

Патон ПСИ-250S User Manual [ru]
ПАСПОРТ и ИНСТРУКЦИЯ по эксплуатации
Инверторный цифровой полуавтомат ПАТОН
ПСИ-250S
ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG - 2 -
СОДЕРЖАНИЕ
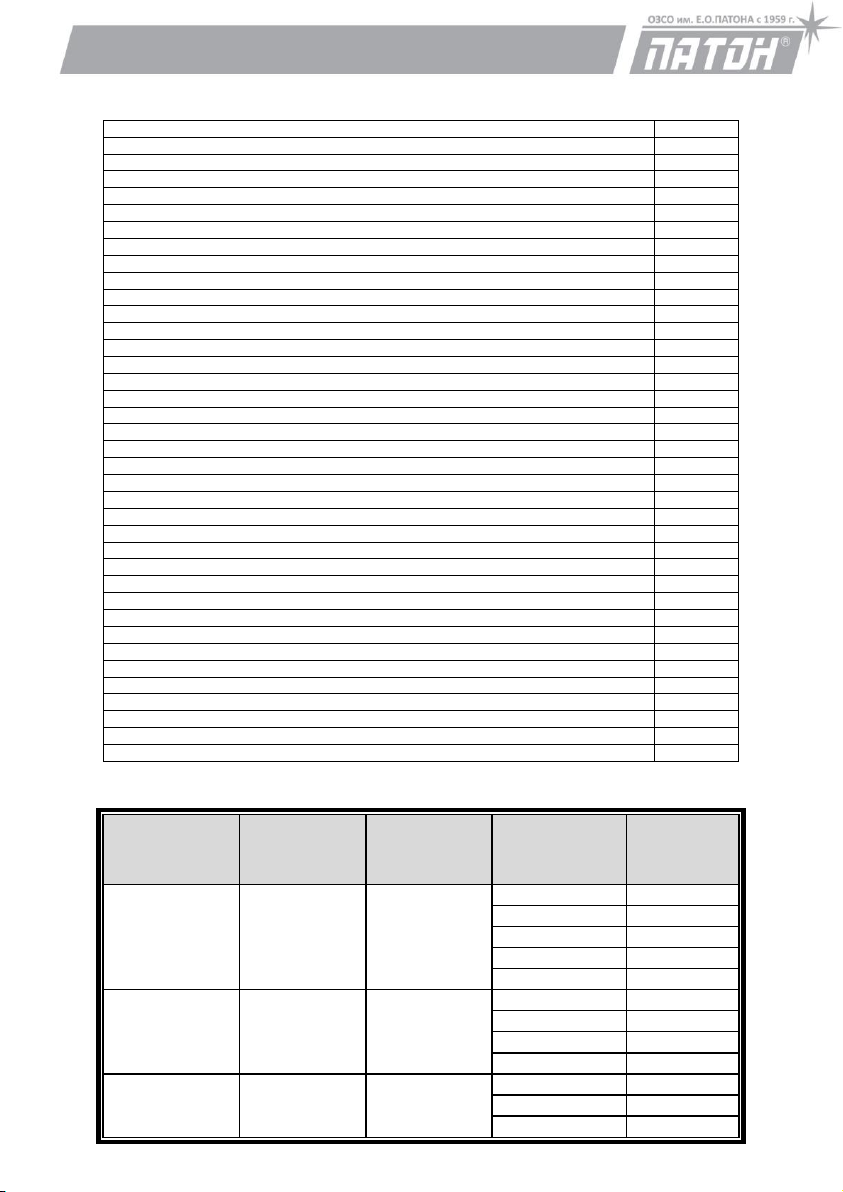
Подсоединение к силовой сети/силовому щиту (при 25ºС):
ВНИМАНИЕ! учитывайте провода проведённые в стенах и другие удлинители
Используемый
электрод в
режиме MMA
Установленное
значение тока
MMA
Диаметр
сварочной
проволоки
MIG/MAG
Сечение сетевого
провода
Максимальная
длинна
провода
Ф3мм
не более 120А
не более
0,8мм
1,5 кв.мм
75 м
2,0 кв.мм
105 м
2,5 кв.мм
130 м
4,0 кв.мм
205 м
6,0 кв.мм
310 м
Ф4мм
не более 160А
не более
1,0мм
2,0 кв.мм
75 м
2,5 кв.мм
95 м
4,0 кв.мм
155 м
6,0 кв.мм
230 м
Ф5мм
Ф6мм легкопл.
до 250А
до 1,2мм
2,5 кв.мм
60 м
4,0 кв.мм
100 м
6,0 кв.мм
150 м
1. Общие положения
3
2. Ввод в эксплуатацию
7
2.1 Использование согласно назначения
7
2.2 Требования к размещению
7
2.3 Подключение к сети
8
2.4 Подключение сетевого штекера
8
3. Сварка ручная дуговая штучным электродом (РДС «MMA»)
8
3.1 Цикл сварочного процесса - ММА
9
3.2 Функция Горячий Старт «Hot-Start»
9
3.3 Функция Форсаж Дуги «Arc-Force»
10
3.4 Функция Антиприлипания «Anti-Stick»
11
3.5 Функция регулирования наклона вольтамперной характер-ки
12
3.6 Функция сварка на короткой дуге
12
3.7 Функция блока снижения напряжения холостого хода
12
3.8 Функция сварка импульсным током
12
4. Сварка в аргоне (АРГ «TIG»)
14
4.1 Цикл сварочного процесса - TIG
15
4.2 Функция поджига дуги TIG-LIFT
15
4.3 Функция плавного нарастания сварочного тока
16
4.4 Функция сварка импульсным током
16
5. Полуавтоматическая сварка (ПА «MIG/MAG»)
17
5.1 Цикл сварочного процесса - MIG/MAG
19
5.2 Функция спадания напряжения в конце сварки
19
5.3 Функция сварка импульсным напряжением
19
6. Выбор и настройка функций аппарата
21
6.1 Переключение на необходимую функцию
21
6.2 Переключение на необходимый режим сварки
22
6.3 Сброс настроек всех функций текущего режима сварки
22
7. Общий список и последовательность функций
22
8. Уход и техническое обслуживание
24
9. Режим работы от генератора
24
10. Правила хранения
24
11. Транспортирование
25
12. Технические данные
25
13. Комплект поставки
25
14. Гарантийные обязательства
26
15. Правила техники безопасности
26
16. Дата продажи, серийный номер
30

- 3 - ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG
1. ОБЩИЕ ПОЛОЖЕНИЯ
Инверторный цифровой выпрямитель ПАТОН ПСИ-250S однокорпусного типа исполнения
предназначен для ручной дуговой сварки (РДС «MMA»), аргонодуговой сварки (АРГ «TIG») и
полуавтоматической сварки (ПА «MIG/MAG») в среде защитных газов и смесей на постоянном токе.
Преимущества использования в этом аппарате полностью цифрового способа управления
заключается в отсутствии недостатков присущих многофункциональным системам, сделанным на
основе аналоговых систем управления, которые по определению заточенные всегда под какой то
конкретный режим, а все остальные режимы как дополнительные имеют недостатки управления. А в
полностью цифровой системе, плата управления располагает абсолютно всеми ресурсами аппарата,
в пределах его полной мощности и не важно в каком режиме она используется. Данный аппарат
предназначен для бытового и полупромышленного использования. Обеспечивает хорошую
продолжительность нагрузки на его полном номинальном токе 250А при питании от мощной
однофазной сети 220В, чего достаточно для работы любыми электродами от Ф1,6мм вплоть до
легкоплавких Ф6мм и полуавтоматической сварки сплошной проволокой диаметром от Ф0,6мм до
Ф1,2мм. Источник изначально установлен в оптимальные значения для большинства случаев
использования и достаточно прост, если не вдаваться в тонкости настроек, которые требуют уже
больших навыков от сварщика. Для опасных условий работы встроен блок снижения напряжения
холостого хода в режиме РДС «MMA», с возможностью его включения и отключения.
Отличительной особенностью полуавтоматов ПАТОН является очень качественный металлический
механизм подачи проволоки, а также наличие разъёма KZ-2 типа "ЕВРО", ставшего стандартом в
мире, позволяющий пользователю в последующем менять горелки по своему усмотрению.
В данную модель ПСИ производства ПАТОН встроен блок защиты от повышенного, а также от
пониженного напряжения.
За счёт повышения частоты подаваемого напряжения на трансформатор он уменьшается в
десятки раз, вот почему аппарат имеет в несколько раз меньший вес и габаритные размеры при
одинаковых выходных параметрах в сравнении с классическим оборудованием.
Основные преимущества:
1. Широкие возможности регулировки параметров сварки:
а) в режиме РДС "MMA" – 1 (основной) + 10 (дополнительных)
б) в режиме АРГ "TIG" – 1 (основной) + 4 (дополнительных)
в) в режиме ПА "MIG/MAG" - 2 (основных) + 4 (дополнительных)
2. Наличие настраиваемого импульсного режима во всех типах сварки;
3. Помимо защиты от скачков напряжения установлена система стабилизации работы при больших
долговременных перепадах напряжения в питающей сети от 160В до 260В. Но надо помнить
что на минимальном напряжении 160В можно провести сварку электродом не более Ф3мм или
полуавтоматическую сварку проволокой не более Ф0,8мм;
4. Адаптирован к стандартной бытовой электросети. За счёт высокого КПД источник обеспечивает
вдвое меньшее электропотребление по сравнению с традиционными источниками;
5. Адаптивная скорость вентилятора, то есть увеличивается при нагреве аппарата и замедляется
когда он холодный, это экономит ресурс вентилятора и уменьшает количество пыли в
аппарате;
6. Удобство работы благодаря большой продолжительности нагрузки (ПН) на номинальном токе,
что позволяет варить фактически непрерывно электродами Ф5мм (например: АНО-4/21/36) на
токе 200А при 25С;
7. Повышенная надёжность аппарата в условиях запылённого производства;
8. На все греющиеся элементы источника установлена система тепловой электронной защиты;
9. Вся электроника в аппарате пропитана двумя слоями высококачественного лака который
обеспечивает надежность изделия в течении всего срока службы;
10. Улучшенная стабильность горения дуги.
ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG - 4 -
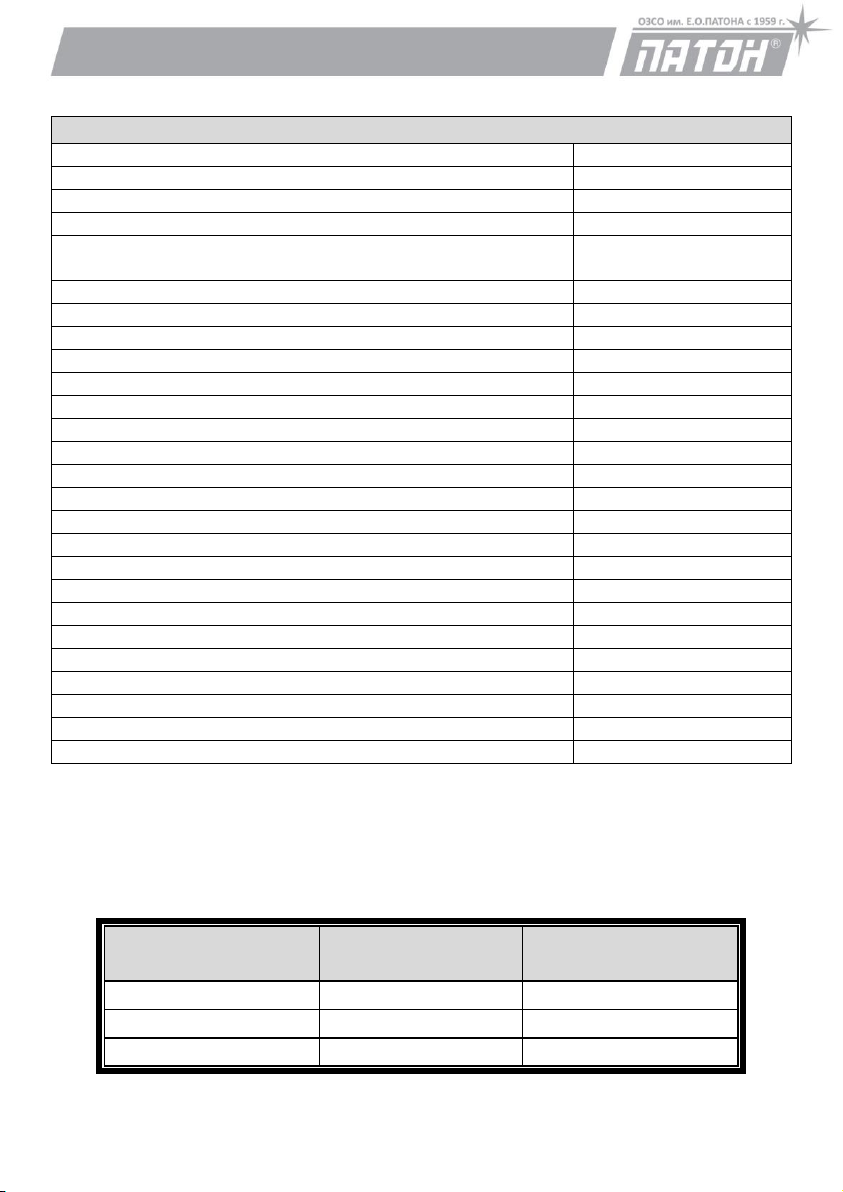
ПАРАМЕТРЫ ПСИ – 250S DC MMA/TIG/MIG/MAG
Номинальное напряжение питающей сети 50Гц, В
220
Номинальный потребляемый ток из сети, А
32 … 35
Номинальный сварочный ток, А
250
Максимальный действующий ток, А
320
Продолжительность нагрузки (ПН)
45% / при 250А
100% / при 167A
Пределы изменения напряжения питающей сети, В
160 – 260
Пределы регулирования сварочного тока, А
12 – 250
Пределы регулирования сварочного напряжения, В
12 – 28
Пределы регулирования скорости подачи проволоки, м/мин
2,5 – 16
Диаметр сварочной проволоки, мм
0,6 – 1,2
Масса катушки не более, кг
1
Импульсные режимы при сварке
MMA/TIG/MIG/MAG
Горячий старт «Hot-Start» в режиме РДС
регулир.
Форсаж дуги «Arc-Force» в режиме РДС
регулир.
Антиприлипания «Anti-Stick» в режиме РДС
автомат.
Блок снижения напряжения холостого хода
вкл / выкл
Напряжение холостого хода РДС, В
12 / 70
Напряжение поджига дуги, В
110
Номинальная потребляемая мощность, кВА
6,9 … 7,7
Максимальная потребляемая мощность, кВА
8,5 … 10,0
КПД, %
90
Охлаждение
принудительное
Диапазон рабочих температур
–25 … +45ºС
Габаритные размеры, мм (длина, ширина, высота)
325 х 245 х 250
Масса без катушки и аксессуаров, кг
9,3
Класс защиты*
IP21
*в ”Standard” серии аппаратов корпус не допускает попадание внутрь изделия
тел диаметром более 5,5мм, а также вертикально капающая вода не нарушает
работу аппарата
Рекомендуемая длина силовых сварочных кабелей при сварке:
Длина кабеля
(в одну сторону)
Площадь сечения
Марка кабеля
1…5 м
16 мм2
КГ 1х16
2…8 м
25 мм2
КГ 1х25
3…11 м
35 мм2
КГ 1х35

- 5 - ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG
1 – Кнопки регулирования выбранного параметра на уменьшение и
увеличение;
2 – Цифровой семисегментный дисплей;
3 – Единица измерения текущего отображаемого параметра:
а) "V" - вольт;
б) "A" - ампер;
в) "%" - процент;
г) "s" - секунда/время;
4 – Индикатор текущего/выбранного режима сварки;

ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG - 6 -
5 – Кнопка выбора функции текущего режима, а так же переключения на
необходимый режим сварки:
а) ручная дуговая сварка штучным электродом РДС «MMA»;
б) сварка в аргоне, не плавящимся электродом АРГ «TIG»;
в) сварка полуавтоматическая в защитных газах ПА «MIG/MAG»;
6 – Индикатор работы аппарата (может помаргивать во время сварки):
а) постоянно светится зеленым - при выходе источника на рабочий
режим и при сварке;
б) постоянно светится желтым - в режиме ожидания действий
оператора при полуавтоматической и аргонодуговой сварке, а так
же при перегреве источника в любом режиме;
в) постоянно светиться красным - при неполадках;
г) не светится - при снижении либо повышении сетевого напряжения
ниже нормы;
7 – Кнопка заправки проволоки (газ при этом не подается);
8 – Потенциометр регулировки скорости подачи проволоки;
9 – Кнопка наличия подачи защитного газа (проволока не подается);
А – Гнездо силового тока «+» типа байонет:
а) при сварке РДС “MMA” – подключается кабель электрода (в очень
редких случаях при использовании специальных электродов
подключается кабель «земля»);
б) при сварке АРГ “TIG” – подключается только кабель «земля»;
в) при полуавтоматической сварке ПА “MIG/MAG” – не используется;
B – Гнездо силового тока «–» типа байонет:
а) при сварке РДС “MMA” – подключается кабель «земля» (в очень
редких случаях при использовании специальных электродов
подключается кабель электрода);
б) при сварке АРГ “TIG” – подключается только аргоновая горелка;
в) при полуавтоматической сварке ПА “MIG/MAG” – подключается
кабель «земля»;
10 – Разъём KZ-2 типа "ЕВРО" для подключения горелки полуавтомата;
11 – Штуцер подключения подачи защитного газа;
12 – Индикатор превышения сетевого напряжения более 260В (загорается в
момент превышения);
13 – Кнопка включения/выключения аппарата (цвет декоративный);

- 7 - ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG
2. ВВОД В ЭКСПЛУАТАЦИЮ
Внимание! Перед вводом в эксплуатацию следует прочитать раздел
„Правила техники безопасности” п.13.
2.1 ИСПОЛЬЗОВАНИЕ СОГЛАСНО НАЗНАЧЕНИЯ
Сварочный аппарат предназначен исключительно: для ручной дуговой
сварки штучным электродом, сварки в среде аргона, а также
полуавтоматической сварки в среде защитных газов.
Иное использование аппарата считается не соответствующим
назначению. Изготовитель не несёт ответственности за ущерб, вызванный
использованием аппарата не по назначению.
Использование согласно назначению подразумевает соблюдение
указаний настоящего руководства по эксплуатации.
Внимание! Сварочный аппарат не использовать для размораживания
труб.
2.2 ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ
Сварочный аппарат защищен от проникновения инородных твёрдых тел
диаметром более 5,5 мм.
Сварочный аппарат можно размещать и эксплуатировать на открытом
воздухе. Внутренние электрические детали аппарата защищены от
непосредственного воздействия влажности, но не от капель конденсата.
ВНИМАНИЕ! После эксплуатации в холодное время года, после
выключения и последующего остывания аппарата, внутри образуется
конденсат, поэтому его нельзя включать раньше чем через 3…4 часа!!!
Поэтому не отключайте аппарат в холодное время года, если планируете
его включить раньше чем через 4 часа.
Необходимо размещать аппарат так, чтобы обеспечивался
беспрепятственный вход и выход охлаждающего воздуха через
вентиляционные отверстия на передней и задней панелях. Следите за тем,
чтобы металлическая пыль (например, при наждачной шлифовке) не
засасывалась непосредственно в аппарат вентилятором охлаждения.
ВНИМАНИЕ! Аппарат после сильного падения может быть опасным
для жизни. Устанавливать на устойчивой твёрдой поверхности.
ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG - 8 -
2.3 ПОДКЛЮЧЕНИЕ К СЕТИ
Сварочный аппарат в серийном исполнении рассчитан на сетевое
напряжение 220В (-27% +18%).
Внимание! При подключении аппарата к сетевому напряжению выше
450В все гарантийные обязательства изготовителя теряют силу! Такая
ситуация может произойти при очень огромном перекосе фазного
напряжения в стандартной сети или при использовании нестандартного
подключения.
Сетевой разъём, сечения кабелей сети питания, а также сетевые
предохранители должны выбираться исходя из технических данных
аппарата.
2.4 ПОДКЛЮЧЕНИЕ СЕТЕВОГО ШТЕКЕРА
Внимание! Сетевой штекер должен соответствовать напряжению
питания и токопотреблению сварочного аппарата (см. технические
данные). Согласно техники безопасности используйте розетки с
гарантированным заземлением!!!
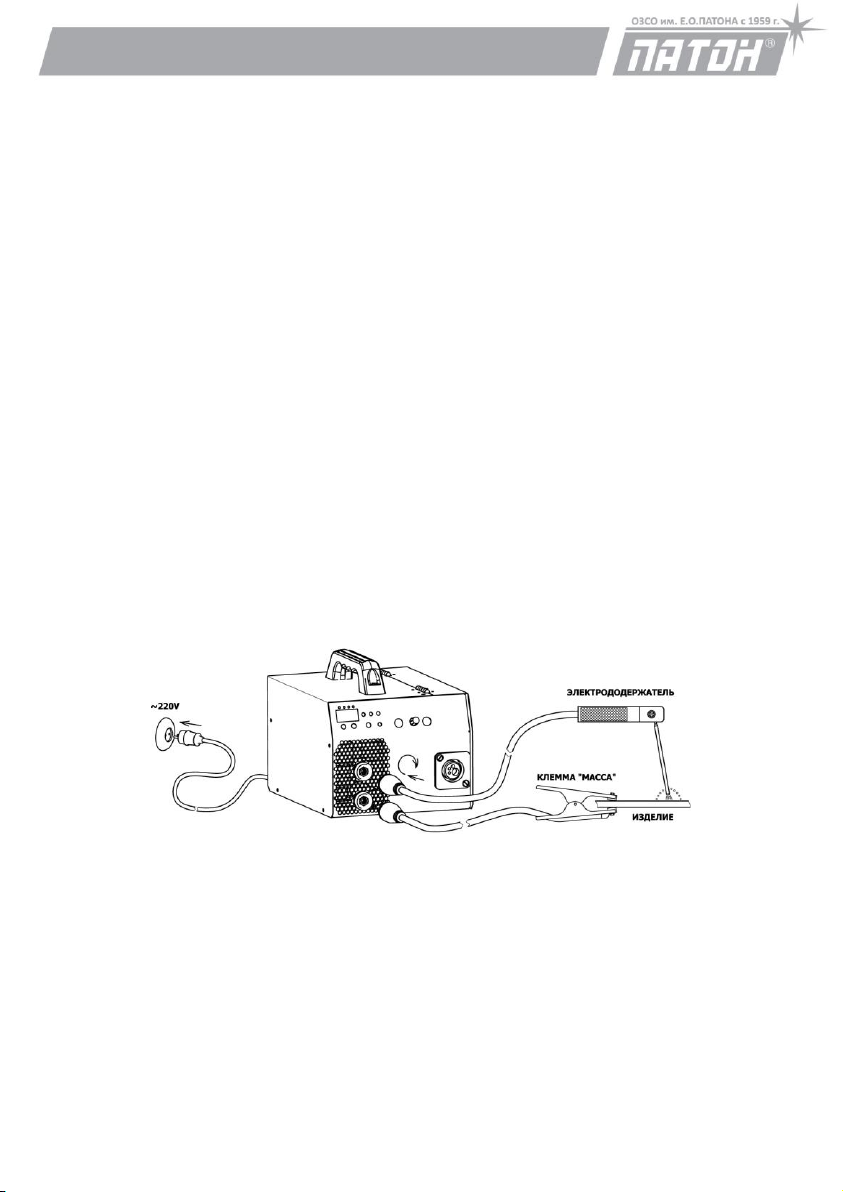
3. СВАРКА РУЧНАЯ ДУГОВАЯ ШТУЧНЫМ ЭЛЕКТРОДОМ
(РДС «MMA»)
Порядок подготовки аппарата к работе:
- вставить кабель электрода в гнездо источника А «+»;
- вставить кабель «земля» в гнездо источника B «–»;
- присоединить кабель «земля» к изделию;
- подключить сетевой штекер к сети питания;
- сетевой выключатель 13 на задней панели перевести в положение «I»;
- с помощью кнопки 5 установите режим сварки РДС «MMA», для этого её
необходимо удерживать примерно 5 сек. Индикатор начнет моргать,
информируя пользователя, что готов к переключению на следующий режим
сварки. Если перепрыгнули необходимый режим сварки, повторно нажмите
кнопку 5 - режимы переключаются по кругу;
- 9 - ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG
- с помощью кнопок 1 установите текущий основной параметр – это ток
сварки;
- при необходимости можно регулировать дополнительные функции
сварочного процесса, порядок изменения смотрите в п.6.1
Внимание! В режиме сварки РДС “MMA” после того как сетевой выключатель
переключен в положение «I», штучный электрод находится под напряжением.
Не прикасайтесь электродом к токопроводящим или заземлённым
предметам, таким как, например, корпус сварочного аппарата и т.д., так как
аппарат воспримет эту ситуацию как сигнал к старту сварочного процесса.
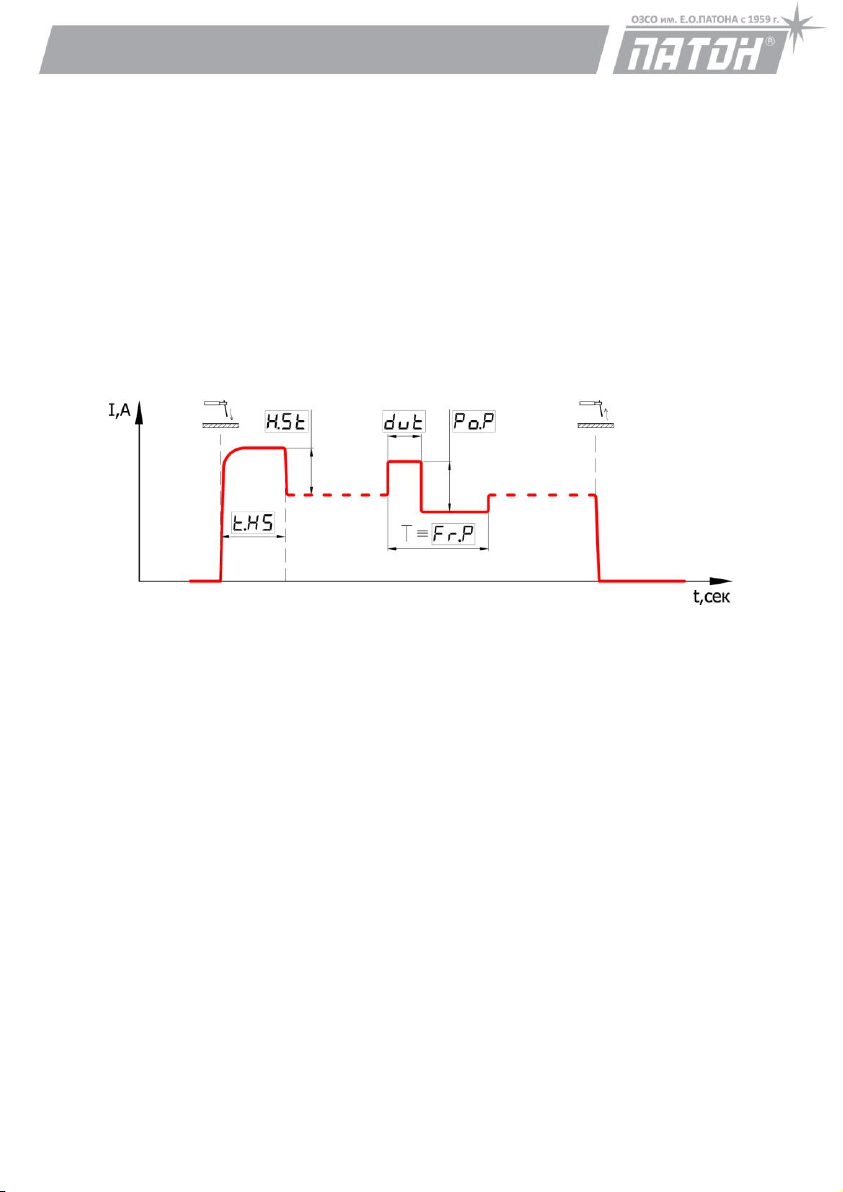
3.1 ЦИКЛ СВАРОЧНОГО ПРОЦЕССА - MMA
Порядок изменения значения любой функции смотрите в п.6.1
3.2 ФУНКЦИЯ ГОРЯЧИЙ СТАРТ «HOT-START»
Преимущества:
-улучшение зажигания даже при использовании плохо зажигающихся
электродов;
-более качественное проплавление основного материала во время
зажигания, следовательно, меньше непроваров;
-предотвращение шлаковых включений;
-ручная настройка: позволяет установить уровень функции на минимальное
значение, что сильно уменьшается потребление энергии в начальный
момент поджига, благодаря этому позволяет источнику стартовать на
значениях сетевого напряжения близкого к минимально возможному,
однако снижает качество момента поджига (аппарат становится подобен
трансформаторному источнику, но в определенных ситуациях это
единственно возможный способ). Также можно увеличить функцию до
максимального значения для ещё большего улучшения момента поджига
(при работе от хорошей сети).

ПАТОН ПСИ-250S DC MMA/TIG/MIG/MAG - 10 -
Чем достигается:
В течение короткого времени в момент поджига дуги сварочный ток
увеличивается на установленный по умолчанию уровень +33%.
Пример: сварка электродом Ф3мм, установленное основное значение
сварочного тока составляет 90А.
Результат: ток горячего старта будет составлять 90А + 33% = 120А.
В дополнительных настройках можно изменять как силу «Горячего
старта» [H.St], так и время «Горячего старта» [t.HS]. Без надобности не
завышайте силу и время срабатывания «Горячего старта», потому что на
больших предельных значениях требует очень сильной питающей сети, а при
отсутствии хорошей сети, процесс поджига даже будет срываться. Порядок
изменения значения любой функции в текущем режиме сварки смотрите в
п.6.1
3.3 ФУНКЦИЯ ФОРСАЖ ДУГИ «ARC-FORCE»
Преимущества:
-повышение стабильности сварки на короткой дуге;
-улучшение капляпереноса металла в сварочную ванну;
-улучшение зажигания дуги;
-уменьшает вероятность залипания электрода, но это не функция
«Антиприлипания», о которой мы поговорим в следующем пункте;
-ручная настройка: позволяет установить уровень функции на минимальное
значение, что незначительно, но снижает потребление энергии, а также
концентрацию тепловложения при сварке тонких металлов, это понижает
вероятность прожига, однако и снижает стабильность горения на короткой
дуге (аппарат становится подобен трансформаторному источнику). Также
можно и увеличить функцию до максимального значения для ещё большей
стабильности горения на короткой дуге, но это требует лучшей питающей
сети и увеличивается вероятность прожига изделия.
Чем достигается:
При снижении напряжения на дуге ниже минимально допустимого для
стабильного горения дуги, сварочный ток возрастает на установленный по
умолчанию уровень +50%.
В дополнительных настройках можно изменять как силу «Форсажа дуги»
[Ar.F], так и уровень срабатывания этой функции [u.AF]. Без надобности не
завышайте силу и уровень срабатывания «Форсажа дуги», потому что это на
больших предельных значениях, особенно при сварке тонкими электродами
 Loading...
Loading...