

Page 1

ИНВЕРТОРНОГО АППАРАТА
МОДЕЛИ
MIG 500 DSP (J06)
Санкт-Петербург
2011
Page 2

Содержание
1. Техника безопасности 4
2. Общее описание 6
3. Технические характеристики 7
4. Электрическая схема 8
5. Установка и эксплуатация 9
6. Внешний вид и основные функции 13
7. Устранение неисправностей 18
8. Хранение 21
9. Транспортировка 21
Page 3
Благодарим вас за то, что вы выбрали сварочное оборудование торговой марки
«СВАРОГ», созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы и комплектующие, используемые
при изготовлении этих сварочных аппаратов, гарантируют высокий уровень
надежности и простоту в техническом обслуживании и работе.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ
Настоящим заявляем, что оборудование предназначено для промыш ленного
и профессионального использования и соответствует директивам ЕС: 73/23/ЕЕС, 89/336/ЕЕС
и Европейскому стандарту ЕN/IEC60974.
Соответствует требованиям ГОСТ 12.2.007.8–75, ГОСТ Р МЭК 60974–1–2004 ГОСТР51526–99.
Внимание!
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой
и использованием данного оборудования.
Руководство по эксплуатации издано 15 ноября 2011 года.
Информация, содержащаяся в данной публикации, являлась верной на момент поступления
в печать. Компания в интересах развития оставляет за собой право изменять спецификации
и комплектацию оборудования в любой момент времени без предупреждения и без возникновения каких-либо обязательств.
Использование с автономными дизельными или бензиновыми генераторами тре бует дополнительного внимания к условиям эксплуатации. Убедитесь, что исполь зуемый генератор удовлетворяет требованиям по мощности и параметрам электро сети. Рекомендуем принять необходимые
меры для сохранности аппарата: установка фильтров, стабилизаторов и т.д.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием ап парата, вы можете
получить консультацию у специалистов нашей компании.
Производитель не несет ответственности за последствия использования или ра боту аппарата
в случае неправильной эксплуатации или внесения изменений в кон струкцию, а также за возможные последствия по причине незнания или некоррект ного выполнения условий эксплуатации, изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопрово ждать его при
продаже и эксплуатации.
3
Page 4

1. Техника безопасности
При неправильной эксплуатации оборудования процессы сварки и резки пред ставляют собой
опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При проведении сварочных работ необходимо соблюдать требова ния стандарта ГОСТ 12.3.003–86 «Работы
электросварочные. Требования безопасно сти», а также стандартов ГОСТ 12.1.004–85, ГОСТ
12.1.010–76, ГОСТ 12.3.002–75.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструк цию по эксплуатации, изучившие его устройство, имеющие допуск к самостоятель ной работе и прошедшие инструктаж по технике безопасности.
Не надевайте контактные линзы, интенсивное излучение дуги может привести к их склеиванию
с роговицей.
Перед эксплуатацией оборудования необходимо пройти профессиональную подготовку.
• Используйте для сварки средства индивидуальной защиты, одобренные
Государственной инспекцией труда.
• Сварщик должен обладать допуском на осуществление сварочных
операций.
• Отключайте аппарат от сети перед проведением технического обслужи-
вания или ремонта.
Электрический ток может быть причиной серьезной травмы, и даже
смерти.
• Устанавливайте обратный кабель в соответствии с проводимыми работами.
• Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
• Не касайтесь неизолированных деталей голыми руками. Необходимо
осуществлять работу в сухих перчатках или крагах, предназначенных для
сварки.
• Сварщик должен держать заготовку на безопасном расстоянии от себя.
Дым и газ могут быть вредны для здоровья.
• Избегайте вдыхания газа, выделяемого при сварке.
• Поддерживайте хорошую вентиляцию рабочего места в процессе сварки
с помощью вытяжки или вентиляционного оборудования.
4
серия MIG
Page 5
Излучение дуги может быть причиной травмы глаз или ожогов.
• Надевайте специальный сварочный комбинезон, маску и очки для защиты
глаз и тела в процессе сварки.
• Пользуйтесь специальными масками или экранами для защиты окружающих.
Неправильная эксплуатация оборудования может вызвать пожар или
взрыв.
• Искры от сварки могут быть причиной пожара, поэтому, убедитесь в том, что
поблизости нет воспламеняющихся материалов, и уделяйте особое внимание
пожарной технике безопасности.
• Рядом должны находиться средства пожаротушения, персонал обязан знать,
как ими пользоваться.
• Сварка в воздухонепроницаемых помещениях запрещена.
• Запрещается плавить трубы с помощью этого оборудования.
Горячая заготовка может стать причиной серьезных ожогов.
• Не трогайте горячую заготовку голыми руками.
• После продолжительного использования горелки необходимо дать ей остыть.
Магнитные поля могут воздействовать на электронный стимулятор
сердца.
• Люди, с электронными сердечными стимуляторами не должны допускаться в
зону сварки до консультации с врачом.
Движущиеся части оборудования могут нанести серьезные травмы.
• Держитесь на безопасном расстоянии от движущихся частей оборудования,
таких как вентилятор.
• Все дверцы, панели, крышки и другие защитные приспособления должны
быть закрыты и находится на своем месте.
Неисправность оборудования: при возникновении любых трудностей
обращайтесь за помощью к профессионалам.
• При возникновении любых трудностей в процессе установки или эксплуатации оборудования обратитесь к соответствующему разделу настоящего руководства.
• Обратитесь в сервисный центр за профессиональной помощью, если вы не
можете до конца разобраться в возникшей проблеме, или устранить ее, после
прочтения настоящего Руководства.
5
Page 6

Рекомендации:
1) Избегайте попадания баллона с газом на солнце, это может привести к несчастному случаю
вследствие увеличения давления.
2) Горловину баллона с газом следует жестко затянуть с помощью ключа, во избежание утечки
газа и для обеспечения хорошего качества сварки.
3) Перед открытием/закрытием баллона с газом убедитесь, что отсутствуют люди, повернутые
лицом в сторону регулятора и манометра.
4) Никогда не бейте и не переворачивайте баллон с газом.
5) При использовании CO2 следует использовать декомпрессионный расходомер с нагревателем. Для этого необходимо подключить штекер питания нагревателя к гнезду (36 В) на задней
части аппарата.
6) Расходомер следует устанавливать прямо, в противном случае он не сможет корректно отображать расход. Кроме того, следует использовать расходомер, подходящий для данного типа
газа, так как значения силы тяжести отличаются в зависимости от его типа.
7) Перед установкой регулятора газа включите-выключите переключатель баллона с газом несколько раз и произведите продувку пыли в месте соединения во избежание блокировки пленки
фильтра газового регулятора.
Примечание:
1) При использовании CO2 следует использовать декомпрессионный расходомер с нагревателем.
2) Сбой декомпрессии с нагревателем может привести к срабатыванию выходного предохранителя
питания нагревателя.
3) Если во время сварки нагреватель не горячий, проверьте, не поврежден ли предохранитель (5 А).
2. Общее описание
MIG 500 DSP (J06) – это новый аппарат для газоэлектрической сварки металла, с цифровым
преобразователем, разработанный компанией JASIC. Прибор оснащен системой компьютерного
управления, облегчая процесс сварки с помощью углекислого газа (CO2), сварку в среде инертного газа (MIG) и сварку в среде активного газа (MAG). Он предназначен для сварки как черных
(низкоуглеродистая сталь, легированная сталь, нержавеющая сталь), так и цветных металлов
(включая алюминий, алюминиевые сплавы, медные сплавы, магниевые сплавы, титановые сплавы
и др.). Благодаря введению новой технологии мягкого переключения, повышена энергоэффективность прибора, а также его стабильность, по сравнению с другими стандартными сварочными
аппаратами с преобразователями.
Модельный ряд MIG-аппаратов для дуговой сварки в среде защитных газов оснащен передовой
технологией преобразователя, имеет малые габариты, небольшой вес, высокую эффективность и
низкое энергопотребление в сравнении с тиристорными сварочными аппаратами. Сварочные характеристики данного аппарата могут быть сравнимы даже с импортным оборудованием. Кроме
того, данный аппарат доступен по цене и имеет высокую сетевую адаптируемость. Необходимо
также упомянуть, что данный аппарат поддерживает технологию микропроцессорного монито-
6
серия MIG
Page 7
ринга, запрограммированного запуска дуговой сварки, сбора сведений о дугах и интеллектуальной настройки параметров. Вследствие возможности регулировки колебательного сигнала сварочного тока с помощью электронного реактора, расширен диапазон сварочного напряжения,
увеличена стабильность дуг, достигнута более высокая скорость автоматической сварки и низкий
уровень сварочных брызг, а также великолепные сварочные характеристики и отличное соотношение «производительность/цена». Кроме того, прибор имеет большое разнообразие функций,
универсален в применении и т. д.
• Управление замкнутым контуром обратной связи, стабильное выходное напряжение, работа
при колебаниях линейного напряжения.
• Регулировка сварочного напряжения, точное соответствие сварочному току.
• Уникальные технологии управления динамическими характеристиками сварки, стабильность
дуги, низкий уровень брызг, красивая форма шва.
• Автоматическое поддержание дуги и режим остановки работы, соответствие различным тре-
бованиям к сварке.
• Опция остановки дуги с удалением капли плавления, опция начала дуги на холостом ходу при
высоком напряжении с низкоскоростной подачей проволоки увеличивает качественный поджег
дуги.
• Визуальный интерфейс, светодиодная панель, отражающая рабочее состояние.
• Широкий 3-цифровой светодиодный дисплей, отражающий ток (напряжение) сварки.
• Доступные режимы сварки: CO2/MIG/MAG/FLUX (сварка под флюсом).
• Возможность использования следующих видов проволоки: сплошная сварочная проволока,
изготавливаемая из различных материалов (углеродистая сталь, нержавеющая сталь, алюминий
и алюминиевые сплавы) с диаметром 1,0-1,6, порошковая проволока с диаметром 1,2-1,6.
• Малый размер, небольшой вес, высокая эффективность.
• Мягкое переключение и управление типами тока, надежное качество, адаптируемость к
плохим рабочим условиям.
• Различные функции автоматической защиты: защита от перегрузок по току и напряжению, от
недостатка тока, от перегрузок по температуре и короткого замыкания.
• Стандарт исполнения, производства и тестирования продукции: GB/T15579.1-2004.
3. Технические характеристики
ТИП MIG 500 DSP (J06)
Напряжение сети, переменный ток, В
Частота тока сети, Гц
Номинальный ток сети, А 37
Номинальная мощность источника питания, кВА
Рекомендуемая мощность предохранителя, А
З фазы 380±15%,
50/60
23,4
60
7
Page 8
Диапазон регулирования сварочного тока, А
60-500
Диапазон регулирования рабочего напряжения, В
Диапазон регулирования скорости подачи проволоки, м/
мин.
Диаметр применяемой сварочной проволоки, мм
Номинальный ПВ, %
Коэффициент полезного действия, %
Коэффициент мощности
Класс защиты
Класс изоляции
Размер, мм
Вес, кг
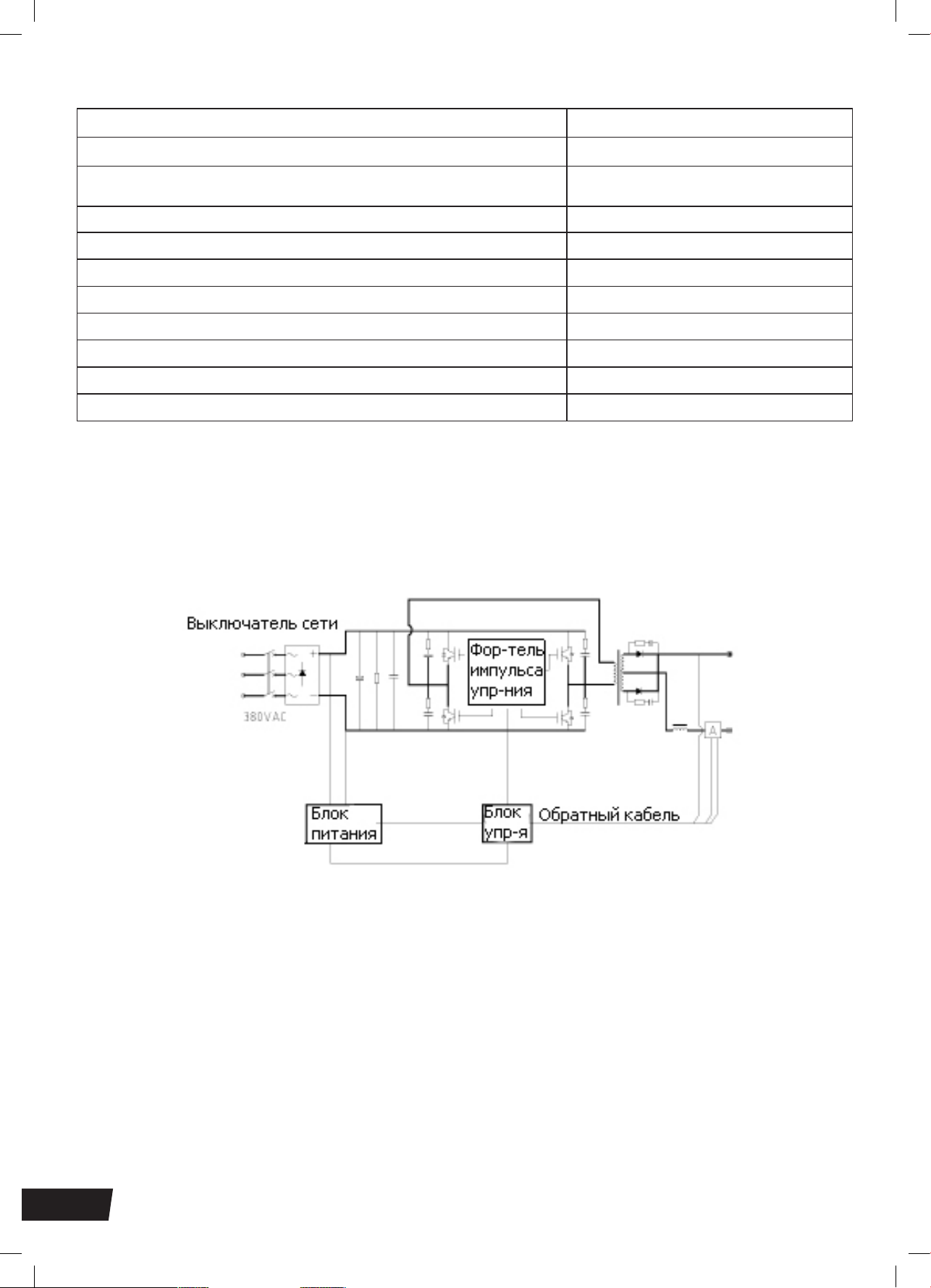
4. Электрическая схема
53
1,5 - 18
1,0/1,2/1,6
60%
85
0,93
IP21S
F
640x330x620
45
8
рис.4.1.
серия MIG
Page 9

5. Установка и эксплуатация
Установка
1. Подключение входного кабеля
Удалите защитную пластину интерфейса входного кабеля, подключите входной кабель в соответствии с техническими требованиями для входного кабеля, приведенными в таблице основных
параметров, и крепко его прижмите с помощью пресс-пластины. Для устройств данного модельного ряда необходимо 3-фазное входное напряжение 380 В переменного тока / 50-60 Гц. После
подключения кабеля произведите повторную установку защитной пластины.
2. Подключение выходного кабеля
Подключите разъем кабеля подачи проволоки с соответствующим гнездом «+» к нижней части
передней панели, в соответствии со схемой ниже, и затяните его по часовой стрелке. Длина
выходного кабеля может повлиять на эффект сварки. Стандартная заводская длина выходного
кабеля – 5 м. При необходимости кабель может быть длинней, но соответствующее поперечное
сечение кабеля следует выбирать на основании этой длины.
Примечание: Падение выходного напряжения через кабель будет увеличиваться с удлинением кабеля, то есть поперечное сечение кабеля при этом рекомендуется увеличивать.
Подключите штепсельную вилку кабеля заземления к соответствующему гнезду «-» в нижней
части передней панели, затяните ее по часовой стрелке. Соедините зажим заземления на другом
конце кабеля заземления с заготовкой.
3. Подключение устройства подачи проволоки
Подключите устройство подачи проволоки в соответствии с иллюстрацией ниже (рис.5.1.).
- Подключите кабель управления устройством подачи проволоки к гнезду аппарата, затяните
его.
- Соедините сварочную горелку с устройством подачи проволоки, затяните соединение.
- Убедитесь, что контактная трубка сварочной горелки соответствует техническим характери-
стикам сварочной проволоки. Убедитесь, что контактная трубка надежно подсоединена.
- Ослабьте перегородку, зафиксируйте катушку сварочной проволоки на устройстве подачи,
убедитесь, что отверстия на катушке сварочной проволоки точно сопоставлены со штырьками на
затяжке и опустите перегородку.
- Катушка должна проворачиваться по часовой стрелке, ослабляя сварочную проволоку. Во
избежание разбалтывания новая головка сварочной проволоки должна быть продета в отверстие
рядом со сварочной проволокой. Во время сварки эту часть проволоки следует отрезать, чтобы
завитки сварочной проволоки не заблокировали сварочный пистолет.
- Убедитесь, что колесо подачи проволоки соответствует сварочной проволоке. В противном
случае замените колесо подачи проволоки.
- Ослабьте гайку на колесе, прижимающем проволоку, вставьте сварочную проволоку в желобок
подачи через трубку проволоки, отрегулируйте прижимающее колесо и жестко прижмите сварочную проволоку.
- Нажмите кнопку на устройстве подачи, чтобы сварочная проволока поступила в сварочнуюгорелку, выступая из контактной трубки на 5-15 мм.
9
Page 10

4. Подсоединение баллона с газом
Подсоедините входной шланг газа от устройства подачи проволоки, с подключением деком-
прессионного расходомера, и затяните шланг с помощью хомута на горловине.
Рекомендации:
рис.5.1.
Описание функций:
1. Полуавтоматическая сварка CO2/MIG/MAG/порошковой проволоки.
При стандартном сетевом напряжении в 380 В переменного тока, выходной постоянный ток
может быть стабилен в пределах 60 А (16 В) – 500 А (39 В), и выходное напряжение не изменяется при колебаниях сетевого напряжения в пределах ± 10%. При нормальной температуре окружающей среды (-10°C-40°C), питание может работать с продолжительностью включения 60% во
время сварки.
Функция начала дуги на холостом ходу при высоком напряжении с низкоскоростной подачей
проволоки, а также остановки дуги с удалением капли плавления, разработаны в соответствии с
технической характеристикой сварки CO2/MIG/MAG/порошковой проволоки:
1) Начало дуги на холостом ходу при высоком напряжении, с низкоскоростной подачей прово-
локи.
Данный аппарат поддерживает режим контактного начала дуги. Он увеличивает напряжение сварки (примерно до 70 В) и заставляет устройство подачи проволоки работать на низкой
скорости, после чего выходит из состояния низкоскоростной подачи проволоки при высоком напряжении, и входит в состояние стабильной сварки после проверки и подтверждения наличия
10
серия MIG
Page 11

тока. Такой режим начала дуги позволяет более просто достичь надежной и стабильной дуги, и
увеличивает шанс стабильного поджога дуги.
2) Остановка дуги с удалением капли плавления.
Обычно в конце сварочной проволоки остается большая капля, а на ней – остаточный слой
нижней поверхности, что значительно осложняет начало следующей дуги. Для решения этой
проблемы был разработан контур удаления капли плавления для данного аппарата, позволяющий
автоматически удалять каплю плавления на конце сварочной проволоки при остановке сварки.
Таким образом, создаются благоприятные условия для начала следующей дуги.
2. Подача газа с запозданием.
С целью защиты сварного шва при высокой температуре после сварки, аппарат удерживает
подачу газа на 2-5 секунд по окончании сварки, в соответствии с типом защитного газа (регулируется).
3. Функция остановки дуги.
Переключатель функции остановки дуги, разработанный для данного аппарата, позволяет
снизить интенсивность приложения рабочей силы оператором во время продолжительной сварки,
и отвечать требованиям к сварке в плане заполнения дугового кратера.
4. Отображение и аварийные сигналы.
1) Отображение тока и напряжения: Многофункциональный 3-значный цифровой светодиодный дисплей был специально разработан для данного аппарата. Он отображает установленное
напряжение сварки в режиме ожидания; во время сварки он автоматически переключается на
отображение практического сварочного напряжения или сварочного тока. Отображения практического сварочного напряжения и сварочного тока могут переключаться с одного на другое
путем выбора соответствующей функциональной клавиши отображения. В любом состоянии на
дисплее отображаются три символа. При отображении напряжения присутствует десятичный
разделитель, максимальное значение «99.9V»; при отображении тока максимальное значение
«999А»; при возникновении неисправности отображается ее код. Ниже приведены коды неисправностей и соответствующие их описания:
“E-0” Вывод аварийной остановки (при автоматической сварке)
“E-1” Защита от перегрузки по току транзисторных преобразовательных мостов
“E-2” Защита от неисправностей сети
“E-3” Защита от перегрузки
“E-4” Вывод срабатывания системы защиты от короткого замыкания
2) Отображение неисправности: Когда происходит один из вышеприведенных случаев, происходит активация светодиодного индикатора неисправности, данный индикатор будет мерцать с
малой частотой, а сварочный вывод будет заблокирован.
5. Функция автоматической защиты
1) Когда в режиме автоматической сварки процедура выходит из-под контроля, вывод сварочного напряжения, вывод газа и вывод подачи проволоки могут быть немедленно заблокированы
через клеммы вывода аварийной остановки (интерфейс клемм режима ожидания доступен для
данного аппарата).
2) Защита от перегрузки по току: Система защиты транзисторных преобразовательных мостов
11
Page 12

происходит при сбое преобразователя. Аппарат может автоматически перейти в состояние
защиты во избежание повреждений, и остановить сварку. В это время дисплей будет отображать
код перегрузки по току «E-1», и светодиод неисправности начнет мерцать. В этом случае необходимо отключить подачу питания и найти профессионала, который может проверить работу
аппарата. При отсутствии повреждений деталей можно продолжить сварку. В противном случае
свяжитесь с местным дилером по вопросу обслуживания. Никогда не производите принудительную подачу электричества к аппарату.
3) Защита от неисправностей сети: Система питания для устройств данного модельного ряда
должна быть 3-фазной, 380 В. При возникновении серьезных колебаний сетевого напряжения
(≤330 В или ≥460 В), аппарат автоматически остановит подачу сварочного тока. В это время
дисплей будет отображать код неисправности напряжения в сети «E-2», и светодиод неисправности начнет мерцать. Сварка может быть продолжена, когда сетевое напряжение вернется к нормальному значению.
4) Защита от перегрузки: Расчетная продолжительность включения для устройств данного
модельного ряда – 60%, что означает необходимость 4-минутного перерыва после 6-минутной
сварки при расчетном токе. Если аппарат работает дольше своей нормы, температура внутри
аппарата начнет быстро расти, что в свою очередь сократит срок его службы или даже приведет к
перегоранию. Следовательно, рекомендуется проводить сварочные работы по расчетной продолжительности включения. При возникновении перегрузки, система защиты сработает автоматически, предотвращая повреждения аппарата. В это время дисплей будет отображать код защиты
«E-3», и светодиод неисправности начнет мерцать. При этом необходимо снизить подаваемый ток
или сократить рабочее время. Не обязательно отключать питание полностью, достаточно поддерживать работу вентилятора внутри аппарата, снизив температуру. Сварка может быть продолжена, когда температура вернется к нормальному значению.
Примечание: A. Даже если значение силы тока не слишком высокое, система защиты от
перегрузок может сработать вследствие неисправности работы вентилятора внутри аппарата,
вызванного отсутствием фазы! Обязательно обратите внимание на данный момент.
B. Производить сварку при перегрузке по току запрещено. Система защиты сработает, если
аппарат используется за пределами расчетного значения тока.
C. При проведении сварочных работ с силой тока ниже расчетной, продолжительность вклю-
чения можно рассчитать в соответствии со следующей формулой:
I
—Расчетная сила тока
e
—Фактическая рабочая сила тока
I
о
5) Вывод срабатывания системы защиты от короткого замыкания: Если контакты «+» и «-»
были приведены в состояние короткого замыкания на 2 и более секунды, происходит активация
системы защиты от короткого замыкания. В это время дисплей будет отображать код защиты от
короткого замыкания «E-4», и светодиод неисправности будет мерцать.
Примечание: При сбое транзисторного преобразовательного моста выходное напряжение
будет отсутствовать, и компьютер примет это за короткое замыкание на выходе. Таким образом,
при возникновении сигнала об ошибке «E-4» на дисплее, когда вывод не находится в состоянии
короткого замыкания необходимо проверить транзисторный преобразовательный мост.
12
серия MIG
Page 13

6. Внешний вид и основные функции
рис.6.1. рис.6.2.
Функция переключателя
рис.6.3.
1. Переключатель [Arc stopping] (2T/4T): Однократное нажатие клавиши [Arc stopping] запускает 2T/4T-преобразование. Когда светодиод мерцает, аппарат работает в режиме 4T. В общем
виде он все равно работает в режиме 2T, но с действующей временной последовательностью, как
на схеме справа (временная последовательность для остановки дуги отсутствует). При работе в
режиме 4T может быть использована функция автоблокировки с временной последовательностью как на схеме.
2. Переключатель [Diameter of welding wire]: Выберите желаемый диаметр сварочной проволоки путем нажатия переключателя, и мерцающий светодиод отразит технические характеристики
выбранного типа.
3. Переключатель [Welding mode]: Доступны сварка сплошной проволоки с помощью CO2, а также
дополнительный режим сварки флюсовой проволоки (FLUX), мерцающий светодиод отражает выбранный режим сварки.
4. Переключатель [Centralization] и показания: Выбор производится между режимом «с» или
13
Page 14

«без» работающей функции централизованного регулирования. Когда светодиод не мерцает,
аппарат работает в режиме 1, когда светодиод мерцает – в режиме 2.
Режим 1: Светодиод не мерцает. Переключатели [Welding current] и [Welding voltage] должны
быть отрегулированы независимо для достижения желаемого сварочного эффекта.
Режим 2: Светодиод мерцает, [Welding current] и [Welding voltage] могут регулироваться в связке. В общем виде происходит установка [Welding voltage] в положение «стандарт» (в
середине) и регулировка [Welding current]. В этом случае сварочное напряжение автоматически
придет к соответствию сварочному току через ЦПУ внутри сварочного аппарата. Если желаемый
сварочный эффект не достигнут, необходимо произвести тонкую настройку с помощью ручки
[Welding voltage]. Тонкая регулировка сварочного напряжения может компенсировать напряжение в пределах -60% – +50%.
5. Переключатель [Gas check] и показания: светодиод [Gas check] и газовый клапан синхронизированы. При нажатии клапан открывается, может быть произведена проверка газового контура
и регулировка расхода газа; если переключатель не нажат, клапан закрыт; при сварке клапан
открыт и светодиод мерцает.
6. Переключатель функции [Digital meter] и показания: Отображение практического напряжения и практического тока может переключаться путем его нажатия. Когда мерцает светодиод «V»,
отображается сварочное напряжение; когда мерцает «A», отображается сварочный ток.
7. Кнопка [Inching wire feed] (установлена на устройстве подачи проволоки): Производит
подачу проволоки при нажатии. Скорость подачи проволоки меняется при регулировки ручки
«welding current», в это время сварочная проволока не работает.
8. Переключатель питания: Подводит и отводит питание от сварочного аппарата.
Регулировочные ручки
9. Ручка [Welding current](установлена на устройстве подачи проволоки): Регулировка сварочного тока (скорости подачи провода).
10. Ручка [Welding voltage](установлена на устройстве подачи проволоки): Регулировка сварочного напряжения; проведение точной регулировки при нахождении в централизованном
режиме.
11. Ручка [Arc stopping current]: Регулировка сварочного тока при остановке дуги и заполнении
сварочного кратера в режиме «4T».
12. Ручка [Arc stopping voltage]: Регулировка сварочного напряжения при остановке дуги и заполнении сварочного кратера в режиме «4T».
13. Ручка [Inductance characteristic]: Регулирует индуктивность электрического тока для достижения желаемых характеристик дуги, гибкой или жесткой. При повороте против часовой
стрелки индуктивность понижается, а электрическая дуга становится жестче; при повороте по
часовой стрелке индуктивность увеличивается, а электрическая дуга становится более гибкой.
Для достижения желаемого сварочного эффекта дуга должна быть жесткой при низком токе, но
гибкой при высоком.
Дисплей и светодиоды.
14. Отображение предустановленного напряжения, сварочного напряжения и кодов неисправностей. Кроме того, на короткое время после сварки на данном дисплее отображаются технические характеристики сварки. В течение 10 минут после сварки дисплей продолжает мерцать,
14
серия MIG
Page 15

отображая выходные напряжение и ток в последнюю минуту сварки с его помощью, но выходные
значения остановки дуги и заполнения кратера сварки не будут отображены. В соответствии с
отображением, оператор может подтвердить параметры после сварки и может произвести следующую сварочную операцию в течение 10 минут.
Примечание: Если время сварки меньше 3 секунд, значение не может быть отображено кор-
ректно.
15. Защитный светодиод: Мерцает при сбое системы питания (перегрузка по напряжению / недостаток напряжения / недостаток фазы при 3-фазном питании) или при слишком высокой температуре внутри аппарата. Код неисправности можно увидеть на светодиодном цифровом дисплее.
16. Светодиод питания: Мерцает при работе контура управления аппаратом.
Выходы подключения.
17. “+” - выход аппарата: Подключение сварочного кабеля устройства подачи проволоки.
18. “–” - выход аппарата: Подключение заготовки.
19. Гнездо управления: Подключение кабеля управления устройства подачи проволоки.
20. Вывод питания нагревателя CO2: 36 В (150 Вт).
21. Предохранитель питания нагревателя CO2: 5 А.
22. Заземление
Внутренняя регулировка.
1) Предрасходная регулировка времени: Компьютер может выбирать различные варианты
предрасходного времени в соответствии с режимом сварки. В том же режиме существуют два
варианта предрасходного времени, короткое и длинное. Когда 1 из SW2 на дисплее PCB PX-02 (см.
рисунок 6.4.) закрыт, выбирается короткое предрасходное время; когда он открыт – длительное.
рис.6.4.
2) Регулировка времени продува. В том же режиме существуют два варианта времени продува,
короткое и длинное. Когда 2 из SW2 на дисплее PCB PX-02 (см. рисунок 6.4.) закрыт, выбирается
короткое время продува; когда он открыт – длительное.
Регулировка скорости медленной подачи проволоки при поджоге дуги: Существуют 2 варианта
начала дуги с медленной подачей проволоки, с высокой и низкой скоростью. Когда SW4 закрыт,
15
Page 16

скорость примерно равна 1 м/мин.; когда открыт – примерно 1,5 м/мин.
Регулировка напряжения удаление капли плавления: Напряжение удаления капли плавления
при остановке сварки может быть отрегулировано с помощью подстроек потенциометра VR2 на
PX-02, оно становится больше при повороте потенциометра по часовой стрелке.
Примечание: Если напряжение удаления капли плавления будет слишком высоким, капля
плавления будет больше, и желаемый эффект не сможет быть достигнут.
Регулировка времени удаления капли плавления: Время удаление капля плавления при остановке сварки может быть отрегулировано с помощью потенциометра подстройки VR1 на PX-02,
оно становится больше при повороте потенциометра по часовой стрелке.
Примечание: При возникновении склеивания проволоки время удаления капли плавления
должно увеличиваться.
6) Переключатель модели аппарата: SW1 на дисплее PX-02 служит для определения технических параметров сварочного аппарата, предназначен только для использования производителем. Устанавливается перед тем, как аппарат покидает завод. Рекомендуется не регулировать его
после поступления с завода, чтобы не изменять сварочный эффект.
Переключатель устройства подачи проволоки: SW3 на дисплее PX-02 служит для определения
типа устройства подачи проволоки. Устанавливается перед отправкой с завода изготовителя.
Рекомендуется не регулировать его после поступления с завода, чтобы не изменять сварочный
эффект.
Эксплуатационные технологические элементы
1) Переключатель сварочного тока
После вышеприведенных подготовительных работ может быть настроен сварочный ток.
Передача короткого замыкания предназначена для сварочной проволоки диаметра 1,0 – 1,6 мм,
она случается в случае тонкой сварочной проволоки, низкого напряжения и низкого тока. Она
способствует стабильности сварки, малому количеству брызг и красивой форме сварного шва.
Чтобы убедиться, что сварочный провод соответствует оптимальному значению сварочного тока,
пользователи могут настроить сварочный ток в соответствии с нижеприведенной таблицей. Для
справочной информации по различным материалам см. приложение «Сварочные технологии».
Диапазон сварочного тока при передаче короткого замыкания
Сварочная проволока, (мм) Допустимый ток (А) Оптимальный ток (А)
0.8 50 120 70 100
1.0 70 180 80 120
1.2 80 350 100 200
1.6 140 500 140 350
2) Переключатель скорости сварки
Основные параметры, которые стоит учитывать, это качество и продуктивность сварки. Если
скорость сварки будет слишком высокой, защитный эффект ослабится, скорость охлаждения
будет увеличена, гибкость сварного шва – значительно уменьшена, что не пойдет на пользу его
форме. Если скорость сварки будет слишком медленной, заготовка может легко быть перегрета,
а сварной шов будет большим и грубым. На практике скорость сварки обычно не превышает 50
см/мин.
16
серия MIG
Page 17

3) Переключатель вытягивания электрода
Увеличение вытягивания электрода делает сварочную ванну меньше, ускоряет плавление сварочной проволоки и увеличивает продуктивность. Однако если вытягивание электрода будет
слишком длинным, сварочная проволока будет легко ломаться, будет происходить больше разбрызгивания, а процесс сварки будет нестабилен. Как правило, вытягивание электрода превышает диаметр сварочной проволоки в 10 раз.
4) Переключатель расхода газа
Основной параметр, который следует учитывать, это защитный эффект. Защитный эффект при
сварке с внутренним утолщением лучше, чем при сварке с внешним утолщением, таким образом и
расход газа должен быть меньше. При проведении флюсовой сварки защитный газ используется
меньше или не используется вообще. Детальное описание находится в таблице ниже.
Переключатель расхода защитного газа
Режим сварки Тонкопроволочная
сварка
Толстопроволочная
сварка
Сварка с толстой проволокой и высоким
током
Расход газа (л/мин.) 5 15 15 20 20 25
torch switch переключатель дуги
gas газ
wire feed speed скорость подачи проволоки
welding voltage сварочное напряжение
arc starting начало дуги
welding сварка
arc stopping остановка дуги
ball removing удаление капли плавления
welding current сварочный ток
arc stopping current ток остановки дуги
arc stopping voltage напряжение остановки дуги
No time sequence of arc stopping Без временной последовательности остановки дуги
With time sequence of arc stopping С временной последовательностью остановки дуги
OFF OFF (ВЫКЛ.)
ON ON (ВКЛ.)
рис.6.5.
17
Page 18

7. Устранение неисправностей
ВНИМАНИЕ:
Для выполнения технического обслуживания требуется обладать профессиональными знаниями в области электрики и знать правила техники безопасности. Специалисты
должны иметь допуск к проведению таких работ, подтверждаемый специальным сертификатом. Убедитесь в том, что сетевой кабель отключен от сети перед вскрытием сварочного аппарата.
Неисправность Решение
1. Защитный светодиод
мерцает.
a. Отображается код неисправности «E-2». Это означает слишком
высокий или низкий (>460 В или <330 В) уровень питания, а как
следствие, срабатывание системы защиты от избытка или недостатка напряжения. Устраните неисправность в системе питания.
b. Отображается код неисправности «E-3». Это означает срабатывание системы защиты от перегревания:
1) Проверьте значение сварочного тока и рабочее время, производите эксплуатацию прибора в соответствии с параметрами в
инструкции по эксплуатации.
2) Проверьте работу вентилятора во время сварки. Если вентилятор не работает, проверьте наличие напряжения в 380 В на
нем; при наличии напряжения проверьте вентилятор; при отсутствии напряжения проверьте соединение с источником питания.
3) Сбой термопереключателя. Обратитесь в сервисный центр.
c. Отображается код неисправности «E-4»:
1) Короткое замыкание вывода: Отключите аппарат, устраните
проблему короткого замыкания, включите аппарат.
2. При нажатии переключателя сварочного
факела реакция отсутствует, защитный светодиод
не горит.
18
2) Какие-либо части были повреждены. Замените их.
a. Проверьте контакты переключателя сварочного факела и их
подключение к интерфейсу сварочного факела.
b. Проверьте подключение интерфейса устройства подачи про-
волоки.
c. Нажмите переключатель сварочной дуги и
проверьте,принимает напряжение от CN2-7 до CN2-1 на дисплее
PCB PX-02 значение равное 0 В
Нет -- Произошел сбой устройства подачи проволоки PCB
PH-68. Замените его.
Да -- Произошел сбой дисплея PCB PX-02. Обратитесь в сервисный центр
серия MIG
Page 19

3. При нажатии переключателя сварочного
факела для подачи газа
устройство подачи проволоки подает проволоку,
но выход тока нулевой, и
защитный светодиод не
горит.
a. Проверьте подключение кабеля заземления.
b. Проверьте подключение кабеля устройства подачи проволоки.
c. Проверьте сварочную дугу на наличие прерываний.
4. При нажатии переключателя сварочного
факела для подачи проволоки выход тока присутствует, но выход газа
нулевой.
5. При нажатии переключателя сварочного
факела для подачи газа
выход тока присутствует,
но подача проволоки отсутствует.
Нажмите переключатель сварочного факела и проверьте, не
равно ли напряжение от CN6-5 до CN6-1 на подаче проволоки PCB
PH-68 14 вольт:
Нет -- Произошел сбой дисплея PCB PX-02. Замените его.
Да -- Произошел сбой переключателя подачи проволоки. Проверьте на поломку резисторный предохранитель в 0,5 А. При
поломке замените его; в противном случае проверьте, не равно ли
напряжение от CN7-3 до CN7-4 +26 вольт:
Нет -- Произошел сбой переключателя подачи проволоки.
Замените его.
Да -- Произошел сбой газового клапана или его соединения.
Замените его.
Нажмите переключатель сварочной дуги и проверьте, не равно
ли напряжение от CN6-6 до CN6-1 на подаче проволоки PCB PH-68
14 вольт:
Нет -- Произошел сбой дисплея PCB PX-02. Замените его.
Да -- Проверьте, не заблокирована ли сварочная проволока.
Если нет, произошел сбой переключателя подачи проволоки.
Замените его.
6. При нажатии переключателя сварочного
факела сварка может быть
произведена, но значение
тока слишком высокое,
напряжение неизменно,
а напряжение холостого
хода слишком высокое.
a. Проверьте исправность кабеля обратной связи по напряже-
нию.
b. Переведите аппарат в состояние ожидания, отрегулируйте
напряжение и проверьте, меняется ли отображение на светодиодном цифровом дисплее. Если нет, проверьте кабель управления
устройства подачи проволоки и его управляющий переключатель.
c. Проверьте, равно ли напряжение CH13 на переключателе
управления PWM PCB PK-40 10% от напряжения на холостом ходу.
Если нет, замените его.
19
Page 20

7. Сварочный ток неста-
билен.
a. Проверьте, подходит ли ручка (регулятор) на устройстве
подачи проволоки.
b. Проверьте, соответствует ли сварочная проволока ролику
подачи проволоки.
c. Проверьте контактный наконечник сварочной проволоки на
износ и целостность. При необходимости замените его и затяните.
c. Проверьте мундштук сварочного факела на износ и целостность. Меняйте его раз в 15 дней.
e. Проверьте источник и качество сварочной проволоки.
f. При производстве сварки с помощью алюминиевой проволоки
используйте 4-роликовое устройство подачи проволоки, и роликподачи проволоки с «U»-образным желобом.
g. Замените привод PCB PK-40.
8. Сварка проходит нормально, но в конце происходит склеивание сварочной проволоки
9. Сварка проходит нормально, но она обрывается
при завершении дуги, и в
конце сварочной проволоки возникает большая
капля плавления.
10. Капля плавления в
конце сварочной проволоки не очень большая,
но эффект начала дуги
работает плохо.
11. Защитный эффект
валика сварного шва в
конце сварки работает
плохо.
a. Время удаления капли плавления слишком малое. Отрегулируйте нужным образом VR1 на переключателе дисплея, повернув
его по часовой стрелке и повторив сварку.
a. Напряжение удаления капли плавления слишком низкое.
Отрегулируйте нужным образом VR2 на переключателе дисплея,
повернув его по часовой стрелке и повторив сварку.
a. Время удаления капли плавления слишком большое. Отрегулируйте нужным образом VR1 на переключателе дисплея, повернув
его против часовой стрелки и повторив сварку.
b. Напряжение удаления капли плавления слишком высокое.
Отрегулируйте нужным образом VR2 на переключателе дисплея,
повернув его против часовой стрелки и повторив сварку.
Начните дугу на более низкой скорости и установите на
минимум SW4 на переключателе дисплея.
a. По окончании сварки не отдергивайте сварочный факел немедленно, чтобы защитный газ мог оградить горячий валик
сварного шва.
b. Увеличьте время продува: не включайте переключатель 1 на
SW2 главного переключателя (поверните 1 в правое положение).
12. Слишком большой
кратер после сварки.
20
a. Остановите дугу в режиме 4T при низком токе.
b. Измените рабочий режим.
серия MIG
Page 21

13. Газоизмеритель не
нагревается.
a. Розетка нагревателя вставлена неправильно.
b. Проверьте состояние предохранителя на 5 А.
c. Проверьте, равно ли напряжение от CN2-1 до CN1-3 на источнике питания нагревателя PCB PS-02 530 вольт постоянного тока:
Да -- Переключатель управления PS-02 поврежден. Замените
его.
Нет -- Проверьте 3-фазный выпрямляющий мост.
8. Хранение
Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной вентиляцией при температуре от минус 30 до плюс 55 °С и относительной влажности воздуха до 80%
при температуре плюс 20 °С.
Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
Аппарат перед закладкой на длительное хранение должен быть законсервирован.
После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией при температуре выше 0 °С не менее шести часов в упаковке и не менее двух часов – без
упаковки.
9. Транспортировка
Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с правилами перевозок, действующими на каждом виде транспорта.
Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от минус 30 до плюс 55 °С;
- относительная влажность воздуха до 80% при температуре плюс 20 °С.
Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не должна
подвергаться резким ударам и воздействию атмосферных осадков.
Размещение и крепление транспортной тары с упакованным аппаратом в транспортных средствах должно обеспечивать устойчивое положение и отсутствие возможности ее перемещения во
время транспортирования.
ВНИМАНИЕ! Перед использованием изделия ВНИМАТЕЛЬНО изучить раздел «Техника
безопасности» данного руководства.
Данное руководство является неотъемлемой частью аппарата и должно сопровождать его
при изменении местоположения или перепродаже. Пользователь оборудования всегда
отвечает за сохранность и разборчивость данного руководства. Компания «ООО Инсварком»
оставляет за собой право изменения содержания руководства в любое время без предварительного уведомления.
21
Page 22

Для заметок
Page 23

Для заметок
Page 24

Под торговой маркой «Сварог» представлен широкий ассортимент сварочного
оборудования одного из ведущих мировых производителей инверторных аппаратов,
компании JASIC TECHNOLOGY CO., LTD. Компания представлена более чем в 50 странах мира, а сварочное оборудование успешно используется в судостроении, металлургической отрасли, военно-промышленном комплексе, при строительстве газопроводов, на промышленных объектах атомной энергетики и в других отраслях.
В предлагаемой линейке более 70 видов различного сварочного оборудования:
MMA TIG
TIG PULSE
+ MMA
TIG AC/DC
PULSE
MIG CUT
SAW
По вопросам оптовых поставок обращайтесь по телефону +7 (812) 325-01-05.
Адреса розничных магазинов в вашем регионе:
www.svarog-spb.ru, раздел «Кон такт ная инфор ма ция».
 Loading...
Loading...