

Page 1

ИНВЕРТОРНОГО АППАРАТА (TIG)
МОДЕЛИ:
TIG 160 AC/DC (R57) | TIG 200 P AC/DC (R60)| TIG 250 P AC/DC
(R62) | TIG 315 P AC/DC (R63) | TIG 315 AC/DC (R67)
Санкт-Петербург
2011
Page 2

Содержание
1. Меры предосторожности 4
2. Общее описание 5
3. Блок-схема 5
4. Основные характеристики 6
5. Установка 8
6. Эксплуатация 10
7. Техника безопасности 12
8. Техническое обслуживание 13
9. Диагностика неисправностей 14
10. Хранение 15
11. Транспортировка 15
Page 3
Благодарим вас за то, что вы выбрали наше сварочное оборудование,
созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих
сварочных аппаратов, гарантируют полную надежность и простоту
в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что оборудование, предназначенное для промышленного
и профессионального использования типов: TIG 160 AC/DC (R57) | DC TIG 200P AC/DC (R60)|
TIG 250 P AC/DC (R62) | TIG 315 P AC/DC (R63) | TIG 315 P AC/DC (R63) | TIG 315 AC/DC (R67)
соответствует директивам ЕС: 73/23/ЕЕС
и 89/336/ЕЕС и Европейскому стандарту EN/IEC60974.
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой
и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство и не обязана
предупреждать об этом заранее.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не использовать с дизельными, бензиновыми генераторами.
Не допускается внесение изменений или выполнение каких-либо действий, не предусмотрен-
ных данным руководством.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием аппарата, вы
можете получить консультацию у специалистов сервисной компании.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или иные
убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного
вмешательства (изменения) конструкции аппарата, а также возможные последствия незнания
или некорректного выполнения предупреждений изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при
продаже и эксплуатации.
3
Page 4
1. Меры предосторожности
Процессы сварки и резки представляют собой опасность для сварщика и людей, находящихся
в пределах или рядом с рабочей зоной, при неправильной эксплуатации оборудования. Поэтому,
процессы сварки (резки) должны осуществляться только при условии неукоснительного соблюдения всех действующих норм правил техники безопасности. Пожалуйста, внимательно прочтите
данное руководство и разберитесь в нем перед установкой и эксплуатацией данного оборудования.
Отключайте аппарат от сети при простое.
• Переключение режимов функционирования аппарата в процессе
сварки может повредить оборудование.
• В нерабочем режиме силовой кабель электродержателя должен быть
отключен от аппарата.
• Пользуйтесь аварийным выключателем при нештатных ситуациях.
• Варочные инструменты должны быть сертифицированы, соответ-
ствовать нормам безопасности и техническим условиям эксплуатации данного аппарата.
• Сварщик должен обладать необходимой квалификацией
Поражение электрическим током может быть смертельным.
• Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности
• Не касайтесь неизолированных деталей голыми руками. Сварщик
должен осуществлять сварку в сухих перчатках, предназначенных
для сварки.
• Сварщик должен держать заготовку на безопасном расстоянии от
себя.
Дым и газ, образующиеся в процессе сварки — опасны для здоровья!
• Не вдыхайте дым и газ в процессе сварки (резки).
• Рабочая зона должна хорошо вентилироваться.
Излучение сварочной дуги вредно для глаз и кожи!
• Одевайте сварочный шлем, защитные очки и специальную одежду для
осуществления сварки.
• Также должны быть приняты меры для защиты людей, находящихся
в рабочей зоне или рядом с ней.
Опасность воспламенения!
• Искры, возникающие при сварке, могут вызвать пожар, поэтому все
воспламеняющиеся материалы должны быть удалены из рабочей
зоны.
• Рядом должны находиться средства пожаротушения, персонал обязан
знать, как ими пользоваться.
4
серия TIG
Page 5
Шум представляет возможную угрозу для слуха!
• Процесс сварки сопровождается поверхностным шумом, при необходимости исполь зуйте средства защиты органов слуха.
При возникновении неисправностей:
• Обратитесь к данному руководству по эксплуатации.
• Проконсультируйтесь с сервисной службой или поставщиком обору-
дования.
2. Общее описание
Отличительной особенностью новой серии универсальных аппаратов TIG AC/DC является возможность сварки не только нержавеющих и углеродистых сталей, различных сплавов стали
и цветных металлов на постоянном токе, но также алюминия и его сплавов на переменном токе.
Для увеличения возможностей технологичности процесса сварки имеется возможность использовать импульсную сварку, как на постоянном, так и на переменном токе.
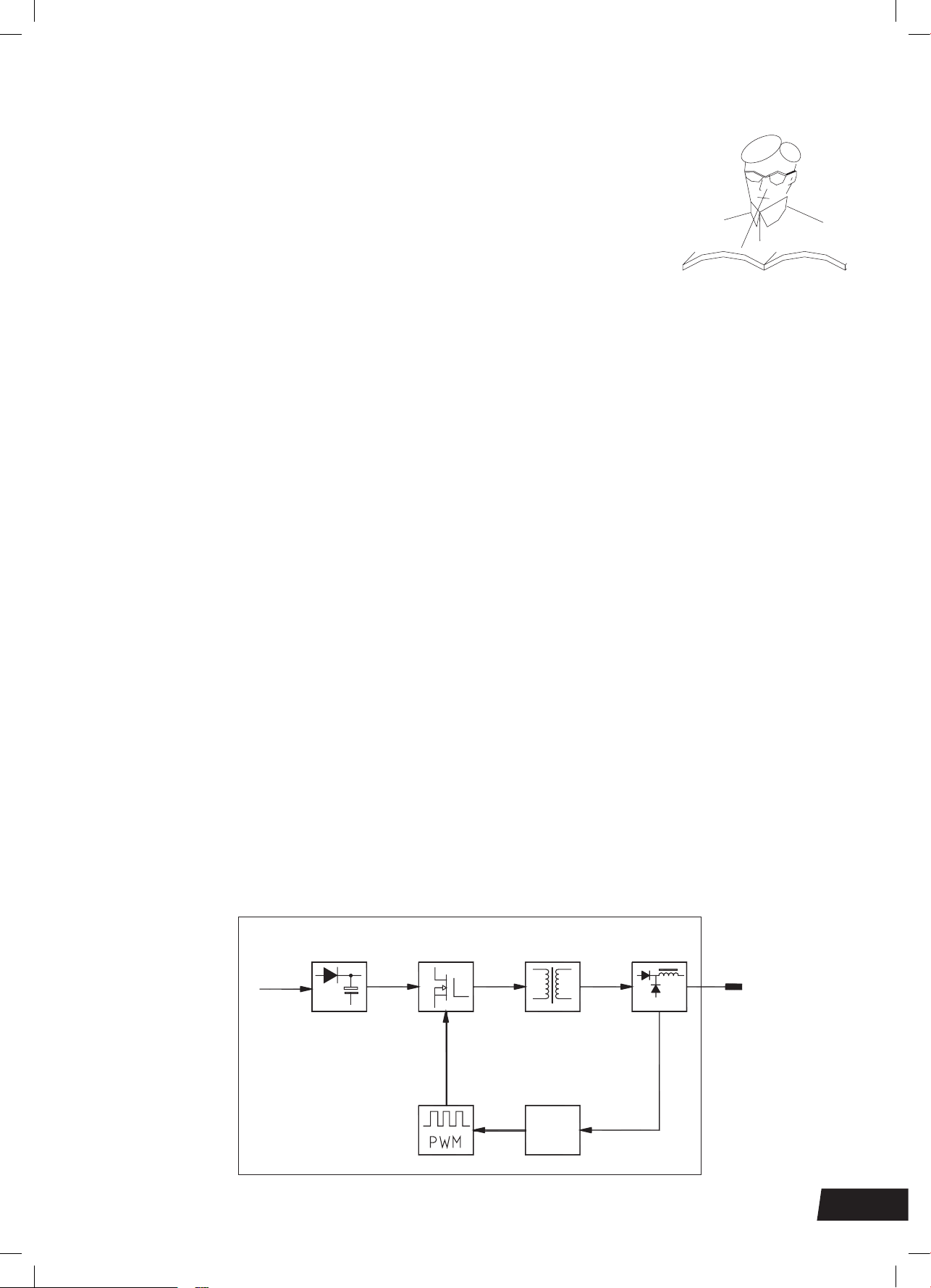
Применение инверторной технологии на базе мощных IGBT-транзисторов с высокой частотой
преобразования позволяет уменьшить вес и габариты оборудования, увеличить КПД до 85%.
Применение принципа широтно-импульсной модуляции (PWM) обеспечивает удобное и точное
управление силой сварочного тока, стабильность и устойчивость дуги.
Важной особенностью сварки на переменном токе является прямоугольная форма тока, что обеспечивает устойчивость дуги, возможность установки оптимального баланса и превосходное качество сварки.
В данных аппаратах предусмотрена возможность увеличения значения сварочного тока для надежного поджига дуги и разогрева сварочной ванны на начальной стадии сварки.
Педаль дистанционного управления обеспечивает удобную настройку сварочного тока. Оборудование комплектуется педалью ДУ по заказу.
Благодаря уникальным конструктивным решениям данное оборудование имеет высокую ремонтопригодность и легкость в обслуживании.
3. Блок-схема
Вход
Панель
Упр.
5
Page 6

4. Основные характеристики
Универсальные TIG-аппараты без режима импульсной сварки.
Тип
Параметры электросети, В 1-фазное напряжение 220+10%
Частота, Гц 50/60 50/60
Номинальный ток (А) потребления 15 20
Потребляемая мощность, кВА 3,3 4,6
Номинальный сварочный ток, А 160 200
Диапазон регулирования
сварочного тока, А
Форсаж дуги, % - 0-100
Напряжение холостого хода, В 45 56
Рабочее напряжение дуги, В 16,4 18
Газ перед сваркой, сек. 0-2 0-2
TIG 160
AC/DC (R57)
10~160 5~200
TIG 200 P
AC/DC
(R60)
Рабочая частота, Гц 60 60
Баланс полярности, % 20-80 20-80
Время спада тока, сек. 2-10 0-10
Газ после сварки, сек. 2-10 0-10
Дистанционное управление Да Да
Способ возбуждения дуги Высоко частотный разряд Высоко частотный разряд
КПД, % 85 85
ПВ, % 60 60
Коэффициент мощности 0,93 0,93
Класс изоляции F В
Класс защиты IP23 IP23
Вес, кг 19 20
Габаритные размеры, мм 480х240х330 493х330х320
6
серия TIG
Page 7

Универсальные TIG-аппараты с импульсным режимом сварки.
TIG 250 P
Тип
Параметры электросети (В) 3-фазное напряжение 380+15%
Частота, Гц 50/60 50/60 50/60
Номинальный ток (А) потребления 9,6 13,7 19
Потребляемая мощность, кВА 6,3 9 8,9
Номинальный сварочный ток, А 250 315 315
Диапазон регулирования
сварочного тока, А
Форсаж дуги, % 0-100 0-100 0-100
Напряжение холостого хода, В 42 45 45
Рабочее напряжение дуги, В 20 23 23
Газ перед сваркой, сек. 0-2 0-2 0-2
Частота переменного
сварочного тока, Гц
AC/DC
(R62)
10~250 10~300 10~300
60 60 60
TIG 315 P
AC/DC
(R63)
TIG 315
AC/DC
(R67)
Баланс полярности, % 20-80 20-80 20-80
Время спада тока, сек. 0-10 0-10 0-5
Газ после сварки, сек. 0-10 0-10 2-10
Базовый ток, % 10-90 10-90 10-90
Частота повторения импульса, Гц* 0,5-300 0,5-300 0,5-300
Скважность импульсов, % 10-90 10-90 10-90
Дистанционное управление Да Да Да
Способ возбуждения дуги
КПД, % 85 85 85
ПВ, % 60 60 60
Коэффициент мощности 0,93 0,93 0,93
Класс изоляции B B B
Класс защиты IP23 IP23 IP23
Вес, кг 30 37 37
Высоко-частот-
ный разряд
Высоко-частот-
ный разряд
Высоко-частот-
ный разряд
Габаритные размеры, мм 560х365х355 560х365х355 560х365х355
7
Page 8

5. Установка
1. Подсоединение входных кабелей.
В комплект оборудования входит сетевой кабель. Подсоедините его к электросети с требуемыми параметрами в соответствии с табл. «Основные характеристики».
2. Подсоединение выходных кабелей.
2а. Подсоедините сварочную горелку:
- токоведущий кабель к «минусу» источника «-»
- кабель управления в соответствующую розетку
- газовый шланг к соответствующему штуцеру «ГАЗ»
Надежно зафиксируйте разъемы.
2b. Обратный кабель подсоедините к «плюсу» источни-
ка «+». Зафиксируйте разъем, вставив до упора и вращая
по часовой стрелке. Подключите обратный кабель к заготовке с помощью зажима.
2c. Если используется педаль управления, подключите
ее к гнезду дистанционного управления, расположенному
на передней панели
2d. Если в комплект входит горелка с охлаждением,
шланг для подачи охлаждающей жидкости подсоедините
к соответствующему штуцеру «Вода». В качестве охлаждающей жидкости использовать антифриз, разбавленный
дистиллированной водой 1:4.
ВКЛЮЧЕНИЕ
3. Выключатель сети. Аппарат включается и выключа-
ется с помощью автоматического включателя. При включении аппарата на индикаторе отображается установленное значение тока, включается вентилятор охлаждения.
.
4. Переключатель режимов сварки (ММА/TIG-сварка).
Режим «ММА» предназначен для ручной дуговой сварки, а
режим TIG — для аргонно-дуговой сварки на переменном/
постоянном токе.
5. Переключатель типа сварочного тока AC/DC (переменный постоянный). Режим пере-
менного тока AC используется для сварки алюминия. Режим постоянного тока DC используется для
сварки стали других цветных металлов.
6. Переключатель режимов 2Т/4Т. Режим 2Т применяется для сварки короткими швами.
Нажатие кнопки управления горелкой запускает процесс сварки, отпускание – прерывает.
В режиме 4Т сварка начинается после кратковременного нажатия кнопки управления на горелке
и отключается после повторного нажатия. Режим предназначен для сварки длинными швами.
7. Переключатель режимов сварки импульсная/без импульсов. Используется только
в режиме TIG сварки.
8
серия TIG
Page 9

ИНДИКАТОРЫ
8. Индикатор термозащиты. При длительной сварке на номинальном токе может сработать
устройство термозащиты, что обеспечивает защиту внутренних деталей аппарата от перегрева.
Загорается индикатор термозащиты. При этом не следует отключать аппарат от сети. При ра-
ботающем вентиляторе охлаждения аппарат вернется в рабочее состояние через 2-3 минуты.
9. Индикатор сбоев. Загорается при сбое в работе оборудования. В этом случае необходимо
отключить аппарат от источника питания, а затем включить его снова. Если индикатор не погас,
обратитесь за помощью в сервисный центр или к производителю.
10. Цифровой амперметр. Показывает значение выбранного сварочного тока.
Панель управления
РЕГУЛЯТОРЫ
11. Таймер подачи газа перед сваркой. Таймер
предназначен для установки времени предварительной продувки газа.
12. Регулятор тока. Используется для настройки
значения сварочного тока.
13. Регулятор базового тока (только для
режима импульсной сварки). Используется для
установки величины базового тока в режиме импульсной сварки.
14. Таймер спада тока. Используется для уста-
новки времени спада тока для заварки кратера
в конце сварочного цикла.
Примечание. При использовании педали управле-
ния, поверните регулятор до значения «0» против
часовой стрелки.
15. Форсаж дуги (используется только для
MMA-сварки на постоянном токе). Используется
для упрощения поджига и устойчивости дуги при
сварке штучным электродом на пониженном токе.
Панель управления аппарата
серии TIG AC/DC Pulse
Панель управления
аппарата серии TIG AC/DC
(без импульсной сварки)
16. Регулятор частоты импульса (только для
режима импульсной сварки). Частота повторе-
ния импульса (от 0,5 до 300 Гц).
17. Регулятор режима импульсов. Используется для установки скважности импульсов (соот-
ношение времени паузы и импульса).
18. Баланс соотношения прямой и обратной полярности дуги при сварке на переменном
токе. Прямой полярности соответствует минус «-» на электроде, плюс «+» на изделии. Обратная
полярность: плюс «+» подается на электрод, минус «-» на изделие. Регулятор управляет длительностью обратной полярности тока в процентном содержании от длительности периода переменного тока: 20-80%. Чем больше обратная полярность, тем лучше очистка сварочной ванны,
чем меньше обратная полярность, тем больше тепловложение и провар, но хуже очищается поверхность шва.
9
Page 10

19. Таймер подачи газа после сварки. После
сварки необходимо защищать поверхность сварочного шва и вольфрамового электрода во избежание
их окисления.
Проверка
1) Благодаря системе автоматической стабилизации напряжения, сварочное оборудование способно
функционировать при колебаниях сетевого напряжения на ±15% от нормального значения.
2) При увеличении длины силовых кабелей необходимо также увеличивать и их поперечное
сечение, чтобы избежать падения напряжения на сварочных кабелях.
3) Проверьте систему подачи газа. Подсоедините баллон с аргоном к сварочному оборудова-
нию. Убедитесь в надежности соединений и отсутствии утечки газа.
4) Сварочное оборудование должно заземляться отдельным кабелем, с поперечным сечением не
менее 6 мм
5) Подсоедините сварочную горелку, и обратный кабель как указано на схеме.
6) Приступайте к выполнению сварочных работ.
2
.
6. Эксплуатация
Режим TIG-сварки на переменном токе.
1. Установите переменный тип тока с помощью переключателя 5 (АС/DC) (используется только
для аппаратов с функцией сварки на переменном токе). При выборе данного режима можно
задать следующие параметры: силу сварочного тока и баланс полярности.
2. Включите источник питания. Должен работать вентилятор охлаждения.
3. Отрегулируйте расход газа.
4. Установите баланс полярности сварочного тока в зависимости от степени загрязнения поверхности изделия.
5. При нажатии на кнопку сварочной горелки срабатывает электромагнитный газовый клапан,
начинается подача защитного газа, включается блок осциллятора.
Примечание: прежде чем начинать сварку, необходимо продуть горелку защитным газом.
После завершения сварки подача газа должна осуществляться еще в течение нескольких секунд,
чтобы защитить сварной шов и электрод.
10
серия TIG
Page 11

6. При наличии педали дистанционного управления подключите кабель ДУ в соответствующее
гнездо на передней панели аппарата. Установите значение сварочного тока на панели управления равным нулю. В этом случае регулировка силы сварочного тока и включение сварки осуществляется только педалью дистанционного управления.
Примечание: Расстояние между электродом и заготовкой должно быть в пределах от 2-х до 4-х
мм. Ни в коем случае не касаться вольфрамовым электродом материала заготовки.
Импульсная TIG-сварка на постоянном токе.
1. Установите переключатель 5 положение DC – сварки на постоянном токе.
2.1. Установите переключатель 7 в положение импульсной сварки (переключатель 7 используется только в аппаратах TIG – P с режимом импульсной сварки).
При выборе данного режима можно задать следующие параметры: сила тока в импульсе, базовый
ток в % от импульсного тока, скважность импульсов и частоту повторения импульсов.
2.2. Установите переключатель 7 в положение сварки без импульсов. При выборе данного
режима можно задать следующие параметры: сила сварочного тока, время спада тока.
3. Включите источник питания. Должен работать вентилятор охлаждения.
4. Установите расход газа.
5. При нажатии кнопки на горелке срабатывает электромагнитный газовый клапан, начинается
подача защитного газа, включается блок осциллятора, загорается дуга.
Примечание: прежде чем начинать сварку, необходимо продуть горелку защитным газом.
После завершения сварки подача газа должна осуществляться еще в течение нескольких секунд,
чтобы защитить сварной шов и вольфрамовый электрод.
6. При наличии педали дистанционного управления подключите кабель ДУ в соответствующее
гнездо на передней панели аппарата. Установите значение сварочного тока на панели управления равным нулю. В этом случае регулировка силы сварочного тока и включение сварки осуществляется только педалью дистанционного управления.
Настройки аппарата для TIG-сварки листов из алюминия и его сплавов (ориентировочно)
Толщина
плиты, мм
1,5
2
3
4
Форма
разделки
I
К-во
слоев
сварки
1/0
1/0
1/0
1~2/1
Диаметр
вольфрам.
Электрода,
мм
2
2~3
3
4
Диаметр
проволоки,
мм
1,6~2,0
2~2,5
2~3
3
Прогрев, °СРабочий
ток, А
-
-
-
-
50~80
50~80
15~180
180~200
Объем
подачи
газа,
л/мин.
7~9
8~12
8~12
10~15
Диаметр
сопла,
мм
8
8~12
8
8~12
5
8
10
12
16
20
16~20
22~25
Y
W
1~2/1
2/1
3~4/1~2
3~4/1~2
4~5/1~2
4~5/1~2
2~3/2~3
2~3/2~3
4
5
5
5~6
6
6
6
6~7
3~4
4~5
4~5
4~5
5~6
5~6
5~6
5~6
-
100
100~150
150~200
200~220
200~260
200~260
200~260
180~240
260~320
280~340
300~360
340~380
360~400
300~380
360~400
10~15
16~20
16~20
18~22
20~24
25~30
25~30
30~35
8~12
10~12
14~16
14~16
16~20
20~22
16~20
20~22
11
Page 12

7. Техника безопасности
- При эксплуатации данного аппарата необходимо соблюдать «Правила техники безопасности и гигиены труда на производстве», «Правила безопасности в газовом хозяйстве», «Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением».
- К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации и его устройство. Имеющие допуск к самостоятельной работе и прошедшие инструктаж по
технике безопасности.
- Сварщик должен обладать необходимой квалификацией и иметь допуск к проведению сварочных работ не ниже второй группы.
- Не использовать с дизельными, бензиновыми генераторами.
- Не касайтесь деталей, находящихся под высоким напряжением.
- Отключайте источник питания от сети, прежде чем производить какие-то операции техобслуживания.
- Сварщик должен быть изолирован от свариваемой детали и от земли с помощью спецодежды.
- Не производите работы с поврежденными или плохо подсоединенными кабелями или с ослабленными кабельными зажимами.
- Спецодежда должна быть сухой и чистой.
- Не работайте в помещениях с повышенным уровнем влажности.
- Не наклоняйтесь низко над сварочным швом.
- Автоматический выключатель должен быть защищен и быть легко доступным.
- Не включайте аппарат, если снята какая-либо из защитных деталей.
- Убедитесь в том, что используемое оборудование заземлено.
- Используйте средства защиты от искры, окалины, возникающих в процессе сварки.
- На участке проведения сварочных работ должны быть средства пожаротушения.
- Нахождение горючих и легковоспламеняющихся веществ вблизи рабочей зоны и на участке
сварки недопустимы.
- Защищайте тело от ожогов и ультрафиолетового излучения с помощью защитной жаростойкой
одежды (перчатки, шапка, ботинки, шлем, и пр.).
- Используйте сварочную маску.
- Держите электрод или наконечник горелки подальше от себя и от других людей.
- На рабочем месте должна быть аптечка.
- Не надевайте контактные линзы; интенсивный нагрев дуги может привести к их склеиванию
с роговицей.
- Заменяйте стекло маски в случае его повреждения или если оно не подходит для конкретной
операции сварки.
- Прежде чем касаться руками свариваемых деталей, дождитесь их полного охлаждения.
- На месте, где установлено сварочное оборудование, не должно быть пыли, едких химических
12
серия TIG
Page 13

газов и легковоспламеняемых газов и материалов. Влажность воздуха не должна превышать 80%.
- Не проводите сварочные работы на открытом воздухе, в местах, незащищенных от прямых
солнечных лучей, дождя, снега и т.д. Работы могут осуществляться при температуре окружающей
среды от +5 °С до +40 °С.
- Оборудование должно устанавливаться на расстоянии не менее 30 см от стены.
- Рабочая зона должна хорошо вентилироваться.
- Вентиляторы предназначены для охлаждения аппарата в процессе сварки.
Внимание! Следите за тем, чтобы вентиляционные решетки аппарата были всегда открыты.
В радиусе 30 см от аппарата не должно находиться никаких посторонних предметов. Хорошая
вентиляция – одно из наиболее важных условий для нормальной работы аппарата.
- Эксплуатация аппарата при перегрузке запрещена.
Аппарат может самопроизвольно отключиться в процессе сварки при длительной работе
в режимах, близких к номинальной нагрузке. В этом случае не следует отключать аппарат от
сети. Вентилятор охлаждения должен работать для отвода тепла внутри аппарата.
- Запрещается подсоединять аппарат к сети с напряжением больше разрешенного.
Подключение сварочного оборудования допускается только к электросети, параметры которой
удовлетворяют требованиям, указанным в разделе «Основные характеристики».
Аппарат оснащен системой автоматической компенсации сетевого напряжения. В результате
сварочный ток остается стабильным и не зависит от колебаний сети в допустимом диапазоне напряжений, который указан в разделе «Основные характеристики».
Если колебания сетевого напряжения превышают допустимый диапазон, то велика вероятность
выхода из строя сварочного аппарата.
- Заземлите аппарат.
- Не касайтесь голыми руками электрода во избежание поражения электрическим током.
ВНИМАНИЕ!
Отсоединение любого из кабелей в процессе сварки может быть опасно для
здоровья и даже жизни сварщика и людей, находящихся в рабочей зоне или поблизости от нее, а также быть причиной повреждения сварочного оборудования.
8. Техническое обслуживание
Пыль, высокая влажность воздуха и едкие газы отрицательно влияют на сварочное оборудование. Во избежание возможных поломок периодически очищайте оборудование с помощью
чистого, сухого сжатого воздуха, подаваемого под давлением.
Пожалуйста, обратите внимание на то, что:
- недостаточный уровень технического обслуживания может привести к снятию аппарата
с гарантии;
- аппарат может быть снят с гарантии в случае попыток самостоятельного ремонта, а также на-
рушения заводской пломбировки.
13
Page 14

9. Диагностика неисправностей
ВНИМАНИЕ! Ремонт данного оборудования может осуществляться только высококвалифицированными техническими специалистами. В целях безопасности и во избежание поражения электрическим
током, пожалуйста, изучите все меры техники безопасности, изложенные в настоящем руководстве.
Неисправность Возможные причины Методы устранения
1. Аппарат включен,
нет сварочного тока.
2. Сигнальная лампочка
термодатчика не горит.
При нажатии кнопки
на горелке нет подачи
газа, не работает осциллятор, дуга не загорается.
3. Нет напряжения на
дуге.
4. Дуга зажигается, но
отсутствует регулировка тока.
1. Пониженное напряжение
сети, отсутствие одной фазы
сетевого напряжения
2. Обрыв силового кабеля.
3. Неисправность силового
диодного моста.
1. Сломан микропереключатель
на горелке.
2. Нет подачи газа на вход установки.
3. Не работает осциллятор.
1. Неправильно подсоединен
обратный кабель.
2. Обрыв в силовом кабеле
горелки.
1. Неправильное положение
переключателя.
2. Потенциометр педали управления поврежден или изношен.
1. Проверьте подключение к сети.
2. Почините силовой кабель.
3. Проконсультируйтесь в сервисном центре или у поставщика оборудования.
1. Замените микропереключатель.
2. Проверьте систему подачи газа.
3. Обратитесь в сервисный центр.
1. Подсоедините кабель на «+»
аппарата.
2. Проверьте кабель горелки.
1. Установите режим дистанционного управления.
2. Обратитесь в сервисный центр .
5. Ручной режим настройки работает, а
педаль управления – нет.
6. Горит индикатор
защиты.
7. Невозможно про-
извести сварку
алюминия.
1.
Не работает переключатель ДУ.
2. Не работает микровыключатель педали ДУ.
1. Перегрев оборудования.
2. Скопившаяся пыль вызвала
короткое замыкание.
3. Неисправна схема управления.
1. Неправильный выбор
режима.
2. Слишком низкое значение
обратной полярности.
3. Поврежден IGBT-модуль вторичного контура.
1. Обратитесь в сервисный центр.
2. Замените микровыключатель.
1. Дайте оборудованию остыть при
работающем вентиляторе и можете
снова приступать к работе.
2. Отключите аппарат от сети.
Удалите грязь из внутренних
частей аппарата с помощью сжатого
воздуха.
3. Обратитесь за консультацией
в сервисный центр.
1. Выберите режим сварки АС TIG.
2. Увеличьте баланс обратной полярности.
3. Обратитесь за консультацией
к поставщику оборудования.
14
серия TIG
Page 15

Неисправность Возможные причины Методы устранения
8. Дуга зажигается, но
отсутствует подача
газа в зону сварки.
9. Поврежден
электрод.
1. Загрязнение газового сопла.
2. Повреждение или износ
газового канала сварочной
горелки.
3. Повреждение электромагнитного клапана.
4. Повреждение схемы управления.
1. Дисбаланс сварочного тока. 1. Настройте баланс.
1. Очистите сопло.
2. Замените горелку.
3. Обратитесь за консультацией
в сервисный центр.
10. Хранение
13.1. Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной
вентиляцией при температуре от минус 30 до плюс 55 °С и относительной влажности воздуха до
90% при температуре плюс 20 °С.
13.2. Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
13.3. Аппарат перед закладкой на длительное хранение должен быть законсервирован.
13.4. После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией
при температуре выше 0 °С не менее шести часов в упаковке и не менее двух часов – без упаковки.
11. Транспортировка
14.1. Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии
с правилами перевозок, действующими на каждом виде транспорта.
14.2. Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от минус 30 до плюс 55 °С;
- относительная влажность воздуха до 90% при температуре плюс 20 °С.
14.3. Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не
должна подвергаться резким ударам и воздействию атмосферных осадков.
14.4. Размещение и крепление транспортной тары с упакованным аппаратом в транспортных
средствах должны обеспечивать устойчивое положение и отсутствие возможности ее перемещения во время транспортирования.
ВНИМАНИЕ! Перед использованием изделия ВНИМАТЕЛЬНО изучить раздел «Меры безопасности»
данного руководства.
Данное руководство является неотъемлемой частью аппарата и должно сопровождать
его при изменении местоположения или перепродаже. Пользователь оборудования всегда
отвечает за сохранность и разборчивость данного руководства. Компания ООО «Инсварком»
оставляет за собой право изменения содержания руководства в любое время без предварительного уведомления.
15
Page 16

Под торговой маркой «Сварог» представлен широкий ассортимент сварочного
оборудования одного из ведущих мировых производителей инверторных аппаратов,
компании JASIC TECHNOLOGY CO., LTD. Компания представлена более чем в 50 странах мира, а сварочное оборудование успешно используется в судостроении, металлургической отрасли, военно-промышленном комплексе, при строительстве газопроводов, на промышленных объектах атомной энергетики и в других отраслях.
В предлагаемой линейке более 70 видов различного сварочного оборудования:
MMA TIG
TIG PULSE
+ MMA
TIG AC/DC
PULSE
MIG CUT
SAW
По вопросам оптовых поставок обращайтесь по телефону +7 (812) 325-01-05.
Адреса розничных магазинов в вашем регионе:
www.svarog-spb.ru, раздел «Кон такт ная инфор ма ция».
 Loading...
Loading...