

Page 1
www.kraton.ru
ВВЕДЕНИЕ
Уважаемый покупатель! Благодарим за доверие, которое Вы оказали, выбрав ста-
нок токарно-винторезный MML-02 (далее в тексте «станок»). Перед первым использованием станка внимательно ознакомьтесь с инструкцией по эксплуатации! В данной инструкции Вы найдете все указания, выполнение которых обеспечит безопасную
эксплуатацию и длительный срок службы станка
сведения об данном малогабаритном металлообрабатывающем станке
приложении А (вкладыш в инструкцию по эксплуатации станка). При возникновении
любых вопросов, касающихся продукции зарегистрированной торговой марки Кратон,
Вы можете разместить их на странице Форума сайта
. Все дополнительные обязательные
размещены в
«www.kraton.ru».
Уважаемый покупатель!
ность и комплектность!
Приобретая станок, проверьте его работоспособ-
СОДЕРЖАНИЕ
Основные технические данные.....................................................................4
Комплектность...............................................................................................5
Назначение и общие указания...........................................................................7
Графические символы безопасности............................................................7
Предупреждение для пользователя...............................................................8
Правила безопасности......................................................................................8
Подключение станка к источнику электропитания.............................12
Устройство станка........................................................................................14
Подготовка к работе......................................................................................17
Работа на станке.............................................................................................27
Техническое обслуживание.............................................................................41
Транспортирование и правила хранения....................................................44
Утилизация........................................................................................................44
Неисправности и методы их устранения................................................45
Сведения о действиях при обнаружении неисправности.......................45
Схемы сборки.....................................................................................................46
Гарантия изготовителя................................................................................59
Приложение А — вкладыш в инструкцию по эксплуатацию (1 лист, А5)
62
3
Page 2
www.kraton.ru
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные технические данные
• Основные технические данные станка приведены в таблице 1.
Таблица 1 «Основные технические данные»
Наименование параметра Значение параметра
Наименование, тип,
Напряжение электрической питающей сети
Частота тока
Род тока переменный, однофазны
Номинальная потребляемая мощность 750 Вт
Степень защиты от попадания твердых частиц и
влаги, обеспечиваемая защитной оболочкой
Класс защиты от поражения электрическим
током
Диаметр патрона
Частота вращения шпинделя станка
Диаметр сквозного отверстия шпинделя Ø 20 мм
Максимальное расстояние между центрами
станка
Максимальн
Конус шпинделя Морзе № 3
Конус задней бабки Морзе №
Ход поперечного суппорта
Ход поворотного суппорта
Диапазон шага нарезаемой метрической резьбы
Диапазон шага нарезаемой дюймовой резьбы
Автоматическая подача суппорта
Максимальная глубина резания за один проход
Класс точности станка по ГОСТ 8-82
Габаритные размеры станка (L
Масса
ый диаметр обработки над станиной Ø 230 мм
модель
× B × H) 1030 × 480 × 475 мм
Станок токарно-винторезный
MML-02
220 В±10 %
50 Гц
IP
20
оборудование I
Ø 100 мм
100; 250; 350; 500; 900; 1800
500 мм
125 мм
0,5–3,0 мм
8–56 витков/дюйм
0,12–0,33 мм / об
0,3 мм
мин
48 мм
Н
105 кг
класса
-1
2
й
Срок службы
• На основании опыта эксплуатации аналогичных изделий и статистических данных
срок службы станка установлен
в пределах 5 (пяти) лет.
4
61
Page 3
www.kraton.ru
КОМПЛЕКТНОСТЬ
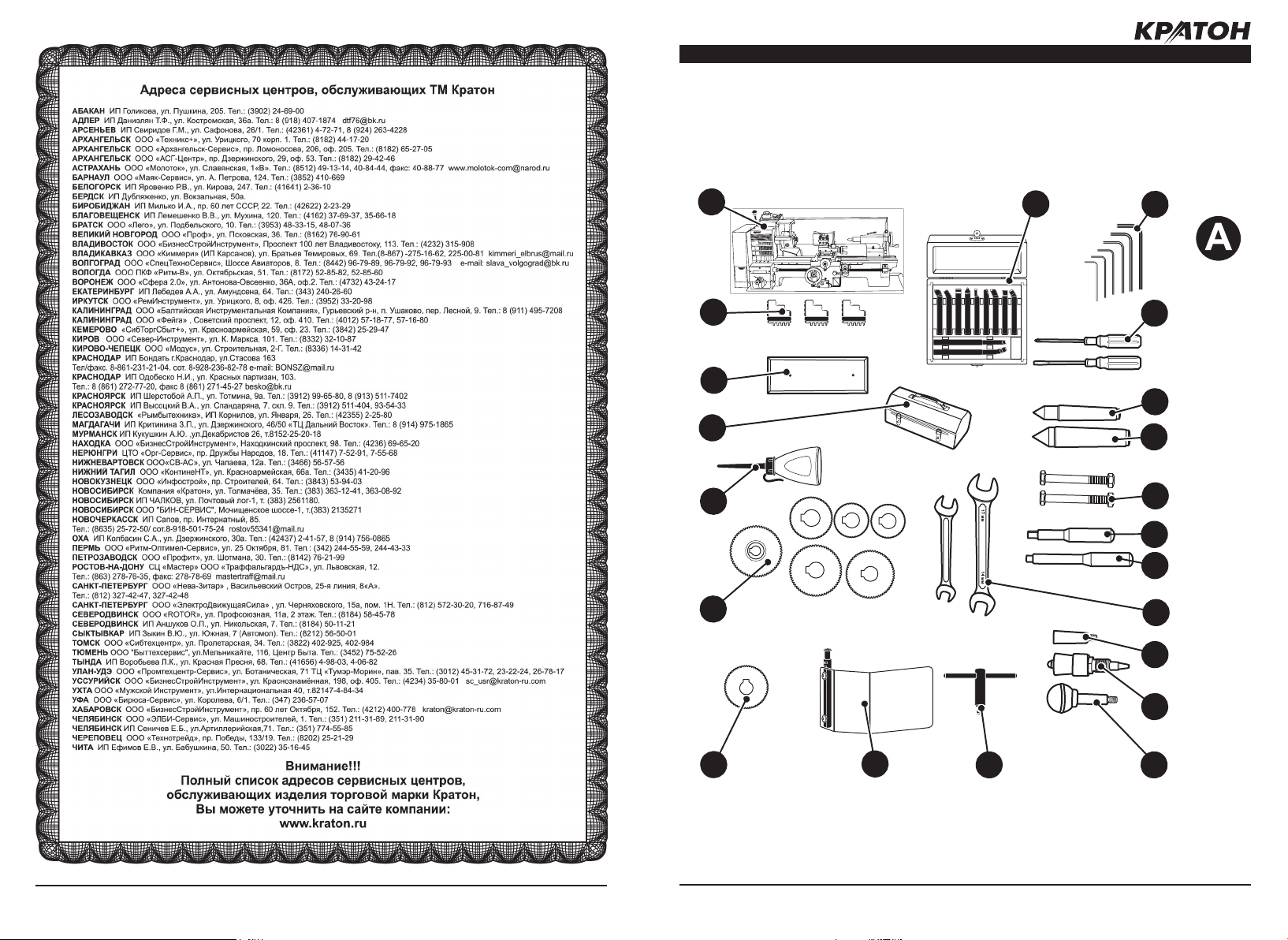
Комплектность станка
• Комплектность станка приведена в та-
блице 2 и показана на рисунке А.
Примечание
бований технических условий на транс-
— в целях соблюдения тре-
1
21
20
19
18
портирование и хранение изде
поставляется потребителю в частично
разобранном состоянии.
2
лия, станок
3
4
5
6
7
8
17
16
Рисунок А — комплектность станка. Дополнительно смотри таблицу 2
15
14
9
10
11
12
13
560
Page 4
www.kraton.ru
КОМПЛЕКТНОСТЬ
Таблица 2 «Комплектность станка»
Наименование пози-
ция на
рис. А
Станок токарно-винторезный MML-02 1 1 шт. В сборе
Набор токарных резцов в деревянной
коробке
Набор ключей для деталей станка с
шестигранным углублением под ключ
Отвертки
Центр задней бабки
Центр 6 1 шт. Для регулирования по-
Крепежные изделия (болт М12 и гайка
М12)
Ключ для демонтажа патрона
Ключ для фланца патрона
Ключи гаечные двусторонние
и 8 × 10
Ручка подачи поперечного суппорта 11 1 шт.
Ручка
Ручка для рычага натяжения ремня
Ключ для трехкулачкового самоцен
трирующего патрона станка
Экран для резцедержателя суппорта
Шестерня
для индикатора нарезания резьбы
Комплект сменных зубчатых колес
Масленка
Ящик металлический
Поддон станка
Кулачки обратные для трехкулачково
го самоцентрирующего патрона
Инструкция по эксплуатации
Ящик фанерный — 1 шт.
z=60Т — сменная деталь
14 × 17
-
10 2 шт.
12 1 шт. В сборе
13 1 шт. В сборе
-
14 1 шт.
15 1 шт. В сборе
16 1 шт. z=56Т установлена в
17 6 шт. Для гитары станка
18 1 шт. Без масла
19 1 шт.
20 1 шт.
21 3 шт. 3 кулачка составляют
— 1 экз.
Количе
2 11 шт. 1 набор из 11 резцов
3 6 шт.
4 1+1 шт.
5 1 шт.
7 2 +2 шт. Для установки станка
8 1 шт.
9 1 шт.
ство
-
Примечание
ложения резца
Ручка состоит из ручки
и оси
индикатор
полный комплект
48
6
59
Page 5
www.kraton.ru
1
2
3
10
11
12 1314
4 7 6 5 8 9
СХЕМА СБОРКИ
НАЗНАЧЕНИЕ И ОБЩИЕ УКАЗАНИЯ
• Станок предназначен для токарной об-
работки заготовок из металлов или пласт
масс с поверхностями, имеющими форму
тел вращения. При этом обработанная
поверхность детали может быть внешней
или внутренней, цилиндрической, кониче
ской или сложной, образованной сочета
нием различных кривых.
• Станок предназначен для работы от однофазной сети переменного тока напряжением 220 В ± 10 % и частотой 50 Гц.
• Станок предназначен для эксплуатации
в следующих условиях:
— температура окружающей среды от +5
до +35 °С;
— относительная влажность воздуха до
80 % при температуре +25 °С.
• Если станок внесен в зимнее время в от-
те и не включайте его в течение 8 часов.
-
Станок должен прогреться до температу
ры окружающего воздуха. В противном
случае станок может выйти из строя при
включении из-за влаги, сконденсировав
шейся на деталях электродвигателя и
-
-
электрооборудовании.
• Станок не предназначен для использования во взрывоопасной и пожароопасной окружающей среде.
• В связи с постоянным техническим совершенствованием конструкции станка
возможны некоторые отличия между при
обретенным Вами изделием и сведениями, приведенными в настоящей инструкции по эксплуатации, не влияющие на его
основные технические параметры и экс
плуатационную надежность.
апливаемое помещение с улицы или из
холодного помещения, не распаковывай-
ГРАФИЧЕСКИЕ СИМВОЛЫ БЕЗОПАСНОСТИ
ВНИМАНИЕ! Прочитайте и запомните разделы инструкции, где Вы встретите приве-
денные ниже графические символы. Данные разделы инструкции информируют Вас о
действиях, которые Вы обязаны выполнить для обеспечения Вашей личной безопас
ности и находящихся рядом людей, а также о мерах
долговечной эксплуатации станка
.
, необходимых для надежной и
-
-
-
-
-
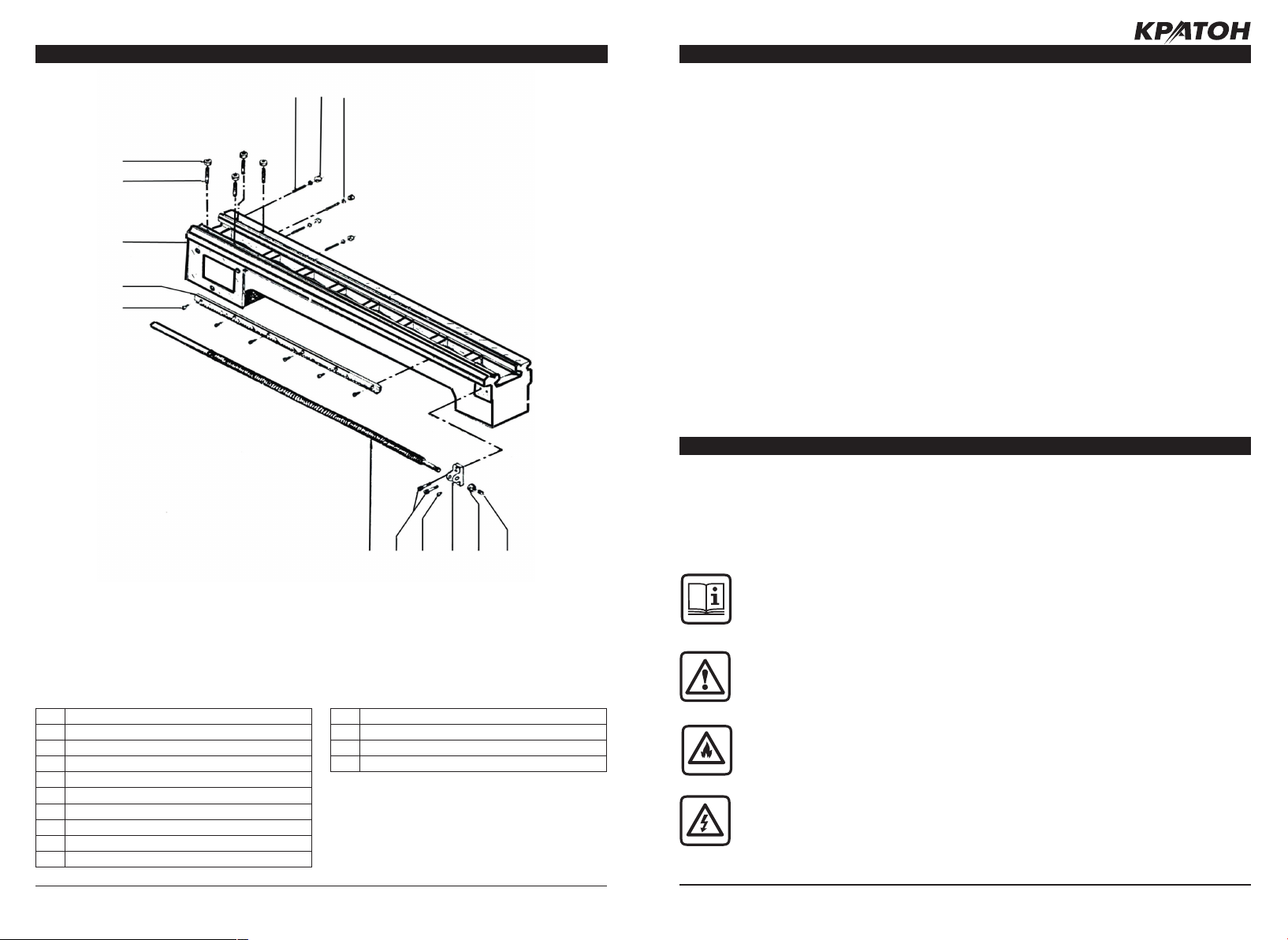
Рисунок № 12 — схема сборки узла станины станка.
«Спецификация к схеме сборки № 12»
1 Станина
2 Рейка зубчатая
3 Винт
4 Ходовой винт
5 Опора
6 Масленка
7 Винт
8 Гайка
9 Винт
10 Штифт
58
11 Гайка
12 Винт
13 Шайба пружинная
14 Гайка
Внимательно прочтите инструкцию по эксплуатации перед использованием станка
Опасность получения травмы или повреждения станка в случае
несоблюдения данного указания
Риск возникновения пожара
Опасность поражения электрическим током
7
Page 6
www.kraton.ru
1
2
3
12
22
24
13
14
21
23
25
6
7
8
20
17
9
10
5
11
18
16
15
14
ГРАФИЧЕСКИЕ СИМВОЛЫ БЕЗОПАСНОСТИ
Станок и его упаковка подлежат вторичной переработке (рециклированию)
Беречь от загрязнений окружающую среду. Не сорить, поддерживать чистоту. Упаковку и упаковочные материалы станка следует
сдавать для переработки
ПРЕДУПРЕЖДЕНИЕ ДЛЯ ПОЛЬЗОВАТЕЛЯ
СХЕМА СБОРКИ
ВНИМАНИЕ! Не разрешается вносить какие-либо измене
ния в конструкцию станка без разрешения производителя.
Неавторизованное изменение конструкции станка и ис
пользование неоригинальных запасных частей может привести к травме пользователя или поломке станка. Не подключайте станок к
сети электропитания до тех пор, пока внимательно не ознакомитесь с изло
женными в данной инструкции рекомендациями и не изучите его устройство,
применение, настройку, ограничения и возможные опасности.
ПРАВИЛА БЕЗОПАСНОСТИ
Чтобы свести к минимуму риск возникновения пожара, поражения электрическим током и получения травмы, при
работе со станком всегда следуйте указаниям инструкции
по правилам безопасности. Прежде чем приступить к рабо
те со станком, внимательно прочтите и запомните тре
бования правил безопасности. Бережно храните данную
инструкцию для дальнейшего использования
Общие требования охраны труда
• ВНИМАНИЕ! Подключение станка, его
техническое обслуживание, ремонт и экс
плуатация должны соответствовать и осу
ществляться в соответствии с требовани
ями «Правил технической эксплуатации
электроустановок потребителей» и «Правил техники безопасности при эксплуа
тации электроустановок потребителей».
При эксплуатации станка должны соблю
даться требования Федерального закона
от 22 июля 2008 г. № 123-ФЗ «Технический регламент о требованиях пожарной
безопасности».
Персонал, производящий монтаж, тех
ническое обслуживание и эксплуатацию
станка должен иметь квалификацию со
-
-
ответствующую выполняемой работе.
-
• Станок выполнен в соответствии с современным уровнем техники, действующими нормами по технике безопасности и
отличается надежностью в эксплуатации.
Это не исключает, однако, опасности для
-
пользователя и посторонних лиц, а также
нанесения материального ущерба в случае неквалифицированной эксплуатации
и использования не по назначению.
• К работе на станке могут быть допущены
.
-
-
-
-
-
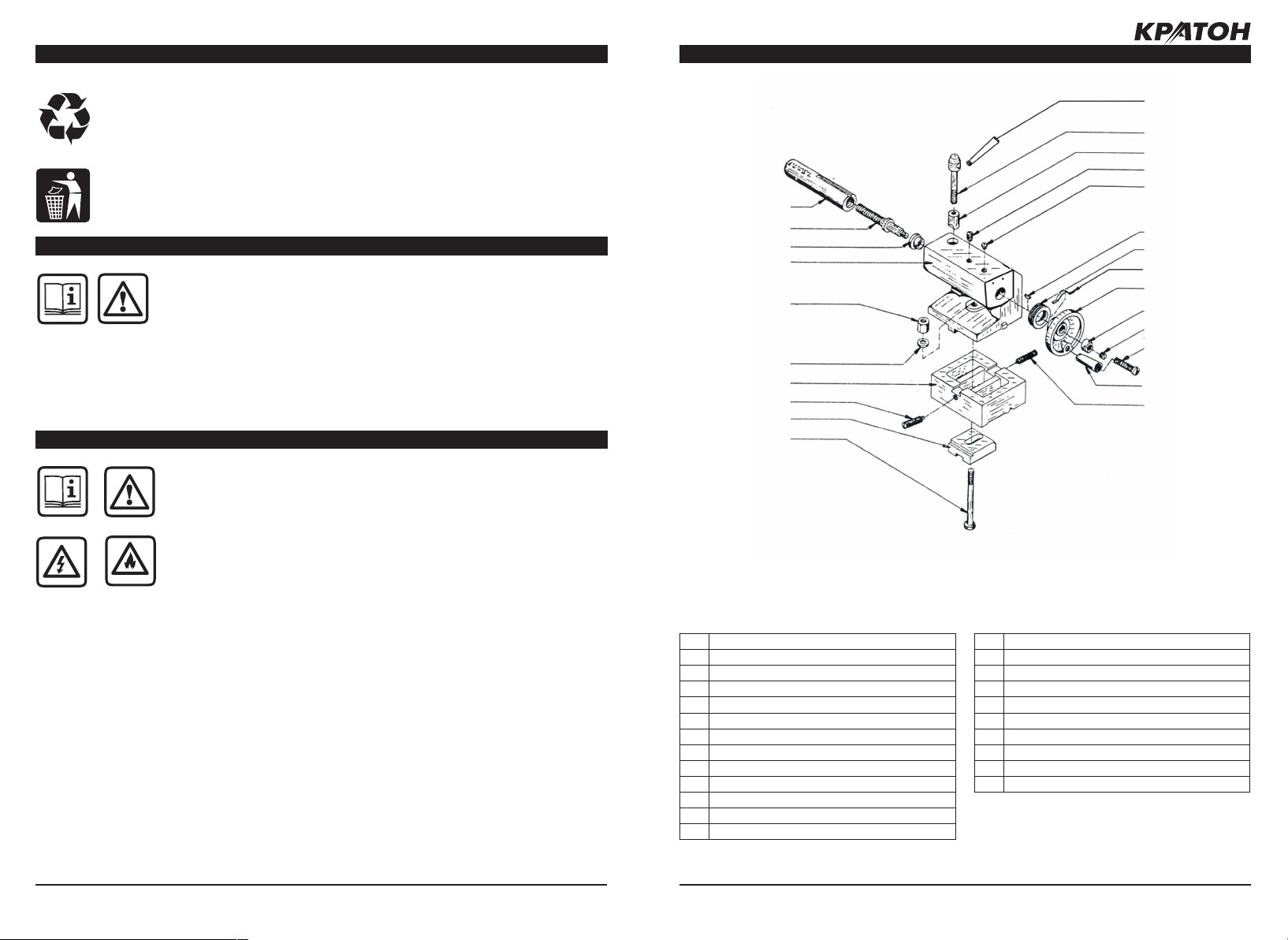
Рисунок № 11 — схема сборки задней бабки станка.
«Спецификация к схеме сборки № 11»
-
-
1 Пиноль
2 Винт ходовой
3 Гайка
5 Маховик
6 Фиксатор
7 Сухарик
8 Винт
9 Лимб
10 Пружина
11 Гайка
12 Корпус задней бабки
13 Основание
14 Винт
15 Ручка
16 Ось
17 Шпонка
18 Винт
20 Масленка
21 Зажимная пластина
22 Гайка
23 Ось
24 Шайба
25 Ручка
8
57
Page 7
www.kraton.ru
37
38
1
10
15
16
18
8
2
17
32
4
9
19
5
14
23 13
25
30
31
36
39
34
35
3672824
29
26
27
СХЕМА СБОРКИ
ПРАВИЛА БЕЗОПАСНОСТИ
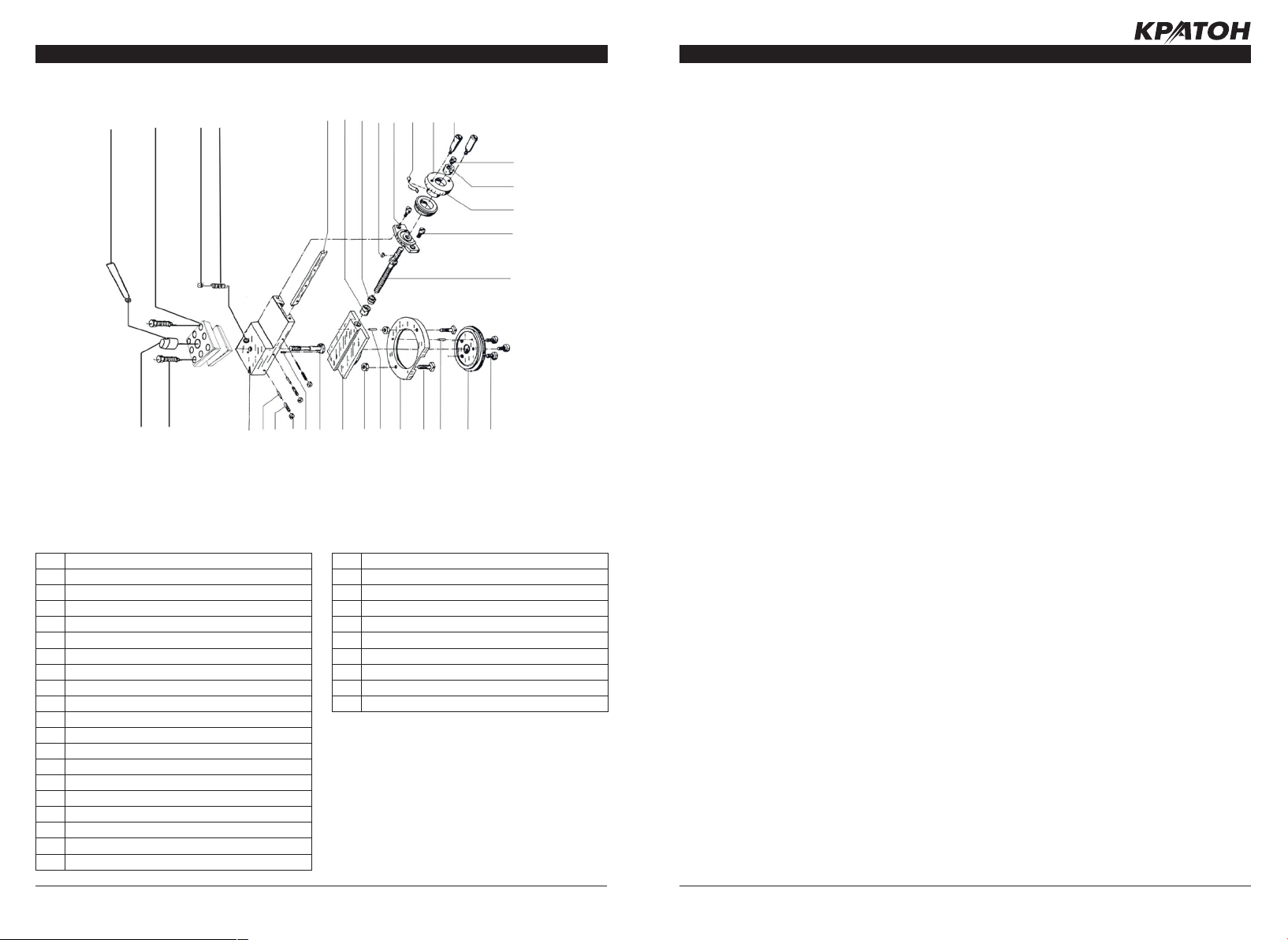
Рисунок № 10 — схема сборки поворотного суппорта станка.
«Спецификация к схеме сборки № 10»
1 Поворотный суппорт
2 Каретка
3 Клин
4 Кольцо
5 Диск
6 Гайка ходового винта
7 Винт регулировочный
8 Винт
9 Винт
10 Штифт
13 Винт
14 Винт
15 Винт
16 Гайка
17 Гайка
18 Штифт
19 Штифт
23 Ходовой винт
24 Фланец ходового винта
25 Лимб
26 Маховик
27 Ручка
30 Гайка
31 Винт
34 Шарик
35 Сухарик
36 Ручка
37 Фиксатор
38 Винт
39 Резцедержатель
лица не моложе 16 лет, прошедшие медицинский осмотр и признанные годными
для выполнения данного вида работы,
прошедшие инструктаж, обучение и проверку знаний по охране труда, пожарной
безопасности, оказанию первой довра-
струментами (крючком, лопатой или совком, щеткой, скребком и др.).
• На рабочем месте необходимо соблюдать правила пожарной безопасности. Курение разрешается только в специально
отведенных для этого местах.
чебной помощи и имеющие квалификационное удостоверение на право работы
на токарно-винторезных металлообрабатывающих станках.
• Станочник, совмещающий профессии,
должен быть обучен безопасным приемам работы на токарно-винторезных металлообрабатывающих станках и, пройти
инструктаж по охране труда на всех вы
полняемых работах.
• Станочник должен знать и выполнять
правила внутреннего трудового распорядка организации.
• Станочник должен:
— знать конструкцию станка, устройство
и назначение всех его частей, ограждений и предохранительных приспособлений, точки заземления электродвигателя
и пусковых устройств;
— уметь определять неисправности станка, его устройств и механизмов;
— знать требования, предъявляемые к
режущему инструменту и правильные
способы его заточки и установки;
— знать и соблюдать режимы резания на
данном станке.
• Во время работы станочник должен пользоваться средствами индивидуальной защиты (спецодежда, спецобувь, средства
защиты органов слуха и др.), выдаваемыми по установленным нормам.
• Рабочее место и рабочая зона должна
иметь достаточное освещение. Свет, излучаемый от осветительных устройств,
не должен ослеплять глаза станочника.
• Для замены приспособлений и других
рабочих органов, очистки станка, уборки рабочего места следует пользоваться
слесарным инструментом (гаечный ключ,
отвертка и т.д.) и вспомогательными ин-
Требования охраны труда перед нача
лом работы
• Перед началом работы станочник дол-
жен надеть спецодежду, обувь, головной
убор и другие средства индивидуальной
защиты. Длинные волосы следует убрать
под головной убор. Одежда станочника не
-
должна иметь свисающих концов, кото
рые могут быть захвачены движущимися
частями механизмов станка. Станочник
не должен надевать перчатки, галстук и
украшения, так как во время работы они
могут попасть в движущиеся части станка
.
• Станочник должен работать в специальных противоударных защитных очках.
• При отсутствии на рабочем месте эффективных систем пылеудаления, ста
ночник должен использовать индивиду
альные средства защиты дыхательных
путей (респиратор), поскольку стружечная пыль, возникающая при обработке
некоторых материалов (текстолит, чугун,
некоторые виды пластмасс), может вызвать аллергические осложнения. Во время работы станочник должен принимать
необходимые меры для защиты органов
слуха и использовать соответствующие
средства (вкладыши или наушники).
• Станочник должен произвести внешний
осмотр станка и убедиться:
— в свободном доступе к пусковым
устройствам (электровыключатели стан
ка, электрический щит и т.д.);
— в исправности электрооборудования и
заземляющих устройств, пусковых и блокировочных устройств путем кратковременного включения станка;
— в наличии ограждений, их исправности
-
-
-
-
-
56
9
Page 8
www.kraton.ru
391614 13
12 11 17
38 36 37
1 29 28 27 30 31 3
2
15 10 7 8 9 6 3 20 19 1
8
2
21
22
23
4
5
40
24
25
26
34
35
33
3332 3133 35 34
ПРАВИЛА БЕЗОПАСНОСТИ
СХЕМА СБОРКИ
и надежности крепления;
— в исправности режущего инструмента.
• Для шлифования выточенной детали
зажатой в центрах станка необходимо
использовать специальные колодки со
шлифовальной шкуркой.
ВНИМАНИЕ!
Зачистка детали путем прижатия шлифовальной шкурки руками запрещается.
Общие указания по обеспечению без
опасности при работе со станком
.
• Всегда работайте в устойчивой позе.
Следите за правильным положением ног
и тела. Сохраняйте правильную рабочую
позу и равновесие, не наклоняйтесь над
вращающимися деталями и узлами стан
ка. Не опирайтесь на работающий станок.
• Работа на данном станке требует концентрации внимания от станочника. Не
отвлекайтесь во время работы. Не экс
плуатируйте станок, если Вы находитесь
под действием алкоголя, наркотических
веществ или медицинских препаратов, а
также в болезненном или утомленном
состоянии
• Прежде чем включать станок, убедитесь
в том, что все неиспользуемые детали,
инструменты и принадлежности удалены
и не будут препятствовать работе.
• Запрещается установка и работа станка
в помещениях с относительной влажностью воздуха более 80 %.
• Дети и посторонние лица должны находиться на безопасном расстоянии от работающего станка.
• ОСТОРОЖНО! Искры, возникающие
внутри электрических узлов станка, могут
вызвать воспламенение горючих паров
или взрывоопасной пыли.
• Не используйте станок вблизи легковоспламеняющихся или горючих жидкостей,
газов, бензина, жидкости для зажигалок,
растворителей, красок на масляной осно
ве, природного газа, водорода или взрывчатой пыли угля, магния или пороха.
• Не пользуйтесь станком и не храните его
вблизи опасных химических веществ.
• Исключите попадание влаги на электрические соединения и электродвигатель
станка.
• Не дергайте за кабель электропитания,
чтобы отключить станок от электросети
— возьмите одной рукой вилку и, придерживая другой рукой розетку, произведите
-
отсоединение.
• Недопустимо использовать станок с поврежденным кабелем электропитания
или другими узлами. Если Ваш станок
работает ненормально, в его конструкции
отсутствуют какие-либо детали и имеются
-
механические повреждения, Вам необходимо обратится в сервисный центр.
• Кабель электропитания располагайте
в удалении от горячих поверхностей и
острых кромок и оберегайте его от повреждений.
-
• Не прикасайтесь к штепсельной вилке
кабеля электропитания станка мокрыми
руками.
ОМНИТЕ! Маломощные или повреж-
• П
денные удлинительные кабели электро
питания могут стать причиной пожара или
поражения электрическим током.
• Перед каждым включением станка производите его осмотр. Если какие-либо
части отсутствуют, деформированы или
пришли в негодность, или электрические
узлы работают ненадлежащим образом,
выключите станок и отключите его от сети.
Произведите замену поврежденных, вышедших из строя частей и установку от
сутствующих деталей. Только после этого
эксплуатацию станка можно возобновить.
• При чистке станка используйте средства
защиты дыхательных путей (респиратор)
и глаз (защитные очки).
• Перед использованием станка полностью размотайте кабель электропитания.
-
• Используйте только оригинальные и рекомендованные комплектующие запасные части.
-
Рисунок № 9 — схема сборки поворотного суппорта станка.
«Спецификация к схеме сборки № 9»
1 Суппорт
2 Поперечный суппорт
3 Клин
4 Гайка
5 Ходовой винт
6 Корпус
7 Винт
-
8 Пластина
9 Заклепка
10 Лимб нониуса
11 Шпонка
12 Пружина
13 Маховик
14 Гайка
15 Винт
16 Ручка
17 Блок скользящий
18 Втулка
19 Винт
20 Винт
21 Штифт
22 Винт
23 Гайка
24 Блок скользящий
25 Шайба
26 Винт
27 Зажим
28 Винт
29 Гайка
30 Винт
31 Накладка
32 Прижим накладки
33 Винт
34 Накладка
35 Прижим накладки
36 Масленка
37 Винт
38 Винт
39 Винт
40 Фиксатор
10
55
Page 9
www.kraton.ru
62 60 59 55 56 14 13 39 38 37 29
40
43
45
64
65
66
52 42 44 43 41
68
50
67
48
47
7
58
57
54
53
63
61
СХЕМА СБОРКИ
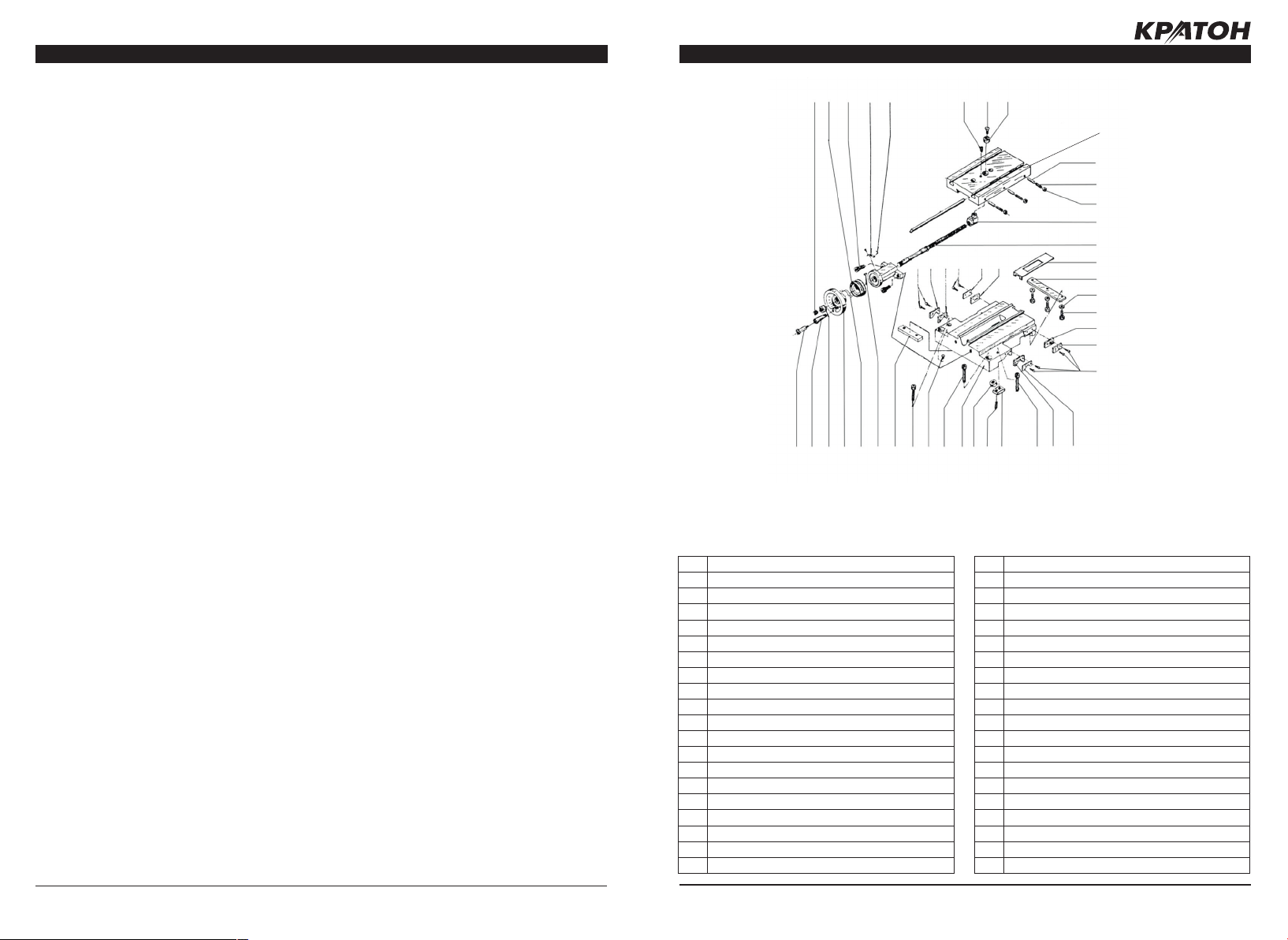
Рисунок № 8 — схема сборки узла суппорта станка.
«Спецификация к схеме сборки № 8»
7 Гайка
13 Шайба
14 Винт
29 Масленка
37 Вал-шестерня
38 Шпонка
39 Колесо зубчатое
40 Кольцо стопорное
41 Корпус
42 Гайка
43 Пластина
44 Кольцо
45 Винт
47 Гайка
48 Вставка
50 Винт
52 Шпилька
53 Корпус индикатора
54 Шестерня
55 Вал
56 Шпонка
57 Шайба
58 Гайка
59 Шкала
60 Винт
61 Маркер
62 Винт
63 Винт
64 Панель
65 Шайба
66 Винт
67 Пластина
68 Винт
ПРАВИЛА БЕЗОПАСНОСТИПРАВИЛА БЕЗОПАСНОСТИ
• Не перегружайте и не модифицируйте
станок. Станок будет работать надежно
и безопасно при выполнении только тех
операций и с нагрузкой, на которую он
рассчитан. Не изменяйте конструкцию
станка для выполнения работ, на которые
он не рассчитан и не предназначен.
• ОСТОРОЖНО! Применение любых принадлежностей и приспособлений, а также
выполнение любых операций помимо
тех, которые рекомендованы данной ин
струкцией, может привести к несчастному
случаю.
• Перед началом любых работ по техническому обслуживанию, замене приспособлений или чистке станка отсоедините
вилку кабеля электропитания станка от
розетки электросети.
• Не оставляйте работающий станок без
присмотра. Прежде чем покинуть рабочее место, выключите станок, дождитесь
его полной остановки и отключите вилку
кабеля электропитания от розетки электросети.
заготовку руками или какими-либо предметами.
• Используйте только заточенный режущий инструмент. Риск травмы, поломки
станка или порчи заготовки увеличивается, если режущий инструмент затуплен
или непригоден к использованию.
• Токарную обработку заготовки на данном
станке всегда начинайте на оптимальном числе оборотов шпинделя (частоте
-
вращения) в зависимости от габаритов
и массы заготовки, а также учитывайте
твердость металла.
• Соблюдайте технологический процесс
обработки заготовки. Придайте заготовке максимально правильную концентри
ческую форму тел вращения (цилиндр,
круг, кольцо, диск и т.д.) и обработайте
заготовку черновым точением, а затем
переходите к чистовым видам обработки
(чистовое и фасонное точение, растачивание, шлифование и т.д.).
• Перед тем, как включить электродвигатель и привод станка всегда вручную про-
-
ворачивайте заготовку для того, чтобы
Дополнительные указания по обеспе
чению безопасности
• ОСТОРОЖНО! Начинайте работу с этим
станком только после того, как полностью
соберете и проверите его в соответствии
с указаниями данной инструкции по экс
плуатации.
• Перед первым включением станка обратите внимание на правильность сборки и
надежность его установки.
• Перед включением станка уберите с
него зажимные ключи и убедитесь, что
крышка гитары с зубчатыми колесами за
крыта и надежно закреплена винтом.
• Необходимо соблюдать указания по минимальным и максимальным размерам
заготовок.
• Удаляйте стружку и части заготовок
только при неработающем станке с помощью щетки и крючка.
• Никогда не тормозите вращающуюся
-
убедиться в том, что она не задевает и не
цепляет за какой-либо узел станка (рез
цедержатель, станина и др.).
• Прежде, чем произвести измерения обработанной заготовки, выключите станок
-
и дождитесь полной остановки патрона
и приводов суппорта и каретки. Измере
ния заготовки производите стандартным
измерительным инструментом (рулетка,
штангенциркуль, шаблон и др.).
• Никогда не выполняйте токарную обработку деталей, если не установлены:
защитные экраны или крышки вращаю
щихся узлов и элементов, и элементов
электропроводки, предусмотренные конструкцией станка.
• Никогда не выполняйте точение детали
глубже, чем 0,3 мм за один проход.
• Обеспечивайте необходимое крепление
и положение резца в резцедержателе.
• Не допускайте наматывание стружки на
-
-
-
54
11
Page 10

www.kraton.ru
35
26
14
13
27
24
30
1
20
22
28
29
32
31
34
33
4
3
7
89101112
51314
18
19
23
7
15
16
25
17
12
21
9
ПРАВИЛА БЕЗОПАСНОСТИПРАВИЛА БЕЗОПАСНОСТИ
СХЕМА СБОРКИ
резец и обрабатываемую заготовку.
• Не допускайте попадания стружки на ходовой винт.
• Обеспечивайте надежное крепление обрабатываемой детали.
• Останавливайте станок, проверяйте состояние крепления и положения всех со
прягаемых деталей, узлов и механизмов
станка после 50 часов наработки.
• Не форсируйте режим работы, рекомендованный для данной операции.
• Не обрабатывайте отлитые заготовки с
необрезанными литниками и приливами,
с раковинами и остатками формовочной
смеси.
• Используйте только заточенный режущий инструмент соответствующий пред
полагаемой операции.
• Не пытайтесь остановить патрон или за-
• Не вставляйте ключ во вращающийся
патрон.
• Не включайте станок со вставленным в
патрон ключом или незакрепленной заготовкой.
• Не включайте и не выключайте станок
-
при резце не отведенном от заготовки.
• При работе задняя бабка должна быть
закреплена или, если это соответствует
данной операции, снята.
• Не допускайте скопление металлической стружки в поддоне станка.
• Стружку из поддона станка следует убирать при помощи крючка и щетки.
• При техническом обслуживании не следует допускать попадания смазочных ма
-
териалов на кнопки и рычаги управления.
• Следует всегда убирать со станка обтирочную ветошь.
готовку руками.
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
Станок был разработан для работы только при одной величине
электрического питающего напряжения. Перед началом работы убедитесь, что напряжение источника электропитания соответству
ет техническим характеристикам станка.
-
-
Рисунок № 7 — схема сборки узла суппорта станка.
«Спецификация к схеме сборки № 7»
• ВНИМАНИЕ! Для Вашей собственной
безопасности никогда не подключайте кабель электропитания к розетке электросети до окончания сборки станка, изуче
ния инструкции по эксплуатации и правил
безопасности.
Электрические соединения и требова
ния к кабелю электропитания
• ПРЕДУПРЕЖДЕНИЕ! Станок по классу
защиты от поражения электрическим
током относится к низковольтному
оборудованию I класса. Это означает,
что для предотвращения поражения
пользователя электрическим током,
станок должен быть обязательно за
землен через розетку с заземляющим
контактом.
12
• В случае поломки или неисправности,
заземление создает путь наименьшего
сопротивления для электрического тока
и снижает опасность поражения элек
трическим током. Этот станок оснащен
электрическим кабелем, оборудованным
заземляющим проводом и заземляющей
-
клеммой на вилке. Вилка должна встав
ляться в соответствующую розетку, име
ющую надежное заземление.
• Запрещается переделывать штепсельную вилку кабеля электропитания станка,
если она не входит в приемное отверстие
розетки питающей электрической сети.
• Квалифицированный электрик должен
-
установить соответствующую розетку.
• При повреждении кабеля электропитания его необходимо заменить. Замену
1 Корпус
2 —
3 Червяк
-
-
-
4 Шпонка
5 Винт
6 —
7 Гайка
8 Винт
9 Шарик
10 Пружина
11 Рычаг
12 Винт
13 Шайба
14 Винт
15 Шестерня
16 Штифт
17 Колесо зубчатое
18 Ручка
19 Вал-шестерня
20 Корпус
21 Пружина
22 Винт
23 Винт
24 Вал-шестерня
25 Вал
26 Шпонка
27 Колесо зубчатое
28 Кольцо
29 Масленка
30 Колесо зубчатое
31 Маховик
32 Штифт
33 Винт
34 Ручка
35 Табличка
53
Page 11

www.kraton.ru
СХЕМА СБОРКИ
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
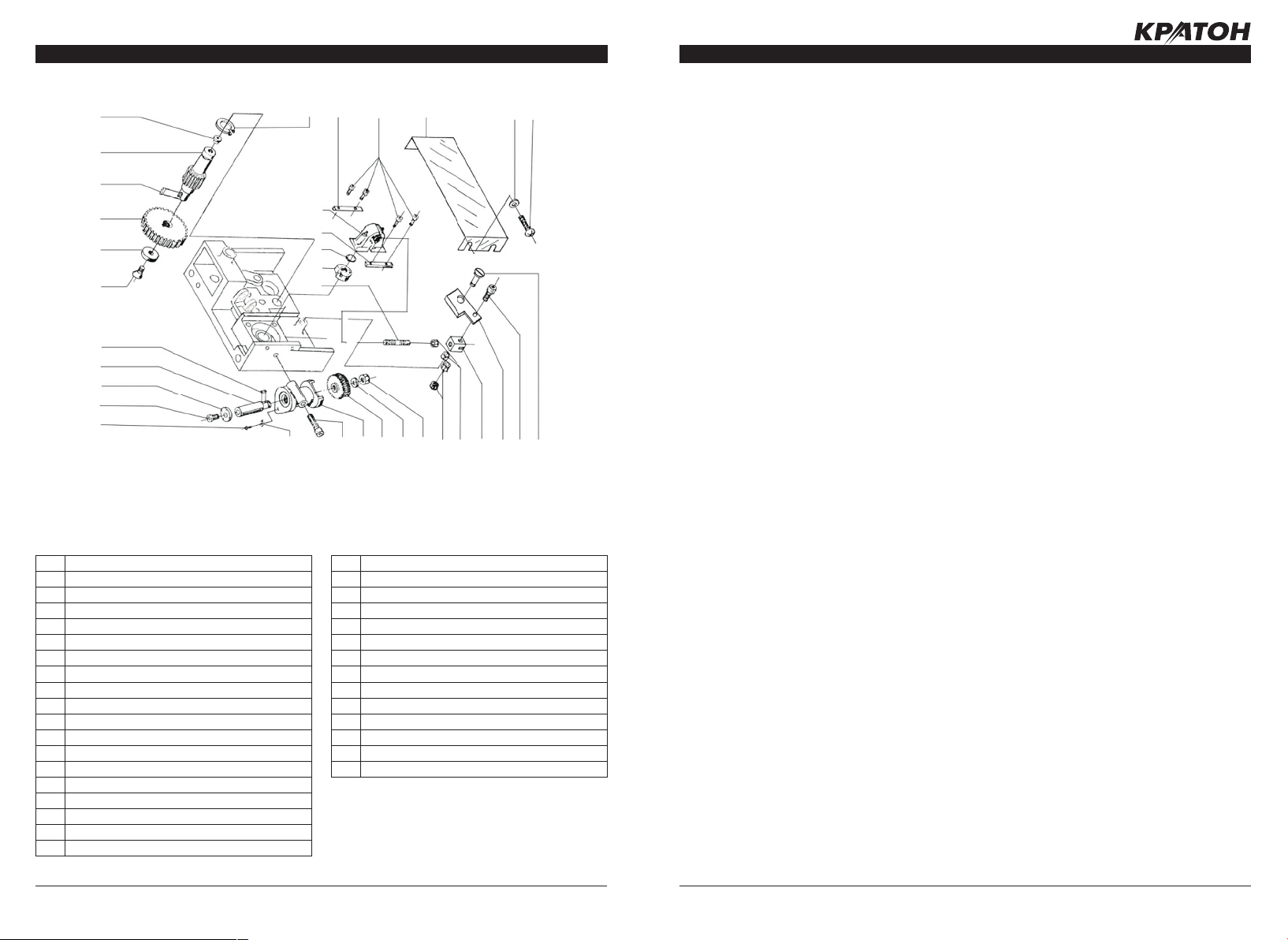
Рисунок № 6 — схема сборки коробки передач станка.
«Спецификация к схеме сборки № 6»
1 Корпус коробки подач
2 Вал
3 Шпонка
4 Втулка
5 Колесо зубчатое
6 Колесо зубчатое
7 Колесо зубчатое
8 Колесо зубчатое
9 Колесо зубчатое
10 Колесо зубчатое
11 Колесо зубчатое
12 Колесо зубчатое
13 Колесо зубчатое
14 Втулка
15 Кольцо упорное
16 Вал
17 Шпонка
18 Колесо зубчатое
19 Рычаг
20 Вал
21 Колесо зубчатое
22 Винт
23 Кольцо упорное
24 Подшипник
25 Плунжер
26 Пружина
27 Втулка
28 Ручка
29 Гайка
30 Крышка
31 Винт
32 Штифт
33 Фланец
34 Винт
35 Шайба
36 Втулка
37 Штифт
38 Планка
39 Заклепка
40 Винт
41 Шайба
42 Масленка
43 Крышка
44 Кольцо
45 Ось
46 Винт
47 Ручка
кабеля электропитания должен производить только изготовитель станка или сер
висный центр.
• Используйте только трехжильные удлинительные кабели с трехконтактными
вилками с заземлением и соответствую
щие розетки, в которые вилка включает
ся.
• При повреждении кабеля электропитания отключите станок и отсоедините вилку от розетки электросе
ти.
• ПРЕДУПРЕЖДЕНИЕ! Этот станок предназначен для использования только в сухом помещении. Нельзя допускать установки станка во влажных помещениях и в
местах попадания влаги.
Требования к электродвигателю
• ВНИМАНИЕ! Для исключения опасно-
сти повреждения электродвигателя, регу
лярно очищайте его ребра от пыли. Таким
образом, обеспечивается его беспрепят
ственное охлаждение.
• Если электродвигатель не запускается
или внезапно останавливается при рабо
те, сразу же отключите станок.
• Отсоедините вилку кабеля электропитания станка от розетки и попытайтесь найти и устранить возможную причину.
• Колебания напряжения электросети в
пределах ±10 % относительно номиналь
ного значения не влияют на нормальную
работу станка
, но необходимо, чтобы на
электродвигатель станка подавалось
электрическое напряжение 220 В.
• Чаще всего проблемы с электродвигателем станка возникают при некачествен
ных контактах в разъемах электрических
соединений, при перегрузках, пониженном напряжении электрического питания.
• Квалифицированный электрик должен
периодически проверять все электро
разъемы, напряжение в электрической
питающей сети и величину тока, потребляемого станком.
• При необходимости используйте удли-
нительный кабель, соответствующий номинальной мощности станка (см. раздел
«Основные технические данные»). При
использовании катушек обязательно пол
ностью разматывайте кабель.
-
-
ОМНИТЕ! При значительной длине
• П
удлинительного кабеля и малом попе
речном сечении подводящих проводов
происходит дополнительное падение
напряжения, которое может привести к
неустойчивой работе электродвигателя
станка.
• Приведенные в таблице 3 «Длина удлинительного электрического кабеля и
размеры поперечного сечения проводов
в зависимости от потребляемого тока»
данные относятся к расстоянию между
электрическим распределительным щи
том, к которому подсоединен станок, и его
штепсельной вилкой. При этом не имеет
значения, осуществляется ли подвод
-
электроэнергии к станку через стационарные подводящие провода, через удлинительный кабель или через комбинацию
стационарных и удлинительных кабелей.
Удлинительный провод должен иметь на
одном конце вилку, а на другом — розетку, совместимую с электрической вилкой
Вашего станка.
-
-
-
-
-
-
52
13
Page 12

www.kraton.ru
4
22
23
11
1
21
8
7
20
19
18
17
16
2
3
24
15
ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ
СХЕМА СБОРКИ
Таблица 3 «Длина удлинительного электрического кабеля и размеры поперечного се
чения проводов»
Длина удлинительного
кабеля, м
Электрическое напряже
ние, В
до 10
до 20 2,5
220
Поперечное сечение
жилы медных проводов
удлинительного кабеля,
2
мм
1,5
УСТРОЙСТВО СТАНКА (РИС. B/C/D)
Устройство станка
• Устройство станка показано на рисунках В, C, D. Дополнительно смотри рисунки № 1
– № 12 и спецификации к ним.
24
25
26
27
15
28
5
29
30
31
23
32
22
12
38
37
36
Рисунок В — общий вид станка.
35
20
34
33
-
Рисунок № 5 — узлы и детали электрооборудования станка.
«Спецификация к схеме сборки № 5»
1 Корпус
2 Болт
3 Шайба
4 Панель
5 —
6 —
7 Гайка
8 Втулка
9 —
10 —
11 Электродвигатель
12 —
13 —
14 —
15 Панель
16 Винт
17 Винт
18 Панель
19 Винт
20 Панель
21 Ось
22 Электровыключатель
23 Винт
24 Вставка
14
51
Page 13

www.kraton.ru
9
8
4
7 6 5 3 2 1
17 16
18
19
20
21
22
23
15 14 13 12 11
5
10
СХЕМА СБОРКИ
УСТРОЙСТВО СТАНКА (РИС. B/C/D)
Рисунок № 4 — схема сборки узла настройки гитары станка.
«Спецификация к схеме сборки № 4»
1 Кронштейн
2 Квадратная гайка
3 Шайба
4 Вал
5 Втулка
6 Колесо зубчатое
7 Колесо зубчатое
8 Шайба
9 Масленка
10 Шайба
11 Штифт
12 Колесо зубчатое
13 Кольцо распорное
14 Шайба
15 Винт
16 Шайба
17 Винт
18 Колесо зубчатое
19 Колесо зубчатое
20 Колесо зубчатое
21 Колесо зубчатое
22 Колесо зубчатое
23 Колесо зубчатое
50
40
39
41
42
52
43
5051
Рисунок C — органы управления станка.
49
44
45
46
47
48
15
Page 14

www.kraton.ru
9 8 7 6 5 3 1
23 22 24
13 14 12 18 17 19 16 15
20 21 10 11
УСТРОЙСТВО СТАНКА (РИС. B/C/D)
СХЕМА СБОРКИ
53
54
Рисунок D — узлы станка с тыльной стороны.
5. Центр задней бабки
12. Ручка
15. Экран для резцедержателя суппорта
20. Поддон станка
22. Крышка приводного узла и гитары
станка
23. Винт
24. Рычаг натяжения приводного ремня
25. Передняя бабка
26. Панель управления
27. Экран защитный со встроенным аварийным микровыключателем для трехкулачкового самоцентрирующего патрона
28. Фиксатор пиноли задней бабки
29. Задняя защитная стенка
30. Рычаг фиксации задней бабки на станине станка
31. Маховик ручной подачи пиноли задней бабки
32. Задняя бабка
33. Станина станка
34. Гайка фиксации продольного перемещения задней бабки
35. Ходов
ой винт
36. Суппорт станка
37. Коробка подач станка
38. Рычаг переключения скорости авто
-
55
матической подачи суппорта
39. Маховик ручного продольного перемещения суппорта
40. Трехкулачковый самоцентрирующийся патрон станка (далее «патрон»)
41. Винты для закрепления токарного
резца в резцедержателе
42. Фиксатор резцедержателя
43. Резцедержатель
44. Держатель экрана резцедержателя
45. Пиноль задней бабки
46. Ручка подачи поворотного суппорта
47. Поворотный суппорт
48. Индикатор нарезания резьбы
49. Рычаг управления разъемной гайкой
ходового винта
50. Рычаг включения автоматической подачи суппорта станка
51. Поперечный суппорт
52. Ручка подачи поперечного суппорта
53. Электродвигатель станка
54. Кабель электропитания с вилкой для
подключения к розетке электросети
55. Приводной узел и гитара сменных зубчатых колес станка (далее «гитара»)
Рисунок № 3 — схема сборки узла натяжения ременной передачи станка.
«Спецификация к схеме сборки № 3»
1 Шайба
2 Шпилька
3 Скоба рычага
4 Рычаг
5 Подшипник
6 Ролик
7 Шайба
8 Кольцо упорное
9 Кольцо упорное
10 Шайба
11 Гайка
12 Шайба
13 Пружина
14 Шпилька
15 Привод
16 Штифт
17 Втулка
18 Кольцо упорное
19 Винт
20 Шайба гофрированная
21 Кольцо упорное
22 Рычаг
23 Рычаг
24 Ручка
16
49
Page 15

www.kraton.ru
СХЕМА СБОРКИ
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
«Спецификация к схеме сборки № 2»
1 Плита
2 Болт
3 Вал
4 Шайба
5 Шайба
6 Гайка
7 Втулка
8 Кольцо упорное
9 Шайба
10 Пружина
Шарик
11
12 Шкив
13 Шкив
14 Шайба
15 Кольцо стопорное
16 Масленка
17 Шайба регулировочная
18 Манжета
19 Шкив
20 Шайба
21 Шайба
22 Винт
23 Крышка
24 Винт
25 Шайба
26 Винт
27 Крышка с шарниром
28 Винт
29 Шайба
30 Винт
31 Винт
32 Шайба
33 Пружина
34 Винт
35 Блок зажимной
36 Гайка
37 Ремень клиновой
38 Ремень зубчатый
39 Плита
ВНИМАНИЕ! При выполнении операций по сборке станка,
установке резца или задней бабки, замене кулачков, регулировочных операций выключите станок и отсоедините вилку кабеля электропитания от розетки электросети.
33
56
33. Станина станка
56. Строп (не входит в
комплектность)
Рисунок E — схема строповки станка.
48
51
36. Суппорт станка
51. Поперечный суппорт
36
57
58. Контргайка
59. Винт регулировочный
58
57. Клин
Рисунок F — регулирование зазоров в поперечном суппорте.
59
17
Page 16

www.kraton.ru
16 15 14 13 7 12 11 10 9 8
7
37
38
22 2120 19 18 17
31
32
33
35
36
4
5
6
39
28
232427
293027
2
1
26 25
3
34
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
СХЕМА СБОРКИ
47
47. Поворотный суппорт
57. Клин
58. Контргайка
Рисунок G — регулирование зазоров в поворотном суппорте.
14
40
60
21
57
59. Винт регулировочный
60. Каретка поворотного суппорта
58
59
59 58
Рисунок H — установка обратных кулачков в патрон станка.
18
14. Ключ для патрона
40. Трехкулачковый самоцентрирующийся патрон станка (далее «па
трон»)
21. Кулачки обратные
58. Контргайка
59. Винт регулировочный
-
Рисунок № 2 — схема сборки приводного узла станка.
47
Page 17

www.kraton.ru
25 13 10 9 8 5 6 7 1 14 7 6 5 4 3 2
21 20 24 19 23 22 18 18
14
СХЕМА СБОРКИ
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
Рисунок № 1 — схема сборки передней бабки станка.
«Спецификация к схеме сборки № 1»
1 Корпус передней бабки
2 Фланец
3 Шпиндель
4 Шпонка
5 Манжета
6 Подшипник
7 Крышка
8 Втулка распорная
9 Колесо зубчатое
10 Шкив
—
11
12 —
13 Гайка
14 Винт
15 —
16 —
17 —
18 Втулка
19 Колесо зубчатое
20 Кольцо стопорное
21 Масленка
22 Колесо зубчатое
23 Колесо зубчатое
24 Ось
25 Винт
6
3
41
43
47
61
40
2
64
63
2. Резец токарный из набора резцов (см.
таблицу 2)
3. Ключ шестигранный из набора ключей
(см. таблицу 2)
6. Центр
40. Патрон
41. Винты для закрепления токарного
резца в резцедержателе
43. Резцедержатель
47. Поворотный суппорт
Рисунок I — установка токарного резца в резцедержатель станка и настройка станка
на точение конусных поверхностей. Регулирование положения поворотного суппорта.
51
62
51. Поперечный суппорт
61. Пазы для регулирования положения
поворотного суппорта
62. Шкала поворотного суппорта
63. Гайка фиксации поворотного суппорта
64. Набор прокладок под резец (не входит
в комплектность)
46
19
Page 18

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Таблица 9 «Неисправности станка и методы их устранения»
22
65
66
67
55
Внешнее проявление
неисправностей
Электродвигатель не за
пускается.
Двигатель не развивает
полную скорость и не
работает на полную
мощность.
Патрон станка с зажатой
заготовкой останавлива
ется или замедляет скорость вращения во время
продольного точ
Рекомендации пользователю
• Электропривод станка должен быть не
медленно отключен от сети в случаях:
— появления дыма или огня из электродвигателя или его пускорегулирующей
аппаратуры;
— появлении сильной вибрации, угрожающей целостности электродвигателя и
станка;
СВЕДЕНИЯ О ДЕЙСТВИЯХ ПРИ ОБНАРУЖЕНИИ НЕИСПРАВНОСТИ
ения.
Вероятная причина Метод устранения
-
Нет напряжения в сети
электропитания.
Падение напряжения в
электрической питающей
сети.
Слишком сильная подача
резца.
-
-
— недопустимо резкого нагрева подшипников станка
— резкого снижения скорости вращения
вала электродвигателя, сопровождающе
гося его быстрым нагревом.
• Работать на неисправном станке категорически воспрещается.
Проверить наличие напряжения в сети.
Обеспечить требуем
величину напряжения в
электрической питающей
сети.
Уменьшить усилие и скорость подачи резца.
;
ую
-
22. Крышка приводного узла и гитары
станка
55. Приводной узел и гитара станка
65. Фиксирующая гайка подшипникового
узла шпинделя станка
Рисунок J — регулирование и устранение осевого люфта шпинделя.
66. Стопорный винт (2 шт.)
67. Шпиндель станка
20
Сведения о действиях, которые необходимо предпринять при обнаружении
неисправности малогабаритного металлообрабатывающего станка
• При возникновении неисправностей в
работе станка выполните действия ука
занные в таблице 9 «Неисправности станка и методы их устранения».
• При обнаружении других неисправно-
стей пользователю (владельцу) данного
малогабаритного металлообрабатыва
ющего станка необходимо обратиться в
сервисный центр.
• Адреса сервисных центров Вы можете
найти в разделе «Гарантия изготовителя»
данной инструкции по эксплуатации или
на сайте «www.kraton.ru».
-
45
Page 19

www.kraton.ru
ТРАНСПОРТИРОВАНИЕ И ПРАВИЛА ХРАНЕНИЯ
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
Транспортирование
• Станок, упакованный в соответствии с
требованиями действующей нормативной
и технической документации на его изго
товление и поставку, транспортируется
авиационным, железнодорожным, мор
ским, речным и автомобильным транспортом.
• Погрузку и раскрепление упакованного станка, и его последующее транспортирование выполняют в соответствии с
действующими техническими условиям
и правилами перевозки грузов на используемом виде транспорта.
Правила хранения
• При постановке станка на длительное
хранение необходимо:
— отключить его от электропитания и
свернуть сетевой электрокабель;
УТИЛИЗАЦИЯ
Станок и его упаковка подлежат вторичной переработке
(рециклированию). Следует
ющую среду. Нельзя сорить, и следует поддерживать чистоту при использовании станка. Упаковку и упаковочные
материалы станка следует сдавать для переработки.
— очистить станок от стружки и пыли;
— продуть станок и электродвигатель
сжатым воздухом;
-
— смазать индустриальным машинным
маслом металлические поверхности, не
имеющие лакокрасочного
— заднюю бабку и станину станка накрыть промасленной бумагой.
• Хранение станка следует производить в
отапливаемом, вентилируемом помеще
нии при отсутствии воздействия климати
и
ческих факторов (атмосферные осадки,
повышенная влажность и запыленность
воздуха) при температуре воздуха не ниже
+1 0С и не выше +40 0С с относительной
влажностью воздуха не выше 80 %.
беречь от загрязнений окружа-
покрытия;
47
-
-
70
46
69
71
68
52
76
75
51
74
73
72
Утилизация
• Данный станок изготовлен из безопасных для окружающей среды и здоровья
человека материалов и веществ. Тем не
менее, для предотвращения негативного
воздействия на окружающую среду, по
окончании использования станка (истечении срока службы) и его непригодности к
дальнейшей эксплуатации изделие под
лежит сдаче в приемные пункты по переработке металлолома.
• Утилизация станка и комплектующих
узлов заключается в его полной разборке и последующей сортировке по видам
материалов и веществ, для последующей
переплавки или использования при вто
ричной переработке.
• Упаковку станка следует утилизировать
без нанесения экологического ущерба
окружающей среде в соответствии с дей
ствующими нормами и правилами на тер
ритории страны использования данного
оборудования.
-
-
-
-
46. Ручка подачи поворотного суппорта
47. Поворотный суппорт
51. Поперечный суппорт
52. Ручка подачи поперечного суппорта
68. Винт
69. Гайка
70. Масленка шариковая
71. Гайка
Рисунок K — регулирование перемещения ходовых винтов суппортов и настройка
лимбов.
72. Винт
73. Лимб поворотного суппорта
74. Маркер с риской
75. Маркер с риской
76. Лимб поперечного суппорта
2144
Page 20

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ (РИС. V / W \ X)
77
26. Панель управления
77. Блокировочная кнопка
78. Крышка коробки электровыключателей
79. Кнопка «СТОП»
Распаковка и подготовка рабочего
места
• Откройте ящик, в который упакован ста-
нок и комплектующие детали. Проверьте
комплектность станка и отсутствие видимых механических повреждений.
• ВНИМАНИЕ! На некоторые узлы стан
ка нанесено защитное антикоррозийное
покрытие. Перед началом сборки станка
следует удалить антикоррозийное покрытие. Защитное антикоррозийное покрытие легко удаляется с помощью мягкой
салфетки смоченной в уайт-спирите. Для
очистки окрашенных, пластмассовых и
резиновых деталей используйте салфет
ку с мыльной водой.
те все детали чистой сухой салфеткой, и
78
Рисунок L — панель управления станка.
Тщательно протри-
79
80
81 26
80. Кнопка «ПУСК»
81. Переключатель направления вращения патрона (шпинделя)
слегка смажьте индустриальным машииным маслом все обработанные поверхности.
• Подготовьте рабочее место для станка и
стеллаж для хранения материалов и заготовок. Помещение, в котором производит
-
ся работа, должно быть оборудовано системой приточно-вытяжной вентиляции и,
иметь общее освещение. Зону установки
станка рекомендуется снабдить местным
дополнительным освещением и промышленным пылесосом для сбора стружки и
пыли.
• Предусмотрите под установку станка
-
специальное место с ровной, твердой и
устойчивой поверхностью (рабочий стол
или верстак)
.
Техническое обслуживание и смазка
станка
• Для обеспечения длительной и безава
рийной работы станка и Вашей личной
безопасности необходимо выполнять
следующие требования:
— перед началом работы всегда проверять общее техническое состояние стан
ка путем визуального осмотра и пробного
пуска;
— проверять исправность электрооборудования и электродвигателя станка путем
включения и выключения;
— проверять исправность осветительных устройств у станка (общее и местное
освещение рабочей зоны);
— проверять исправность приточно-вытяжной вентиляции и пылесоса для сбо
ра металлической стружки и пыли (при
наличии);
— проверять патрон, центр, переднюю
и заднюю бабку станка, коробку подач,
гитару и привод, суппорты и резцедержа
тель станка на отсутствие механических
повреждений;
— проверять микровыключатель защитного экрана 27 на функциональную
пригодность и работоспособность. При
откидывании экрана 27
работающий станок должен остановиться;
— очищать от стружки и пыли электродвигатель и станок;
-
— в соответствии со схемой смазки (см.
рис. V, W и X) периодически производить
смазку подшипников шпинделя станка,
еженедельно производить смазку шар
нирных соединений и пар трения станка.
ВНИМАНИЕ! Категорически запреще
но выполнять смазку включенного и
работающего станка, так как это может
привести к травме и увечьям.
— пролитое при смазке станка масло
должно немедленно удаляться с поверхностей станка обтирочным материалом,
а с пола путем посыпания древесными
— включенный и
опилками с последующим удалением
— проверять исправность и работоспо-
-
собность зажимных устройств, защитных
экранов, крышек и регулировочных при
способлений станка.
• Для смазки наполните масленку 18 (см.
рис. А) индустриальным маслом марки 20
-
или 30 и произведите смазку трущих
пар станка согласно стрелкам на рисунках V, W и X. Нанесите необходимое количество масла (2
пары, а также через шариковые масленки
70, на всех узлах станка где они установлены (см. рис. M и узлы станка).
• Во избежание перегрева обмоток и
предупреждения осаждения стружки и
пыли в электродвигателе, наружных по
-
верхностях и в механизмах станка,
окончания работы необходимо тщательно
очищать станок и электродвигатель и протирать чистой ветошью станину, суппор
та, патрон, поддон, переднюю и заднюю
-
бабки станка.
• Перед началом работы необходимо
проверять исправность сетевого электрокабеля питания и электровыключателей
станка.
• После окончания работы со станком необходимо очистить его от пыли, стружки
и опилок с помощью щетки и крючка.
• Не реже одного раза в месяц необхо
димо выполнять полную общую уборку
станка и рабочего места:
— обмыть станок теплым содовым раствором и насухо вытереть;
— открыть крышку гитары станка и про-
-
тереть ее изнутри;
— протереть кинематические передачи
-
от налипшей пыли и грязи.
• Следует периодически проверять состояние крепления и положение всех со
прягаемых деталей, узлов и механизмов
станка.
–3 капли) на трущиеся
;
-
ся
-
после
-
-
-
22
43
Page 21

www.kraton.ru
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ (РИС. V / W \ X)
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
Рисунок W — схема смазки узлов привода и гитары станка.
Рисунок X — схема смазки коробки подач станка.
Монтаж станка
• Станок должен устанавливаться на проч-
ном, тяжелом верстаке достаточной высоты, так чтобы станочнику не пришлось
наклоняться в процессе работы. Следует
соблюдать осторожность при перемещении станка и учитывать его массу.
• Для перемещения и монтажа станка используйте грузоподъемные механизмы и
грузозахватные приспособления, грузо
подъемностью до 150 кг. Схема стропов
ки станка приведена на рисунке E. Станок
необходимо стропить через отверстия в
станине 33 используя ее прочные сило
вые перегородк
• ВНИМАНИЕ! При транспортировании и
перемещении запрещено передвигать и
кантовать станок подручными средства
ми (лом, рычаг и т.д.).
• ВНИМАНИЕ! Необходимо надежно закрепить станок болтами к прочному вер
стаку. Это повысит стабильность и, соответственно, безопасность работы.
• Необходимо просверлить два отверстия
диаметром 14 мм на рабочей поверхности
верстака и установить поддон 20. Свер
на поддон 20 необходимо установить станок 1 (см. рис. А), так чтобы совпали их
крепежные отверстия с отверстиями вер
стака. Надежно прикрепить станок (через
отверстия в станине) крепежными изде
лиями 7 (болты, гайки) к верстаку.
• Выполните монтаж станка на предусмотренное место, обеспечив свободный до
ступ к нему со всех сторон. Рабочая зона
вокруг станка должна быть необходимой
и достаточной для обеспечения безопас
ной работы, эффективного технического
обслуживания и наладки.
Сборка
• Установите на станок узлы и детали сня-
тые на период транспортирования и хранения:
— ручку 11 (см. рис. А и таблицу 2) вверните в резьбовое отверстие ручки
рис. В);
станка
и.
ху
52 (см.
— ручку 12 вверните в резьбовое отверстия рычага 38;
— ручку 13 вверните в резьбовое отверстия рычага 24;
— вставьте ось защитного экрана 15 (см.
рис. А) в отверстие держателя 44 и затя
ните стопорящий винт (см. рис. В);
— в конусное отверстие пиноли 45 задней
бабки 32 вставьте до упора центр 5;
-
— проверьте надежность крепления, фик
сации и установки станка на верстаке,
задней бабки 32, резцедержателя 43, за
щитных экранов 27 и 15, крышки 22 приводного узла и гитары станка.
-
• В зависимости от диаметра обрабатываемой детали используйте штатные кулач
ки патрона 40 или обратные кулачки 21.
-
При необходимости замены кулачков (см.
рис. H) выполните следующие действия:
— вставьте ключ 14 в квадратное отверстие патрона 40 и вращая его выдвините
штатные кулачки;
— правильно и поочередно, с одновре
менным вращением ключа 14 установите
в пазы патрона 40 обратные кулачки 21 в
соответствии с маркировкой на них.
— при правильной установке обратных
кулачков 21, они одновременно должны
сходиться в центре патрона 40. Это ж
требование справедиво и для штатных
кулачков па
-
• Установку токарного резца 2 выполняйте в следующей последовательности (см.
-
рис. I);
— установите центр 6 в патрон 40 и за
жмите его при помощи ключа 14
-
— отверните фиксатор 42 и установите
резцедержатель 43 на поворотный суппорт 47, так чтобы его опорная повер
ность без зазора совместилась с опорной
повер
— затяните фиксатор 42;
— выберите в зависимости от вида токарной операции необходимый тип резца из
набора 2 (см. рис. А);
— установите резец 2 в резцедержатель
43, так чтобы вершина его режущей кром
трона 40.
;
хностью поворотного суппорта 47;
-
-
-
-
-
е
-
х-
-
42
23
Page 22

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
ки была строго по оси центра 6 зажатого
в патрона 40;
— при необходимости, для регулирования положения вершины режущей кромки
под резец 2 устанавливайте тонколисто
вые металлические прокладки 64;
— с помощью шестигранного ключа 3, не
менее чем тремя винтами 41 надежно за
жмите державку токарного резца
Регулировка и настройка
• Станок полностью отрегулирован на за-
воде-изготовителе.
тирования и хранен
рить и при необходимости отрегулировать
зазоры в суппортах.
• ВНИМАНИЕ! Все регулировочные и настроечные операции на данном станке
должен выполнять пользователь имею
щий соответствующую выполняемой работе квалификацию и опыт настройки и
регулирования металлорежущего оборудования.
Регулирование зазоров в суппортах
• Регулирование зазоров и настройку
перемещения поперечного суппорта 51
следует выполнять в следующей после
довательности (см. рис. F):
— вращая ручку 52 (см. рис. С) подачи
поперечного суппорта 51 проверить отсутствие люфтов, плавность и равномерность его перемещения;
— с помощью ключей
бить все контргайки 58 и винты 59;
— при необходимости, подтягивая винты
59 и прилагая одинаковый крутящий момент с помощью клина 57 выбрать зазор
вызывающий люфт поперечного суппорта
51;
— далее необходимо затянуть контргайки 58 и произвести повторную проверку
перемещения поворотного суппорта 51;
— по окончании регулирования необходи
мо смазать индустриальным машинным
маслом трущиеся поверхности попереч
ного суппорта 51.
Но после транспор-
ия необходимо прове-
равномерно осла-
2.
станка
• Регулирование зазоров и настройку
перемещения поворотного суппорта 47
(см. рис. G) необходимо выполнять в той
же последовательности (см. рис. F). При
этом, каретка 60 должна быть надежно
закреплена на поперечном суппорте 40.
Регулирование перемещения ходовых
-
винтов и настройка лимб
• Для регулирования перемещения ходо-
вого винта поворотного суппорта 47 (см.
рис. K) следует выполнить следующие
действия:
— ослабить фиксацию гайки 71, поворотом винта 72 против часовой стрелки;
— далее вращая гайку 71 по часовой
стрелке, выбрать имеющийся люфт хо
дового винта поворотного суппорта 47.
-
Вращение ручки подачи 46 поворотного
суппорта 47 при этом должно быть свободным и плавным;
— поворотом против часовой стрелки
винта 72 зафиксировать положение гайки
71.
• Регулирование перемещения ходового
винта поперечного суппорта 51 (см. рис.
K) следует выполнять в такой же последовательности как и при регулировании
ходового винта поворотного суппорта 47
используя при этом гайку 68 и винт 69.
• Расстояние которое прошел резец при
точнии детали можно контролировать по
лимбам 73 и 76 (см. рис.
• Настройку лимба 76 (см. рис. K) поперечного суппорта 51 выполняйте в следу
ющей последовательности:
— вращая ручку 52, подведите резец зажатый в резцедержателе 43 к детали, так
чтобы его вершина уперлась в деталь;
— от руки, вращая лимб 76, совместите
цифру «0» на нем с риской на маркере
75;
— при точении, глубину резания не уста
-
навливайте более чем 0,3 мм за один
проход и контролируйте ее по шкале лим
-
ба 76 (1 деление = 0,025 мм).
• Настройку лимба 73 (см. рис. К) поворот-
ов
K).
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ (РИС. V / W \ X)
ВНИМАНИЕ! При выполнении любых операций по обслуживанию, отключите станок от электрической
питающей сети. Своевременно
рабочую зону вокруг него от металлической стружки и промасленных обтирочных материалов. Невыполнение этого требова
ния может привести к травмам или пожару.
-
,
-
-
-
Рисунок V — схема смазки основных узлов станка.
очищайте станок и
-
24
41
Page 23

www.kraton.ru
РАБОТА НА СТАНКЕ (РИС. M — U)
резьбы на 3–5 мм, переключатель 81 направления вращения шпинделя следует
установить в нейтральное положение.
Ручкой подачи 52 поперечного суппорта
51, установить последующую глубину резания, не более чем 0,2 мм за один проход.
• Переключатель направления 81 вращения шпинделя, установить в первоначальное положение и выполнить после
дующий проход.
• Указанные выше действия повторять до
конца изготовления резьбы.
Индикатор нарезания резьбы
• Индикатор нарезания резьбы 48 (см.
рис. С и S) предназначен для точного по
следующего попадания режущего инструмента (токарного фасонного резьбового
резца) в ручей его предшествующего про
хода при нарезании метрической резьбы
(см. табл. 7).
• Перед началом нарезания резьбы по индикаторной таблице 7 необходимо определить число зубьев шестерни 16 для
контроля заданного шага.
• Индикатор нарезания резьбы 48 (см.
рис. С) установлен на суппорте 36, рядом с рычагом 49 управления разъемной
гайкой ходового винта. При нарезании
метрической резьбы, шестерня 16
катора 48 должна
в зацеплении с ходовым винтом 35. При
вращении ходового винта 35, шкала 100
начинает медленно вращаться. На шка
ле 100 нанесены 8 радиальных меток,
используемых для определения точно
го положения суппорте 36 относительно
витка ходового винта 35. Числа в колонке
индикаторной таблицы 7 соответствуют
числам радиальных меток на шкале 100.
Следовательно, если, например, нужно
нарезать метрическую резьбу с шагом t=0,5 мм, необходимо использовать метки 1
или 8, при этом на валу 104 индикатора
нарезания резьбы 48 должна быть уста
новлена шестерня 16 с количеством зу
постоянно находится
инди-
бьев z=56T.
резьбы с шагом
ходимо использовать метки 4 или 8, при
этом на валу 104 индикатора нарезания
резьбы 48 должна быть установлена
стерня 16 с количеством зубьев z=60Т.
• Направление движения автоматической
подачи суппорта 36 определяется положением переключателя 81 направления
вращения шпинделя (см. рис. L)
-
• ПРЕДУПРЕЖДЕНИЕ! Не допускается одновременное включение рычага
управления 49 разъемной гайкой ходо
вого винта 35 и рычага включения 50
автоматической подачи суппорта 36.
-
Замена шестерни в индикаторе нареза
ния резьбы
-
• Для того, чтобы заменить шестерню 16
(см. рис. S, T и U) необходимо оставновить и выключить станок и далее:
— выкрутить винт 101;
— отвести индикатор 48 от суппорта 36;
— отве
вал 104 с шестерней 16;
— отвернуть крепежные изделия 103 и
снять шестерню 16;
— установить шестерню 16 с нужным числом зубьев на вал 104 и затянуть крепежные изделия 103;
— установить собранную вал-шестерню в
корпус ин
с метками 100 и завернуть винт 102;
— установить индикатор 48 на суппорт 36,
так чтобы шестерня 16 вошла в надеж
-
зацепление с ходовым винто
— затянуть винт 101.
-
-
При нарезании метрической
t=1 мм или 3 мм необ-
.
рнуть винт 102 и демонтировать
дикатора 48, установить шкалу
м 35;
ше-
ное
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
ного суппорта 47 необходимо выполнять
в такой же последовательности, как и при
настройке лимба поперечного суппорта
51.
• С помощью лимба, расположенного на
ходовом винте маховика 31 задней баб
ки 32 (см. рис. В) производите точный
контроль глубины сверления (1 деление
= 0,035 мм). Предварительную глубину
сверлению контролируйте по маркировочной линейке нанесенной на пиноли 45
-
-
задней бабки 32.
Настройка поворотного суппорта на
необходимый угол при конусном точении.
При точении конусных поверхностей не-
обходимо произвести
I) поворотного суппорта 47 на необходимый угол. Настройку выполняйте в следующей последовательности:
— вращая ручку 46 переместите поворотный суппорт 47, так чтобы открылся до
ступ к гайкам 63;
— полностью отверните и снимите фик-
42;
сатор
— с помощью гаечного ключа 10 отверните гайки 63;
— снимите резцедержатель 43 с поворот
ным суппортом 47 с поперечного суппорта 51;
— переместите болты крепления пово
ротного суппорта 47 по пазам 61 в нужное
положение;
— определите необходимое положение (в
зависимости от диаметра растачиваемого
отверстия, диаметра конуса) и установи
те поворотный суппорт 47, так чтобы шип
на его опорной поверхности совмест
с одним из двух отверстий на опорной поверхности поперечного суппорта 51;
— с помощью гаечного ключа 10 заверни
те не затягивая гайки 63;
— поверните поворотный суппорт 47 на
необходимый угол, ориентируясь на пока
зания шкалы 62 и по риске на поперечном
суппорте 51;
настройку (см. рис.
ился
— с помощью гаечного ключа 10 затяните
гайки 63
Регулирование и устранение осевого
люфта шпинделя
-
• После продолжительной работы на
станке может возникнуть необходимость
подтягивания подшипники шпинделя 67
(см. рис. J).
• ВНИМАНИЕ! Данную регулировочную
операцию рекомендуем поручить специа
листам нашего сервисного центра.
• ВНИМАНИЕ! Чрезмерное затягивание
подшипников шпинделя 67 может привести к выходу из строя станка.
• Для выполнения данной операции следует выполнить следующие действия:
— ослабить винт 23 и открыть крышку 22
гитары 55;
— с помощью шестигранного ключа 3
ослабить два фиксирующих винта 66;
— вывернуть стопорящий винт на торце
гайки 65 и вра
трон 40 проверить его осевой люфт;
— при необходимости, следует завернуть
гайку 65 до исчезновения осевого люфта
люфта шпинделя 67, но не перетягивая
ее;
-
— после регулирования, шпиндель 67
должен свободно вращаться при полном
отсутствии его осевого люфта;
-
— завернуть стопорящий винт на торце
гайки 65 и затянуть два фиксирующих
винта 66;
— закрыть крышку 22 гитары 55 и затянуть винт 23;
-
Проверка работы станка и пробный
пуск
• Подключите вилку кабеля электропита-
ния 55 к розетке электрической питающей
-
линии с заземляющим проводом (220 В,
50 Гц). Для защиты электрооборудования
станка и электропроводки от перегрузок
-
на электрическом распределительном
щите подключения данной линии необхо
димо применять плавкие предохранители
.
щая шпиндель 67 за па-
-
-
40
25
Page 24

www.kraton.ru
ПОДГОТОВКА К РАБОТЕ (РИС. E — L)
или автоматические выключатели на 20
А. Напряжение и частота тока в электри
ческой питающей линии должно соответ
ствовать техническим данным станка.
• ВНИМАНИЕ! Перед проверкой работы
и пробным пуском станка проверьте на
дежность сборки станка и наличие всех
защитных экранов.
• Оттяните ручку 12 и опустите рычаг 38
(см. рис. B) полностью вниз. При этом ходовой винт 35 при включении станка вра
щаться не будет.
• Потяните и переместите рычаг 24
полностью на себя (по направлению к
передней бабке 25). Тем самым, Вы ослабите натяжение приводного ремня. Это
действие необходимо выполнять всегда
перед пуском станка — это увеличит срок
службы ремня и предотвратит его разрыв.
• Установите переключатель 81 (см. рис.
L) в положение «R» или «L», что соот
ветствует вращению патрона 40 против
часовой стрелки или наооборот. Сред
положение «0» переключателя 81 соотвествует выключенному состоянию станка.
• Нажмите и сдвиньте блокирующую кнопку 77 (см. рис. L) на панели управления 26
и откройте крышку
• Нажмите на кнопку «ПУСК» 80 (зеленого цвета)
станка включится, и шпиндель с патроном
40 начнет вращаться.
24 полностью от себя (по направлению к
защитной задней стенке 29), тем самым
Вы включите механизм натяжения прив
дного ремня.
• Для выключения и остановки станка нажмите кнопку «СТОП» 79 (красного цвета).
Электродвигатель 53 станка выключится,
и шпиндель с патроном 40 в течение не
скольких секунд остановится.
• ВНИМАНИЕ! В экстренной или аварий
ной ситуации или после окончания работы на станке закройте крышку 78 на панели управления 26, и электродвигатель 53
автоматически остановится.
При этом, электродвигатель 53
78.
Переместите рычаг
нее
о-
• Произведите пробную проверку автома-
-
тической подачи суппорта
ходового винта 35. Для этого оттяните
ручку 12 и
B), так чтобы палец ручки 12 вошел в
одно из отверстий на крышке коробки по
дач 37.
только при выключенном станке. Включи
те станок, и установите рычаг 50 (см. рис.
С) в верхнее положение. Суппорт 36 при
этом начнет автоматически перемещать
ся по напраляющим станины 33 станка.
Установите рычаг 50 в нижнее положе
ние, суппорт 36 при этом автоматически
остановится. Выключите станок.
• При пробном пуске не должно быть вибраций станка, нагрева подшипниковых
узлов, проскальзывания ремней на шки
вах привода, перегрева и характерного
гудения электродвигателя. Гул работающего электродвигателя и привода станка
-
должен быть ровный, без постороннего
металлического шума.
• Выполнение металлообрабатывающих
операций при включении станка в работу следует начинать только после того,
как скорость вращения вала электро
двигателя и шпинделя с патроном до
стигнет номинальной частоты. Для этого
станок должен поработать без нагрузки
в течение 2
должен убедиться, что выполнены все
требования основных и дополнительных
правил безопасности, приведенных в на
стоящей инструкции. Только после этого
можно приступать к работе.
-
-
установите рычаг 38 (см. рис.
Установку рычага 38 производите
–3 минут, при этом станочник
36 с помощью
РАБОТА НА СТАНКЕ (РИС. M — U)
— аккуратно демонтировать зубчатые
колеса, так чтобы сохранить на штатном
месте шпонки на валах
— установить необходимую комбинацию
-
-
-
-
-
-
-
-
зубчатых колес на валы a и b. Количество
зубьев промаркировано на каждом зубчатом колесе;
— установить стопорную шайбу и затянуть крепежный винт, закрепляющий зуб
чатое колесо на валу b.
• При установке зубчатых колес, для регулирования зацепления необходимо вы
полнить следующие действия (см. рис.
R):
— ослабить винт 98;
— ослабить квадратную гайку на оси с
зубчатыми колесами 94 и 95;
— путем передвижения оси с зубчатыми
колесами 94 и 95 по пазу кронштейна 97
отрегулировать зацепление между вс
зубчатыми парами.
• Необходимое положение зубчатых колес
z=120 и z=127 для нарезания метрической резьбы показано на рисунке Q. Для
нарезания дюймовой резьбы зубчатые
колеса
местами.
• Точение (нарезание) резьбы следует
производить за несколько проходов, так
как рекомендуемая глубина резания не
должна быть более 0,2 мм.
• Более подробную информацию по
методам нарезания резьбы и режущим
инструментам Вы можете получить в со
ответствующей научно-технической литературе, посвященной вопросам холодной
обработки металлов резанием на токар
но-винторезных станках.
Нарезание метрической и дюймовой
резьбы
• На данной модели станка предусмотре-
на возможность нарезания метрической
резьбы с шагом от 0,5 до 3,0 мм и дюй
мовой резьбы с шагом 8–56 витков/дюйм.
Нарезание резьбы производится фасон-
z=120 и z=127 следует поменять
a и b;
ным (резьбонарезным) резцом соответствующего профиля.
• Для согласования частоты вращения
шпинделя и скорости подачи предусмо
трена гитара сменных зубчатых колес 55
(см. рис. Q и R).
• Зависимость скорости подачи суппорта
36 от частоты вращения шпинделя станка
-
изменяется путем перестановки зубчатых
колес гитары 55.
• Схема настройки гитары 55 приведена
-
на рис. Q и в таблице 6.
• Нарезание метрической или дюймовой
резьбы с помощью фасонного резьбового
резца на данном станке требует опреде
ленных знаний и навыков, поэтому ее
следует выполнять, имея опыт работы на
токарно-винторезных станках и соответ
ствующую квалификацию.
еми
• Для выполнения токарной операции
«Нарезание резьбы с помощью резца»
необходимо выполнить следующие дей
ствия:
— подключить вилку кабеля электропитания 54 к розетке и включить станок;
— вращая маховик 39, вручную подвести
суппорт 36 с закрепленным в резцедер
жателе 43 резцом к линии начала витка
резьбы;
— ручкой подачи 52 поперечного суппорта 51 установить глубину резания, не превышая 0,2 мм за один проход;
— рычаг 49 опустить вниз и начать нарезание резьбы.
-
• По мере приближения резца к концу
нарезаемой резьбы, отвести резец используя ручку подачи 52 поперечного
суппорта 51, и переключателем 81 на
правления вращения шпинделя (см. рис.
L) установить обратное направление вра
щения шпинделя. Рычаг управления 49
разъемной гайкой ходового винта 35
при выполнении операции нарезания
-
резьбы не переключать до конца изготовления резьбы.
• Когда резец пройдет начало нарезаемой
-
-
-
-
-
-
-
26
39
Page 25

www.kraton.ru
РАБОТА НА СТАНКЕ (РИС. M — U)
частоту вращения шпинделя можно несколько увеличить.
• С увеличением диаметра заготовки следует уменьшать частоту вращения шпинделя. Например: для заготовки с наружным диаметром 20 мм изготовленной из
стали марки 15 рекомендуемое возмож
ное число оборотов должно составлять
400 мин
-1
. При использовании токарных
резцов оснащенных пластинками из твердого сплава частоту вращения шпинделя
можно увеличить до 1800
мин
-1
.
• Данный станок оборудован приводным
узлом с тремя многоручьевыми шкивами
на валах A, B и C. Перекидывание приводного ремня 91 в соответствии с указани
ями таблицы позволяет ступенчато регулировать частоту вращения шпинделя
станка в диапозоне от 100 до 18
00 мин
-1
• Для того чтобы произвести перенастройку приводного узла
55 необходимо выполнить следующие действия:
— выключить станок и отсоединить его от
электросети;
— ослабить винт 23 и открыть крышку ги
тары 55;
— используя данные приведенные в та
блице 5 и в соответствии с рисунком
Q
путем перекидывания приводного ремня
91 установить необходимую частоту вращения шпинделя станка;
—
закрыть крышку 22 гитары 55 и затя-
нуть винт 23.
• Примеры настройки приводного узла
55: при установке приводного ремня 91
на шкивы на валах B и C в положение 1
— частота вращения шпинделя будет составлять равна 100
3 равна 500 мин
-1
-1
мин
, а в положении
.
• ВНИМАНИЕ! Всегда перед пуском
станка не забывайте ослаблять на
тяжение приводного ремня 91 с помощью рычага 24.
• ВНИМАНИЕ! Перед началом работ не
забудьте вернуть в первоначальное положение защитный экран 27. Если экран не
будет опущен, то станок не включится!
Замена зубчатых колес для нарезания
резьбы
• Гитара 55 данного токарно-винторезного
станка отрегулирован
-
вителе с учетом оптимальной автомати-
а на заводе-изгот-
ческой подачи суппорта 36 (см. рис. В).
• Для замены зубчатых колес в гитаре 55
необходимо выполнить следующие действия:
— выключить станок и отсоединить его от
электросети;
— ослабить винт 23 и открыть крышку ги
тары 55;
— используя данные приведенные в та
блице 6 и в соответствии с рисунком Q и
R установить необходимую комбинацию
.
зубчатые колеса;
— закрыть крышку гитары 55 и затянуть
винт 23.
• Примеры настройки гитары 55 для нарезания рез
ьбы:
1) для нарезания метрической резьбы с
-
шагом t=1,5 мм необходимо использовать следующую комбинацию зубчатых
колес:
— z=30 в позиции на валу a;
— z=30 в позиции на валу b;
— рычаг 38 переключения скорости автоматической подачи суппорта 36 в положе
нии 1.
2) для нарезания метрической резьбы с
шагом t=0,5 мм необходимо использовать следующую комбинацию зубчатых
колес:
— z=30 в позиции на валу a;
— z=60 в позиции на валу b;
— рычаг 38 переключения скорости автоматической подачи суппорта 36 в положе-
-
нии 7.
• Замену зубчатых колес следует производить в следующем порядке:
— отвернуть крепежный винт, закрепляющий зубчатое колесо на валу b и снять
стопорную шайбу;
РАБОТА НА СТАНКЕ (РИС. M — U)
Успешная токарная обработка металлических заготовок
зависит от многих факторов, но в первую очередь от
правильного использования токарного режущего инстру
-
мента и выбранных режимов резания. Предпосылкой для
получения качественных деталей после токарной обработки является пол
ностью исправный и заточенный токарный режущий инструмент и правильно зажатая заготовка.
27
82
43
-
-
40
-
2
2. Токарный резец
27. Экран защитный с аварийным микровыключателем для трехкулачкового само
центрирующего патрона
36. Суппорт станка
39. Маховик ручного продольного перемещения суппорта
40. Патрон
Рисунок M — пример использования станка для подрезания торца детали.
39
70
52
36
43. Резцедержатель
52. Ручка подачи поперечного суппорта
-
70. Масленка шариковая
82. Деталь типа «Втулка»
38
27
Page 26

www.kraton.ru
РАБОТА НА СТАНКЕ (РИС. M — U)
27
40
15
2
52
83
РАБОТА НА СТАНКЕ (РИС. M — U)
следующие действия:
— выключить станок и отсоединить его от
электросети;
— ослабить винт 23 и открыть крышку ги
тары 55;
5
45
28
30
— используя данные приведенные в та
блице 4 и в соответствии с рисунком Q
установить необходимые зубчатые колеса;
— закрыть крышку гитары 55 и затянуть
винт 23.
• Произведите проверку правильности
настройки гитары 55 для автоматической
подачи суппорта
винта 35. Для этого оттяните ручку 12 и
установите рычаг 38 (см. рис.
бы палец ручки 12 вошел в одно из двух
указанных отверстий в таблице 4. Отверстия находятся на крышке коробки подач
37. Номера отверстий приведены на та
бличке 86.
водите только при выключенном станке.
Потяните и переместите рычаг 24 полностью на себя (по направлению к передней
36 с помощью ходового
P), так что-
Установку рычага 38 произ-
бабке 25).
рычаг 50 (см. рис. С) в верхнее положение. Суппорт 36 при этом начнет автома-
-
тически перемещаться по направляющим
станины 33 станка. Переместите рычаг 24
-
полностью от себя (по направлению к защитной задней стенке 29), тем самым Вы
включите механизм натяжения приводного ремня.
положение, суппорт 36 при этом автоматически остановится. Выключите станок.
• Примеры настройки гитары 55 и коробки
подач 37 (см. рис. P, Q и таблицу 4):
— при установке зубчатых колес
z=60 на оси a и b соответственно и установке рычага 38 в отверстие под цифрой
«9» подача будет составлять 0,12 мм на
один оборот шпинделя станка.
• ВНИМАНИЕ! Всегда перед пуском
-
станка не забывайте ослаблять натяжение приводного ремня 91 с помо
щью рычага 24.
Включите станок, и установите
Установите рычаг 50 в нижнее
z=28 и
-
39
2. Токарный резец
5. Центр задней бабки
15. Экран для резцедержателя суппорта
27. Экран защитный для трехкулачкового
самоцентрирующего патрона
28. Фиксатор пиноли задней бабки
30. Рычаг фиксации задней бабки на ста
нине станка
31. Маховик ручной подачи пиноли зад
ней бабки станка
32. Задняя бабка станка
36. Суппорт станка
Рисунок N — пример использования станка для безопасного точения длинной детали
с помощью центра задней бабки.
36
50
32
85
39. Маховик ручного продольного перемещения суппорта
40. Патрон
45. Пиноль задней бабки
50. Рычаг включения автоматической подачи суппорта станка
-
52. Ручка подачи поперечного суппорта
83. Дет
-
84. Винт регулировочный
85. Винт регулировочный
84
аль типа «вал»
31
28
Таблица 8 «Рекомендуемая частота вращения шпинделя станка»
Материал Частота вращения шпинделя, мин
Алюминий, латунь 1500
Чугун 1000
Сталь 15
Сталь 45
Нержавеющая сталь
Выбор частоты вращения шпинделя
• Необходимая частота вращения шпин-
деля станка зависит от типа обработки,
диаметра обработки, материала заготовки и инструмента.
• В приведенной таблице 8 «Рекомендуемая частота вращения шпинделя станка»
указаны рекомендуемые значения часто-
ты вращения шпинделя для обработки
овки диаметром 10 мм и использо-
загот
вания токарного режущего инструмента
изготовленного из быстрорежущей стали
(Р6М5, Р18).
• При использовании токарного режущего инструмента, оснащенного пластинка
ми из твердого сплава (Т5К10, ВК8 и др.)
800
600
300
-1
-
37
Page 27

www.kraton.ru
РАБОТА НА СТАНКЕ (РИС. M — U)
отверстие, то необходимо использовать
заднюю бабку 32 и специальный сверлильный патрон, который вставляется в
пиноль 45 задней бабки 32. Сверлильный
патрон с хвостовиком для установки в пиноль задней бабки приобретается отдельно и не входит в комплектность станка.
• На данном станке можно получать отверстия в деталях путем растачивания
прдварительно просверленных отверстий
диаметром 12
цели расточной резец. Растачиваемое отверстие может быть различной формы:
ступенчатое, гладкое, с канавками
зависимости от конструкции детали.
• На рисунке N показан пример использования станка для безопасного точения
длинной детали с помощью центра задней бабки. Для того, чтобы надежно за
жать длинную цилиндрическую заготовку
центром задней бабки рекомендуется вы
полнить следующие действия:
— зажать деталь 83 с небольшим выле
том из патрона 40;
— произвести токарную операцию «торцевание заготовки» с одной из ее сторон;
— с помощью специального центровочного сверла просверлить центровое отвер
стие на торце заготовки;
— переустановить и надежно зажать де
таль 83 в патроне 40;
— отвернуть с помощью ключа 10 (см.
рис. В) гайку 34;
— переместить заднюю бабку 32 по на
правляющим станины 33, так чтобы конус
центра 5 не дошел до торца детали 83
около 4 мм;
— подтянуть гайку 34 и зафиксировать
заднюю бабку 32 на направляющих ста
нины 33 с помощью рычага 30;
— вращая маховик 31 ввести конус цен
тра 5 в центровочное отверстие детали
83;
— затянуть фиксатор 28 и капнуть не
сколько капель индустриального машин
ного масла центровочное отверстие детали 83;
–14 мм, используя для этой
— в
— включить станок и приступить к выполнению токарной операции «продольное
точение» с помощью токарного проходно
го резца 2, соблюдая режимы резания.
• На данном станке предусмотрена возможность закрепления заготовки с помощью штатных кулачков (см. рис. М) или с
помощью обратных кулачков (см. рис. H).
• Откиньте защитный экран 27 (см. рис.
В) и установите заготовку в патроне 40. С
помощью ключа 14 (см. рис. А) надежно
затяните кулачки патрона 40, тем самым
закрепив заготовку.
• Избегайте консольное закрепление
длинной заготовки, в этом случае заготов
ка может согнуться или вырваться из патрона 40. При необходимости обработки
таких заготовок используйте заднюю баб
-
ку (см. рис. N) или cпециальное устрой
ство
— люнет. Также не следует обраба-
-
тывать заготовки с короткой зажимной
длиной, так как существует возможность
повреждения патрона 40.
-
• Правильная установка токарного резца
(см. рис. I) имеет существенное значе
ние для получения качественной обработанной поверхности и стойкости самого
резца. Под стойкостью резца подразуме
вается время его работы до следующей
-
заточки его режущих поверхностей. Угол
резания только тогда будет иметь необ
ходимое значение, когда режущая кромка
резца установлена по центру оси заготов
-
ки. Правильная высота резца достигается
путем установки резца на высоту оси цен
тров станков с помощью подкладок.
Включение и регулирование скорости
автоматической подачи суппорта
-
• Данный станок оборудован коробкой
-
подач, которая позволяет ступенчато регулировать скорость автоматической подачи суппорта в диапазоне от 0,12 мм до
-
0,33 мм за один оборот шпинделя станка
-
(см. рис. P, Q и таблицу 4).
• Для того чтобы произвести настройку
коробки подач 37 необходимо выполнить
РАБОТА НА СТАНКЕ (РИС. M — U)
-
88
87
-
-
-
86
12. Ручка
35. Ходовой винт
-
-
-
-
-
37. Коробка подач станка
38. Рычаг переключения скорости автоматической подачи суппорта
86. Табличка положения рычага 38
87. Табличка с данными для работы с
Рисунок P — настройка станка на точение с автоматической подачей суппорта 36
Таблица 4 «Комбинации зубчатых колес гитары и положение рычага 38 для работы с
автоматической подачей суппорта 36»
12
38
индикатором резьбы 48 при нарезании
резьбы
88. Табличка с техническими данными, и
данными для настройки гитары станка
35
37
36
29
Page 28

www.kraton.ru
РАБОТА НА СТАНКЕ (РИС. M — U)
РАБОТА НА СТАНКЕ (РИС. M — U)
Таблица 7 «Индикаторная таблица для индикатора нарезания резьбы»
91
55
90
B
89
24. Рычаг натяжения приводного ремня
53. Электродвигатель
89. Зубчатый приводной ремень
90. Ролик механизма натяжения приво
дного ремня
91. Приводной ремень
55. Приводной узел и гитара станка
92. Зубчатое колесо z = 80
93. Зубчатое колесо z = 40
Рисунок Q
ка
.
А
— схема расположения приводных шкивов и зубчатых колес гитары стан-
53
24
94. Зубчатое колесо z = 127
95. Зубчатое колесо z = 120
96. Зубчатое колесо z = 52
-
C
92
a
93
94
95
96
Шаг метрической
резьбы, мм
0,5; 0,7; 0,75;
1,5; 1,75
0,8 8
1,0; 3,0 2; 4; 6; 8 4; 8
2,0 8
1,25; 2,5 2; 4; 6; 8
Технические возможности станка
• На станке можно производить следую-
щие токарные операции:
— наружное токарное точение цилиндрических и конусных поверхностей;
b
— внутреннее токарное точение (растачивание);
— сверление;
— нарезание метрической и дюймовой
резьбы.
• Рекомендуемая глубина резания за один
проход — 0,2 мм.
Рекомендации по использованию
станка
• Прежде чем, начать токарную обработку
детали на данном станке рекомендуется
разработать рабочий чертеж детали и со
ставить маршрутную карту (технологический процесс) ее обработки. При состав
лении и разработке данных документов
рекомендуется использовать научно-техническую литературу по вопросам техно
логии машиностроения и справочные пособия по токарной обработке металло
Например:
— «Токарное дело», издательство «Высшая школа», Москва,
— «Справочник технолога-машиностро-
1973 год;
Метка на
Z=56T Z=60T
1; 8
шкале вал-ше-
стерни
ителя», в двух томах, издательство «Ма
шиностроение», Москва, 1986 год.
• Предварительная разработка чертежа
детали и составление подробной маршрутной карты позволить токарю значи
тельно повысить производительность и
качество выполняемой работы.
• На рисунке M показан пример использования станка для подрезания торца детали типа «Втулка» с помощью упорного
резца. Для выполнения токарной операции «Подрезка торца» необходимо;
— с помощью ключа 14 зажать деталь 82
в патроне 40;
— зажать в резцедержателе 43 с помо
щью трех винтов 41 токарный упорный
резец 2 (из набора резцов);
-
— включить станок и
39, переместить суппорт 36, так чтобы
вершина резца 2 коснулась детали 82;
— по лимбу 76 (см. рис.
необходимую глубину торцевания, но не
-
более 0,3 мм за проход;
— используя ручку 52 выполнить подрез
ку торца дет
в.
— используя маховик 39 и ручку 52 отвести суппорт 36 от детали 82 и выключить
станок.
• Если в детали необходимо просверлить
али 82;
используя маховик
K) установить
-
-
-
-
30
35
Page 29

РАБОТА НА СТАНКЕ (РИС. M — U)
T
U
РАБОТА НА СТАНКЕ (РИС. M — U)
Таблица 5 «Изменение частоты вращения шпинделя путем перекидывания приводного ремня 91 на осях шкивов A, B, C»
16. Сменная деталь:
16
48
Примечание * — шестерня зубчатая Z=56Т установлена в индикатор резьбы 48 на
заводе-изготовителе
Рисунок T — замена шестерни индикатора нарезания резьбы
104
16. Сменная деталь: шестерня зубчатая
z=56Т или z=60Т
103. Гайка с шайбой
103
16
шестерня зубчатая
z=56Т или z=60Т
103
104. Вал
48. Индикатор наре
зания резьбы
103. Гайка с шайбой
-
Таблица 6 «Комбинации зубчатых колес гитары для нарезания метрической или дюймовой резьбы»
Примечание * — детали поз. 16, 103, 104 составлют вал-шестерню
Рисунок U — установка шестерни на вал индикатора нарезания резьбы
34
31
Page 30

РАБОТА НА СТАНКЕ (РИС. M — U)
S
РАБОТА НА СТАНКЕ (РИС. M — U)
102
95
94. Зубчатое колесо z = 127
95. Зубчатое колесо z = 120
96. Зубчатое колесо z = 52
Рисунок R — регулирование зубчатого зацепления гитары станка.
94
96
97
97. Кронштейн
98. Винт
98
36
35. Ходовой винт
36. Суппорт станка
48. Индикатор нарезания резьбы
49. Рычаг управления разъемной гайкой
ходового винта
99. Маркер
100. Шкала с метками
Рисунок S — индикатор нарезания резьбы.
49
99
100
101. Винт
102. Установочный винт
48
101
35
32
33
 Loading...
Loading...