

Кедр MIG 300GD User Manual [ru]

2
ОГЛАВЛЕНИЕ
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ ЕС .................................................................................. 3
МЕРЫ ПРЕДОСТОРОЖНОСТИ и ТЕХНИКА БЕЗОПАСНОСТИ ..................................................................... 4
Общие требования к безопасности....................................................................................................... 4
Транспортировка и перемещение аппарата ........................................................................................ 7
Требования безопасности в аварийных ситуациях ............................................................................. 7
КОМПЛЕКТ ПОСТАВКИ................................................................................................................................ 8
общее описание .......................................................................................................................................... 8
Производственные условия ................................................................................................................... 8
Рабочее место сварщика ........................................................................................................................ 9
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ........................................................................................ 10
запуск в эксплуатацию.............................................................................................................................. 11
эксплуатация ............................................................................................................................................. 15
4.1. Схема расположения данных на передней панели ................................................................... 15
4.2 Инструкция по настройке ............................................................................................................... 17
4.2.2 Неисправности ............................................................................................................................. 20
4.3 условия для сварки и безопасность окружающей среды .......................................................... 22
УСТАНОВКА И ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ИНВЕРТОРА ................................................................... 22
Подготовка аппарата к работе ............................................................................................................. 22
Подключение сетевого кабеля ............................................................................................................ 23
Монтаж сварочной горелки ................................................................................................................. 23
Подсоединение катушки со сварочной проволокой ......................................................................... 23
Схема установки .................................................................................................................................... 24
Установка для сварки в среде защитных газов, MIG/MAG режим ................................................... 24
Включение аппарата ............................................................................................................................. 25
СВАРКА ....................................................................................................................................................... 25
Установка значения сварочного тока .................................................................................................. 26
Скорость сварки .................................................................................................................................... 26
Установка объема подачи газа (СО2) ................................................................................................... 26
Продолжительность нагрузки ............................................................................................................. 27
Перегрев ................................................................................................................................................ 27
Вентиляция ............................................................................................................................................ 27
ОКОНЧАНИЕ РАБОТЫ................................................................................................................................ 27
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО ИНВЕРТОРА ................................................................. 29
Плановое техническое обслуживание ................................................................................................ 29
Внеплановое техническое обслуживание .......................................................................................... 33
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА СВАРОЧНОГО АППАРАТА ................................................................. 33
Рекомендуемые настройки (справочные) .......................................................................................... 33
ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ .......................................................................................................... 36
В ПОМОЩЬ СВАРЩИКУ ............................................................................................................................ 40
Способы зажигания сварочной дуги ................................................................................................... 40
Положения электрода при сварке ...................................................................................................... 40
Окончание сварки ................................................................................................................................. 40
Сварочный ток ....................................................................................................................................... 41
Дефекты сварных швов ........................................................................................................................ 42
Манипулирование электродом ........................................................................................................... 43
Виды колебательных (поперечных) движений конца электрода .................................................... 44
ДЕМОНТАЖ и УТИЛИЗАЦИЯ .................................................................................................................... 44
ГАРАНТИЙНЫЙ ОБЯЗАТЕЛЬСТВА ............................................................................................................. 44
www.KEDRWELD.ru
3
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что оборудование, предназначенное
для промышленного и профессионального использования и соответствует директивам ЕС:
73/23/ЕЕС «Низковольтное оборудование» и 89/336/ЕЕС «Электромеханическая совместимость»,
а также Европейскому стандарту EN/IEC60974.
ПЕРЕД УСТАНОВКОЙ И ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА
ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРКУЦИЕЙ!
УВАЖАЕМЫЙ КЛИЕНТ!
Благодарим Вас за то, что вы выбрали сварочное оборудование торговой
марки «КЕДР», созданное в соответствии с принципами безопасности и
надежности.
Высококачественные материалы и комплектующие, используемые при из-
готовлении этих сварочных аппаратов, гарантируют высокий уровень
надежности, простоту в обслуживании и удобство в работе.
Настоящее руководство предназначено для того, чтобы ознакомить
Вас с эксплуатацией и техническим обслуживанием сварочных аппаратов
MIG 300GD.
Внимательно прочитайте руководство и следуйте его указаниям, чтобы
избежать неполадок из-за неправильного использования оборудования.
Этим Вы обеспечите постоянную работоспособность и увеличите
срок эксплуатации Вашего сварочного аппарата.
www.KEDRWELD.ru
4
МЕРЫ ПРЕДОСТОРОЖНОСТИ И ТЕХНИКА БЕЗОПАСНОСТИ
Сварочный аппарат является оборудованием повышенной опасности и при
неправильной эксплуатации представляет опасность для сварщика и людей,
находящихся рядом с рабочей зоной. Нарушение техники безопасности при
проведении сварочных работ может привести к пожару или взрыву и, как
следствие, к травмам и гибели людей.
Чтобы избежать травм, возникновения пожара, поражения током при использовании сварочного аппарата, следует СТРОГО соблюдать следующие
основные правила техники безопасности. Прочитайте и запомните эти указания до того, как приступите к работе с электрооборудованием. Храните указания по технике безопасности в надежном месте.
СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ!
Общие требования к безопасности
Рекомендации по подбору генератора для аппарата инверторного типа
Некоторые производители генераторов указывают мощность не в ватах (кВт), а в вольт-амперах
(кВА). Для того, чтобы данную цифру привести к привычному нам пониманию, в кВт, нужно вольтамперы умножить на показатель от 0.6 до 0.7.
Например: 5кВА х 0.6 = 3 кВт.
Всегда уточняйте, если это мощность номинальная - её можно потреблять непрерывно, если максимальная – очень кратковременно.
При проведении сварочных работ необходимо соблюдать требования стандарта ГОСТ 12.3003-86
«Работы электросварочные. Требования безопасности», а так же стандартов ГОСТ 12.1.004-85, ГОСТ
12.1.010-76, ГОСТ 12.3.002-75.
Производитель не несет ответственности за некорректное выполнение условий эксплуатации, указанных в данном руководстве, а также за внесение изменений в конструкцию.
Использование с автономными дизельными или бензиновыми генераторами требует дополнительного внимания к условиям эксплуатации. Убедитесь, что используемый генератор нужной
мощности для этого сварочного аппарата. Рекомендуем принять необходимые меры для сохранности аппарата: установка фильтров, стабилизаторов и т.д.
Во избежание травм соблюдайте меры безопасности, приведенные ниже
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации
аппарата, имеющие доступ к самостоятельной работе и прошедшие инструктаж по технике безопасности.
Необходимо использовать средства индивидуальной защиты: сварочные маски, специальную
брезентовую одежду, брезентовые рукавицы, кожаные ботинки.
www.KEDRWELD.ru
5
Отключайте аппарат от сети, если вы он не используется!
Отключить аппарат при аварийных ситуациях.
Не переключать режимы оборудования во время сварки.
Сварочные инструменты должны быть сертифицированы, соответствовать
нормам безопасности и техническим условиям эксплуатации данного аппарата.
Поражение электрическим током может быть смертельным!
Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
Не касайтесь неизолированных деталей голыми руками. Сварщик должен
осуществлять сварку в сухих сварочных перчатках, предназначенных для
сварки.
Сварщик должен держать заготовку на безопасном расстоянии от себя.
ГАЗОВЫЕ БАЛЛОНЫ взрывоопасны при повреждениях!
Используйте только защитные газы, рекомендованные для данного сва-
рочного процесса. Регуляторы давления газа должны соответствовать ГОСТУ и ТУ фирмы изготовителя.
Все шланги, соединения и иные аксессуары должны соответствовать свое-
му применению и содержаться в надлежащем состоянии.
Баллон всегда должен находиться в вертикальном положении! В рабо-
чем состоянии его необходимо надежно закрепить цепью к транспортировочной тележке сварочного полуавтомата или стационарного основания.
Правильное расположение баллона.
вдали от участков, где возможно механическое повреждение
на расстоянии от участков сварки и резки, а так же от любых других тех-
нологических процессов, являющихся источником высокой температуры, открытого пламени или брызг расплавленного металла
Необходимо работать в сухой спецодежде без повреждений и рукавицах. При работе в тесных
отсеках и замкнутых пространствах обязательно используйте резиновые галоши и коврики, а
также источники освещения с напряжением не выше 12В.
Не допускайте нахождение детей и посторонних людей вблизи от работающего аппарата.
Подготовьте инструмент и оборудование, необходимые для выполнения работ.
Не используйте не заземленный сварочный аппарат!
Сварочные провода не должны подвергаться механическому воздействию, действию высокой
температуры и соприкасались с влагой.
Проверьте изоляцию всех проводов, связанных с питанием сварочного тока и сварочной дуги, ис-
правность герметически закрытых включающих устройств, заземление корпуса аппарата. Заземлению подлежат: корпуса источников питания, аппаратного ящика и вспомогательного электрического оборудования. Сечение заземляющих проводов должно быть не менее 2.5 мм2.
При сварке необходимо использовать горелку/электрододержатели с хорошей изоляцией, кото-
рая гарантирует, что не будет случайного контакта токоведущих частей горелку/электрододержателя со свариваемым изделием или руками сварщика.
Сварочные работы должны производиться только в хорошо вентилируемых помещениях или с
использованием вентиляционного оборудования.
www.KEDRWELD.ru

6
Дым и газ, образующиеся в процессе сварки – опасны для здоровья!
Не вдыхайте дым в процессе сварки (резки). Используйте средства инди-
видуальной защиты. Респиратор надевается под щиток сварщика.
Рабочая зона должна хорошо вентилироваться.
Излучение сварочной дуги вредно для глаз и кожи!
Используйте сварочную маску, защитные очки и специальную одежду для
осуществления сварки.
Не надевайте контактные линзы, интенсивное излучение дуги может при-
вести к их склеиванию с роговицей.
Примите меры безопасности для защиты людей, находящихся в рабочей
зоне или рядом с ней.
Опасность воспламенения, взрыва!
Искры, возникающие при сварке, могут вызвать пожар, поэтому убедитесь
в отсутствии в рабочей зоне воспламеняющихся материалов.
Никогда не производите сварку емкостей, в которых могут содержаться
легковоспламеняющиеся или взрывоопасные материалы.
Рядом должны находиться средства пожаротушения.
Персонал обязан ознакомится с инструкцией по технике безопасности.
Высокая температура изделия может привести к ожогам!
Не прикасайтесь к изделию голыми руками сразу после сварки. Дайте ему
остыть.
При длительной сварке необходимо использовать аппарат водяного охла-
ждения.
Магнитные поля, возникающие при включении устройства, могут оказывать
негативное воздействие на организм человека!
Сварочные аппараты излучают электромагнитные волны и создают помехи
для радиочастот, поэтому следите за тем, чтоб в непосредственной близости от аппарата не было людей, которые используют стимуляторы сердца
или другие принадлежности, для которых электромагнитные волны и радиочастоты создают помехи.
Людям, имеющим электронные стимуляторы сердца, перед работой обя-
зательно необходимо проконсультироваться с врачом.
Держите голову и тело, как можно дальше от сварочного шва, не облока-
чивайтесь и не садитесь на него (минимальное расстояние 50 см).
Движущиеся части аппарата могут привести к травмам!
Вскрытие корпуса должно производиться только квалифицированным
специалистом в сервисном центре.
Избегайте контакта с движущими частями, например с вентиляторами.
Не допускайте касания баллона электродом, электрододержателем или
иным предметом, находящимся под напряжением.
При открывании вентиля держите лицо и голову на расстоянии от баллона.
После окончания сварочный работ установите на баллон защитный колпак.
www.KEDRWELD.ru
7
Транспортировка и перемещение аппарата
АППАРАТ ДОЛЖЕН БЫТЬ ОБЯЗАТЕЛЬНО ЗАЗЕМЛЕН
Требования безопасности в аварийных ситуациях
При неисправности сварочного аппарата и сварочных проводов, повреждении
защитного заземления корпуса сварочного аппарата следует немедленно прекратить работу и выключить его. Работу можно продолжать только после
устранения неисправности.
При коротком замыкании и загорании сварочного аппарата необходимо немедленно отключить электропитание и приступить к тушению очага возгорания
углекислотным, порошковым огнетушителем или песком.
При поражении электрическим током нужно немедленно отключить сварочный аппарат, оказать пострадавшему первую помощь, при отсутствии дыхания
и пульса сделать ему искусственное дыхание или непрямой массаж сердца до
восстановления дыхания и пульса. Вызвать неотложную помощь или доставить
пострадавшего в ближайшее лечебное учреждение.
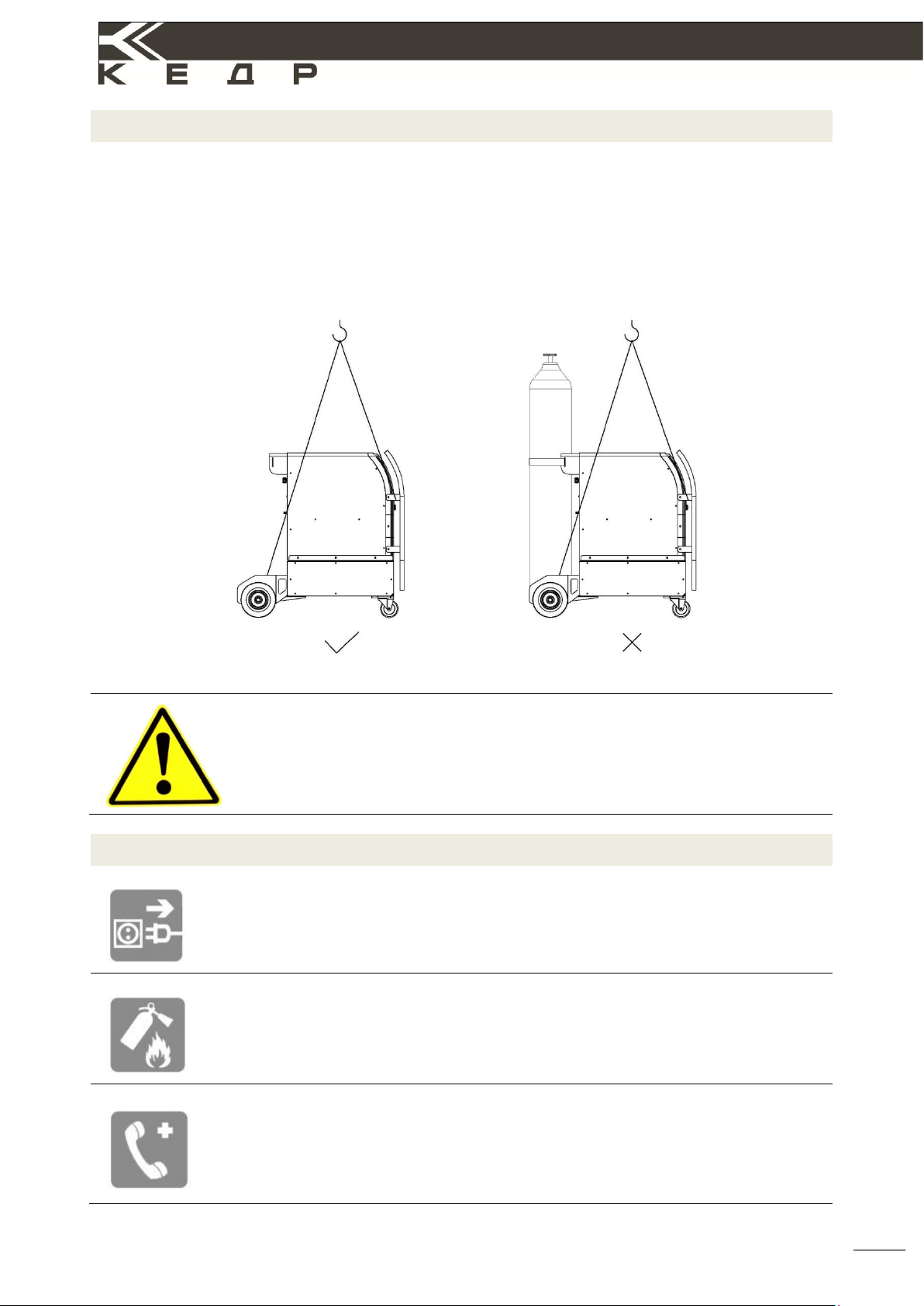
Для перемещения аппарата, используйте погрузчик, чтобы избежать опрокидывания.
При использовании крана (для вертикального подъема) зафиксируйте аппарат на держателе
под углом не более 15˚.
Зафиксируйте газовый баллон ремнями или цепью при его перемещении для того, чтоб из-
бежать повреждений и травм.
www.KEDRWELD.ru

8
КОМПЛЕКТ ПОСТАВКИ
Наименование
Количество
Сварочный инвертор
1 шт.
Сварочная горелка
1 шт.
Кабель с клеммой заземления
1 шт.
Электрододержатель
1 шт.
Руководство пользователя
1 шт.
ОБЩЕЕ ОПИСАНИЕ
Производственные условия
Сварочный полуавтомат MIG 300GD КЕДР применяет самые передовые технологии инверсии в мире.
Принцип инверсии заключается в преобразовании мощности частоты 50Hz/60Hz в постоянный ток и
инвертировать его в ток высокой частоты (24 кГц) через мощных IGBT модули , а затем выполнить
падение напряжения и коммутации с выходом мощного источника питания постоянного тока с помощью широтно-импульсной модуляции (PWM). С применением данной технологии вес и объем
значительно уменьшается , а мощность источника увеличилась больше 40 % .
Источник имеет режим MIG и режим MMA. MIG 300GD КЕДР имеет многофункциональный дисплей
с возможностью реализовывать синергетические регулировки скорости подачи проволоки, сварочного напряжения и других параметров сварочного процесса.
Сварочный полуавтомат MIG 300GD КЕДР оснащенной уникальной электронной схемой источника,
который может точно контролировать сварочный процесс , что дает более высокую производительность, чем другие машины. По сравнению с другими полуавтоматами MIG 300GD КЕДР имеют
следующие преимущества: стабильная скорость подачи проволоки, гарантированно стабильная
сварочная дуга, портативность, энергосберегающие технологии, минимальные электромагнитные
шумы. Благодаря применению самых современных технологий в мире удалось достичь минимального разбрызгивания металла , а также легкий поджиг дуги, увеличенная глубина сварочной ванны
и т.д.
Благодарим за выбор нашей продукции.
Сварка должна выполняться при температура окружающей среды -10
более 80%. Не должно быть конденсации влаги, которая образуется в следующих случаях:
Аппарат внесен в теплое помещение из холода (не используйте его в течение 2-х часов)
Температура окружающей среды резко снизилась
Избегайте сварки под открытым небом без защиты от солнечного света и осадков.
Не проводите сварку в среде, где содержится большое количество пыли или коррозийного хи-
мического газа.
Не держите свариваемое изделие в сыром месте.
www.KEDRWELD.ru
0
С - +400С. Влажность не

9
Рабочее место сварщика
При дуговой сварке брызги расплавленного металла могут разлетаться на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов.
Рабочее место должно быть чистым и хорошо освещённым.
Рабочее место должно быть оснащено средствами пожаротушения: огнетушитель и емкость с
водой, которые должны находиться в легкодоступном месте. После окончания сварки внимательно осмотрите место проведения работ. Не должно быть следов тления, запаха гари и дыма.
Пожар может начаться не сразу.
Не используйте электрооборудование во взрывоопасных помещениях, где присутствуют огне-
опасные жидкости, газы или пыль.
Уберите все лишние предметы. Загроможденные, плохо освещенные рабочие места являются
причиной травматизма.
Рабочие места должны быть освобождены от горючих, смазочных материалов, ветоши и других
легковоспламеняющихся объектов. Не менее 5 м – легковоспламеняющиеся материалы и не
менее 15 м - взрывоопасные.
Проверьте состояние пола на рабочем месте, если пол мокрый или скользкий – обязательно
протрите его.
www.KEDRWELD.ru

10
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель
MIG 300GD
Параметры электросети, В
3 фазы
380В ±15%
Мощность, кВт
14
Частота сети
50/60Гц
Напряжение холостого хода
58
Номинальный ток, А
16.8 (MIG)
18.5 (MMA)
Диапазон регулирования сварочного тока,
MIG/MMA, А
45-300 (MIG)
40-300 (MMA)
Напряжение сварочной дуги
16.2 – 29 (MIG)
21.6-32 (MMA)
Коэффициент мощности
0.93
КПД, %
85
Скорость подачи проволоки, м/мин.
2.2 - 15
Диаметр сварочной проволоки, мм
0.8/1.0/1.2
Диаметр электрода, мм
1.6-5.0
ПВ при I max, %
www.KEDRWELD.ru

11
Класс изоляции
F
Класс защиты
IP21
Габариты, мм
950х458х950
Вес, кг
60
ЗАПУСК В ЭКСПЛУАТАЦИЮ
Сварочный аппарат оснащен устройством выравнивания напряжения электропитания. Данное
устройство поддерживает аппарат в рабочем состоянии при колебании источника напряжения
±15% номинального напряжения.
При использовании длинного кабеля, в случае уменьшения падения напряжения рекомендуется
использовать кабель с большим сечением. Если кабель слишком большой это повлияет на проявление сварочной дуги и других функций. Рекомендуется использовать правильную длину.
Убедитесь в том, что входное отверстие аппарата не закрыто во избежание неисправной работы
охлади тыльной системы.
Используйте заземленный кабель с сечением не меньше чем 6mm2 для подсоединения корпуса
и земли. Первый метод - подсоединения заземленного интерфейса к устройству заземления или
второй метод- проверьте, конец заземления источника интерфейса надежно и независимо заземлено. Оба способа могут использоваться вместе в целях лучшей безопасности.
MIG 300GD Действия по вводу в эксплуатацию
При работе с MIG сваркой
a) Плотно подсоедините газовый баллон с ограничителем снижения давления потока газа CO2 к
отверстию для газа CO2 расположенного в задней части аппарата через воздушную трубку.
b) Вставьте вилку заземленного кабеля в разетку на передней панели.
c) Установите проволочное колесо с проволокой на оси колеса, отверстие колеса должно совпа-
дать с фиксатором колеса.
d) Выберите разъем поволоки согласно размеру проволоки.
e) Ослабьте винт нажимного колеса, вставить проволоку в слот через трубку проволочного вывода,
отрегулируйте колесо нажимной проволоки поддерживая проволоки от скатывания, но нагрузка
должна быть специальной в случае деформации повлияет на подачу проволоки.
f) Катушка проволоки должна быть повернута по часовой стрелке для ослабления проволоки во
избежание скатывания проволоки; проволоку обычно устанавливают на фиксирующее отверстие
на стороне колеса. Во избежание застревания прутика проволоки отрежьте эту часть проволоки.
g) вставьте до характерного щелчка горелку в розетку (разъем), а затем поместите проволоку в го-
релку ручным способом.
h) вставьте свечу зажигания ограничителя газа в розетку разъем на боковой панели аппарата.
Правильный запуск аппарата при MMA сварке.
а) Убедитесь, что кабель с держателем электрода и вилкой надежно подсоединены. Подсоедините
вилку в разъем “-” аппарата и быстро поверните по часовой стрелке до характерного щелчка.
b) подсоедините вилку с одной стороны к кабелю с разъемом аппарата “+” и быстро поверните по
часовой стрелке. С другой стороны подсоедините клемму к заготовке.
www.KEDRWELD.ru
12
c) пожалуйста, обратите внимание на соединительную клемму, аппарат с постоянным током имеет
два способа подключения: положительный и отрицательный. Положительный способ : держатель с клеммой “-”, а заготовка с клеммой “+”. Отрицательный способ : заготовка с клеммой“-”, а
держатель с клеммой “+”. Выберите наиболее подходящий способ согласно рабочему процессу.
При неправильном способе негативно скажется на стабильности дуги, а также возможны брызги
при сварке и склеивание. В данной ситуации поменяйте полярность.
Используйте отрицательное соединение при сварке щелочным электродом, а положительное - при
сварке с кислотным электродом.
Данные действия необходимо выполнять электрику!
Подключите подходящий кабель питания к распределительной коробке с соответствующей мощностью согласно входному напряжению и току (смотрите таблицу Технические параметры). Не проводи подсоединение при ненадежном напряжении, а также убедитесь, что колебания источника
снабжения в пределах допустимого значения.
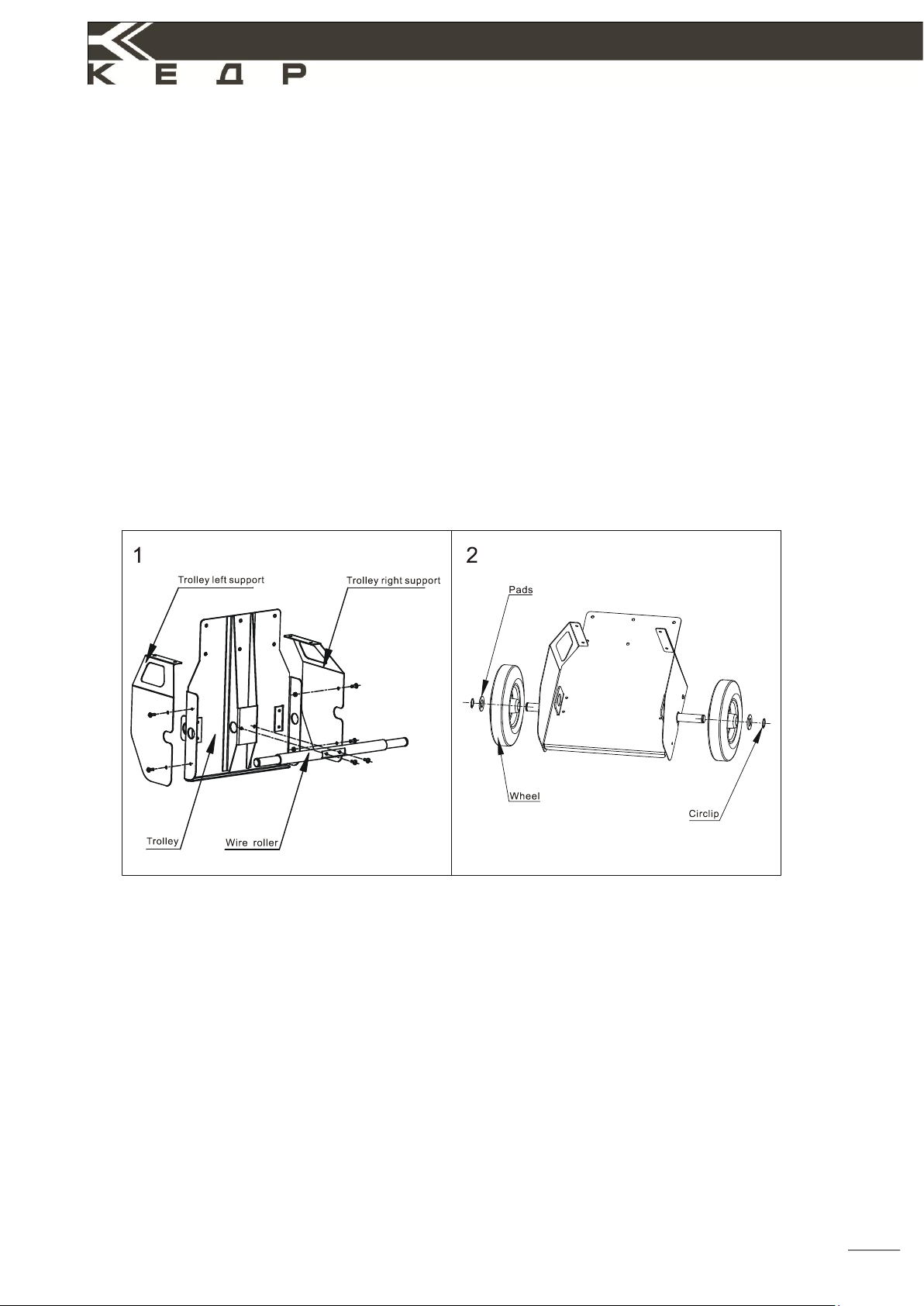
В случае упаковки компонентов раздельно, необходимо подсоединить элементы в следующей последовательности:
Подсоедините правую и левую поддержки тележки и катушку для проволоки к тележке 6 винта-
ми М5, как на рисунке 1. И закрепите колеса к катушке для проволоки используя при этом прокладки и стропильные кольца, как на рисунке 2.
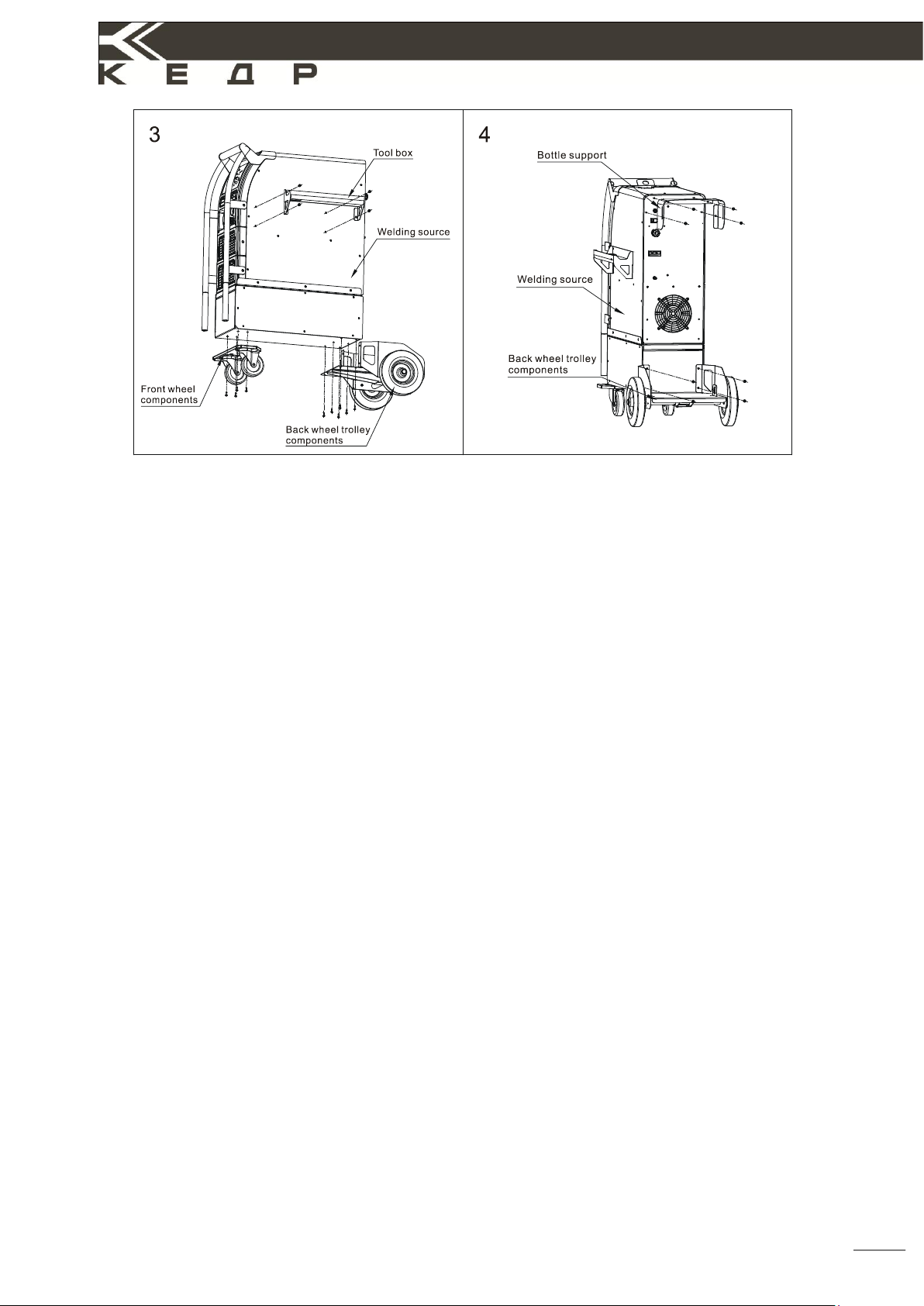
Для начала закрепите компоненты переднего колеса к началу проволоки 4 винтами М8.
Установите нижние компоненты бокового колеса и держатель инструментов к тележке 10
винтами М6, как на рисунке 3. И закрепите держатель баллона и боковые компоненты колеса к тележке 8 винтами М5, как на рисунке 4.
www.KEDRWELD.ru
13
www.KEDRWELD.ru
14
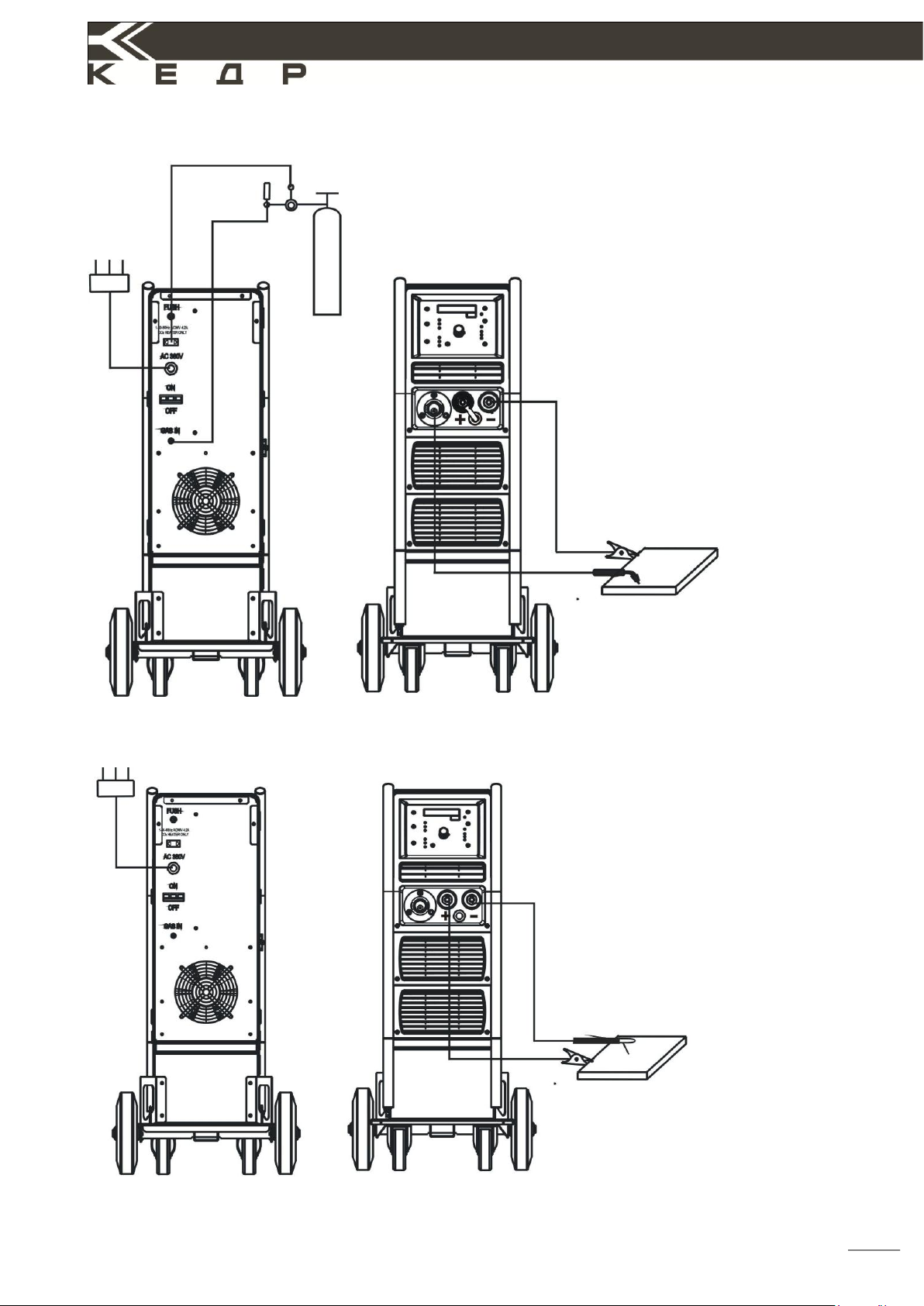
Подсоедините аппарат для сварки и компоненты как на рисунке.
MIG режим
ММА режим
www.KEDRWELD.ru

15
ЭКСПЛУАТАЦИЯ
4.1. Схема расположения данных на передней панели
1. MMA/MIG переключатель
2. VRD/2T/4T переключатель
3. Кнопка выбора Диаметра проволоки (φ0.8/1.0/1.2mm)
4. Кнопка выбора данных (меню)
5. Кнопка регулировки много функциональных данных
6. Кнопка выбора запоминающего устройства (Memory 1/2/3)
7. Кнопка проверки наличия газа
8. Кнопка проверки наличия проволоки
9. Информационное меню
Клавиша выбора (Меню)
Эта функция действует только в режиме MIG.
Многофункциональный регулятор
Грубая регулировка: Нажать и повернуть для регулирования на высокой скорости.
Точная настройка: Повернуть не нажимая для более точной регулировки.
Возможность изменения полярности
При использовании сплошной проволокой с газом - кабель заземления – «минус».
При использовании порошковой проволоки - кабель заземления – «плюс»
Кнопка выбора данных (меню)
Данная функция эффективна при MIG сварки
Кнопка регулировки много функциональных данных
Предварительная настройка: нажмите и поверните для высокой скорости и максимально допу-
стимых значений параметров. Лучшая регулировка заключается только в повороте кнопки для
низкой скорости и минимально допустимых значений параметров.
www.KEDRWELD.ru
 Loading...
Loading...