

Page 1
1
Page 2

2
Page 3
Назначение изделия
Сварочный аппарат инверторный полуавтоматический (далее САИПА)
предназначен для ручной электродуговой сварки постоянным током проволокой в
среде защитного газа - углекислого, аргона или их смеси.
Технические характеристики аппаратов
Модель
Напряжение сети, В 220±10% 220±10% 220±10% 220±10%
САИПА-135 САИПА-165 САИПА-200 САИПА-220
Максимальный
потребляемый ток, А
Напряжение дуги, В 17 - 23 17 - 26 42 42
Диапазон регулирования
сварочного тока, А
Продолжительность
нагружения, %
Рекомендуемый диаметр
сварочной проволоки, мм
Класс защиты IP21 IP21 IP21 IP21
Рабочий диапазон
температур
окружающей среды,
Масса, кг. 11 11,5 14,35 14,65
Устройство и принцип работы
Изделие выполнено в металлическом корпусе с открывающейся стенкой. На
передней панели имеется регулятор величины сварочного тока, регулятор подачи
сварочной проволоки, индикатор "Сеть", индикатор "Перегрева". Аппарат
оснащен принудительной системой вентиляции, ввиду этого, категорически
запрещается закрывать чем-либо вентиляционные отверстия в корпусе.
Принцип работы сварочного полуавтомата. Источником питания служит
инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в
преобразовании переменного напряжения сети частотой 50Гц в постоянное
напряжение величиной в 400В, которое преобразуется в высокочастотное
модулированное напряжение и выпрямляется. Сварка происходит плавящимся
электродом в среде защитного газа. Электродом служит металлическая
проволока, намотанная на катушку, подающаяся в зону сварки регулируемым
механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого
баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от
перегрева и оснащен регулировками величины тока и скорости подачи сварочной
проволоки в зависимости от материала и толщины свариваемой заготовки.
15 22 25 29
20 - 110 20 - 160 30 - 200 30 - 220
70%@110А 70%@160А 70%@200А 70%@220А
0,6 - 0,8 0,6 - 0,9 0,6 - 1 0,6 - 1
о
от – 10 до + 40
С
3
Page 4
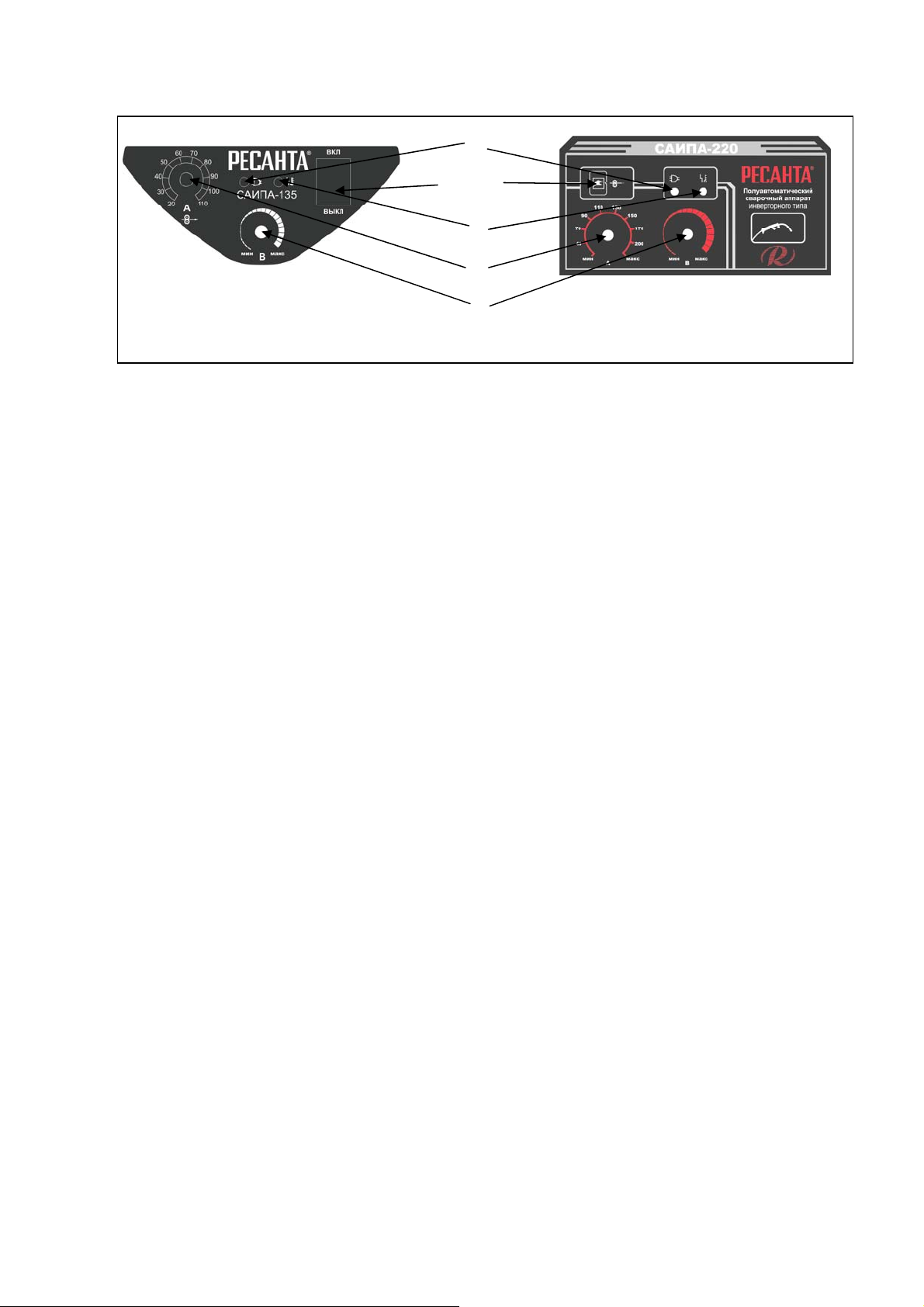
Внешний вид и органы управления (а – САИПА 135,165; б - САИПА 200,220)
а) б)
рис. 1
1. Выключатель питания;
2. Индикатор “Сеть”;
3. Регулятор величины сварочного тока и подачи сварочной проволоки;
4. Регулятор напряжения дуги;
5. Индикатор “Перегрев”;
6. Кнопка протяжки сварочной проволоки.
Сила сварочного тока (рис.1, поз.3). С увеличением силы сварочного тока
повышается глубина провара, что приводит к увеличению доли основного
металла в шве. Ширина шва сначала несколько увеличивается, а затем
уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного
диаметра электрода.
Скорость подачи электродной проволоки (рис.1, поз.3) связана с силой
сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким
расчетом, чтобы в процессе сварки не происходило коротких замыканий и
обрывов дуги.
Напряжение дуги (рис.1, поз.4). С увеличением напряжение дуги глубина
провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение
напряжения дуги сопровождается повышенным разбрызгиванием жидкого
металла, ухудшением газовой защиты и образованием пор в наплавленном
металле. Напряжение дуги устанавливается в зависимости от выбранной силы
сварочного тока.
Скорость сварки. С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от толщины
свариваемого металла и с учетом обеспечения хорошего формирования шва. При
слишком большой скорости сварки конец электрода может выйти из зоны защиты
и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное
увеличение сварочной ванны и повышает вероятность образования пор в
металле шва.
Вылет электрода. С увеличением вылета электрода ухудшается
устойчивость горения дуги и формирование шва, а также увеличивается
разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за
процессом сварки, вызывает частое подгорание газового сопла горелки. Величину
1
2
6
5
3
4
4
Page 5

вылета электрода, а также расстояние от сопла горелки до поверхности металла
устанавливают в зависимости от выбранного диаметра электродной проволоки.
Расход защитного газа определяют в основном в зависимости от
выбранного диаметра электродной проволоки, но на него оказывают также
влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е.
сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях
приходится увеличивать расход защитного газа, уменьшать скорость сварки,
приближать сопло к поверхности металла или пользоваться защитными щитами.
Наклон электрода вдоль шва оказывает большое влияние на глубину
провара и качество шва. При сварке углом вперед труднее вести наблюдение за
формированием шва, но лучше видны свариваемые кромки и легче направлять
электрод точно по зазору между ними. Ширина шва при этом возрастает, а
глубина провара уменьшается. Сварку углом вперед рекомендуется применять
при небольших толщинах металла, когда существует опасность сквозных
прожогов. При сварке углом назад улучшается видимость зоны сварки,
повышается глубина провара и наплавленный металл получается более плотным.
Диаметр электродной
проволоки, мм
Вылет электрода, мм 7 – 10 8 – 15
Расстояние от сопла
горения до поверхности
свариваемого металла,
мм
Расход углекислого газа,
дм3/ мин
Род тока и полярность. Сварку в защитном газе выполняют постоянным током
обратной полярности. При этом на сварочную горелку подается «+», а на деталь
«-». Сварку полуавтоматическим сварочным аппаратом без подачи газа
выполняют постоянным током прямой полярности.
Меры безопасности
При работе с аппаратом необходимо соблюдать "Правила технической
эксплуатации электроустановок потребителей" и "Правила техники безопасности
при эксплуатации электроустановок потребителей".
По способу защиты от поражения электрическим током аппарат относится к
классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для
исключения возможности поражения человека электрическим током необходимо
строго обеспечить правильность подключения защитного заземления к розетке.
Место проведения сварочных работ должно быть хорошо проветриваемым.
Для предотвращения получения термических ожогов, сварочные работы
необходимо проводить в защитных перчатках, головном уборе, и специальной
одежде.
Для защиты лица и глаз необходимо использовать защитную маску сварщика.
При проведении сварочных работ соблюдайте меры пожарной безопасности:
0,5 – 0,8 1 – 1,4
7 – 10
5 – 8
8 – 14
8 – 16
5
Page 6

Подготовка аппарата к работе и порядок работы
1. Установить катушку со сварочной
проволокой в подающий механизм
(рис. 2 поз. 1)
2. Убедиться в том, что направляющий
ролик установлен таким образом, что
размер прорези на нем соответствует
диаметру проволоки. При необходимости
ролик перевернуть, открутив
фиксирующий винт. рис.2
3. Убедиться в том, что прижимной ролик (рис. 2 поз. 3) зажат не слишком
сильно. Чрезмерный прижим приведет к преждевременному износу
прижимного ролика.
4. Убедиться в отсутствии замыкания сварочных кабелей.
5. Убедиться в том, что все регуляторы находятся в положении минимума.
6. Вставить вилку аппарата в розетку сети.
7. Включить аппарат выключателем на передней панели (рис. 1, поз. 1).
загорится индикатор «Сеть» (рис. 1, поз. 2).
8. Установить регулятор подачи сварочного тока (рис. 1, поз. 3) в необходимое
положение на моделях САИПА-135/165.
9. Кратковременными нажатиями на кнопку сварочного пистолета добиться
протягивания проволоки через механизм подачи на моделях САИПА135/165. В моделях САИПА-200/220 кратковременными нажатиями на
кнопку протяжки сварочной проволоки (рис.1, поз.6) добиться протягивания
проволоки через механизм подачи.
10. Выключить аппарат выключателем на передней панели (рис. 1, поз. 1).
11. Подсоединить баллон с CO2 к порту на задней панели аппарата.
12. Регулятором редукционного клапана на баллоне установить требуемое
давление газа.
13. Включить аппарат выключателем на передней панели (рис. 1, поз. 1).
загорится индикатор «Сеть» (рис. 1, поз. 2).
14. Регулятором сварочного тока (рис. 1, поз. 3) установить необходимое
значение.
15. После окончания сварочных работ установить все регуляторы в положение
минимума, закрыть кран на баллоне.
16. Выключить аппарат выключателем на передней панели (рис. 1, поз. 1).
17. Выдернуть вилку аппарата из розетки сети.
*Примечание: при необходимости использования обратной полярности
следует поменять местами провода на клеммах (рис. 2, поз. 2).
Запрещается
• Использовать аппарат во время дождя или во влажном помещении.
• Использовать режущие инструменты (дрели, "болгарки", электропилы и т.п.)
рядом с включенным аппаратом это приведет к попаданию металлической
пыли внутрь и выходу его из строя.
• Производить сварочные работы при наличии повреждения изоляции
сетевого провода или сварочных кабелей.
• Перед включением необходимо выдержать аппарат не мене двух часов при
положительной температуре окружающей среды для предотвращения
появления конденсата.
1 3
2
6
Page 7

Комплект поставки
САИПА "Ресанта" 1 шт.
Кабель с горелкой 1 шт.
Кабель с клеммой заземления 1 шт.
Паспорт изделия 1 шт.
Упаковка 1 шт.
Правила хранения
Изделие должно храниться в таре предприятия-изготовителя при температуре
от –10°С до +50°С, при относительной влажности не более 80%. В помещении для
хранения не должно быть пыли, паров кислот и щелочей.
Транспортировка
Транспортировка блоков в упаковке изготовителя может производиться любым
видом транспорта на любое расстояние.
7
Page 8

Сервис-центры:
Техническая поддержка: WWW.RESANTA.RU
• Астрахань, ул. Латышева, д.7Б, тел.: (8512) 628-262.
• Архангельск, Окружное шоссе, д.6, тел.: (8182) 42-05-10.
• Барнаул, ул. Новороссийская, д.140, оф 24, тел: (3852) 464-236.
• Белгород, ул. Ворошилова, д. 2а, тел: (4722) 20-74-72.
• Брянск, ул. 2-ая Почепская, д. 34А, тел: (4832) 58-01-73.
• Владимир, ул. Мещерская, д.1, тел: (4922) 444-084.
• Волгоград, проспект Ленина д.69 "А" первый этаж, тел.: (8442) 73-49-02, 72-83-15.
• Воронеж, ул. Острогожская, 73, тел: (4732) 36-46-35, 47-00-50, 76-11-21.
• Екатеринбург, ул. Походная, д.81, склад 18, тел.: (343) 295-80-46, 295-80-47, 8-912-652-00-06.
• Екатеринбург, ул. Д. Зверева, д 31Е, офис 31.
• Ижевск, ул. Карла Маркса, д.23а тел: (3412) 790730, 8-919-916-85-12
• Иркутск, ул. Костычева, д.32, тел: (3952) 42-16-94, 42-16-98.
• Казань, ул. Родина, д.7, тел: (843) 275-81-69.
• Калининград, ул. Железнодорожная, д.12, тел: (4012) 76-36-09.
• Кемерово, ул. Камышенская, д.3А, тел: (3842) 33-61-75.
• Киров, ул. Потребкооперации, д.17, тел: (8332) 56-74-39, 73-19-75.
• Краснодар, ул. Темрюкская, д.58, тел: (861) 222-56-58, 210-11-19.
• Красноярск, ул. Северное шоссе, 7/1, тел:(391) 293-56-69.
• Курган, пр.Машиностроителей 1, тел: (3522) 630-195.
• Курск, ул. Черняховского 52-А, тел: (4712) 37-08-17.
• Липецк, ул. Рабочая, д.8, тел: (4742) 43-32-12.
• Махачкала, ул. Первомайская, д.13, тел: 8-903-469-42-55, 8-928-529-76-18.
• Москва, Внутренний проезд, д. 8, строение 4, тел.: (495) 318-05-57.
• Мурманск, ул. Домостроительная, д. 6, склад № 09.
• Нефтеюганск, 5-й микрорайон, д.5, тел: (3463) 227-999.
• Нижний Новгород, ул. Вятская, д.41, тел: (831) 257-43-82, 257-04-61.
• Нижний Тагил, ул. Балакинская, д.2, офис 1, тел.: (3435) 377-339
• Новосибирск, ул. Фрунзе, д.19, тел: (383) 224-84-07, 287-37-23.
• Омск, ул. Дмитриева, д.18, тел: (3812) 72-99-50.
• Оренбург, ул. Монтажников, д.26, тел: (3532) 37-47-36.
• Пенза, ул. Измайлова, д.17а, тел: (8412) 66-01-88.
• Пермь, ул. Комсомольский проспект, д.98, оф.33 тел.: (342) 298-30-08.
• Пятигорск, ул. Ермолова, д.32а, тел: (928) 328-75-16.
• Ростов-на-Дону, пр.40-летия Победы, д.75, офис 6, тел: (863) 269-27-14, 257-79-77, 269-99-26.
• Рязань, ул. Зубковой, д. 18, к.6, тел.: (4912) 22-91-60.
• Самара, ул. Авиационная, д.1 лит.А, офис 45, тел: (846) 276-33-05.
• Санкт-Петербург, ул.Крыленко, д.1 лит.А, оф.№13, тел: (812) 333-22-43, 495-41-51, 716-58-29.
• Саратов, ул. Крайняя, д.129, тел:(8452) 338-505, 338-510.
• Сочи, ул. Гастелло, д.23А, тел: (8622) 46-02-37.
• Ставрополь, Михайловское шоссе, д. 5, тел.: (8652) 500-726, 500-727, 28-03-11
• Тамбов, ул. Мичуринская №89, д.124А, тел: (4752) 56-02-01.
• Тверь, ул. пр-кт Калинина, д.17, тел: (4822) 415-291.
• Тула, ул. Марата, д. 100, тел: (4872) 385-344.
• Тюмень, ул. Судостроителей, д.16, тел: (3452) 61-12-06.
• Ульяновск, ул. Урицкого, д.25/1, склад №3, тел: (8422) 27-06-30, 27-06-31.
• Уфа, ул. Бакалинская, 9 тел.: (347) 229-43-29.
• Хабаровск, ул. Индустриальная, д. 8а, тел: (4212) 54-44-68.
• Чебоксары, Базовый проезд, д.15, тел: (8352) 28-63-99.
• Челябинск, ул. Морская, д.6, тел: (351) 222-43-15, 222-43-16.
• Череповец, ул. Боршодская, д. 50, тел: (8202) 23-38-63.
• Ярославль, Тутаевское шоссе д.2 стр.3, тел: (4852) 58-99-42.
• Казахстан, г. Алматы, Илийский тракт 37, офис 7, тел: 8(727)239 91 54, 385-03-97.
• Украина, г. Донецк, ул. Куйбышева, д.70, склад №15, тел: 093-786-57-50, (062)-389-10-95.
• Украина, г. Симферополь, 9 км Московского шоссе, база "WEST", тел: (0652)-70-79-31.
• Украина, г. Одесса, ул. Дальницкая, 46, тел: 8-093-363-90-02; 8-048-735-92-03.
• Украина, г. Киев, ул. Новоконстантиновская, 4, тел: (044) 239-23-37; 8-048-735-92-07.
Дополнительную информацию о порядке и месте проведения технического обслуживания и ремонта можно
получить в Единой службе технической поддержки и у организации-продавца
8
Page 9

Дорогой покупатель!
Мы выражаем Вам огромную признательность за Ваш выбор. Мы сделали
все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а
качество соответствовало лучшим мировым образцам.
Компания “Ресанта” устанавливает официальный срок службы на
сварочный аппарат инверторный полуавтоматический 5 лет, при условии
соблюдения правил эксплуатации.
При покупке изделия требуйте проверки его комплектации, внешнего вида и
правильного заполнения гарантийного талона в Вашем присутствии.
В случае возникновения неисправностей не пытайтесь самостоятельно
ремонтировать изделие, т.к. это опасно и приводит к утрате гарантии.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
• Изготовитель гарантирует работу САИПА на протяжении одного года со
дня продажи.
• Гарантийный ремонт не производится при нарушении требований,
изложенных в паспорте.
• Гарантия не распространяется на комплектующие сварочного аппарата.
• Гарантийный ремонт не производится при нарушении целостности
конструкции.
• Гарантийный ремонт производится только при наличии печати фирмы,
даты продажи, подписи продавца и подписи покупателя в Гарантийном
талоне.
Данный документ не ограничивает определенные законом права
потребителя, но дополняет и уточняет оговоренные законом обязательства,
предполагающие соглашения сторон.
ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
Наименование мастерской Наименование мастерской Наименование мастерской
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
9
Page 10

ГАРАНТИЙНЫЙ ТАЛОН
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ
зав №_________________
модель _________________
Дата продажи _____________________
Наименование и адрес торговой
организации__________________________
м.п.
С правилами эксплуатации и условиями гарантии ознакомлен. Продукция
получена в полной комплектации. Претензий к внешнему виду не имею.
ФИО и подпись покупателя
ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Описание дефекта, № прибора Описание дефекта, № прибора Описание дефекта, № прибора
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
ОТК изготовителя ОТК изготовителя ОТК изготовителя
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
10
Page 11

11
Page 12

SIA “RESANTA”
Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia
Ред.1
12
 Loading...
Loading...