

Page 1
II
}]
ftlj
Il
*Jl
YXP-3
LEATHER
fJ!
SKIVING
Jft
}jt
OPERATION
MACHINE
RA
~
MANUAL
1111!1·111
ZOJE
Ill
81
SEWING
m
iliR
MACHINE
ft!l
fR
iEi
Be~
CO.,
61
LTD.
Page 2
I .Features and uses
of
the machine.
JS-801 Leather Skiving Machine with circular knife is suitable for edge-skiving and
skiving
caps, bags, garments, belts, gloves and
above goods. garments, belts, gloves and sports goods etc.
above goods.
life etc.
of
any kinds
The
machine has features
of
leather as well as plastic cloth, synthetic leather, felted wool and rubber for shoes,
sports goods etc.
of
noiseless stable perfoimance, easy operation. high productivity
It
It
is one
is one
of
necessary equipments whick make
of
necessary equipments
II .Main Technical Specifications.
YXP-3
rotating speed
skiving
size
of
the
net
weight
motor power
size
of
circular knife
ill.
To
prepare for using.
!.Assembling
The machine head. frame and
motor
at
the
and align their positions. Thighten all screws and nuts.
2.Cleaning grease dirt.
The
machine are coated with anti-rust grease
through long time storage and long
accumulate
cloth after unpacking.
Check
observe wheather the feeding wheel and the grinding wheel impact
there is any impact,adjust
wheel and
for testing,
On
3.Checkingthe
The
machine may
the machine completely after cleaning it ,
the
4.Filling oil and testing.
Before starting
The
of
main shaft (circular knife)
width
machine head
of
the
machine head
motor
etc.are packed separately. First assemble
long hole
it ,
grinding wheel keep a clearance with
belt pulley
of
the
The
grease on
machine
get
the
the
machine, fill oil
of
frame beam, and fix it with screw.
way
transport, the grease may become hardened
the
surface
strong shaking
machine according
the
main
of
in
the
at
oil holes and moving parts.
shaft sttould fum clockwise.( observe from
11
4-15mm
550X370X400mm
45kg
370w
0ll7X54X0ll4mm
to
p~vint
the
machine
transport leading
Tum
the belt pulley
to
the
methods
the
edge
00-1200'J)m
Then
place
the
if
from rusiting before packing. But it may be
must
be cleaned with gasoline and clean soft
to
loosening
of
the
main shaft with hand and
the
edge
of
the. circular knife
of
this instruction book, make
ofthe
knife.
Let
the
machine run a few minutes
the
frame,thcn set
table
and
or
shifting
the
t?ght
whole
surface
which
make
and
long
machine head
or
dust may
of
its parts.
or
not,
the
feeding
of
operator)
the
If
IV
.How to use and adjust the machine.
l.To adjust the position
of
the circular knife.
13
Page 3
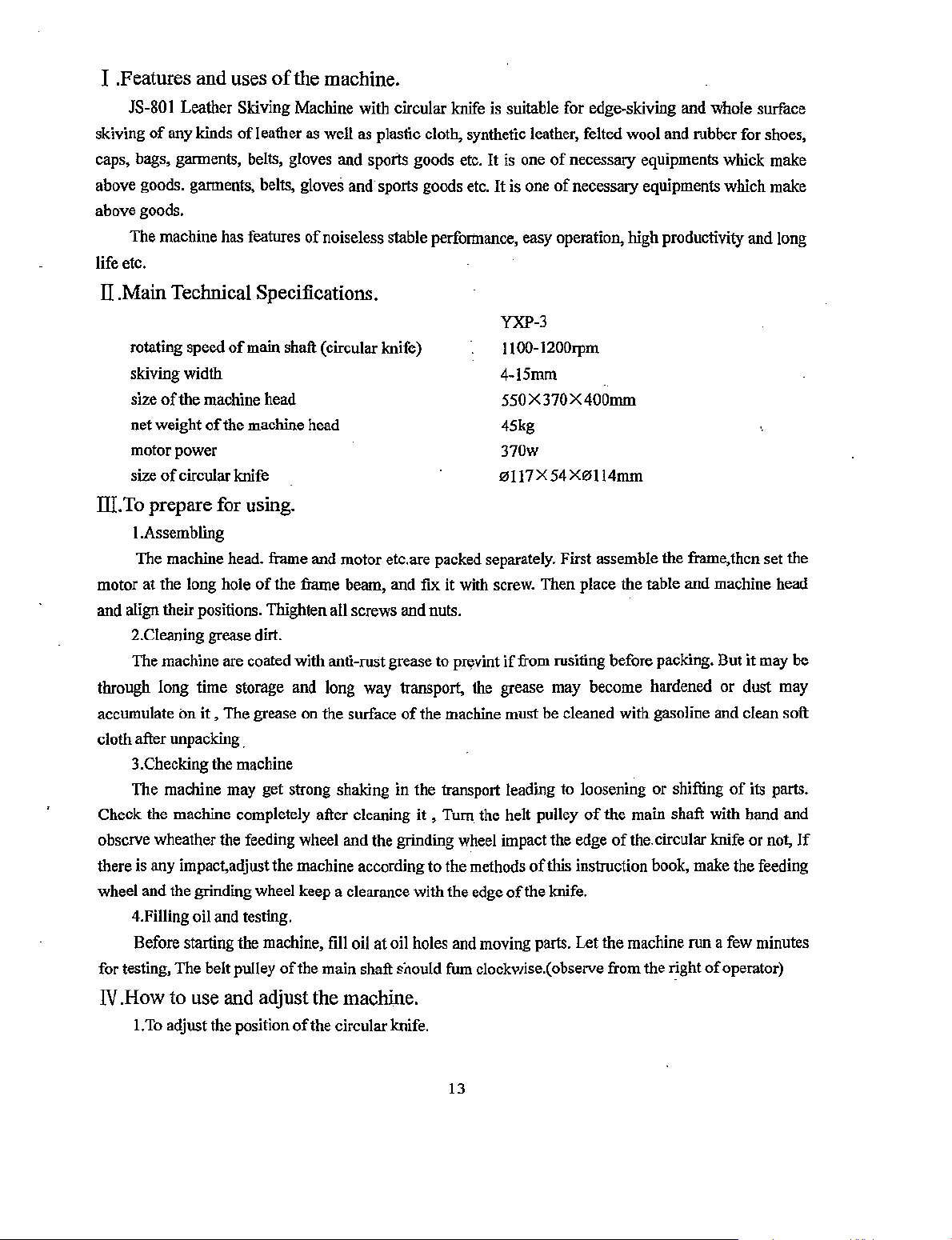
The edge
This clearance is an important factor for assuring skiving quality, The edge
through skiving, and need to regring. After several times or long time regrinding the relative position
the edge
m.ade
up by means
JS-80 1 :The circular knife adjustment consists
micro-adjusting by means
clearance and tum it counterclockwise
2.To regrind the
The grinding wheel
be
regrund continually. Also can regrind it after the edge
can
screw bar
does grinding;turn the adjusting screw bar
stop grinding.(see Figure
Caution: When grinding the
the grinding wheel from impacting the edge
of
the knife should keep a clearance about 0.4-0.Smm with the side
of
of
the knife to the feeding grinding wheel and the side
of
adjusting the axial position
of
tui:t_ting
the adjusting handle
··o
decrease the clearance.( see Figure 2)
of
the knife.
of
precise worm and worm wheel whick can make
of
presser foot will change, and can
of
the knife. Turn clockwise to increase the
circular knjfe
of
the knife rotales when the machine works normally, so the edge
of
the knife get dull. When
of
the grinding wheel counter-clock wise, the grinding wheel closes to the dege
_clackwise,
the grinding wheel leaves
t.t'l.e
3)
edge
of
the knife, the grinding wheel should advance slowly
of
the knife, leading to destory the grinding wheel or the edge,
of
presser foot(figure
the knife will get dull
of
the knife
tum
the adjusting
of
the knife and
edge
of
the knife and
to
prevent
of
be
even work accidents,
To
adjust the beight and centre
3.
The feeding wheel has two functions, The main one is feeding material, anotheris grinding burrs
the inner side
Tills will do quite well
knife.
adjusted
the R adjusting screw bar
knife and the right side
of
the knife. The R centre
if
they are not on the same axis.
of
feeding wheel when the clearance
of
feeding wheel, tum the adjusting screw bar clockwise,
of
the
feedi~g
of
the feeding wheel should be identical with the R centre
to
feedi'.lg the material
The
method
wheel arc.
md
grinding the knife.The R centres should be
is;
loosen the R adjusting nut
is
big between the inner diameter
of
feeding wheel,
on
the cluntrary side,
of
of
of
the
turn
the
turn the adjusting screw bar counterclockwise until the clearance is consistent between the feeding wheel
Rand
both sides
The outer diameter
of
the inner diameter
of
the feeding wheel should connect the inner diameter
of
the knife. Then retighten the adjusting nut
R.
of
the knife. The big
clearance between them will cause unsmooth feeding and poor quality skiving. The over interference will
of
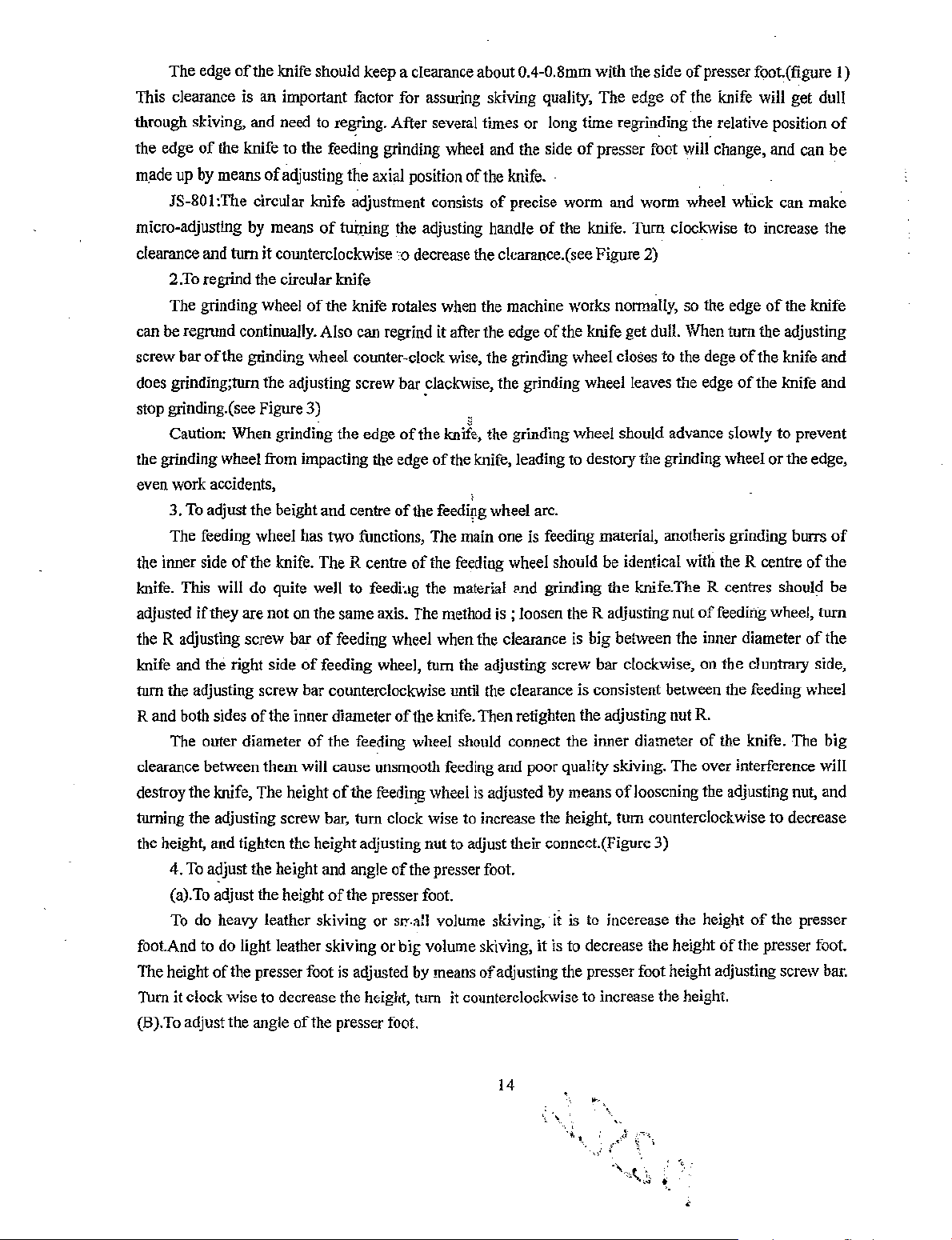
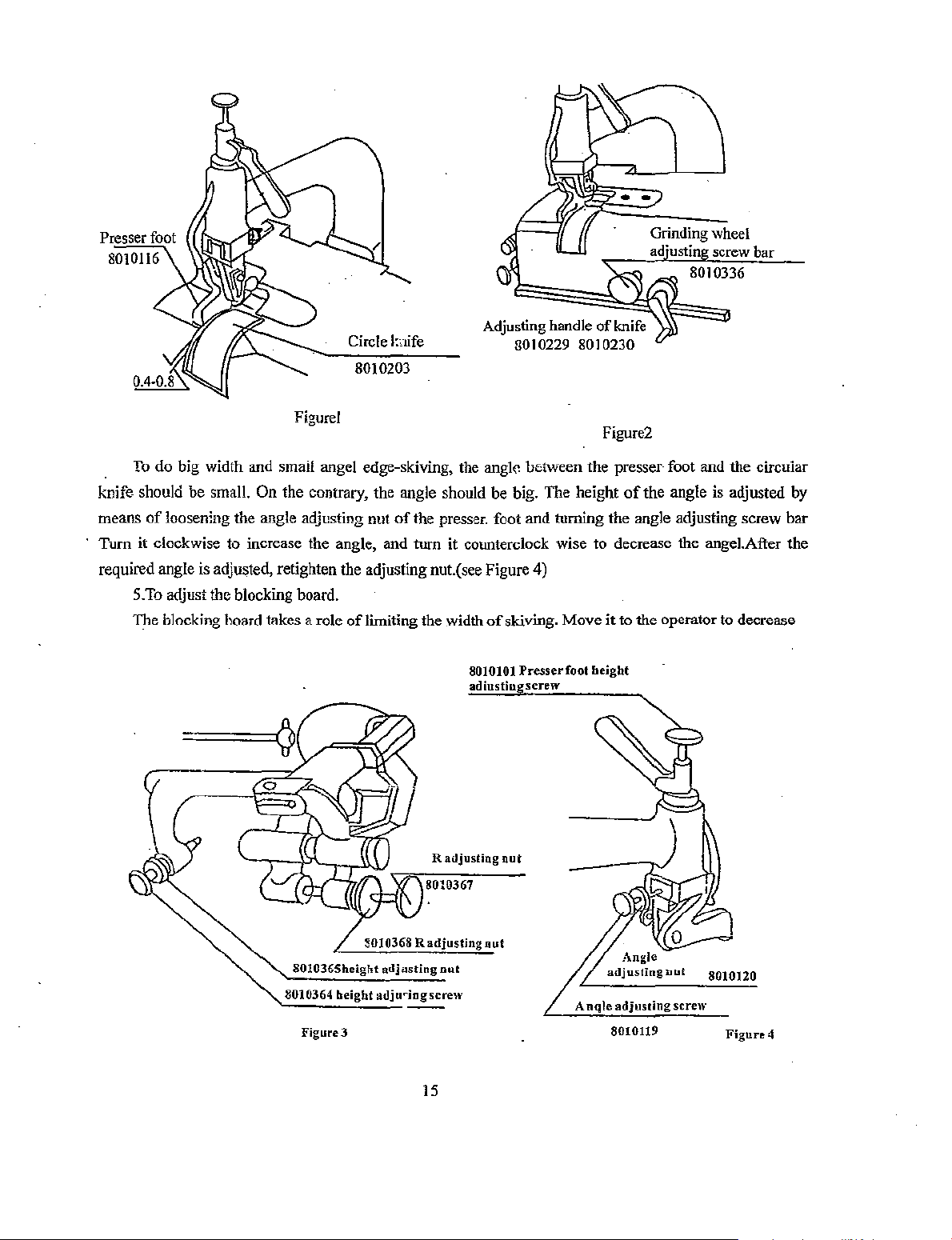
destroy the knife, The height
the feedif!g wheel
turning the adjusting screw bar, tum clock wise to increase the height, turn counterclockwise
is
adjusted by means
of
loosening the adjusting nut, and
to
decrease
the height, and tighten the height adjusting nut to adjust their connect.(Figure 3)
To
adjust the height
4.
To
adjust the height
(a).
To
do heavy leather skiving or
foot.And to do light leather skiving or
of
The height
the presser foot
Tum it clock wise to decrease the
(B).
To
adjust the angle
and
angle
of
the presser foot.
is
adjusted by means
height, tum it counterclockwise to increase the height.
of
the presser foot.
of
the presser foot.
srr.n!J
volume skiving, ii is to incerease the height
big volume skiving, it is to decrease the height
of
adjusting the presser foot height adjusting screw bar.
of
the presser
of
the presser foot.
l)
14
...
'·
•
,.•" '
< •
';
-
..
:
•
,,.-
Page 4
Presser foot
80101l6
--
Grinding wheel
ad·ustin screw bar
Circle
l:c1ife
Adjusting handle
8010229 8010230
of
knife
80!0203
Figure!
Figure2
To
do big width and smail angel edge-skiving, the
knife should
means
Tum
it clockwise to increase the angle, and turn it counterclock wise to decrease the angei.After the
required angle is
be
small. On the contrary, the angle should be big. The height
of
loosening the angle adjusting nut
adjusted, retighten the adjusting nut.( see Figure 4)
of
the presser. foot and turning the angle adjusting screw bar
5.To adjust the blocking board.
The blocking hoard takes a role
of
limiting the width
angl<!
of
skiving. Move
8010101
adiustiu
Presser
between the presser- foot and the circular
of
the angle is adjusted by
it
to
the operator to decrease
foot
screw
beigbt
R
8010365height
8010364
height
Figure3
:':!010368
R
adju$ting
adj<~sting
adjuring
screw
adjusting
nul
nut
lint
A nqle adjusling
15
Angle
adjuslingnut
8010119
8010120
screw
Figure4
Page 5
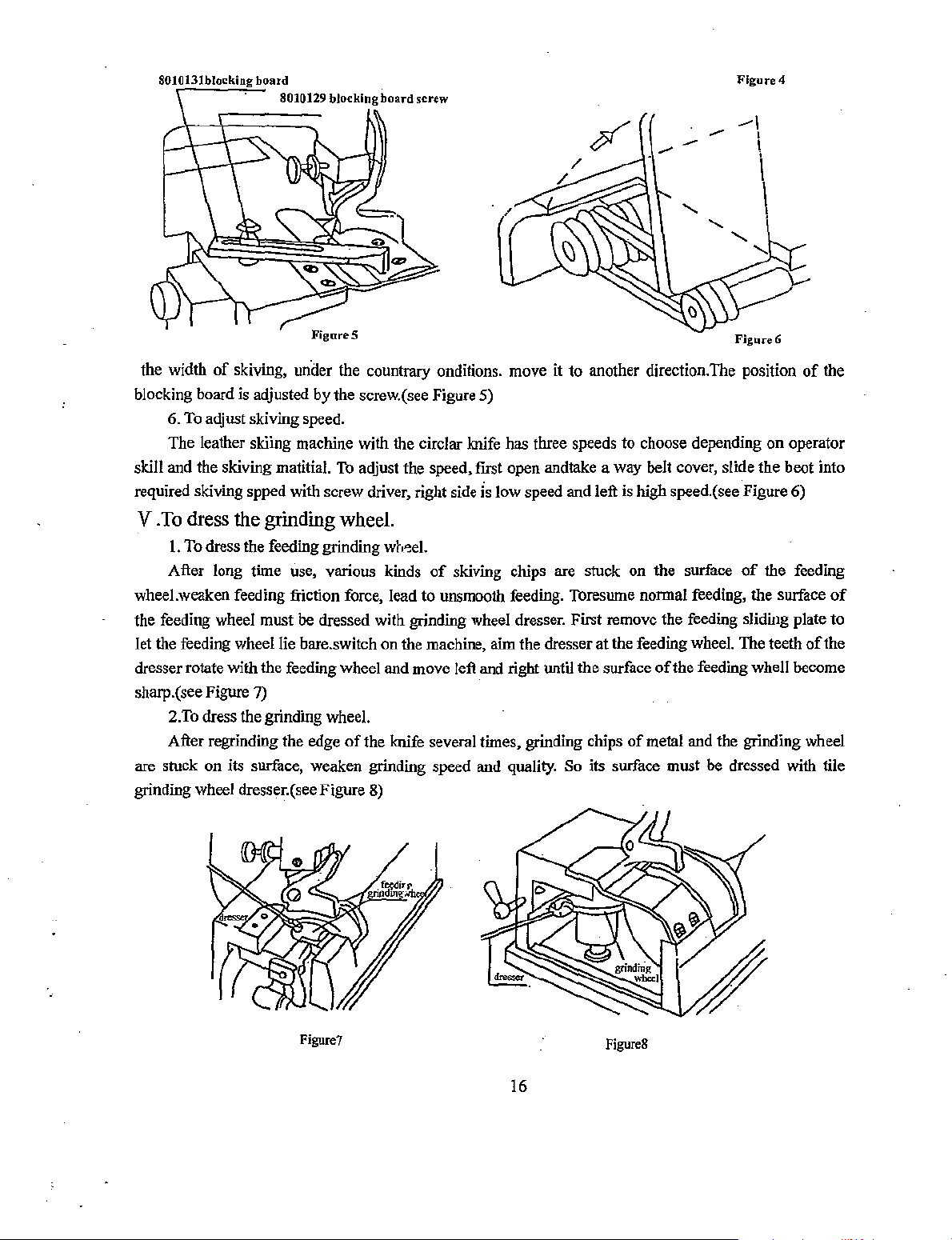
801013lblocking
board
8010129 blocking
FigureS
board
Figure4
screw
the width
blocking board is adjusted
skill and the skiving matitial.
required skiving spped with screw driver,
V
.To
wheel.weaken feeding friction force, lead to unsmooth feeding. Toresume normal feeding, the surface
of
skiving, under the countrary onditions. move
6.
To
adjust skiving speed.
by
the screw.(see Figure 5)
it
to
another direction. The position
The leather skiing machine with the circlar knife has three speeds to choose depending
To adjust the speed,
right side is low speed and left is high speed.( see Figure 6)
:frrst
open andtake a way belt cover, slide
dress the grinding wheel.
1.
To dress the feeding grinding wh'!el.
After long time use, various kinds
of
skiving chips are stuck on the surface
of
of
the
on
operator
the
beot into
the feeding
of
the feeding wheel must be dressed with grinding wheel dresser. First remove the feeding sliding plate to
let the feeding wheel lie bare.switch on the machine,
dresser rotate with the feeding wheel and move left
sharp.(see Figure 7)
aim the dresser
and
right until
at
the feeding wheel. The teeth
the
surface
of
the feeding whell become
of
the
2.To dress the grinding wheel.
of
After regrinding the edge
the knife several times, grinding chips
are stuck on its surface, weaken grinding speed
and quality. So its surface must
of
metal and the grinding wheel
be
dressed with tile
grinding wheel dresser.(see Figure 8)
Figure?
16
FigureS
Page 6

!.
PRESSER FOOT AND
Part
Item
I
2 8010102 Presser
3
4
5
6
7
8
9
10
11
12
13
14
15
16
18
19
No.
8010101 Presser
8010103
8010104 Presser
8010105
8010106
8010107
8010108 Presser bar spring I
8010109
8010110
8010111
8010112
8010113 Presser foot shaft hook metal hinge screw
8010114
8010115
8010116
8010118 Ann
8010119 Presser foot
Presser bar lifter bracket screws
Presser
Presser bar lifter lever
Presser bar cover screw I
Presser
Presser foot side plates
Presser foot side plates
Presser foot side plates screws 2
Presser foot shaft boot metal set screw
Presser foot shaft
Presser foot 40mm
OUTERATfA
bar
adjusting screw I
bar
lifter bracket I
bar
lifter pin I
bar
lifter
CHMENTS
~~-arne
of
Part
bar
.
•
hock
adjusti!J.g
adj
metal
-
screw
screws
Quan
2
I
I
I
2
4
I
I
I
I
I
I
Remarks
17
Page 7

Item
20
21
22
25
26
27
28
29
30
31
32
33
34
35
Part
No.
8010120
8010121
8010122
8010125
8010126
8010127
8010128
8010129
8010130
8010131
8010132
8010133
8010134
8010135
36 8010136
37 8010137
38
8010138
40 8010140
41
42
43
8010141
8010142
8010143
8010143-1 Belt
44
45
8010144
8010129 Ruler
8010129-1
46
47
49
so
51
52
8010146
8010147
8010149
8010150
8010151
8010152
Name
Presser
Presser
Presser
Presser
Presser
Worm
Fiat
Ruler
Ruler
Worm
Slide
Slide
Slide
Slide
Slide
Waster
Waster
Bad
Belt cover
Belt cover
Belt
Belt cover lid
Ruler
Hinges
Hinges pins
Hinges set screw
Waste
Transmission
Base
foot
adjusting
bar
spring
foot
spring
foot
spring
foot
shaft
c;mmbar
screw
set screw 1
set screw
cham
bar
plate
screws
plate
screws 2
plate
A 1
plate
B . I
plate
C
feeder
screw
feeder
stop
plate
plate
cov·1r
lid 1
em
er
lid 1
stopper
set
screw 1
set screw
feeder
metals
shaft
plate
ping
screvv-
plate
washer
plate
pin
screw
of
Part Quan
screw
nuts
Remarks
2
1
1
1
1
1
1
1
1
6
1
1
1
1
1
1
1
1
2
2
4
1
1
1
18
Page 8

568
9J4U
"
"
'
"
2.Knife
Item
I 8010201 Leather
2
3
4
5
and
belated parts
Part No.
8010202
Knife
8010203 Knife
8010204
8010205
Knife shaft I
Knife shaft key I
6 8010206 Knife
7
8
9
10
11
12
13
14
15
16
17
18
8010207 Screw
8010208
8010209
8010210
8010211
8010212
8010213
8010214
8010215
8010216
8010217
8010218
Pubber bushings
Pulley shaft flange holder(Left) I
Pulley shaft flange
Pulley shaft
Pulley shaft flange
Screw
Nut
Pulley shaft shaft
Pulley shaft I
Pulley shaft key(large) I
Hexagongal nut( A) I
of
Name
peeler
set
shaft
covet I
screws 4
-·
nuts
holder(
nut
key(
Part
right) I
small) I
Quan
I
2
I
I
2
I
·2
2
Remarks
19
Page 9

Item Part
20
23
24
25
26
27
28
29
30
31
32
33
35
36
37
38
39
No.
8010220
8010223
8010224
8010225
8010226
8010227
8010228
8010229
8010230
8010231
8010232
8010233
8010235
8010236
8010237
8010238
Trust bearing 2
Kinfe shaft lead pipe key 1
Knife shaft lead pine 1
Knife shaft worm wheel 1
Knife shaft worm 1
Screw 2
Knife adjust!
Knife adjusting handle 1
Knife adjusting handle knod 1
Pulley shaft bearings 2
Pulley shaft metal 1
Pulley shaft metal screws 3
Clutch
Pulley
Clutch slide block
Clutch slide block screw
8010239 Clutch arm·
40 8010240 Clutch
41
42
43
44
45
46
47
48
49
50
8010241
8010242
8010243
8010244
Clutch spring hook
Clutch slide block screw
Clutch lever screw
Clutch lever sb.aft
8010245 Clutch arm sr;rew
8010246 Clutch lever spring
8010247 Clutch lever spring waser
8010248 Clutch lever spring hinge screw
8010249
Clutch lever spring screw
8010250 Clutch lever
.~g
arm
Clutch spring
Name
knob 1
of
Part
Quan
1
1
1
1
1
1
1
nut
1
1
1
I
1
1
1
1
1
Remarks
20
Page 10

"
"
"
"
"
"~~~
____
,
6465
707122
61677)
f .
77788179!180
~-
3.GRINDSTONEAND ROLLERATED PARTS
Item
I
2 8010302
3
4
5 8010305
6
7
8
10
II
12
13
14
15
16
17
18
19
20
21
22 8010322 Grindtone
23
Part No.
8010301
8010303
8010304
8010306
8010307
8010308
8010310
8010311
Worm wheel
Main
shaft
Main
shaft
Roller driving
Roller
Main shaft worm gear wheel screw
Main
Main
Main
Main
-
driving shaft metal
shaft
shaft
shaft
shaft
8010312 Main shaft
8010313
8010314
8010315
8010316
Main
shaft
Main
shaft
Main
shaft
Main shaft
8010317 Hexagonal
8010318
Main
shaft
8010319 Grindtone
8010320 Grindtone
8010321 Grindtone
8010323 Grindtone
Name
box
worm
gear
wheel
worm
gear
shaft
metal
worm
gear
chambar cove screw
front bushing
worm
g~,ar
chamer
key
key
bearing
deaning
pulley
nut
belt
set
set
shaft
shaft
screw
screw
pulley
holder
nut
of
Part
screw
screw
l1
36
)8
Quan
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
Remmks
21
Page 11

Item Part No.
24
25
26
8010324
8010325
8010326
27 8010327
28
29
30
31
8010328
8010329
8010330
8010331
32 8010332
33
8010333
34 8010334
35
36
37
38
39
8010335
8010336
8010337 Grindtone shaft
8010338
8010339
· Grindtone shaft pulley taper
Grindtone shaft bearings
Grindtone shaft bracket
Grindtone· shaft bearing roller
Grindtone shaft bracket
Bracket arm center screw nuts
Bracket arm
Grindtone shaft bracket arm spring
Grindto!le shaft bracket amsping screws
Grindtone shaft bracket screw
Grindtone adjusting screw pipe nuts
Grindtone adjusting screw
Grindtone adjusting screw I
Belt
guide pulley screws
Belt
guide pulley shafts
Name
cen~er
screws
belt
of
pipe
Part
pin
40 8010340 Belt guide pulley bearings
41
42
43
44
45
8010341
8010342
8010343
8010344
8010345
Belt
guide pulleys 2
Belt guide pulleys washers 2
Belt
guide pulley shaft screws 2
Belt guide br!.cket I
Belt guide bracket taper
..
pin
46 8010346 Belt guide bracket spring I
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
8010347 Belt guide hracket shaft
8010348
8010349
8010350
8010351 Roller driving shaft
8010352
8010353.
8010354
Belt
guide bracket ruming stoppers 2
Roller driving shaft
Roller driving shaft key
joint
Roller shaft oil wick
Roller shaft
Roller shaft oil seal plug I
8010355 Roller I
8010356 Roller washer I
8010357 Roller bracket I
8010358
8010359
Rollers haft screw I
Waste clear metal shaft screw
8010360 Roller bracket arm spring hooks(2) I
8010361
Roller bracket arm spring
8010362 Roller bracet arm spring books metal I
8010363
Roller bracket arm
64 8010364 Roller bracket arm adjusting screw
65
66 8010366 Roller bracket arm sprign hooks(
8010365 Roller bracket arm adjusting screw
I)
nut
Quan Remarks
I
2
I
I
I
3
3
I
2
I
2
I
I
2
2
4
I
I
I
I
I
I
I
I
I
I
I
I
2
22
Page 12

Item Part No.
67
68
69
70
71
72
73
8010367
8010368
8010369
8010370
8010371
8010372
8010373
74 8010374
75
76
77
78
79
80
81
82
83
84
8010375
8010376
8010377
8010378
8010379
8010380
8010381
8010382 Waste clear metal leather shaft I
8010383
8010383 Roller shaft screw
Name
Arm adjusting screv· I
Arm adjusting screw
Roller bracket turning arm
Roller bracket turning arm spring stopper 1
Roller
bracket
Turning arm spring adjusting nut 1
Turing arm spring adjusting screw 3
setscrew
Roller
Roller bracket arm center
Waste clear
Waste clear metal 1
Waste clear metal leather 2
Waste clear metal leather screws
Waste clear metal leather spring
Tape pin
bracket arm center pin
turning arm spring
metnalleather
nut
of
Part Quan
pin
screw I
nuts
I
1
1
3
1
2
2
Remarks
1
1
1
23
Page 13

3
2
6
4.ACCESSORIES
Item
I
2
3
4
5
6
7
8 80I0408 Presest
Part
No.
80I040I
80I0402
80I0403
80I0404
80I0405 Driver(large)
80I0406
80I0407
Grindstone diresser I
Grindstone nut spanner
Knifshaft spanner I
Knife inner cover remover I
Oiler
Presesr
foot 3
foot
Omm
;;omm.
Name
of
Part
7
Quan
I
I.
I
I
I
8
Remarks
I-I6B
I-I6C
24
Page 14

 Loading...
Loading...