

Page 1

1
Page 2

2
Page 3

УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» выражает
благодарность за Ваш выбор и гарантирует высокое качество, безупречное
функционирование приобретенного Вами изделия марки «Ресанта», при
соблюдении правил его эксплуатации.
Внимание! Перед использованием данного устройства
обязательно прочтите инструкцию.
Конструкция сварочного аппарата непрерывно совершенствуется,
поэтому приобретенная Вами модель может незначительно отличаться от
описываемой здесь.
Нормы безопасности
Инструкции по электромагнитной совместимости
Перед установкой сварочного оборудования пользователю необходимо
оценить возможные электромагнитные проблемы в окружающем пространстве.
Следует обращать внимание на:
• Другие сетевые кабели, кабели и провода управления, телефонные и
охранные кабели вверху, внизу и рядом со сварочным оборудованием
• Радио и телевизионные приемники и передатчики
• Компьютеры и другую оргтехнику
• Оборудование, отвечающее за безопасность производственных объектов
• Устройства, связанные со здоровьем окружающих людей (напр.
электронные стимуляторы сердца, слуховые аппараты)
• Электронные контрольно-измерительные приборы.
Защита от ожогов
Искры, шлак, горячий металл и излучение дуги могут нанести серьезный
вред глазам и коже, причём, чем ближе человек находится к сварочной дуге, тем
серьезнее могут быть травмы. Поэтому и сварщику, и другим людям,
находящимся в зоне проведения сварочных работ, необходимо иметь
соответствующие средства защиты. Использование перчаток/краг сварщика,
ботинок/сапог, головного убора обязательно; сварщик ОБЯЗАТЕЛЬНО должен
использовать маску/сварочный щиток со светофильтром соответствующей
степени затемнения. Рекомендуется использовать огнезащитный костюм/куртку и
штаны, которые должны закрывать все участки тела.
Защита от облучения
Ультрафиолетовое излучение сварочной дуги может нанести
непоправимый вред глазам и коже; поэтому обязательно используйте сварочную
маску /щиток и защитную одежду. Маска должна быть оборудована
светофильтром со степенью затемнения DIN 10 и выше соответственно току
сварки. Маска должна быть полностью исправна, в противном случае её следует
заменить, поскольку излучение сварочной дуги может нанести вред глазам.
Считается опасным смотреть незащищенными глазами на дугу на расстоянии
менее 15 метров.
Пожаро – взрывобезопасность
Убедитесь, что средства пожаротушения (огнетушитель, вода, песок, пр.)
доступны в ближней зоне сварки. Все огне- взрывоопасные материалы должны
быть удалены на минимальное расстояние 10 метров от места проведения
сварочных работ.
3
Page 4

Никогда не сваривайте закрытые ёмкости, содержащие токсические или
потенциально взрывчатые вещества (напр. бензобак автомобиля) – в таких
случаях необходимо провести предварительную тщательную очистку ёмкости до
сварки.
Никогда не проводите сварочные работы в атмосфере с большой
концентрацией пыли, огнеопасного газа или испарений горючих жидкостей.
После каждой операции убедитесь, что свариваемое изделие достаточно
остыло, прежде чем касаться его руками или горючими / взрывоопасными
материалами.
ПРОВОДЯ СВАРКУ ИЗДЕЛИЙ С ЧАСТЯМИ ИЗ
ЛЕГКОВОСПЛАМЕНЯЮЩИХСЯ МАТЕРИАЛОВ, СУЩЕСТВУЕТ БОЛЬШОЙ РИСК
ВЗРЫВА. РЕКОМЕНДУЕМ ДЕРЖАТЬ ОГНЕТУШИТЕЛЬ РЯДОМ С ПЛОЩАДКОЙ
ДЛЯ СВАРОЧНЫХ РАБОТ.
Защита органов дыхания
Некоторые хлорсодержащие растворители могут выделять отравляющий
газ (фосген) под воздействием ультрафиолетового излучения дуги. Избегайте
использование этих растворителей на свариваемых материалах; удалите ёмкости
с этими и другими растворителями из ближайшей зоны сварки.
Металлы, имеющие в составе или покрытии свинец, кадмий, цинк, ртуть и
бериллий, могут выделять ядовитые газы в опасных концентрациях под
воздействием сварочной дуги. При необходимости сварки таких материалов
обязательно наличие вытяжной вентиляции, либо индивидуальных средств
защиты органов дыхания, обеспечивающих фильтрацию или подачу чистого
воздуха. Если покрытие из таких материалов невозможно удалить с места сварки
и средства защиты отсутствуют, проводить сварку таких материалов
ЗАПРЕЩЕНО.
Защита от поражения электрическим током
Любое поражение током имеет вероятность смертельного исхода, поэтому
всегда избегайте касания открытых токопроводящих частей электрододержателя,
проводов, свариваемого изделия.
Используйте изолирующие коврики и перчатки; одежда должна быть всегда
сухой. Старайтесь не проводить сварочные работы в местах с избыточной
влажностью.
Регулярно проводите визуальный осмотр сетевого шнура от аппарата на
наличие повреждений, при обнаружении произведите замену кабеля. При замене
кабеля, а также в случаях снятия крышки с аппарата, обязательно отсоедините
аппарат от сети. При подключении к сети убедитесь в наличии
предохранительных устройств (сетевых автоматов, УЗО и пр.), и наличия
заземления.
ВСЕГДА производите ремонт лишь при наличии соответствующей
квалификации у лица, осуществляющего ремонт, имеющего представление о
степени риска работы с напряжениями питания, или в авторизованных сервисных
центрах.
Электронные устройства жизнеобеспечения
Людям, использующим жизнеобеспечивающие электронные приборы (напр.
электронный стимулятор сердца), настоятельно рекомендуется
проконсультироваться со своим лечащим врачом перед тем, как проводить или
находиться в непосредственной близости от сварочных работ.
4
Page 5
Правильное функционирование оборудования гарантируется лишь при
правильном подключении. Проверяйте, что напряжение машины соответствует
сетевому. ВСЕГДА подсоединяйте заземление.
Назначение изделия
Многофункциональный полуавтоматический сварочный аппарат
инверторный (далее САИПА-190МФ) предназначен для ручной электродуговой
сварки постоянным током в среде защитного газа как проволокой (MIG/MAG) так и
неплавящимся электродом (TIG), а также для ручной электродуговой сварки
постоянным током покрытым электродом (MMA).
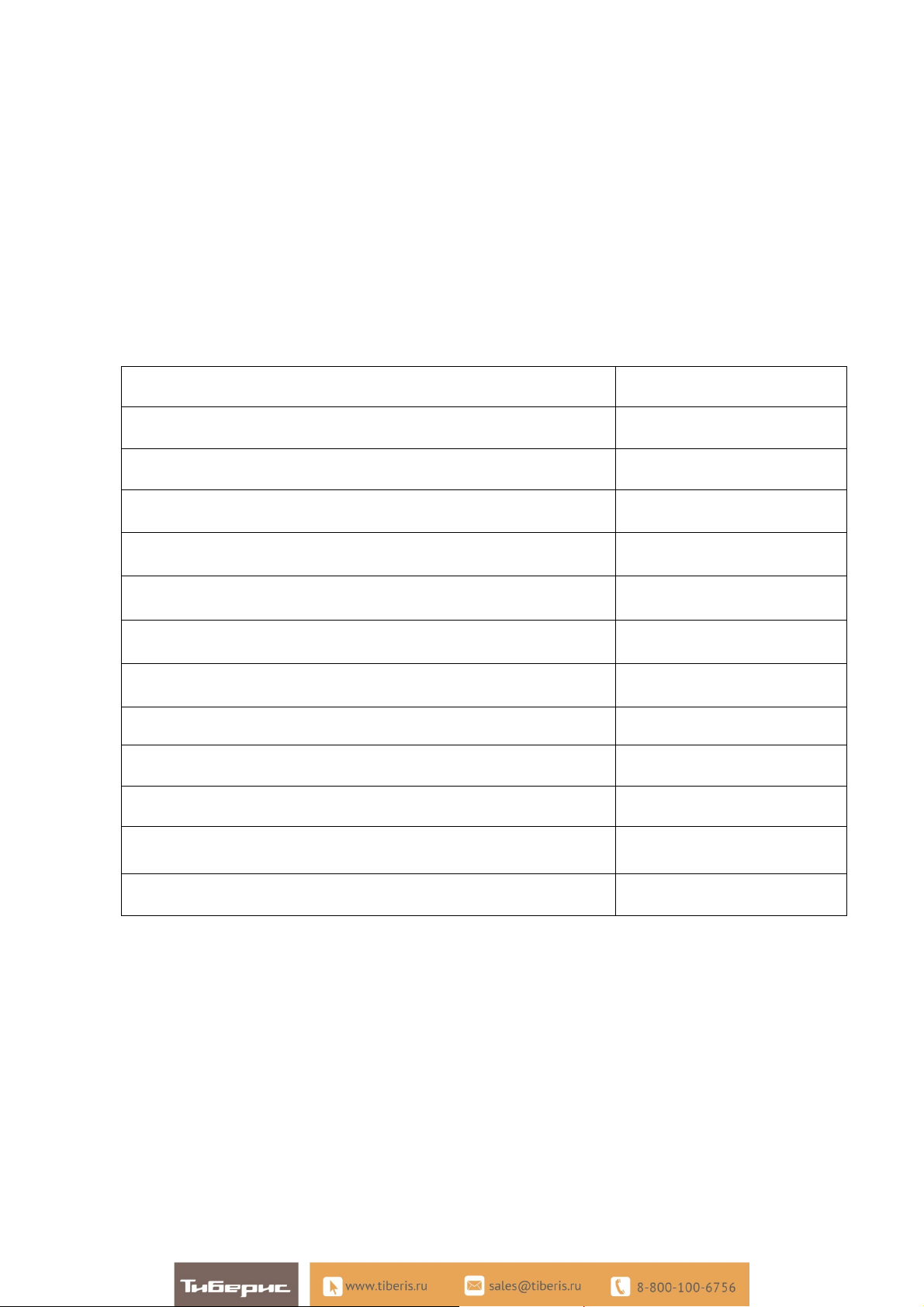
Технические характеристики аппарата
Модель
Напряжение сети, В 220±10%
Максимальный потребляемый ток, А 22
Напряжение дуги в режиме MIG/MMA/TIG, В 23.5/ 27.6/ 17.6
САИПА-190МФ
Диапазон регулирования сварочного тока в режиме
MIG/MAG, А
Диапазон регулирования сварочного тока в режиме
TIG, А
Диапазон регулирования сварочного тока в режиме
MMA, А
Продолжительность нагружения в режимах
MIG(MAG)/MMA/TIG, %
Рекомендуемый диаметр сварочной проволоки, мм 0,6 - 0,8
Рекомендуемый диаметр электрода, мм 1,6-5
Класс защиты IP21
Рабочий диапазон температур окружающей
среды,
Масса, кг. 13
Аппарат оснащен принудительной системой вентиляции, ввиду этого,
категорически запрещается закрывать чем-либо вентиляционные отверстия в
корпусе.
инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в
преобразовании переменного напряжения сети частотой 50Гц в постоянное
напряжение величиной в 400В, которое преобразуется в высокочастотное
модулированное напряжение и выпрямляется. Аппарат имеет встроенную защиту
от перегрева и оснащен регулировками величины тока и скорости подачи
сварочной проволоки в зависимости от материала и толщины свариваемой
заготовки.
о
С
Устройство и принцип работы
Изделие выполнено в металлическом корпусе с открывающейся стенкой.
Принцип работы сварочного полуавтомата. Источником питания служит
30 - 190
10-190
10-190
70 при 190А
-10 ..+40
5
Page 6

Аппарат оснащен функциями «ANTI STICK» (анти залипание), и «HOT
START» (горячий старт)
Внешний вид и органы управления
рис. 1
1. Переключатель режимов (MIG(MAG)/MMA/TIG);
2. В режиме MIG – регулировка тока и протяжки сварочной проволоки;
3. В режиме MIG – регулировка напряжения дуги;
В режим MMA,TIG – выходной ток;
4. Регулировка форсажа дуги;
5. Принудительная протяжка сварочной проволоки;
6. Перегрев;
7. Сеть.
Сила сварочного тока (рис.1, поз.2). С увеличением силы сварочного тока
повышается глубина провара, что приводит к увеличению доли основного
металла в шве. Ширина шва сначала несколько увеличивается, а затем
уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного
диаметра электрода.
Скорость подачи электродной проволоки (рис.1, поз.2) связана с силой
сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким
расчетом, чтобы в процессе сварки не происходило коротких замыканий и
обрывов дуги.
Напряжение дуги в (рис.1, поз.3). С увеличением напряжение дуги
глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное
увеличение напряжения дуги сопровождается повышенным разбрызгиванием
жидкого металла, ухудшением газовой защиты и образованием пор в
наплавленном металле. Напряжение дуги устанавливается в зависимости от
выбранной силы сварочного тока.
6
Page 7

Регулировка форсажа дуги (рис.1, поз.4) Эта функция улучшает
текучесть сварки и препятствует прилипанию электрода к детали.
Скорость сварки. С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от толщины
свариваемого металла и с учетом обеспечения хорошего формирования шва. При
слишком большой скорости сварки конец электрода может выйти из зоны защиты
и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное
увеличение сварочной ванны и повышает вероятность образования пор в
металле шва.
Вылет электрода. С увеличением вылета электрода ухудшается
устойчивость горения дуги и формирование шва, а также увеличивается
разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за
процессом сварки, вызывает частое подгорание газового сопла горелки. Величину
вылета электрода, а также расстояние от сопла горелки до поверхности металла
устанавливают в зависимости от выбранного диаметра электродной проволоки.
Расход защитного газа определяют в основном в зависимости от
выбранного диаметра электродной проволоки, но на него оказывают также
влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е.
сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях
приходится увеличивать расход защитного газа, уменьшать скорость сварки,
приближать сопло к поверхности металла или пользоваться защитными щитами.
Наклон электрода вдоль шва оказывает большое влияние на глубину
провара и качество шва. При сварке углом вперед труднее вести наблюдение за
формированием шва, но лучше видны свариваемые кромки и легче направлять
электрод точно по зазору между ними. Ширина шва при этом возрастает, а
глубина провара уменьшается. Сварку углом вперед рекомендуется применять
при небольших толщинах металла, когда существует опасность сквозных
прожогов. При сварке углом назад улучшается видимость зоны сварки,
повышается глубина провара и наплавленный металл получается более плотным.
Диаметр электродной
проволоки, мм
Вылет электрода, мм 7 – 10 8 – 15
Расстояние от сопла
горения до поверхности
свариваемого металла,
мм
Расход углекислого газа,
дм3/ мин
Род тока и полярность. Сварку в защитном газе выполняют постоянным
током обратной полярности. При этом на сварочную горелку подается «+», а на
деталь «-». Сварку полуавтоматическим сварочным аппаратом без подачи газа
выполняют постоянным током прямой полярности.
0,5 – 0,8 1 – 1,4
7 – 10
5 – 8
8 – 14
8 – 16
7
Page 8

Меры безопасности
При работе с аппаратом необходимо соблюдать "Правила технической
эксплуатации электроустановок потребителей" и "Правила техники безопасности
при эксплуатации электроустановок потребителей".
По способу защиты от поражения электрическим током аппарат относится к
классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для
исключения возможности поражения человека электрическим током необходимо
строго обеспечить правильность подключения защитного заземления к розетке.
Место проведения сварочных работ должно быть хорошо проветриваемым.
Для предотвращения получения термических ожогов, сварочные работы
необходимо проводить в защитных перчатках, головном уборе, и специальной
одежде.
Для защиты лица и глаз необходимо использовать защитную маску
сварщика.
При проведении сварочных работ соблюдайте меры пожарной безопасности.
Режим сварки MIG/MAG
Сварка происходит плавящимся электродом в среде защитного газа.
Электродом служит металлическая проволока, намотанная на катушку,
подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ
подается в зону сварки из присоединяемого баллона через электромагнитный
клапан.
1. Установить катушку со сварочной
проволокой в подающий механизм
(рис. 2 поз. 1)
2. Убедиться в том, что направляющий
ролик установлен таким образом, что размер
прорези на нем соответствует диаметру
проволоки. При необходимости ролик
перевернуть, открутив фиксирующий винт.
рис.2
3. Убедиться в том, что прижимной ролик (рис. 2 поз. 3) зажат не слишком
сильно. Чрезмерный прижим приведет к преждевременному износу прижимного
ролика.
4. Убедиться в отсутствии замыкания сварочных кабелей.
5. Убедиться в том, что все регуляторы находятся в положении минимума.
6. Вставить вилку аппарата в розетку сети.
7. Включить аппарат выключателем на задней панели, загорится индикатор
«Сеть» (рис. 1, поз. 7).
8. Установить ручку режимов в положение 2Т или 4Т режима MIG (рис. 1
поз.1). 2Т – сварка ведется при нажатой кнопке горелки, 4Т – первое нажатие на
кнопку горелки – начало сварки, второе нажатие – конец сварки.
9. Заправить проволоку между роликами протяжного механизма (рис 2.)
10. Кратковременными нажатиями на кнопку принудительной протяжки
сварочной проволоки (рис.1, поз.5) добиться заполнения проволокой канала
сварочного рукава.
11. Выключить аппарат выключателем на задней панели.
12. Подсоединить баллон с CO2 к порту на задней панели аппарата.
13. Регулятором редукционного клапана на баллоне установить требуемое
давление газа.
14. Включить аппарат выключателем на задней панели, загорится
индикатор «Сеть» (рис. 1, поз. 7).
1 3
2
8
Page 9

15. Регулятором сварочного тока (рис. 1, поз. 2) установить необходимое
значение.
16. После окончания сварочных работ установить все регуляторы в
положение минимума, закрыть кран на баллоне.
17. Выключить аппарат выключателем на задней панели.
18. Выдернуть вилку аппарата из розетки сети.
*Примечание: при необходимости использования обратной полярности
следует поменять местами провода на клеммах (рис. 2, поз. 2).
Режим сварки ММА
Данный режим предназначен для ручной электродуговой сварки
постоянным током покрытым электродом.
1. Присоединить к силовым клеммам аппарата кабель с
электрододержателем и кабель заземления в зависимости от требуемой для
данной марки электрода полярности.
2. Убедиться в том, что выключатель на задней панели находится в
положении "ВЫКЛ".
3. Подключить аппарат к сети.
4. Убедиться в том, что регулятор (рис.1 поз. 3) находится в положении
минимального сварочного тока.
5. Включить аппарат выключателем на задней панели, загорится индикатор
"Сеть" (рис.1 поз.7).
6. Установить ручку режимов в положение ММА (рис. 1 поз.1)
6. Поворотом регулятора величины сварочного тока (рис.1 поз. 3)
установить требуемое значение, согласно нижеприведенной таблице.
Диаметр электродов (мм) Ток (А)
1,6 25-50
2 50-70
2,5 60-90
3,2 90-140
4 130-190
5 160-220
6 200-300
7. После окончания производства сварочных работ установить регулятор
(рис.1 поз. 3) в положение минимального сварочного тока.
8. Выключить аппарат выключателем на задней панели.
9. Отключить аппарат от сети
10. Отсоединить от аппарата кабель с электрододержателем и кабель
заземления.
Режим сварки TIG
Сварка происходит неплавящимся (вольфрамовым) электродом в среде
защитного газа.
Способ подключения для сварки в режиме TIG
1. Обеспечить надежное подключение баллона с защитным газом к порту
на задней панели сварочного аппарата, чтобы предотвратить утечку газа.
2. Присоедините рукав от редуктора с защитным газом к штуцеру на
тыльной панели аппарата.
3. Отрегулируйте давление на выходе редуктора до требуемого.
9
Page 10

4. Присоедините кабель заземления к клемме «-» с обозначение режима
TIG, другой конец закрепите на изделие.
5. Подключите горелку.
6. Включите аппарат выключателем на задней панели, загорится индикатор
«Сеть» (рис. 1, поз. 7).
7. Установить ручку режимов в положение режима TIG (рис. 1 поз.1).
Зажигание дуги отрывом электрода
Слегка дотроньтесь кончиком электрода до рабочей поверхности. Нажмите
на кнопку горелки и поднимите электрод на 2-3 мм от поверхности, что приведет к
зажиганию дуги, если величина тока установлена правильно.
Для того чтобы прервать процесс сварки, нужно отпустить кнопку горелки.
Это приведет к постепенному отключению подачи тока (если установлена
функция «затухание») или к немедленному угасанию дуги с последующей подачей
газа. Функция «затухание» необходима, чтобы предотвратить образование
кратеров в конце сварного шва, что достигается заполнением кратера во время
плавного затухания тока сварки.
Параметры сварки
Время предварительной обдувки газом 3 с.
Перед тем, как дуга зажигается, газ обдувает область сварки в течение
заранее установленного времени (3с.). Таким образом, зажигание дуги является
наиболее безопасным, и воспламенение невозможно из-за отсутствия кислорода
в области дуги
Нарастание тока 3 с.
После зажигания дуги, ток постепенно возрастает от величины начального
тока до величины тока сварки в течение установленного времени.Таким образом,
либо оптимизируется процесс получения соединения на начальном этапе (низкий
начальный ток), либо облегчается процесс формирования сварочной ванны
(высокий начальный ток).
Убывание тока 0-5 с.
В конце процесса сварки, ток постепенно снижается от установленной
величины до конечного тока (FINAL CURRENT) в течение времени, заданного
оператором. В данном случае, в конце процесса сварки происходит оптимизация
сварного соединения, и исключается появление «конечного кратера».
Время последующей подачи защитного газа 5 с.
После гашения дуги газ продолжает истекать в течение заданного времени.
Это способствует охлаждению электрода в атмосфере защитного газа (данная
функция необходима, чтобы предотвратить окисление нержавеющей стали и
титана) и снижает износ вольфрамового электрода.
10
Page 11

Процесс сварки в режиме TIG
Д
1. Защитный газ
2. Дуга
3. Сварочная проволока
4. Сварочный шов
5. Накопитель
6. Вольфрамовый электрод
7. Изделие
Рекомендуемые комбинации / Заточка электрода
Толщина
металла
(мм)
Сила тока
(A)
иаметр электрода
(мм)
Диаметр
сопла(мм)
Расход
(Аргон Л/мм)
0.5-2.0 10-100 1,6 8 6-7
2.5-3.0 100-130 2,4 9,5 7-8
3.0-4.0 130-160 2,4 9,5 7-8
4.5-5.0 160-190 3,2 11 8-9
Для оптимизации сварки рекомендуется перед сваркой проверить форму
электрода, она должна быть такой, как изображено на рисунке.
Методика сварки.
Электрод и сопло необходимо держать под углом к рабочей поверхности.
При сварке используют различные углы. Электрод нужно держать под углом 60-
o
к горизонтали. Обратите внимание, что электрическая дуга должна находиться
75
в окружении газа во время сварки.
11
Page 12

Условия эксплуатации
1 Эксплуатация данной установки должна проводиться в сравнительно
сухом воздухе, влажностью не больше 90%.
2. Температура окружающей среды должна быть от -10°С до 40°C.
3. Избегайте работы под дождем, не допускайте проникновение воды или
капель дождя.
4. Избегайте работы в условиях высокой запыленности или воздушной
среде с агрессивными газами. Избегайте попадания токопроводящей пыли,
например, от шлифовальных машин, внутрь аппарата.
5. При работе на открытом воздухе при ветреной погоде увеличивайте
расход защитного газа, устанавливайте ветровые перегородки для защиты
сварочной ванны от попадания воздуха.
В целях безопасности сварочные аппараты оборудованы защитой от
перенапряжения и перегрева.
Работа сверх указанных режимов или длительная эксплуатация на
максимальных токах может повредить установку, поэтому обращайте внимание на
следующее:
19. Убедитесь в хорошей вентиляции сварочных аппаратов.
Удостоверьтесь, что вентиляторы не заблокированы или закрыты. Дистанция
между аппаратами и окружающими предметами (стеной, перегородкой, пр.)
должна быть не менее 0.3 м. Пользователи должны всегда обращать внимание на
следующие условия эксплуатации машины, потому что это очень важно для
качества выполняемых работ и срока службы аппарата.
20. Избегайте повышенного входящего напряжения и скачков! Питающее
напряжение указано в таблице «Технические характеристики». Если напряжение
превышает дозволенный уровень, машина может быть повреждена. Оператор
должен контролировать входное напряжение и предпринять действия, чтобы это
предотвратить.
21. Перед началом работ, пожалуйста, выберите кабель, сечение
которого больше 6 мм, и заземлите корпус аппарата, чтобы избежать несчастных
случаев, которые могут быть вызваны утечкой электричества.
22. Если рабочее время на установленном сварочном токе превзойдет
расчетное, машина может перейти в режим защиты и прекратить работать. При
этом срабатывает индикатор перегрева, красная контрольная лампочка на
щитовой панели. При таких обстоятельствах не нужно отключать аппарат от сети,
чтобы вентилятор мог продолжать работать. Когда температура уменьшится до
рабочей, индикатор погаснет, и вы можете продолжить сварку.
12
Page 13

Комплект поставки
САИПА-190МФ "Ресанта" 1 шт.
Кабель с горелкой MIG 1 шт.
Кабель с электрододержателем
Кабель с клеммой заземления 1 шт.
Паспорт изделия 1 шт.
Упаковка 1 шт.
Правила хранения
Изделие должно храниться в таре предприятия-изготовителя при температуре
от –10°С до +50°С, при относительной влажности не более 80%. В помещении для
хранения не должно быть пыли, паров кислот и щелочей.
Транспортировка
Транспортировка блоков в упаковке изготовителя может производиться любым
видом транспорта на любое расстояние.
Возможные неисправности
Предостережение: Сварщик должен обладать достаточными знаниями об
электрических явлениях и здравым чувством безопасности.
Неисправность Возможные причины Способы решения
1. После
включения ничего не
происходит
2. Осциллятор
срабатывает, но
дуга не зажигается
3. Горит желтый
сигнальный
индикатор защиты
4. Плохое качество
сварочного шва
5. Электрод сильно
оплавляется
6. Сильно нагреваются
клеммы
1. Нет электропитания
или входящее
напряжение слишком
низкое.
2. Сетевой кабель
поврежден
1 Плохое соединение
заземляющего кабеля.
2. Замыкание кабеля
горелки.
1. Сработала защита.
2. Большое количество
пыли вызвало
короткое замыкание
1. Загрязненная рабочая
поверхность заготовки.
2. Плохое качество газа.
3. Загрязнение рабочей
части электрода.
Неправильно подключили
горелку.
Заземляющий кабель /
горелка плохо
подсоединены.
1. Проверьте входящее
напряжение
2. Проверьте напряжение
на сетевом выключателе
аппарата.
3. Обратитесь в сервис.
1. Проверьте кабель
заземления.
2. Проверьте или замените
горелку.
1. Выключите, выждав
пока аппарат остынет.
2. Обратитесь в сервис.
1.Очистите рабочую
поверхность.
2.Замените баллон с
газом.
3.Очистите электрод.
Подключите горелку к
отрицательной клемме
аппарата, кабель
заземления к
положительной.
Сильнее зажмите вставку
кабеля к разъему.
1 шт.
13
Page 14

Сервис-центры:
Техническая поддержка: WWW.RESANTA.RU
• Астрахань, ул. Латышева, д.7Б, тел.: (8512) 628-262.
• Архангельск, Окружное шоссе, д.6, тел.: (8182) 42-05-10.
• Барнаул, ул. Новороссийская, д.140, оф 24, тел: (3852) 464-236.
• Белгород, ул. Ворошилова, д. 2а, тел: (4722) 20-74-72.
• Брянск, ул. 2-ая Почепская, д. 34А, тел: (4832) 58-01-73.
• Владимир, ул. Мещерская, д.1, тел: (4922) 444-084.
• Волгоград, проспект Ленина д.69 "А" первый этаж, тел.: (8442) 73-49-02, 72-83-15.
• Воронеж, ул. Острогожская, 73, тел: (4732) 36-46-35, 47-00-50, 76-11-21.
• Екатеринбург, ул. Походная, д.81, склад 18, тел.: (343) 295-80-46, 295-80-47, 8-912-652-00-06.
• Екатеринбург, ул. Д. Зверева, д 31Е, офис 31.
• Ижевск, ул. Карла Маркса, д.23а тел: (3412) 790730, 8-919-916-85-12
• Иркутск, ул. Костычева, д.32, тел: (3952) 42-16-94, 42-16-98.
• Казань, ул. Родина, д.7, тел: (843) 275-81-69.
• Калининград, ул. Железнодорожная, д.12, тел: (4012) 76-36-09.
• Кемерово, ул. Камышенская, д.3А, тел: (3842) 33-61-75.
• Киров, ул. Потребкооперации, д.17, тел: (8332) 56-74-39, 73-19-75.
• Краснодар, ул. Темрюкская, д.58, тел: (861) 222-56-58, 210-11-19.
• Красноярск, ул. Северное шоссе, 7/1, тел:(391) 293-56-69.
• Курган, пр.Машиностроителей 1, тел: (3522) 630-195.
• Курск, ул. Черняховского 52-А, тел: (4712) 37-08-17.
• Липецк, ул. Рабочая, д.8, тел: (4742) 43-32-12.
• Махачкала, ул. Первомайская, д.13, тел: 8-903-469-42-55, 8-928-529-76-18.
• Москва, Внутренний проезд, д. 8, строение 4, тел.: (495) 318-05-57.
• Мурманск, ул. Домостроительная, д. 6, склад № 09.
• Нефтеюганск, 5-й микрорайон, д.5, тел: (3463) 227-999.
• Нижний Новгород, ул. Вятская, д.41, тел: (831) 257-43-82, 257-04-61.
• Нижний Тагил, ул. Балакинская, д.2, офис 1, тел.: (3435) 377-339
• Новосибирск, ул. Фрунзе, д.19, тел: (383) 224-84-07, 287-37-23.
• Омск, ул. Дмитриева, д.18, тел: (3812) 72-99-50.
• Оренбург, ул. Монтажников, д.26, тел: (3532) 37-47-36.
• Пенза, ул. Измайлова, д.17а, тел: (8412) 66-01-88.
• Пермь, ул. Комсомольский проспект, д.98, оф.33 тел.: (342) 298-30-08.
• Пятигорск, ул. Ермолова, д.32а, тел: (928) 328-75-16.
• Ростов-на-Дону, пр.40-летия Победы, д.75, офис 6, тел: (863) 269-27-14, 257-79-77, 269-99-26.
• Рязань, ул. Зубковой, д. 18, к.6, тел.: (4912) 22-91-60.
• Самара, ул. Авиационная, д.1 лит.А, офис 45, тел: (846) 276-33-05.
• Санкт-Петербург, ул.Крыленко, д.1 лит.А, оф.№13, тел: (812) 333-22-43, 495-41-51, 716-58-29.
• Саратов, ул. Крайняя, д.129, тел:(8452) 338-505, 338-510.
• Сочи, ул. Гастелло, д.23А, тел: (8622) 46-02-37.
• Ставрополь, Михайловское шоссе, д. 5, тел.: (8652) 500-726, 500-727, 28-03-11
• Тамбов, ул. Мичуринская №89, д.124А, тел: (4752) 56-02-01.
• Тверь, ул. пр-кт Калинина, д.17, тел: (4822) 415-291.
• Тула, ул. Марата, д. 100, тел: (4872) 385-344.
• Тюмень, ул. Судостроителей, д.16, тел: (3452) 61-12-06.
• Ульяновск, ул. Урицкого, д.25/1, склад №3, тел: (8422) 27-06-30, 27-06-31.
• Уфа, ул. Бакалинская, 9 тел.: (347) 229-43-29.
• Хабаровск, ул. Индустриальная, д. 8а, тел: (4212) 54-44-68.
• Чебоксары, Базовый проезд, д.15, тел: (8352) 28-63-99.
• Челябинск, ул. Морская, д.6, тел: (351) 222-43-15, 222-43-16.
• Череповец, ул. Боршодская, д. 50, тел: (8202) 23-38-63.
• Ярославль, Тутаевское шоссе д.2 стр.3, тел: (4852) 58-99-42.
• Казахстан, г. Алматы, Илийский тракт 37, офис 7, тел: 8(727)239 91 54, 385-03-97.
• Украина, г. Донецк, ул. Куйбышева, д.70, склад №15, тел: 093-786-57-50, (062)-389-10-95.
• Украина, г. Симферополь, 9 км Московского шоссе, база "WEST", тел: (0652)-70-79-31.
• Украина, г. Одесса, ул. Дальницкая, 46, тел: 8-093-363-90-02; 8-048-735-92-03.
• Украина, г. Киев, ул. Новоконстантиновская, 4, тел: (044) 239-23-37; 8-048-735-92-07.
Дополнительную информацию о порядке и месте проведения технического обслуживания и ремонта можно
получить в Единой службе технической поддержки и у организации-продавца
14
Page 15

Дорогой покупатель!
Мы выражаем Вам огромную признательность за Ваш выбор. Мы сделали
все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а
качество соответствовало лучшим мировым образцам.
Компания “Ресанта” устанавливает официальный срок службы на
сварочный аппарат инверторный полуавтоматический 5 лет, при условии
соблюдения правил эксплуатации.
При покупке изделия требуйте проверки его комплектации, внешнего вида и
правильного заполнения гарантийного талона в Вашем присутствии.
В случае возникновения неисправностей не пытайтесь самостоятельно
ремонтировать изделие, т.к. это опасно и приводит к утрате гарантии.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
• Изготовитель гарантирует работу САИПА на протяжении одного года со
дня продажи.
• Гарантийный ремонт не производится при нарушении требований,
изложенных в паспорте.
• Гарантия не распространяется на комплектующие сварочного аппарата.
• Гарантийный ремонт не производится при нарушении целостности
конструкции.
• Гарантийный ремонт производится только при наличии печати фирмы,
даты продажи, подписи продавца и подписи покупателя в Гарантийном
талоне.
Данный документ не ограничивает определенные законом права
потребителя, но дополняет и уточняет оговоренные законом обязательства,
предполагающие соглашения сторон.
ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
Наименование мастерской Наименование мастерской Наименование мастерской
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
15
Page 16

ГАРАНТИЙНЫЙ ТАЛОН
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ
зав №_________________
модель _________________
Дата продажи _____________________
Наименование и адрес торговой
организации__________________________
м.п.
С правилами эксплуатации и условиями гарантии ознакомлен. Продукция
получена в полной комплектации. Претензий к внешнему виду не имею.
ФИО и подпись покупателя
ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Описание дефекта, № прибора Описание дефекта, № прибора Описание дефекта, № прибора
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
ОТК изготовителя ОТК изготовителя ОТК изготовителя
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
16
Page 17

17
Page 18

18
Page 19

19
Page 20

SIA “RESANTA”
Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia
Ред.1
20
 Loading...
Loading...