

Page 1
Инверторный сварочный аппарат
REAL ARC 250 (Z244)
REAL ARC 250 (Z227)
REAL ARC 315 (Z29801)
REAL ARC 400 (Z29802)
REAL ARC 500 (Z316)
Руководство по эксплуатации
Page 2

Page 3
REAL ARC
СОДЕРЖАНИЕ
1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО
ЭКСПЛУАТАЦИИ
2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
3. ОБЩЕЕ ОПИСАНИЕ
3.1. Общее описание оборудования
4. МЕРЫ БЕЗОПАСНОСТИ
4.1. Условия эксплуатации оборудования
4.2. Меры безопасности при проведении сварочных работ
4.3. Пожаровзрывобезопасность
4.4. Электробезопасность
4.5. Электромагнитные поля и помехи
4.6. Классификация защиты по IP
5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
6. ОПИСАНИЕ АППАРАТА
7. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ
7.1. Общие рекомендации для MMA сварки
8. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ
8.1. Общие рекомендации для строжки
4
4
5
5
7
7
7
8
8
9
9
11
12
18
19
24
24
9. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
10. ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MMA СВАРКИ
11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
12. УСТРАНЕНИЕ НЕПОЛАДОК
13. ХРАНЕНИЕ
14. ТРАНСПОРТИРОВКА
25
30
32
33
34
34
3
Page 4
1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА
ПО ЭКСПЛУАТАЦИИ
Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и
использованием оборудования.
Руководство является неотъемлемой частью аппарата и должно сопровождать его при
изменении местоположения или перепродаже.
Информация, содержащаяся в данной публикации является верной на момент поступления в печать. Компания в интересах развития оставляет за собой право изменять спецификации и комплектацию, также вносить изменения в конструкцию оборудования в любой
момент времени без предупреждения и без возникновения каких-либо обязательств.
Производитель не несет ответственности за последствия использования или работу аппарата в случае неправильной эксплуатации или внесения изменений в конструкцию, а также
за возможные последствия по причине незнания или некорректного выполнения условий
эксплуатации, изложенных в руководстве.
Пользователь оборудования всегда отвечает за сохранность и разборчивость данного
руководства.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием аппарата, вы
можете получить консультацию у специалистов нашей компании.
ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания
сo стороны пользователя.
2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
Благодарим вас за то, что вы выбрали сварочное оборудование торговой марки «Сварог»,
созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы и комплектующие, используемые при изготовлении этих
сварочных аппаратов, гарантируют высокий уровень надежности и простоту в техническом
обслуживании и работе.
ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
Настоящим заявляем, что оборудование предназначено для промышленного
и профессионального использования, имеет декларацию о соответствии ЕАС.
Соответствует требованиям ТР ТС 004/2011 «Низковольтное оборудование» и
ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
4
Page 5

REAL ARC
3. ОБЩЕЕ ОПИСАНИЕ
Производство сварочного оборудования ТМ «Сварог» осуществляется на заводе Shenzhen
Jasic Technology – одном из ведущих мировых производителей инверторных аппаратов,
который уже 20 лет поставляет сварочное оборудование в США, Австралию и страны Европы.
В России эксклюзивным представителем Shenzhen Jasic Technology является компания
«ИНСВАРКОМ».
В настоящий момент компания Shenzhen Jasic Technology имеет четыре научно-исследовательских центра и три современных производственных площадки. Благодаря передовым
исследованиям компания получила более 50 национальных патентов и 14 наград за вклад
в национальную науку и развитие технологий в области сварки, завод также обладает статусом предприятия государственного значения. Производство компании имеет сертификат ISO 9001,
производственный процесс и продукция соответствуют мировым стандартам.
С 2007 года оборудование торговой марки «Сварог» успешно зарекомендовало себя у
нескольких сотен тысяч потребителей в промышленности, строительстве, на транспорте и в
бытовом использовании. Компания предлагает широкий ассортимент сварочного оборудования и сопутствующих товаров:
• Инверторное оборудование для ручной дуговой сварки;
• Инверторное оборудование для аргонодуговой сварки;
• Инверторные полуавтоматы для сварки в среде защитных газов;
• Оборудование для воздушно-плазменной резки;
• Универсальные и комбинированные сварочные инверторы;
• Аксессуары, комплектующие и расходные материалы;
• Средства защиты для сварочных работ.
Компания имеет широкую сеть региональных дилеров и сервисных центров по всей
территории России. Все оборудование обеспечивается надежной технической поддержкой,
которая включает гарантийное и послегарантийное обслуживание, поставки расходных
материалов, обучение, пусконаладочные и демонстрационные работы, а также консультации
по подбору и использованию оборудования. При поступлении на склад вся продукция проходит контрольное тестирование и тщательную предпродажную проверку, что гарантирует
стабильно высокое качество товаров ТМ «Сварог».
3.1. ОБЩЕЕ ОПИСАНИЕ ОБОРУДОВАНИЯ
Инверторные сварочные аппараты REAL ARC 250 (Z244), REAL ARC 250 (Z227), REAL ARC 315
(Z29801), REAL ARC 400 (Z29802), REAL ARC 500 (Z316) предназначены для ручной дуговой сварки, наплавки покрытыми электродами и строжки угольными электродами.
Широкий выбор функций и параметров сварки позволяют получить сварное соединение
5
Page 6

необходимого качества.
Параметры для ММА сварки в зависимости от модели аппарата:
• Сила тока.
• Горячий старт.
• Форсаж.
• MMA DC.
Дополнительные функции в зависимости от модели аппарата:
• Индикация силы тока.
• Подключение пульта Д/У.
• Режим ТIG Lift.
6
Page 7
REAL ARC
4. МЕРЫ БЕЗОПАСНОСТИ
При неправильной эксплуатации оборудования процесс сварки представляет собой опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной.
При эксплуатации оборудования и последующей его утилизации необходимо соблюдать
требования действующих государственных и региональных норм и правил безопасности
труда, экологической, санитарной и пожарной безопасности.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации и устройство аппарата, имеющие допуск к самостоятельной работе и прошедшие
инструктаж по технике безопасности.
4.1. УСЛОВИЯ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
• Аппараты предназначены только для тех операций, которые описаны в данном руководстве. Использование оборудования не по назначению может привести к выходу его из
строя.
• Сварочные работы должны выполняться при влажности не более 80%. При использовании оборудования температура воздуха должна составлять от -10°С до +40°С.
• В целях безопасности рабочая зона должна быть очищена от пыли, грязи и оксидирующих газов в воздухе.
• Перед включением аппарата убедитесь, что его вентиляционные отверстия остаются
открытыми, и он обеспечен продувом воздуха.
• Запрещено эксплуатировать аппарат, если он находится в неустойчивом положении
и его наклон к горизонтальной поверхности составляет больше 15°.
ВНИМАНИЕ! Не используйте данные аппараты для размораживания
труб, подзарядки батарей или аккумуляторов, запуска двигателей.
ВНИМАНИЕ! Данное оборудование нельзя эксплуатировать при загрязненном окружающем воздухе или повышенной влажности без специальных фильтров, исключающих попадание влаги, мелких посторонних
предметов и пыли внутрь аппарата.
4.2. МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
• Дым и газ, образующиеся в процессе сварки, опасны для здоровья. Рабочая зона должна хорошо вентилироваться. Старайтесь организовать вытяжку непосредственно над зоной
сварки.
• Не работайте в одиночку в тесных, плохо проветриваемых помещениях – работа долж-
7
Page 8
на вестись под наблюдением другого человека, находящегося вне рабочей зоны.
• Излучение сварочной дуги опасно для глаз и кожи. При сварке используйте сварочную маску, защитные очки и специальную одежду с длинным рукавом вместе с перчатками
и головным убором. Одежда должна быть прочной, подходящей по размеру, из негорючего
материала. Используйте прочную обувь для защиты от воды и брызг металла.
• Не надевайте контактные линзы, интенсивное излучение дуги может привести к их
склеиванию с роговицей.
• Процесс сварки сопровождается поверхностным шумом, при необходимости используйте средства защиты органов слуха.
• Помните, что заготовка и оборудование сильно нагреваются в процессе сварки.
Не трогайте горячую заготовку незащищенными руками.
• Во время охлаждения свариваемых поверхностей могут появляться брызги, и температура заготовок остается высокой в течение некоторого времени.
• Должны быть приняты меры для защиты людей, находящихся в рабочей зоне или рядом с ней. Используйте для этого защитные ширмы и экраны. Предупредите окружающих,
что на дугу и раскаленный металл нельзя смотреть без специальных защитных средств.
• Всегда держите поблизости аптечку первой помощи. Травмы и ожоги, полученные во
время сварочных работ, могут быть очень опасны.
ВНИМАНИЕ! После завершения работы убедитесь в безопасности рабочей зоны, чтобы не допустить случайного травмирования людей или
повреждения имущества.
4.3. ПОЖАРОВЗРЫВОБЕЗОПАСНОСТЬ
• Искры, возникающие при сварке, могут вызвать пожар, поэтому все воспламеняющиеся
материалы должны быть удалены из рабочей зоны.
• Рядом с рабочей зоной должны находиться средства пожаротушения, персонал обязан
знать, как ими пользоваться.
• Запрещается сварка сосудов, находящихся под давлением, емкостей, в которых находились горючие и смазочные вещества. Остатки газа, топлива или масла могут стать причиной
взрыва.
• Запрещается носить в карманах спецодежды легковоспламеняющиеся предметы
(спички, зажигалки), работать в одежде с пятнами масла, жира, бензина и других горючих
жидкостей.
4.4. ЭЛЕКТРОБЕЗОПАСНОСТЬ
• Для подключения оборудования используйте розетки с заземляющим контуром.
• Запрещается производить любые подключения под напряжением.
8
Page 9
REAL ARC
• Категорически не допускается производить работы при поврежденной изоляции кабеля, горелки, сетевого шнура и вилки.
• Не касайтесь неизолированных деталей голыми руками. Сварщик должен осуществлять
сварку в сухих сварочных перчатках.
• Отключайте аппарат от сети при простое.
• Переключение режимов функционирования аппарата в процессе сварки может повредить оборудование.
• Увеличение длины сварочного кабеля или кабеля горелки на длину более 8 метров
повышает риск перегрева кабеля и снижает выходные характеристики сварочного аппарата
в зоне сварочной ванны.
ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
отключите оборудование, при необходимости обратитесь за медицинской помощью. Перед возобновлением работы тщательно проверьте
исправность аппарата.
4.5. ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ И ПОМЕХИ
• Сварочный ток является причиной возникновения электромагнитных полей. При длительном воздействии они могут оказывать негативное влияние на здоровье человека.
• Электромагнитные поля могут вызывать сбои в работе оборудования, в том числе
в работе слуховых аппаратов и кардиостимуляторов. Люди, пользующиеся медицинскими
приборами, не должны допускаться в зону сварки без консультации с врачом.
• По возможности электромагнитные помехи должны быть снижены до такого уровня,
чтобы не мешать работе другого оборудования. Возможно частичное экранирование электрооборудования, расположенного вблизи от сварочного аппарата.
• Соблюдайте требования по ограничению включения высокомощного оборудования
и требования к параметрам питающей сети. Возможно использование дополнительных
средств защиты, например, сетевых фильтров.
• Не закручивайте сварочные провода вокруг себя или вокруг оборудования, будьте
особенно внимательны при использовании кабелей большой длины.
• Не касайтесь одновременно силового кабеля электрододержателя и провода заземления.
• Заземление свариваемых деталей эффективно сокращает электромагнитные помехи,
вызываемые аппаратом.
4.6. КЛАССИФИКАЦИЯ ЗАЩИТЫ ПО IP
Сварочные аппараты REAL ARC 250 (Z244), REAL ARC 250 (Z227), REAL ARC 315 (Z29801), REAL
ARC 400 (Z29802), REAL ARC 500 (Z316) обладают классом защиты IP21S. Это означает, что
9
Page 10
корпус аппарата отвечает следующим требованиям:
• Защита от проникновения внутрь корпуса пальцев и твердых тел диаметром более 12 мм.
• Капли воды, падающие вертикально, не оказывают вредного воздействия на изделие.
Оборудование было отключено от сети во время тестов на влагозащиту.
ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
производить сварку под дождем или снегом категорически запрещено.
Данный класс защиты не означает защиту от конденсата. По возможности обеспечьте постоянную защиту оборудования от воздействия
атмосферных осадков.
10
Page 11
REAL ARC
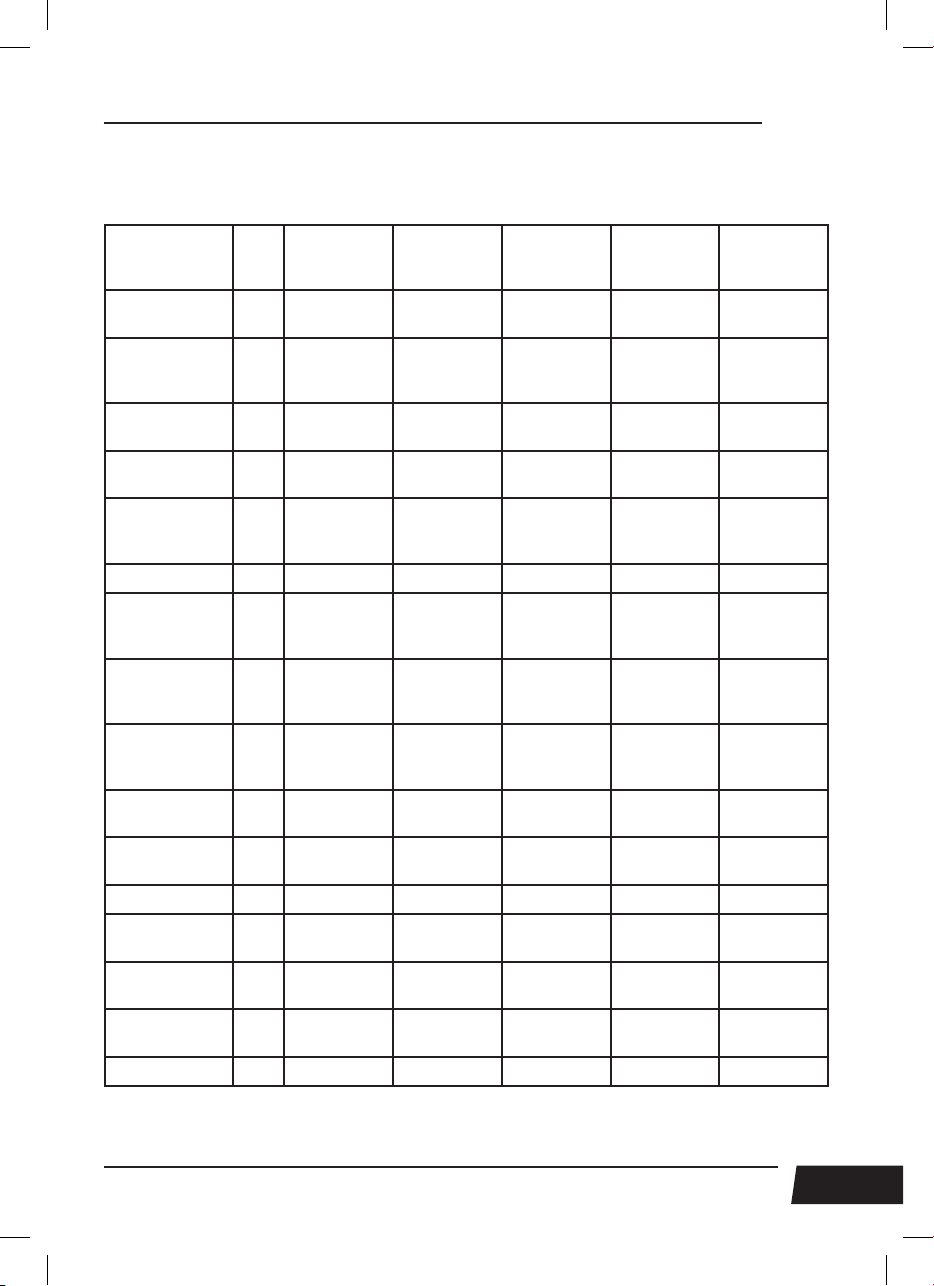
5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наименование
параметра
Параметры
сети
Потребляемая
мощность
MMA/TIG
Потребляемый
ток
Сварочный ток
MMA/TIG
Рабочее
напряжение
MMA/TIG
ПН (40° C) % 60 60 60 60 60
Сварочный ток
при ПН 100%
MMA/TIG
Напряжение
холостого хода
MMA/TIG
Диаметр
электрода
MMA/TIG
Температура
эксплуатации
Коэффициент
мощности
КПД % 85 85 87 87 85
Класс
изоляции
Степень
защиты
Габаритные
размеры
Масса кг 6,6 9,6 19,8 19,8 22,3
Ед.
изм.
В; Гц 160-270; 50 380±15; 50 380±15; 50 380±15; 50 380±15; 50
кВА 9,4/6,4 11,3/- 12,4/- 16,1/- 25/18
А 44 17 18,9 24,5 38
А 20-250/
В 20,8-28,8/
А 193/193 193/- 243/- 294/- 387/387
В 68/15 63/- 63/- 63/- 75/9
мм 1,5-5,0/
°C -10+40 -10+40 -10+40 -10+40 -10+40
IP 21S 21S 21S 21S 21S
мм 375х135х280 430х168х312 520х260х440 520х260х440 520х260х440
REAL
ARC 250
(Z244)
20-250
10,8-18,8
2,0-4,0
0,76 0,78 0,95 0,95 0,97
F F F F F
REAL
ARC 250
(Z227)
20-250/- 30-315/- 30-380/- 30-500/
20,8-30,0/- 21,2-32,6/- 21,2-35,2/- 21,2-40,0/
1,5-5,0/- 1,5-6,0/- 1,5-6,0/- 1,5-6,0/
REAL
ARC 315
(Z29801)
REAL
ARC 400
(Z29802)
REAL
ARC 500
(Z316)
30-500
11,2-30,0
2,0-4,0
11
Page 12

6. ОПИСАНИЕ АППАРАТА
На рисунке 6.1 показан вид спереди и сзади аппарата REAL ARC 250 (Z244).
2
1
3
4
5
10
6
7
Рис. 6.1. Вид спереди и сзади.
Поз. Параметры Описание
1 Индикатор Показывает силу сварочного тока.
2 Индикатор сети Загорается, когда аппарат включен.
3 Индикатор перегрева Загорается, когда аппарат перегрелся.
4 Регулятор тока сварки В зависимости от толщины основного металла (см.
5 Кнопка переключения
способа сварки
6
Панельная розетка «–»
7
Панельная розетка «+»
8 Вентиляционные отверстия Охлаждение сварочного аппарата.
9 Сетевой кабель Сетевое подключение 220 В.
10 Кнопка включения Включение сварочного аппарата.
табл. 7.2, 7.3).
MMA DC
Ручная дуговая сварка покрытым электродом.
TIG Lift DC
Аргонодуговая сварка неплавящимся электродом
(см. рис. 6.8).
Используется для подключения сварочных кабелей.
Используется для подключения сварочных кабелей.
8
9
12
Page 13

REAL ARC
На рисунке 6.2 показан вид спереди и сзади аппарата REAL ARC 250 (Z227).
2
1
3
4
10
5
9
6
7
Рис. 6.2. Вид спереди и сзади.
Поз. Параметры Описание
1 Индикатор Показывает силу сварочного тока.
2 Индикатор сети Загорается, когда аппарат включен.
3 Индикатор перегрева Загорается, когда аппарат перегрелся.
4 Регулятор тока сварки В зависимости от толщины основного металла (см.
5 Регулятор форсажа дуги См. рис. 6.7.
6
Панельная розетка «–»
7
Панельная розетка «+»
8 Вентиляционные отверстия Охлаждение сварочного аппарата.
9 Сетевой кабель Сетевое подключение 380 В.
10 Тумблер включения Включение сварочного аппарата.
табл. 7.2, 7.3).
Используется для подключения сварочных кабелей.
Используется для подключения сварочных кабелей.
8
13
Page 14

На рисунке 6.3 показан вид спереди и сзади аппаратов REAL ARC 315 (Z29801), REAL ARC
400 (Z29802).
2
3
4
5
1
7
6
13
10
8
Поз. Параметры Описание
1 Индикатор Показывает силу сварочного тока.
2 Индикатор перегрева Загорается, когда аппарат перегрелся.
3 Индикатор перегрузки Перегрузка по току.
4 Регулятор горячего старта См. рис. 6.6.
5 Регулятор форсажа дуги См. рис. 6.7.
6 Кнопка включения пульта
Д/У
7 Регулятор тока сварки В зависимости от толщины основного металла (см.
8
Панельная розетка «+»
9
Разъем пульта Д/У
10
Панельная розетка «–»
11 Вентиляционные отверстия Охлаждение сварочного аппарата.
12 Сетевой кабель Сетевое подключение 380 В.
13 Тумблер включения Включение сварочного аппарата.
9
Рис. 6.3. Вид спереди и сзади.
Используется при подключении пульта Д/У.
табл. 7.2, 7.3).
Используется для подключения сварочных кабелей.
Подключение пульта Д/У.
Используется для подключения сварочных кабелей.
11
12
14
Page 15

REAL ARC
На рисунке 6.4 показан вид спереди и сзади аппарата REAL ARC 500 (Z316).
2
3
4
5
1
8
7
6
14
11
9
Поз. Параметры Описание
1 Индикатор Показывает силу сварочного тока.
2 Индикатор перегрева Загорается, когда аппарат перегрелся.
3 Индикатор перегрузки Перегрузка по току.
4 Регулятор горячего старта См. рис. 6.6.
5 Регулятор форсажа дуги См. рис. 6.7.
6 Кнопка включения пульта
Д/У
7 Кнопка переключения
способа сварки
8 Регулятор тока сварки В зависимости от толщины основного металла (см.
9
Панельная розетка «+»
10
Разъем пульта Д/У
11
Панельная розетка «–»
12 Вентиляционные отверстия Охлаждение сварочного аппарата.
13 Сетевой кабель Сетевое подключение 380 В.
14 Тумблер включения Включение сварочного аппарата.
10
Рис. 6.4. Вид спереди и сзади.
Используется при подключении пульта Д/У.
MMA DC
Ручная дуговая сварка покрытым электродом.
TIG Lift DC
Аргонодуговая сварка неплавящимся электродом
(см. рис. 6.8).
табл. 7.2, 7.3).
Используется для подключения сварочных кабелей.
Подключение пульта Д/У.
Используется для подключения сварочных кабелей.
12
13
15
Page 16

В зависимости от модели инверторные сварочные аппараты обладают следующими
функциями:
Antistick - данная функция устраняет прилипание электрода к изделию. Аппарат
автоматически снижает ток до минимального, чтобы не допустить перегрев электрода (см.
рис. 6.5).
Рис. 6.5. Antistick.
Горячий старт для обеспечения лучшего поджига дуги в начале сварки. Инвертор
автоматически повышает сварочный ток. Это позволяет значительно облегчить начало
сварочного процесса (см. рис. 6.6).
16
Рис. 6.6. Горячий старт.
Page 17

REAL ARC
Форсаж дуги рекомендуется применять при сварке покрытыми электродами на малых
токах. В процессе сварки происходит автоматическая регулировка силы сварочного тока,
что уменьшает склонность к залипанию покрытого электрода к свариваемой детали (см.
рис. 6.7).
Рис. 6.7. Форсаж дуги.
Lift TIG - возбуждение дуги путем касания вольфрамового электрода о поверхность
свариваемого металла (cм. рис. 6.8).
Рис. 6.8. Поджиг касанием.
1. Коснитесь кончиком электрода поверхности изделия.
2. Наклоните горелку в бок, как показано на картинке, и нажмите кнопку на сварочной горелке.
3. При появлении сварочной дуги отведите горелку вверх и начинайте сварочный процесс
.
17
Page 18

7. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ
Схема подключения оборудования для сварки покрытыми электродами показана на
рисунке 7.1.
1
2
Рис. 7.1. Схема подключения оборудования.
1. Ýлектрододержатель. 2. Клемма заземления. 3. Сварочный аппарат. 4. Сетевой шнур.
4
3
1. На передней панели сварочного аппарата расположены два панельных разъема: «+» и
«-». Для плотного закрепления кабеля с электрододержателем и кабеля с клеммой заземления в разъемах необходимо вставить силовой наконечник с соответствующим кабелем в
панельный разъем до упора и повернуть его по часовой стрелке до упора.
При неплотном подсоединении кабелей возможны выгорание панельных розеток и выход из строя источника питания.
Выбирайте способ подключения и режимы сварки в зависимости от конкретной ситуации
и типа электрода согласно рекомендациям производителя материалов или требованиям
технологического процесса (см. раздел 7.1). Неправильное подключение оборудования
может вызвать нестабильность горения дуги, разбрызгивание расплавленного металла и
прилипание электрода.
2. Подсоедините сетевой кабель к электросети с требуемыми параметрами. Проверьте
надежность соединения кабеля и сетевой розетки (см. рис. 7.2).
18
Page 19

REAL ARC
2
а
1
в
б
Рисунок 7.2. Схема подключения к сети 380 В.
1. Выключатель. 2. Предохранители. 3. Сетевой кабель источника питания: а) чёрный –
подключение фазы, б) коричневый - подключение фазы, в) серый - подключение фазы, г)
желто-зелёный заземляющий кабель (земля, не соединять с нулевым проводом).
3. Выставьте необходимое значение силы тока (см. таблицу 7.2 ).
4. Начинайте сварочный процесс.
г
3
7.1. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ MMA СВАРКИ
Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведению его на требуемое расстояние. Технически этот процесс можно
осуществлять двумя приемами:
• касанием электрода впритык и отведением его вверх;
• чирканием концом электрода, как спичкой о поверхность изделия.
19
Page 20

Рис. 7.3. Способы зажигания сварочной дуги.
Не стучите электродом по рабочей поверхности при попытках зажечь дугу, вы можете
отбить его покрытие и в дальнейшем только усложнить себе задачу.
Электроды для сварки должны быть сухими или прокаленными в соответствии с режимом
прокалки для данных электродов, соответствовать выполняемой работе, свариваемой марке
стали и ее толщине, току сварки и полярности.
Свариваемые поверхности должны быть по возможности сухими, чистыми, не иметь
ржавчины, краски и прочих покрытий, затрудняющих электроконтакт.
Как только дуга будет зажжена, электрод надо держать так, чтобы расстояние от конца
электрода до изделия примерно соответствовало диаметру электрода. Для получения равномерного шва далее данную дистанцию необходимо поддерживать постоянной (см. рис. 7.4).
3
2
1
Рис. 7.4. Схема образования дуги:
А) короткое замыкание; Б) образование дуги; В) правильное положение электрода при
сварке, где: 1 - металл, 2 - электрическая дуга, 3 - электрод, Lд - расстояние от электрода до
поверхности сварочной ванны.
20
Page 21

REAL ARC
Длина дуги при сварке покрытым электродом считается нормальной в пределах 0,5-1,1
диаметра электрода.
При горении дуги в жидком металле образуется кратер (см. рис. 7.5), являющийся местом
скопления неметаллических включений, что может привести к возникновению трещин.
Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание следует
производить позади кратера и только после этого производить процесс сварки. Не допускайте затекания жидкого металла впереди дуги.
Рис. 7.5. Начало сварки при смене электрода.
Старайтесь заканчивать сварку заваркой кратера, это достигается путем укорачивания
дуги вплоть до частых кратковременных замыканий.
При сварке на постоянном токе также следует учитывать эффект электромагнитного
дутья дуги. Для уменьшения данного фактора следует перемещать место клеммы заземления либо изменить угол наклона электрода (см. рис. 7.6).
Рис. 7.6. Схема отклонения дуги постоянного тока.
21
Page 22

Существует два способа подключения сварочного оборудования для работы на
постоянном токе (см. рис. 7.7):
Рис. 7.7. Способы подключения.
• прямая полярность — электрододержатель (горелка) подсоединен к разъему «-», а
заготовка к «+»;
• обратная полярность — заготовка подсоединена к разъему «-», а электрододержатель
(горелка) к «+».
Выбирайте способ подключения в зависимости от конкретной ситуации и типа электрода.
Неправильное подключение оборудования может вызвать нестабильность горения дуги,
разбрызгивание расплавленного металла и прилипание электрода.
Если не известна марка электрода и у вас возникли затруднения в
выборе полярности, то учитывайте, что большинству марок электродов
рекомендована обратная полярность.
Старайтесь избегать ситуации, когда приходится использовать чрезмерно длинные кабель
электрододержателя и обратный кабель.
При необходимости увеличения их длины увеличивайте тогда также и
сечения кабелей с целью уменьшения падения напряжения на кабелях
(см. таблицу 7.1).
22
Page 23

REAL ARC
Таблица 7.1. Сечение сварочного кабеля.
Сила
тока
100 А КГ 1х16 КГ 1х25 КГ 1х25 КГ 1х35 КГ 1х35 КГ 1х50 КГ 1х50 КГ 1х50
150 А КГ 1х25 КГ 1х25 КГ 1х35 КГ 1х50 КГ 1х50 КГ 1х75 КГ 1х75 КГ 1х95
200 А КГ 1х25 КГ 1х35 КГ 1х50 КГ 1х75 КГ 1х75 КГ 1х95 КГ 1х95
250 А КГ 1х35 КГ 1х50 КГ 1х75 КГ 1х95 КГ 1х95
300 А КГ 1х35 КГ 1х50 КГ 1х75 КГ 1х95
350 А КГ 1х50 КГ 1х75 КГ 1х95
400 А КГ 1х50 КГ 1х75
450 А КГ 1х50 КГ 1х95
500 А КГ 1х95 КГ 1х95
15 20 30 40 45 55 60 70
Длина сварочного кабеля, м
Зависимость силы сварочного тока от диаметра электрода и толщины свариваемого металла при сварке в нижнем положении:
Таблица 7.2. Сводная таблица зависимостей при ММА сварке.
Диаметр электрода, мм Сварочный ток, А Толщина металла, мм
1,5 25-40 1-2
2 60-70 3-5
3 90-140 3-5
4 160-200 4-10
5 220-280 10-15
Таблица 7.3. Рекомендации по выбору электродов.
Металл Марка электрода
Углеродистые, конструкционные и
низколегированные стали
Нержавеющие стали 12Х18Н10, 12Х17 и т. д.
аустенитного класса
Алюминий и его сплавы ОЗА-1, ОЗА-2
АНО-4, МР-3, АНО-6, ОК 46, ОЗС-12,
(УОНИИ-13/55) и т. д.
ЦТ-15, ЦЛ-11, ЦЛ-15, ОЗЛ-6, ОЗЛ-8 и т. д.
Данные рекомендации носят ознакомительный характер.
23
Page 24

8. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ
Порядок подключения оборудования аналогичен ММА сварке (см. раздел 7).
• Переключите тумблер в положение «ВКЛ», перейдите в режим ММА.
• Задайте необходимый сварочный ток (см. таблицу 8.1).
• Выставьте необходимое давление воздуха на компрессоре.
• Начинайте процесс строжки.
8.1. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ СТРОЖКИ
Строжка угольным электродом представляет собой метод, при котором металл, расплавленный сварочной дугой, выдувается струей сжатого воздуха.
Строжка используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий.
Угольные электроды для строжки бывают двух видов круглые и плоские (см. таблицу 8.1).
Форма электрода выбирается в зависимости от необходимых технологических задач.
Давление сжатого воздуха должно составлять от 0,4 до 0,6 МПа.
Таблица 8.1. Размеры графитовых электродов.
Размеры, мм Ток, А
4,0х305 150-200 10 6-8 3-4
5,0х305 200-250 12 7-9 3-5
6,35х305 300-350 18 9-11 4-6
8,0х305 400-450 33 11-13 6-9
10,0х305 500-550 49 13-15 8-12
6,35х510 300-350 18 9-11 4-6
8,0х510 400-450 33 11-13 6-9
10,0х510 500-550 49 13-15 8-12
10,0х455 500-550 49 13-15 8-12
13,0х455 700-900 89 16-18 9-13
16,0х455 1000-1200 105 20-22 10-14
19,0х455 1200-1400 148 24-26 17-21
4х15х305 200-250 29 6-8 8-10
4х20х305 250-300 32 6-8 12-14
5х15х305 350-400 45 7-9 8-10
5х20х305 450-500 67 7-9 12-14
Удаление
металла, г/см
Ширина, мм Глубина, мм
Длину электродного стержня довольно часто приходится регулировать во время строжки.
Рекомендуется сохранять расстояние 80-100 мм.
Данные рекомендации носят ознакомительный характер.
Канавка
24
Page 25

REAL ARC
S
1±1
e
g
9. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
Выбор разделки кромок зависит от толщины свариваемого металла и вида соединения.
Рис. 10.1. Пример стыкового соединения.
№ Подготовка
кромок
С2
С8
S
b
С15
S
b
b
(45±2)°
(45±2)°
Сварной шов Для MMA сварки Для TIG сварки
Толщина
свариваемого
металла S, мм
Зазор b, мм
Ширина шва e, мм
S
e
1,5-4,0 6,0-8,0 0,8-6,0 7,0-12,0
g
Толщина
свариваемого
металла S, мм
4,0-14,0 12,0-14,0 6,0-10,0 10,0-20,0
S
e
S
14 и
g
более
14 и
более
10 и
более
Зазор b, мм
Ширина шва e, мм
14 и
более
25
Page 26

Рис. 10.2. Пример таврового соединения.
b
S
№ Подготовка
кромок
Т1
Т6
b
Т8
b
S
1±1
S
S
1±1
S
Сварной шов Для MMA сварки Для TIG сварки
Толщина
свариваемого
металла S, мм
Зазор b, мм
(45±2)°
(45±2)°
k
k
0,15S-0,5S
e
0,15S-0,5S
e
Катет шва k, мм
2,0-5,0 2,0-5,0 0,8-6,0 0,8-6,0
5,0-8,0 10 6,0-10,0 7,0-10,0
8,0-14,0 14,0-18,0 10,0-18,0
14 и
более
12 и
более
Толщина
10 и
более
свариваемого
металла S, мм
Зазор b, мм
Катет шва k, мм
20 и
более
26
Page 27

Рис. 10.3. Пример углового соединения.
0,155-0,55
REAL ARC
№ Подготовка
кромок
У4
b
s
У6
У8
(45±2)°
S
b
(45±2)°
b
S
Сварной шов Для MMA сварки Для TIG сварки
Толщина
свариваемого
металла S, мм
Зазор b, мм
Катет шва k, мм
-0,5
1±1
1±1
+1,3
0,5
е
s
e
S
e
S
e
1,5-5,0 8,0-10,0 0,8-4,0 3,0-8,0
g
5,0-14,0 12,0-24,0 4,0-10,0 6,0-16,0
14 и
g
более
12 и
более
10 и
более
Толщина
свариваемого
металла S, мм
Зазор b, мм
Катет шва k, мм
14 и
более
27
Page 28

Рис. 10.4. Пример соединения с отбортовкой.
e
g
№ Подготовка
кромок
С1
s
С28
s
90
Сварной шов Для MMA сварки Для TIG сварки
Толщина
свариваемого
металла S, мм
Зазор b, мм
Ширина шва e, мм
b
s
s
s
90
+2
0
е
1,0-2,0 5,0-6,0 0,5-1,0 1,0-2,0
s
2,0-4,0
1,4-4,0 1,0-2,0 2,0-4,0
1,0-6,0 1,0-6,0 0,8-4,0 5,0-14,0
6,0-12,0 14,0-26,0
Толщина
свариваемого
металла S, мм
Зазор b, мм
Ширина шва e, мм
28
Page 29

Рис. 10.5. Пример нахлесточного соединения.
REAL ARC
№ Подготовка
Сварной шов Для MMA сварки Для TIG сварки
кромок
Толщина
свариваемого
металла S, мм
Зазор b, мм
Смещение
Н1
пластин C, мм
k
b
с
s
b
2,0-10,0 3,0-40,0 0,8-4,0 3,0-16,0
k
10 и
s
более
10 и
более
Толщина
свариваемого
металла S, мм
4 и
более
Зазор b, мм
20 и
более
b (зазор) - кратчайшее расстояние между кромками собранных для сварки деталей.
k (катет углового шва) - кратчайшее расстояние от поверхности одной из свариваемых
частей до границы углового шва на поверхности второй свариваемой части.
g (высота усиления) - наибольшее расстояние от гипотенузы катета до поверхности лицевого шва.
h (глубина проплавления) - расстояние без высоты усиления шва между гипотенузой
катета и корнем соединения.
А (зона очистки до сварки) = S+2К+20
В (зона очистки до сварки) = К+10
(зона очистки до сварки) = е+20
А
2
е (ширина шва) - наибольшее расстояние сварного шва от одной свариваемой кромки до другой.
S - толщина основного металла.
c - расстояние от одной свариваемой кромки до другой.
Сварные соединения согласно ГОСТ 5264-80. Ручная дуговая сварка покрытым электро-
дом (ММА), ГОСТ 14771-76. Дуговая сварка в защитном газе (MIG/MAG, TIG).
Данные рекомендации носят ознакомительный характер.
Смещение
пластин C, мм
29
Page 30

10. ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MMA СВАРКИ
Прожиг Непровар
шва
Большая
чешуйчатость
металлом
с основным
MMA
Несплавление
элетрода)
(козырение
горения дуги
Неравномерность
30
зование
Сильное
шлакообра-
гивание
Сильное
разбрыз-
Решение
Сила тока, А
Длина дуги, мм
Режимы сварки
электрода, °
Угол наклона
м/час
Скорость сварки,
Page 31

REAL ARC
- проверить- уменьшить - значительно
- значительно
увеличить
уменьшить
массы
Плохой контакт
Сильно
загрязненный
металл, очистить
Маленькое
сечение кабелей
Оборудование
электроды
Прокалить
сетевое
Проверить
напряжение
- увеличить
Данные рекомендации носят ознакомительный характер.
31
Page 32

11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ВНИМАНИЕ! Для выполнения технического обслуживания требуется обладать профессиональными знаниями в области электрики и знать правила техники безопасности. Специалисты должны иметь допуски к проведению таких работ.
ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ
по техническому обслуживанию.
Периодичность Мероприятия по техническому обслуживанию
До/после использования и
транспортировки
Раз в год • Испытания на изоляционное сопротивление и целостность
• Проверьте надежность подключения аппарата к электрической
сети.
• Проверьте целостность изоляции всех кабелей. Если изоляция
повреждена, заизолируйте место повреждения или замените
кабель.
• Проверьте все соединения аппарата (особенно силовые
разъемы). Если имеет место окисление контактов, удалите его с
помощью наждачной бумаги и подсоедините провода снова.
• Проверьте работоспособность кнопок управления, регуляторов
и тумблеров на передней и задней панелях источника питания.
• После включения электропитания проверьте сварочный
аппарат на отсутствие вибрации, посторонних звуков
или специфического запаха. При появлении одного из
вышеперечисленных признаков отключите аппарат и
обратитесь в сервисный центр.
• Убедитесь в работоспособности вентилятора. В случае его
повреждения прекратите эксплуатацию аппарата и обратитесь в
сервисный центр.
• Визуальный осмотр быстроизнашиваемых частей, замена на
новые при большом износе.
заземления должны проводиться в сервисных центрах.
Общие рекомендации:
• Следите за чистотой сварочного аппарата, удаляйте пыль с корпуса с помощью чистой и
сухой ветоши.
• Не допускайте попадания в аппарат капель воды, пара и прочих жидкостей. Если же
вода все-таки попала внутрь, вытрите ее насухо и проверьте изоляцию (как в самом соединении, так и между разъемом и корпусом).
32
Page 33

REAL ARC
12. УСТРАНЕНИЕ НЕПОЛАДОК
Внимание! Ремонт данного сварочного оборудования в случае его поломки может осу-
ществляться только квалифицированным техническим персоналом.
Неисправность Причина и методы устранения
Индикатор сети не горит, нет сварочной дуги,
встроенный вентилятор не работает.
Индикатор сети горит, нет сварочной дуги, но
встроенный вентилятор работает.
Индикатор перегрева горит, вентилятор
работает, но сварочной дуги нет.
Индикатор сети горит, вентилятор работает.
При повторном запуске оборудования
загорается индикатор перегрева.
Чрезмерное количество искр в процессе
сварки.
а) Нет напряжения сети или обрыв в силовом
кабеле. Проверьте напряжение сети.
Замените силовой кабель.
б) Дефект или повреждение оборудования.
Обратитесь в сервисный центр.
в) Аппарат находится в режиме защиты от
сбоев из-за чрезмерного напряжения сети.
Проверьте напряжение сети.
а) Нарушены внутренние соединения
аппарата. Обратитесь в сервисный центр.
а) Аппарат находится в режиме защиты от
перегрева. Не выключайте аппарат, чтобы
вентилятор понизил температуру.
а) Возможно оборудование находится
в режиме защиты от перегрева. Не
выключайте аппарат, чтобы вентилятор
понизил температуру.
б) Возможны повреждения цепи инвертора.
Обратитесь в сервисный центр.
а) Подобран неправильный режим сварки.
Подберите необходимый режим сварки
согласно необходимым требованиям.
33
Page 34

13. ХРАНЕНИЕ
Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной
вентиляцией при температуре от -30 до +55 °С и относительной влажности воздуха до 80 %.
Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
Аппарат перед закладкой на длительное хранение должен быть упакован в заводскую
коробку.
После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией при температуре выше 0 °С не менее шести часов в упаковке и не менее двух часов
без упаковки.
14. ТРАНСПОРТИРОВКА
Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с
правилами перевозок, действующими на каждом виде транспорта.
Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от -30 до +55 °С;
- относительная влажность воздуха до 80 %.
Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не
должна подвергаться резким ударам и воздействию атмосферных осадков.
Размещение и крепление транспортной тары с упакованным аппаратом в транспортных
средствах должны обеспечивать устойчивое положение и отсутствие возможности ее перемещения во время транспортирования.
ВНИМАНИЕ! Перед использованием изделия ВНИМАТЕЛЬНО изучите раздел «Меры безопасности» данного руководства.
34
Page 35

Page 36

Санкт-Петербург
2018
 Loading...
Loading...