

Page 1

Аппараты инверторные ручной
электродуговой сварки
ИСА-170
ИСА-180
ИСА-200
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
И ИНСТРУКЦИЯ ПО БЕЗОПАСНОСТИ
Page 2
Силовой модуль
6
5
3
2
4
1
1
Модуль контроля
1 2 3 4
6 75
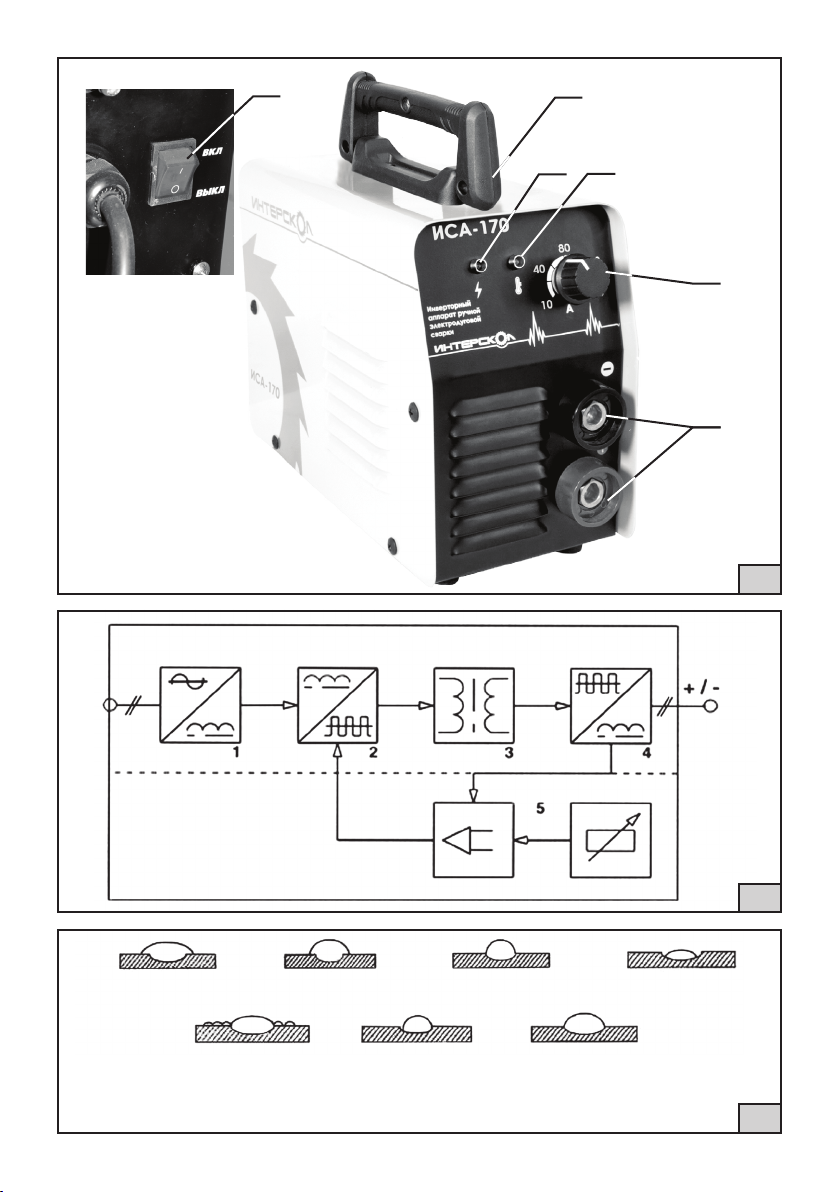
Рис.4. Виды сварных швов.
1.Слишком медленное продвижение электрода; 2.Очень короткая дуга; 3.Очень низкий ток
сварки; 4.Слишком быстрое продвижение электрода; 5.Очень длинная дуга; 6.Очень высокий ток
сварки; 7.Нормальный шов.
2
3
Page 3
РУССКИЙ
Уважаемый потребитель!
При покупке аппарата сварочного:
- требуйте проверки его исправности путем пробного включения, а также комплектности согласно сведениям соответствующего раздела настоящего руководства по эксплуатации;
- убедитесь, что гарантийный талон оформлен должным образом, содержит дату продажи, штамп магазина и подпись продавца.
Перед началом работы с сварочным аппаратом изучите Инструкцию по безопасности и Руководство по эксплуатации и неукоснительно соблюдайте содержащиеся в них правила техники безопасности при эксплуатации.
Бережно относитесь к Руководству и Инструкции и храните их в доступном месте в течение
всего срока службы аппарата.
Помните: сварочный аппарат является
источником повышенной опасности!
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ПРОИЗВОДИТЕЛЯ
Производитель гарантирует работоспособность аппарата в соответствии с требованиями технических
условий изготовителя.
Гарантийный срок эксплуатации аппарата составляет 2 года со дня продажи его потребителю. В случае выхода аппарата из строя в течение гарантийного срока по вине изготовителя владелец имеет право
на его бесплатный ремонт при предъявлении оформленного соответствующим образом гарантийного
талона.
Условия и правила гарантийного ремонта изложены в гарантийном талоне на аппарат. Ремонт осуществляется в уполномоченных ремонтных мастерских, список которых приведён в гарантийном талоне.
Полный список авторизованных сервисных центров находится на официальном сайте компании
«ИНТЕРСКОЛ» по адресу www.interskol.ru
3
Page 4
РУССКИЙ
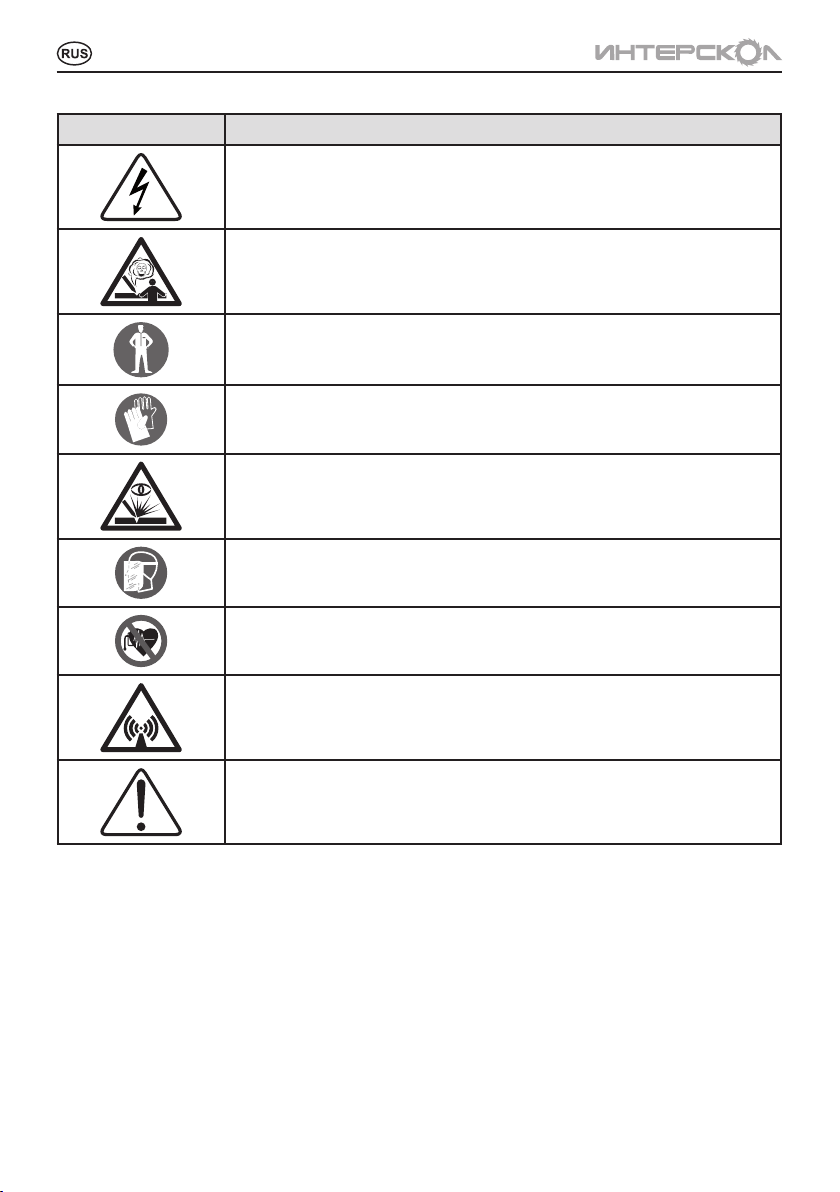
Пояснение символов
Пиктограмма Описание
Опасность поражения электрическим током;
Опасность отравления продуктами горения при сварке;
Обязательно надевать защитную одежду;
Обязательно надевать защитные перчатки;
Опасность светового излучения сварки;
Обязательно пользоваться защитной маской;
Запрещается использование сварочного аппарата лицам с кардиостимуляторами;
Опасность не ионизирующей радиации;
Общая опасность;
4
Page 5
РУССКИЙ
ИНСТРУКЦИЯ ПО БЕЗОПАСНОСТИ
1
ВНИМАНИЕ! Прочтите все предупреждения, указания мер безопасности и инструкции. Невыполнение предупреждений и инструкций может привести к
поражению электрическим током, пожару и (или) серьезным повреждениям.
Сохраните все предупреждения и инструкции для того, чтобы можно было
обращаться к ним в дальнейшем.
1.1.Общие требования:
-Избегать непосредственного контакта с электрическим контуром сварки.
-Отсоединять вилку сварочного аппарата от электрической сети перед проведением любых работ по соединению кабелей сварки, мероприятий по техническому
обслуживанию и ремонту.
-Выполнить электрический монтаж в соответствии с действующим законодательством и
правилами техники безопасности.
-Соединять сварочный аппарат только с сетью питания с защитным занулением (зазем-
лением).
-Убедиться, что розетка сети питания правильно соединена с заземлением защиты.
-Не пользоваться аппаратом в сырых и мокрых помещениях, не производить сварочные
работы под дождем.
-Не пользоваться силовыми кабелями и кабелями питания с поврежденной изоляцией
или плохим контактом в соединениях.
-Не проводить сварочные работы на контейнерах, емкостях или трубах, которые содержа-
ли жидкие или газообразные горючие вещества.
-Не проводить сварочные работы на материалах, чистка которых проводилась хлорсодер-
жащими растворителями.
-Убирать с рабочего места все горючие материалы ( дерево, бумагу, ветошь и т.д.).
-Обеспечить достаточную вентиляцию рабочего места или пользоваться специальными вытяжками для удаления дыма, образующегося в процессе сварочных работ.
-Обеспечивайте хорошую электроизоляцию при работах, этого можно достичь,
надев перчатки, обувь, спецодежду, предусмотренные для таких целей, или
посредством использования изолирующих платформ и ковров.
-Всегда защищайте глаза специальными неактиничными стеклами, монтированными на
маски.
-Пользоваться защитной невозгораемой спецодеждой, защитите не только себя, но и прочих лиц, находящихся поблизости от сварочных работ, при помощи экранов или отражающих
штор.
-Электромагнитные поля, генерируемые процессом сварки, могут влиять на работу электрооборудования и электронной аппаратуры.
Люди, имеющие необходимую для жизнедеятельности электрическую и электронную
аппаратуру (регулятор сердечного ритма и т. д.), должны проконсультироваться с врачом перед тем, как находиться в зонах рядом с местом использования этого сварочно-
го аппарата.
- Возможность случайного опрокидывания: расположить сварочный аппарат на горизонтальной поверхности несущей способности, соответствующей массе; в противном случае (пол под наклоном, неровный и т. д.) существует опасность опрокидывания.
-Применение не по назначению: опасно применять сварочный аппарат для любых
работ, кроме сварочных.
ОБЩИЕ УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5
Page 6

РУССКИЙ
1.2. Техника безопасности при работе со сварочным аппаратом.
Избегать непосредственного контакта с электрическим контуром сварки.
Отсоединять вилку сварочного аппарата от электрической сети перед проведением любых
монтажных работ, мероприятий по проверке и ремонту.
Соединять сварочный аппарат только с сетью питания с защитным занулением (заземле-
нием).
Не пользоваться сварочным аппаратом в сырых и мокрых помещениях, не производить
сварочных работ под дождем.
Не проводить сварочных работ на контейнерах, емкостях или трубах, которые содержали
жидкие или газообразные горючие вещества, хлорсодержащие жидкости.
Не проводить сварочных работ на резервуарах под давлением.
Обеспечить достаточную вентиляцию рабочего места или пользоваться специальными
вытяжками для удаления дыма, образующегося при сварочных работах.
Всегда защищать органы зрения специальными световыми фильтрами.
Не подвергать кожу воздействию ультрафиолетовых и инфракрасных лучей, при свароч-
ных работах.
Вокруг сварочного аппарата следует оставить свободное пространство минимум 50 см.
Не касайтесь силовых кабелей и кабелей питания раскаленными предметами (сваривае-
мые заготовки, электроды).
Не допускайте детей и животных к рабочей зоне сварочного аппарата, во избежание полу-
чения травм.
6
Page 7
РУССКИЙ
Аппараты сварочные, выпускаемые ИСА-170; ИСА-180; ИСА-200.
АО «ИНТЕРСКОЛ», соответствуют требованиям технических регламентов:
- № ТР ТС 004/2011 «О безопасности низковольтного оборудования»,
- № ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
Копия сертификата соответствия
находится на официальном сайте компании «ИНТЕРСКОЛ» по адресу www.interskol.ru
Производитель АО «ИНТЕРСКОЛ»
(Россия, 141400 Московская область, г. Химки, ул. Ленинградская, 29).
Тел. (495) 665-76-31
Тел. горячей линии 8-800-333-03-30
www.interskol.ru
Сделано в КНР
От лица производителя:
Технический директор
АО «ИНТЕРСКОЛ»
Муталов Ф.М.
7
Page 8

РУССКИЙ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1
1.1 СПЕЦИФИКАЦИЯ
Наименование параметра Ед. изм. Значение
Модель - ИСА-170 ИСА-180 ИСА-200
Параметры сети питания В/Гц. 170-242/50 170-242/50 170-242/50
Мощность номинальная кВА 4,2 3,5 4,4
I1eff А 19 16 20
Сила тока (I
Сила тока (I
ПН, при I max. T=20 C
Диаметр электродов мм 1,6-4 1,6-4 1,6-4
Функция HOT START, - + + +
Функция ARC-FORCE - + + +
Функция ANTI STICK - + + +
Степень защиты по IP - 21S 21S 21S
Класс изоляции - F F F
Уровень звукового давления дБ 40 40 40
Размеры изделия Д*Ш*В мм 265*120*215 265*120*185 265*120*185
Масса изделия кг 2,85 2,7 2,8
1.2 КОМПЛЕКТНОСТЬ
мах) А 27 22 29
1
max) A 160 145 170
2
0
Наименование Количество
Сварочный аппарат 1 шт.
Электрододержатель с силовым кабелем 1 шт.
Обратный кабель с зажимом (струбциной) 1 шт.
Руководство по эксплуатации 1 шт.
2
2.1 ОБЩИЕ СВЕДЕНИЯ
2.1.1 Этот сварочный аппарат является источником тока для ручной электродуговой сварки
методом ММА на постоянном токе (DC). Данный аппарат собран на IGBT транзисторах (англ.
Insulated Gate Bipolar Transistor — биполярный транзистор с изолированным затвором). Отличительным качеством данного аппарата являются такие особенности как высокая скорость
сварки (при хорошей квалификации оператора), точность регулирования, высокая производительность, и инверторное преобразование тока, которые обеспечивают сварочному аппарату
прекрасные качества сварки, со всеми покрытиями электродов (рутиловые, кислотные, щелочные) даже при незначительном опыте оператора, благодаря функциям помощи при работе:
HOT START (лёгкое возбуждение сварочной дуги), ARC-FORCE (поддержание стабильности
горения сварочной дуги), ANTI STICK ( предотвращение залипания электрода).
2.1.2 Аппарат предназначен для эксплуатации при температуре окружающей среды от
-5°С до +40 °С .
2.1.3 Настоящее руководство содержит сведения и требования, необходимые и достаточные для надёжной, эффективной и безопасной эксплуатации аппарата.
2.1.4 В связи с постоянной деятельностью по совершенствованию аппарата изготовитель
оставляет за собой право вносить в её конструкцию незначительные изменения, не отражённые в настоящем руководстве и не влияющие на эффективную и безопасную работу аппарата.
8
СПЕЦИФИКАЦИЯ И КОМПЛЕКТНОСТЬ
Табл.1
% 60 60 60
ОПИСАНИЕ ФУНКЦИЙ
Page 9

РУССКИЙ
2.1.5 Дата изготовления аппарата указана на информационной табличке, в формате месяц
и год.
2.2 ОПИСАНИЕ АППАРАТА ПРЕДСТАВЛЕНО НА РИС.1 (на примере ИСА-170)
1.Клемы подключения кабеля электрододержателя и обратного кабеля.
2.Индикатор сети питания.
3.Индикатор включения защиты от перегрева.
4.Регулятор силы сварочного тока.
5.Транспортировочный ремень.
6.Сетевой выключатель.
3
ВНИМАНИЕ! Рекомендуется сохранить упаковочную тару в надлежащем виде на случай возможной транспортировки сварочного аппарата в другое место, по крайней
мере - на время гарантийного срока.
3.1.СБОРКА.
Проверьте изделие и всю его комплектацию на наличие механических повреждений.
Операция сборки заключается:
- В подсоединении силовых кабелей в зависимости от полярности сварки (прямая или обратная).
- Обратная полярность - кабель с электрододержателем к положительному полюсу (+), обратный кабель (кабель с зажимом) - к отрицательному полюсу (-) сварочного аппарата.
- Прямая полярность - кабель с электрододержателем к отрицательному полюсу (-), обратный кабель
(кабель с зажимом) - к положительному полюсу (+), сварочного аппарата.
- Все подключения сварочных кабелей должны производиться к отключённому от сети сварочному
аппарату.
- Сварочные кабели, должны быть вставлены в соответствующие гнёзда (быстросъемные) плотно и
до конца, чтобы обеспечить хороший электрический контакт. Плохой контакт вызывает перегрев места
соединения, быстрый износ и потерю мощности.
3.2. МЕСТО РАЗМЕЩЕНИЯ ПРИ РАБОТЕ.
Установите сварочный инверторный аппарат так, чтобы посторонние предметы не перекрывали приток
воздуха к месту работы для охлаждения аппарата и достаточной вентиляции. В процессе работы следите за тем, чтобы на аппарат не попадали капли металла, пыль и грязь; чтобы аппарат не подвергался
воздействию паров кислот, а так же других агрессивных сред. Во избежание повреждения изделия, никогда не используйте сварочный аппарат, если у него закрыты вентиляционные отверстия.
3.3. ПОДКЛЮЧЕНИЕ К СЕТИ ПИТАНИЯ.
Перед подключением сварочного инверторного аппарата к электрической сети проверьте соответствие
параметров сети питания техническим характеристикам, изложенным в данном руководстве (см. п.1.1.)
Электрическая сеть к которой производится подключение, должна быть оснащена предохранителем или
автоматическим выключателем, рассчитанными на ток и напряжение в соответствии с техническими данными Табл.2.
Значение сварочного тока, АНоминал автоматического
ПЕРЕД НАЧАЛОМ РАБОТЫ
выключателя, А
Табл.2.
Токопропускная способ-
ность розетки, А
170 25 32
180 32 32
200 32 32
ВНИМАНИЕ! Несоблюдение указанных выше мер безопасности существенно снижает эффективность электрозащиты предусмотренной производителем и может привести к травмам оператора (электрошок), поломке
оборудования, пожару.
9
Page 10

РУССКИЙ
4
ЭКСПЛУАТАЦИЯ
4.1. ПРЕОБРАЗОВАНИЕ ТОКА.
Инвертор — это устройство, преобразующее постоянный ток в высокочастотный перемен-
ный.
Входной выпрямительный блок 1 преобразует переменный ток сети в постоянный, который
сглаживается с помощью фильтра. Затем выпрямленный ток преобразуется в переменный
ток высокой частоты с помощью инвертора на транзисторах IGBT 2. Далее напряжение понижается трансформатором 3, выпрямляется блоком вентилей 4, проходит через высокочастотный фильтр и подается на дугу в виде сглаженного электрического тока. Регулировка силы
тока производится с помощью регулятора 5. (см. Рис.1).
4.2. ВКЛЮЧЕНИЕ И ОТКЛЮЧЕНИЕ СВАРОЧНОГО АППАРАТА (Рис 1 п.6).
После завершения операций по установке, сварочный аппарат готов к эксплуатации.
Проверить, чтобы выключатель на задней панели находился в положении «ВЫКЛ». Вставить вилку в сетевую розетку, вставить в электрододержатель электрод, закрепить струбцину
на заготовке, включить питание, переведя выключатель в положение «ВКЛ». При первом сварочном цикле ПН (производительность нагрузки (ПВ)) будет выше, чем в последующих. ПН
зависит от температуры окружающей среды, чем выше температура, тем ниже ПН.
Отключение происходит путем перевода выключателя питания в положение «ВЫКЛ».
4.3. ТЕПЛОВАЯ ЗАЩИТА.
Сварочный аппарат снабжен устройством защиты и безопасности, называемым тепловой
защитой. Это устройство включается автоматически при перегреве сварочного аппарата, отключая электропитание на всех системах, кроме охлаждения, не допуская дальнейшего повреждения платы от перегрева и элементов. При срабатывании тепловой защиты загорается
индикатор на лицевой панели (Рис.1 п. 3) Необходимо подождать несколько минут до того как
индикатор погаснет и продолжить работу.
4.4. ВЫБОР СВАРОЧНЫХ ЭЛЕКТРОДОВ И РЕГУЛИРОВКА СИЛЫ ТОКА ПОД НИХ.
В большинстве случаев электрод подключается к положительной клемме сварочного аппарата «плюс», однако есть некоторые виды электродов, подключаемых к отрицательной клемме «минус», поэтому подключать силовые сварочные кабели следует в соответствии с полярностью аппарата «+» и «-» и типом сварочных электродов. Важно использовать инструкции
фирмы-производителя электрода, так как они указывают правильную полярность сварочного
электрода, а также наиболее подходящий ток.
Регулировка сварочного тока в зависимости от диаметра используемого электрода и от
типа сварочного шва происходит поворотом рукоятки реостата регулятора силы сварочного
тока, по ходу часовой стрелки (увеличение тока) или против хода часовой стрелки (уменьшение тока) Рис.1, п. 4. Ниже проводится таблица допустимых токов сварки в зависимости от
диаметра электрода:
Табл. 3
Диаметр электрода, мм Ток сварки, А
Минимальный Максимальный
1,6 25 50
2 40 80
2.5 60 110
3.2 80 160
4 120 200
10
Page 11
РУССКИЙ
Обратите внимание на то, что в зависимости от диаметра электрода, более
высокие значения силы сварочного тока используются для сварки в нижнем положении, тогда как вертикальная сварка (или сварка в вертикаль-
ном положении, так называемая потолочная сварка) требует более низких
значений силы сварочного тока.
Механические характеристики сварочного шва определяются, помимо силы сварочного
тока, другими параметрами, среди которых: диаметр и качество электрода, длина дуги,
скорость и положение выполнения сварки.
Во время работы всегда используйте защитную маску с соответствующими элементами (неактиничными стеклами) для защиты глаз от светового излучения, производимого
электрической дугой.
4.6. ВИДЫ СВАРНЫХ ШВОВ.
Часто по виду сварного шва можно судить о качестве сварочных работ. Старайтесь каче-
ственно отрегулировать силу тока, под подачу и движение электрода. Виды сварочных швов с
описанием представлены на Рис.3.
При проведении сварочного процесса предварительно защитите маской лицо и глаза, прикоснитесь к месту сварки концом электрода, движение вашей руки должно быть похоже на то,
каким вы зажигаете спичку. Это и есть правильный метод зажигания дуги. Как только появится
электрическая дуга, попытайтесь удерживать расстояние до шва равным диаметру используемого электрода. В процессе сварки удерживайте это расстояние постоянно для получения
равномерного шва. Помните, что наклон оси электрода (угол) в направлении движения должен
составлять около 20-30 градусов. Заканчивая шов, отведите электрод немного назад, по отношению к направлению сварки, чтобы заполнился сварочный кратер, а затем резко поднимите
электрод, из ванны расплавленного метала для исчезновения дуги.
5
ОБСЛУЖИВАНИЕ АППАРАТА
ВНИМАНИЕ! Перед проведением операций техобслуживания проверить, что сварочный аппарат отключен и отсоединен от сети питания.
ВНИМАНИЕ! Никогда не снимайте панель и не проводите никаких работ внутри корпуса сварочного аппарата.
Контрольный осмотр необходимо проводить до и после использования изделия по назначению и после его транспортирования, при этом нужно проверить надежность крепления разъемов силовых сварочных кабелей, отсутствие повреждений корпуса.
Нарушение требований руководства по эксплуатации, любое неавторизованное вмешательство в изделие угрожает Вашему здоровью и, в любом случае, приводит к невозможности
предъявления гарантийных претензий.
Регулярно, в зависимости от частоты использования сварочного аппарата и запыленности
помещения, выполняйте продувку внутренней части аппарата сжатым воздухом при давлении
не более 2 Bar, но при этом не разбирайте его, поскольку это приведет к невозможности предъявления гарантийных претензий.
6
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И ДЕФЕКТЫ
6.1.ТЕХНИЧЕСКИЕ НЕИСПРАВНОСТИ.
ВНИМАНИЕ! При неисправной работе сварочного аппарата, прежде чем
обратиться в сервисный центр за технической помощью, самостоятельно
выполните следующие проверки:
Убедитесь, что сварочный ток соответствует диаметру и типу используемого электрода.
Включение индикатора перегрева (Рис.1, п.3.) указывает на перегрев, короткое замыка-
11
Page 12

РУССКИЙ
ние, слишком низкое или высокое напряжение.
При включении защиты от перегрева, подождите, пока не произойдет охлаждение свароч-
ного аппарата, (см. п. 4.3). данного руководства по эксплуатации. Убедитесь в исправной рабо-
те вентилятора принудительного охлаждения, а так же наличие притока воздуха.
Проверьте параметры сети питания, они должны соответствовать техническим данным
(см. п.1.1.). Аппарат не будет работать при очень низком или очень высоком напряжении сети
питания, диапазон напряжений указан в таблице технических характеристик изделия.
Убедитесь в том, что на выходах сварочного аппарата нет короткого замыкания. В противном случае, устраните неисправность. Все соединения сварочного контура должны быть
исправными, зажим (струбцина) должен быть прочно прикреплен к свариваемому изделию
(заготовке).
6.2.ВОЗМОЖНЫЕ ДЕФЕКТЫ СВАРНОГО ШВА.
Возможные дефекты сварного шва и их устранение описаны в Табл. 4.
Таблица 4
Дефект сварного шва Возможная причина Способ устранения.
1. Плохая очистка детали.
1. Подготовить поверхность к
сварке.
Пористость.
2. Неправильное регулирование силы тока.
3. Некачественные электроды.
2. Произвести регулировку.
3. Заменить электроды, примените электроды более высокого качества.
1. Несовершенная техника
1. Улучшить навыки в работе.
работы.
Неполное расплавление.
2. Слишком низкий ток.
3. Слишком высокая скорость
продольной подачи.
4. Большие потери на заготовке.
2. Добавить ток сварки.
3. Снизить скорость продольной подачи.
4. Максимально уменьшить
расстояние между сварным
местом и струбциной (зажимом).
Неполное проникновение.
Избыточное проникновение
1. Слишком низкий ток.
2. Слишком высокая скорость
продольной подачи.
3. Расстояние краев соединения недостаточное.
1. Слишком высокий ток.
2. Слишком низкая скорость
продольной подачи.
3. Избыточное расстояние
1. Добавить ток сварки.
2. Снизить скорость продольной подачи.
3. Предусмотреть сварочный
зазор.
1. Снизить ток сварки.
2. Увеличить скорость продольной подачи.
3. Предусмотреть зазор.
краев соединения.
Насечки на краях
12
1. Слишком высокий ток.
2. Несовершенная техника
работы.
1. Снизить ток сварки.
2. Улучшить навыки в работе.
Page 13

РУССКИЙ
Дефект сварного шва Возможная причина Способ устранения.
1. Неправильный выбор элек-
1. Поменять электрод.
трода по отношению к материалу основы.
Разрыв сварного шва
2. Тепловое воздействие недостаточное или избыточное.
3. Грязная поверхность.
2. Улучшить навыки при ра-
боте.
3. Подготовить поверхность к
сварке.
7
ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ
Хранить сварочный аппарат необходимо в закрытых или других помещениях с естественной вентиляцией, где колебания температуры и влажность воздуха существенно меньше, чем
на открытом воздухе в районах с умеренным и холодным климатом, при температуре не выше
+40°С и не ниже -50°С, относительной влажности не более 80% при +25°С.
При длительном хранении изделия необходимо один раз в 6 месяцев производить проверку состояния законсервированных поверхностей и деталей. При обнаружении дефектов
поверхности или нарушения упаковки необходимо произвести переконсервацию.
Срок хранения изделий – не более 3 лет.
Сварочные аппараты можно транспортировать любым видом закрытого транспорта в
упаковке производителя или без нее, с сохранением изделия от механических повреждений,
атмосферных осадков, воздействия химических активных веществ и обязательным соблюдением мер предосторожности при перевозке хрупких грузов, что соответствует условиям перевозки 8 по ГОСТ 15150-89.
8
УТИЛИЗАЦИЯ
Аппарат сварочный, отслуживший свой срок и не подлежащий восстановлению, должен утилизироваться согласно нормам, действующим в стране эксплуатации.
В других обстоятельствах:
– Не выбрасывайте аппарат вместе с бытовым мусором;
– Рекомендуется обращаться в специализированные пункты вторичной переработки
сырья.
13
Page 14

Page 15

Page 16

АО “ИНТЕРСКОЛ”
Россия, 141400, Московская обл.
г. Химки, ул. Ленинградская, д. 29
тел. (495) 665-76-31
Тел. горячей линии
8-800-333-03-30
www.interskol.ru
 Loading...
Loading...