварщик должен держать заготовку на безопасном расстоянии от
себя.
Дым и газ, образующиеся в процессе сварки – опасны для
здоровья.
- не вдыхайте дым и газ в процессе сварки (резки).
- рабочая зона должна хорошо вентилироваться.
Излучение сварочной дуги вредно для глаз и кожи.
- одевайте сварочный шлем, защитные очки и специальную одежду
для осуществления сварки.
- также должны быть приняты меры для защиты людей,
находящихся в рабочей зоне или рядом с ней.
Опасность воспламенения
- искры, возникающие при сварке, могут вызвать пожар, поэтому
все воспламеняющиеся материалы должны быть удалены из
рабочей зоны.
- рядом должны находиться средства пожаротушения, персонал
обязан знать как ими пользоваться.
Шум представляет возможную угрозу для слуха
- процесс сварки сопровождается поверхностным шумом, при
необходимости используйте средства защиты органов слуха.
При возникновении неисправностей:
- обратитесь к данному руководству по эксплуатации
- проконсультируйтесь с сервисной службой или поставщиком
оборудования
Руководство по эксплуатации – серия TIG
4
Page 5

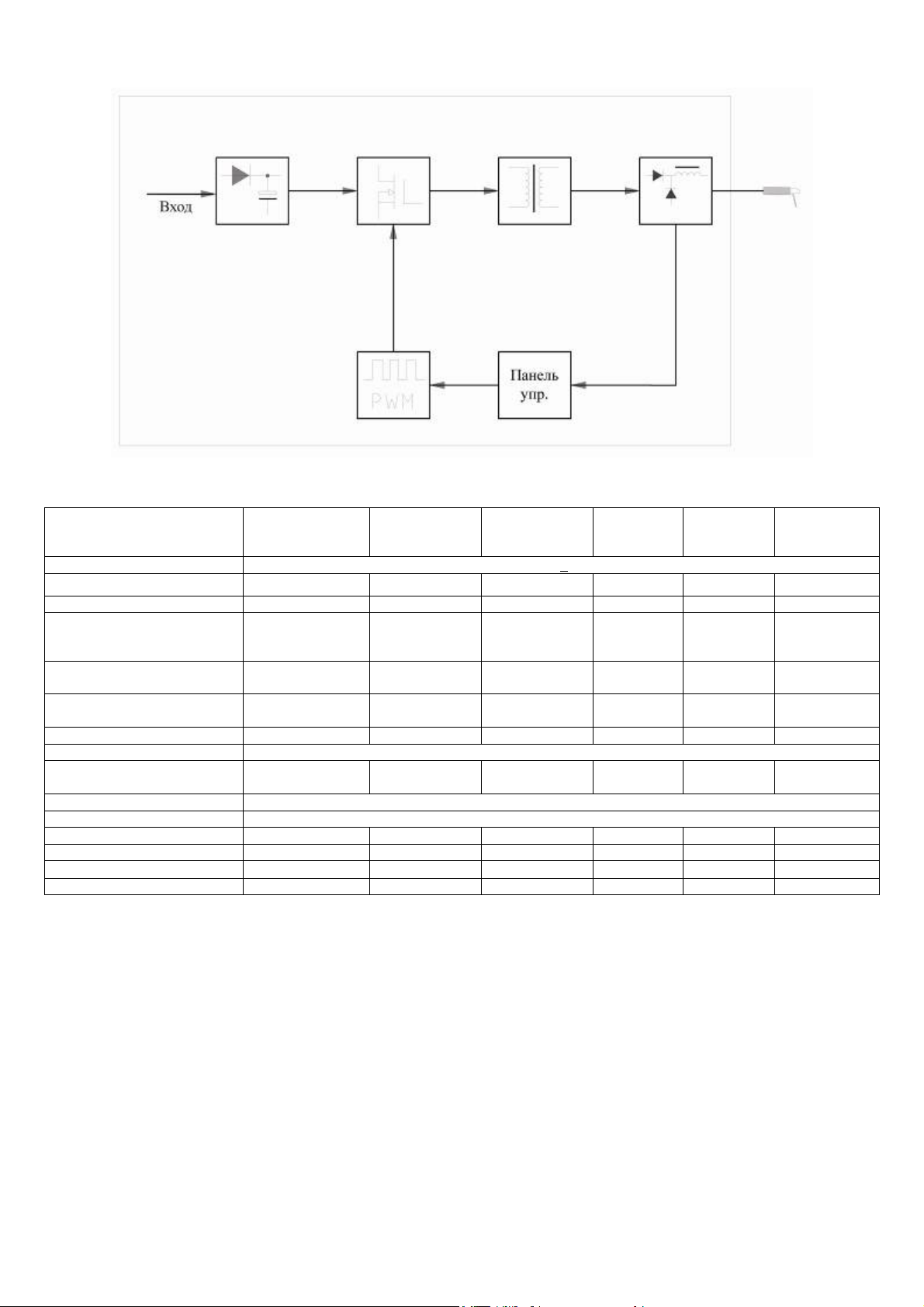
ОБЩЕЕ ОПИСАНИЕ
Этот сварочный аппарат произведен с использованием современной инверторной
технологии, на базе мощных транзисторов MOSFETS. В инверторе применяется принцип
ш и р о т н о - и м п у л ь с н о й м о д у л я ц и и ( P W M ) . В ы п р я м л е н н о е н а п р я ж е н и е с е т и ( 1 0 0 Г ц ) п р е о б р а з у е т с я
в высокочастотное переменное напряжение (100КГц), которое подается на первичную
обмотку силового ферритового трансформатора. На вторичной обмотке получается
переменное высокочастотное напряжение, которое преобразуется теперь уже в постоянное
напряжение. Такой принцип работы позволяет использовать сетевой трансформатор гораздо
меньшего размера и уменьшить вес инверторного сварочного аппарата, что увеличивает его
КПД на 30%. Для поджига дуги используется осциллятор, генерирующий высоковольтный
высокочастотный импульс напряжения. Данный аппарат отличается стабильной, надежной и
эффективной работой, портативностью, низким уровнем шума в процессе сварки.
А п п а р а т ы T I G 2 0 0 S ( R 2 0 ) / 3 0 0 S ( R 1 1 0 1 ) / 3 0 0 S ( R 2 3 ) п р е д н а з н а ч е н ы т о л ь к о д л я T I G -
сварки (аргонно-дуговой сварки).
Аппараты TIG180A(R18), TIG180P(R19), TIG200P(R21), TIG250(R111), TIG250(R22)
TIG185A(R108), TIG 185P(R101) предназначены как для TIG так и для MMA – сварки (ручной
дуговой сварки).
Аппараты TIG 180A II(R52), TIG180P II(R53), – новые модели, корпус которых сделан
из огнеупорного материала АБС (акрилонитрила бутадиена и стирола). Их преимущества, по
сравнению с аппаратами в железном корпусе это: привлекательный дизайн, превосходная
изоляция и водонепроницаемость.
При ручной дуговой сварке, этот сварочный аппарат отличается стабильностью
работы и возможностью регулировки силы дуги. В диапазоне стабильного горения дуги
сила сварочного тока не зависит от изменения длины дуги, таким образом обеспечивается
стабильность сварочного процесса. При чрезмерном увеличении длины дуги, или падении
сетевого напряжения установка автоматически увеличивает мощность дуги, в результате чего
обеспечивается стабильность процесса сварки. Если же входное напряжение слишком низкое,
то включается защита от перегрузки по току первичного контура.
Сро к г ар ан тийно го о бсл ужи вания о борудо вания - 1 го д, н а ко мплект ующие
части гарантия не распространяется.
В течен ие гар ан тий ного сро ка вс е обсл ужи вани е про изво дит ся бес платн о, за
исключением случаев сознательного повреждения сварочного оборудования.
Выполня ть ремо нтные рабо ты св ароч ного ап па ра та, в случ ае ег о по лом ки,
м о г у т т о л ь к о к в а л и ф и ц и р о в а н н ы е т е х н и ч е с к и е с п е ц и а л и с т ы .
Ру ко во дс тв о по э кс пл уа та ци и – се рия T IG
5
Page 6
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Тип TIG180A (R18),
TIG180A II(R52)
Параметры электросети (В) 1 фазное 220В+15%, 50/60Гц
Потребляемая сила тока (А) 18 17 21/26,5 18 20 13
Напряжение на хол. ходу (В) 55 55 42/63 55 62 42
Диапазон регулирования
сварочного тока (А),
TIG/MMA
Номинальное напряжение (В),
TIG/MMA
Время продувки газа после
сварки (с)
Базовый ток (A) ---- 18-162 ---- 20-180 ---- ---ПВ,% 60%
Потери в режиме хол.хода
(Вт)
Поджиг дуги Высокочастотный
КПД,% 85%
Коэффициент мощности 0,93 0,93 0,93 0,93 0,93 0,93
Класс изоляции В В В / F В F B
Класс защиты IP23 IP23 IP23 / IP21S IP23 IP23 IP23
Вес (кг) 9/8 9/8 8,1 / 7,8 13,2 19 19
10~180 10~180/10~150 10~200 10~200/
17 17/26 18 18/26,4 20/29 22
2,5/0~10 0~10 2,5/5/3(TIG205S) 1~5 5 5
40 40 35 40 60 60
TIG180P(R19),
TIG180P
II(R53)
TIG200S(R20) /
TIG205S(j88)
TIG200P
(R21)
10~160
TIG250
(R111)
20-250/
20-225
TIG300S
(R11101)
20-300
Руководство по эксплуатации – серия TIG
6
Page 7

Электрическая схема (однофазная сеть)
Параметры электросети (В)
3-
х фазное 380В
+
15%, 50
-
60Гц
Потребляемая
сила тока (А)
18 18 9,5 1
2,5 Напряжение на хол. ходу (В)
56 42 70 42
Диапазон регулирования сварочного
10-180 (10-160
5-180 20~250 (20
-
10~300
Номинальное напряжение
TIG/MMA
,
17,2/26,4
17,2/27,2
20 22
Время продувки газом
после сварки
2,5 3 0~10
5 ПВ
60% 60% 60% 60% Потери в режиме хол.хода (Вт)
40 40 40 40
Поджиг дуги
Высоко
-
Высоко
-
Высоко
-
Высоко
-
КПД
85% 85% 85% 85% Коэффициент мощности
0,93 0,93 0,93 0,93 Класс изоляции
В В F F
Класс защиты
IP23 IP23 IP23 IP23 Вес (кг)
9 9 19 19
тока (А)
(В)
(сек)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Тип TIG185A
(R108),
1 фазное 220В+15%, 50/60Гц
ММА)
частотный
TIG 185P
(R101)
частотный
TIG250
(R22)
225 - ММА)
частотный
TIG300S
(R23)
частотный
Руководство по эксплуатации – серия TIG
7
Page 8

Электрическая схема (трехфазная сеть)
УСТАНОВКА И ЭКСПЛУАТАЦИЯ
Обратите внимание на то, что удлинение сетевых кабелей или кабелей горелки,
отразится на процессе сварки, так как сопротивление кабеля, определяемое его длиной, будет
снижать напряжение. Рекомендуется использовать горелку и сварочные кабели, входящие в
комплект поставки.
Обратный кабель
Общие положения
1. Подсоединение к сети.
1.1.В комплект аппарата входит сетевой кабель. Подсоедините сетевой кабель к
источнику питания с требуемыми параметрами электросети.
Обратите внимание:
Руководство по эксплуатации – серия TIG
8
Page 9

Параметры электросети для аппаратов TIG180A (R18) TIG180A II(R52) TIG180P(R19)
TIG180P II(R53) TIG185A(R108), TIG 185P(R101) TIG200S(R20) TIG200P (R21)
TIG250 (R111) TIG300S (R1101) напряжение 220В, одна фаза.
Параметры электросети для аппаратов TIG250(R22) и TIG300S(R23)–напряжение
380В, три фазы.
1.2 Сетевой кабель должен быть прочно соединен с источником питания или
кабельным разъемом, во избежание окисления. Проверьте вольтметром, соответствует
ли сетевое напряжение в режиме сварки, указанному в разделе «основные
характеристики».
2. Подсоединение выходных кабелей
2.1 Сварочные аппараты для аргонно-дуговой (TIG) сварки (TIG200S(R20),
TIG300S(R23), TIG 300S(R1101))
2а. Вставьте вилку горелки в соответствующий разъем и зафиксируйте ее с помощью
отвертки, согласно чертежу.
2b. Вставьте разъем кабель управления горелки в розетку на передней панели и
зафиксируйте ее с помощью отвертки.
2c. Вставьте силовую вставку обратного кабеля в гнездо, помеченное знаком «+» на
передней панели, закрутите ее по часовой стрелке. Поместите заземляющий зажим на
заготовку.
Снабжение газом: Подсоедините газовый шланг к медному штуцеру. Система
газоснабжения, состоящая из газового баллона, редуктора и газового шланга должна
иметь плотные соединения, чтобы обеспечить надежную подачу газа, что является
чрезвычайно важным для осуществления TIG сварки.
Заземлите аппарат, для предотвращения возникновения статического электричества и
утечки токов.
2.2.Сварочные аппараты для TIG и MMA сварки (TIG180A(R18), TIG 180A II(R52),
TIG180P(R19), TIG180P II(R53), TIG185A(R108), TIG 185P(R101), TIG200P(R21)
TIG250(R111), TIG250(R22)).
Для TIG сварки процесс подключения оборудования соответствует выше
изложенному. Так же в комплект поставки входит обратный кабель и горелка.
Для ММА сварки:
2с. Подсоедините вилку кабеля электрододержателя в разъем, обозначенный знаком
и закрепите с помощью гаечного ключа. В случаях неправильной эксплуатации
возможны повреждения вилки и разъема в случае их чрезмерного нагрева. Вилка и гнездо
должны быть надежно соединены.
2d. Подсоедините силовую вилку обратного кабеля в разъем, обозначенный , и
закрепите с помощью шестигранного гаечного ключа.
Обратите внимание на полярность подключения в режиме MMA сварки. Возможны два
варианта подключения сварочных кабелей. В режиме «Обратной полярности»
электрододержатель подключается к гнезду « +», а кабель от свариваемого изделия на
гнездо « - ». В режиме «Прямой полярности» электрододержатель подключается к гнезду
« - », а изделие соответственно к гнезду « +». Обычно используются режим MMA
обратной полярности. При выборе полярности руководствуйтесь указаниями
«изготовителя» на упаковке используемых электродов.
Руководство по эксплуатации – серия TIG
9
Page 10
ЭКСПЛУАТАЦИЯ
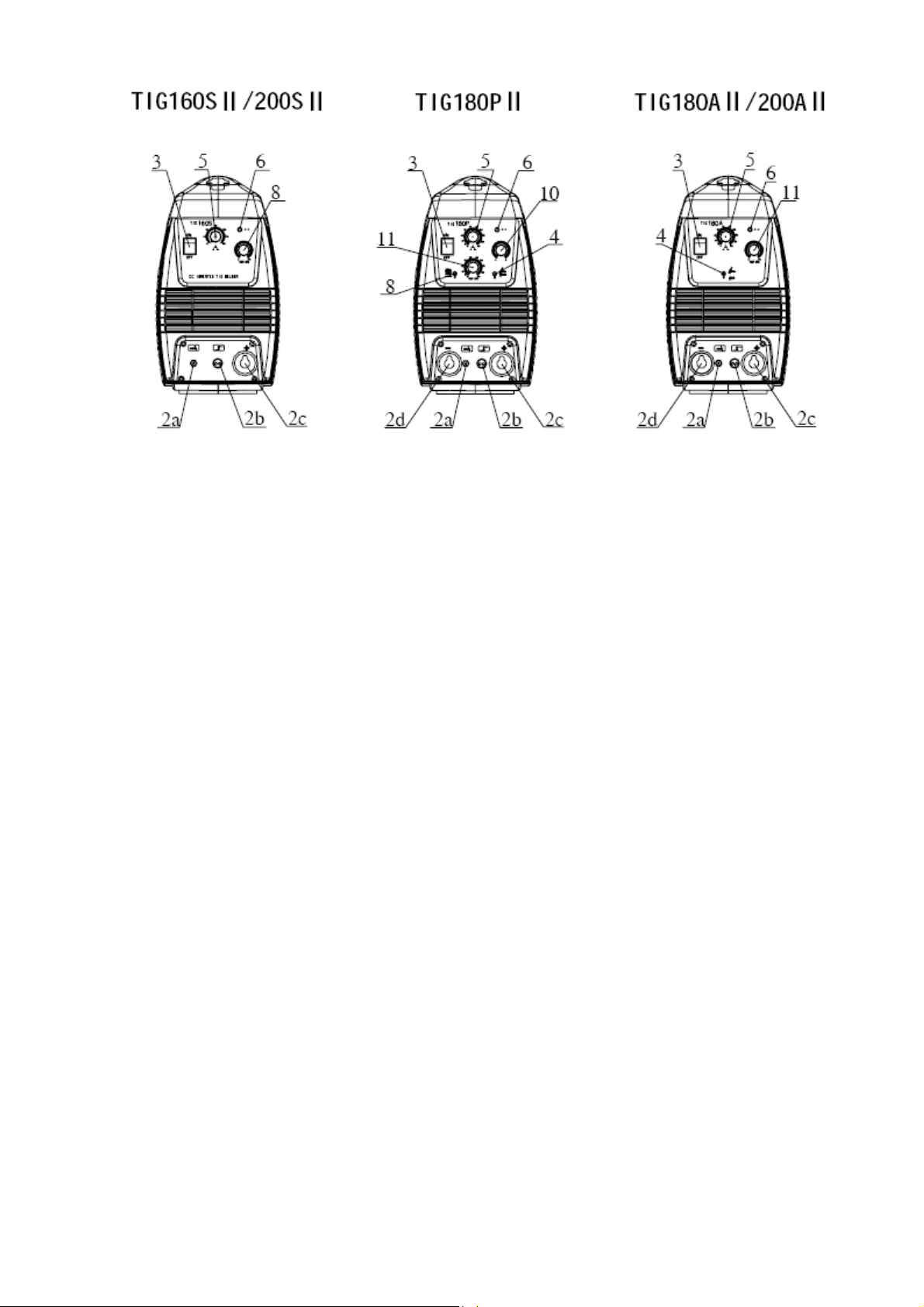
3.Выключатель сети.
Если выключатель находится в положении «вкл.», работает встроенный вентилятор, а
амперметр показывает значение силы тока.
4. Переключатель режимов.
С помощью переключателя режимов можно установить требуемый режим сварки (TIG
или MMA).
4а. Режим TIG –сварки:
- Выберите режим TIG.
Откройте вентиль на газовом баллоне. Для подачи газа нажмите кнопку на горелке, и
установите расход защитного газа с помощью редуктора.
-Установите значение рабочего тока в соответствии с толщиной заготовки.
Поднесите горелку к заготовке, так чтобы вольфрамовый электрод не касался заготовки, а
находился на расстоянии 2-4 мм от неё. Нажмите кнопку на горелке, осциллятор обеспечит
поджиг дуги. При наличии дуги приступайте к процессу сварки.
4.b Режим MMA –сварки (для аппаратов TIG 180A(R18), TIG185A(R108), TIG
185P(R101), TIG180P(R19)/200P(R21), TIG250(R111)/TIG250(R22).
- Выберите режим MMA
- Установите значение рабочего тока в соответствии с толщиной заготовки.
- Отрегулируйте силу дуги (только на аппаратах серий TIG 250 и TIG 300).
Регулятор силы дуги применяется для улучшения качества сварки особенно в случае
низкого уровня входного напряжения.
Руководство по эксплуатации – серия TIG
10
Page 11

5. Регулировка сварочного тока.
- При работе в режиме MMA режимы «импульсная сварка» и «заварка кратера» (режим,
при котором ток после окончания сварки уменьшается постепенно) недоступны.
- Сварочный ток устанавливается в зависимости от толщины заготовки.
6. Сигнальная лампа
Сигнальная лампа загорается в случае, если сварочный аппарат находится в режиме
защиты от перегрева. Перегрев возникает вследствие перегрузки сварочного
оборудования. Аппарат автоматически включается снова, когда температура внутри его
падает. Сигнальная лампа гаснет.
7. Амперметр (только в аппаратах TIG250/300)
На цифровом датчике отображается значение сварочного тока.
8. Переключатель режимов TIG сварки: импульсная сварка/сварка без импульса
(только в аппаратах TIG 180P, 185P, 200P)
8.1 Выберите режим TIG-сварки.
8.2 Переключатель имеет три положения и осуществляет ступенчатую регулировку
частоты импульсной TIG сварки, причем в верхнем положении частота максимальна.
Нижнее положение переключателя соответствует режим TIG сварки на постоянном токе
без импульсов.
9. Переключатель режимов 2Т/4Т (двухтактная -четырехтактная сварка) (только в
аппаратах TIG180P/200P)
Двухтактный режим работы, это когда в течение всего сварочного процесса кнопка на
горелке должна быть нажата.
Четырехтактный режим работы, когда сварочный процесс начинается после
кратковременного нажатия кнопки на горелке. При повторном нажатии кнопки
происходит остановка процесса сварки. Причем в течение сварки кнопка на горелке
находится в свободном состоянии.
10. Установка времени спада тока по окончании сварки.
Время спада может устанавливаться в диапазоне от 0 до 10 секунд от заданного значения
силы тока до минимального.
11. Продувка газа после сварки.
Время продувки газа после сварки – период времени, проходящий с момента угасания
дуги до прерывания подачи газа. Это время может устанавливаться в диапазоне от 1 до 10
секунд. Время продувки должно быть достаточным во избежания окисления
вольфрамового электрода.
Руководство по эксплуатации – серия TIG
11
Page 12

Базовый
ток Нажать
Нажать
Отпустить
12. Форсаж дуги
Данный регулятор изменяет динамическую характеристику дуги и позволяет выбрать
оптимальные условия для поджига дуги..
13. Регулятор частоты импульса (схема тока приведена ниже).
Позволяет осуществлять плавную регулировку частоты импульсов сварочного тока.
14.Регулятор базового тока. Используется только в режиме импульсной TIG сварки.
Служит для задачи силы сварочного тока в момент паузы, т.е. минимальное значение тока
сварки
15. Регулятор импульса тока.
С его помощью устанавливается требуемое значение импульса, т.е. максимальное значение
тока сварки.
16. Предохранитель.
Максимальный ток
Отпустить
ВНИМАНИЕ:
Отсоединение любого из кабелей в процессе сварки может быть опасно для здоровья и
даже жизни сварщика и людей, находящихся в рабочей зоне или поблизости от нее, а
также быть причиной повреждения сварочного оборудования
Руководство по эксплуатации – серия TIG
12
Page 13

РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ
Толщина
Способ
В
ольфрам
.
Диаметр
Тип тока
Рабочий
Ра
сход
Скорость
1,0
Стыковое
2
1,6
Постоян
.,
7~28
3~4
12~47
Толщина
Форма
К-
во
Диаметр
Диаметр
Рабочий
Расход
газа, л/мин.
Диаметр
0,5
I 1
1,5
1,0
30~50
8~10
6~8
14~16
10
3,0
Y 1~2
3,0
2,0~3,0
120~140
12~14
10~12
16~20
14~18
10
W 4~6
4,0
3,0~4,0
160~200
14~16
12~14
25~28
20~22
Толщина
Сила тока, А
Время, сек
Частота
Скорость сварки,
Импульсная
Базовая
Импульса
Базовое
0,3
20~22
5~8
0,06~0,08
0,06
8
50~60
Толщина
Форма
К-во
Диаметр
Диаметр
Прогрев,
Рабочий
Объем
Диаметр
1,5
2 I 1/0
2
1,6~2,0
-
- 50~80
7~9
8
3
1/0
3
2~3
-
15~180
8~12
8
16~20
W 2~3/2~3
6
5~6
200~260
300~380
25~30
16~20
Настройки аппарата для TIG-сварки листов из нержавеющей стали (ориентировочно).
плиты, мм
1,2
1,5
соед-я
Стыковое
Стыковое
Электрод,
d, мм
2
2
проволо-ки,
мм
1,6
1,6
положит.
ток ,А
15
5~19
газа,
л/мин.
3~4
3~4
сварки,
см/мин.
25
8~32
Настройки аппарата для TIG-сварки листов из титана и его сплавов (ориентировочно).
плиты,
мм
1,0
1,5
2,0
2,5
4,0
5,0
6,0
7,0
8,0
20
22
25
30
разделки
слоев
сварки
1
1
1
1
2
2~3
2~3
2~3
3~4
12
12
15~16
17~18
вольфрам.
Электрода,
мм
2,0
2,0
2,0~3,0
2,0~3,0
3,0~4,0
4,0
4,0
4,0
4,0
4,0
4,0
4,0
4,0
проволоки,
мм
1,0~2,0
1,0~2,0
1,0~2,0
2,0
2,0~3,0
3,0
3,0~4,0
3,0~4,0
3,0~4,0
4,0
4,0~5,0
3,0~4,0
3,0~4,0
ток, А
40~60
60~80
80~110
110~120
130~150
130~150
140~180
140~180
140~180
200~240
230~250
200~220
200~220
8~10
10~12
12~14
12~14
14~16
14~16
14~16
14~16
14~16
12~14
15~18
16~18
16~18
6~8
8~10
10~12
10~12
12~14
12~14
12~14
12~14
12~14
10~12
18~20
20~26
20~26
14~16
14~16
16~20
16~20
20~25
20~25
25~28
25~28
25~28
20
18~20
26~30
26~30
сопла,
мм
10
10~12
12~14
12~14
18~20
18~20
18~20
20~22
20~22
18
20
22
22
Настройки аппарата для импульсной сварки листов из нержавеющей стали
(ориентировочно).
плиты,
мм
0,5
0,8
55~60
85
10
10
0,08
0,12
0,06
0,08
импульса,
Гц.
7
5
см/мин.
55~60
80~100
Настройки аппарата для TIG-сварки листов из алюминия и его сплавов
(ориентировочно).
плиты,
мм
4
5
8
10
12
16
20
22~25
разделки
Y
слоев
сварки
1/0
1~2/1
1~2/1
2/1
3~4/1~2
3~4/1~2
4~5/1~2
4~5/1~2
2~3/2~3
вольфрам.
Электрода,
мм
2~3
4
4
5
5
5~6
6
6
6~7
проволоки,
мм
2~2,5
3
3~4
4~5
4~5
4~5
5~6
5~6
5~6
˚С
-
-
100
100~150
150~200
200~220
200~260
200~260
ток, А
50~80
180~200
180~240
260~320
280~340
300~360
340~380
360~400
360~400
подачи
газа,
л/мин.
8~12
10~15
10~15
16~20
16~20
18~22
20~24
25~30
30~35
сопла, мм
8~12
8~12
8~12
10~12
14~16
14~16
16~20
20~22
20~22
Руководство по эксплуатации – серия TIG
13
Page 14

ВОЗМОЖНЫЕ ПРОБЛЕМЫ
Ниже перечислены проблемы, которые могут иметь место в связи с использованием
некачественных расходных материалов, неисправностью системы подачи газа,
воздействиями окружающей среды и нестабильным электроснабжением, а также меры,
которые необходимо предпринять для их устранения:
- «Черные пятна» на сварном шве
Появление черных пятен на сварном шве может быть связано со сбоями в работе системы
подачи защитного газа. Что может быть обусловлено следующими факторами: падением
давления защитного газа в канале, загрязнениями канала подачи газа.
Проверте систему подачи газа поэтапно. Устраните выявленные недостатки.
- Дуга плохо зажигается и часто гаснет.
Использование некачественного вольфрама влияет на поджиг и стабильность горения дуги.
Если конец вольфрамового электрода затуплен, возникают трудности при поджиге дуги и
нестабильность дуги в процессе сварки.
- Перепады сетевого тока в процессе сварки.
Могут иметь место в результате перепадов сетевого напряжения и электромагнитных помех,
создаваемых другим электрооборудованием.
ТЕХНИКА БЕЗОПАСНОСТИ
- При эксплуатации данного аппарата необходимо соблюдать «Правила техники
безопасности и гигиены труда на производстве», «Правила безопасности в газовом
хозяйстве», «Правила устройства и безопасной эксплуатации сосудов, работающих под
давлением».
- К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по
эксплуатации, изучившие его устройство. Имеющие допуск к самостоятельной работе и
прошедшие инструктаж по технике безопасности.
- Сварщик должен обладать необходимой квалификацией и иметь допуск к проведению
сварочных работ.
-Не касайтесь деталей, находящихся под напряжением голыми руками.
-Отключайте источник питания от сети, прежде чем производить какие-либо операции по
техобслуживанию.
-Сварщик должен быть изолирован от свариваемой детали и от земли, с помощью
спецодежды.
-Не производите работы с поврежденными или плохо подсоединенными кабелями или с
изношенными кабельными зажимами.
-Спецодежда должна быть сухой и чистой.
-Не работайте в помещениях с повышенным уровнем влажности.
-Не наклоняйтесь низко над свариваемыми деталями.
-Автоматический выключатель должен быть защищен и легко доступен.
-Не включайте аппарат, если снята какая-либо из защитных деталей аппарата.
-Убедитесь в том, что используемое оборудование заземлено.
-Используйте средства защиты от искры, окалины возникающих в процессе сварки.
-На участке проведения сварочных работ должны быть средства пожаротушения.
- Нахождение горючих и легковоспламеняющихся веществ вблизи рабочей зоны и на участке
сварки недопустимы.
-Защищайте тело от ожогов и ультрафиолетового излучения с помощью защитной
жаростойкой одежды (перчатки, шапка, ботинки, шлем, и пр.).
Руководство по эксплуатации – серия TIG
14
Page 15

-Используйте сварочную маску.
-Держите электрод или наконечник горелки подальше от себя и от других людей.
-На рабочем месте должна быть аптечка.
-Не надевайте контактные линзы; интенсивный нагрев дуги может привести к их склеиванию
с роговицей.
-Заменяйте стекло маски в случае его повреждения, или если оно не подходит для
конкретной операции сварки.
-Прежде, чем касаться руками свариваемых деталей, дождитесь их полного охлаждения.
-На месте, где установлено сварочное оборудование, не должно быть пыли, едких
химических газов, и легко воспламеняемых газов и материалов. Влажность воздуха в
помещении не должна превышать 80%.
-Не проводите сварочные работы на открытом воздухе, в местах, незащищенных от прямых
солнечных лучей, дождя, снега и т.д. Работы могут осуществляться при температуре
окружающей среды от -10˚С до +40˚С.
-Оборудование должно устанавливаться на расстоянии не менее 30 см. от стены.
-Рабочая зона должна хорошо вентилироваться.
-Вентиляторы предназначены для охлаждения аппарата в процессе сварки.
Внимание: Следите за тем, чтобы вентиляционные решетки аппарата были всегда открыты.
В радиусе 30 см от аппарата не должно находится никаких посторонних предметов. Хорошая
вентиляция – одно из наиболее важных условий для нормальной работы аппарата.
-Эксплуатация аппарата при перегрузке запрещена.
Аппарат может внезапно отключиться в процессе сварки при включении режима защиты от
сбоев. В таком случае не нужно запускать аппарат снова. Просто следите за тем, чтобы
работал вентилятор для понижения температуры внутри аппарата.
-Запрещается подсоединять аппарат к сети, с напряжением больше разрешенного.
Подключение сварочного оборудования допускается только к электросети, параметры
которой удовлетворяют требованиям, указанным в разделе «Основные характеристики».
Аппарат оснащен системой автоматической компенсации сетевого напряжения. В
результате, сварочный ток остается стабильным и не зависит от колебаний сети в
допускаемом диапазоне напряжений, который указан в разделе «Основные
характеристики». Если колебания сетевого напряжения превышают допустимый
диапазон, то велика вероятность выхода из строя сварочного аппарата.
- заземлите аппарат
- не касайтесь электрода голыми руками во избежание поражения электрическим током.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Пыль, высокая влажность воздуха и едкие газы отрицательно влияют на сварочное
оборудование. Во избежание возможных поломок, периодически очищайте оборудование
с помощью чистого, сухого сжатого воздуха, подаваемого под давлением.
Пожалуйста, обратите внимание на то, что:
- недостаточный уровень технического обслуживания может привести к снятию аппарата
с гарантии;
- аппарат может быть снят с гарантии в случае попыток его разборки, а также снятия
заводской пломбировки.
Руководство по эксплуатации – серия TIG
15
Page 16

ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
отключение аппарата в связи с
ВНИМАНИЕ: Ремонт сварочного оборудования в случае поломки может
осуществляться только квалифицированным техническим персоналом.
TIG 160S, TIG 200S, TIG 180A, TIG 180P, TIG185A, TIG 185P TIG 200P.
Неисправность Причины неисправности
1.Аппарат включен, сигнальная
лампа не горит, нет сварочного
тока, встроенный вентилятор не
работает.
2.Аппарат включен, горит
сигнальная лампа, нет сварочного
тока, встроенный вентилятор не
работает.
3. Аппарат включен, сигнальная
лампа не горит, встроенный
вентилятор работает, осциллятор
не действует, поэтому невозможно
поджечь дугу.
4. Аппарат включен, сигнальная
лампа не горит, осциллятор
работает, рабочего тока нет.
5. Аппарат включен, сигнальная
лампа не горит, встроенный
вентилятор работает, тока нет,
невозможно поджечь дугу.
6. Аппарат включен, горит
сигнальная лампа, ток не подается
на дугу.
7. Перепады рабочего тока в
процессе сварки.
8. В процессе сварки возникает
чрезмерный уровень напряжения.
Трудности при работе с
электродами со щелочным
покрытием.
1. Не работает выключатель сети.
2. Отсутствует сетевое напряжение.
3. Обрыв силового кабеля.
1. Напряжение сети превышает допустимое значение.
Проверьте напряжение сети.
2. Ошибка в выборе питающей электросети
380В↔220В. Проверьте по таблице основные
характеристики.
3. Перепады входного тока в связи с неисправностью
сетевого кабеля и
запуском режима защиты от сбоев.
4. Частое включение и выключение аппарата в
короткий промежуток времени приводит к запуску
режима защиты от сбоев. Выключите аппарат и снова
включите его не ранее чем через три минуты.
Внутренние неисправности, обратитесь за помощью в
сервисный центр.
1.Обрыв кабеля сварочной горелки.
2.Не подключен обратный кабель, идущий к
заготовке.
3. Нет подачи защитного газа.
1. Тумблер выбора способа сварки п.4 находится в
положении MMA
2. Не работает осциллятор, обратитесь в сервисный
центр.
1. Включен режим защиты от сбоев. Выключите
источник тока, подождите, пока индикатор погаснет, и
снова включите аппарат.
2.Включен режим защиты от перегрева. Не отключая
аппарат дождитесь момента, когда погаснет
индикатор, и можете снова приступать к сварке.
3. Внутренние неисправности инвертора. Обратитесь в
сервисный центр.
4. Повреждение обратного кабеля.
1.Повреждение потенциометр
2. Имеют место сильные перепады напряжения в сети,
либо пропадает контакт в сетевом кабеле.
1. Неверно выбрана полярность подключения
сварочных кабелей.
Руководство по эксплуатации – серия TIG
16
Page 17

TIG 250, TIG 300, TIG 300S
,
Неисправность Причины неисправности
1.Аппарат включен, встроенный
вентилятор не работает,
цифровой датчик ничего не
показывает, ток не подается на
дугу.
2. Аппарат включен, встроенный
вентилятор работает, сигнальная
лампа не горит, осциллятор не
действует, поэтому невозможно
поджечь дугу, нет подачи газа.
3. Аппарат в рабочем состоянии,
сигнальная лампа не горит
встроенный вентилятор работает,
осциллятор работает, нет тока
дуги.
4. Аппарат включен, сигнальная
лампа не горит, невозможно
поджечь дугу.
5. Аппарат включен, горит
сигнальная лампа, ток не
подается на дугу.
6. Недостаточная сила тока во
время сварки.
1.Не подается питающее напряжение сети.
2.Внутренние неисправности аппарата, обратитесь в
сервисный центр.
1. Неисправен кабель управления горелки.
2.Внутренние неисправности аппарата, обратитесь в
сервисный центр.
1. Обрыв силового кабеля горелки.
2. Не подключен обратный кабель, идущий к заготовке.
3. Нет подачи защитного газа.
1. Отсоединение кабеля, соединяющего осциллятор и
электронную плату.
2. Тумблер выбора способа сварки п.4 находится в
положении MMA. Переключите в положение TIG.
3. Поврежден блок осциллятора, обратитесь в
сервисный центр.
1. Включение режима защиты от сбоев. Выключите
источник тока, подождите, пока индикатор погаснет, и
снова включите аппарат.
2. Включение режима защиты от перегрева. Дождитесь
момента, когда погаснет индикатор, и можете снова
приступать к сварке.
3. Имеют место внутренние неисправности аппарата.
Обратитесь в сервисный центр.
1. Используются либо слишком длинные сварочные
кабели, либо недостаточно сечение кабеля.
2. Неисправно выбран режим управления
местное/дисционное.
Руководство по эксплуатации – серия TIG
17
Page 18

Х Р А Н Е Н И Е
10.1 Полуавтомат в упаковке изготовителя следует хранить в закрытых помещениях с
естественной вентиляцией при температуре от минус 30 до плюс 550С и о тноси тел ьно й
влажности воздуха до 90% при температуре плюс 200С.
10.2 Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не
до пус ка ет ся .
10.3 Полуавтомат перед закладкой на длительное хранение должен быть
законсервирован.
10.4 После хранения при низкой температуре полуавтомат должен быть выдержан перед
эк сп луа та ци ей п ри т ем пе ра тур е в ы ше 00С не мене е шест и ча со в в упако вке и не ме нее дв ух
часов – без упаковки.
ТРАНСПОРТИРОВКА
11.1 Полуавтомат может транспортироваться всеми видами закрытого транспорта в
соответствии с правилами перевозок, действующими на каждом виде транспорта.
11.2 Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от минус 30 до плюс 550С;
- относительная влажность воздуха до 90% при температуре плюс 200С.
11.3 Во время транспортирования и погрузочно-разгрузочных работ упаковка с
полуавтоматом не должна подвергаться резким ударам и воздействию атмосферных осадков.
11.4 Размещение и крепление транспортной тары с упакованным полуавтоматом в
транспортных средствах должны обеспечивать устойчивое положение и отсутствие
возможности ее перемещения во время транспортирования.
ВНИМАНИЕ: Перед использованием изделия ВНИМАТЕЛЬНО изучить раздел
«Меры безопасности» данного руководства.
Данное руководство является неотъемлемой частью аппарата и должно
сопровождать его при изменении местоположения или перепродаже. Пользователь
оборудования всегда отвечает за сохранность и разборчивость данного руководства.
Компания - изготовитель оставляет за собой право изменения содержания руководства
в любое время без предварительного уведомления.
По вопросам закупок обраайтесь по телеону в -Петербурге: (812) 438-31-30.
дрес в интернете: www.axion-svarka.ru
Ру ко во дс тв о по э кс пл уа та ци и – се рия T IG
18
 Loading...
Loading...