

Барс ARC-167 D, ARC-187 D, ARC-207 D User Manual [ru]
2
Пожалуйста, перед установкой и использованием данного оборудования внимательно прочитайте и
разберитесь в данном руководстве.
Компания оставляет за собой право вносить изменения в данное руководство и не обязана
предупреждать об этом заранее.
В данном руководстве возможны неточности. Пожалуйста, свяжитесь с нами при их обнаружении.
Руководство по эксплуатации издано 01 июля 2012 года. Издание 5.
Содержание
1. Меры предосторожности и техника безопасности ...................................................... 3
2. Комплектация .................................................................................................................... 6
3. Общее описание ............................................................................................................... 7
4. Основные характеристики .............................................................................................. 8
5. Описание панели ............................................................................................................ 10
6. Установка и эксплуатация ............................................................................................. 13
7. Техническое обслуживание........................................................................................... 16
8. Диагностика неисправностей ....................................................................................... 17
9. В помощь сварщику ....................................................................................................... 19
10. Гарантийный талон ........................................................................................................ 29
11. Сервисные центры ......................................................................................................... 30
www.barsweld.ru. Тел.:+7 (495) 728-43-44 Импортер: BarsWeld Производитель: Shenzhen Chanrong Technology Co. Ltd.
Руководство по эксплуатации · PROFI TIG серия

1. Меры предосторожности и техника безопасности
Нарушение техники безопасности при проведении сварочных работ часто приводит к самым
печальным последствиям – пожарам, взрывам и, как следствие, травмам и гибели людей.
Так же при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и
капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать меры предосторожности.
Подготовить рабочее место согласно технике безопасности:
При дуговой электросварке брызги расплавленного металла разлетаются на значительные расстояния,
что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих
материалов. В местах проведения сварочных работ не допускается скопление смазочных материалов,
ветоши и других легковоспламеняющихся материалов.
Для быстрой ликвидации очагов пожаров рабочее место должно быть оснащено средствами
пожаротушения: огнетушитель и емкость с водой, которые должны находиться в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место
проведения работ: не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
Необходимо иметь профессиональную подготовку для работы с оборудованием.
Сварщик должен иметь действующее разрешение для работы со сварочными металлами.
Сварщик должен пройти медицинское освидетельствование.
Обеспечить необходимую защиту:
Необходимо проверить изоляцию всех проводов, связанных с питанием источника тока и
сварочной дуги, устройства геометрически закрытых включающих устройств, заземление,
корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания,
аппаратного ящика и вспомогательное электрическое оборудование. Сечение заземляющих
проводов должно быть не менее 2,5 мм
Необходимо использовать различные средства индивидуальной защиты, такие как:
сварочные маски, специальную брезентовую одежду, брезентовые рукавицы, кожаные
ботинки.
При сварке необходимо использовать электрододержатели с хорошей изоляцией, которая
гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со
свариваемым изделием или руками сварщика.
Необходимо работать в исправной сухой спецодежде и рукавицах. При работе в тесных
отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков,
источников освещения с напряжением не свыше 6-12 В.
Необходимо проводить сварочные работы только в хорошо вентилируемых помещениях или
использовать вентиляционное оборудование.
2
.
3
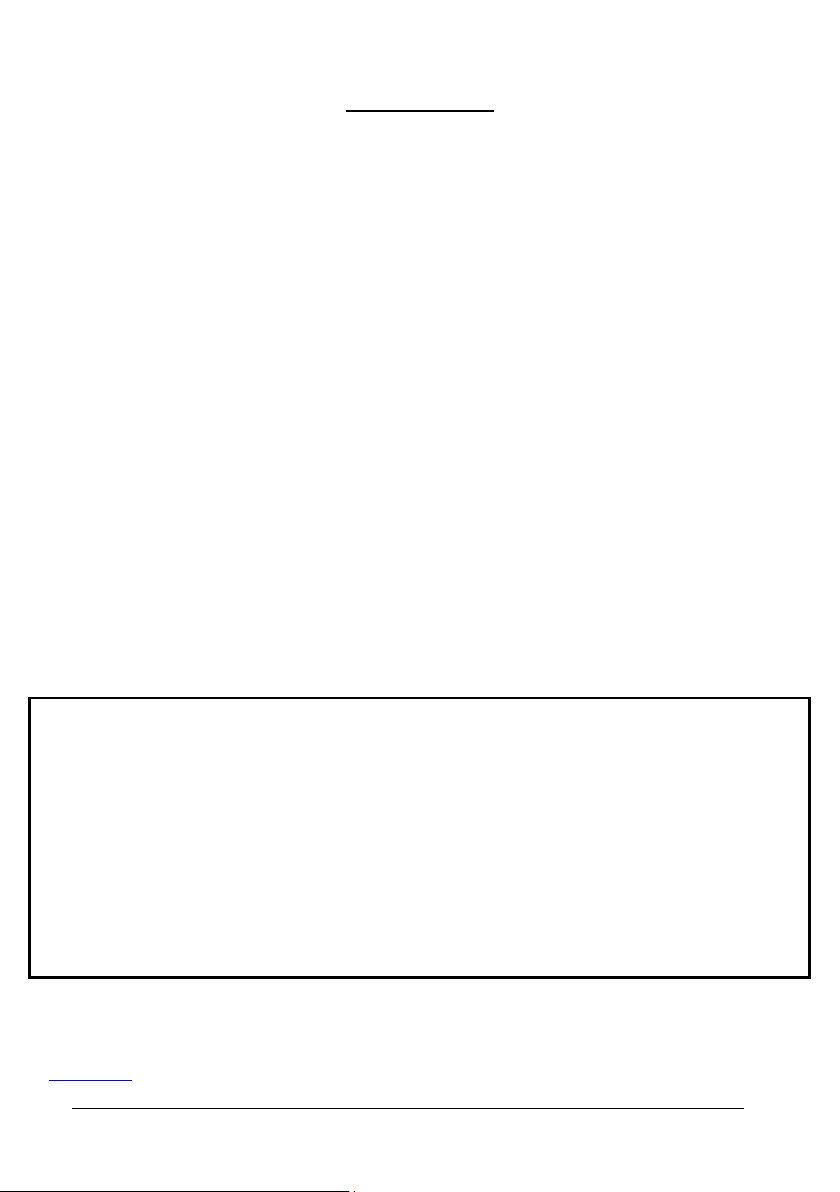
Электрический ток (может привести к серьезным увечьям или
даже смерти).
Для предотвращения надо:
установить заземление перед началом работы;
никогда не дотрагиваться до деталей, подключенных к
источнику питания, голыми руками или, находясь в мокрых
перчатках или одежде.
Дым и газ (может быть вредным для здоровья).
Для предотвращения надо:
избегать вдыхания дыма и газа во время сварки;
при сварке находиться в хорошо проветриваемом
помещении или использовать вентиляционное
оборудование.
Световое излучение (может привести к повреждению глаз или
ожогам).
Для предотвращения надо:
для защиты ваших глаз и тела использовать подходящую
сварочную маску и защитную одежду;
для защиты наблюдателей использовать подходящие
сварочные маски и ширмы.
Неправильная работа (может быть причиной пожара или даже
взрыва).
Для предотвращения надо:
убедиться в отсутствии легковоспламеняющихся
материалов рядом с местом работы, т.к. сварочные искры
могут быть причиной пожара;
Иметь поблизости огнетушитель;
не использовать данное оборудование для разогрева труб.
Большая температура изделия (может привести к ожогам).
Для предотвращения надо:
не трогать горячее изделие голыми руками сразу после
сварки. Дать ему остыть;
при длительной сварке необходимо использовать
охлаждение.
Для сведения к минимуму возможности получения травм и увечий, ознакомьтесь с их
причинами и мерами предосторожности:
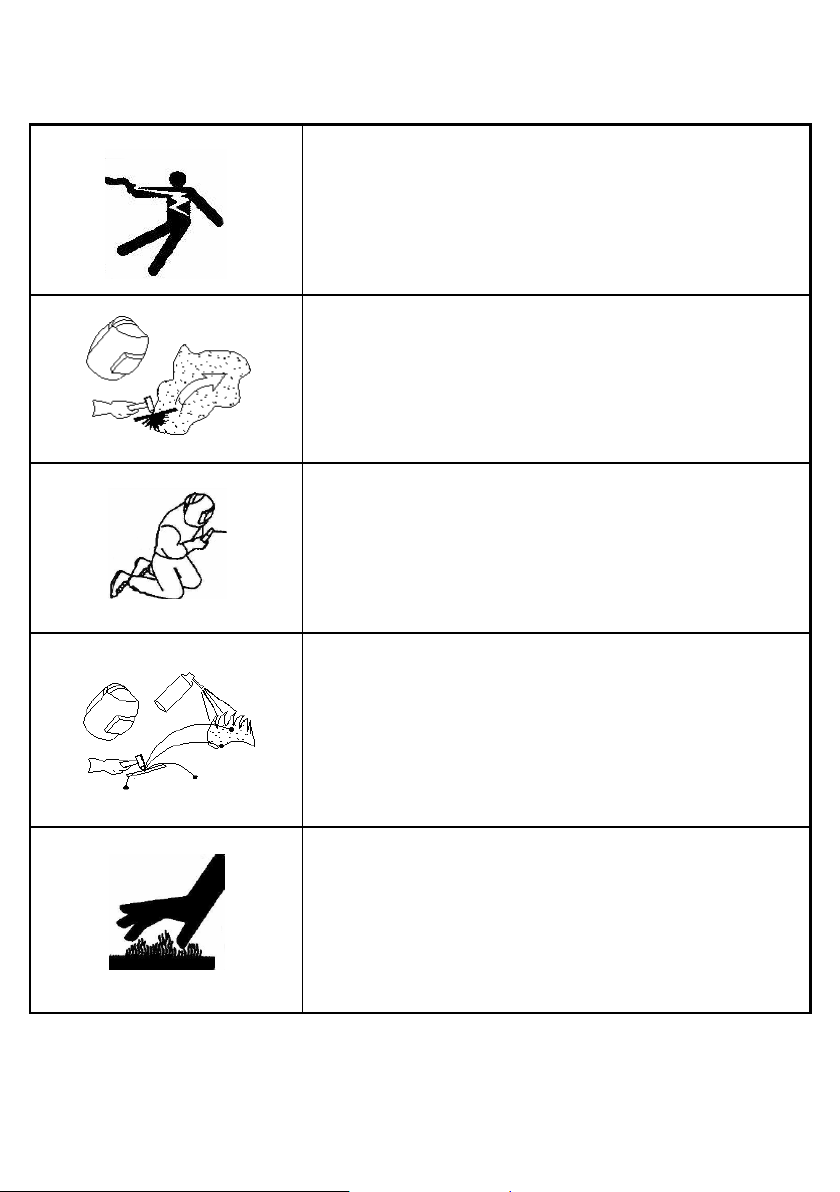
4
Магнитные поля (оказывают действия на электронные
стимуляторы сердца).
Для предотвращения надо:
людям, имеющим электронные стимуляторы сердца,
перед работой необходимо проконсультироваться у врача.
Движущиеся части (могут привести к увечьям).
Для предотвращения надо:
избегать контакта с движущими частями, например, с
вентиляторами;
все двери, панели, крышки и другие защитные устройства
должны быть закрыты во время работы.
При проблемах с оборудованием необходимо обратиться к профессиональной помощи:
Использовать данное руководство при возникновении каких-либо трудностей при установке
или работе.
Обратиться в сервисный центр вашего поставщика для профессиональной помощи, если
после прочтения данного руководства у вас все еще остались вопросы.
Производственные условия:
Сварка должна выполняться в сухой окружающей среде с влажностью не более 80 %.
Температура окружающей среды должна быть между -10 ℃ и +30 ℃.
Избегайте сварки под открытым небом, если нет защиты от солнечного света или дождя.
Избегайте сварки в среде с большим содержанием пыли или коррозийного химического газа.
Всегда сохраняйте изделие сухим и не помещайте его во влажную землю или лужи.
5
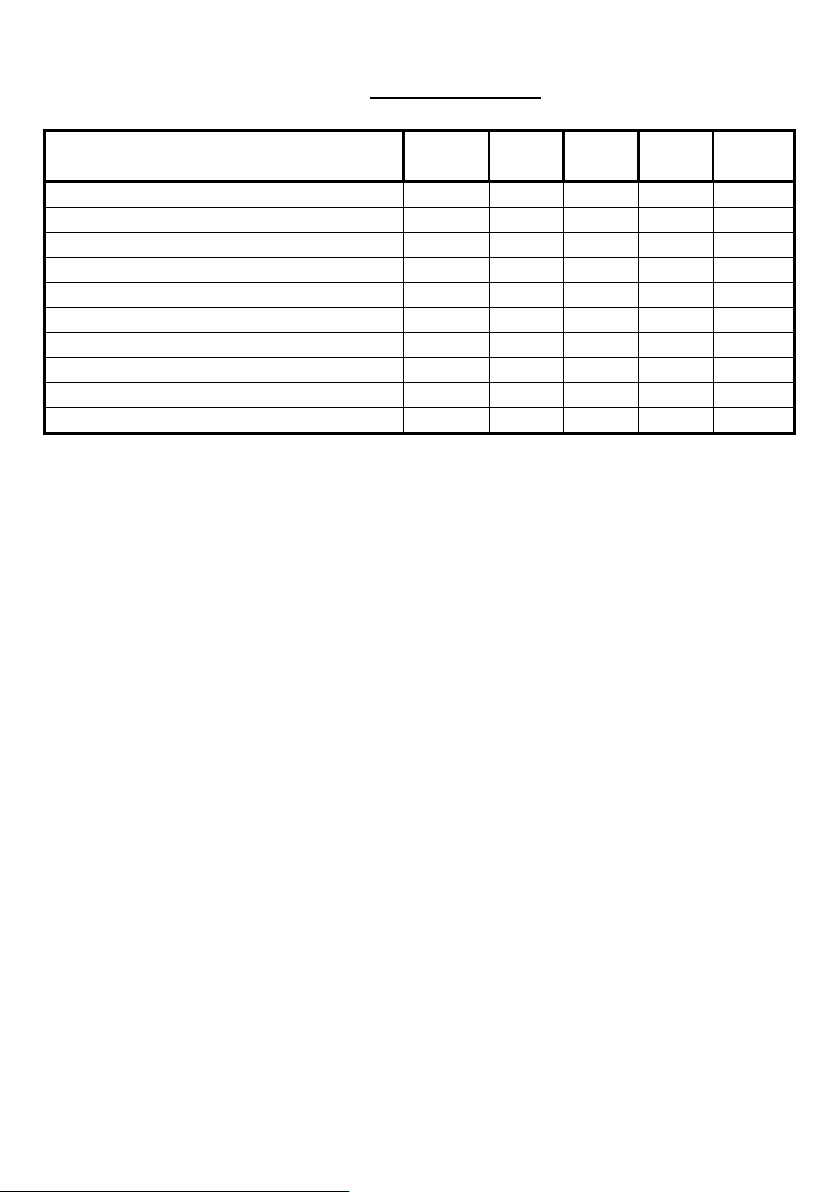
Название
Кол-во
TIG-
167 D
TIG-
187 D
TIG-
207 D
TIG-
187 DP
Аппарат
1 шт. + + + +
Сетевой кабель (2 м)
1 шт. + + + +
Кабель с клеммой заземления (3 м)
1 шт. + + + +
Кабель с электрододержателем (2,5 м)
1 шт. + + + +
Соединитель кабельных разъемов
2 шт. + + + +
Сварочная горелка TIG с кабелем (3,5 м)
1 шт. + + + +
Сопло (4,5,6,7)
4 шт. + + + +
Цанга
3 шт. + + + +
Диффузор
1 шт. + + + +
Руководство пользователя
1 шт. + + + +
2. Комплектация
6

3. Общее описание
Установки аргонно-дуговые – аппараты, предназначенные для аргонно-дуговой сварки, т. е. для сварки
в среде инертного газа аргона. Сварка может осуществляться плавящимся или неплавящимся
электродами TIG. В качестве неплавящегося электрода обычно используется вольфрамовый. При этом
способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть
выполнено путем касания электродом изделия. Поэтому, при аргонной сварке неплавящимся
электродом для зажигания дуги параллельно источнику питания подключается устройство, которое
называется ”осциллятор”. Установки для аргонно-дуговой сварки выполнены по инверторной
технологии. Встроенный микропроцессор обеспечивает надежную работу аппарата, контроль и ввод
параметров осуществляется с помощью панели цифрового управления.
Преимущества:
Высокое качество сварных соединений на разнообразных металлах и сплавах
различной толщины.
Возможность сварки в различных пространственных положениях.
Возможность визуального наблюдения за образованием шва.
Способ сварки обеспечивает хорошее качество и формирование сварных швов.
Позволяет точно поддерживать глубину проплавления металла.
Отсутствие операций по засыпке и уборке флюса и удалению шлака.
Высокая производительность и легкость механизации и автоматизации.
Низкая стоимость при использовании защитных газов.
Из-за сравнительно небольших габаритов и веса, аппараты легко перемещать.
Устойчивая работа даже от 185 Вольт
Наличие цифрового дисплея
Плавное нарастание и плавное снижение сварочного тока в конце сварки.
Продувка газа до и после сварки.
2 / 4-х-тактный режим (доступно только для TIG-187 DP).
Импульсная сварка с регулировкой частоты (доступно только для TIG-187 DP).
Поджиг дуги в режиме TIG обеспечивается бесконтактным (HF) способом.
Функция hot-start облегчает зажигание дуги.*
Функция arc-force кратковременно увеличивает сварочный ток, предназначена для
предотвращения прилипания электрода.*
Функция anti-sticking препятствует залипанию электрода.*
*В некоторых аппаратах
7
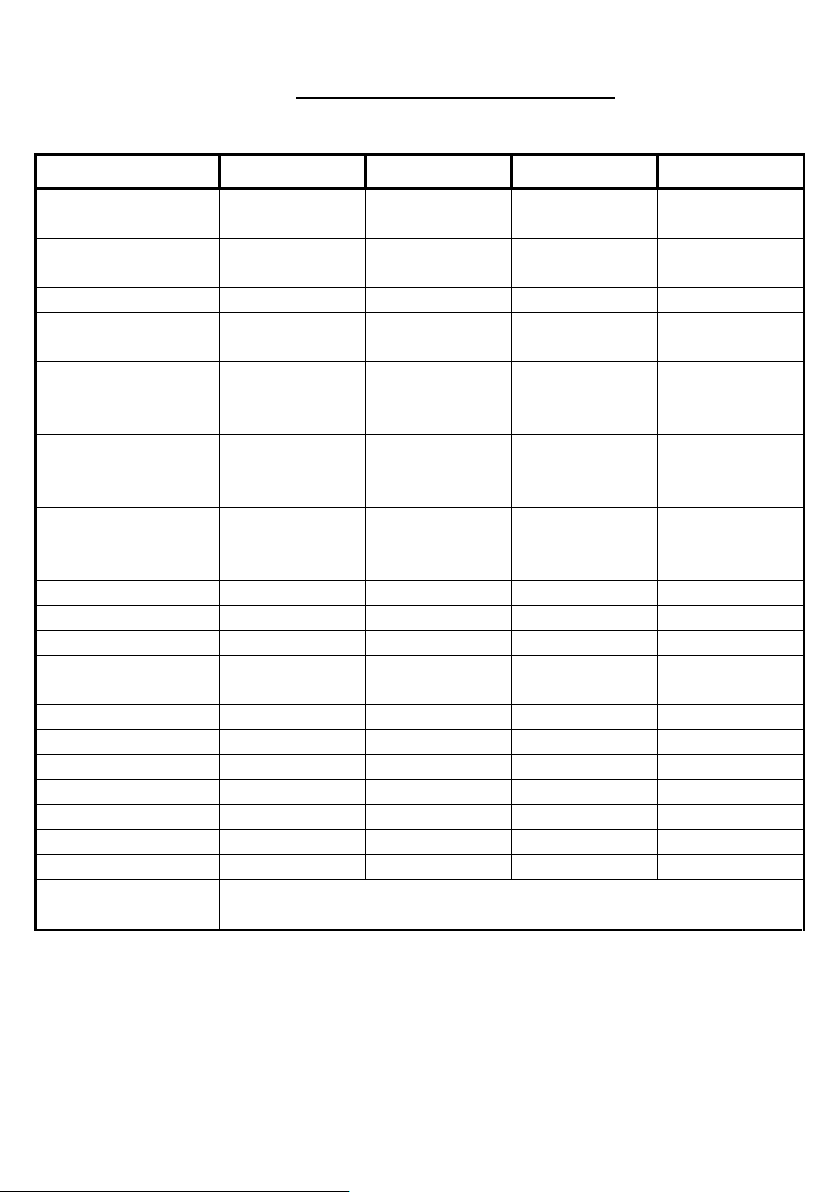
Тип
TIG-167 D
TIG-187 D
TIG-207 D
TIG-187 DP
Параметры электросети
(В)
220В±10%
50/60Гц, 1 фаза
220В±10%
50/60Гц, 1 фаза
220В±10%
50/60Гц, 1 фаза
220В±10%
50/60Гц, 1 фаза
Потребляемая
мощность (кВа)
4.1
4.8
5.6
4.8
Потребляемый ток (А)
18.6
22
25.5
22
Напряжение на
холостом ходу (В)
41
56
56
56
Диапазон
регулирования
сварочного тока (А)
10-160
10-180
10-200
10-180
Диапазон
регулирования
напряжения (В)
10.4-16.4
10.4-17.2
10.4-18
10.4-17.2
Диапазон
регулирования времени
спада тока (сек)
нет
нет
нет
0-5
Газ после сварки(сек)
нет
0-10
0-10
0-10
Стабилизация дуги
нет
автоматически
автоматически
автоматически
Частота импульса (Гц)
нет
нет
нет
LF: 2.5 IF: 250
Поджиг дуги
HF
(бесконтактный)
HF
(бесконтактный)
HF
(бесконтактный)
HF
(бесконтактный)
ПН (%)
60
60
60
60
КПД (%)
85
85
85
85
Коэффициент мощности
0.93
0.93
0.93
0.93
Класс защиты
IP21
IP21
IP21
IP21
Класс изоляции
B B B
B
Габариты (мм)
401×159×294
401×159×294
401×159×294
401×159×294
Вес (кг) 8 8 8 8
Мощность генератора
(кВт)
См. таблицу 12 в разделе “В помощь сварщику”
4. Основные характеристики
Таблица 1. Основные характеристики
8
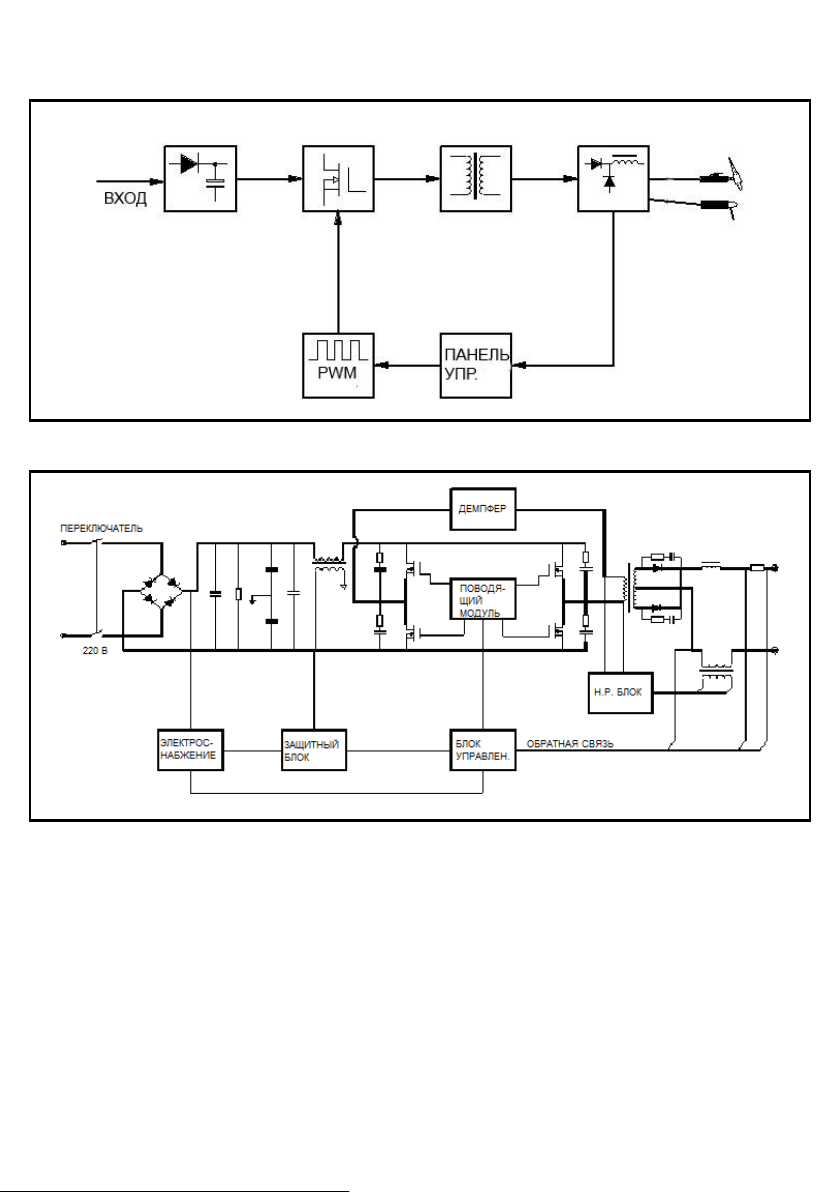
Блок-Диаграмма
Блок-Схема (Однофазная)
9
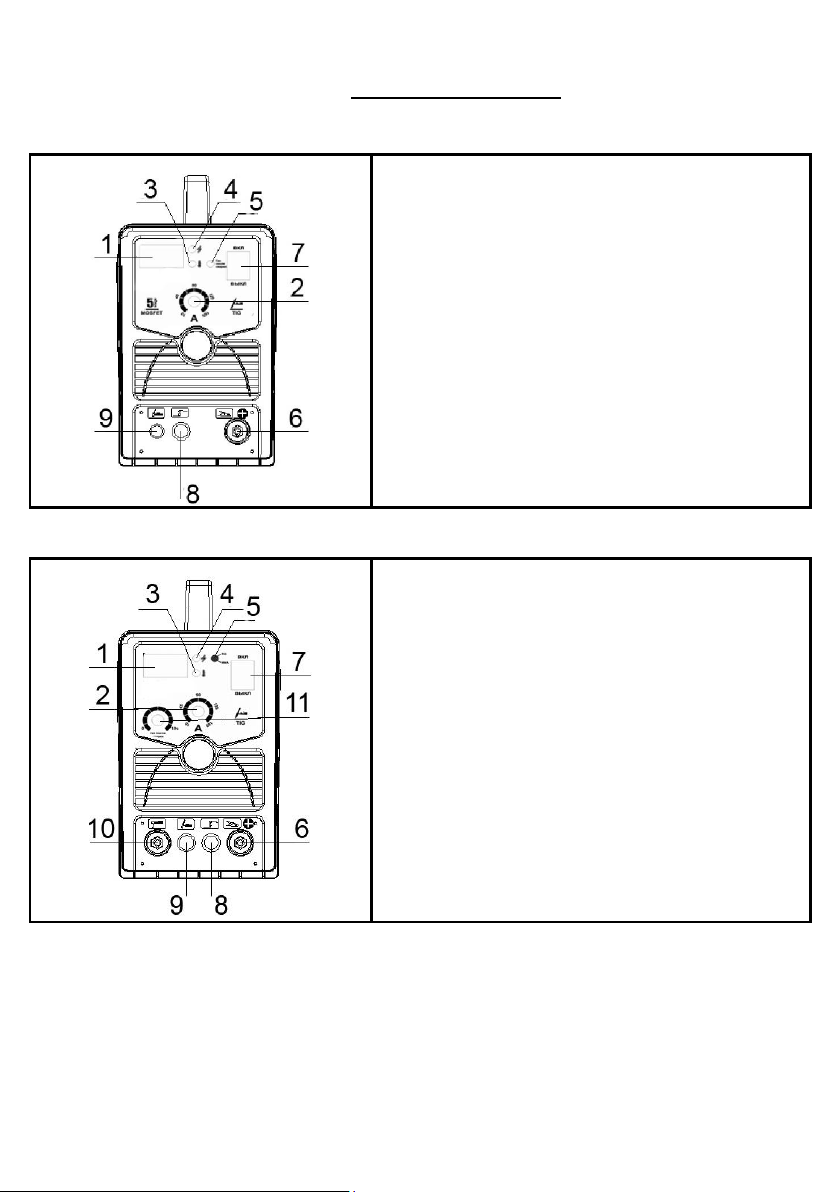
1. Дисплей (показывает значение тока)
2. Регулятор сварочного тока
3. Сигнальная лампа 1 (загорается при срабатывании
термозащиты)
4. Сигнальная лампа 2 (загорается при включении
аппарата в сеть)
5. Переключатель «газ после сварки»
6. “+” разъем для подключения сварочного кабеля
7. Тумблер включения и выключения
8. Разъем для подключения кабеля управления
горелкой
9. Разъем для подключения сварочной горелки
1. Дисплей (показывает значение тока)
2. Регулятор сварочного тока
3. Сигнальная лампа 1 (загорается при срабатывании
термозащиты)
4. Сигнальная лампа 2 (загорается при включении
аппарата в сеть)
5. Переключатель режимов TIG/MMA
6. “+” разъем для подключения сварочного кабеля
7. Тумблер включения и выключения
8. Разъем кабеля управления горелкой
9. Разъем для подключения сварочной горелки
10. “-” разъем для подключения сварочного кабеля
11. Регулятор времени продувки газа после сварки
5. Описание панели
5.1. Передняя панель (TIG-167 D)
5.2 Передняя панель (TIG-187 D, TIG-207 D)
10
 Loading...
Loading...