

Page 1
www.kraton.ru
ВВЕДЕНИЕ
Уважаемый покупатель! Благодарим за доверие, которое Вы оказали, выбрав наш
станок многооперационный WM-Multi-1,5 (далее в тексте «станок»). Перед первым
использованием станка внимательно ознакомьтесь с инструкцией по эксплуатации! В
данной инструкции Вы найдете все указания, выполнение которых обеспечит безопас
ную эксплуатацию и длительный срок службы станка. Все дополнительные обязательные сведения об данном малогабаритном деревообрабатывающем станке размещены
в приложении А (вкладыш в инструкцию по эксплуатации станка). При возникновении
любых вопросов, касающихся продукции зарегистрированной торговой марки Кратон,
Вы можете разместить их на странице Форума сайта «www.kraton.ru
покупатель! Приобретая станок, проверьте его работоспособность и комплектность
!
». Уважаемый
СОДЕРЖАНИЕ
Основные технические данные.....................................................................4
Комплектность...............................................................................................6
Назначение и общие указания.........................................................................10
Графические символы безопасности..........................................................11
Предупреждение для пользователя..............................................................11
Правила безопасности...................................................................................12
Подключение станка к источнику электропитания...............................17
Устройство станка........................................................................................19
Подготовка к работе и пробный пуск.......................................................25
Фугование и установка (замена) строгальных ножей.............................34
Рейсмусование..................................................................................................39
Пиление на станке...........................................................................................41
Операции, выполняемые на фрезерном суппорте....................................43
Техническое обслуживание.............................................................................48
Транспортирование и правила хранения....................................................50
Утилизация.......................................................................................................50
Неисправности и методы их устранения................................................51
Виды брака и способы их устранения.........................................................52
Сведения о действиях при обнаружении неисправности.......................53
Схемы сборки.....................................................................................................55
Гарантия изготовителя................................................................................67
Приложение А — вкладыш в инструкцию по эксплуатацию (1 лист, А5)
-
70
3
Page 2
www.kraton.ru
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные технические данные
• Основные технические данные станка приведены в таблице 1.
Таблица 1 «Основные технические данные»
Наименование параметра Значение параметра
Наименование, тип, модель Станок многооперационный WM-Multi-
Напряжение электропитания
Частота тока
Род тока переменный, однофазный
Тип электродвигателя
Номинальная мощность * 1500 Вт
Частота вращения
Степень защиты от попадания твердых
частиц и влаги, обеспечиваемая защит
ной оболочкой
Класс защиты от поражения электриче
ским током
Общая длина рабочей поверхности
строгальных столов
Максимальная глубина строгания
Максимальная ширина строгания
Количество строгальных ножей 3 шт.
Максимальная глубина строгания
Максимальная ширина строгания
Высота пропускаемого материала
Минимальная длина заготовки
Скорость автоматической подачи
Размер рабочей поверхности рейсмусо
вого стола
Наружный диаметр пильного диска
Диаметр посадочного отверстия
ного диска
ножевого вала 3500 мин
-
низковольтное оборудование I
Фугование (строгание)
Рейсмусование
-
Пиление
пиль-
220 В±10 %
50 Гц
асинхронный
-1
IP 20
класса
845 мм
3 мм
200 мм
3 мм
200 мм
6–90 мм
150 мм
6,5 м/мин
207 × 550 мм
Ø 250 мм
Ø 32 мм
1,5
4
69
Page 3
www.kraton.ru
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
продолжение таблицы 1
Толщина режущих зубьев пильного
диска
Максимальная высота пиления
Размер рабочей поверхности пильного
стола
Размер рабочей поверхности стола для
поперечного пиления
Фрезерование (сверление)
Наружной диаметр цилиндрической
прямозубой фрезы (без резцов)
Посадочный диаметр цилиндрической
прямозубой фрезы
Максимальная ширина фрезерования
Наружной диаметр концевой фрезы
Диаметры посадочных отверстий в раз
резных втулках для установки концевых
фрез (сверл)
Размер рабочей поверх
го суппорта
Размер рабочей поверх
го стола
Общий продольный ход фрезерного
суппорта и стола
Поперечный ход фрезерного суппорта
Вертикальный ход фрезерного стола с
суппорт
Масса
Габаритные размеры (L
ом
ности фрезерно-
ности фрезерно-
Масса и габаритные размеры
× B × H) 950 × 1630 × 1020 мм
3,2 мм
70 мм
140 × 600 мм
220 × 320 мм
Ø 72 мм
Ø 20 мм
40 мм
Ø 10 мм
Ø 6 мм; Ø 8 мм; Ø 10 мм; Ø 12 мм
160 × 280 мм
70 × 370 мм
125 (90 и 35) мм
80 мм
60 мм
145 кг
68
Срок службы
• На основании опыта эксплуатации аналогичных изделий и статистических данных
срок службы станка установлен
Примечание
: * — показатель энергетической эффективности станка.
в пределах 5 (пяти) лет.
5
Page 4
www.kraton.ru
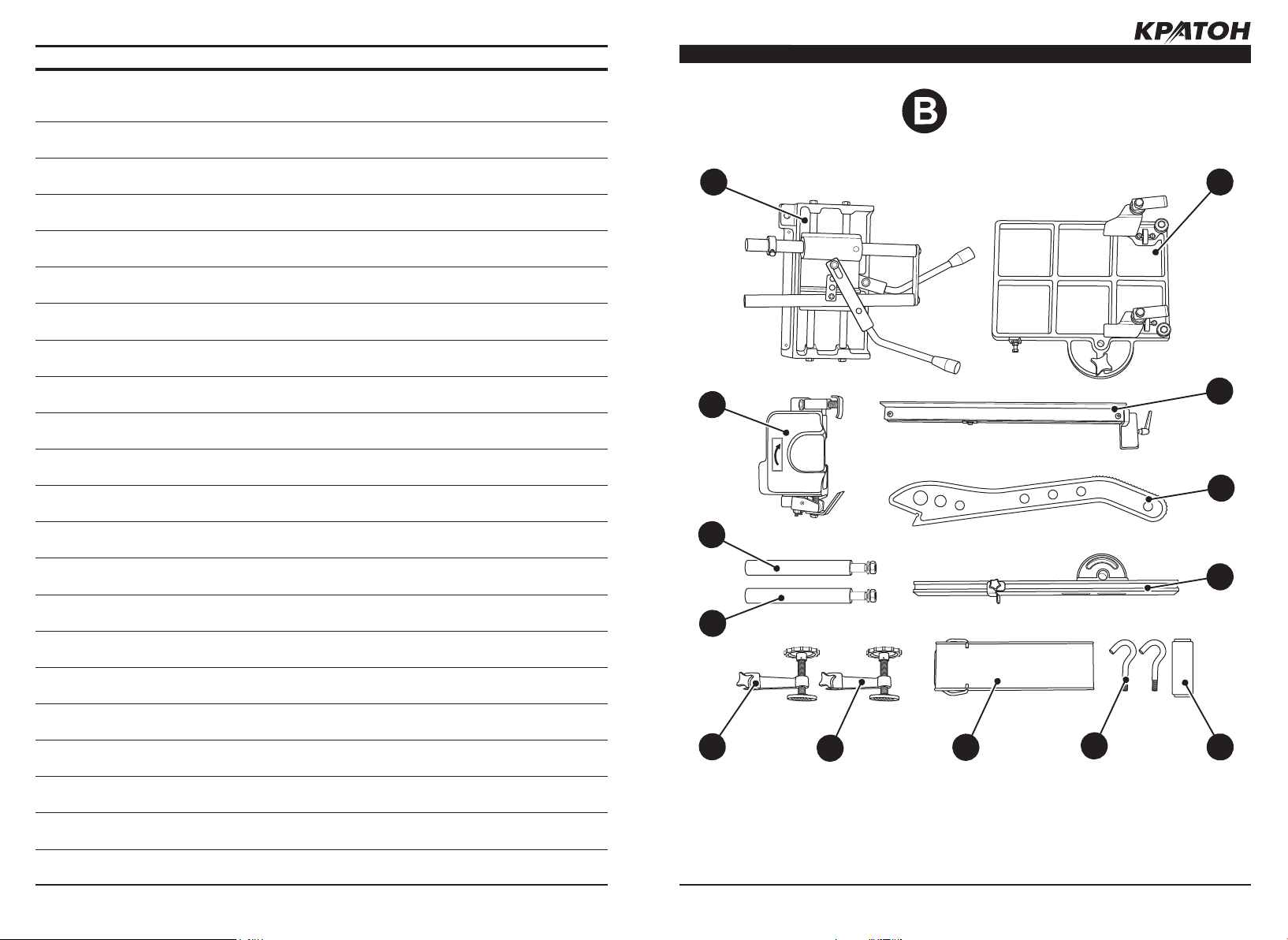
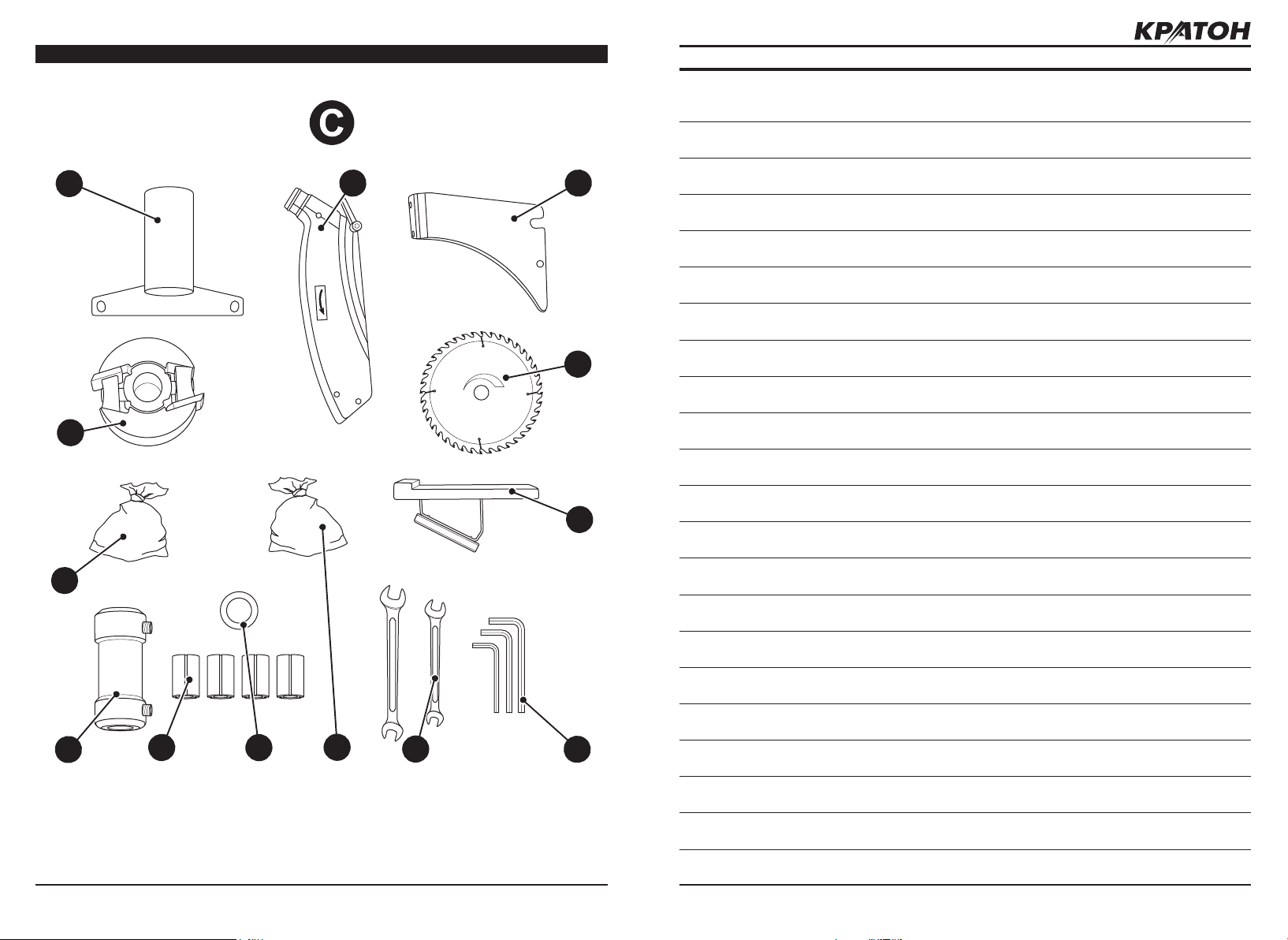
КОМПЛЕКТНОСТЬ
Комплектность станка
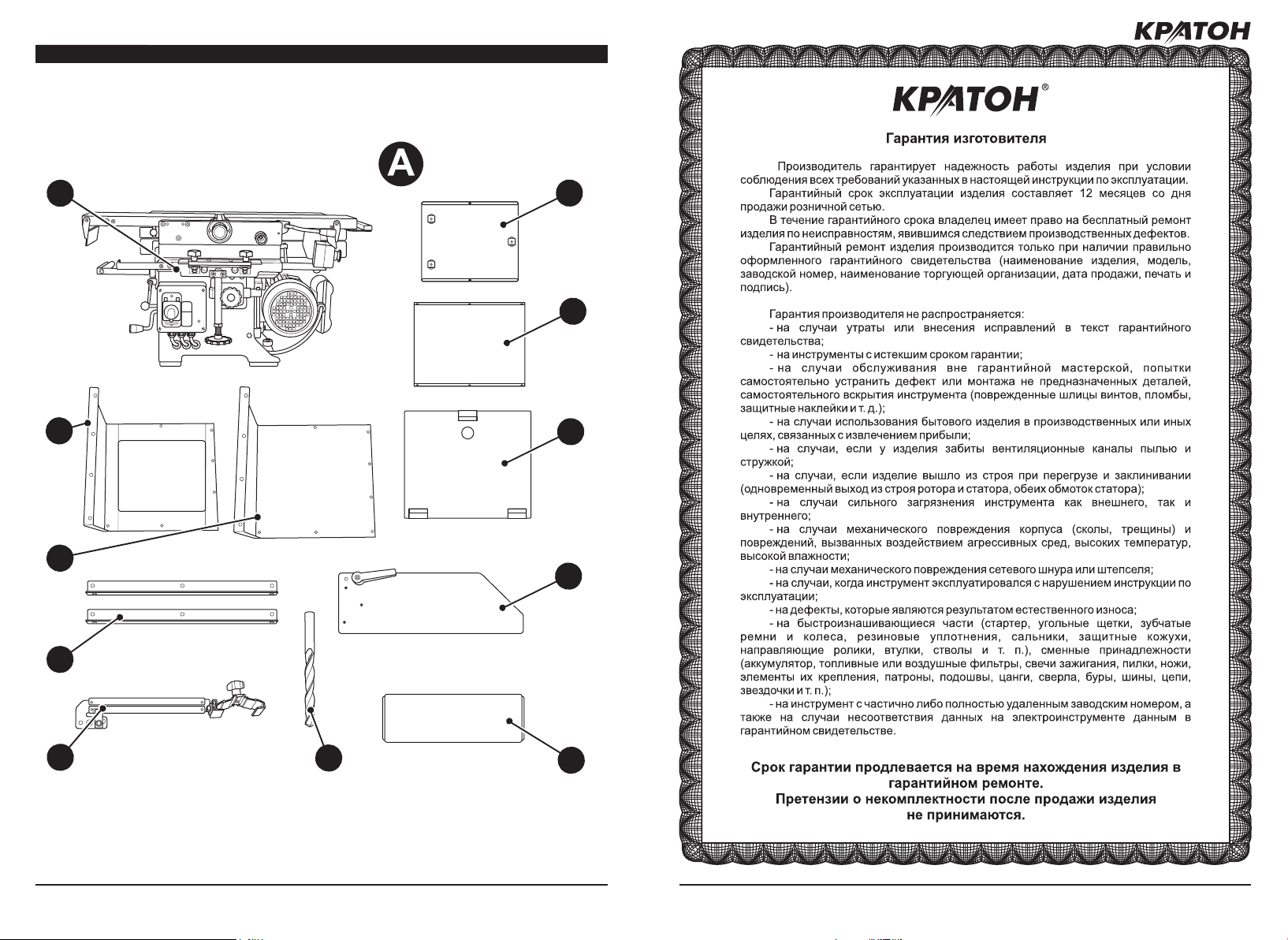
• Комплектность станка приведена в та-
блице 2 и показана на рисунках А, B и C.
Примечание — в целях соблюдения требований технических условий на транс
портирование и хранение изде
поставляется потребителю в частично
разобранном состоянии.
-
лия, станок
1
11
10
2
3
4
5
9
8
Рисунок А — комплектность станка. Дополнительно смотри рисунок В, С и таблицу 2.
7
6
6
67
Page 5
www.kraton.ru
ДЛЯ ЗАМЕТОК
КОМПЛЕКТНОСТЬ
12
24
23
22
13
14
15
16
21
Рисунок В — комплектность станка. Дополнительно смотри рисунок С и таблицу 2.
20
19
18
17
766
Page 6
www.kraton.ru
КОМПЛЕКТНОСТЬ
ДЛЯ ЗАМЕТОК
28
27
26
29
30
31
32
25
Рисунок С — комплектность станка. Дополнительно смотри таблицу 2.
37
36
35
34
8
33
65
Page 7
www.kraton.ru
СХЕМА СБОРКИ
КОМПЛЕКТНОСТЬ
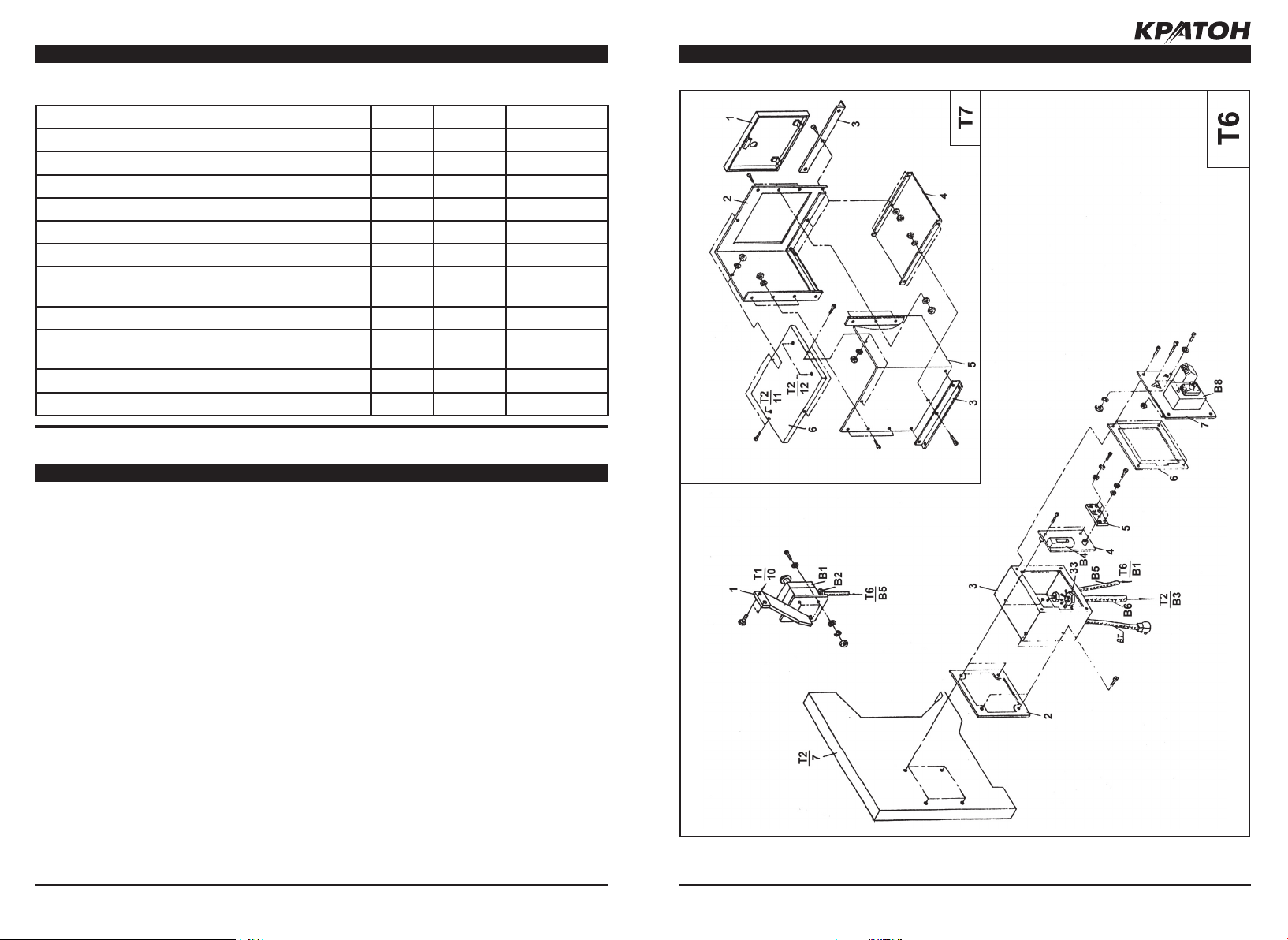
«Спецификация к схеме сборки — рис. Т6, Т7»
Т6
1 Выключатель
2 Прокладка
3 Корпус
4 Плата
5 Пластина
6 Рамка
7 Выключатель
В1 Эл. блок
В2 Кабель
В3 Кабель
В4 Предохранитель
В5 Кабель
В6 Кабель
В7 Кабель
В8 Выключатель
1 Дверца
2 Корпус
3 Уголок
4 Дно
5 Корпус
6 Крышка
Таблица 2 «Комплектность станка»
Наименование пози-
ция на
Т7
рис. А,
B и С
Количе
ство
-
Примечание
Станок многооперационный WM-Multi-1,5 1 1 шт. В сборе
Крышка
2 1шт.
Дно 3 1 шт.
Дверка
Защитный кожух пильного диска
Защитное ограждение ножевого вала
Концевая фреза
Ø 10 мм, L= 100 мм 7 1 шт.
Держатель защитного ограждения
Уголок основания станка
Стенка боковая
4 1 шт.
5 1 шт.
6 1 шт.
8 1 шт.
9 2 шт. В сборе
10 1 шт.
Стенка боковая с отверстием под дверку 11 1 шт.
Фрезерный суппорт
Стол для поперечного пиления
Линейка направляющая
Толкатель для пиления
Упор поперечный
12 1 шт. В сборе
13 1 шт. В сборе
14 1 шт. В сборе
15 1 шт.
16 1 шт. В сборе
Пластина 17 1 шт.
Рым-болт
Защитное ограждение ножевого вала
Струбцина фрезерного суппорта
Струбцина стола для поперечного пиления
Ось струбцины
18 2 шт.
19 1 шт.
20 1 шт. В сборе
21 1 шт. В сборе
22 1 шт. Для струбци-
ны 20
Ось струбцины
23 1 шт. Для струбци-
ны 21
Защитный кожух цилиндрической фрезы
Фрезерный патрон
Комплект крепежных изделий для сборки станка
(болты, гайки, шайбы)
24 1 шт.
25 1 шт. В сборе
26 1 ком-
плект
Цилиндрическая прямозубая фреза Ø 72 мм 27 1 шт. В сборе
964
Page 8
www.kraton.ru
КОМПЛЕКТНОСТЬ
продолжение таблицы 2
Защитный стакан фрезерного патрона 28 1 шт.
Защитный кожух пильного диска
Нож расклинивающий
Диск пильный 31 1 шт.
Толкатель для строгания
Набор шестигранных ключей
Ключи гаечные двусторонние
Комплект крепежных изделий для сборки осно
вания (болты, гайки, шайбы)
Кольцо
Набор разрезных втулок для установки конце
вых фрез (сверл)
Инструкция по эксплуатации
Ящик фанерный — 2 шт.
НАЗНАЧЕНИЕ И ОБЩИЕ УКАЗАНИЯ
14 × 17 и 10 × 12 34 2 шт.
-
29 1 шт. В сборе
30 1 шт.
32 1 шт.
33 3 шт.
-
35 1 ком-
плект
36 1 шт.
37 4 шт.
— 1 экз.
СХЕМА СБОРКИ
• Станок относится к типу деревообрабат-
вающих универсальных многооперационных станков и предназначен для обработки заготовок из древесины и позволяет
выполнять следующие технологические
операции:
— пиление (продольное и поперечное);
— фугование (строгание);
— рейсмусован
— фрезерование и сверление.
• Станок предназначен для работы от однофазной сети переменного тока напряжением 220 В±10 % и частотой 50 Гц.
• Станок предназначен для эксплуатации
в следующих условиях:
— температура окружающей среды от +1
°С до +35 °С;
— относительная влажность воздуха до
80 % при температуре +25 °С.
• Станок не предназначен для использования во взрывоопасной и пожароопас
ной окружающей среде.
ие;
10
• В связи с постоянным техническим совершенствованием конструкции станка
возможны некоторые отличия между приобретенным Вами изделием и сведения
ми, приведенными в настоящей инструкции по эксплуатации, не влияющие на
его основные технические параметры и
эксплуатационную надежн
из коммерческой целесообразности
изготовитель (продавец) оставляет за
собой право изменять комплектность
товара без снижения его потребительских
свойств.
• ВНИМАНИЕ
обработка: металлов, асбоцементных материалов, камня и подобных материалов,
мягких пластмассовых и резиноподобных
материало
-
! На станке не допускается
в.
ость. Исходя
-
Рисунок Т6, Т7 — схема сборки узлов и деталей станка.
63
Page 9
www.kraton.ru
СХЕМА СБОРКИ
ГРАФИЧЕСКИЕ СИМВОЛЫ БЕЗОПАСНОСТИ
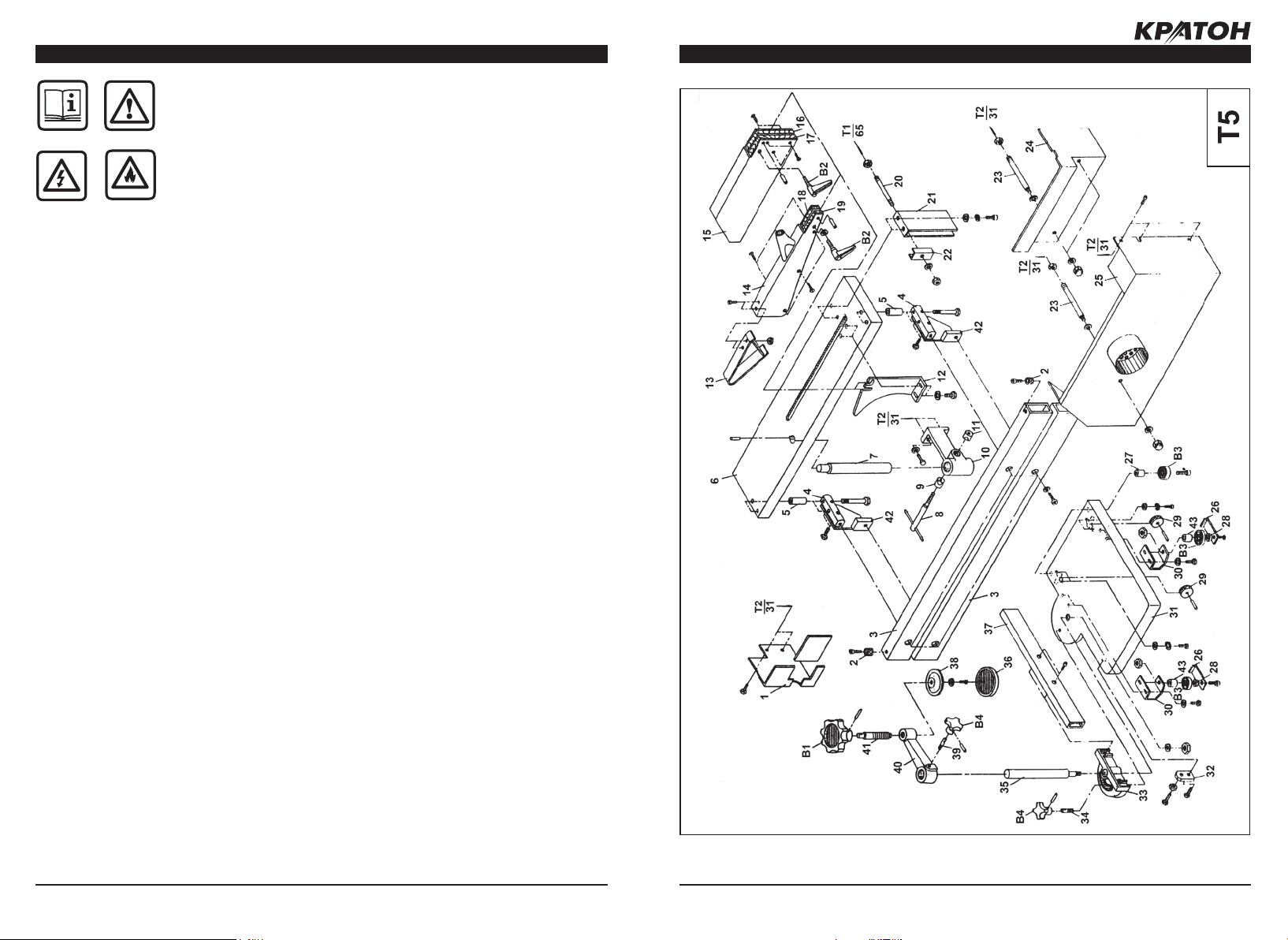
«Спецификация к схеме сборки — рис. Т5»
Т5
1 Кронштейн
2 Втулка
3 Направляющие
4 Тело
5 Втулка
6 Стол
7 Штифт
8 Вороток
9 Стопорная втулка
10 Кронштейн
11 Стопорная гайка
12 Клин
13 Держатель
14 Кожух
15 Кожух
16 Пластина
17 Пластина
18 Пластина
19 Пластина
20 Шпилька
21 Кронштейн
22 Прижим
23 Шпилька
24 Кожух
25 Кожух
26 Пластина
27 Втулка
28 Втулка
29 Ролик
30 Скоба
31 Стол
32 Пластина
33 Сектор
34 Штифт
35 Штифт
36 Подушка
37 Упор
38 Прижим
39 Штифт
40 Штанга
41 Штифт
42 Держатель
43 Втулка
В1 Рукоятка
В2 Рукоятка
В3 Подшипник
В4 Рукоятка
ВНИМАНИЕ! Прочитайте и запомните разделы инструкции, где Вы встретите приведенные ниже графические символы. Данные разделы инструкции информируют Вас
о действиях, которые Вы обязаны выполнить для обеспечения безопасности находящихся рядом людей и лично Вас, а также о мерах, необходимых для надежной и долго
вечной эксплуат
ации станка.
Внимательно прочтите инструкцию по эксплуатации перед использованием станка
Опасность получения травмы или повреждения станка в случае несоблюдения данного указания
Риск возникновения пожара
Опасность поражения электрическим током
Станок и его упаковка подлежат вторичной переработке (рециклированию)
-
62
Беречь от загрязнений окружающую среду. Не сорить, поддерживать чистоту. Упаковку и упаковочные материалы станка следует
сдавать для переработки
ПРЕДУПРЕЖДЕНИЕ ДЛЯ ПОЛЬЗОВАТЕЛЯ
ВНИМАНИЕ! Не разрешается вносить какие-либо измене
ния в конструкцию станка без разрешения производителя.
Неавторизованное изменение конструкции станка и ис
пользование неоригинальных запасных частей может привести к травме пользователя или поломке станка. Не подключайте станок к
сети электропитания до тех пор, пока внимательно не ознакомитесь с изло
женными в данной инструкции рекомендациями и не изучите его устройство,
применение, настройку, ограничения и возможные опасности.
11
-
-
-
Page 10
www.kraton.ru
ПРАВИЛА БЕЗОПАСНОСТИ
СХЕМА СБОРКИ
Чтобы свести к минимуму риск возникновения пожара, по
ражения электрическим током и получения травмы, при
работе со станком всегда следуйте указаниям инструкции
по правилам безопасности. Прежде чем приступить к рабо
те со станком, внимательно прочтите и запомните требования правил безопасности.
инструкцию для дальнейшего использования.
Общие требования охраны труда
• ВНИМАНИЕ! Подключение станка, его
техническое обслуживание, ремонт и экс
плуатация должны соответствовать и осу
ществляться в соответствии с требованиями «Правил технической эксплуатации
электроустановок потребителей» и «Пра
вил техники безопасности при эксплуа
тации электроустановок потребителей».
При эксплуатации станка должны соблю
даться требования «Правил пожарной
безопасности в Российской Федерации».
Персонал, производящий монтаж, тех
ническое обслуживание и эксплуатаци
станка должен иметь квалификацию соответствующую выполняемой работе.
• К работе на станке могут быть допущены
лица не моложе 16 лет, прошедшие медицинский осмотр и признанные годными
для выполнения данного вида работы,
прошедшие инструктаж, обучение и про
верку знаний по охране труда, пожарной
безопасности, оказанию первой довра
чебной помощи и имеющие квалификаци
онное удостоверение на право работы на
деревообрабатывающих станках.
• Станочник, совмещающий профессии,
должен быть обучен безопасным при
емам работы на деревообрабатывающих
станках и, пройти инструктаж по охране
труда на всех выполняемых работах.
• Станочник должен:
— знать конструкцию станка, устройство
и назначение всех его частей, огражде
ний и предохранительных приспособлений, точки заземления электродвигателя
и пусковых устройств;
— уметь определять неисправности стан-
ю
Бережно храните данную
ка, его устройств и механизмов;
— знать требования, предъявляемые к
-
режущему инструменту и правильные
-
способы его заточки и установки;
— знать и соблюдать режимы резания на
данном станке.
-
• Во время работы станочник должен
-
пользоваться средствами индивидуаль
ной защиты
-
головной убор и средства защиты органов слуха.
• Рабочее место и рабочая зона должны
-
иметь достаточное освещение. Свет, из
лучаемый от осветительных устройств,
не должен ослеплять глаза станочника.
• Для замены режущего инструмента,
приспособлений и других рабочих ор
ганов, очистки станка, уборки рабочего
места следует пользоваться слесарным
инструментом (гаечный ключ, отвертка и
-
т.д.) и вспомогательными инструментами
(крючком, лопатой или совком, щеткой,
-
скребком и др.).
-
• На рабочем месте необходимо соблюдать правила пожарной безопасности. Курение разрешается только в специально
отведенных для этого местах.
-
Требования охраны труда перед нача
лом работы
• Перед началом работы станочник дол-
жен надеть спецодежду, обувь, головной
убор и другие средства индивидуальной
-
защиты. Длинные волосы следует убрать
под головной убор. Одежда станочника не
должна иметь свисающих концов, кото
рые могут быть захвачены движущимися
частями механизмов станка. Станочник
— спецодежда, спецобувь,
-
-
-
-
-
-
-
Рисунок Т5 — схема сборки узлов и деталей станка.
12
61
Page 11
www.kraton.ru
СХЕМА СБОРКИ
«Спецификация к схеме сборки — рис. Т4»
Т4
1 Пластина
2 Пружина
3 Втулка
4 Пластина
5 Пластина
6 Винт
7 Пластина
8 Валик
9 Пластина
10 Корпус
11 Кронштейн
12 Штифт
13 Винт
14 Винт
15 Втулка
16 Рычаг
17 Прижим
18 Подушка
19 Штифт
20 Пластина
21 Штифт
22 Пластина
23 Тело
24 Штифт
25 Штифт
26 Корпус
27 Планка
28 Прижим
29 Тело
30 Кронштейн
31 Гайка Т-образная
32 Кронштейн
33 Прижим
34 Тело
35 Пластина
36 Крышка
37 Гайка
38 Штифт
39 Винт
40 Штифт
41 Тело
42 Пластина
43 Тело
44 Винт
45 Пластина
46 Пружина
47 Втулка
48 Винт
49 Вороток
В1 Рукоятка
В2 Рукоятка
В3 Рукоятка
В4 Рукоятка
ПРАВИЛА БЕЗОПАСНОСТИ
не должен надевать перчатки, галстук и
украшения, так как во время работы они
могут попасть в движущиеся части стан
ка.
• Станочник должен работать в специальных противоударных защитных очках.
• При отсутствии на рабочем месте эффективных систем пылеудаления, станочник должен использовать индивидуальные средства защиты дыхательных
путей (респиратор), поскольку древесно
стружечная пыль, возникающая при обра
ботке некоторых пиломатериалов, может
вызвать аллергические осложнения. Во
время работы станочник должен прини
мать необходимые меры для защиты органов слуха и использовать соответствую
щие средства (вкладыши или наушники).
• Станочник должен произвести внешний
осмотр станка и убедиться:
— в свободном доступе к пусковым
устройствам (электровыключатели стан
ка, электрический щит и т.д.);
— в исправности электрооборудования и
заземляющих устройств, пусковых и бло
кировочных устройств путем кратковременного включения станка;
— в наличии ограждений, их исправности
и надежности крепления.
• При выполнении пильной операции на
данном станке следует проверить правильность установки и крепления пильно
го диска и убедиться:
— в правильности и остроте его заточки;
— пильный диск не должен иметь механических повреждений. Твердосплавные
пластинки, припаянные к зубьям пильного
диска, не должны иметь трещин и сколов
и других дефекто
в;
— в наличии режущей твердосплавной
пластинки на каждом зубе пильного диска. Не разрешается эксплуатация станка
при отсутствии хотя бы одной режущей
твердосплавной пластинки на зубе пиль
ного диска;
— в исправности защитного кожуха пиль-
ного диска и в правильной установке расклинивающего ножа;
-
— в отсутствии торцового и радиального
биения пильного диска;
— кратковременным включением станка
проверить направление вращения пильного диска. Пильный диск должен вра
щаться навстречу заготовке, подаваемой
по пильному столу.
• При выполнении фуговальной операции
-
на данном станке следует произвести
-
внешний осмотр станка и убедиться:
— в остроте заточки строгальных ножей;
— в отсутствии на строгальных ножах
трещин и зазубрин;
— в прочности закрепления строгальных
-
ножей;
— в том,
что режущие кромки строгальных
ножей при вращении описывают окружность одного радиуса и выступают над
ножевым валом на одинаковую высоту:
-
— в отсутствии радиального биения ножевого вала и его правильной балансировке;
-
— в правильной установке заднего строгального стола. Рабочая поверхность заднего строгального стола должна быть на
одном уровне и параллельна режущим
кромкам строгальных ножей;
— в надежности закрепления направляющей линейки;
-
— в исправности ограждения ножевого
вала;
— в исправности приспособлений и толкателей для прижима заготовок.
• При выполнении рейсмусовальной операции на данном станке следует произве
сти внешний осмотр станка и убедиться:
— в остроте заточки строгальных ножей;
— в отсутствии на строгальных ножах
трещин и зазубрин;
— в надежности крепления строгальных
ножей;
-
— в исправности защитного когтевого
устройства и его наличии;
— в надежности крепления защитных
-
-
60
13
Page 12

www.kraton.ru
ПРАВИЛА БЕЗОПАСНОСТИ
СХЕМА СБОРКИ
крышек станка;
— в отсутствии механических поврежде
ний и задиров на подающем валике меха
низма автоматической подачи заготовки.
• При выполнении фрезерной или сверлильной операции на данном станке следует произвести внешний осмотр станка
и убедиться:
— в остроте заточки концевой фрезы или
сверла;
— в остроте заточки резцов цилиндриче
ской прямозубой фрезы;
— в отсутствии трещин, зазубрин на режущих кромках сверла, концевой фрезы
и на резцах цилиндрической прямозубой
фрезы;
— в надежности крепления фрезерного
патрона на посадочной шейке ножевого
вала
;
— в надежности закрепления и правильной центровке сверла или фрезы в разрез
ной втулке фрезерного патрона. Биение
режущего инструмента, установленного
во фрезерном патроне, не допускается;
— в надежности закрепления цилиндри
ческой прямозубой фрезы на посадочной
шейке ножевого вала;
— в надежном закреплении и исправности защитного кожуха цилиндрической
прямозубой фрезы;
— в исправности механизмов подач фрезерного суппорта и стола, зажимных при
способлений и устройств.
Требования охраны труда во время ра
боты
• Осмотр и замену режущего инструмен-
та, очистку, регулировку, смазку станка,
закрепление ограждений следует произ
водить только после выключения станка и
его при полной остановке.
• На станке одновременно допускается
выполнять только одну технологическую
операцию, при этом
не используемый для выполнения данной операции, должен быть снят или за
режущий инструмент,
крыт защитным приспособлением станка.
-
Если на станке не выполняется операция
-
фугования, то ножевой вал с закреплен
ными строгальными ножами должен быть
закрыт специальным защитным ограждением. Установленное ограждение должно
обеспечивать свободное вращение ноже
вого вала станка и полностью исключить
возможность травмирования и доступа к
строгальным ножам в зоне фугования.
-
• На данном станке не разрешается работать в перчатках или рукавицах.
Пиление
• Перед включением станка на пиление
деревянных заготовок следует убедиться,
что его пуск не угрожает опасностью Вам
или кому-либо.
• Начинать пиление деревянных заготовок следует только при установившейся
частоте вращения пильного диска.
-
• Подачу деревянной заготовки (пиломатериала) на пильный диск следует произ
водить плавно, без рывков, не допуская
-
ударов по древесине.
• Извлекать застрявшие заготовки, производить ручную уборку обрезков и опилок
с пильного стола следует только после
полной остановки пильного диска с помо
щью специального крючка и щетки.
• ЗАПРЕЩЕНО!
-
— тормозить станок, нажимая каким-либо
предметом на поверхность пильного дис
ка или его режущих зубьев;
-
— находиться в зоне возможного выброса
разрезаемого пиломатериала от пильно
го диска работающего станка;
— производить визуальный осмотр, про-
-
совывать руки под защитный кожух пильного диска работающего станка;
— распиливать одновременно несколько
досок без специального приспособления,
обеспечивающего их прижим к направля
ющей линейке и пильному столу;
— при подаче бруса (доски) на пиление в
станок становиться против его торца;
-
-
-
-
-
-
-
-
Рисунок Т4 — схема сборки узлов и деталей станка.
14
59
Page 13

www.kraton.ru
СХЕМА СБОРКИ
«Спецификация к схеме сборки — рис. Т2, Т3»
Т2
1 Шкив
3 Кронштейн
4 Кронштейн
5 Шайба
7 Корпус
7А Пружина
8 Индикаторная планка
9 Шкала
10 Втулка
11 Пластина
12 Пластина
13 Супорт
14 Стол
15 Стол
16 Планка
17 Винтовой вал
18 Зажим
19 Ролик
20 Держатель ролика
21 Пластина
22 Ручка
Т3
1 Шайба
2 Шкив
3 Втулка
4 Шайба
5 Звездочка
6 Втулка
7 Кронштейн
8 Втулка
9 Втулка
10 Вал
23 Рычаг
24 Кронштейн
25 Втулка
26 Зубчатое колесо
27 Корпус
28 Пластина
29 Зубчатое колесо
30 Пластина
31 Корпус
32 Втулка
33 Планка
34 Шайба
35 Втулка
36 Шайба
37 Шайба
38 Звездочка
39 Пружина
40 Кронштейн
В1 Ремень
В2 Ремень
В3 Эл. двигатель
11 Шестерня
12 Вал
13 Пружина
14 Штифт
15 Винт
В1 Кольцо стопорное
В2 Подшипник
В3 Кольцо стопорное
В4 Рукоятка
ПРАВИЛА БЕЗОПАСНОСТИ
— пилить на станке обледенелые доски;
— открывать и снимать защитное ограждение пильного диска во время работы
станка.
Фугование
• Перед фугованием (строганием) дере-
вянной заготовки необходимо убедиться,
что ножевой вал вращается навстречу по
даче пиломатериала.
• Фугование заготовки следует производить только по слою древесины и всегда
тщательно осматривать ее. При обнару
жении небольших сучков и трещин следу
ет снижать скорость подачи заготовки на
ножевой вал.
• При фуговании следует плотно прижимать заготовку к столу и направляющей
линейке с помощью толкателя.
• Подачу заготовки на ножевой вал следует производить плавно, без толчков.
• При фуговании не разрешается:
— обрабатывать мерзлую древесину, древесину с выпадающими сучьями, больши
ми трещинами, гнилями, прогибами;
— подавать заготовку на фугование, держа ее руками за торец;
— снимать за один проход стружку толщиной более 3 мм;
— работать при неисправном или снятом
ограждении ножевого вала;
— тормозить ножевой вал нажимом заготовки.
• Фугование заготовок следует всегда производить при помощи специальных колодок-толкателей.
• Фугование деталей длиной более 2 м
следует производить при наличии вспо
могательного стола с роликами.
Рейсмусование
• При рейсмусовании необходимо убе-
диться, что ножевой вал вращается на
встречу движению материала.
• При рейсмусовании не разрешается:
— работать в рукавицах. Для защиты рук
следует пользоваться специальными наладонниками;
— снимать за один проход стружку толщиной более 3 мм;
— обрабатывать мерзлую древесину,
древесину с большими трещинами.
• Подачу заготовок к подающему валику
механизма автоматической подачи
изводить без рывков, торец в торец. При
этом не держать руки на торце детали.
• Необходимо следить за тем, чтобы толщина строгаемых деталей была одинако
-
вой. Не подводить руки близко к подаю
щему валику механизма автоматической
подачи заготовки
.
• Наименьшая длина обрабатываемого
материала должна быть не менее 150
мм.
• Рейсмусование заготовок длиной более
2 м производить с помощью вспомогательных столов с роликами, установленных спереди и сзади станка.
• При заедании заготовки в валиках остановить станок, и после полной остановки
ножевого вала, опустить рейсмусовый
стол и вытащить ее.
• Необходимо обязательно согласовывать свои действия со вспомогательным
рабочим, принимающим заготовки после
рейсмусования.
Фрезерование и
сверление
• При фрезеровании цилиндрической
прямозубой фрезой необходимо убедить
ся, что режущий инструмент вращается
навстречу линии подачи заготовки.
• Фрезерование заготовок производить
-
только по слою древесины.
• При фрезеровании не разрешается:
— работать в рукавицах;
— обрабатывать заготовки с большими
трещинами и гнилями.
-
• При обнаружении небольших трещин,
гнилей, сучьев в заготовке снижать ско
рость ее подачи на цилиндрическую прямозубую фрезу.
про-
-
-
-
-
58
15
Page 14

www.kraton.ru
ПРАВИЛА БЕЗОПАСНОСТИ
СХЕМА СБОРКИ
• При фрезеровании концевой фрезой
или сверлении необходимо надежно закреплять обрабатываемую заготовку за
жимным приспособлением (струбциной).
Подачу заготовки, зажатой на фрезерном
суппорте на концевую фрезу (
следует производить плавно, без рывков.
• Стружку из отфрезерованного гнезда
удалять только при помощи щетки и крючка.
Общие указания по обеспечению без
опасности при работе со станком
• Всегда работайте в устойчивой позе.
Следите за правильным положением ног
и тела. Сохраняйте правильную рабочую
позу и равновесие, не наклоняйтесь над
вращающимися деталями и узлами стан
ка. Не опирайтесь на работающий станок.
• Работа на данном станке требует концентрации внимания от станочника. Не
отвлекайтесь во время работы. Не экс
плуатируйте станок, если Вы находитесь
под действием алкоголя, наркотических
веществ или медицинских препаратов, а
также в болезненном или утомленном
состоянии.
• Прежде чем включать станок, убедитесь
в том, что все неиспользуемые детали,
инструменты и принадлежности удалены
и не будут препятствовать работе.
• Дети и посторонние лица должны находиться на безопасном расстоянии от работающего станка.
• Исключите попадание влаги на электрические соединения и электродвигатель
станка.
• Не выключайте станок из розетки электросети, выдергивая непосредственно
кабель электропитания. Используйте для
этой цели штепсельную вилку кабеля
электропитания.
• Недопустимо использовать станок с поврежденным кабелем электропитания
или другими электрическими узлами.
или сверло),
Если Ваш станок работает ненормально,
в его конструкции отсутствуют какие-либо
-
детали и имеются механические повреждения, Вам необходимо обратиться в сервисный центр.
• Кабель электропитания располагайте
в удалении от горячих поверхностей и
острых кромок и оберегайте его от по
вреждений. Не прикасайтесь к штепсельной вилке кабеля электропитания станка
мокрыми руками.
-
ОМНИТЕ! Маломощный или повреж-
• П
денный удлинительный кабель электро
питания может стать причиной пожара
или поражения электрическим током.
• Перед каждым включением станка производите его осмотр. Если какие-либо
-
части отсутствуют, деформированы или
пришли в негодность, или электрические
узлы работают ненадлежащим образом,
выключите станок и отключите его от сети.
Произведите замену поврежденных, вы
шедших из строя частей и установку от
сутствующих деталей. Только после этого
эксплуатацию станка можно возобновить.
• При чистке станка используйте средства
защиты дыхательных путей (респиратор)
и глаз (защитные очки).
• Перед использованием станка полностью размотайте кабель электропитания.
• Используйте только оригинальные и рекомендованные комплектующие запас
ные части.
• Не перегружайте и не модифицируйте
станок. Станок будет работать надежно
и безопасно при выполнении только тех
операций и с нагрузкой, на которую он
рассчитан. Не изменяйте конструкцию
станка для выполнения работ, на которые
он не рассчитан и не предназначен.
• ОСТОРОЖНО! Применение любых принадлежностей и приспособлений, а так
же выполнение любых операций помимо
тех, которые рекомендованы данной ин
струкцией, может привести к несчастному
случаю.
-
-
-
-
-
-
-
Рисунок Т2, Т3 — схема сборки узлов и деталей станка.
16
57
Page 15

www.kraton.ru
СХЕМА СБОРКИ
«Спецификация к схеме сборки — рис. Т1»
Т1
1 Направляющая
2 Втулка
3 Предохранит. пластина
4 Втулка
5 Направляющая
6 Шкала
7 Передвижной упор
8 Квадратная гайка
9 Пластина супорта
10 Стол горизонтальный
11 Гайка
12 Направляющая
13 Пластина
14 Уголок
15 Защита
16 Скоба
17 Рычаг
18 Направляющая
19 Нож
20 Держатель вала
21 Вал шпинделя
22 Корпус подшипников
23 Защитный кожух фрезы
24 Держатель фрезы
25 Защитный колпачок
26 Цанга
27 Держатель ножа
28 Нож
29 Пружина
30 Корпус прижима
31 Кожух прижима
32 Гайка
33 Шайба
34 Прижим
36 Вал фрезы
37 Фреза
38 Втулка
39 Фланец
40 Тело фрезы
41 Тело прижима
42 Пружина
43 Кронштейн
44 Прижим-предохранит.
45 Штифт
46 Предохранит. планка
47 Кронштейн
48 Верхняя тяга
49 Нижняя тяга
50 Пластина
51 Держатель предохран.
52 Шпилька
53 Защита
54 Стол
55 Пластина
56 Планка
57 Направляющий вал
58 Втулка
59 Шпилька
60 Рябуха
61 Направляющий ролик
62 Ролик
63 Держатель инстр.
64 Штифт
65 Корпус подшипников
66 Планка
67 Втулка
68 Шайба
69 Фланец
70 Шкиф
71 Шайба
72 Звездочка
73 Шайба
74 Шайба
75 Втулка
76 Гайка
В1 Стопорный винт
В2 Рукоятка
В3 Фреза
В4 Подшипник
В5 Ручка стопора
В6 Приводная цепь
В7 Пильный диск
ПРАВИЛА БЕЗОПАСНОСТИ
• Перед началом любых работ по техни-
ческому обслуживанию, замене приспособлений или чистке станка отсоедините
вилку кабеля электропитания станка от
розетки электросети.
• Контролируйте исправность деталей
станка и надежность соединений подвижных деталей. Любая неисправная деталь
должна немедленно ремонтироваться
или заменяться.
• Не оставляйте работающий станок без
присмотра. Прежде чем покинуть рабочее
место, выключите станок, дождитесь его
полной остановки и отключите вилку ка
беля электропитания от розетки электросети.
• ОСТОРОЖНО! Начинайте работу с этим
станком только после того, как полностью
соберете и проверите его в соответствии с
указаниями данной инструкции по эксплу
атации.
Перед первым включением станка обратите внимание на правильность
сборки и надежность его установки.
• Не включайте и не выключайте станок,
если заготовка вплотную прижата к режущему инструменту
— это может привести
к травме или поломке инструмента. Отведите заготовку от режущего инструмента.
• Не используйте для обработки на данном
станке деревянные заготовки с трещинами, расколами и другими механическими
повреждениями древесины. Удалите из
винты, вбитые гвозди и другие инород
ные включения. Проверьте заготовку на
отсутствие сучков, гнили, трухлявости и
других природных дефектов древесины.
Не обрабатывайте некачественную дре
весину.
• При обработке заготовки большой длины используйте дополнительные опоры
для поддержки ее незакрепленных кон
цов. Занимайте позицию сбоку от линии
подачи заготовки на режущий инструмент.
Тем самым, Вы избежите травм при воз
можной отдаче заготовки от режущего ин
-
струмента.
• Измерения обработанной заготовки производите измерительным инструментом
(рулетка, штангенциркуль, шаблон и др.)
вне станка (на рабочем столе, верстаке).
Измерения заготовки, зажатой в приспо-
-
соблении станка, допускается производить только при его полной остановке и
выключении.
• Используйте только заточенный режущий инструмент. Риск травмы, поломки
станка или порчи заготовки увеличивается, если режущий инструмент затуплен
или непригоден к использованию.
• ВНИМАНИЕ! Не используйте данный
станок для обработки заготовок, изготовленных из любых металлов и их сплавов
— это может привести к Вашей травме и
повреждению станка.
заготовки вкрученные шурупы, саморезы,
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
Станок был разработан для работы только при одной величине
электрического питающего напряжения. По электробезопасности
станок соответствует I классу защиты от поражения электри-
ческим током. Перед началом работы убедитесь, что напряжение
источника электропитания соответствует техническим характеристикам
станка.
• ВНИМАНИЕ! Для Вашей собственной
безопасности никогда не подключайте
вилку кабеля электропитания к розетке
электросети до окончания сборки станка
изучения инструкции по эксплуатации и
правил безопасности.
Электрические соединения и требова
ния к кабелю электропитания
• ПРЕДУПРЕЖДЕНИЕ! Для предотвраще-
ния поражения станочника электрическим
,
током, станок должен быть обязательно
заземлен.
-
-
-
-
-
-
56
17
Page 16

www.kraton.ru
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
• В случае поломки или неисправности
заземление создает путь наименьшего
сопротивления для электрического тока
и снижает опасность поражения электрическим током. Этот станок оснащен
электрическим кабелем, оборудованным
заземляющим проводом и заземляющей
клеммой на вилке. Вилка должна вставляться в соответствующую розетку, имеющую надежное заземление.
• Запрещается переделывать штепсельную вилку кабеля электропитания станка,
если она не входит в розетку питающей
электрической сети.
• Квалифицированный электрик должен
установить соответствующую розетку.
• При повреждении кабеля электропитания его необходимо заменить. Замену
кабеля электропитания должен производить только изготовитель станка или сер
висный центр.
• Используйте только трехжильные удлинительные кабели с трехконтактными
вилками с заземлением и соответствующие розетки, в которые вилка включает
ся.
• ПРЕДУПРЕЖДЕНИЕ! Этот станок предназначен для использования только в сухом помещении. Нельзя допускать установку станка во влажных помещениях и в
местах попадания влаги.
Требования к электродвигателю
• ВНИМАНИЕ! Для исключения опасности
повреждения электродвигателя, регуляр
но очищайте его от опилок и
пыли. Таким образом, обеспечивается его
беспрепятственное охлаждение.
• Если электродвигатель не запускается
или внезапно останавливается при рабо
те, сразу же отключите станок.
• Отсоедините вилку кабеля электропитания станка от розетки и попытайтесь найти и устранить возможную причину.
• Колебания напряжения электросети в
пределах ±10 % относительно номиналь
ного значения не влияют на нормальную
древесной
работу станка, но необходимо, чтобы на
электродвигатель станка подавалось
электрическое напряжение 220 В.
• Чаще всего проблемы с электродвигателем станка возникают при некачествен
ных контактах в разъемах электрических
соединений, при перегрузках, понижен
ном напряжении электрического питания.
• Квалифицированный электрик должен
периодически проверять все электро
разъемы, напряжение в электрической
питающей сети и величину тока, потре
бляемого станком.
• При необходимости используйте удлинительный кабель, соответствующий но
минальной мощности станка (см. раздел
«Основные технические данные»). При
использовании катушек обязательно пол
ностью разматывайте кабель.
-
-
-
-
-
ОМНИТЕ! При значительной длине
• П
удлинительного кабеля и малом попе
речном сечении подводящих проводов
происходит дополнительное падение
напряжения, которое может привести к
неустойчивой работе электродвигателя
станка.
• Приведенные в таблице 3 «Длина удлинительного электрического кабеля и
размеры поперечного сечения проводов»
данные относятся к расстоянию между
электрическим распределительным щитом, к которому подсоединен станок, и его
штепсельной вилкой. При этом не имеет
значения, осуществляется ли подвод
электроэнергии к станку через стацио
нарные подводящие провода, через удли
нительный кабель или через комбинацию
стационарных и удлинительных кабелей.
Удлинительный провод должен иметь на
одном конце вилку, а на другом
ку, совместимую с электрической вилкой
Вашего станка.
СХЕМА СБОРКИ
-
-
-
-
-
-
-
-
-
— розет-
Рисунок Т1 — схема сборки узлов и деталей станка.
18
55
Page 17

www.kraton.ru
ДЛЯ ЗАМЕТОК
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
Таблица 3 «Длина удлинительного электрического кабеля и размеры поперечного се
чения проводов»
-
Длина удлинительного
кабеля, м
до 10
до 20 2,5
УСТРОЙСТВО СТАНКА
8 40
12
Электрическое напряжение, В
220 В±10 %
14
41
Поперечное сечение
жилы проводов удлинительного кабеля, мм
1,5
42
2
43
44
45
46
47
39
38
Рисунок D — общий вид станка со стороны фрезерного суппорта и строгальных столов.
48
1954
Page 18

www.kraton.ru
УСТРОЙСТВО СТАНКА
СВЕДЕНИЯ О ДЕЙСТВИЯХ ПРИ ОБНАРУЖЕНИИ НЕИСПРАВНОСТИ
51 21
23
16
50
52
53
31
29
54
30
55
56
57
58
59
Сведения о действиях, которые необходимо предпринять при обнаружении
неисправности малогабаритного дере
вообрабатывающего станка
• При возникновении неисправностей в
работе станка выполните действия ука
занные в таблице 3 «Неисправности станка и методы их устранения».
• При обнаружении других неисправно-
стей пользователю (владельцу) данного
малогабаритного деревообрабатываю
-
щего станка необходимо обратиться в
сервисный центр.
• Адреса сервисных центров Вы можете
найти в разделе «Гарантия изготовителя»
данной инструкции по эксплуатации или
на сайте «www.kraton.ru».
-
49
Рисунок E — общий вид станка со стороны пильного стола.
13
62
4
20
619
60
53
Page 19

www.kraton.ru
ВИДЫ БРАКА И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица 4 «Виды брака и способы их устранения»
Вид брака Вероятная причина Способ устранения
Мшистость на поверхно
сти пропила при продоль
ном пилении.
-
Затупились режущие
-
зубья пильного диска.
Пильный диск неправильно зажат на посадочной
шейке ножевого вала
(биение пильного диска
при вращении).
Заточить режущие зуб
пильного диска.
Снять пильный стол,
демонтировать пильный
диск, осмотреть его и пра
вильно закрепить.
ья
УСТРОЙСТВО СТАНКА
-
65
22
66
7
28
67
68
6
69
Прижоги на поверхности
заготовки при продольном
пилении.
Сколы и вырывы на торце
заготовки при поперечном
пилении.
Непрямолинейность об
работанной поверхности,
местные неровности обработки при фуговании.
Мшистость, ворсистость,
сколы и вырывы при фу
говании.
Мшистость обрабатыва
емой поверхности при
сверлении или фрезеро
вании.
-
-
-
-
Большая скорость подачи,
режущие зубья пильного
диска затуплены.
Профиль зубьев пильного
диска не соответствует ха
рактеру пиления и породе
древесины.
Непараллельность
плоскостей строгальных
столов в продольном и по
перечном направлениях.
Рабочая поверхность заднего строгального стола
ниже уровня режущей
кромки строгальных ножей ножевого вала.
Фугование против во
локна древесины, большая глубина строгания
(толщина стружки), сырой
пиломатериал, затуплены
строгальные ножи.
Неправильная заточка
сверла или фрезы.
-
Уменьшить скорость по
дачи, заменить пильный
диск.
Заменить режущий ин
струмент на пильный диск,
предназначенный для
поперечного пиления.
Проверить параллель
ность строгальных столов
-
поверочной линейкой и
отрегулировать их поло
жение.
Установить необходимый
расчетный уровень режу
щей кромки строгальных
ножей относительно за
днего строгального стола.
Изменить положение заготовки при подаче, уменьшить глубину резания
регулировкой положения
переднего строгального
стола, заточить строгальные ножи.
Заточить в соответствии с
нормами режущий инстру
мент.
-
-
20
-
-
-
-
-
64
63
Рисунок F — элементы управления и настройки фрезерного суппорта и пильного стола.
75
74
73
72
71
70
52
21
Page 20

www.kraton.ru
УСТРОЙСТВО СТАНКА
НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
53
48
40
Рисунок G — узлы и детали станка.
76
57
41
80
79
77
78
12
Таблица 3
Внешнее проявление
неисправностей
Электродвигатель работа
ет в режиме номинальных
оборотов, но ножевой вал
не вращается.
Электродвигатель не за
пускается.
Электродвигатель
гревается и отключается.
Сильная вибрация при
вращении ножевого вала.
Электродвигатель работа
ет в режиме номинальных
оборотов, пильный диск
при пилении останавли
вается.
«Неисправности и методы их устранения»
пере-
Вероятная причина Метод устранения
Проскальзывание клино
вых ремней вследствие
неудовлетворительного
натяжения клиновых
ремней.
Повреждение клиновых
ремней.
-
Нет напряжения в сети
электропитания.
Перегрузка станка.
Засорились стружкой вну
тренние полости электро
двигателя.
Неправильная установка
строгальных ножей.
Вышли из строя подшип
ники вследствие недо
статочной смазки или ее
полного отсутствия.
Затупились режущие
зубья пильного диска.
Ослабло крепление пиль
ного диска.
-
Натянуть клиновые ремни.
Заменить клиновые рем
ни.
Проверить наличие напряжения в сети.
Уменьшить подачу при
строгании или пилении
заготовки.
Продуть электродвигатель
-
-
через вентиляционную
решетку.
Проверить и
установить строгальные
ножи.
-
-
Заменить подшипники.
Заточить режущие зубья
пильного диска.
Затянуть крепление пиль
ного диска.
-
правильно
-
22
Рекомендации пользователю
• Электропривод станка должен быть не-
медленно отключен от сети в случаях:
— появления дыма или огня из электродвигателя или его пускорегулирующей
аппаратуры;
— появлении сильной вибрации, угрожающей целостности электродвигателя и
станка;
— недопустимо резкого нагрева подшипников станка;
— резкого снижения скорости вращения
вала электродвигателя, сопровождающе
гося его быстрым нагревом.
• Работать на неисправном станке категорически воспрещается.
51
-
Page 21

www.kraton.ru
ТРАНСПОРТИРОВАНИЕ И ПРАВИЛА ХРАНЕНИЯ
УСТРОЙСТВО СТАНКА
Транспортирование
• Станок, упакованный в соответствии с
требованиями действующей нормативной
и технической документации на его изго
товление и поставку, транспортируется
авиационным, железнодорожным, морским, речным и автомобильным транс
портом.
• Погрузку и крепление упакованного
станка, и его последующее транспортирование выполняют в соответствии с
действующими техническими условиям
и правилами перевозки грузов на используемом виде транспорта.
Правила хранения
• При постановке станка на длительное
хранение необходимо:
— отключить его от электропитания и
свернуть кабель электропитания;
— очистить станок от древесной стружки
и пыли;
— снять режущий инструмент для отдельного хранения;
— продуть станок и электродвигатель
сжатым воздухом;
— смазать индустриальным машинным
маслом направляющие фрезерного суп
порта, винтовые пары и кинематические
передачи (кроме клиноременного при
вода) и металлические поверхности, не
имеющие лакокрасочного покрытия;
-
— рабочие столы станка (пильный, строгальный, фрезерный) и фрезерный суппорт накрыть промасленной бумагой.
• Хранение станка следует производить в
отапливаемом, вентилируемом помеще-
и
нии при отсутствии воздействия климати
ческих факторов (атмосферные осадки,
повышенная влажность и запыленность
воздуха) при температуре воздуха не
ниже +1
сительной влажности воздуха не выше 80
%.
0
С и не выше +40 0С при отно-
-
-
40
-
41
53
81
УТИЛИЗАЦИЯ
Утилизация
• Данный станок изготовлен из безопасных для окружающей среды и здоровья
человека материалов и веществ. Тем не
менее, для предотвращения негативного
воздействия на окружающую среду, по
окончании использования станка (истечении срока службы) и его непригодности к
дальнейшей эксплуатации станок подлежит сдаче в приемные пункты по перера
ботке металлолома.
• Утилизация станка и комплектующих
узлов заключается в его полной разбор
ке и последующей сортировке по видам
материалов и веществ, для последующей
переплавки или использования при вто
ричной переработке.
• Упаковку станка следует утилизировать
50
без нанесения экологического ущерба
окружающей среде в соответствии с дей
ствующими нормами и правилами на территории страны использования данного
оборудования.
Защита окружающей среды
• Настоящая инструкция по эксплуатации
изготовлена из макулатуры по специаль-
-
ной технологии, что позволяет в некото
рой степени сохранять деревья, используемые для изготовления бумаги.
-
-
12
-
Рисунок H — узлы и детали станка.
-
57
83
82
23
Page 22

www.kraton.ru
УСТРОЙСТВО СТАНКА
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
86
85
87
88
84
Рисунок I — кнопки включения, выключения и реверса электродвигателя станка.
• Устройство станка показано на рисунках D, E, F, G, H, I. Дополнительно смотри схемы
сборки станка
4. Дверка съемная
6. Защитное ограждение ножевого вала
7. Фреза концевая
8. Держатель защитного ограждения но
жевого вала
9. Уголок основания станка для крепле
ния к опорной поверхности
12. Фрезерный суппорт
13. Стол для поперечного пиления
14. Линейка направляющая
16. Упор поперечный
— рисунки Т1, Т2, Т3, Т4, Т5, Т6, Т7 и спецификации к ним.
20. Струбцина фрезерного суппорта
21. Струбцина стола для поперечного пи
ления
-
22. Ось струбцины
23. Ось струбцины
-
28. Защитный стакан фрезерного патро
на
29. Защитный кожух пильного диска
30. Нож расклинивающий
31. Диск пильный
38. Основание станка в сборе
собность зажимных устройств, защитных
кожухов и ограждений, крышек и приспособлений станка;
— перед началом работы всегда проверять надежность закрепления режущего
инструмента (пильного диска, строгаль
ных ножей, сверла или фрезы) и в случае
необходимости производить дополнительную затяжку и регулировку.
• Во избежание перегрева обмоток и предупреждения осаждения древесной струж
ки и пыли в электродвигателе, наружных
поверхностях и в механизмах станка, после окончания работы необходимо про
дувать станок и электродвигатель (через
вентиляционные отверстия) сжатым воз
духом и протирать чистой ветошью пильный и строгальный столы, а также фрезерный суппорт и стол станка.
• Перед началом работы необходимо
проверять исправность кабеля электропитания с вилкой, электровыключателей
станка.
• После окончания работы со станком необходимо очистить его от пыли, древесной стружки и опилок с помощью щетки и
крючка.
• Не реже одного раза в месяц необхо
димо выполнять полную общую уборку
станка и рабочего места:
— очистить станок и обдуть его сжатым
воздухом;
— снять все ограждения и кожухи станка
и протереть их изнутри;
— снять крышки и протереть кинематические передачи (шкивы и ремни, цепи
-
-
и звездочки, механизмы подач и регули
ровочные приспособления) от налипшей
пыли и грязи.
• Во избежание работы станка с повышенной нагрузкой, периодически проверяйте
заточку строгальных ножей. При необхо
димости производите заточку ножей. При
необходимости заточки даже одного стро
гального ножа, чтобы не нарушить балансировку ножевого вала, необходимо зата
чивать и балансировать все строгальные
ножи.
• Периодически проверяйте состояние
крепления и положение всех сопрягаемых
деталей, узлов и механизмов станка.
-
Проверка и натяжение клиноременных
передач станка
• В процессе эксплуатации станка проис-
ходит естественная вытяжка новых кли-
-
новых ремней (см. схемы сборки станка).
Необходимо после первых четырех часов
работы станка проконтролировать на
тяжение клиновых ремней и произвести
повторное натяжение в соответствии с
-
действующими нормами.
• Произведите натяжение клиноременных
передач станка. При определении степени натяжения руководствуйтесь следую
щими условиями:
— чрезмерное натяжение клиновых ремней ведет к их преждевременному износу
и дополнительной нагрузке на подшипники;
— недостаточное натяжение клиновых
ремней ведет к
ванию на шкивах, и снижению величины
-
крутящего момента на ножевом вале и
следовательно, к изменению режимов
резания заготовки и снижению произво
дительности станка
-
-
-
-
их нагреву и проскальзы-
.
-
-
-
24
49
Page 23

www.kraton.ru
суппорта 12 и зажмите ее при помощи рукоятки 52 струбцины 21. При необходимо
сти отрегулируйте высоту струбцины 21.
• Используя рычаги 63 и 74 и винт 72,
подведите фрезерный суппорт 12 с зажа
той заготовкой к вращающейся концевой
фрезе 7
Сверление
• Наладка станка на сверление анало-
гична фрезерной операции выполняемой
концевой фрезой.
• Используя рычаг 74, произведите подачу зажатой заготовки на сверло и
просверлите отверстие на необходимую
глубину. Подачу заготовки на сверло вы
полняйте плавно и без ударов. В мо
и промасленных обтирочных материалов. Невыполнение этого требова
ния может привести к пожару. Категорически запрещено выполнять смазку
включенного и работающего станка, так как это может привести к травме
и увечьям.
Техническое обслуживание
• Для обеспечения длительной и безава
рийной работы станка и Вашей личной
безопасности необходимо выполнять
следующие требования:
— перед началом работы всегда проверять общее техническое состояние станка путем визуального осмотра и пробного
пуска;
— проверять исправность электрооборудования и электродвигателя станка путем
включения и выключения;
— проверять исправность осветительных устройств у станка (общее и местное
освещение рабочей зоны);
— проверять исправность приточно-вытяжной вентиляции и пылесоса для сбора
и выполните фрезерование.
мент
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ВНИМАНИЕ! При выполнении любых операций по обслуживанию, отключите станок от электрической
питающей сети. Своевременно
и рабочую зону вокруг него от древесной стружки
выхода сверла уменьшите подачу
мым предотвратите возможную поломку
сверла.
• ВНИМАНИЕ! При сверлении не исполь-
-
зуйте рычаг продольной подачи 63 — это
может привести к поломке сверла.
-
очищайте станок
древесной стружки и пыли (при наличии);
-
— проверять строгальные столы, пильный стол, фрезерный суппорт и механиз
мы подач станка на отсутствие механических повреждений;
— очищать от стружки и древесной пыли
электродвигатель и станок;
— периодически производить смазку шарнирных соединений и пар трения станка и
своевременно производить замену смаз
ки;
— пролитое при смазке станка масло
должно немедленно удаляться с поверх
ностей станка обтирочным материалом,
а с пола путем посыпания древесными
опилками с последующим удалением
— проверять исправность и работоспо-
, тем са-
;
УСТРОЙСТВО СТАНКА ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
39. Кабель электропитания с вилкой
40. Стол строгальный задний
41. Стол строгальный передний
42. Мерная линейка
43. Болт фиксации направляющей линейки
44. Фиксатор положения направляющей
линейки
45. Бегунок направляющей линейки
46. Кнопка блокирования и выключения
станка
47. Электродвигатель
48. Корпус станка
49. Упор подвижный
50. Фиксатор
51. Фиксатор
52. Рукоятка винта струбцины
53. Пильный стол
54. Фиксатор
55. Фиксатор
56. Защитный экран рейсмусового стола
57. Стол рейсмусовый
58. Ролик направляющий
59. Рычаг подъема (опускания) рейсмусо
-
-
-
-
вого стола
60. Рычаг включения механизма автоматической подачи при рейсмусовании
61. Направляющая балка
62. Патрубок для подключения к промышленному пылесосу
63. Рычаг продольной подачи фрезерного
суппорта
64. Регулируемый упор фрезерного суп
порта
65. Рукоятка винта струбцины
66. Фиксатор упора фрезерного стола (2
шт.)
67. Фиксатор защитного ограждения но
жевого вала
68. Фиксатор переднего строгального сто
ла
69. Рычаг регулирования глубины строга
ния
70. Фрезерный стол
71. Фиксатор фрезерного стола с суппор
том
72. Винт вертикальной подачи фрезерно
го стола с суппортом
73. Винт продольной подачи фрезерного
стола с суппортом
74. Рычаг поперечной подачи фрезерного
суппорта
75. Направляющая ось фрезерного суппорта (2 шт.)
76. Ножевой вал
77. Регулируемый упор фрезерного стола
78. Фиксатор рейсмусового стола
79. Линейка
80. Болт крепления корпуса станка к осно
ванию (3 шт.)
81. Планка для бегунка направляющей
линейки
82. Дополнительный стол рейсмусового
стола
83. Защитный экран рейсмусового стола
84. Кнопка «ПУСК»
85. Кнопка «СТОП»
86. Крышка коробки электровыключателей
87. Крышка коробки переключения на
правления вращения ножевого вала
-
88. Клавиша
вращения ножевого вала (реверса)
-
-
-
-
-
-
переключения направления
-
-
48
25
Page 24

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
ВНИМАНИЕ! Перед пробным пуском необходимо убедиться
в том, что: на станке установлены все защитные кожухи,
экраны и ограждения; на пильном и строгальных столах
нет обрезков досок и посторонних предметов; свободному
вращению ножевого вала, пильного диска и фрезерного патрона ничто не препятствует. Сравните технические данные станка с данными электрической
сети в том помещении, где станок будет эксплуатироваться. Напряжение
и частота тока в электрической сети должны соответствовать техническим данным станка
. Не включайте и не выключайте станок под нагрузкой.
5
18
18
88
89
48
5. Защитное ограждение ножевого вал
18. Рым-болт (2 шт.)
48. Корпус станка
Рисунок J — строповка станка.
88. Защитный колпак
89. Винт
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
несколько режущих кромок (сверлом).
При сверлении получают сквозные и
сквозные (глухие) отверстия в деталях и
собранных уз
• По направлению оси отверстия к волокнам древесины различают сверление поперечное и продольное (в торце детал
Отверстия высокого класса шероховато
сти (чистые) и точные (с минималь
отклонениями по диаметру) выполняют
сверлами с главными режущими кромками, расположенными на торце сверла в
плоскости, перпендикулярной оси враще
ния и подрезателями. Для продольного
(в торец детали) сверления применяются
сверла без подрезателей (спиральные,
ложечные).
• ВНИМАНИЕ! На фрезерном суппорте
данного станка запрещено обрабатывать
любые металлические заготовки
может привести к травме пользователя,
поломке инструмента и выходу из строя
станка.
Подготовка станка и выполнение опе
раций
Фрезерование цилиндрической прямо
зубой фрезой
• С помощью отвертки отверните винты
89 и снимите защитный колпак 88 (см.
рис. J).
• Тщательно вытрите от смазки посадочную шейку 116 ножевого вала 76 (см. рис.
T).
• Установите на посадочную шейку 116
цилиндрическую прямозубую фрезу 27 и
затяните гайку 115 (см. рис. U). При уста
новке цилиндрической прямозубой фрезы
27 соблюдайте правильную ориентацию
ее резцов
жены аналогично строгальным ножам ножевого вала 76.
• Установите и закрепите на станке с помощью болтов 117 (см. рис.
• Далее, выполните необходимые операции для пуска станка — смотри раздел
лах.
ными
. Это
— они должны быть располо-
V) кожух 24.
«Подготовка к работе и пробный пуск».
Дождитесь, когда ножевой вал 76 наберет
не-
номинальную частоту вращения и
те заготовку на поддерживающий уголок и
далее, вручную подавайте ее по фрезер
ному столу 70.
и).
• ВНИМАНИЕ! При фрезеровании не
-
стойте напротив торца заготовки.
товка должна подаваться навстречу на
правления вращения цилиндрической
прямозубой фрезы 27.
• В зависимости от ширины заготовки
-
произведите дополнительную настройку
ее положения относительно цилиндриче
ской прямозубой фрезы 27 при помощи
упора регулируемого 77 и фиксаторов 66
(см. рис. F и G). Регулировку глубины и
ширины фрезерования выполняйте соот
ветственно с помощью винта 72 (см. рис.
D), рычага 63 и винта 73 (см. рис. W).
Фрезерование концевой фрезой
• Демонтируйте со станка кожух 24 и ци-
линдрическую прямозубую фрезу 27.
-
• На посадочную шейку 116 (см. рис. N)
установите и надежно закрепите фрезерный патрон 25 (cм. рис. С).
-
• Установите разрезную втулку из набо-
ра 37 во фрезерный патрон 25, сквозной
прорезью перпендикулярно зажимному
винту.
ВНИМАНИЕ! Внутренний диаметр
отверстия разрезной втулки должен стро
го соответствовать диаметру хвостовика
используемой концевой фрезы (сверла
• Вставьте концевую фрезу в отверстие
разрезной втулки, и с помощью шестигранного ключа затяните зажимной винт
фрезерного патрона 25.
• Установите защитный стакан 28 и закрепите его с помощью болтов на корпусе
станка.
• Выполните разметку мест фрезерования на заготовке (детали или собранных
).
узлах
• Уложите заготовку (размеченную деталь
или собранный узел) на стол фрезерного
уложи-
-
Заго-
-
-
-
-
).
26
47
Page 25

www.kraton.ru
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
52
7
21
12
63
7. Фреза концевая
12. Фрезерный суппорт
21. Струбцина
28. Защитный стакан
52. Рукоятка винта струбцины
63. Рычаг продольной подачи фрезерного
суппорта
71. Фиксатор фрезерного стола с суппор
том
Рисунок W — фрезерование с помощью концевой фрезы.
Общие сведения о фрезеровании и
сверлении
• Фрезерование — это дереворежущая
операция со снятием стружки, выполня
емая на фрезерном суппорте 12 данного
станка с помощью концевой фрезы
рис. W) или с помощью цилиндрической
прямозубой фрезы 27 (см. рис. U) на фрезерном столе 70 (см. рис. V).
• С помощью концевой фрезы 7 произво-
7 (см.
74
72. Винт вертикальной подачи фрезерно
го стола с суппортом
73. Винт продольной подачи фрезерного
стола с суппортом
74. Рычаг поперечной подачи фрезерного
суппорта
-
дят обработку пазов (канавок) требуемой
ширины и глубины.
• С помощью цилиндрической прямозубой
фрезы 27 на фрезерном столе 70 можно
производить обработку шипов, пазов и
прямоугольных выемок в деревянных заготовках.
• Сверление — это дереворежущая технологическая операция со снятием стружки,
выполняемая инструментом
28
41
91
76
92
40
93
94
7273
71
, имеющим
-
90
31. Пильный диск
41. Стол строгальный передний
76. Ножевой вал
90. Фиксатор пильного стола
91. Втулка
92. Фланец
93. Ось
Рисунок K — установка пильного диска.
98
31
97
94. Скоба
95. Гайка
96. Гайка (2 шт.)
97. Посадочная шейка ножевого вала под
пильный диск
98. Кронштейн
96
95
46
27
Page 26

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
100
99
30. Нож расклинивающий
53. Стол пильный
61. Направляющая балка
99. Ограничительное кольцо
61
53
100. Ось
101. Скоба
101
30
24. Защитный кожух
70. Фрезерный стол
70
24
117
117. Болт (2 шт.)
Рисунок L — установка расклинивающего ножа на пильный стол.
28
Рисунок V — установка защитного кожуха прямозубой цилиндрической фрезы.
45
Page 27

www.kraton.ru
U
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
115
27. Фреза цилиндрическая прямозубая
36. Кольцо
Рисунок U — установка цилиндрической прямозубой фрезы на посадочную шейку ножевого вала
.
36
27
115. Гайка
30. Нож расклинивающий
53. Стол пильный
30
102
102. Болт (2 шт.)
53
44
Рисунок J — регулирование и крепление расклинивающего ножа на пильном столе.
29
Page 28

www.kraton.ru
T
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
13
103
53
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНОМ СУППОРТЕ
ВНИМАНИЕ! Перед выполнением операций на фрезерном суппорте снимите пильный диск! Закройте защитным ограж
дением рабочую зону ножевого вала на строгальном столе.
Перед снятием инструмента, сборкой или наладкой, обязательно отсоедините станок от электрической питающей сети. Регулярно
проверяйте, чтобы режущий инструмент (сверла, фрезы) был заточенным
без механических повреждений.
и
-
61
13. Стол для поперечного пиления
53. Пильный стол
61. Направляющая балка
Рисунок N — установка стола для поперечного пиления.
103. Винт ограничительный
70. Фрезерный стол
115. Гайка
70
115
116. Посадочная шейка
116
30
Рисунок T — посадочная шейка ножевого вала для установки фрезерного патрона или
фрезы.
43
Page 29

www.kraton.ru
ПИЛЕНИЕ НА СТАНКЕ
14. Направляющая линейка
19. Защитное ограждение ножевого вала
28. Защитный стакан
29. Защитный кожух пильного диска
31. Пильный диск
40. Стол строгальный задний
41. Стол строгальный передний
42. Мерная линейка
43. Болт фиксации направляющей линей
ки
Общие сведения
• Пиление (распиливание) — это дерево-
режущая технологическая операция со
снятием стружки. При пилении распили
вают заготовки в форме отрезков досок,
брусьев или брусков, имеющих хотя бы
одну плоскую базу. Пиление осуществля
ют вдоль волокон древесины (продольное
пиление) или поперек волокон древесины
(поперечное пиление).
• Для пиления необходимо использовать
подготовленный и просушенный пиломатериал, геометрические размеры и
состояние поставки которого позволяют
выполнять обработку на пильном столе
данного станка.
Пиление деревянной заготовки
• Установите и закрепите защитное ограж-
дение 19 на скобе 114 направляющей ли
нейки 14 (см. рис. S).
• Продольное пиление деревянной заготовки на данном станке выполняется на
пильном столе
щегося пильного диска 31
• Подача заготовки осуществляется вручную с помощью специального толкателя
15 (см. рис. B). При продольном пилении,
станочник с помощью толкателя 15 дол
жен обеспечивать надежный прижим заготовки к пильному столу 53 и линейке
направляющей 14.
• ВНИМАНИЕ!
щитного кожуха 29 и расклинивающего
ножа 30 (см. рис. Е) категорически запре
щена. В связи с тем, что подача заготовки
при пилении производится вручную, со-
53 посредством вращаю-
(см. рис. S).
Работа на станке без за-
44. Фиксатор положения направляющей
линейки
45. Бегунок направляющей линейки
53. Пильный стол
54. Фиксатор
81. Планка
113. Болт
114. Скоба
-
блюдайте особую осторожность. Пальцы
рук должны находиться на достаточно
безопасном расстоянии от
-
пильного диска 31. Особую осторожность
следует проявлять при пилении тонких и
коротких заготовок в процессе работы и в
-
момент выхода заготовки.
• При пилении не превышайте установленную максимальную глубину р
(70 мм).
• Поперечное пиление деревянной заготовки, в том числе и под углом выполняйте
, используя поперечный стол 13 (см.
рис. Е). Произведите настройку станка на
необходимый угол поперечного пиления
производите по угломерной шкале на по
перечном упоре 16. Деревянную заготовку прижмите рукояткой 52 струбциной 21
к столу 13. Вручную перемещая стол 13
-
по направляющей балке 61, произведите
поперечное пиление заготовки.
• При определенной наработке станка
происходит естественное притупление
зубьев пильного диска 31, что существен
но сказывается на качестве выполняемой
работы. Поэтому необходимо снять пиль
ный диск 31 для его замены и заточки.
• ПРЕДУПРЕЖДЕНИЕ! Не пытайтесь са-
-
мостоятельно производить заточку пиль
ного диска, т.к. не имея специального
оборудования и соответствующих навы
ков, Вы можете нарушить его центровку и
балансировку, что непременно приведет к
его преждевременной поломке и возмож
но к поломке самого станка.
-
вращающегося
аспила
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
Распаковка и подготовка рабочего
места
• Если станок внесен в зимнее время в от-
апливаемое помещение с улицы или из
холодного помещения, не распаковывайте и не включайте его в течение 8 часов.
Станок должен прогреться до температу
ры окружающего воздуха. В противном
случае станок может выйти из строя при
включении из-за влаги, сконденсировав
шейся на деталях электродвигателя.
• Разберите ящик, в который упакован станок и комплектующие детали. Проверьте
комплектность станка и отсутствие види
мых механических повреждений. Внутри
фанерного ящика в который упакован
станок, находится еще один небольшой
фанерный ящик с комплектующими деталями.
• Для перемещения и монтажа станка используйте грузоподъемные механизмы и
грузозахватные приспособления, грузо
подъемностью до 150 кг. Строповку стан
ка следует производить за рым-болты
18, которые необходимо предварительно
-
-
-
-
-
-
ввернуть в специальные резьбовые от
верстия корпуса 48 (см. рис. J).
• ВНИМАНИЕ! При транспортировании и
перемещении запрещено передвигать и
кантовать станок подручными средства
ми (лом, рычаг и т.д.).
• ВНИМАНИЕ! На некоторые узлы станка нанесено защитное антикоррозийное
покрытие. Перед началом сборки станка
следует удалить антикоррозийное покры
тие. Защитное антикоррозийное покрытие легко удаляется с помощью мягкой
салфетки смоченной в уайт-спирите. Для
очистки окрашенных, пластмассовых и
резиновых деталей используйте салфет
ку с мыльной водой.
• Подготовьте рабочее место для станка
и стеллаж для хранения пиломатериалов
и заготовок. Помещение, в котором про
изводится работа, должно быть оборудовано системой приточно-вытяжной вен
тиляции и иметь общее освещение. Зону
установки станка рекомендуется снабдить
местным дополнительным освещением
и промышленным пылесосом для сбора
древесной стружки и пыли.
• Предусмотрите под установку станка
специальное место с ровной, твердой и
-
устойчивой поверхностью (бетонный пол
или другая прочная строительная конструкция) рассчитанное на его массу.
-
Сборка станка
• Произведите сборку основания 38 (см.
рис. D и E) из деталей 2, 3, 4, 9, 10 и 11 используя крепежные изделия из комплекта
-
35 (см. рис. А и таблицу 2).
• Установите на основание 38 станок и
закрепите его с помощью болтов, через
отверстия в нижней части корпуса с двух
сторон.
• ВНИМАНИЕ! Закрепите станок на полу
помещения с помощью крепежных или
анкерных болтов через уголки 9 основа
-
ния 38 (см. рис. D и E). Станок установите
так, чтобы к нему был свободный доступ
к нему со всех сторон. Рабочая зона во
круг станка должна быть необходимой и
-
достаточной для обеспечения безопас
ной работы, эффективного технического
обслуживания и наладки
уровню положение строгального и пиль-
-
ного столов в горизонтальной плоскости
и при необходимости выполните регули
ровку положения станка, путем установки металлических прокладок под уголки
основания.
-
Установка пильного диска и расклинивающего ножа
• Ослабьте фиксатор 90 и гайку 95 (см.
рис. K) и снимите пильный стол 53 (см.
-
рис. L).
• С помощью болтов 102 закрепите расклинивающий нож 30 на пильном столе
53 (см. рис. М и Е).
-
• На посадочную шейку 97 установите
пильный диск 31. Далее, установите фла-
-
нец 92, втулку 91 и закрутите от руки первую гайку 96 (см. рис. М).
Проверьте по
-
-
-
-
42
31
Page 30

www.kraton.ru
S
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
• Застопорите ножевой вал 76 с помощью
стандартного гаечного ключа надежно за
тяните первую гайку 96 и затем вторую
гайку 96.
• При установке пильного диска 31 соблюдайте правильную ориентацию его
режущих зубьев в соответствии с
ровкой, нанесенной на нем и на защитном кожухе 29 (см. рис. Е).
• Перед установкой пильного диска 31
внимательно осмотрите его. Пильный
диск 31 не должен иметь механи
повреждений. Твердосплавные пластинки, припаянные к зубьям пильного диска,
не должны иметь трещин и сколов.
• ВНИМАНИЕ! Не допускайте ударов по
твердосплавным пластинкам — это может привести к их поломке. Не применяйте пильные диски с дефектными твердосплавными пластинками
• Установите на расклинивающий нож 30
защитный кожух 29 и закрепите его с по
мощью фиксатора 54 (см. рис. Е).
• Проверьте и при необходимости отрегулируйте положение расклинивающего
ножа 30 относительно пильного диска 31
(см. рис. Е).
• После регулирования плоскости расклинивающего ножа 30 и пильного диска
31должны совпадать.
• Установите ось 102 и скобу 101 пильного стола 53 (см. рис. L) в отверстие крон
штейна 98 и ось 93 соответственно.
• Выставите пильный стол 53 на одном
уровне со строгальными столами 40 и 4
Отрегулируйте положение пильного стола
53 с помощью ограничительного кол
99 и затяните фиксатор 90 и гайку 95.
Установка стола для поперечного пиления, фрезерного суппорта и снятых
узлов и деталей
• Отверните ограничительный винт 103
и установите на направляющую балку
61 стол для поперечного пиления 13 (см.
рис. N). З
тельный винт 103.
аверните и затяните ограничи-
.
марки-
ческих
• Установите направляющие оси 75 фре-
-
зерного суппорта 12 в отверстия корпуса
фрезерного стола 70 и надежно закрепи
те его с помощью крепежных изделий.
• Установите и закрепите с помощью болта держатель 8 на боковой поверхности
заднего строгального стола 40 (см. рис.
D). Вставьте защитное ограждение 6 в паз
держателя 8. Закройте защитным ограждением 6 ножевой вал 76 и затяните фик
сатор 76.
• На стол для поперечного пиления 13
установите и закрепите ось 23, упор поперечный 16, струбцину 21.
• На фрезерный суппорт 12 установите
закрепите ось 22 и струбцину 20.
• Установите бегунок 45 направляющей
линейки 14 на планку 81 (см. рис. D и H) и
затяните фиксатор 44.
• С помощью фиксатора 54 (см. рис. E)
отрегулируйте «раскрываемость» за-
-
щитного кожуха 29.
лежащий нижний конец деревянной заготовкой, кожух защитный 29 должен открыться и пропустить заготовку к пильно
му диску 31.
• Уберите со станка слесарные инструменты и заготовки и проверьте надежность закрепления всех узлов и деталей
станка.
• Подключите промышленный пылесос к
-
патрубку
Проверка работы станка и пробный
пуск
1.
• Подключите станок к электрической пи-
ьца
тающей линии с заземляющим проводом.
Для защиты электрооборудования стан
ка и электропроводки от перегрузок, на
электрическом щите подключения дан
ной линии необходимо применять плавкие предохранители или автоматические
выключатели на 20 А. Напряжение и ча
стота тока в электрической питающей линии должно соответствовать техническим
данным станка.
• ВНИМАНИЕ! Перед началом работы и
При нажатии на его
62 (см. рис. Е).
ПИЛЕНИЕ НА СТАНКЕ
ВНИМАНИЕ! Перед выполнением операции пиления снимите
-
ните станок от электрической питающей сети. Регулярно проверяйте, что
бы зубья пильного диска были заточены и не имели дефектов. Во избежание
травм все действия с пильным диском выполняйте в защитных перчатках.
-
-
-
81
-
-
Рисунок S — продольное пиление на станке.
неиспользуемый режущий инструмент! Закройте защитным
ограждением рабочую зону ножевого вала. Перед снятием
инструмента, сборкой или наладкой, обязательно отсоеди
41
44
28
45
113
14 19
4342
40
114
29
54
53
31
-
-
32
41
Page 31

www.kraton.ru
РЕЙСМУСОВАНИЕ
строганной противоположной параллель
ной поверхности или последовательно по
двум поверхностям, когда предваритель
ное фугование не требуется.
• Для рейсмусования на данном станке
используйте подготовленный и просушенный пиломатериал, геометрические
размеры и состояние поставки которо
го позволяют выполнять обработку на
рейсмусовом столе 57 (см. рис. G).
• Рейсмусование деревянной заготовки
на данном станке выполняется на рейс
мусовом столе
ных ножей вращающегося ножевого вала
76.
• Подготовьте станок к выполнению операции рейсмусования
дение 6 над ножевым валом 76, так чтобы
оно полностью закрыло его, и затяните
фиксатор 67 (см. рис. P).
• Настройте станок на необходимую толщину рейсмусования. Для этого ослабьте
фиксатор 78 и вращением рычага 59 (см.
рис. Е) по линейке 79 выставите рейсму-
57 посредством строгаль-
. Установите ограж-
совый стол 57 в необходимое положение.
Затяните фиксатор 78.
-
• Измерьте штангенциркулем толщину
заготовки подвергаемой рейсмусованию.
Разность толщин размеров заготовки и на
линейке 79, не должна быть более 3 мм
за один проход.
-
• Далее, выполните необходимые операции для пуска станка
«Подготовка к работе и пробный пуск».
Дождитесь, когда ножевой вал 76 наберет
номинальную частоту вращения и
те заготовку на ролик направляющий 58 и
рейсмусовый стол 57. Далее, с помощью
рычага 60 (см. рис. Е) включите механизм
автоматической подачи заготовки.
• Используя толкатель (для коротких заготовок длиной до 300 мм), переместите
заготовку по ролику направляющему 58 к
рейсмусовому столу 57, до тех пор, пока
не произойдет захват заготовки валиком
механизма автоматической подачи заго
товки. Далее пропуск заготовки через ста
нок осуществляется автоматически.
— смотри раздел
уложи-
ПОДГОТОВКА К РАБОТЕ И ПРОБНЫЙ ПУСК
пробным пуском проверьте:
— правильность сборки станка и наличие
защитных кожухов, экранов и огражде
ний;
— надежность закрепления режущего инструмента;
— отсутствие посторонних предметов на
пильном и строгальных столах;
— ножевой вал должен свободно, без заклинивания и заеданий вращаться в подшипниковых узлах.
• Приведите автоматический выключатель на электрическом распределитель
ном щите во включенное состояние.
• Перед подключением проверьте надежность соединения станка с заземляющим
контактом вилки кабеля электропитания
39 (см. рис. D). Вставьте вилку кабеля
электропитания 39 в розетку заземленной
электрической питающей сети (220 В, 50
Гц).
-
-
• Для включения станка необходимо выполнить следующие действия:
— разблокируйте кнопку 46 (см. рис. D)
повернув ее по часовой стрелке;
— нажмите на кнопку «ПУСК» 84 (см. рис.
I), тем самым подается напряжение на
магнитный пускатель и вал электродвига
теля 47 начинает вращаться.
• Для выключения станка необходимо выполнить следующие действия:
— нажать на кнопку 46 (см. рис. D);
— нажать на кнопку «СТОП» 85 или закрыть крышку 86
— отсоединить вилку кабеля электропитания 39 от розетки электрической питающей сети.
• Для изменения направления вращения
ножевого вала 76 необходимо перек
чить в нужную позицию клавишу 88 при
выключенном станке.
• От перегрузок и короткого замыкания
электрооборудование станка защищено
предохранителями. В случае их перегора
ния установите аналогичные предохранители или обратитесь в центр сервисного
обслуживания.
;
• На станке установлено реле термозащиты от перегрева при длительной работе
-
на предельных режимах. При срабатыва
нии реле термозащиты нельзя включать
станок и необходимо дождаться пока не
произойдет полное естественное охлаж
дение корпуса электродвигателя до тем
пературы окружающего воздуха.
• При пробном пуске не должно быть вибраций механизмов станка, нагрева подшипниковых узлов, проскальзывания
клиновых ремней на шкивах привода,
-
перегрева и характерного гудения элек
тродвигателя. Гул работающего электро
двигателя и привода станка должен быть
ровный, без постороннего металлического шума
• Выполнение деревообрабатывающих
операций при включении станка в работу следует начинать только после того,
как скорость вращения вала электродвигателя, ножевого вала или пильного
диска достигнет номинальной. Для этого
станок должен поработать без нагрузки
в течение 2–3 минут, при этом станочник
должен убедиться, что выполнены все
требования основных и дополнительных
-
правил безопасности, приведенных в на
стоящей инструкции. Только после этого
можно приступать к работе.
• Подача заготовки к режущему инструменту осуществляется вручную усилием
станочника с помощью приспособлений
станка или толкателей. Поэтому станочник должен учитывать твердость и
влажность обрабатываемого материала,
степень заточенности режущего инстру
мента и режимы резания (глубина и ско
рость резания, величина подачи).
лю-
• Подачу заготовки к режущему инструменту следует осуществлять плавно,
равномерно и без рывков. Любая оста
новка при подаче заготовки образует не
ровность или ступень на обрабатываемой
поверхности заготовки.
.
-
-
-
-
-
-
-
-
-
-
40
33
Page 32

www.kraton.ru
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
ВНИМАНИЕ! Категорически запрещается работать на
станке без защитных устройств, предусмотренных его
конструкцией. Перед выполнением операции фугования за
кройте зашитным кожухом пильный диск и снимите неис
пользуемый режущий инструмент! Перед снятием режущего инструмента,
сборкой или наладкой, обязательно отсоедините станок от электрической
питающей сети. Регулярно проверяйте, чтобы строгальные ножи были
заточенными, без дефектов или повреждений.
пленными или неотрегулированными ножами может привести к травме.
избежание травм все действия со строгальными ножами выполняйте в за
щитных перчатках.
104
8
40
14
Фугование на станке с зату-
Во
76
67
6
водить одновременную замену всех строгальных ножей.
-
-
-
• Затачивать строгальные ножи данного
станка рекомендуется на универсальных
заточных станках, оснащенных шлифовальным кругом и технологическими при
способлениями для зажима.
• Для контроля геометрических параметров режущей части строгальных ножей
после заточки следует применять универсальные угломеры с диапазоном измере
ний 00–1800 или угловые шаблоны.
• Заточку строгальных ножей следует производить только по задней поверхности
110 (см. рис. R). Задний угол α заточки
строгального ножа 107 зависит от твердо
сти древесины. Для мягких пород дерева
(липа, осина, сосна, ель) рекомендуемый
задний угол заточки должен быть
для твердых пород (бук, дуб, кизил) α =
450.
• Режущая кромка 109 строгального ножа
107 после заточки должна быть прямоли
нейной по всей длине, острой и не иметь
завалов. На ней не должно быть зазубрин, рисок и трещин.
• Для снятия заусенцев после заточки
следует выполнить доводку строгальных
ножей доводочным абразивным бруском.
• Перед тем как установить на станок
РЕЙСМУСОВАНИЕ
α = 350,
ножи, их следует хорошо заточить и вы
полнить балансировку, чтобы они имели
одинаковую длину, ширину, толщину и
массу. Балансировку ножей производят
на специальном приспособлении или
-
на балансировочных весах. Разность в
массе ножей допускается не более 0,5
%. Кроме того, ножевой вал, на который
крепят ножи, и крепежные детали должны
быть также пройти балансировку. Одним
-
из вариантов статической балансировки
строгальных ножей является удаление
слоя металла с его торца 108 (см. рис.
Металл со строгального ножа 107 на торце 108 удалять следует только до линии
-
пересечения задней поверхности 110 и
опорной поверхности 111.
• При установке строгальных ножей на ножевой вал 76 необходимо следить за тем,
чтобы они плотно прилегали опорной поверхностью 111 и передней поверхностью
112 к плоскостям прижимных планок 105
-
и пазам ножевого вала 76 (см. рис. Q).
-
R).
68
Рисунок P — фугование с использованием направляющей линейки.
69
41
81
42
45
34
44
43
Перед выполнением операции рейсмусования снимите пильный диск и другой неиспользуемый режущий инструмент!
Закройте защитным кожухом рабочую зону ножевого вала
на строгальном столе станка. Перед снятием инструмен
та, сборкой или наладкой, обязательно отсоедините станок от питающей
сети. Регулярно проверяйте, чтобы строгальные ножи были заточенными,
без дефектов или повреждений. Рейсмусование на станке с затупленными
или неправильно установленными строгальными ножами может привести к
травме. Во избежание травм все действия со строгальными ножами выпол
няйте в защитных перчатках.
• Рейсмусование (строгание в размер по
толщине)
гическая операция со снятием стружки.
— это дереворежущая техноло-
На данном станке обрабатывают на за
данную толщину заготовку по одной по
верхности при наличии предварительно
39
-
-
-
-
Page 33

www.kraton.ru
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
кабеля электропитания 39 (см. рис. D) от
розетки электрической питающей сети.
Наденьте на руки защитные перчатки.
• Демонтируйте линейку направляющую
14 и держатель 8 с защитным ограждением 6.
• С помощью рычага 69 полностью опустите передний строгальный стол 41, тем
самым откроется доступ к ножевому валу
76.
• С помощью гаечного ключа поочередно
путем вращения болта фиксирующего
(см. рис. Q), начиная со среднего, ослабь
те распорное давление от его головки
на прижимную планку 105 и строгальный
нож 107.
• Осторожно снимите прижимную планку
105 вместе с закрепленными в ней
сирующими болтами 106 и строгальный
нож 107.
• В таком же порядке демонтируйте с ножевого вала
ножи 107 и элементы их крепления.
• Внимательно осмотрите все снятые
строгальные ножи 107. В случае обнаружения в них каких-либо дефектов, трещин, зазубрин и механических поврежде
ний замените строгальные ножи.
• С помощью щетки очистите и осмотрите
плоскости и пазы ножевого вала 76, на которые опираются строгальные ножи 107.
Плоскости и пазы должны быть чистыми,
без выбоин и выщербин
• Установите годный строгальный нож 107
и прижимную планку 105 в паз ножевого
вала 76 и слегка затяните головки фиксирующих
• Выставите столы строгальные 41 и 40
на одном уровне между собой. Рекомен
дуется для проверки уровня строгальных
столов использовать отшлифованный металлический брусок длиной 300 мм и попе
речным сечением 6 × 10 мм. Для этой цели
подходит также стальная измерительная
линейка от универсального глубиномера
с пределом измерений 0
• Установите ножевой вал 76 так, чтобы
76 остальные строгальные
.
болтов 105.
–300 мм.
фик-
режущая кромка строгального ножа 107
заняла крайнюю верхнюю точку (см. рис.
Q).
• Приложите металлический брусок или
линейку к поверхностям строгальных столов 40 и 41 и отрегулируйте выступ режущей кромки строгального ножа 107 над их
поверхностью. Выступ режущей кромки
строгального ножа 107 над поверхностью
строгальных столов 40 и 41 не должен
превышать 0,1 мм и не должен быть ниже
их уровня.
106
-
• Надежно затяните фиксирующие болты
106, начиная со среднего болта.
• Выполните аналогичные действия для
остальных строгальных ножей.
• Убедитесь, что строгальные ножи 107
нигде не задевают за строгальные столы
40 и 41.
• ПОМНИТЕ! Для получения ровной строганой поверхности деревянной заготовки
режущие кромки строгальных ножей 107
должны быть параллельны плоскости
поверхности заднего строгального стола
40.
• Установите на станок снятые защитные
ограждения и направляющую линейку, с
помощью рычага 69 отрегулируйте глу
бину строгания, т.е. опустите передний
строгальный стол 41 на нужную величину,
но не более 3 мм. Затяните фиксатор 68.
Выполните пробное фугование деревянной заготовки. Проверьте станок на каче
ство фугования.
Замена и заточка строгальных ножей
• Сильная вибрация станка и ножевого
вала, появление дефектов на строганных
-
заготовках указывает на затупленность
строгальных ножей и возможные их по
вреждения.
-
• Снимите и проверьте строгальные
ножи. В случае обнаружения дефектов,
трещин, повреждений строгальных ножей
замените их.
• Для предотвращения возможного дисбаланса ножевого вала, следует произ
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
6. Защитное ограждение ножевого вала
8. Держатель защитного ограждения
14. Линейка направляющая
40. Стол строгальный задний
41. Стол строгальный передний
42. Мерная линейка
43. Болт фиксации направляющей линей
ки
44. Фиксатор положения направляющей
линейки
45. Бегунок направляющей линейки
-
-
-
-
40. Стол строгальный задний
41. Стол строгальный передний
76. Вал ножевой
105. Планка прижимная
Рисунок Q — установка строгальных ножей.
41
105
106
67. Фиксатор защитного ограждения ножевого вала
68. Фиксатор переднего строгального сто
ла
69. Рычаг регулирования глубины строга
ния
76. Ножевой вал
-
81. Планка для бегунка направляющей
линейки
104. Болт крепления держателя
107
76
40
106. Болт фиксирующий
107. Нож строгальный
-
-
38
35
Page 34

www.kraton.ru
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
Размеры строгального
ножа:
L = 200 мм, В = 30 мм, H =
3 мм, α — задний угол
108
107. Нож строгальный
108. Торец ножа
109. Режущая кромка
Рисунок R — строгальный нож.
Примечание — рисунок может не полностью отражать оригинальную конструкцию
строгального ножа.
Общие сведения
• Фугование (строгание) — это дерево-
режущая технологическая операция со
снятием стружки. При фуговании вырав
нивают неправильную (покоробленную)
черновую поверхность деталей и фугуют
под углом кромку, создавая две чистовые
расположенные под прямым углом геоме
трические плоскости, служащие базирую
щими поверхностями для последующей
обработки остальных поверхностей.
• Для фугования необходимо использовать подготовленный и просушенный пи
ломатериал, геометрические размеры и
состояние поставки которого позволяют
107
109
112
110. Задняя поверхность
111. Опорная поверхность
112. Передняя поверхность
выполнять обработку на строгальном сто
ле данного станка
Подготовка станка и фугование заго
-
товки
• Регулирование глубины строгания (тол-
щины снимаемого слоя древесины) при
-
фуговании выполняйте перемещением
-
переднего строгального стола 41 (см. рис.
P).
• Ослабьте фиксатор 68 и с помощью рычага 69 отрегулируйте глубину строгания.
-
Не превышайте установленную для дан
ного станка максимальную глубину стро
гания заготовки за один проход (3 мм).
.
110
111
ФУГОВАНИЕ И УСТАНОВКА ( ЗАМЕНА) СТРОГАЛЬНЫХ НОЖЕЙ
• Затяните фиксатор 68 (см. рис. P).
• Для придания правильного направления
подачи и обеспечения перпендикулярно
сти кромок заготовки установите на стро
гальные столы 40 и 41 линейку направля
ющую14 (см. рис. P).
• Установите бегунок 45 на планку 81. Необходимый размер строгания заготовки
установите, ориентируясь на показания
мерной линейки 42. Надежно затяните
болт 43 и фиксатор 44.
• ВНИМАНИЕ! Линейка направляющая 14
должна быть установлена на строгальны
столы 40 и
с установленными на нем строгальными
ножами не задевал за нее при своем вра
щении.
• Надежно затяните болт крепления 104
держателя 8. Установите (см. рис.
крепите на дежателе 8 с помощью фикса
тора 67 защитное ограждение 6 ножевого
вала 76. Опустите защитное ограждение
6 на строгальные столы 40 и 41, при этом
оставьте открытым участок ножевого вала
76, необходимый для обработки, т.е. равный ширине заготовки.
• Далее, выполните необходимые операции для пуска станка
«Подготовка к работе и пробный пуск».
• Дождитесь, когда ножевой вал 76 наберет номинальную частоту вращения и
-
-
-
-
приступите к фугованию деревянной заготовки
• Фугование деревянной заготовки на данном станке (см. рис. P) выполняется на
строгальных столах 41 и 40 посредством
строгальных ножей вращающегося ножевого вала 76. Подача заготовки осущест
вляется с переднего строгального стола
41 на задний строгальный стол 40 с по
мощью специального толкателя 32 (см.
рис. С).
• При фуговании, с помощью толкателя
32 станочник должен обеспечивать на
дежный прижим заготовки к строгальным
столам 41 и
кателя) не должна касаться строгальных
41 так, чтобы ножевой вал 76
P) и за-
— смотри раздел
.
40, и его нижняя часть (тол-
ножей вращающегося ножевого вала 76.
• ВНИМАНИЕ! В связи с тем, что подача
заготовки при фуговании производится
-
-
вручную, соблюдайте особую осторож
ность. Пальцы рук должны находиться
на достаточно безопасном расстоянии от
вращающего
бую осторожность следует проявлять при
фуговании (строгании) тонких и коротких
заготовок в процессе работы и в момент
выхода заготовки из-под строгальных ножей вращающегося ножевого вала 76.
е
• Для повышения качества обработки,
обеспечения безопасных условий рабо
ты следите за состоянием строгальных
столов 40 и 41.
строгальных столов 40 и 41 должны быть
гладкой и чистой, без задиров, вмятин и
других механических повреждений.
-
• Не рекомендуется производить фугование заготовок из древесины с высоким
содержанием смол, т.к. возможно налипание древесной смолы и опилок на стро
гальные ножи и ножевой вал станка.
• Фугование длинных деталей осуществляйте за несколько проходов, число
которых должно быть тем больше, чем
больше высота неровностей строгае
поверхности. Увеличение числа прохо
дов, при правильно выбранной подаче и
глубине строгания, дает более высокую
геометрическую точность и плоскост
ность заготовки.
Установка (замена) строгальных но
жей
• ВНИМАНИЕ! Не рекомендуется исполь-
зовать удлинители стандартных гаечных
ключей, так как это может привести к сры
ву витков резьбы в прижимной планке 105
и болтов фиксирующих 106 (см. рис. Q).
Если Вы обнаружили детали с повреж
денными элементами резьбы в данном
-
узле ножевого вала 76, произведите их
немедленную замену на аналогичные и
исправные детали.
• Отключите станок и отсоедините вилку
ся ножевого вала 76. Осо-
Рабочая поверхность
-
-
-
мой
-
-
-
-
-
3736
 Loading...
Loading...