

Page 1

Page 2
Уважаемый покупатель!
При покупке сварочного инвертора:
(модели: СВИ - 160АБП) убедитесь, что в талоне на гарантийный ремонт поставлены: штамп магазина, дата продажи и подпись продавца, а также указана
модель и заводской номер сварочного инвертора.
Перед включением внимательно изучите настоящий паспорт. В процессе эксплуатации соблюдайте требования настоящего руководства, чтобы обеспечить
оптимальное функционирование оборудования и продлить срок его службы.
Комплексное полное техническое обслуживание и ремонт в объёме, превышающем перечисленные данным руководством операции, должны производится
квалифицированным персоналом на специализированных предприятиях. Установка, и необходимое техническое обслуживание оборудования производится
пользователем и допускается только после изучения данного руководства по эксплуатации.
1. Основные сведения об изделии
1.1 Сварочный инвертор (далее по тексту - инвертор) предназначен для сварки и наплавки постоянным током покрытыми штучными электродами стальных
металлоконструкциий в бытовых условиях. Инвертор позволяет осуществлять
сварку всеми видами электродов: рутиловыми, базовыми, из нержавеющей стали и др.
Изготовитель/ поставщик не отвечает за повреждения, вызванные ненадлежа-
щим использованием инвертора. Риск несёт исключительно пользователь.
Использование по назначению предполагает соблюдение инструкций по экс-
плуатации, а также требований по проверке и техническому обслуживанию.
1.2 Данная модель предназначена для работы в условиях умеренного климата
при температуре от +10 до +400С и относительной влажности воздуха не более
80%.
1.3 Транспортировка инвертора производится в закрытых транспортных средствах в соответствии с правилами перевозки грузов, действующих на транспорте
данного вида.
1.4 Габаритные размеры и вес данных моделей представлены в таблице
ниже:
Модель СВИ 160АБП
Габаритные размеры без упаковки/ в упаковке, мм:
- длина 318 / 400
- ширина 120 / 215
- высота 198 / 295
Вес нетто, кг
2
Вес брутто, кг
6,5
9,0
Page 3
2. Технические характеристики
Модель СВИ 160АБП
1. Напряжение сети, В/Гц 220/~50
2. Максимальная потребляемая мощность, кВт 5,0
3. Рекомендуемый автомат, А 31
4. Сварочный ток, А 20 - 160
5. Диаметр электродов, мм 1,6 - 3,2
6. Коэффициент мощности 0,70
7. КПД, % 85
7. Класс изоляции F
8. Степень защиты IP21S
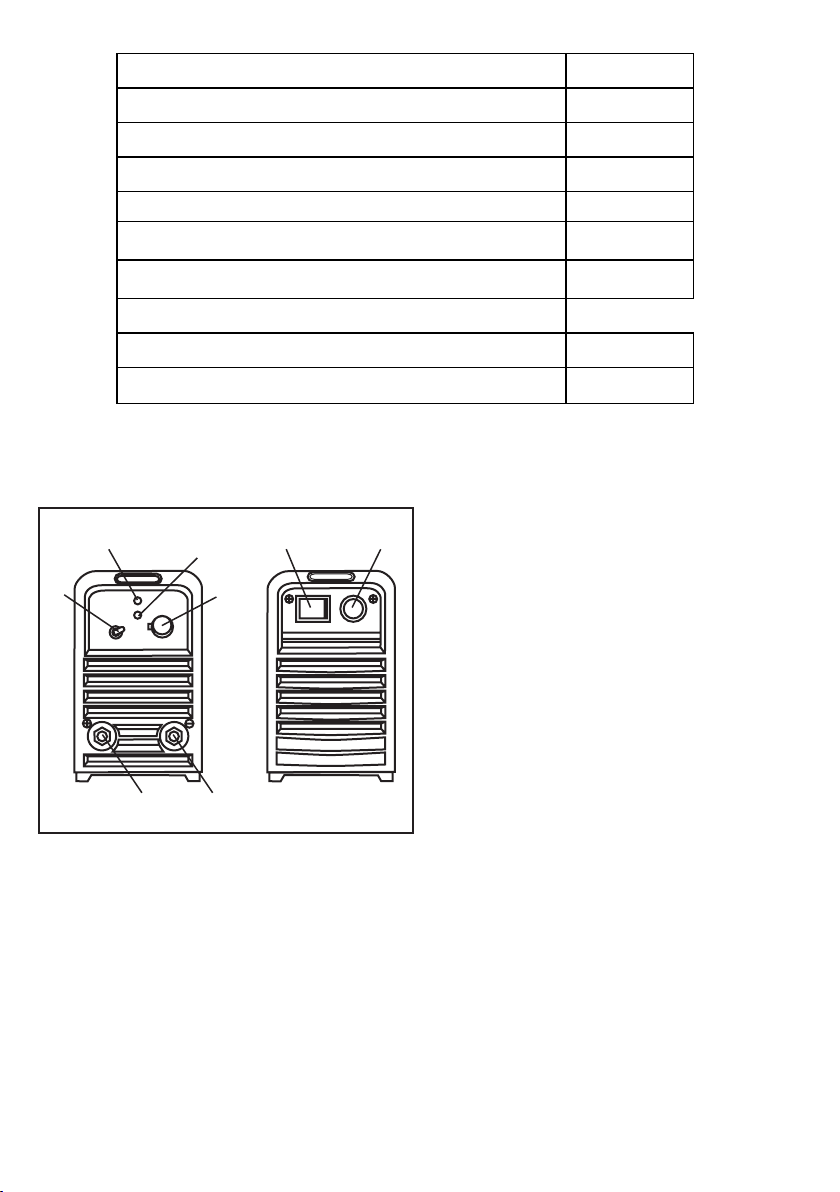
3. Общий вид
Общий вид инвертора схематично представлен на рис.1
1
1 - кабель питания;
2 - выключатель;
3 - индикатор термозащиты (не горит в
нормальном состоянии);
4 - индикатор сети;
5 - ручка регулировки сварочного тока;
6 - переключатель режима сварки
(ММА/TIG)
7 - быстрозажимная клемма «минус»
для подключения сварочного электрода;
8 - быстрозажимная клемма «плюс»
для подключения сварочного электрода.
6
рис.1
3
4
8 7
2
5
4. Инструкция по технике безопасности
Внимание! Оператор хорошо должен знать меры безопасного использования инвертора, помнить о рисках, связанных с процессом сварки и соблюдать соответствующие норма защиты и безопасности.
4.1 Избегайте прямого контакта со сварочным контуром, так как даже в ре-
жиме холостого хода напряжение вырабатываемое генератором опасно.
4.2 Всегда отключайте инвертор от электрической сети перед проведением
каких либо работ: по монтажу, установке, мероприятий по обслуживанию или
ремонту.
3
Page 4

4.3 Обязательно удостоверьтесь, что электрическая розетка, к которой под-
ключается инвертор заземлена.
4.4 ЗАПРЕЩАЕТСЯ:
- использовать инвертор в сырых помещениях или под дождём;
- использовать электрические кабели с повреждённой изоляцией или плохи-
ми соединительными контактами;
- проводить сварочные работы на контейнерах, ёмкостях или трубах, которые
содержали жидкие или газообразные опасные вещества;
- проводить сварочные работы на резервуарах под давлением;
- использовать инвертор для любых работ, отличающихся от предусмотрен-
ных, например, размораживание труб водопроводной сети.
4.5 Не допускайте нахождения на рабочем месте горючих материалов (дере-
во, бумага, тряпки и т.д.)
4.6 Необходимо обеспечить достаточную вентиляцию рабочего места или использовать специальные вытяжки для удаления паров, образующихся в процессе
проведения сварочных работ.
4.7 Надевайте защитную одежду и специальные средства защиты, чтобы избежать повреждения глаз и кожных покровов.
4.8 Во время работы ВСЕГДА надевайте защитную маску с сответствующими
светофильтрами для защиты глаз от сильного светового излучения, производимого электрической дугой.
4.9 Избегайте контактов с открытыми токоведущими кабелями инвертора, не
прикосайтесь к электрододержателю/горелке и свариваемой поверхности.
4.10 Убедитесь, что излучение дуги не попадает на других людей, находящихся поблизости от места сварки.
4.11 Электромагнитные поля генерируемые сварочным инвертором, могут
влиять на работу электрооборудования и электронной аппаратуры.
4.12 Не рекомендуется пользоваться сварочным инвертором лицам, имеющим
жизненно необходимую электрическую и электронную аппаратуру, например,
регулятор сердечного ритма.
5. Перед работой
5.1 Установите инвертор так, чтобы посторонние предметы не перекрывали
приток воздуха к месту работы для охлаждения аппарата и достаточной вентиляции. В процессе работы следите за тем, чтобы на аппарат не попадали капли
металла, пыль и грязь; чтобы аппарат не подвергался воздействию паров кислот
и подобных агрессивных сред.
5.2 Перед подключение инвертора к электрической сети проверьте соответствие параметров сети техническим характеристикам инвертора (см. п. 2)
5.3 Электрическая сеть к которой производится подключение должна быть
оснащена предохранителями или автоматическим выключателем, рассчитанными на ток и напряжение в соответствии с техническими данными. (см. п. 2)
4
Page 5
Внимание! Несоблюдение указанных выше мер безопасности существенно
снижает эффективность электрозащиты предусмотренной производителем и
может привести к травмам оператора (электрошок), поломке оборудования,
пожару.
5.4 Подключение сварочных кабелей.
Внимание! Все подключения сварочных кабелей должны производиться к
отключённому от сети инвертору.
5.4.1 Сварочный кабель с электрододержателем подключается к переходни-
ку (входит в комплект поставки), а затем к быстрозажимной клемме «плюс» 8
рис.1., за исключением случая использования кислотных электродов. В любом
случае, сначала ознакомьтесь с инструкцией на упаковке электродов.
5.4.2 Кабель массы подключается к переходнику (входит в комплект постав-
ки), а затем к быстрозажимной клемме «минус» 7 рис.1 и подключается к рабочей поверхности, как можно ближе к месту сварки.
Внимание! - Сварочные кабели, переходники, должны быть вставлены в со-
ответствующие гнёзда плотно и до конца, чтобы обеспечить хороший электрический контакт. Неполный контакт вызывает перегрев места соединения,
быстрый износ и потерю мощности.
- Нельзя использовать сварочные кабели длиной более 10 метров.
- Нельзя использовать металлические детали, не являющиеся частью свари-
ваемого изделия, для удлинения обратной цепи, так как это приведёт к снижению безопасности при работе и плохому качеству сварки.
6. Работа
6.1 В большинстве случаев электрод подключается к быстрозажимной клем-
ме «плюс» 8 рис.1, однако есть некоторые виды электродов, подключаемых к бы-
строзажимной клемме «минус» 7 рис.1, поэтому подключать сварочные кабели
следует в соответствии с полярностью аппарата «+» и «-» и типом электродов.
6.2 Рекомендуется всегда следовать инструкциям производителя о выборе
вида электродов, так как в ней указаны и полярность подключения и оптимальный ток сварки.
6.3 Ток сварки должен выбираться в зависимости от диаметра электрода и
типа обрабатываемого материала. Ниже приводится таблица соответствия допустимого тока сварки и диаметра электрода:
Диаметр элек-
трода, мм
1,6 25 50
2,0 40 80
2,5 60 110
3,2 80 160
4,0 120 200
минимальный максимальный
Ток сварки, А
5
Page 6

Помните, что характер сварочного шва зависит не только от силы тока, но
20°-30°
D=S
D
S
и от других параметров, таких как диаметр и качество электродов, длина дуги,
скорости сварки и положения сварщика, а также от состояния электродов,
которые должны храниться в упаковке и быть защищены от сырости.
6.4 Ток сварки регулируется с помощью ручки 5 (рис.1).
6.5 Чтобы начать сварку нужно прикоснуться к месту сварки концом электрода, при этом движение руки должно быть похоже на то, каким вы зажигаете
спичку. Это и есть правильный метод зажигания дуги.
Внимание! Не стучите электродом по рабочей поверхности при попытках
зажечь дугу, так как это может привести к его повреждению и в дальнейшем
только затруднит зажигание дуги.
6.6 Как только произойдёт зажигание дуги, электрод нужно держать на таком
расстоянии S (см. рис.2) от обрабатываемого материала, которое соответствует
диаметру электрода D (см. рис.2). Для получения равномерного шва далее необходимо соблюдать эту дистанцию по возможности постоянной. Также необходимо помнить, что наклон оси электрода должне быть примерно 20-30 градусов.
(см. рис.3).
рис.3рис.2
6.7 Заканчивая сварочный шов, отведите электрод немного назад, чтобы заполнился сварочный картер, а затем резко поднимите его до исчезновения дуги.
6.8 Параметры сварочных швов (см.рис.4)
рис.4
6.9 Режим сварки TIG. Сварка TIG - ручная сварка неплавящимся вольврамовыми электродами в среде защитного газа - аргона (Ar). Рекомендуем использовать чистый Аr (99,9%). Сварка TIG на постоянном токе (TIG-DC) может использоваться для следующих материалов: углеродистых сталей, низко и
высоко-легированных сталей; меди и её сплавов; никеля и его сплавов; материалов, подобных титану, цирконию танталу. Инвертор не предназначен для сварки
TIG на переменном токе (TIG-AC) алюминия и магния.
Установите переключатель 6 (рис.1) в режим «TIG».
6
Page 7

6.10 Для сварки TIG необходима горелка TIG с клапаном (в комплект постав-
ки не входит).
9
рис.2
13
14
6.11 Заточите вольфрамовый электрод 9
10
(рис.2). Отвинтите зажим колпачка горелки
10. Вставьте вольфрамовый электрод 9 в от-
11
верстие цанги 11, вставьте цангу и повторно
12
поверните зажим колпачка 10.
Не демонтируйте диффузор 13 и газовое
сопло 14.
6.12 Соедините горелку TIG с переходником (входит в комплект поставки), а
затем подключите к быстрозажимной клемме «минус» 7 рис.1
6.13 Кабель массы подключается к переходнику (входит в комплект постав-
ки), а затем к быстрозажимной клемме «плюс» 8 рис.1 и подключается к рабочей
поверхности, как можно ближе к месту сварки.
15 16
20
19
6.14 Установите газовый баллон 21
(рис.3) и зафиксируйте, для предотвращения его падения. Откройте на короткий пе-
21
риод и закройте клапан газового баллона
20, повторите несколько раз, чтобы удалить
возможные частицы грязи. Подключите га-
17
зовый редуктор 15 к газовому баллону 21.
Подключите газовый шланг 17 горелки TIG
рис.3
18
к газовому редуктору. Откройте вентиль 20 газового баллона.
6.15 Регулировка потока защитного газа. Откройте клапан 12 (рис.2) горел-
ки TIG. Расходомер потока 16 показывает расход газа, манометр 19 показывает
остающееся содержание газа в баллоне. Всегда закрывайте клапан 12 горелки
TIG, когда не работаете, для предотвращения расхода газа.
6.16 Процесс сварки:
- Включите инвертор 2 (рис.1). Установите необходимый сварочный ток с по-
мощью ручки 5 (рис.1).
- Откройте клапан 12 в горелке TIG. Коснитесь заготовки концом вольфра-
мового электрода и немного приподнимите электрод. Дуга загорается между заготовкой и электродом. Рекомендуем использовать легированные вольфрамовые
электроды.
6.17 Поддерживайте параметры сварки в пределах значений указанных в та-
блице ниже:
Диаметр вольфрамовых электродов, мм Ток сварки, А Расход газа (л/мин)
1,0 15 - 80 4
1,6 70 - 150 5 - 6
2,4 150 - 250 6 - 7
7
Page 8

7. Техническое обслуживание и Хранение
Внимание! Внеплановое техническое обслуживание должно проводиться
только опытными квалифицированными специалистами.
7.1 Регулярно осматривайте внутренние узлы аппарата в зависимости от частоты использования аппарата и степени запылённости рабочего места. Удаляйте
накопившуюся пыль с внутренних частей инвертора только при помощи сжатого
воздуха низкого давления (не более 10 бар). Не направляйте струю сжатого воздуха на электрические платы, производите их очистку мягкой щёткой.
Внимание! Никогда не снимайте кожух аппарата для проведения работ без
предварительного отключения от электрической сети.
7.2 После окончания очистки аппарата от пыли верните кожух на место и хорошо закрутите все крепёжные винты.
Внимание! Во избежание несчастных случаев никогда не проводите сварку
при снятом кожухе.
7.3 Время от времени следует проверять состояние сварочного кабеля. Если
аппарат используется регулярно, его следует проверять не менее одного раза в
месяц.
7.4 Если аппарат не эксплуатируется, электрод следует вынимать из держателя.
7.5 Если аппарат временно не используется или не используется продолжительное время, его следует хранить в сухом, хорошо проветриваемом помещении, не допуская попадания на него влаги, коррозионно - опасных или токсичных газов.
8. Гарантия изготовителя (поставщика)
8.1 Гарантийный срок эксплуатации инвертора - 12 календарных месяцев со
дня продажи, только в случае проведения необходимого технического обслуживания
8.2 В случае выхода из строя инвертора в течение гарантийного срока эксплуатации по вине изготовителя владелец имеет право на бесплатный гарантийный
ремонт при соблюдении следующих условий:
- отсутствие механических повреждений;
- сохранность пломб и защитных наклеек;
- отсутствие признаков нарушения требований руководства по эксплуатации;
- наличие в руководстве по эксплуатации отметки о продаже и наличие подписи Покупателя;
- соответствие серийного номера оборудования номеру гарантийного талона;
- отсутствие следов неквалифицированного ремонта.
Удовлетворение претензий потребителя с недостатками по вине изготовителя
производится в соответствии с законом РФ “О защите прав потребителей”.
8
Page 9

Адреса гарантийных мастерских:
1) 127282, г. Москва, ул. Полярная, д. 31а т. (495) 796 94 93
2) 141074, г. Королёв, М.О., ул. Пионерская, д.1а т. (495) 513 50 45
3) 140091, г. Дзержинский, М.О., ул. Энергетиков, д. 22, кор. 2 т. (495) 221 66 53
8.3 Безвозмездный ремонт или замена изделия в течение гарантийного срока
эксплуатации производится при условии соблюдения потребителем правил эксплуатации и технического обслуживания, хранения и транспортировки.
8.4 При обнаружении Покупателем каких-либо неисправностей изделия, в те-
чение срока, указанного в п.8.1 он должен проинформировать об этом Продавца
и предоставить изделие Продавцу для проверки. Максимальный срок проверки в соответствии с законом РФ “О защите прав потребителя”. В случае обоснованности претензий Продавец обязуется за свой счёт осуществить ремонт изделия
или его замену. Транспортировка изделия для экспертизы, гарантийного ремонта
или замены производится за счёт Покупателя.
8.5 В том случае, если неисправность изделия вызвана нарушением условий
его эксплуатаций или Покупателем нарушены условия, предусмотренные п.8.3
Продавец с согласия покупателя вправе осуществить ремонт изделия за отдельную плату.
8.6 На продавца не могут быть возложены иные, не предусмотренные настоя-
щим руководством, обязательства.
8.7 Гарантия не распространяется на:
- любые поломки связанные с погодными условиями (дождь, мороз, снег);
- при появлении неисправностей, вызванных действием непреодолимой силы
(несчастный случай, пожар, наводнение, удар молнии и т.п.)
- нормальный износ: наружное силовое оборудование, так же , как и все ме-
ханические устройства, нуждается в расходных материалах, а также в должном
техническом обслуживании и замене изношенных частей. Гарантией не покрывается ремонт, потребность в котором возникает вследствие нормального износа, сокращающего срок службы частей и оборудования.
- на износ таких частей, как присоединительные контакты, указатели уровня
масла, аккумуляторы, свечи, ремни, уплотнители, воздушные и иные фильтры,
топливные отстойники и т.п;
- естественный износ инвертора (полная выработка ресурса, сильное вну-
треннее или внешнее загрязнение);
- на оборудование и части которые стали предметом неправильной установ-
ки, модификации, неправильного применения, небрежности, несчастного случая, перегрузки, превышения максимальных оборотов, а также неправильного
обслуживания, ремонта или хранения, что неблагоприятно влияет на его характеристики и надёжность.
9
Page 10

9. Комплектация
В торговую инвертор поставляется в следующей комплектации:
1. Инвертор 1
2. Обратный кабель с зажимом 1
3. Сварочный кабель с электрододержателем 1
4. Переходник 2
5. Паспорт 1
6. Упаковка 1
10. Возможные неисправности и методы их устранения
В случае неудовлетворительной работы инвертора перед обращением в сер-
висный центр проверьте следующее:
10.1 Убедитесь, что ток сварки, величина которого регулируется потенциоме-
тром, соответствует диаметру и типу используемого электрода.
10.2 Проверьте не загорелся ли индикатор, сигнализирующий о срабатывании
термозащиты, в случае короткого замыкания, несоответствия напряжения питания или перегрева.
10.3 Для отдельных режимов сварки необходимо соблюдать особый временной режим, то есть делать перерывы в работе для охлаждения аппарата. В случаях срабатывания термозащиты нужно подождать, пока аппарат не остынет, и
проверить состояние вентилятора. При повторном срабатывании термозащиты,
необходимо выяснить причину перегрева и устранить её.
10.4 Проверьте напряжение сети. Если оно слишком высокое или слишком
низкое, то аппарат не будет работать. Для однофазных аппаратов допустимое
значение напряжения 220В+/- 10%.
10.5 Убедитесь, что на выходе аппарата нет короткого замыкания, в случае его
наличия устраните его.
10.6 Проверьте качество и правильность соединений сварочного контура, зажимы должны быть чистыми и обеспечивать хороший контакт, кабель массы
должен быть прочно закреплён на обрабатываемом материале и между соединением не должно быть никаких изолирующих материалов (например, лака или
краски).
10
Page 11

инвертора
инвертора
инвертора
инвертора
11
Page 12

12
Page 13

инвертора
инвертора
инвертора
инвертора
13
Page 14

14
Page 15

6 7
A/V - A/V
5
4
3
2
1
8
9
11. Расшифровка значений на наклейке на корпусе инвертора
1 - Серийный номер: необходим для идентификации аппарата при обращении
в сервисную службу, снабжения запасными частями, установления происхождения изделия.
2 - Степень защиты.
3 - Класс изоляции.
4 - Символ напряжения питающей сети: однофазное переменное напряжение.
5 - Символ типа сварки: ручная дуговая сварка покрытым электродом.
6 - Тип структурной схемы аппарата.
7 - Соответствие европейским нормам безопасности.
8 - Характеристики сварочного контура:
- U0 - максимальное напряжение при холостом ходе на пике (цепь сварки ра-
зомкнута);
- I2/U2 - ток и соответствующее напряжение, которые инвертор может обе-
спечивать во время процесса сварки являющегося стандартным (U2=20+0,04I2);
- X - продолжительность включения. Период, в течение которого аппарат мо-
жет подавать соответствующий ток (тот же столбец). Коэффициент указывается
в % и основан на 10 - минутном цикле (например, 60% означает 6 минут работы
с последующим 4-х минутным перерывом).
- A/V - A/V - указывает диапазон регулировки тока сварки (минимальный/
максимальный) при соответствующем напряжении дуги.
9 - Технические характеристики линии электропитания:
- U1 - переменное напряжение и частота питающей электрической;
- I
- максимальное потребление тока;
1max
- I
- максимально эффективный потребляемый ток.
1eff
15
Page 16

 Loading...
Loading...