

Кедр MIG 209, MIG 359, MIG 169, MIG 509, MIG 259 User Manual [ru]

2
ВСТУПЛЕНИЕ
3
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ ЕС
4
МЕРЫ ПРЕДОСТОРОЖНОСТИ И ТЕХНИКА БЕЗОПАСНОСТИ
ОБЩИЕ ТРЕБОВАНИЯ К БЕЗОПАСНОСТИ………………………………………………………………………………………
ПРОИЗВОДСТВЕННЫЕ УСЛОВИЯ…………………………………………………………………………………………………
РАБОЧЕЕ МЕСТО СВАРЩИКА……………………………………………………………………………………………………..
ТРЕБОВАНИЯ К БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ……………………………………………………………
5
6
8
9
9
КОМПЛЕКТ ПОСТАВКИ
10
ОБЩЕЕ ОПИСАНИЕ СВАРОЧНОГО ИНВЕРТОРА
10
ОПИСАНИЕ ПАНЕЛИ СВАРОЧНОГО ИНВЕРТОРА
ПЕРЕДНЯЯ ПАНЕЛЬ…………………………………………..……………………………………………………………………..
ЗАДНЯЯ ПАНЕЛЬ……………………………………..………………………………………………………………………………
12
12
12
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ИНВЕРТОРА
13
УСТАНОВКА И ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ИНВЕРТОРА
ПОДГОТОВКА АППАРАТА К РАБОТЕ…………………………………………………………………………………………….
ПОДКЛЮЧЕНИЕ СЕТЕВОГО КАБЕЛЯ…………………………………………………………….………………………………
ПОДКЛЮЧЕНИЕ СВАРОЧНОГО КАБЕЛЯ………………………………….…………………………………………………….
КЛЕММА ЗАЗЕМЛЕНИЯ…………………………………….……………………………………………………………………..
УСТАНОВКА ЭЛЕКТРОДА……………………………………………………………………………………………….………….
ВКЛЮЧЕНИЕ СВАРОЧНОГО ИНВЕРТОРА…………………………………………………………………………..….………
УСТАНОВКА ЗНАЧЕНИЙ СВАРОЧНОГО ТОКА…………………………………………………………………………..…….
14
14
15
15
16
16
17
17
СВАРКА
СВАРКА……………………………………………………………………………………….………………………………….
ПЕРЕГРЕВ……………………………………………………………………………………………………..…………………
ВЕНТИЛЯЦИЯ………………………………………………………………………………………………………….……….
18
18
18
19
ОКОНЧАНИЕ РАБОТЫ
19
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО ИНВЕРТОРА
ПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ…………………………………………………………………….…………..
ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ………………………………….………………………………………..
20
20
21
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА СВАРОЧНОГО ИНВЕРТОРА
22
ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
22
В ПОМОЩЬ СВАРЩИКУ
КЛАССИФИКАЦИЯ ПОКРЫТЫХ ЭЛЕКТРОДОВ…………………………………………………………….………………….
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ ЭЛЕКТРОДОВ…………………………………………………….…..……………
МАРКИРОВКА ЭЛЕКТРОДОВ ЗАРУБЕЖНОГО ПРОИЗВОДСТВА………………………………………………….………
СПОСОБЫ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ……………………………………………………………………..……………
ПОЛОЖЕНИЕ ЭЛЕКТРОДА ПРИ СВАРКЕ……………………………………………………………………………..………..
ОКОНЧАНИЕ СВАРКИ………………………………………………………………………………………………..……………..
СВАРОЧНЫЙ ТОК........................................................................................................................
ДЕФЕКТЫ СВАРНЫХ ШВОВ………………………………………………………………………………………………………..
МАНИПУЛИРОВАНИЕ ЭЛЕКТРОДОМ…………………………………………………………………………….…………….
ВИДЫ КОЛЕБАТЕЛЬНЫХ ДВИЖЕНИЙ КОНЦА ЭЛЕКТРОДА……………………………………………..……………….
25
25
25
25
26
26
27
27
29
30
30
ДЕМОНТАЖ И УТИЛИЗАЦИЯ
31
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
31
ГАРАНТИЙНЫЙ ТАЛОН
33
СОДЕРЖАНИЕ:
www.KEDRWELD.ru

3
УВАЖАЕМЫЙ КЛИЕНТ!
Благодарим Вас за то, что вы выбрали сварочное оборудование торговой
марки «КЕДР», созданное в соответствии с принципами безопасности и
надежности.
Высококачественные материалы и комплектующие, используемые при
изготовлении этих сварочных аппаратов, гарантируют высокий уровень
надежности, простоту в техническом обслуживании и удобство в
работе.
Настоящее руководство предназначено для того, чтобы ознакомить
Вас с эксплуатацией и техническим обслуживанием сварочных аппаратов
MIG 169, MIG 209, MIG 259, MIG 359, MIG 509.
В Ваших интересах внимательно прочитать руководство и
тщательно следовать его указаниям. Благодаря этому вы сможете
избежать неполадок, вызываемых неправильным обращением. Тем
самым Вы обеспечите постоянную работоспособность и увеличите
срок эксплуатации Вашего сварочного аппарата.
www.KEDRWELD.ru
4
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ ЕС
Настоящим заявляем,
что оборудование, предназначенное
для промышленного и профессионального использования и соответствует директивам ЕС:
73/23/ЕЕС «Низковольтное оборудование» и
89/336/ЕЕС «Электромеханическая совместимость»,
а также Европейскому стандарту EN/IEC60974.
ВНИМАНИЕ!
ПЕРЕД УСТАНОВКОЙ И ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА
ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРКУЦИЕЙ!
www.KEDRWELD.ru
5
МЕРЫ ПРЕДОСТОРОЖНОСТИ и ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ!
Сварочный аппарат является оборудованием повышенной опасности и при
неправильной эксплуатации представляет опасность для сварщика и людей,
находящихся в пределах или рядом с рабочей зоной. Нарушение техники
безопасности при проведении сварочных работ часто приводит к печальным
последствиям – пожарам, взрывам и, как следствие, травмам и гибели
людей.
Чтобы избежать травмы, возникновения пожара, поражения током при
использовании сварочного аппарата, следует СТРОГО соблюдать следующие
основные правила техники безопасности. Прочитайте и запомните эти
указания до того, как приступите к работе с электрооборудованием. Храните
указания по технике безопасности в надежном месте.
СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ!
При проведении сварочных работ необходимо соблюдать требования стандарта ГОСТ 12.3003-86
«Работы электросварочные. Требования безопасности», а так же стандартов ГОСТ 12.1.004-85,
ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
Производитель не несет ответственности за последствия использования или работу аппарата в
случае неправильной эксплуатации или внесения изменений в конструкцию, а так же за
возможные последствия по причине незнания или некорректного выполнения условий
эксплуатации, изложенных в руководстве.
www.KEDRWELD.ru
6
Общие требования к безопасности:
Рекомендации по подбору генератора для аппарата инверторного типа:
Некоторые производители генераторов указывают мощность не в ватах (Вт), а в воль-амперах
(ВА). Для того, чтобы данную цифру привести к привычному нам пониманию, в Вт, нужно вольтамперы умножить на показатель от 0.6 до 0.7.
Например: 500ВА*0.6 = 3000Вт или 3кВт.
Всегда уточняйте, если это мощность номинальная – тогда её можно потреблять непрерывно,
если максимальная – очень кратковременно.
Использование с автономными дизельными или бензиновыми генераторами требует
дополнительного внимания к условиям эксплуатации. Убедитесь, что используемый генератор
удовлетворяет требованиям по мощности (N
генератора
= 1.5N
) и параметрам электросети.
аппарата
Рекомендуем принять необходимые меры для сохранности аппарата: установка фильтров,
стабилизаторов и т.д.
При сварке (резке) возможны следующие травмы:
поражение электрическим током,
ожоги от шлака и капель металла,
травмы механического характера.
Для предотвращения этих ситуаций важно неукоснительно соблюдать меры предосторожности.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по
эксплуатации аппарата, имеющие доступ к самостоятельной работе и прошедшие инструктаж по
технике безопасности.
Необходимо использовать средства индивидуальной защиты, такие как: сварочные маски,
специальную брезентовую одежду, брезентовые рукавицы, кожаные ботинки.
Необходимо работать в исправной сухой спецодежде и рукавицах. При работе в тесных
отсеках и замкнутых пространствах обязательно использование резиновых галош и
ковриков, источников освещения с напряжением не выше 6-12В.
Держите детей, и посетителей на безопасном расстоянии от работающего сварочного
аппарата.
Не отвлекайтесь - это может вызвать потерю контроля при работе и стать причиной
травмы.
Подготовьте инструмент, оборудование и технологическую оснастку, необходимые при
выполнении работ.
www.KEDRWELD.ru
7
Отключайте аппарат от сети при простое!
Пользуйтесь аварийным выключателем при нештатных ситуациях.
Переключение режимов функционирования аппарата в процессе
сварки может повредить оборудование.
Сварочные инструменты должны быть сертифицированы,
соответствовать нормам безопасности и техническим условиям
эксплуатации данного аппарата.
Никогда не работайте там, где существует опасность получения
электрошока.
Поражение электрическим током может быть смертельным!
Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
Не касайтесь неизолированных деталей голыми руками. Сварщик
должен осуществлять сварку в сухих сварочных перчатках,
предназначенных для сварки.
Сварщик должен держать заготовку на безопасном расстоянии от
себя.
ГАЗОВЫЕ БАЛЛОНЫ взрывоопасны при повреждениях!
Используйте только защитные газы, рекомендованные для
выполняемого сварочного процесса. Регуляторы давления газа
должны быть рекомендованы изготовителем для использования с
тем или иным защитным газом, а так же нормированы на давление в
баллоне.
Все шланги, соединения и иные аксессуары должны соответствовать
своему применению и содержаться в надлежащем состоянии.
Баллон всегда должен находиться в вертикальном положении. В
рабочем состоянии его необходимо надежно закрепить цепью к
транспортировочной тележке сварочного полуавтомата или
стационарного основания.
Запрещается использовать не заземленный сварочный аппарат!
Расположите сварочные провода так, чтобы они не подвергались механическим
повреждениям и действию высокой температуры, не соприкасались с влагой.
Проверьте изоляцию всех проводов, связанных с питанием сварочного тока и сварочной
дуги, устройства герметически закрытых включающих устройств, заземление корпуса
сварочного аппарата. Заземлению подлежат: корпуса источников питания, аппаратного
ящика и вспомогательное электрическое оборудование. Сечение заземляющих проводов
должно быть не менее 2.5мм2.
При сварке необходимо использовать горелку/электрододержатели с хорошей изоляцией,
которая гарантирует, что не будет случайного контакта токоведущих частей
горелку/электрододержателя со свариваемым изделием или руками сварщика.
Необходимо производить сварочные работы только в хорошо вентилируемых
помещениях или использовать вентиляционное оборудование.
www.KEDRWELD.ru
8
Необходимо расположить баллон:
• вдали от участков, где они могут подвергнуться
механическому повреждению;
• на достаточном удалении от участков сварки и резки, а так же
от любых других технологических процессов, являющихся
источником высокой температуры, открытого пламени или
брызг расплавленного металла.
Не допускайте касания баллона электродом, электрододержателем
или иным предметом, находящимся под напряжением.
При открывании вентиля баллона оберегайте голову и лицо.
Защитный колпак всегда должен быть установлен на баллон, за
исключением случаев, когда баллон находится в работе.
Дым и газ, образующиеся в процессе сварки – опасны для здоровья!
Не вдыхайте дым в процессе сварки (резки). Используйте средства
индивидуальной защиты: респиратор надевается под щиток
сварщика.
Рабочая зона должна хорошо вентилироваться.
Излучение сварочной дуги вредно для глаз и кожи!
Используйте сварочную маску, защитные очки и специальную одежду
для осуществления сварки.
Не надевайте контактные линзы, интенсивное излучение дуги может
привести к их склеиванию с роговицей.
Примите меры безопасности для защиты людей, находящихся в
рабочей зоне или рядом с ней.
Опасность воспламенения, взрыва!
Искры, возникающие при сварке, могут вызвать пожар, поэтому
убедитесь в отсутствии в рабочей зоне воспламеняющихся
материалов.
Никогда не производите сварку емкостей, в которых могут
содержаться легковоспламеняющиеся или взрывоопасные
материалы.
Рядом должны находиться средства пожаротушения.
Персонал обязан ознакомится с инструкцией по технике
безопасности.
Высокая температура изделия может привести к ожогам!
Не прикасайтесь к изделию голыми руками сразу после сварки. Дайте
ему остыть.
При длительной сварке необходимо использовать охлаждение.
Магнитные поля возникающие при включении устройства могут оказывать
негативное действие на организм человека!
Сварочные аппараты излучают электромагнитные волны и создают
помехи для радиочастот, поэтому следите за тем, чтоб в
www.KEDRWELD.ru

9
непосредственной близости от аппарата не было людей, которые
используют стимуляторы сердца или другие принадлежности, для
которых электромагнитные волны и радиочастоты создают помехи.
Людям, имеющим электронные стимуляторы сердца, перед работой
обязательно необходимо проконсультироваться с врачом.
Держите голову и туловище, как можно дальше от сварочного
контура, не облокачивайтесь и не садитесь на него (минимальное
расстояние 50см)
Движущиеся части аппарата могут привести к увечьям!
вскрытие корпуса должно производиться только квалифицированным
специалистом в сервисном центре.
Избегайте контакта с движущими частями, например с
вентиляторами.
Производственные условия:
Рабочее место сварщика:
Сварка должна выполняться в сухой окружающей среде с влажностью не более 80%.
Температура окружающей среды должна быть между -100С и +400С. и более низких
температурах без конденсации влаги. Конденсация может образовываться в следующих
случаях:
o Если аппарат внесен в теплое помещение из холода (не используете аппарат в
течение 2х часов);
o Если окружающая температура резко снизилась;
o Если аппарат был перенесён из более прохладного помещения в более теплое и
влажное.
Избегайте сварки под открытым небом, при отсутствии защиты от солнечного света или
осадков.
Избегайте сварки в среде с большим содержанием пыли или коррозийного химического
газа.
Всегда сохраняйте изделие сухим и не помещайте его во влажную землю или лужи.
При дуговой сварке брызги расплавленного металла могут разлетаться на значительные
расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны
сооружаться из негорючих материалов.
Содержите рабочее место в чистоте и хорошо освещённым.
Перед началом работ проверьте наличие средств пожаротушения. Для быстрой
ликвидации очагов пожаров рабочее место должно быть оснащено средствами
пожаротушения: огнетушитель и емкость с водой, которые должны находиться в
www.KEDRWELD.ru
10
Требования безопасности в аварийных ситуациях:
При неисправности сварочного аппарата и сварочных проводов, а так же
повреждении защитного заземления корпуса сварочного аппарата следует
немедленно прекратить работу и выключить его. Работу можно продолжать
только после устранения неисправности.
При коротком замыкании и загорании сварочного аппарата необходимо
немедленно отключить электропитание и приступить к тушению очага
возгорания углекислотным, порошковым огнетушителем или песком.
При поражении электрическим током нужно немедленно отключить
сварочный аппарат, оказать пострадавшему первую помощь, при отсутствии
дыхания и пульса сделать ему искусственное дыхание или непрямой массаж
сердца до восстановления дыхания и пульса. Вызвать неотложную помощь или
доставить пострадавшего в ближайшее лечебное учреждение.
легкодоступном месте. Пожар может начаться не сразу, поэтому по окончании сварки
следует внимательно осмотреть место проведения работ: не тлеет ли что-нибудь, не
пахнет ли дымом или гарью.
Не используйте электрооборудование во взрывоопасных помещениях: таких, где
присутствуют огнеопасные жидкости, газы или пыль.
Уберите все лишние предметы, не загромождая при этом проходов. Загроможденные
плохо освещенные рабочие места являются причиной травматизма.
Места производства работ, а также нижерасположенные места должны быть
освобождены от горючих, смазочных материалов, ветоши и других
легковоспламеняющихся объектов, в радиусе не менее 5 м, от взрывоопасных материалов
и установок - не менее 15 м.
Проверьте состояние пола на рабочем месте, если пол мокрый или скользкий –
обязательно протрите его.
www.KEDRWELD.ru

11
КОМПЛЕКТ ПОСТАВКИ
Наименование
Количество
Сварочный инвертор
1 шт.
Сварочная горелка
2 шт.
Кабель с клеммой заземления
1 шт.
Регулятор CO2 с подогревом
Газовый рукав
Руководство пользователя
1 шт.
ОБЩЕЕ ОПИСАНИЕ СВАРОЧНОГО ИНВЕРТОРА
Серия современных, надежных, удобных инверторных сварочных полуавтоматов для сварки
MIG/MAG, торговой марки «КЕДР», предназначена для промышленного использования.
Полуавтомат «КЕДР» представляет собой переносную установку в однокорпусном исполнении
обеспечивающую полуавтоматическую сварку в среде углекислого газа, аргона или в смеси
защитных газов (Аr+СО2) проволокой диаметром 0.6-1.0мм.
Инверторный аппарат для MIG сварки создан с использованием усовершенствованной технологии
IGBT.
Основные преимущества:
Небольшой объем и легкий вес, из-за чего аппарат широко используется для выполнения
ремонтных работ в полевых условиях.
Великолепное зажигание дуги и перенос металла.
Отсутствие шумового загрязнения.
Инверторная частота 20кГц позволяет значительно уменьшить габаритные размеры и вес
сварочного аппарата.
Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения,
падения напряжения, чрезмерного тока и т.д.
www.KEDRWELD.ru

12
ОПИСАНИЕ ПАНЕЛИ СВАРОЧНОГО ИНВЕРТОРА
Устройство передней панели управления MIG 169:
51 2 3 6
7
8
9
10
4
1. Индикатор питания (загорается
при включении аппарата в сеть).
2. Индикатор перегрева (загорается
при срабатывании термозащиты).
3. Протяжка проволоки.
4. Регулятор значения тока MMA.
5. Регулятор значения напряжения
MIG.
6. Регулятор значения тока MIG/
скорости подачи проволоки.
7. Переключатель режимов сварки
MMA/MIG
8. Разъем для подключения
сварочного кабеля «-».
9. Разъем для подключения
сварочного кабеля «+».
10. Евроразъём для подключения
сварочной горелки.
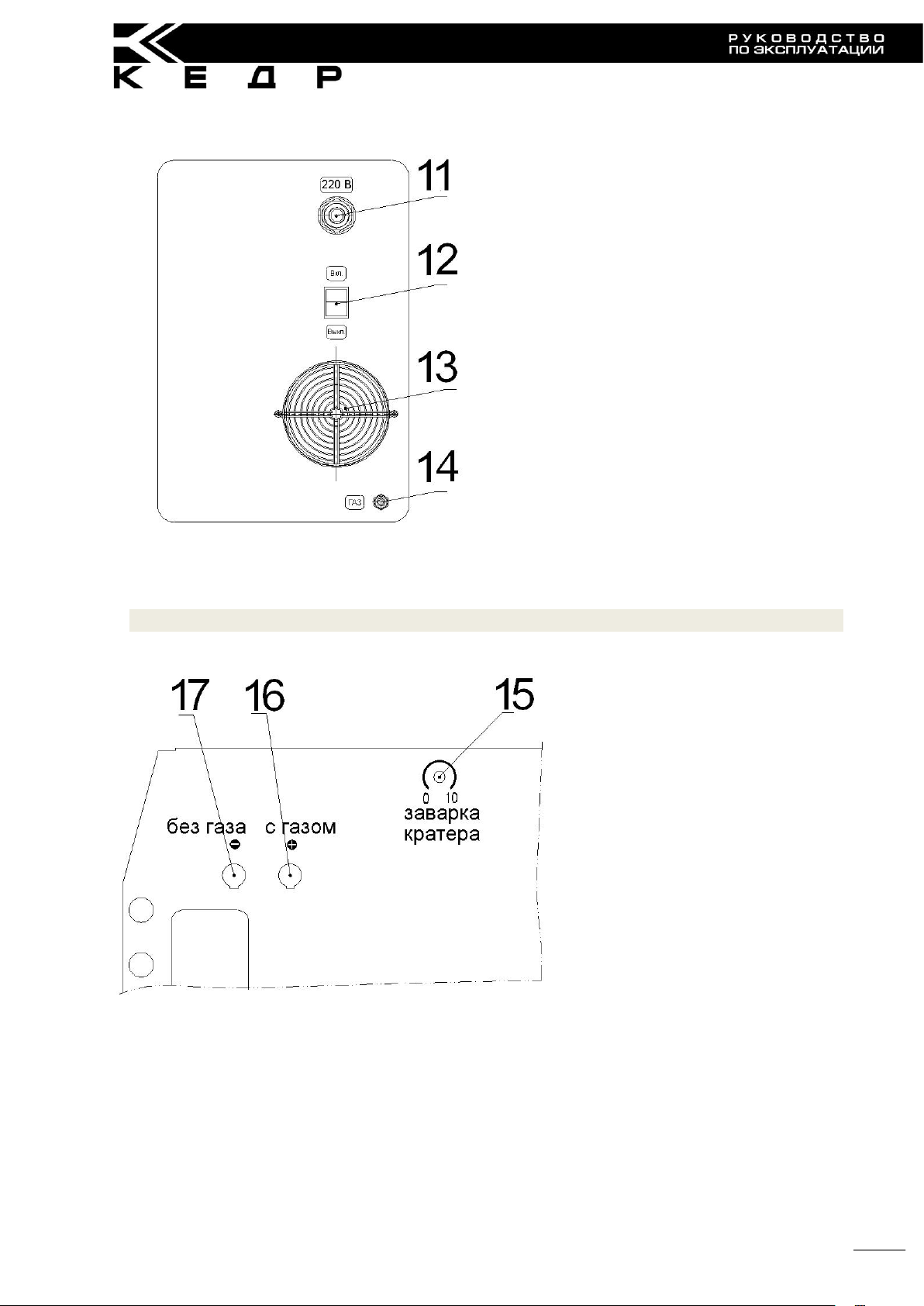
Устройство задней панели:
Осуществляет управление замкнутой системой обратной связи, обеспечивает постоянство
значения рабочего напряжения и компенсирует перепады питающего напряжения в
диапазоне +/- 15%.
Высокая производительность. Благодаря автоматической подаче проволоки можно
осуществлять сварку в быстром скоростном режиме.
Нет никаких особых требований к применяемой сварочной проволоке. Подходят и
твердые и флюсовые проволоки. Диаметр проволоки от 0.6 до 1.0 мм.
Удобное соединение. Внешние разъемы делают соединения безопасными, быстрыми и
надежными.
Функция ручной сварки. Выполняется рутиловыми или целлюлозными электродами.
Включает функцию капельного переноса в процессе сварки, обеспечивает высокий
уровень напряжения холостого хода, оптимальную, плавную скорость подачи проволоки,
практически безотказное возбуждение дуги.
Благодаря уникальным конструктивным решениям данное оборудование имеет высокую
ремонтопригодность и легкость в обслуживании.
www.KEDRWELD.ru
13
11. Разъём кабеля сети.
12. Выключатель сети.
13. Вентилятор.
14. Подключение газа.
Устройство внутренней панели (около катушки):
15. Регулятор времени заварки
кратера. Служит для получения
нужной длины вылета
электродной проволоки (т.е.
проволоки, выступающей из
наконечника горелки) по
завершению сварки.
16. Выход «+»
17. Выход «-»
www.KEDRWELD.ru
14
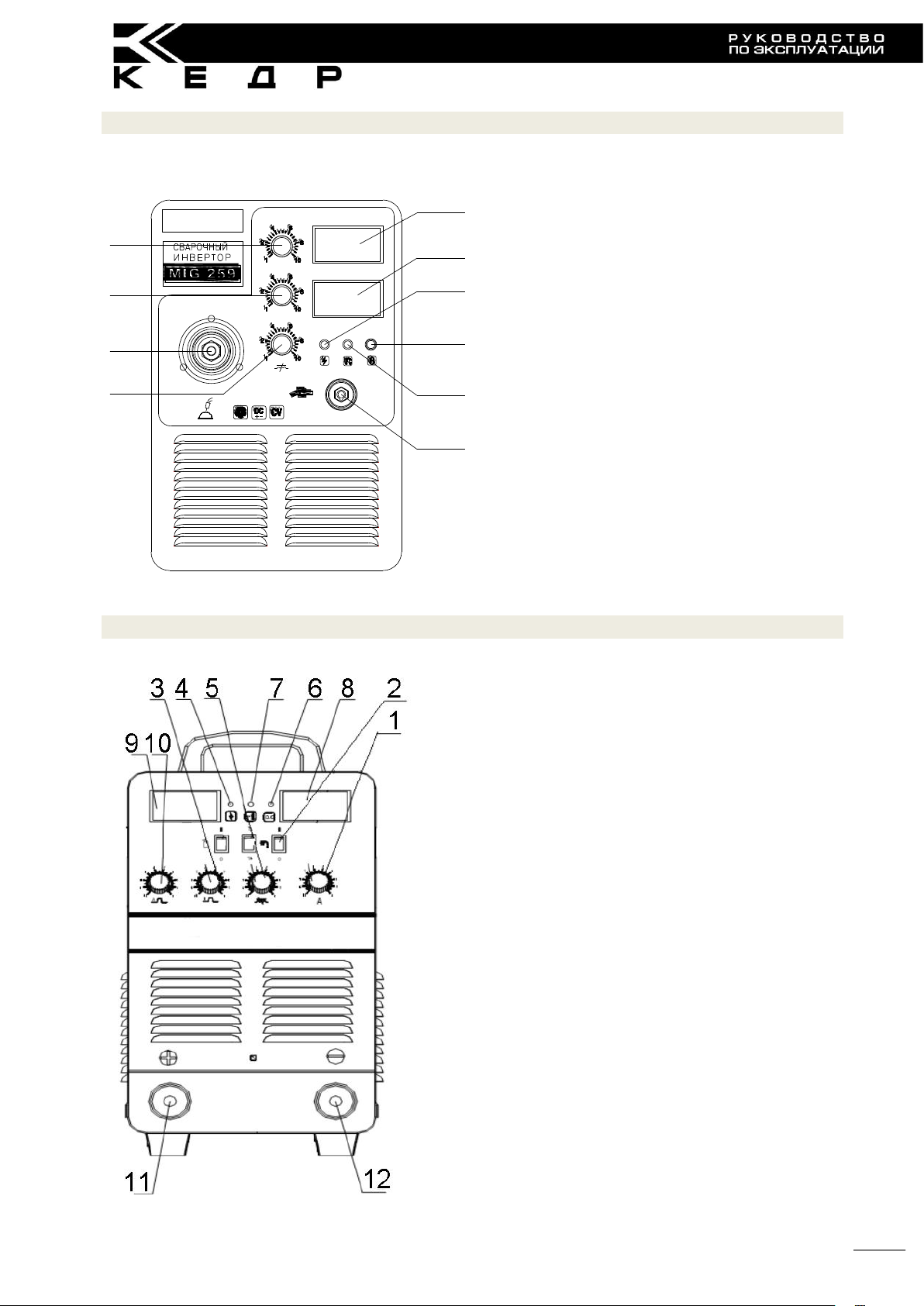
Устройство передней панели управления MIG209/MIG259 :
§£
A
§£
A
7
8
1
3
2
9
1. Индикатор перегрева
(загорается при срабатывании
термозащиты).
2. Индикатор питания (загорается
при включении аппарата в
сеть).
3. Подача проволоки .
4. Регулятор сварочного тока.
5. Регулятор напряжения.
6. Регулятор жесткости.
7. Дисплей (показывает значение
напряжения)
8. Дисплей (показывает значение
напряжения)
9. Разъем для подключения
кабеля клеммы заземления.
10. Разъем для подключения
сварочной горелки.
Устройство передней панели управления MIG 359:
1. Ручка регулирования сварочного тока
при включенном режиме ММА.
2. Переключатель режимов ММА/MIG
сварки.
3. Ручка регулирования спада напряжения
на дуге.
4. Индикатор питания.
5. Ручка регулировки индуктивности.
6. Индикатор перегрузки по току.
7. Индикатор перегрева .
8. Вольтметр.
9. Амперметр.
10. Ручка регулировки уменьшения силы
тока дуги.
11. Панельный разъем - выход «+».
12. Панельный разъем - выход «-».
www.KEDRWELD.ru

15
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Тип
MIG 169
MIG 209
MIG 259
MIG 359
MIG 509
Параметры
электросети, В
АС220±15% 50/60Гц, 1 фаза
AC380В±15%
50 Гц, 3
фазы
AC380В±15%
50 Гц, 3
фазы
Номинальный ток, А
22
29
14
24
24
Потребляемая
мощность, кВа кВт
6.9
8.0
9.2
15
24.6
Диапазон
регулирования
сварочного тока, MIG /
MMA, А
30-160
50-200
50-250
50-350
30-500
Диапазон
регулирования
напряжения, MIG /
MMA, B
15.5-26.4
16.5-24
16.5-26.5
16.5-34
15-44
Диапазон
регулирования
скорости подачи
проволоки, м/мин
1.5-14
- - 1.5-16
1.5-18
Напряжение на
холостом ходу, В
53
50
50
65
75
Диаметр сварочной
проволоки, мм
0.6/1.0
0.6/1.0
0.6/1.0
0.8/1.2
0.8/1.6
ПН,%
35, 400С
КПД, %
85
Коэффициент
мощности
0.93
0.85
0.85
0.93
0.93
Класс защиты
IP21
Класс изоляции
F
Габариты, мм
480х230х360
500х263х
430
510х273х440
595х285х470
595х285х543
Вес, кг
18
25
26.5
70
73
Тележка
- - -
Есть
Есть
www.KEDRWELD.ru
 Loading...
Loading...