

Page 1

СТМН - 550/350
СТАНОК ТОКАРНЫЙ
МЕТАЛЛООБРАБАТЫВАЮЩИЙ
Page 2
2
Уважаемый покупатель!
При покупке станка токарного металлообрабатывающего (модели
СТМН - 550/350) требуйте проверки его работоспособности пробным
запуском. Убедитесь, что в талоне на гарантийный ремонт проставлены:
штамп магазина, дата продажи и подпись продавца, а также указана
модель и серийный номер станка токарного металлообрабатывающего.
Перед включением внимательно изучите настоящее руководство. В
процессе эксплуатации соблюдайте требования данного руководства по
эксплуатации, чтобы обеспечить оптимальное функционирование станка
токарного металлообрабатывающего и продлить срок его службы.
Комплексное полное техническое обслуживание и ремонт в объёме,
превышающем перечисленные данным руководством операции, должны
производится квалифицированным персоналом на специализированных
предприятиях. Установка, и необходимое техническое обслуживание производится пользователем и допускается только после изучения данного
руководства по эксплуатации.
Приобретённый Вами станок токарный металлообрабатывающий
может иметь некоторые отличия от настоящего руководства, связанные с
изменением конструкции, не влияющие на условия его монтажа и эксплуатации.
1. Основные сведения об изделии
1.1 Станок токарный металлообрабатывающий (далее по тексту - ста-
нок) предназначен для токарной обработки металла и всех видов пластмасс.
1.2 Данная модель предназначена для работы в условиях умеренного
климата с диапазоном рабочих температур от +1 до +35 °С и относительной влажности не более 80%. Питание от сети переменного тока напряжением 220 В, частотой 50 Гц. Допускаемые отклонения напряжения
+/- 10%, частоты +/-5%.
1.3 Транспортировка производится в закрытых транспортных средствах
в соответствии с правилами перевозки грузов, действующих на транспорте
данного вида.
1.4 Габаритные размеры и вес представлены в таблице ниже:
Габаритные размеры в упаковке, мм:
-длина 810
-ширина 310
-высота 320
Вес (брутто/нетто), кг 45/40
Для заметок:
Page 3
22
3
2. Технические характеристики
Технические характеристики представлены в таблице ниже:
СТМН - 550/350
1. Напряжение, В/Гц 220 / 50
2. Тип двигателя коллекторный
3. Номинальная мощность двигателя, Вт 550
4. Частота вращения шпинделя, об/мин 0 - 2500
5. Диаметр обточки, мм 180
6. Длина обточки, мм 350
7. Конус шпинделя МТ3
8. Конус задней бабки МТ2
9. Диаметр сквозного отверстия шпинделя, мм 20
10. Ход поворотного суппорта, мм 35
11. Ход поперечного суппорта, мм 65
12. Точность шпинделя, мм 0,01
13. Диаметр патрона, мм 80
3. Комплектация
Станок поставляется в торговую сеть в следующей комплектации:
СТМН - 550/350
1. Комплект резиновых ножек 1
2. Комплект шестигранных ключей 1
3. Ключ от 3-х кулачкового патрона 1
4. Масленка 1
5. Предохранитель 1
6. Комплект пластиковых ручек с крепежными болтами 1
7. Конус Морзе №2 1
8. Комплект обратных кулачков 1
9. 3-х кулачковый патрон 1
10. Раздвижной гаечный ключ 1
11. Комплект сменных шестеренок 1
12. Руководство по эксплуатации 1
13. Упаковка 1
* в зависимости от поставки комплектация может меняться
Page 4
4
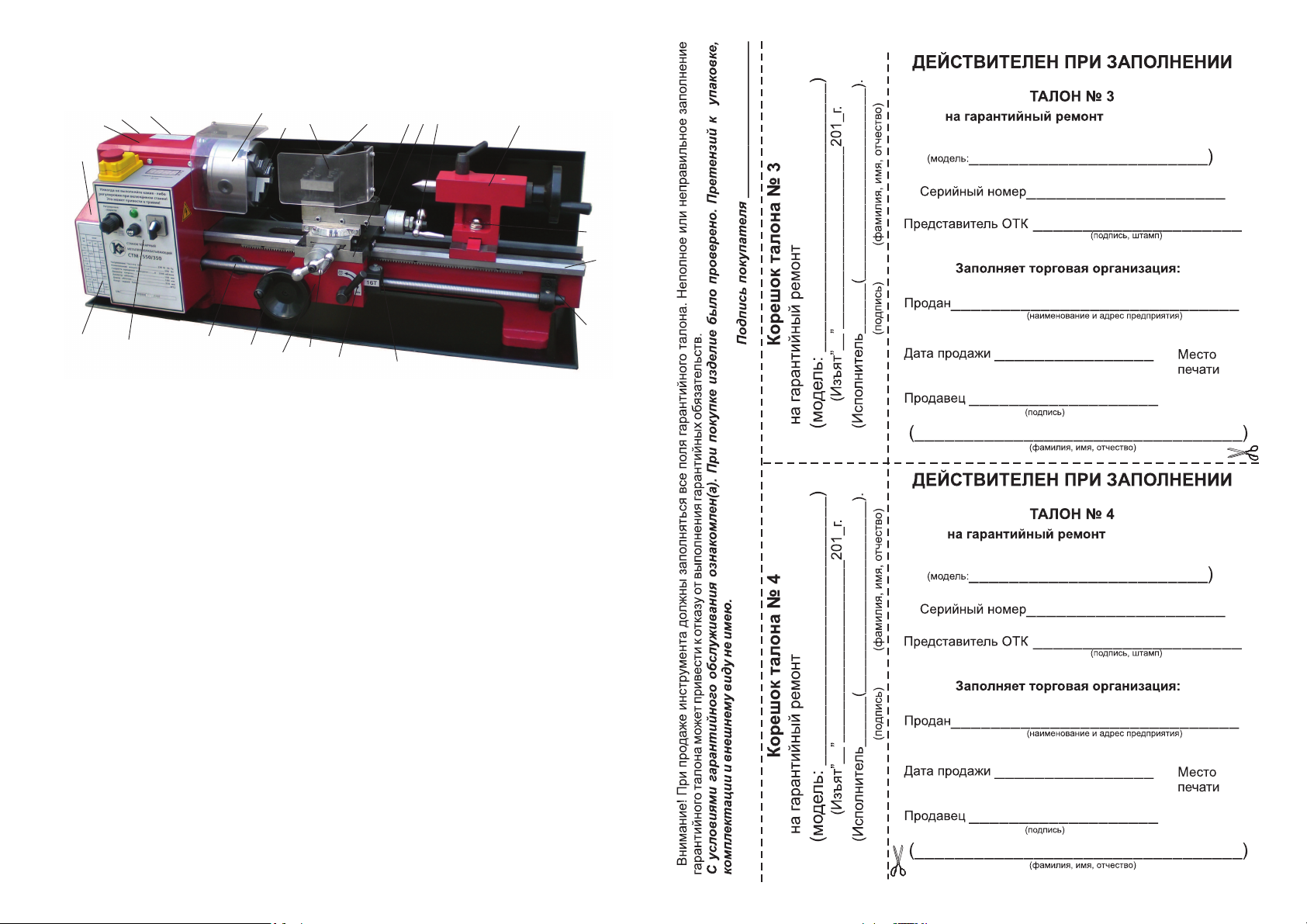
4. Общий вид инструмента
4.1 Общий вид станка схематично представлен на рис.1
1 - передняя бабка;
3 - защитный щиток;
4 - трехкулачковый самоцентрирующийся патрон;
5 - ручка фиксации резцедержателя;
6 - поперечный суппорт;
7 - поворотный суппорт;
9 - задняя бабка;
10 - гайка крепления задней бабки;
11 - станина;
12 - опора винта подачи каретки;
13 - ручка подачи поворотного суппорта;
14 - индикатор нарезания резьбы;
15 - рычаг включения автоматической подачи;
16 - ручка подачи поперечного суппорта;
17 - каретка;
18 - маховик ручной подачи каретки;
19 - ходовой винт подачи каретки;
20 - индикаторная таблица нарезания резьбы;
21 - защитный кожух;
22 - блок управления.
Находится с обратной стороны корпуса станка (на рисунке не представлено):
2 - рычаг переключения скорости (низкая/высокая);
8 - рычаг установки направления подачи (вперед/нейтральная/назад).
рис. 1
1
2 8
3
3
4
65 7 13
9
10
11
12
14
15
17
16
18
19
22
20
21
21
станка
станка
станкастанка
Page 5

20
5
4.2 Общий вид блока управления станка 22 (рис.1) схематично пред-
ставлен на рис.2
5. Инструкция по технике безопасности
Внимание! Не подключайте станок к сети питания до тех пор, пока
внимательно не ознакомитесь с нижеизложенными рекомендациями,
пока поэтапно не пройдете все пункты настройки и регулировки станка.
5.1 Общие указания по обеспечению безопасности при работе со стан-
ком:
- Правильно устанавливайте и всегда содержите в рабочем состоянии
все защитные устройства.
- Прежде чем включать станок, убедитесь в том, что все используемые
при настройке инструменты удалены со станка.
- Место проведения работ на станке, должно быть ограждено и хорошо
освещенно. Содержите рабочее место в чистоте, не допускайте загромождения посторонними предметами. Не допускайте использование станка в
помещениях со скользкими полом.
- Не работайте на станке в сырых помещениях и помещениях с высокой
влажностью воздуха.
- Дети и посторонние лица должны находится на безопасном расстоянии от рабочего места.
- Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций станка для работ, на которые он не рассчитан.
- При работе на станке не надевайте излишне свободную одежду, перчатки, галстуки, украшения. Всегда работайте в не скользящей обуви и
убирайте назад длинные волосы.
- При работе на станке используйте индивидуальные средства защиты
глаз и ушей, а так же при отсутствии на рабочем месте эффективной
системы пылеудаления, дыхательных путей.
1
2
3
4
5
6
рис. 2
1 - Аварийный выключатель
2 - Счётчик, показывающий скорость вра-
щения шпинделя
3 - Ручка регулировки скорости
4 - Сигнальная лампа
5 - Предохранитель
6 - Переключатель направления вращения
шпинделя:
(вперёд/выключить/назад)
Page 6

6
- Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь
над вращающимися деталями и агрегатами, не опирайтесь на работающий станок.
- Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок, дождитесь полной остановки двигателя и
выдерните шнур из сети.
- Не допускайте неправильной эксплуатации шнура питания, не тяните
за шнур при отсоединении вилки от розетки. Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
- После запуска станка дайте ему поработать на холостом ходу. Если
в это время Вы услышите посторонний шум или почувствуете сильную
вибрацию выключите станок, выньте вилку шнура питания из розетки
электрической сети и установите причину этого явления. Не включайте
станок, прежде чем будет найдена и устранена причина неисправности.
- Не работайте на станке в состоянии алкогольного или наркотического
опьянения.
5.2 Дополнительные указания по обеспечению безопасности при
работе со станком:
- Никогда не выполняйте токарную операцию, если не установлены:
защитные кожухи или крышки вращающихся узлов и элементов.
электропроводки, предусмотренные инструкцией.
- Никогда не выполняйте точения глубже , чем 0,2 мм за один проход.
- Обеспечивайте необходимое крепление и положение резца в резцедержателе.
- Обеспечивайте достаточное крепление обрабатываемой детали.
- Останавливайте станок, проверяйте состояние крепления и положение всех сопрягаемых деталей, узлов и механизмов станка после 50 часов
наработки.
- Не обрабатывайте отлитые заготовки с не обрезанными литниками и
приливами, с раковинами и остатками формовочной смеси.
- Не пытайтесь остановить патрон или заготовку руками, не вставляйте
ключ в не остановившийся патрон.
- Не включайте станок с вставленным в патрон ключом или не зажатой
заготовкой.
- Не включайте и не выключайте станок при не отведённом резце от
заготовки.
- При работе задняя бабка должна быть закреплена или, если это не
соответствует данной операции, снята.
- Не допускайте скопление стружки в поддоне станка.
- Стружку из поддона убирать при помощи крючка и щётки.
- При техническом обслуживании не допускайте попадания смазочных
материалов на кнопки и рычаги управления.
- Убирайте со станка обтирочную ветошь.
19
станка
станка
станкастанка
Page 7

18
ПРИЛОЖЕНИЕ
Таблица 1
Комбинаций шестерён для нарезания метрической резьбы:
Шаг,
мм
Комбинация шестерён
для нарезания метрической
резьбы
A B C D
0,5
40 60 30 60
0,7
35 60 40 50
0,8
40 60 40 50
1,0
60 45 30 60
1,25
40 60 50 40
1,5
40 60 60 40
1,75
35 60 60 30
2,0
60 50 50 45
2,5
50 60 60 30
7
- Производить измерения обрабатываемой детали при помощи мерительных приборов только после полной остановки патрона и приводов
суппортов и каретки.
- Не допускать наматывания стружки на резец и обрабатываемую заготовку.
- Не допускать попадания стружки на ходовой винт.
- Включать станок только с зажатой заготовкой или сведёнными и зажатыми кулачками патрона.
6. Подключение станка к источнику питания
Внимание! Запрещается начинать работу станком, не выполнив требований по технике безопасности, указанных в разделе 5 настоящего
руководства.
Внимание! Проверьте соответствие напряжения источника питания
и соединений требованиям Вашего станка. Для этого достаточно взглянуть на табличку с техническими данными на двигателе станка.
6.1 Электрические соединения.
- Запрещается переделывать вилку, если она не входит в розетку. Вместо этого квалифицированный электрик должен установить соответствующую розетку.
- При повреждении шнура питания замените его в сервисном центре.
Внимание! Этот станок предназначен для использования только в сухом
помещении. Не допускать установки станка во влажных помещениях.
6.2 Требования к двигателю.
Внимание! Для исключения опасности повреждения двигателя, регулярно очищайте двигатель от стружки и пыли. Таким образом, обеспечивается его беспрепятственное охлаждение.
Колебания напряжения сети в пределах +/- 10% относительно номинального значения не влияют на нормальную работу станка. При тяжёлой нагрузке, однако, необходимо, чтобы на двигатель подавалось напряжение 220 В.
- Если двигатель не запускается или внезапно останавливается при
работе, сразу же отключите станок. Попытайтесь по таблице возможных
неисправностей найти и устранить возможную причину.
- Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах, при перегрузках, пониженном напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов). Поэтому всегда с помощью квалифицированного электрика проверяйте все
разъёмы, рабочее напряжение и потребляемый ток.
6.3. Распаковка
- Открыть коробку, извлечь все комплектующие и детали.
- Проверить комплектность станка.
Внимание! На некоторые детали нанесено защитное покрытие.
Page 8

8
Для обеспечения правильной сборки и работы, необходимо снять
защитное покрытие. Защитное покрытие легко удаляется растворителем,
с помощью мягкой салфетки.
Внимание! Растворители могут повредить поверхность. Для очистки
окрашенных, пластмассовых и резиновых деталей используйте мыло и
воду. Тщательно протрите все детали чистой сухой салфеткой, и слегка
смажьте машинным маслом все обработанные поверхности.
6.4 Сборка
Внимание! Не пытайтесь эксплуатировать станок до окончания монтажных работ и всех предварительных проверок в соответствии с данным руководством.
- Токарный станок должен устанавливаться на прочном, тяжёлом верстаке достаточной высоты, чтобы оператору не пришлось наклоняться в
процессе работы. Соблюдайте осторожность при перемещении станка с
учётом его веса. При установке Вам потребуется посторонняя помощь.
- При установке станка убедитесь, что источник света направлен на
рабочее место, оператор не должен работать в собственной тени. Убедительно рекомендуем надёжно прикрепить станок болтами к верстаку,
используя резьбовые отверстия для крепления ножек. Это повысит стабильность и, соответственно, безопасность работы.
- Просверлите четыре отверстия на рабочей поверхности верстака и
болтами с шайбами (не поставляются) прикрепить станок с поддоном к
верстаку.
- В транспортном положении ручка подачи поперечного суппорта 16
(рис.1) развёрнута в обратном направлении. Снять её, отвинтив крепёжный винт, и установить ручку правильно.
Также установите ручку подачи поворотного суппорта 13 (рис.1). Про-
верьте, чтобы ручки перемещались правильно и плавно.
- Прикрепите пластиковые ручки к маховикам: ручной подачи каретки
18 (рис.1) и подачи пиноли задней бабки.
- Регулировки каретки 17 (рис.1), поперечного суппорта 6 (рис.1) и пово-
ротного суппорта 7 (рис.1) выполнены на заводе-изготовителе для обеспечения плавного движения в обоих направлениях. если же станок разрегулировался во время транспортировки, см. раздел “Регулировка”, где описаны методы регулировки.
- Самоцентрирующийся 3-х кулачковый патрон 4 (рис.1) крепится на
фланце шпинделя при помощи трех шпилек и трёх крепёжных гаек.
- Защитный щиток 3 (рис.1) крепится при помощи двух винтов.
- Установите заднюю бабку 9 (рис.1) на направляющие станины и закрепите гайкой расположенной на основании задней бабки.
- В конус пиноли задней бабки 9 (рис.1) вставьте центр.
- В резцедержателе установите и при помощи болтов закрепите резец.
17
ПРИЛОЖЕНИЕ
Перечень возможных неисправностей приведён в таблице ниже:
Неисправность Причина Методы устранения
Двигатель не запускается
- нет напряжения в сети
- неисправен выключатель
- статор или ротор сгорели
- повышенный износ
щеток
- проверьте напряжение в
сети
- проверьте выключатель
- замените щетки на новые
Двигатель не развивает
полную скорость и не
работает на полную мощность
- низкое напряжение
- перегрузка по сети
- сгорание или обрыв
обмотки
- слишком длинный удлинитель
- проверьте напряжение в
сети
- замените удлинитель на
более короткий
Двигатель перегревается,
останавливается, срабатывают автоматические
выключатели или предохранители
- двигатель перегружен
- сгорание или обрыв в
обмотке
- предохранители и автоматические выключатели
имеют недостаточный
запас по току
- уменьшите скорость подачи
заготовки
- установите предохранители и прерыватели соответствующей мощности
Внимание! Устранение неисправностей, связанных с разборкой
станка, должны производиться в сервисных центрах квалифицированными специалистами.
Page 9

16
водится за счёт Покупателя.
10.5 В том случае, если неисправность станка вызвана нарушением
условий его эксплуатаций или Покупателем нарушены условия, предусмотренные п. 10.3 Продавец с согласия покупателя вправе осуществить
ремонт станка за отдельную плату.
10.6 На продавца не могут быть возложены иные, не предусмотренные
настоящим руководством, обязательства.
10.7 Гарантия не распространяется на:
- любые поломки связанные с погодными условиями (дождь, мороз,
снег);
- при появлении неисправностей, вызванных действием непреодолимой силы (несчастный случай, пожар, наводнение, удар молнии и т.п.);
- нормальный износ: станка, так же, как и все электрические устройства,
нуждается в должном техническом обслуживании. Гарантией не покрывается ремонт, потребность в котором возникает вследствие нормального
износа, сокращающего срок службы частей и оборудования;
- на износ таких частей, как присоединительные контакты, провода,
ремни, и т.п;
- естественный износ (полная выработка ресурса, сильное внутреннее
или внешнее загрязнение);
- на оборудование и его части выход из строя которых стал следствием
неправильной установки, несанкционированной модификации, неправильного применения, небрежности, неправильного обслуживания,
ремонта или хранения, что неблагоприятно влияет на его характеристики
и надёжность.
10.8 На неисправности, возникшие в результате перегрузки станка,
повлекшие выход из строя электродвигателя или других узлов и деталей.
К безусловным признакам перегрузки станка относятся, помимо прочих: появление цветов побежалости, деформация или оплавления деталей
и узлов станка, потемнение или обугливание изоляции проводов электродвигателя под действием высокой температуры.
9
6.5 Регулировка
Станок был собран и полностью отрегулирован на заводе - изготовителе. Во время транспортировки регулировки могут нарушиться, поэтому
перед началом эксплуатации станка регулировки необходимо проверить
вновь.
Внимание! Никогда не выполняйте какие-либо регулировки при включённом станке. Это может привести к травме! Станок должен быть
надёжно закреплён на верстаке, чтобы предотвратить опасность опрокидывания или скольжения!
6.6 Регулировка перемещения поворотного суппорта.
- Ослабьте все винты и контргайки клина равномерно. Закручивая
винты прилагать одинаковый крутящий момент к каждому винту. Удерживайте поворотный суппорт 7 (рис.1). Проверьте с помощью осторожного поворота ручки подачи поворотного суппорта плавность и равномерность перемещения поворотного суппорта.
- Если движение затруднено, вывинтить, вывинтите каждый регулировочный винт только на одну четвертую оборота и затяните контргайку.
- Проверьте еще раз плавность хода, поворачивая рукоятку. Движение
должно быть равномерным и плавным по всей длине перемещения поворотного суппорта.
- Если движение слишком свободное, закрутите все регулировочные
винты на одну восьмую оборота и затяните контргайки. Проверьте еще
раз.
- Закрепите все контр гайки, соблюдая осторожность, чтобы не сместить регулировочные винты клина.
- По окончанию регулировки полностью выдвиньте суппорт 7 (рис.1) и
смажьте все сопрягаемые поверхности и резьбу ходового винта.
6.7 Регулировка ручки подачи поворотного суппорта.
- Подача поворотного суппорта должна осуществляться равномерно и
плавно, и шкала должна поворачиваться вместе с ручкой.
- В случае возникновения затруднения движения, проверьте, возможно,
между сопряженными поверхностями ручки попала стружка. Отвинтите
крепежную гайку, закрепляющую ручку подачи поворотного суппорта.
Снимите ручку 13 (рис.1) и лимб со шкалой.
- Очистите узел и соберите в обратном порядке.
6.8 Регулировка поперечного суппорта.
- Регулировка поперечного суппорта выполняется также как поворотного.
6.9 Регулировка ручки подачи поперечного суппорта.
- Регулировка ручки подачи поперечного суппорта 16 (рис.1) выполняется аналогично.
Внимание! Очень важно правильно произвести регулировку попереч-
Page 10

10
ного и поворотного суппортов, чтобы их движение было плавным. Неправильная регулировка окажет серьёзное влияние на качество работы, так
как это скажется на режущем инструменте.
7. Использование станка
Внимание! Перед установкой станка в режим низкой или высокой скорости убедитесь, что шестерни находятся в зацеплении, по характерному щелчку в момент включения или вращая патрон рукой. Станок при
этом выключен!
7.1 Подготовка к работе.
- Перед включением станка убедитесь в том, что рычаг регулировки скорости 2 (рис.1) находится в положении /низкое/, ручка регулировки скорости 3 (рис.2)в крайнем положении против часовой стрелки.
- Ручкой подачи поперечного суппорта 16 (рис.1) и маховиком ручной
подачи каретки 18 (рис.1) отведите резец достаточно далеко от патрона 4
(рис.1) и заготовки.
- Установите рычаг включения автоматической подачи 15 (рис.1) в поло-
жение ВЫКЛ. /вверх/.
- Установите переключатель направления вращения шпинделя 6 (рис.2)
в положение ВЫКЛ.
- Включите кнопку 1 (рис.2) аварийного выключателя, нажмите красную кнопку сдвигая ее в сторону передней бабки 1 (рис.1), как показано
стрелкой на кнопке 1 (рис.2). Загорится зелёная лампочка
- При помощи ключа патрона раздвиньте кулачки патрона 4 (рис.1),
вставьте заготовку, и при помощи ключа патрона зажмите заготовку в
трехкулачковом самоцентрирующемся патроне 4 (рис.1).
- Переместите заднюю бабку 9 (рис.1) до упора заготовки в центр задней бабки. Закрепите заднюю бабку 9 (рис.1) в этой позиции гайкой 10
(рис.1), расположенной в основании задней бабки 12 (рис.1). Разожмите
корпус задней бабки 9 (рис.1), вращая ручку фиксации положения пиноли
в корпусе задней бабки 9 (рис.1) против часовой стрелки. Маховиком
перемещения пиноли задней бабки подожмите центр. Зажмите корпус
задней бабки 9 (рис.1), вращая ручку в противоположном направлении до
определенного усилия.
- При снятии детали со станка операцию выполнить в обратном порядке.
- Выкрутите три болта и установите резец в резцедержатель, равномерно
поджав болты убедитесь, что режущая часть головки резца находится по
центру диаметра заготовки (проверяется по центру задней бабки), затяните болты. Вылет головки резца должен быть примерно 10 мм, но не превышать 15 мм.
- Для ускорения и удобства работы, можно установить в резцедержателе два резца, при условии что резец в резцедержателе закрепляется
15
смазки шестерней и ходовых винтов применять густую смазку типа
ЛИТОЛ.
9.10 Если станок внесён в зимнее время в отапливаемое помещение с
улицы или из холодного помещения, его не распаковывать и не включать в
течение 8 часов. Станок должен прогреться до температуры окружающего
воздуха. В противном случае станок может выйти из строя при включении, из-за сконденсировавшейся влаги на деталях электродвигателя.
10. Гарантия изготовителя (поставщика).
10.1 Гарантийный срок эксплуатации станка - 12 календарных месяцев
со дня продажи.
10.2 В случае выхода станка из строя в течение гарантийного срока эксплуатации по вине изготовителя, владелец имеет право на бесплатный
гарантийный ремонт, при соблюдении следующих условий:
- отсутствие механических повреждений;
- отсутствие признаков нарушения требований руководства по эксплуатации;
- наличие в руководстве по эксплуатации отметки о продаже и наличие
подписи покупателя;
- соответствие серийного номера станка серийному номеру в гарантийном талоне;
- отсутствие следов неквалифицированного ремонта.
Удовлетворение претензий потребителя с недостатками по вине изготовителя производится в соответствии с законом РФ «О защите прав потребителей».
Адреса гарантийных мастерских:
1) 127282, г. Москва, ул. Полярная, д. 31а т. (495) 796-94-93
2) 141074, г. Королёв, М.О., ул. Пионерская, д.1б т. (495) 513-44-09
3) 140091, г. Дзержинский, М.О., ул. Энергетиков, д. 22, кор. 2 т. (495) 221-66- 53
10.3 Безвозмездный ремонт или замена станка в течение гарантийного
срока эксплуатации производится при условии соблюдения потребителем
правил эксплуатации и технического обслуживания, хранения и транспортировки.
10.4 При обнаружении Покупателем каких-либо неисправностей
станка, в течение срока, указанного в п. 10.1 он должен проинформировать об этом Продавца и предоставить станок Продавцу для проверки.
Максимальный срок проверки - в соответствии с законом РФ «О защите
прав потребителей». В случае обоснованности претензий Продавец обязуется за свой счёт осуществить ремонт станка или его замену. Транспортировка станка для экспертизы, гарантийного ремонта или замены произ-
Page 11

14
- Направление нарезания резьбы (левая или правая) устанавливается
положением переключателя направления вращения шпинделя 6 (рис.2).
8. Срок службы и хранение
8.1 Срок службы станка 3 года.
8.2 Хранить станок необходимо в сухом отапливаемом, вентилируемом помещении, защищённом от проникновения паров кислот, целочей и
пылеобразивных веществ, при температуре не ниже +5 0С и относительной влажности не более 70%.
8.3 Указанный срок службы действителен при соблюдении потребителем требований настоящего руководства по эксплуатации.
9. Техническое обслуживание
Внимание! Для Вашей собственной безопасности необходимо выключить станок и отключить станок от электрической сети перед выполнением обслуживания станка!
9.1 Содержите станок и рабочее место в чистоте. Не допускайте накапливания пыли, стружки и посторонних предметов на станке и внутри
корпуса. Освобождайте все трущиеся узлы и детали от пыли, стружки и
посторонних предметов. Периодически очищайте сжатым воздухом.
9.2 Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае износа, повреждения следует заменять немедленно.
9.3 Станок необходимо всегда проверять перед работой. Все неисправности должны быть устранены, и выполнены регулировки. Повреждения
поверхности салазок станка необходимо устранить при помощи шабера.
Проверяйте вручную плавность работы всех деталей.
9.4 Перед началом работы и после окончания капнуть несколько капель
масла в концевые опоры ходового винта и еще один или два раза в течении дня, если станок непрерывно эксплуатируется. Для смазки левой концевой опоры требуется снять кожух с зубчатой передачи.
9.5 Перед началом работы и после окончания капнуть несколько капель
масла на направляющие суппорта.
9.6 После окончания работы удалить стружку со станка и тщательно
очистите все поверхности. Рабочие поверхности должны быть сухими,
слегка смазаны маслом.
9.7 Останавливайте станок, проверяйте состояние крепления и положение всех сопрягаемых деталей, узлов и механизмов станка после 50 часов
наработки.
9.8 Перед началом работы слегка покрыть шестерни машинным маслом, смазать винт хода по всей длине и оси ручек вращения, смазать внешний диаметр пиноли задней бабки.
9.9 Для смазки поверхностей станка применять машинное масло. Для
11
тремя болтами.
- Поверните рычаг фиксации резцедержателя против часовой стрелки,
поворачивая резцедержатель выбрать необходимый для данной операции
резец, зафиксировать положение резцедержателя, повернув зажимной
рычаг в обратном направлении с определённым усилием.
- Для замены кулачков вставить ключ в патрон, вращая ключ против
часовой стрелки полностью разжать кулачки патрона. После их можно
извлечь, соблюдая очерёдность. Для установки кулачков сохранить последовательность, в обратном порядке соблюдая очерёдность кулачков.
7.2 Включение станка.
- Вставьте электрическую вилку в розетку с напряжением 220 В.
- Для включения станка необходимо: установить ручку 2 (рис.1) в положение /Низкая/, переключатель 6 (рис.2) установите в положение /вперёд/, поверните ручку регулировки скорости 3 (рис.2) по часовой стрелке.
После щелчка, вращение ручки по часовой стрелке соответствует увеличению частоты вращения шпинделя.
- Станок должен поработать 5 минут за это время скорость шпинделя
постепенно повысится до максимальной.
- Убедитесь в том, что все элементы станка надёжно закреплены и работают равномерно и правильно.
- Установите ручку 2 (рис.1) в положение /Высокая/. Повторите операцию, описанную выше.
Внимание! Система электропитания станка оборудована автоматической защитой от перегрузок. В случае, если станок перегружен, мотор
автоматически выключается. Чтобы перезапустить станок, установите переключатель 6 (рис.2) в положение ВЫКЛ. и устраните причины
перегрузки. Повторите п.7.2.
7.3 Операция - точение.
- Установки и подача резца в продольном направлении станины станка
производится вращением маховика ручной подачи каретки 18 (рис.1).
- Точная установка и подача резца в продольном направлении производится ручкой подачи поворотного суппорта 13 (рис.1) установленного
параллельно ходового винта 19 (рис.1), что соответствует совмещению
меток на поперечном суппорте и шкалы поворотного суппорта.
- Расстояние прохождения резца контролируется лимбом установленном на поворотном суппорте 7 (рис.1) (1 деление = 0,025 мм).
- Установки и подача резца в поперечном направлении (установка глубины резания) производится вращением ручки подачи поперечного суппорта 16 (рис.1).
- Глубина подачи резца в поперечном направлении контролируется по
шкале лимба поперечного суппорта 6 (рис.1), при этом глубина прохода
не должна превышать 0,2мм (1 деление лимба = 0,025мм).
Page 12

12
- Для выполнения конусного точения необходимо ручкой подачи пово-
ротного.
- Конусное точение выполняется вращением ручки подачи поворотного
суппорта 13 (рис.1) для перемещения вперед режущего инструмента. Размер контролируется показаниями лимба (1 деление = 0,025мм).
- Обнуление лимбов поперечного и поворотного суппортов производится вращением от руки соответствующего лимба до совмещения рисок
нулевых отметок.
- Направление вращения шпинделя определяется положением переключателя направления вращения шпинделя 6 (рис.2) /вперёд/выключено/
назад/.
Внимание! Менять направление вращения шпинделя можно только
после полной остановки двигателя!
7.4 Операция - точение с автоматической подачей.
- Точение производится, как описано выше.
- Положение переключателя направления вращения шпинделя 6 (рис.2)
в положении /вперёд/.
- Рычагом автоматической подачи 15 (рис.1) приводится в действие
автоматическое перемещение каретки.
- Направление движения каретки определяется положением рычага
установки направления подачи каретки 8 (рис.1).
7.5 Операция - нарезание резьбы.
- Эта операция требует определённых навыков и точности, поэтому её
следует выполнять, имея опыт работы на токарно - винторезных станках.
- Установить соответствующие шестерни (см. Приложение табл.1) для
предполагаемой резьбы и установить режущий инструмент, требуемый
для данного типа резьбы.
- Точение резьбы производится за несколько приёмов т.к. рекомендуемая глубина точения - 0,1мм.
- Для выполнения этой операции необходимо чётко знать о назначении
каждого органа управления станком.
- Более подробная информация по методам нарезания резьбы, режущим
инструментам и др. приводится в соответствующих справочниках, либо
вы можете получить рекомендации у квалифицированного специалиста.
7.6 Замена шестерён для нарезки резьбы.
- Заводские регулировки станка предусмотрены для нормальной
обточки с использованием автоматической или ручной подачи, и конфигурации шестерён следующие: Шестерни: А - Z=20; B - Z=80; C - Z=20;
D - Z=80.
- Для замены шестерён убедитесь, что аварийный выключатель 1 (рис.2)
установлен в положение /ВЫКЛ./, станок отключён от источника питания.
- Снимите защитный кожух 21 (рис.1), который закреплён двумя вин-
13
тами с шестигранными головками.
- Комбинация использования шестерён для нарезания резьбы (см. При-
ложение табл.1)
Примеры (метрическая резьба):
а) рис.3 - для нарезания резьбы шагом =0,5 мм
используйте положение шестерён:
40Z в позиции А; 60Z в позиции В; 60 Z в позиции D; и любую подходящую шестерню в позиции
С;
Шестерня А может рассматриваться, как ведущая, а шестерня D - как ведомая.
- Когда конфигурация зубчатой передачи простая, как показана на рис.3 суппорта 13 (рис.1)
отвести поворотный суппорт 7 (рис.1) так, чтобы
освободить два установочных болта. Ослабить
натяжение болтов, установить поворотный суппорт 7 (рис.1) на необходимый угол, по показаниям шкалы. Шестерня В действует как холостая и
ее размер не имеет значения - любая подходящая подойдёт для соединения А и D.
- Позиции валов, несущих шестерни А и D, фиксированные, поэтому
все регулировки выполняются на валах несущих шестерни В и С, и кулисе.
- Отвинтить винты, закрепляющие шестерни А и D и закрепить
шестерни В и С. Для полного расцепления шестерён В и С и обеспечения
удобной сборки открутить гайку закрепляющую кулису.
- Осторожно снять шестерни, чтобы сохранить на месте маленькие
шпонки на валах и установить необходимые шестерни. Количество зубьев
на каждой шестерни промаркировано. Установите крепёжные болты, убедившись, что плоские шайбы установлены на втулках шестерён в каждом
случае.
- Установите защитный кожух 21 (рис.1) и закрепите его двумя болтами.
7.7 Нарезание резьбы
- Включите станок. Вращая маховик ручной подачи каретки 18 (рис.1)
подвести резец к началу предполагаемой резьбы.
- Ручкой подачи поперечного суппорта 16 (рис.1) установите глубину
нарезания, не превышая 0,2 мм за один проход. Резко приведите в действие рычаг автоматической подачи 15 (рис.1) и начните нарезание резьбы.
- По мере приближения к концу резьбы, расцепите рычаг автоматической подачи 15 (рис.1). Не выключайте станок.
- Отведите резец, используя ручку подачи поперечного суппорта 16
(рис.1). Вращая маховик ручной подачи каретки 18 (рис.1), отведите
каретку назад к началу нарезания резьбы.
- Направление движения автоматической подачи каретки определяется
положением рычага установки направления подачи каретки 8 (рис.1).
рис. 3
 Loading...
Loading...