

Page 1
Page 2
Уважаемый покупатель!
При покупке сварочного инвертора:
(модели: СВИ - 160АПГ) убедитесь, что в талоне на гарантийный ремонт поставлены: штамп магазина, дата продажи и подпись продавца, а также указана
модель и заводской номер сварочного инвертора.
Перед включением внимательно изучите настоящий паспорт. В процессе эксплуатации соблюдайте требования настоящего руководства, чтобы обеспечить
оптимальное функционирование оборудования и продлить срок его службы.
Комплексное полное техническое обслуживание и ремонт в объёме, превышающем перечисленные данным руководством операции, должны производится
квалифицированным персоналом на специализированных предприятиях. Установка, и необходимое техническое обслуживание оборудования производится
пользователем и допускается только после изучения данного руководства по эксплуатации.
1. Основные сведения об изделии
1.1 Сварочный инвертор (далее по тексту - инвертор) предназначен для аргоно-дуговой сварки нержавеющей, легированной, углеродистой стали и других
цветных металлов в режиме постоянного тока (DC), а в режиме переменного
тока (AC) - для сварки алюминия и его сплавов.
Изготовитель/ поставщик не отвечает за повреждения, вызванные ненадлежащим использованием инвертора. Риск несёт исключительно пользователь. Использование по назначению предполагает соблюдение инструкций по эксплуатации, а также требований по проверке и техническому обслуживанию.
1.2 Данная модель предназначена для работы в условиях умеренного климата
при температуре от +10 до +400С и относительной влажности воздуха не более
80%.
1.3 Транспортировка инвертора производится в закрытых транспортных средствах в соответствии с правилами перевозки грузов, действующих на транспорте
данного вида.
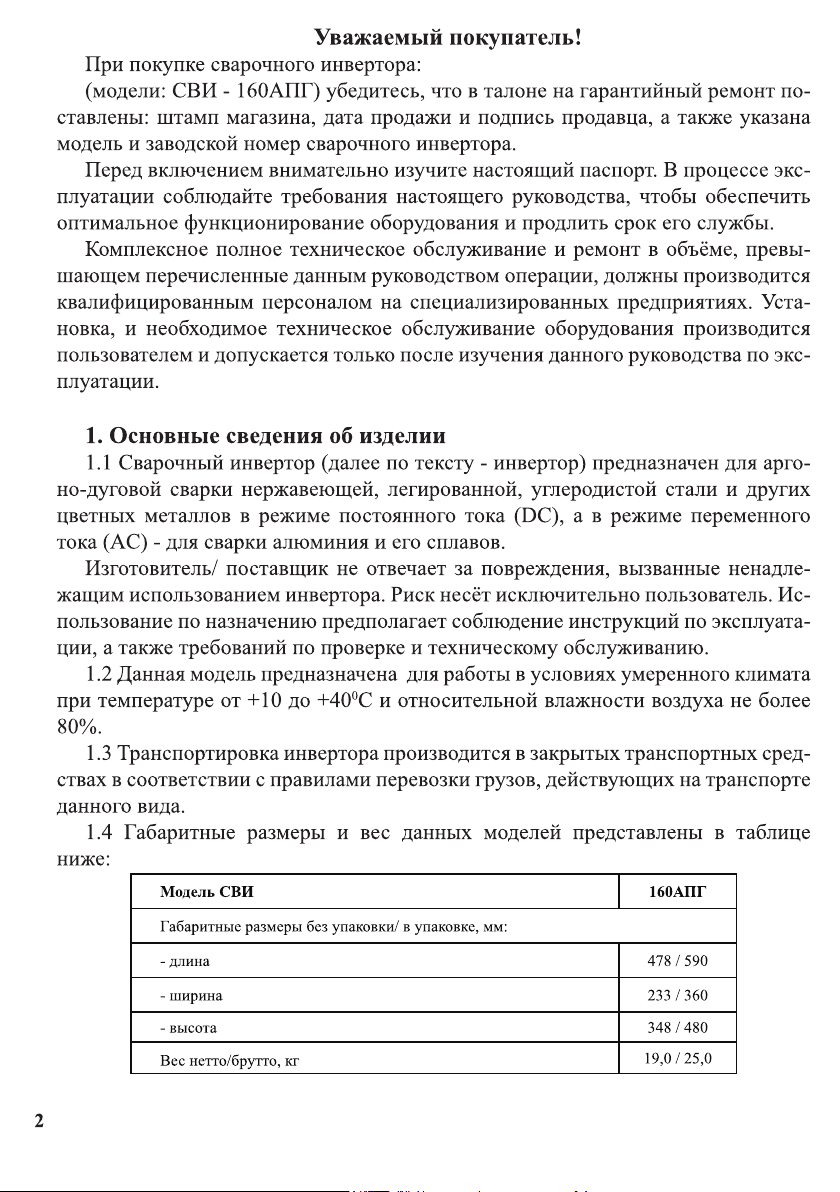
1.4 Габаритные размеры и вес данных моделей представлены в таблице
ниже:
Модель СВИ 160АПГ
Габаритные размеры без упаковки/ в упаковке, мм:
- длина 478 / 590
- ширина 233 / 360
- высота 348 / 480
Вес нетто/брутто, кг
19,0 / 25,0
Page 3
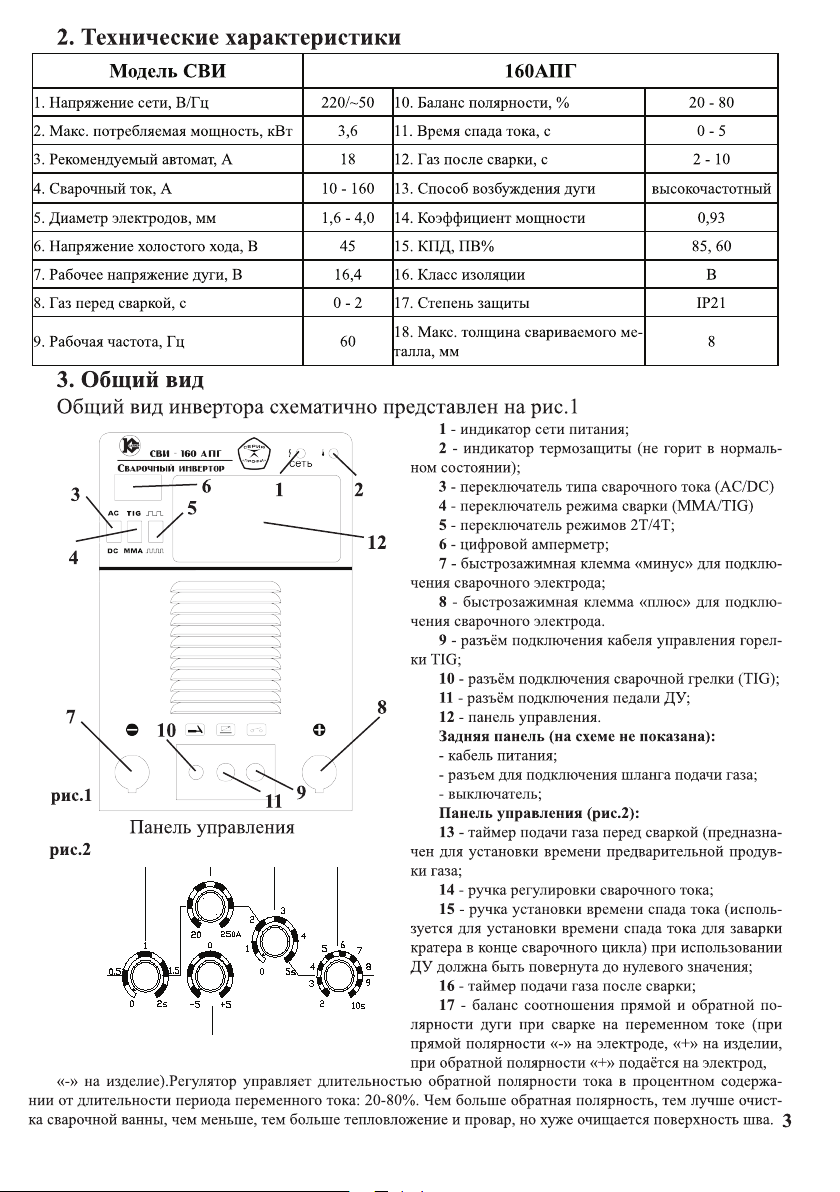
2. Технические характеристики
11 12 14 19
18
15
Модель СВИ 160АПГ
1. Напряжение сети, В/Гц 220/~50 10. Баланс полярности, % 20 - 80
2. Макс. потребляемая мощность, кВт 3,6 11. Время спада тока, с 0 - 5
3. Рекомендуемый автомат, А 18 12. Газ после сварки, с 2 - 10
4. Сварочный ток, А 10 - 160 13. Способ возбуждения дуги высокочастотный
5. Диаметр электродов, мм 1,6 - 4,0 14. Коэффициент мощности 0,93
6. Напряжение холостого хода, В 45 15. КПД, ПВ% 85, 60
7. Рабочее напряжение дуги, В 16,4 16. Класс изоляции B
8. Газ перед сваркой, с 0 - 2 17. Степень защиты IP21
9. Рабочая частота, Гц 60
18. Макс. толщина свариваемого металла, мм
8
3. Общий вид
Общий вид инвертора схематично представлен на рис.1
13 14
15 16
17
Page 4
Page 5
Page 6

6. Работа
6.1 В большинстве случаев электрод подключается к быстрозажимной
клемме «плюс» 8 рис.1, однако есть некоторые виды электродов, подключаемых к быстрозажимной клемме «минус» 7 рис.1, поэтому подключать
сварочные кабели следует в соответствии с полярностью аппарата «+» и
«-» и типом электродов.
6.2 Рекомендуется всегда следовать инструкциям производителя о выборе вида электродов, так как в ней указаны и полярность подключения и
оптимальный ток сварки.
6.3 Ток сварки должен выбираться в зависимости от диаметра электрода и типа обрабатываемого материала. Ниже приводится таблица соответствия допустимого тока сварки и диаметра электрода:
Диаметр элек-
трода, мм
1,6 25 50
2,0 40 80
2,5 60 110
3,2 80 160
4,0 120 200
минимальный максимальный
Ток сварки, А
Помните, что характер сварочного шва зависит не только от силы
тока, но и от других параметров, таких как диаметр и качество электродов, длина дуги, скорости сварки и положения сварщика, а также от
состояния электродов, которые должны храниться в упаковке и быть
защищены от сырости.
6.4 Ток сварки регулируется с помощью ручки 14 (рис.1).
6.5 Чтобы начать сварку нужно прикоснуться к месту сварки концом
электрода, при этом движение руки должно быть похоже на то, каким вы
зажигаете спичку. Это и есть правильный метод зажигания дуги.
Внимание! Не стучите электродом по рабочей поверхности при попытках зажечь дугу, так как это может привести к его повреждению и
в дальнейшем только затруднит зажигание дуги.
6.6 Как только произойдёт зажигание дуги, электрод нужно держать на
таком расстоянии S (см. рис.3) от обрабатываемого материала, которое со-
ответствует диаметру электрода D (см. рис32). Для получения равномерного шва далее необходимо соблюдать эту дистанцию по возможности постоянной. Также необходимо помнить, что наклон оси электрода должне
быть примерно 20-30 градусов. (см. рис.4).
Page 7

рис.5
20°-30°
D=S
D
S
рис.6
13
14
9
10
11
12
Page 8

рис.7
20
21
15 16
19
17
18
Page 9

6.11 Режим TIG сварки на постоянном токе (TIG-DC)
6.11.1 Установите постоянный тип тока (DС) с помощью переключате-
ля 4 (рис.1). При выборе данного режима, можно задать следующие параметры: сила сварочного тока, время спада тока.
6.11.2 Отрегулируйте расход газа.
6.11.3 При нажатии кнопки на горелке, срабатывает электромагнитный
газовый клапан, начинается подача защитного газа.
Внимание! Прежде чем начинать сварку, необходимо продуть горелку
защитным газом. После завершения сварки подача газа должна осуществляться еще в течение нескольких секунд, чтобы защитить сварной шов
и вольфрамовый электрод.
6.11.4 При наличии педали дистанционного управления подключите
кабель ДУ в соответствующее гнездо на передней панели аппарата. Установите значение сварочного тока на панели управления равным нулю. В
этом случае регулировка силы сварочного тока и включение сварки осуществляется только педалью дистанционного управления.
6.12 TIG сварка режим 2T/4T.
6.12.1 Режим 2Т применяется для сварки короткими швами. Нажатие
кнопки управления горелкой запускает процесс сварки, отпускание – прерывает.
6.12.2 Режим 4Т - сварка начинается после кратковременного нажатия
кнопки управления на горелке и отключается после повторного нажатия.
Режим предназначен для сварки длинными швами.
6.13 Поддерживайте параметры сварки в пределах значений указанных
в таблице ниже:
Диаметр вольфрамовых электродов, мм Ток сварки, А Расход газа (л/мин)
1,0 15 - 80 4
1,6 70 - 150 5 - 6
2,4 150 - 250 6 - 7
7. Техническое обслуживание и Хранение
Внимание! Внеплановое техническое обслуживание должно прово-
диться только опытными квалифицированными специалистами.
7.1 Регулярно осматривайте внутренние узлы аппарата в зависимости
от частоты использования аппарата и степени запылённости рабочего места. Удаляйте накопившуюся пыль с внутренних частей инвертора только
при помощи сжатого воздуха низкого давления (не более 10 бар).
Page 10

Page 11

Page 12

9. Комплектация
В торговую инвертор поставляется в следующей комплектации:
1. Инвертор 1
2. Обратный кабель с зажимом 1
3. Интегрированная горелка для TIG сварки 1
4. Паспорт 1
5. Упаковка 1
10. Возможные неисправности и методы их устранения
В случае неудовлетворительной работы инвертора перед обращением
в сервисный центр проверьте следующее:
10.1 Убедитесь, что ток сварки, величина которого регулируется потенциометром, соответствует диаметру и типу используемого электрода.
10.2 Проверьте не загорелся ли индикатор, сигнализирующий о срабатывании термозащиты, в случае короткого замыкания, несоответствия напряжения питания или перегрева.
10.3 Для отдельных режимов сварки необходимо соблюдать особый
временной режим, то есть делать перерывы в работе для охлаждения аппарата. В случаях срабатывания термозащиты нужно подождать, пока аппарат не остынет, и проверить состояние вентилятора. При повторном
срабатывании термозащиты, необходимо выяснить причину перегрева и
устранить её.
10.4 Проверьте напряжение сети. Если оно слишком высокое или слишком низкое, то аппарат не будет работать. Для однофазных аппаратов допустимое значение напряжения 220В+/- 10%.
10.5 Убедитесь, что на выходе аппарата нет короткого замыкания, в
случае его наличия устраните его.
10.6 Проверьте качество и правильность соединений сварочного контура, зажимы должны быть чистыми и обеспечивать хороший контакт, кабель массы должен быть прочно закреплён на обрабатываемом материале
и между соединением не должно быть никаких изолирующих материалов
(например, лака или краски).
Page 13

6 7
A/V - A/V
5
4
3
2
1
8
9
Page 14

 Loading...
Loading...