

Page 1

РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ
УНИВЕРСАЛЬНЫХ СВАРОЧНЫХ ИНВЕРТОРОВ (CT)
МОДЕЛИ
CT 312, CT 312 II, CT 416
Аппараты серии CT
Санкт-Петербург
2008 г.
1
Page 2

СОДЕРЖАНИЕ
Нормы безопасности……….………………………………………………………………….3
Общее описание………………………………………………………………………………..4
Основные характеристики…………………………………………………………………......5
Установка ……………………………………………………………………………………….6
Эксплуатация……………………………..…………………………………………………......8
Техника безопасности…………………………………………………………………………..9
Техническое обслуживание…………………………………………………………………....10
Диагностика неисправностей………………………………………………………………….10
Гарантийные обязательства……………………………………………………………………12
Контактная информация……………………………………………………………………….13
Аппараты серии CT
2
Page 3
Благодарим Вас за то, что вы выбрали сварочное оборудование Группы Компаний
«СВАРОГ», созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих сварочных аппаратов,
гарантируют полную надежность и простоту в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что наше оборудование, предназначенное для промышленного и
профессионального использования типов:
CT312/CT416, CT312 II соответствует требованиям Директив 73/23/ЕЕС «Низковольтное
оборудование» и 89/336/ЕЕС «Электромагнетическая совместимость», а также
Европейскому стандарту ЕN/IEC60974.
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед
установкой и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство, и не
обязана предупреждать об этом заранее.
Руководство по эксплуатации издано 10 апреля 2007 года.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не использовать с дизельными, бензиновыми генераторами.
Не допускается внесение изменений или выполнение каких либо действий, не
предусмотренных данным руководством.
По всем возникшим вопросам, связанных с эксплуатацией и обслуживанием аппарата,
Вы можете получить консультацию у специалистов сервисной компании.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или
иные убытки полученные в результате неправильной эксплуатации аппарата или
самостоятельного вмешательства (изменения) конструкции аппарата ,а так же возможные
последствия незнания или некорректного выполнения предупреждений изложенных в
руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его
при продаже и эксплуатации.
Аппараты серии CT
3
Page 4
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Процессы сварки и резки представляют собой опасность для сварщика и людей, находящихся в
пределах или рядом с рабочей зоной, при неправильной эксплуатации оборудования. Поэтому,
процессы сварки (резки) должны осуществляться только при условии неукоснительного
соблюдения всех действующих норм и правил техники безопасности. Пожалуйста, внимательно
прочтите данное руководство и разберитесь в нем перед установкой и эксплуатацией данного
оборудования.
- переключение режимов функционирования аппарата в процессе
сварки может повредить оборудование;
- после окончания работ по сварке/резке отключите питающий
кабель от электросети;
- пользуйтесь аварийным выключателем при нештатных ситуациях;
- сварочные инструменты должны быть сертифицированы,
соответствовать нормам безопасности и техническим условиям
эксплуатации данного аппарата;
- сварщик должен обладать необходимой квалификацией.
Поражение электрическим током может быть смертельным
- заземляйте установку в соответствии с правилами пользования
электроустановками и техники безопасности
- не касайтесь неизолированных деталей голыми руками. Сварщик
должен осуществлять сварку в сухих перчатках, предназначенных
для сварки.
- сварщик должен держать заготовку на безопасном расстоянии от
себя.
Дым и газ, образующиеся в процессе сварки – опасны для
здоровья.
- не вдыхайте дым и газ в процессе сварки (резки).
- рабочая зона должна хорошо вентилироваться.
Излучение сварочной дуги вредно для глаз и кожи.
- одевайте сварочный шлем, защитные очки и специальную одежду
для осуществления сварки.
- также должны быть приняты меры для защиты людей,
находящихся в рабочей зоне или рядом с ней.
Опасность воспламенения
- искры, возникающие при сварке, могут вызвать пожар, поэтому
все воспламеняющиеся материалы должны быть удалены из
рабочей зоны.
- рядом должен находиться огнетушитель, а персонал – уметь им
пользоваться.
Шум представляет возможную угрозу для слуха
- процесс сварки сопровождается шумом, при необходимости
используйте средства защиты органов слуха.
При возникновении неисправностей:
- обратитесь к данному руководству по эксплуатации
- проконсультируйтесь с сервисной службой или поставщиком
оборудования
Аппараты серии CT
4
Page 5
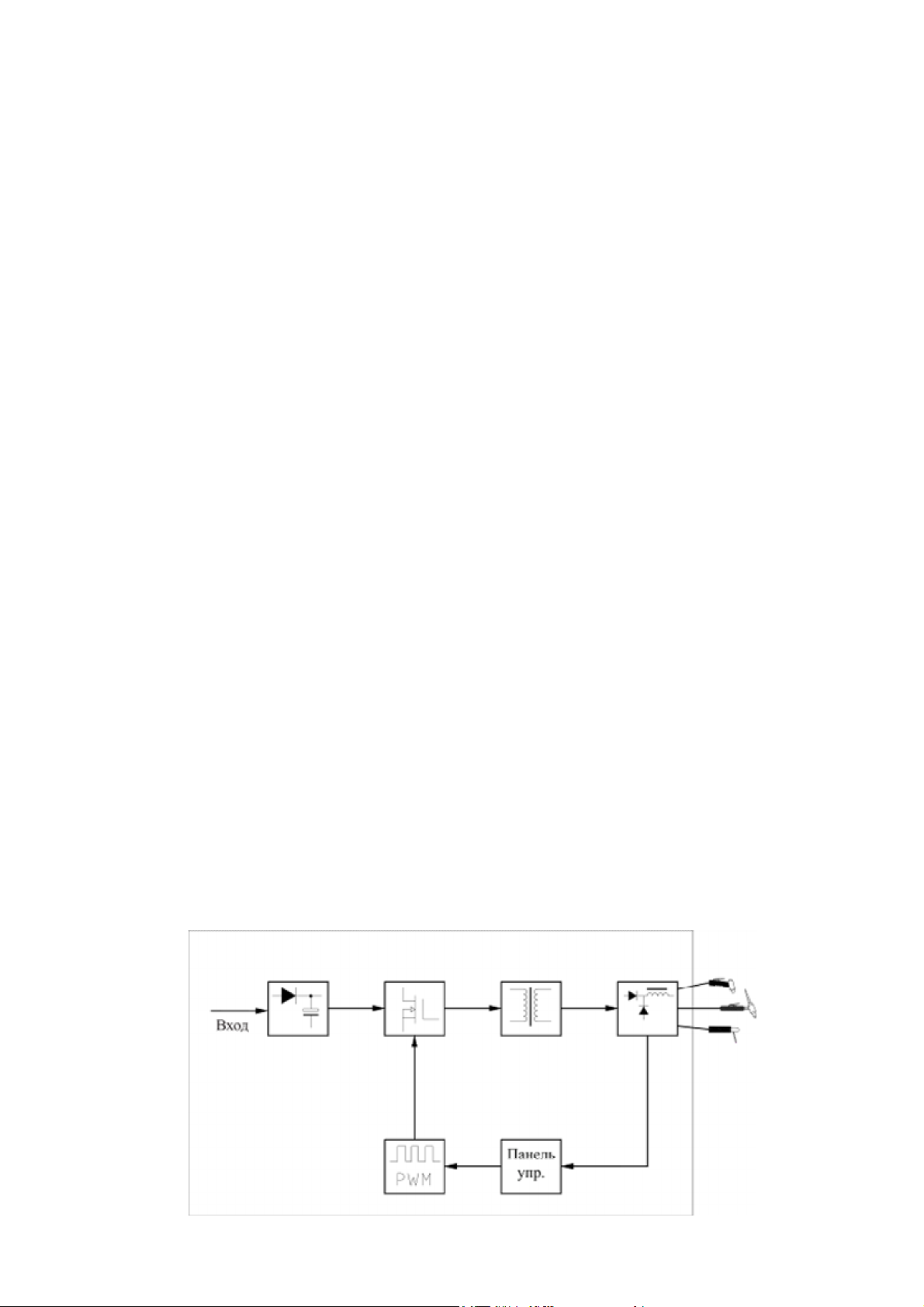
ОБЩЕЕ ОПИСАНИЕ
Аппараты серии CT, предназначенные для сварки и резки произведены на базе современной
инверторной технологии. Благодаря использованию мощных транзисторов MOSFET и
применению принципа широтно-импульсной модуляции (PWM), выпрямленное напряжение
сети преобразуется в высокочастотное переменное напряжение (100КГц), которое подается на
первичную обмотку силового ферритового трансформатора. Затем, на вторичной обмотке
переменное высокочастотное напряжение преобразуется в постоянное. Такой принцип работы
позволяет использовать силовой трансформатор значительно меньшего размера, уменьшить вес
инверторного оборудования и увеличить КПД аппарата до 85%. Для возбуждения дуги
используется осциллятор, генерирующий высоковольтный, высокочастотный импульс
напряжения. Данный аппарат отличается стабильной, надежной и эффективной работой,
портативностью и низким уровнем шума в процессе сварки.
Аппараты серии CT 312 и CT 416 являются многофункциональными. Эти модели
способны выполнять три вида сварочных работ:
- аргонно-дуговая сварка на постоянном токе (TIG DC)
- ручная дуговая сварка (MMA DC)
- плазменная резка
Данное оборудование отличается стабильностью значения сварочного тока при
осуществлении TIG и MMA сварки. Причем, на стабильность сварочного тока не влияет длина
дуги. При осуществлении плазменной резки, столб дуги, обжатый воздухом под высоким
давлением, очень быстро нагревается до температуры 10000-15000˚С и достигает высокой
степени ионизации, в результате чего превращается в мощную плазменную дугу. Плазменная
резка не требует больших затрат энергии, обладает высоким КПД и скоростью резки.
Аппараты CT312 и CT 416 применяются для резки и сварки различных металлов, таких
как углеродистая сталь, нержавеющая сталь, стальные сплавы, медь и другие цветные металлы.
Кроме того, они компактны, обладают высокой производительностью, низким уровнем
энергопотребления, высоким качеством сварки и резки, надежны в работе, коэффициент
полезного действия (КПД) этого оборудования составляет более 85%.
Срок гарантийного обслуживания данного оборудования – 1 год, на запасные части
гарантия не распространяется.
CT312 II – новая модель имеет корпус из высококачественного огнеупорного пластика
АБC (акрилонитрила бутадиена и стирола). Её преимущества по сравнению с аппаратами в
железном корпусе это – привлекательный дизайн, прекрасная изоляция и герметичность.
В течение гарантийного срока все обслуживание производится бесплатно, за
исключением случаев сознательного повреждения оборудования или его неправильной
эксплуатации.
Выполнять работы по ремонту сварочного оборудования в случае его поломки могут только
квалифицированные технические специалисты.
Аппараты серии CT
5
Page 6

ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Тип CT312
CT312 II
CT416
Параметры электросети
, (В) AC
, 220
+
15% AC
, 220
+
15% AC
, 220
+
15% Частота
, (Гц) 50/60
50/60
50/60
Потребляемая мощность
, (КВА)
4,2 4,2 6 Потери холостого хода
, (Вт) 40 40 40 ПВ, (%) 60 60 60
Фактор мощности
0,93 0,93 0,93 КПД, (%)
85 85 85
Класс изоляции
В В В
Класс защиты
IP23
IP23 IP23 Вес,
(кг) 9 9 13 Габаритные размеры
, (мм)
371х155х285
371х155х285
425х205х355
Тип CT312/312 II
CT416
TIG MMA
ПЛАЗМА
TIG MMA
ПЛАЗМА
Потребляемый ток, (А)
10,2 15,6 19 15 22 27,3 Рабочий
ток, (А)
120 110 30 160 150 40 Диапазон регулирования тока, (А)
10-
120 10-110 15-30 15-160 15-150 20-40 Напряжение холостого хода, (В)
55 55
220 62 62 250 Рабочее напряжение, (В)
15 25 92
16,5 26 96 Внутренний диаметр сопла, (мм)
- -
1,0 - - 1,2 Давление воздуха , (МПа)
- -
0,4 - - 0,4 Скорость подачи газа, (
л
/мин.)
2-5 - 80 2-5 - 80
Толщина обрабатываемого металла, (мм)
- - 1-8 - - 1-8
Способ возбуждения
дуги Высоко
Корот.
Контактны
Высоко
-
Корот.
Контактн
-частот.
разряд
замыка-
ние
й способ
ЭЛЕКТРОСХЕМА
частот.
разряд
замыка-
ние
ый способ
Аппараты серии CT
6
Page 7

УСТАНОВКА
1. Сетевой кабель
Заземлите установку, используя провод сечением 2,5 мм2.
Подключите кабель к сети с номинальным напряжением ~ 220В
2. Подсоединение выходных кабелей
2а. Разъем для подключения сварочной горелки и плазматрона.
2б. Двух штыревой разъем для подключения управляющего кабеля от кнопки на горелке.
2в. Силовой разъем, «+» источника, для подключения обратного кабеля в режиме TIG
сварки, либо электрододержателя в режиме MMA.
2г. Силовой разъем «-» источника, для подключения обратного кабеля в режиме MMA.
3. Сетевой тумблер.
При подаче сетевого напряжения, в режиме холостого хода (без сварки) работает
вентилятор охлаждения, индикатор показывает значение заданного тока.
4. Переключатель режимов.
Переключатель предназначен для выборки рабочего режима, а именно: TIG -сварки, MMAсварки или резки.
4а. TIG – сварка.
Установите газовый редуктор на баллоне с защитным газом (Ar), соедините с помощью
газового шланга выход редуктора с медным штуцером на задней панели аппарата. Все
соединения должны быть герметичны.
Подсоедините сварочную горелку.
На силовом кабеле горелки имеется накидная медная гайка, которая должна быть плотно
навинчена на силовой резьбовой разъем.
Необходимо избегать утечки газа и подсоса воздуха.
4б. MMA – сварка.
Подключите электрододержатель к «+» источника, а обратный кабель к «-» источника.
Данное подключение соответствует сварке на обратной полярности. При использовании
электродов для сварки на прямой полярности, электрододержатель подключить к гнезду «-»
источника, а обратный кабель на «+» источника. Требуемая полярность обычно указана на
упаковке электродов заводом изготовителем.
4в. Плазменная резка
Предварительно необходимо установить на корпус аппарата редуктор расхода сжатого
воздуха, который входит в комплект поставки данного оборудования.
4.1. Удалите пластиковые заглушки. Закрепите на корпусе редуктора штуцеры для входа
(IN) и выхода (OUT) сжатого воздуха, а также манометр, используя соответствующие
резьбовые отверстия.
4.2. Установите скобу на задней панели аппарата, используя винты и резьбовые отверстия.
4.3. Вставьте редуктор в посадочное отверстие на скобе, предварительно открутив
пластиковую фиксирующую гайку, расположенную на корпусе редуктора. Закрепите
редуктор с помощью фиксирующей гайки.
4.4. На вход редуктора подсоедините шланг от компрессора. Выход редуктора подсоедините
к штуцеру на задней панели аппарата «Вход Газа». Все соединения должны быть прочно
обжаты хомутами.
4.5. Подсоедините плазматрон к аппарату, используя иловой разъем с резьбой и накидную
медную гайку плазматрона. Подсоедините кабель управления в соответствующий
двухштыревой разъем. Подсоедините силовую вставку обратного кабеля к разъему «+»
источника.
Аппараты серии CT
7
Page 8

4.6. Нажмите кнопку управления и отрегулируйте давление сжатого воздуха по манометру.
Требуемое давление должно составлять не менее 4атм. В процессе работы удаляйте
конденсат из водяного фильтра редуктора.
Пожалуйста обратите внимание на то, что системы подачи газа для TIG-сварки и
плазменной резки отличаются друг от друга.
5. Установка значения сварочного тока.
Значение сварочного тока устанавливается в зависимости от конкретной задачи по
выполнению сварочных работ.
6. Диодный индикатор тепловой защиты и режима защиты от сбоев.
CT312 CT416
Аппараты серии CT
8
Page 9

ЭКСПЛУАТАЦИЯ
1. TIG-сварка
1) Подайте питающее напряжение.
Загорается индикатор сети. Включается вентилятор охлаждения.
2) Установите тумблер 4 в положение TIG-сварка.
3) Нажмите кнопку на горелке и отрегулируйте расход защитного газа.
4) Поднесите горелку к заготовке. Нажмите на кнопку управления. Включается подача газа,
срабатывает осциллятор, загорается дуга.
После окончания сварки в течение нескольких минут осуществляется продувка газа, что
необходимо для защиты вольфрамового электрода и сварочной ванны от окисления.
5) Значение сварочного тока устанавливается потенциометром (поз.5), в зависимости от
толщины свариваемой детали и требуемой скорости сварки.
6) При поджиге дуги держите вольфрамовый электрод на расстоянии 1-4мм от заготовки. В
режиме TIG сварки нельзя замыкать электрод на изделие.
2. MMA - сварка
Подключите аппарат к сети. Установите тумблер (поз.4) в положение MMA-сварка.
Выберите полярность подключения силовых кабелей в зависимости от типа электрода.
Дуга зажигается касанием электрода о заготовку. Касание должно быть кратковременным,
чтобы избежать прилипания электрода к свариваемому изделию.
Значение сварочного тока устанавливается потенциометром (поз.5) в зависимости от
толщины заготовки и скорости сварки.
3. Плазменная резка
Подключите аппарат к сети.
Загорается индикатор сети и включается вентилятор охлаждения.
Установите тумблер выбора режима сварки (поз.4) в положение – плазменная резка.
Подключите к аппарату сжатый воздух. Нажмите на кнопку управления на плазматроне.
Используя вентиль редуктора, отрегулируйте давление сжатого воздуха. Давление воздуха
должно составлять 4атм в рабочем режиме.
Установите значение рабочего тока в зависимости от толщины заготовки и скорости резки.
На холостом ходу поднесите плазматрон к заготовке и коснитесь соплом металла. Нажмите
кнопку управления на плазматроне, убедитесь, что есть подачи сжатого воздуха. Плавно
отведите плазматрон от заготовки.
Возникает плазменный поток. После возбуждения плазменной дуги держите плазматрон на
расстоянии 1-2мм от изделия, для устойчивого горения плазмы.
Аппараты серии CT
9
Page 10

ТЕХНИКА БЕЗОПАСНОСТИ
- При эксплуатации данного аппарата необходимо соблюдать «Правила техники безопасности и
гигиены труда при производстве», «Правила безопасности в газовом хозяйстве», «Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением».
- К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по
эксплуатации, изучившие его устройство. Имеющие допуск к самостоятельной работе и
прошедшие инструктаж по технике безопасности
- Сварщик должен обладать необходимой квалификацией и иметь допуск к проведению
сварочных работ
- Не касайтесь деталей, находящихся под высоким напряжением.
-Отключайте источник питания от сети, прежде чем производить какие-то операции
техобслуживания.
-Сварщик должен быть изолирован от свариваемой детали и от земли, с помощью
изолированных перчаток и одежды.
- Не производите работы с поврежденными или плохо подсоединенными кабелями или с
ослабленными кабельными зажимами.
- Спецодежда должна быть сухой и чистой
- Не работайте во влажных или мокрых помещениях.
-Не наклоняйтесь низко над свариваемыми деталями.
-Автоматический выключатель должен быть защищен и находиться на доступном расстоянии.
- Убедитесь в том, что используемая сеть электропитания имеет клемму заземления.
-Используйте средства защиты от искр, окалины возникающих в процессе сварки/резки.
-На участке должны быть средства пожаротушения.
-Горючие и легковоспламеняющиеся вещества вблизи рабочей зоны и на участке сварки
недопустимы.
- Защищайте тело от ожогов и ультрафиолетового излучения с помощью защитной
жаростойкой одежды (перчатки, шапка, ботинки, шлем, и пр.).
-Используйте сварочную маску.
- Держите электрод или наконечник горелки подальше от себя и от других людей.
-На рабочем месте должна быть аптечка.
-Не надевайте контактные линзы; интенсивное излучение дуги может привести к их
склеиванию с роговицей.
- Заменяйте стекло маски в случае его повреждения, или если оно не подходит для конкретной
операции сварки.
- Прежде, чем касаться руками сварных деталей, дождитесь их полного охлаждения.
- На месте, где установлено сварочное оборудование, не должно быть пыли, едких химических
газов, и воспламеняемых газов и материалов. Влажность воздуха в помещении не должна
превышать 80%.
- Не проводите сварочные работы на открытом воздухе, в местах, незащищенных от прямых
солнечных лучей, дождя, снега и т.д. Работы могут осуществляться при температуре
окружающей среды от -10˚С до +40˚С.
- Оборудование должно устанавливаться на расстоянии не менее 30 см. от стены.
- Рабочая зона должна хорошо вентилироваться.
- Вентиляторы предназначены для охлаждения аппарата в процессе сварки/резки.
Внимание: Следите за тем, чтобы вентиляционные решетки аппарата были всегда открыты. В
радиусе 30 см. от аппарата не должно находится никаких посторонних предметов. Хорошая
вентиляция – одно из наиболее важных условий для нормальной работы аппарата.
- Эксплуатация аппарата при перегрузке запрещена.
Аппарат может самопроизвольно отключиться в процессе сварки/резки. Загорается индикатор
перегрева и режима защиты от сбоев.
Аппараты серии CT
10
Page 11

Режим защиты от сбоев отключается повторным запуском. Отключите сетевое напряжение.
Дождитесь чтобы индикатор «сбоев» погас. Снова подайте сетевое напряжение на аппарат.
В случае, если индикатор сработал в результате перегрева, то отключать аппарат от сетевого
напряжения не следует. Необходимо, чтобы работал вентилятор охлаждения. Когда
температура внутренних компонентов достигнет нормы, индикатор погаснет, можно
продолжать работу по сварке/резке.
- Запрещается подсоединять аппарат к сети, с напряжением больше разрешенного.
Параметры электросети сварочного оборудования указаны в разделе «Основные
характеристики». Аппарат оснащен системой автоматической компенсации напряжения, что
позволяет ему поддерживать его уровень в пределах заданного диапазона. В случае, если
сетевое напряжение не соответствует допустимым отклонениям ±15% от номинала, сварочное
оборудование может быть повреждено.
-При установке аппарата обязательно заземлить корпус. Прежде, чем приступать к сварочным
работам, проверяйте надежность заземления.
Не касайтесь электрода голыми руками, во избежание статического и электрического
поражения током.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Пыль, высокая влажность воздуха и едкие газы отрицательно влияют на сварочное
оборудование. Во избежание возможных поломок, периодически очищайте оборудование с
помощью чистого, сухого сжатого воздуха, подаваемого под давлением.
Пожалуйста, обратите внимание на то, что:
- недостаточный уровень технического обслуживания может привести к снятию аппарата с
гарантии;
- аппарат может быть снят с гарантии в случае попыток его разбора, а также снятия заводской
пломбировки.
Аппараты серии CT
11
Page 12

ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
Внимание: В случае поломки, ремонт данного оборудования может осуществляться только
высококвалифицированными специалистами.
Неисправность Причины неисправности
1. Аппарат включен,
индикатор сети не горит,
вентилятор не работает, ток
на дугу не поступает
2. Во включенном
состоянии аппарата горит
сигнальная лампа, ток на
дугу не поступает,
встроенный вентилятор не
работает
3. Во включенном
состоянии аппарата
встроенный вентилятор
работает, индикатор сбоев
не горит, осциллятор не
действует, поэтому дуга не
загорается
4. Во включенном
состоянии аппарата
индикатор сбоев не горит,
осциллятор работает, нет
тока дуги.
5. Во включенном
состоянии аппарата,
индикатор сбоев не горит,
осциллятор не работает,
дуга возбуждается
касанием.
6. Во включенном
состоянии аппарата горит
индикатор сбоев, нет тока
дуги.
7. Перепады рабочего тока в
процессе сварки.
8. В процессе сварки
возникает чрезмерный
1. Возможно повреждение выключателя сети.
2. Возможно, отсутствует напряжение сети
3. Возможен обрыв в сетевом кабеле
1. Возможно ошибочное подключение аппарата к сети 380В и
срабатывание системы защиты от сбоев. Подсоедините аппарат к
сети 220В и включите снова.
2. Возможен обрыв силового кабеля, или сработала система
защиты от сбоев.
3. Частое включение и выключение аппарата в течение короткого
промежутка времени приводит к включению режима защиты от
сбоев. Выключите аппарат, подождите хотя бы 3 минуты и
включите аппарат снова.
4. Внутренние неисправности электрической схемы управления.
Обратитесь в сервисный центр.
1. Внутренние неисправности электрической схемы управления.
Обратитесь в сервисный центр.
2. Возможно, повреждена сварочная горелка. Обрыв кабеля
управления, либо неисправен микровыключатель на горелке.
1. Возможен обрыв силового кабеля горелки.
2. Возможно отсоединен обратный кабель от аппарата или от
заготовки.
3. Возможно нет контакта между силовым кабелем горелки и
аппаратом.
Не подсоединен шланг подачи защитного газа.
1. Внутренние неисправности электрической схемы. Обратитесь в
сервисный центр.
1. Возможно, оборудование находится в режиме защиты от сбоев.
Выключите аппарат, подождите пока погаснет сигнальный
индикатор и запустите оборудование снова.
2. Возможно, оборудование находится в режиме защиты от
перегрева. Дождитесь момента, когда погаснет, не отключая
аппарат от сети.
3. Внутренние неисправности электрической схемы. Обратитесь в
сервисный центр.
1.Возможно поврежден потенциометр регулятора сварочного
тока. Обратитесь в сервисный центр.
2. Плохой контакт в сетевой розетке.
1. Перепутана полярность подключения силовых кабелей
электрододержателя и обратного кабеля.
Аппараты серии CT
12
Page 13

уровень напряжения.
Трудности при работе
электродами со щелочным
покрытием.
9. Недостаточная величина
рабочего тока, дуга
нестабильна.
1. Недостаточное напряжение сети
2. Плохой контакт обратного кабеля между аппаратом и
изделием.
3. Неисправна система подачи газа
4. Возможно, чрезмерный износ электрода в режиме плазменной
резки
5. В режиме MMA-сварки используется электрод с отсыревшим
покрытием или плохое качество покрытия (осыпание)
6. Внутренние неисправности электрической схемы аппарата.
Обратитесь в сервисный центр.
Аппараты серии CT
13
Page 14

Гарантийные обязательства
1. На всю продукцию марки «Сварог» устанавливается гарантия двенадцать месяцев,
которая включает бесплатный ремонт в случае поломки по вине Производителя.
2. Производитель несет ответственность по гарантийным обязательствам в соответствии с
законодательством Российской Федерации.
3. В течении гарантийного срока Производитель бесплатно устранит дефекты оборудования
путем его ремонта или замены дефектных частей на новые, при условии, что дефект
возник по вине Производителя. Замена дефектных частей производится на основании
письменного заключения сервисной организации, имеющей полномочия от
Производителя на проведение работ по диагностике и ремонту.
4. Гарантийные обязательства Производителя и порядок предъявления рекламаций должны
выполняться в соответствии с Руководством по эксплуатации.
5. Все аппараты, поступившие в сервисный центр, должны быть приняты по акту приемки и
пройти диагностику.
6. Гарантийные обязательства не распространяются на аппараты:
-Имеющие механические, электротехнические, химические повреждения.
-Подвергшихся самостоятельному внесению изменений в конструкцию.
-Использующиеся не по назначению.
-Эксплуатировавшиеся с нарушением требований Руководства по эксплуатации.
-Гарантийный талон которых утрачен или в него внесены дополнения, исправления,
подчистки, невозможность идентификации серийного номера оборудования, печати или
даты продажи -Покупателю может быть отказано в гарантийном ремонте.
-Повреждения которых вызваны несоответствием параметров сети номинальному
напряжению.
7. Гарантия не распространяется на:
-Кабели, горелки ,аксессуары, шланги не входящих в комплект поставки, или имеющих
внешнее повреждения механического или иного характера.
Сварочный аппарат должен быть очищен от пыли и грязи, иметь оригинальный читаемый
заводской номер, в заводской комплектации, и принят по акту приемки
Аппараты серии CT
14
Page 15

Контактная информация.
Представитель производителя:
ООО «ИНСВАРКОМ»
197343 Санкт-Петербург, ул. Студенческая 10, офис С7b
тел (812)325 01 05 факс (812)325 01 04
www.svarog-spb.ru, info@svarog-spb.ru
Адреса сервисных центров
Санкт-Петербург
197343 Земледельческая д. 3
ООО «Сварка-Сервис» тел (812) 303-93-32
Санкт- Петербург
197183 улица Рубежная д. 2
ООО «ПТК-СЕРВИС» тел (812) 431-18-89
Москва
1-й Дорожный проезд, дом 6
ООО «Сварби» тел (495) 518-94-64
Москва
Сибирский проезд д. 2 к. 3
ООО НПП «Источник» тел (495) 671-39-93
Москва
111141 улица Плеханова д. 12
ООО «Сварочная техника» тел (495) 368-40-09
Аппараты серии CT
15
Page 16

М П фирмы производителя
Изделие Сварочный аппарат Модель
Серийный номер Срок гарантии 1 год
Представитель производителя: ООО"Инсварком" Дата отгрузки
Адрес фирмы продавца:
Телефон фирмы продавца:
ГАРАНТИЙНЫЙ ТАЛОН № 3 - от 20 года
Отрывной талон 2 (Гарантийный талон № )
Изделие
Модель
Серийный номер
Срок гарантии
Фирма продавец
Дата продажи
_________________________________________________________________________
Отрывной талон 1 (Гарантийный талон № )
Изделие
Модель
Серийный номер
Подпись продавца _______ М П
Подпись продавца _______ М П
Срок гарантии
Фирма продавец
Дата продажи
Подпись продавца _______ М П
Аппараты серии CT
16
 Loading...
Loading...