

Page 1
取扱説明書
超 高 速 度 オ ー バ ロックミシ ン
超 高 速 度 安 全 縫 い ミシン
AZ7000SDR-8
AZ7000SDR-8,AZ7003SDR-8,AZ7016SDR-8
AZ7020SDR-8,AZ7025SDR-8,AZ7120SDR-8,AZ7125SDR-8
AZ7500SDR-8
AZ7500SDR-8,AZ7520SDR-8,AZ7525SDR-8
AZ7500SDR-31,AZ7520SDR-31,AZR7525SDR-31
クラス
クラス
このたびは、本製品をお買い上げいただき、まことにありがとうございます。
本製品のご使用にあたっては、取扱説明書を最後までお読みいただき、内容をよく理解してか
ら正しくお使いください。
また、お読みになった後は、お使いになる方がいつでも見られるところに保管してください。
Page 2
Page 3
目 次
安全にご使用いただくために ⅰ-ⅵ
1. 各部の名称 1
2. 据え付け方 2
2. 1 半沈式の据え付け方 2
2. 2 全沈式の据え付け方 4
2. 3 モータ、プーリとベルト 8
2. 4 ベルトの掛け方 9
2. 5 ベルトカバーの取り付け方 9
2. 6 アイガード及びフィンガガードの取り付け方 9
3. 縫い速度とプーリの回転方向 10
4. 潤滑油 11
4. 1 使用油 11
4. 2 給油 11
4. 3 油の交換 12
4. 4 オイルフィルタの点検と交換 12
5. 正しい使い方 13
5. 1 使用針 13
5. 2 針の取り付け方 13
5. 3 糸調子器の調節 14
5. 4 押エの圧力 15
5. 5 押エの開閉 15
5. 6 カバーの開閉 16
5. 7 差動送リの調節 16
5. 8 縫い目長さの調節 17
5. 9 テープの通し方 18
5.10 SP装置とHR装置 18
5.11 ミシンの掃除 19
6.ミシンの調整 20
6. 1 縁かがり縫いの針糸調子 20
6. 2 縁かがり縫いのルーパ糸調子 21
6. 3 二重環縫いの針糸調子 22
6. 4 二重環縫いのルーパ糸調子 22
6. 5 縁かがり幅の調節 23
6. 6 上メス・下メスの調節 24
6. 7 送リ歯の高さ 26
Page 4
目 次
6. 8 送リ歯の傾きの調節 27
6. 9 針とルーパの調節 28
6. 9. 1 針の高さ 28
6. 9. 2 下ルーパの取付角度 29
6. 9. 3 下ルーパの引け量 29
6. 9. 4 針の平行 30
6. 9. 5 下ルーパの前後位置 30
6. 9. 6 上ルーパの出量 31
6. 9. 7 上ルーパの前後位置 31
6. 9. 8 下ルーパと上ルーパのタイミング 32
6.10 針と二重環ルーパ 32
6.11 AZ7000SDR-8 クラスの針と針受ケ 33
6.11. 1 針と針受ケ ( 後 ) 33
6.11. 2 針と針受ケ ( 前 ) 33
6.12 AZ7500SDR-8 クラスの針と針受ケ 34
6.12. 1 針と針受ケ ( 後 ) 34
6.12. 2 針と針受ケ ( 前 ) 34
6.12. 3 二重環縫いの針と針受ケ 35
6.13 押エの位置調節 35
7. SC10 装置 36
7. 1 概要 36
7. 2 送風量の調節 36
7. 3 取り付け方 37
8. K2 装置 39
8. 1 上刃、下刃のかみ合わせの調節 39
8. 2 給油 39
9.仕様 40
9. 1 AZ7000SDR-8 クラス 40
9. 2 AZ7500SDR-8 クラス 41
お願い
◇ 本 書 は 、主 に 技 術 者 向 け に 作 成 さ れ て い ま す が 、こ の マ ー ク が 付 い て い る 項 目 は 、ミ シ ン を 大 切 に お
使いい ただくために、オペレータの方にも読ん でいただきたい 項目で 該当する説 明図と合 わせてご覧くださ
い。
おことわり
本 製 品 は 改 良 な ど に よ り 、使 用 部 品 を 変 更 す る こ と が あ り ま す 。そ の 際 に は 、本 書 の 内 容 お よ び 説 明 図 な ど の 一 部 が 、本 製 品 と 一
致しない場 合が ありますので、あらかじめご了承ください。
また、本書の 作 成にあたっては万 全を期しておりますが 、万一の誤りや記 載もれなどが 発 見され ても直ちに修 正できないことが
ありま す 。
Page 5
安全にご使用いただくために
1. 安全にご使用いただくために
ミシン、自動機、付帯装置 ( 以下機械と言う ) は、縫製作業上やむえず機械の可動部品の近くで作業するため、可
動部品に接触する可能性が常に存在していますので、実際に使用されるオペレータの方及び保守、修理される保全
の方は、事前に以下の 「 安全についての注意事項 」 を熟読され、十分理解された上でご使用ください。
この取扱説明書「安全にご使用いただくために」に書かれている内容は、お客様が購入された商品の仕様には含ま
れない項目も記載されています。
なお、本取扱説明書および、製品の警告ラベルを十分理解していただくために、警告表示を以下のように使い分け
ております。これらの内容を十分に理解し、指示を守ってください。
1.1 危険の水準の説明
機械操作時または保守時に、当事者または第3者が取り扱いを誤ったり、その状況を回避
危険
警告
注意
しない場合、死亡または、重傷事故を招く可能性の高い危険。
機械操作時または保守時に、当事者または第3者が取り扱いを誤ったり、その状況を回避
しない場合、死亡もしくは重傷事故を招く潜在的な危険。
機械操作時または保守時に、当事者または第3者が取り扱いを誤ったり、その状況を回避
しない場合、軽傷または中程度の傷害、またはミシンの損傷を招く潜在的な危険。
1.2 警告絵表示および表示ラベルの説明
運動部に触れて、ケガをするおそれがあります。
高温部に触れて、ヤケドのおそれがあります
高電圧部に触れて、感電のおそれがあります。
アース線の接続を指示しています。
正しい回転方向を指示しています。
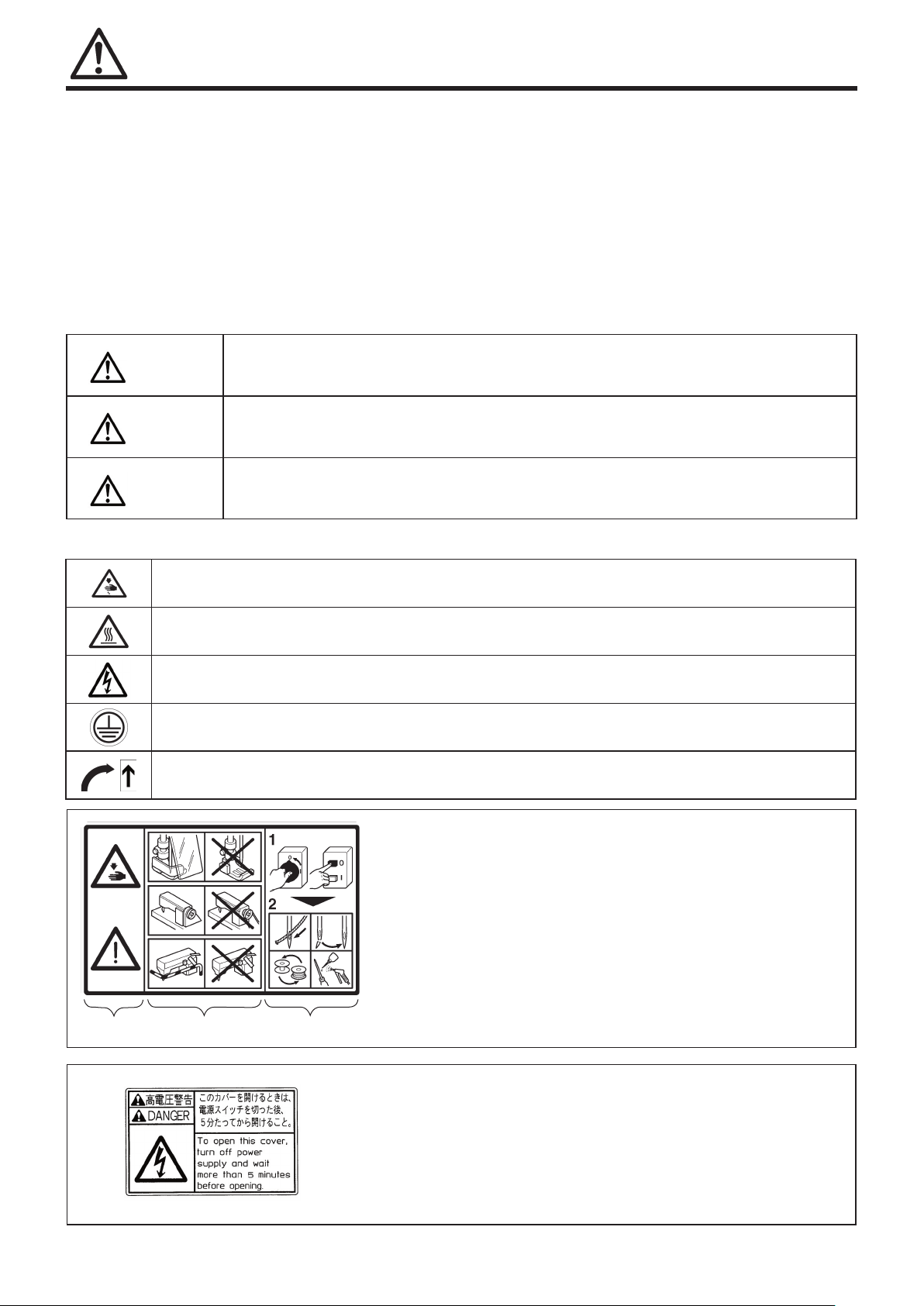
安全ラベルの説明
①中・軽傷害、重傷、死亡を招くおそれがあります。
②安全カバーを付けて縫製作業をすること。
③電源を切ってから、「 糸通し 」、「 針の交換 」、「 ボビンの交換 」、
運動部に触れてケガをするおそれがあります。
安全保護装置を付けて縫製作業をすること。
「 給油や掃除 」 をすること。
①
②
③
高電圧警告ラベルの説明
制御ボックス内部の電源には高電圧が流れています。感電のおそれ
があることを表示しています。
感電事故防止のため、電装ボックスを開ける必要のある場合は、電
源を切り、電源プラグを抜いて念のため5分以上経過してから蓋を
開けてください。
i
Page 6
ii
安全にお使いいただくために
1.3 図記号の説明
説明書の中で使用ている図記号の説明をします。
指示に従わないと、ケガやミシンが損傷する危険があります。
必ず指示内容に従い作業を行ってください。
絶対に行わないでください。
修理時や調整等の保守作業時や、落雷の可能性がある場合、電源プラグを電源供給元のコンセントか
ら必ず抜いてください。
使用時または調整時の注意事項、補足説明等
2.基本的注意事項
1.ご使用される前に本取扱説明書および、付属に入っ
ている全ての説明書類を必ずお読みください。
またいつでもすぐに読めるように、この取扱説明
書を大切に保存してください。
2.本項に書かれている内容は、購入された機械の仕
様に含まれていない項目も記載されています。
3.針折れによる事故防止のため、安全眼鏡を着用し
てください。
2.1 用途、目的
当社工業用ミシンは、縫製業における品質や、生産性
向上を目的としてご使用いただくよう開発された商品
です。
したがって、上記目的に反した用途には絶対ご使用に
ならないでください。
2.2 使用環境
当社工業用ミシンはご使用になる環境によっては、ミ
シンの寿命や、機能、性能、安全性に悪影響を及ぼす
場合があります。
下記の環境条件でのご使用はお避けください。
ミシンに悪影響を及ぼす、雰囲気温度や湿度の多
いところ。
屋外や高温な場所、直射日光が当たるところ。
粉塵、腐食性ガス、可燃性ガスなどの雰囲気中や
薬品に触れる場所での使用、保管。
雷が発生しているときは電装部品の損壊、誤動作
による事故防止のため、作業をやめ、電源プラグ
を抜いてください。
2.3 安全装置、警告ラベル
安全装置の欠落による事故防止のため、この機械
を操作する際は安全装置が所定の位置に正しく取
り付けられていることを確認してから操作してく
ださい。
安全装置については、ⅵ頁を参照してください。
事故防止のため、安全装置を外した場合は、必ず
元の位置に取り付け、正常に機能することを確認し
てください。
事故防止のため、機械に貼りつけてある警告ラベ
ルは、常にはっきり見えるようにしておいてくださ
い。剥がれたり汚損した場合、新しいラベルと交換
してください。
2.4 教育・訓練
事故防止のため、ミシンヘッドまたはミシンシステ
○
ムのオペレータおよびそれらの教示、保守、修理等
を行う要員は、作業を安全に行うための適正な知識
と運転技能を有することが必要です。
管理者は事前にこれらのオペレータおよび要員の教
○
育、訓練の計画を立案し、実施してください。
電圧変動が、定格電圧の± 10%を超えるところ。
電源容量が使用するコントローラ / モータの定格
の容量を十分に確保できないところ。
高周波ウェルダ等のノイズを発生するものの近辺
など、強い電界や磁界の発生するところ。
寒いところから急に暖かいところなど環境がか
わったとき、結露が生じて電装部品の損壊、誤動
作による事故防止のため、十分に水滴の心配がな
くなってから電源を入れてください。
2.5 改造
人身事故防止のため、機械には、改造等を加えない
でください。改造によって起きた事故に対しては、
当社は責任を負いません。
Page 7
iii
安全にお使いいただくために
警告
2.6 電源を切らなければならない事項
人身事故防止のため、異常、故障等が認められたと
き、停電のときは直ちに電源を切ってください。
機械の不意の起動による事故防止のため、次のよう
なときは、必ず電源を切ってから行ってください。
●たとえば、針、ルーパ、スプレダ等の糸通し部品
への糸通しをするときや、ボビンを交換するとき。
●たとえば、機械を構成する全ての部品の交換、ま
たは調整するとき。
●たとえば、縫い目長さの調節
●たとえば、差動比の調節
●たとえば、点検、修理、清掃するときや、機械か
ら離れる時。
○感電、漏電、火災事故防止のため、電源プラグを抜
くときは、コードではなくプラグを持って抜いてく
ださい。
○不意の起動による事故防止のため、クラッチモータ
を使用している場合は、電源スイッチを切った後も
モータは惰性でしばらく回り続けますので完全に止
まっていることを確認してから、上記の作業を行っ
てください。
3.各使用段階における注意事項
3.1 開梱
開梱は上から順序良く行ってください。木枠梱包
の場合、特に釘には十分注意してください。また釘
は板から抜き取ってください。
ミシン廃棄物の処理
ミシン廃棄物は、お客様の責任で地域の環境保護規則
に従って処理を行ってください。
ミシンに使用されている材料は鉄、アルミ、真鍮、各
種プラスチックです。
必要に応じて、専門の業者に委託してください。
3.2 運搬
持ち上げ、移動の際は転倒、落下等を起こさない
ように十分安全策をとってください。
ミシンや手に油が付いていると、滑りやすく、落
とす危険がありますのでよく油を拭き取ってくだ
さい。
運搬する際の事故防止のため、着荷時と同じ状態
に再梱包してください。
特に機械に付着した油は、十分に拭き取ってから再
梱包してください。
ミシンヘッドの運搬には、必ず補助者と2人以上
で作業を行ってください。
なお、人が持ち運ぶ運搬作業はテーブルや移送用の
台車への移し替え作業に限定し、それ以外の運搬作
業には必ず台車を使用してください。テーブルへの
移し換え時や台車での移送時には、過度の衝撃や振
動を加えないように注意してください。ミシンヘッ
ドが転倒する危険があります。
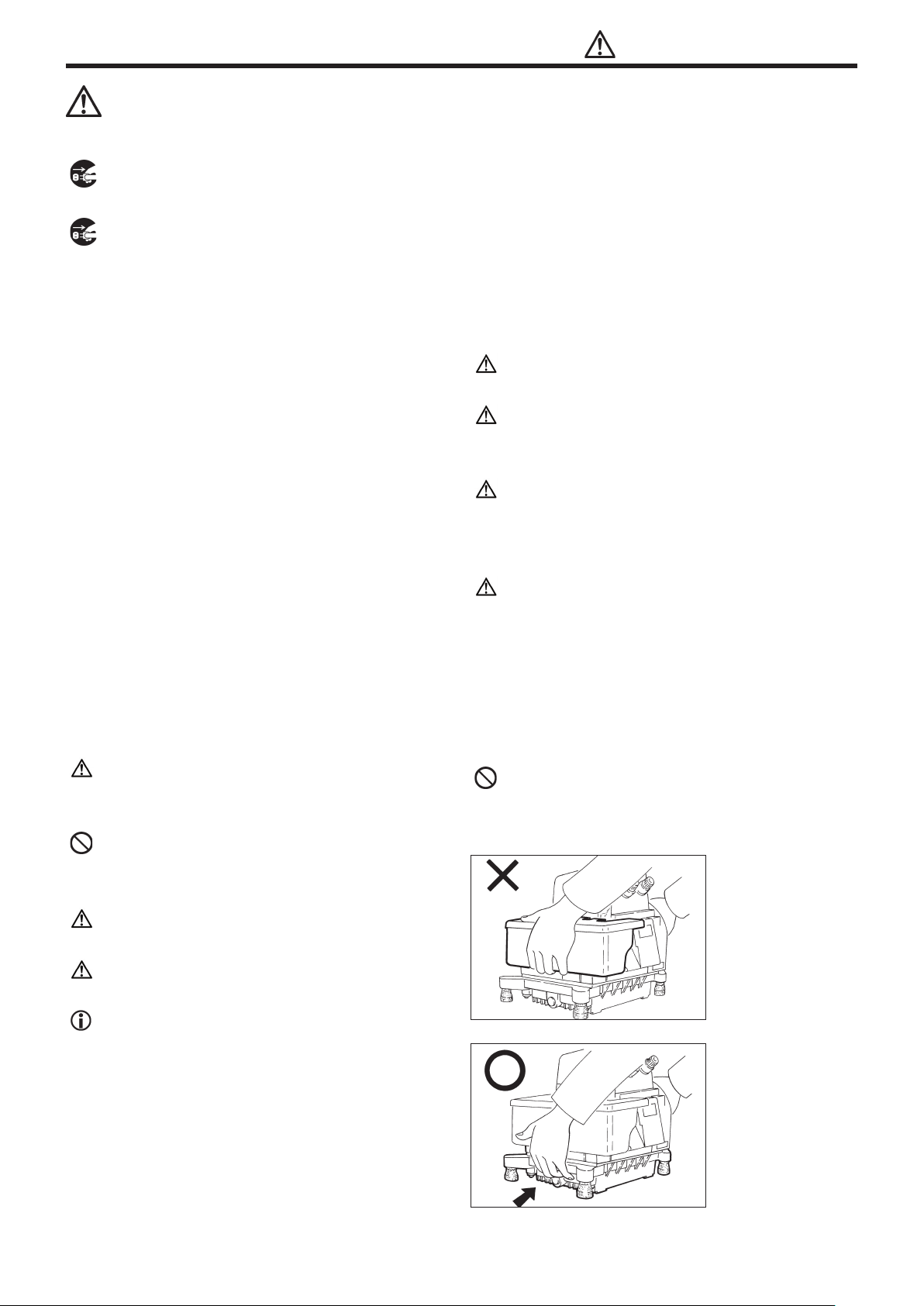
持ち運ぶときに、クロスプレートカバーの下部を
持たないでください。
ミシンヘッドを緩衝材から取り出すときには、絶
対に針の近辺や糸道関連部品を持たないでくださ
い。
ミシンヘッドの取り出し、運搬は、補助者と2人
以上で行ってください。
ミシンヘッドを取りだすときには、重心の位置に
注意して慎重に取り出してください。
開梱後の使用済み段ボール等は、その後の2次輸送
を行うことが予想される場合には、利用のため大切
に保管してください。
梱包資材の処理
梱包資材は、木・紙・段ボール・発泡スチロールからなっ
ています。梱包材はお客様で責任を持って地域の環境
保護規則に従って適切に処分していただくようお願い
します。
Page 8
iv
安全にお使いいただくために
3.3 据え付け、準備
3.3.1 ミシンテーブル
ミシンヘッドの自重および運転時の反力に十分耐
える強度を備えたミシンテーブル(天板、脚)をご
使用ください。
また、テーブルと脚はミシンヘッドの自重および運
転時の反力に十分耐えれるよう強固に結合してく
ださい。
○ ミシンの配置と作業エリアの明るさに十分考慮し
て、容易に作業できる環境を整えてください。
○ 作業者の姿勢を考慮して、ミシンテーブルの高さ
を決めてください。
また制御ボックスおよびその関連部品は、作業者の
姿勢に影響しないように取り付けてください。脚に
キャスタを付ける場合は、十分な強度を持ったロッ
ク付きのキャスタを使用してください。
移動時以外はキャスタをロックしてください。
3.3.3 ミシンオイルの取り扱い
オイルは子供の手の届かないところに保管してく
ださい。
ミシンには必ずミシン用の潤滑油を入れて(また
は差して)運転してください。潤滑油はヤマト指
定の「ヤマト SF オイル 28」を使用してください。
オイルが目に入ると炎症を起こすことがあります。
取り扱う際には保護眼鏡を使用する等、目に入ら
ないようにしてください。
※万一目に入った場合は、清浄な清水で 15 分間洗
浄し、医師の診断を受けてください。
体に油が付着した時は、炎症、かぶれを防ぐため
直ちに洗浄してください。
誤って飲み込んだ場合、下痢、嘔吐を防ぐため、
直ちに医師の診断を受けてください。
廃油、廃容器の処理方法は法令で義務付けられて
います。法令に従い適正に処理してください。不
明な場合は購入先にご相談の上処理してください。
3.3.2 電気配線 ・ 接地
据え付けが完了するまで電源プラグを接続しない
でください。
また感電、漏電、火災事故防止のため、たこ足配線
はしないでください。
ミシンヘッドとモータおよび電気装置類を接続す
るコードのコネクタは、確実に固定してください。
またコネクタを抜くときは、コネクタ部を持って抜
いてください。
接続コードは次の点に注意して配線してください。
○動作する機械部分の近くのコードは接触しない
よう十分に距離を取る。
○無理な力が加わらない。
○過度に曲げない。
ケーブルを止める時は、絶対にステープルを使用
しないでください。漏電、火災の原因になります。
ミシンヘッドの指定箇所に、アース線を確実に接
地してください。
また、他の機器の接地とは別系統にしてください。
オイルの保管方法はゴミ、水分等の混入防止のた
め、使用後は密栓してください。直射日光を避け、
暗所に保管してください。
火気の近くや高温の場所には保管しないでくださ
い。
警告
3.4 ミシン運転前のご注意
電源スイッチを入れる際、針の下付近、動作する機
○
械部分に手を近付けないでください。
はじめてミシンを運転する場合、ミシンのプーリ回
○
転方向がプーリ回転方向の表示と一致しているこ
とを確認してください。
電源を投入する前にケーブルやコネクタに損傷や脱
○
落、緩み等の外観上の異常がないことを確認してく
ださい。
キャスタ付き脚卓を使用の場合、不意の移動による
○
事故防止のため、キャスタをロックするか、アジャ
スタ付きのときはアジャスタで脚を固定してくだ
さい。
Page 9
v
安全にお使いいただくために
警告
3.5 ミシン運転中のご注意
必ずベルトカバー、フィンガガード、アイガードな
○
どの安全保護装置を取り付けた状態でミシンを運
転してください。
ミシン運転中は針の下付近および動作する機械部分
○
に手・頭髪を近づけたり、物を置いたりしないでく
ださい。
糸通しや針の交換をするときは、必ず電源スイッチ
○
を切ってから行ってください。
カッタ装置付きミシンの場合、ミシン運転中はカッ
○
タ部分(上メス、下メス)に手を入れないでくださ
い。
ミシンを使用しないときや作業者がミシンから離れ
○
るときは、必ず電源スイッチを切ってください。
停電した時は必ず電源を切ってください。
○
また使用中に誤動作または異常な音やにおいを感
じた場合、すぐ電源スイッチを切ってください。
ミシンの運転を行うときは、機械に巻き込まれない
○
ような服装で使用してください。
ミシン運転中はミシンテーブルの上に道具や工具、
○
その他縫製に必要のないものを置かないでくださ
い。
クラッチ式モータをご使用の場合、電源スイッチを
○
切った後もモータはしばらく回り続けます。ミシン
ペダルを踏むとミシンが作動し危険ですので、注意
してください。
サーボモータをご使用の場合は、機械停止中はモー
○
タの音がしません。不意の起動による事故防止のた
め、電源の切り忘れに注意してください。
プラー機構付きのミシンの場合、巻き込みによる事
○
故防止のため指、頭髪、衣類を近付けないでくださ
い。
警告
3.6 保守、点検、修理
保守、点検、修理の作業は、特別に訓練を受けた人
○
が取扱説明書の内容を十分理解したうえで作業を
従って行ってください。
保守、点検、修理の作業のときは、必ず電源スイッ
○
チを切り、電源プラグをコンセントから抜いて、ミ
シンおよびモータが完全に停止したことを確認し
てから行ってください。(クラッチモータの場合、
電源スイッチを切った後もモータが慣性でしばら
く回り続けますので注意してください。)
お客様独自の判断に基づくミシンの改造は行わない
○
でください。
改造によって発生した事故に対しては、当社は責任
を負いません。
ミシンの修理や部品交換は、当社純正部品をご使用
○
ください。
不適切な修理・調整及び非純正部品による事故に対
しては、当社は責任を負いません。
いかなる部品の取り外し、交換を行う場合またはミ
○
シンの調整を行う場合は、電源スイッチを切ってく
ださい。
保守、点検、修理の作業のために、カバーを取り外
○
したときは、必ずパッキンも取り外してください。
取り外さない場合、パッキンの縁でケガをするおそ
れがあります。
プラグを抜く際はコードを引っ張らずに、必ずプラ
○
グを持ってください。
コントロールボックス内には高電圧が掛かっていま
○
す。電源スイッチを切り、5 分以上待ってからカバー
を開けてください。
保守、点検、修理の作業のために、安全装置、カバー
○
を取り外した場合、作業終了後必ず元の位置に戻し
てください。
保守、点検、修理の作業後は、電源投入による危険
○
がないことを確認してください。
また作業後、初めて運転するときは低速で異音など
の異常がないことを確認後、高速運転を行ってくだ
さい。
4.ミシンの性能を維持するうえでの
推奨事項
(1) 説明書に従って、ミシン各部を定期的に清掃してく
ださい。
(2) 説明書に従って、定期的に潤滑油を点検し、補給ま
た交換をあるいは注油を行ってください。
(3) 防油用の部品にはゴムを使用しているため時間と
ともに防油機能が低下します。
詰栓等の固定部品が脱落した場合および密閉が
○
悪くなった場合は新しい部品と交換してくださ
い。
可動部分に使用している部品はミシンの稼働状
○
況、環境、保守、使用油により変わりますが、
数年毎に交換されることお勧めします。
(4) 交換方法については販売店または当社にお問い合わ
せください。
Page 10
安全にお使いいただくために
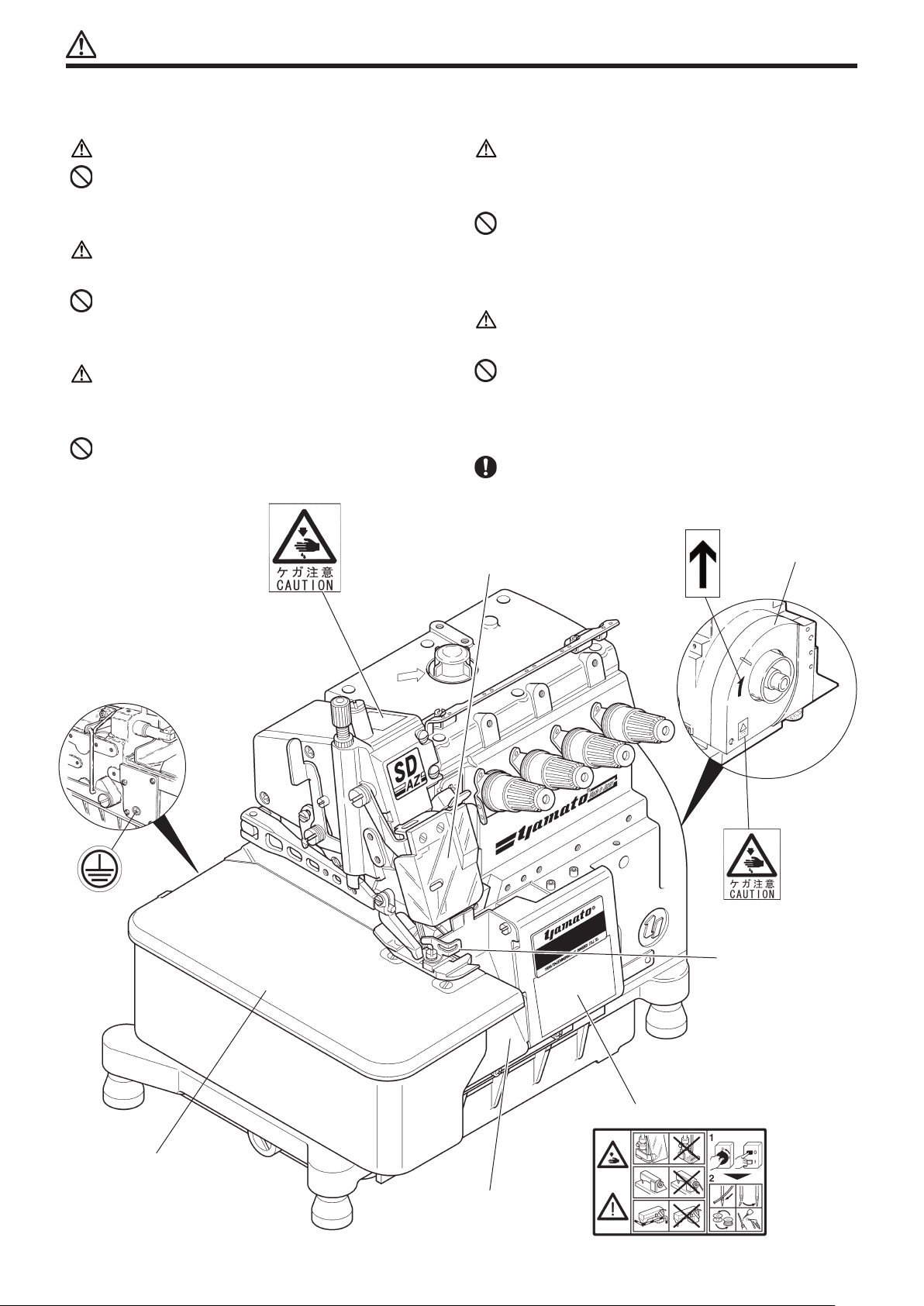
5.安全装置と警告ラベルの貼りつけ位置
ベルトカバー
ベルトに巻き込まないように保護しています。
カバーを取り外した状態で運転しないでください。
前開キカバー
カバーの内側の動く部品に当たらないよう保護し
ています。
カバーを開けた状態で運転しないでください。
アイガード
縫製中に針が折れた場合、飛散した針が目に入ら
ないよう保護しています。また針糸繰リ、上メスな
ど動く部品もあります。
アイガードを開けた状態で運転しないでください。
フィンガガード
針の下に指が入らないように保護しています。し
かしフィンガガード上方等にスペースがあり、指が
入るおそれがあります。
フィンガガードを取り外した状態で運転しないで
ください。
クロスプレート
クロスプレートの内側の動く部品に当たらないよ
う保護しています。
クロスプレートを開けた状態で運転しないでくだ
さい。
安全ラベル、警告ラベル
はがれたり、汚れて見難くなれば、貼り替えてく
ださい。
アイガード
ベルトカバー
クロスプレート
vi
フィンガガード
安全ラベル
前開キカバー
Page 11
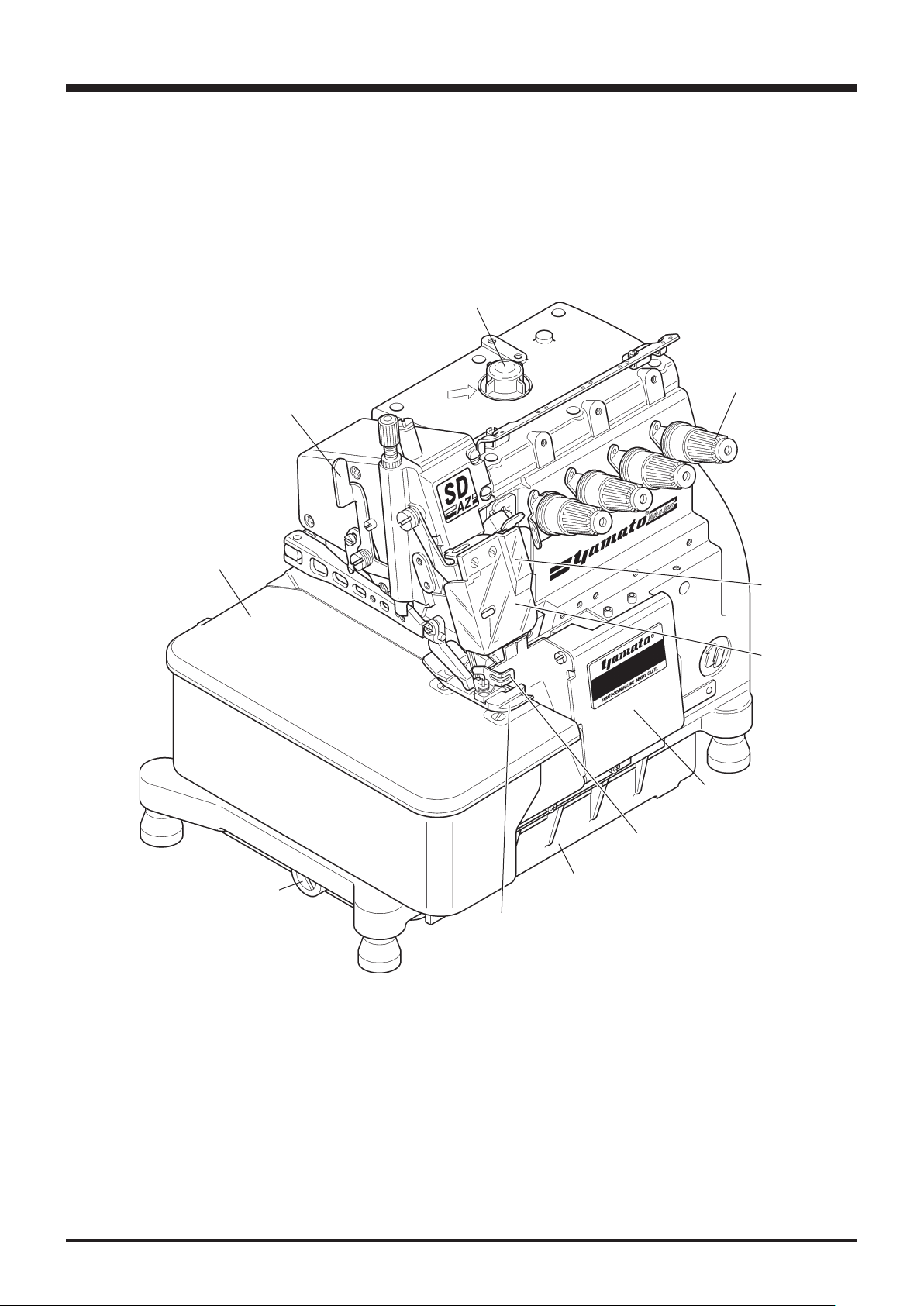
1.
各部の名称
オイルキャップ
糸調子バネ
キャップ
手揚ゲ
図 1-1
クロスプレート
油抜キネジ
SP装置
( アイガードの後 )
アイガード
前開キカバー
フィンガガード
油受ケ
押エ
1
AZ70000SDR-8,7500SDR-8
Page 12
2
AZ70000SDR-8,7500SDR-8
2.
据え付け方
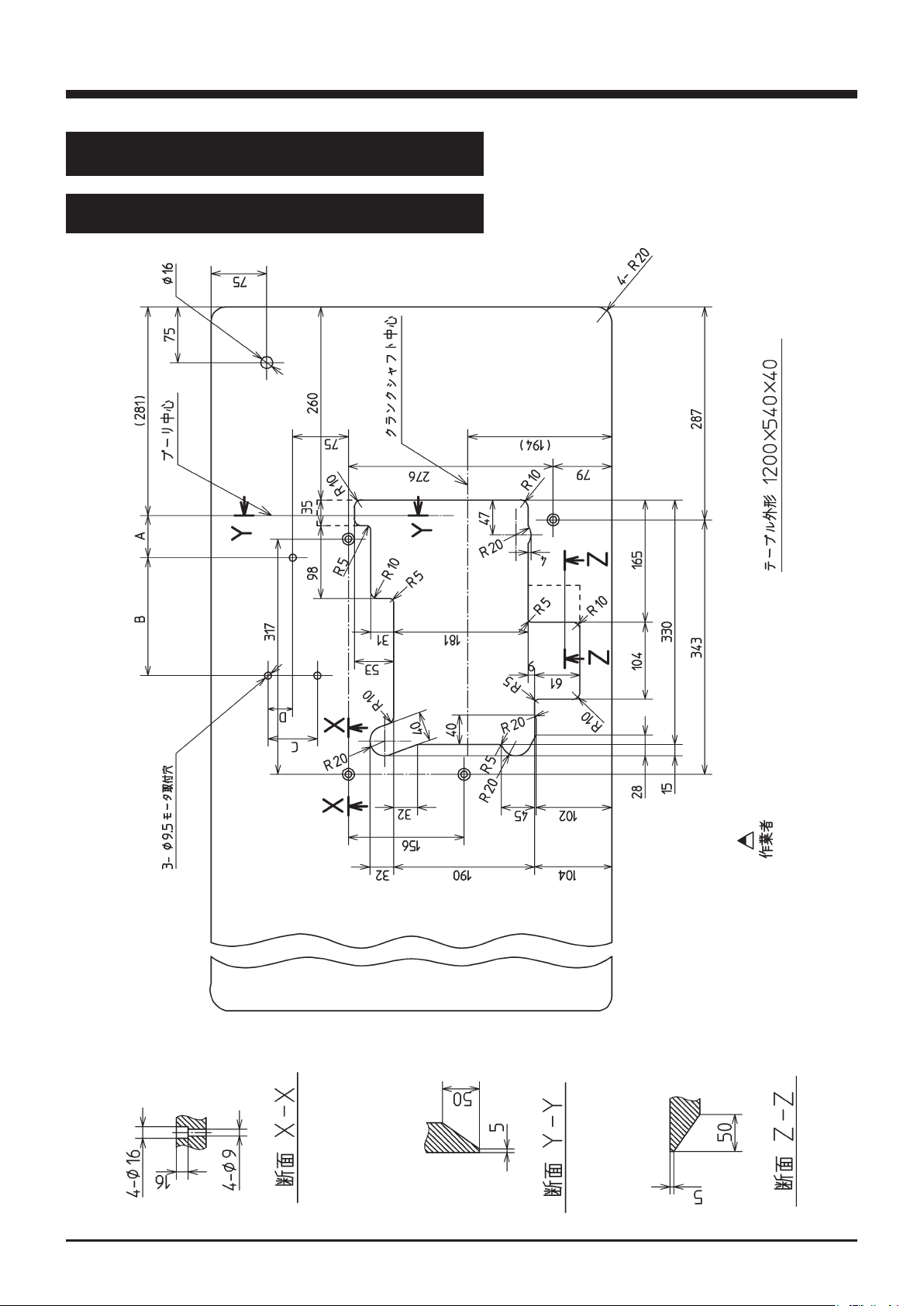
2.1 半沈式の据え付け方
2.1.1 テーブルカット図
㎜
図 2-1
寸法 A, B, C, D はモータの取
扱説明書を参照してください。
Page 13
3
AZ70000SDR-8,7500SDR-8
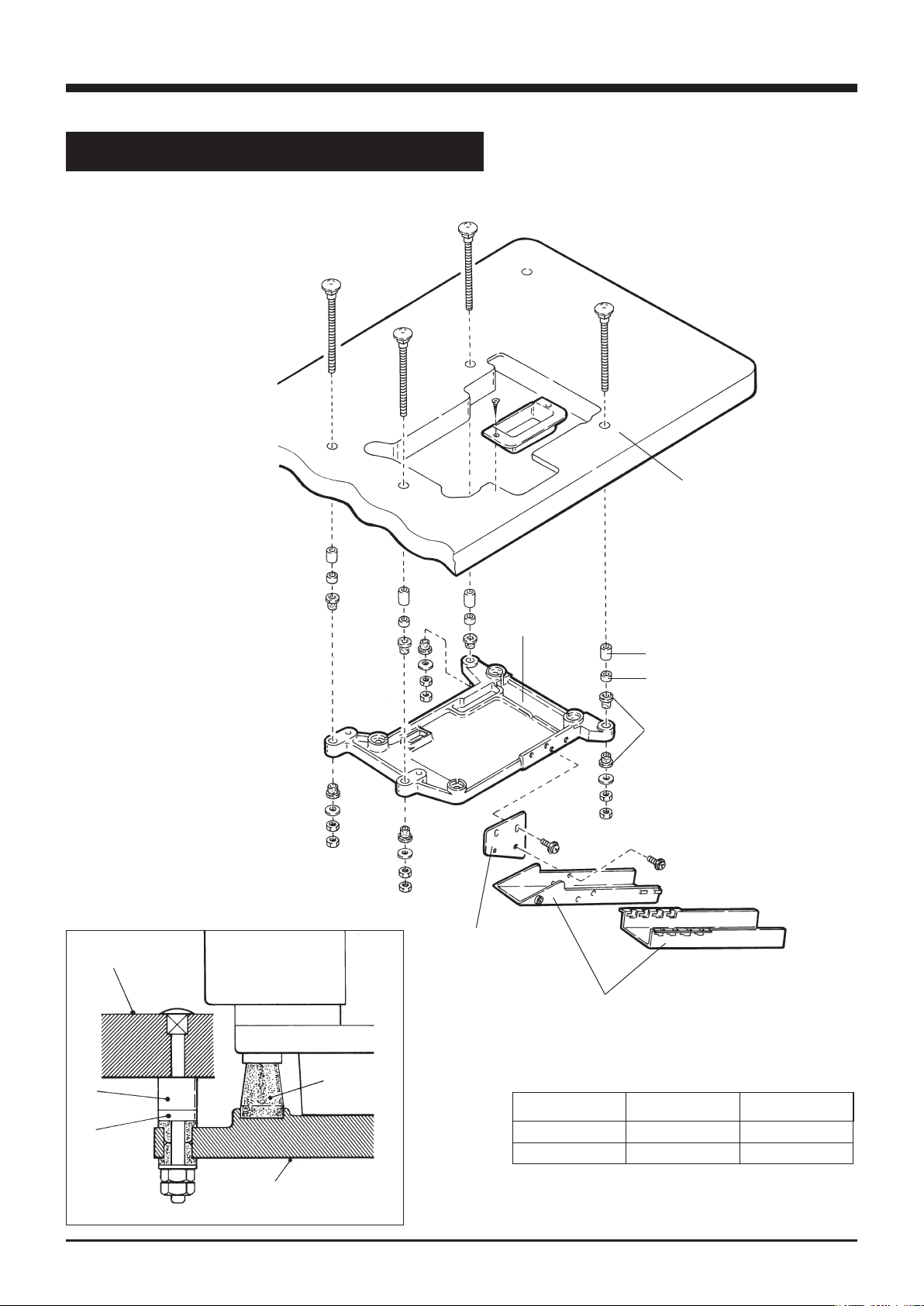
2.1.2 据え付け方
図を参考にしてミシンを正しく据え付けてください。
2. 据え付け方
テーブル
③
①
②
③
図 2-2
ゴム座
受ケ板
④
⑥
シュート ( 上 )
取付板
シュート
⑦
表 1 スペーサ①及び②の個数
テーブルの厚さ ①の個数 ②の個数
40 ㎜ 4 4
45 ㎜ 4 不要
①
②
受ケ板ゴム座
⑤
④
スペーサの寸法 ① =15 ㎜ ② =5 ㎜
図 2-3
Page 14
2. 据え付け方
4
AZ70000SDR-8,7500SDR-8
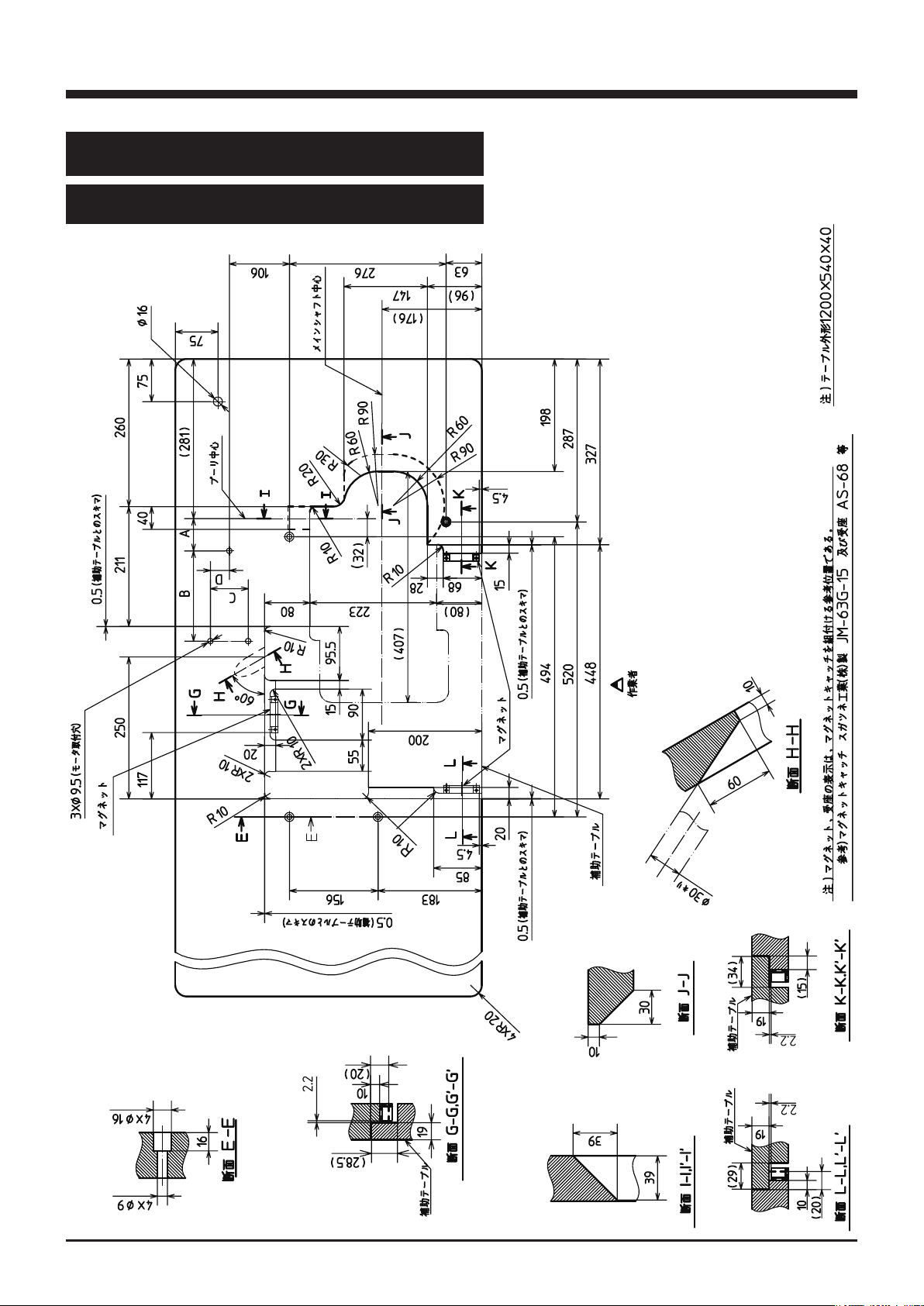
2.2 全沈式の据え付け方
2.2.1 テーブルカット図
㎜
寸法 A, B, C, D はモータの取
扱説明書を参照してください。
図 2-4
Page 15
2. 据え付け方
5
AZ70000SDR-8,7500SDR-8
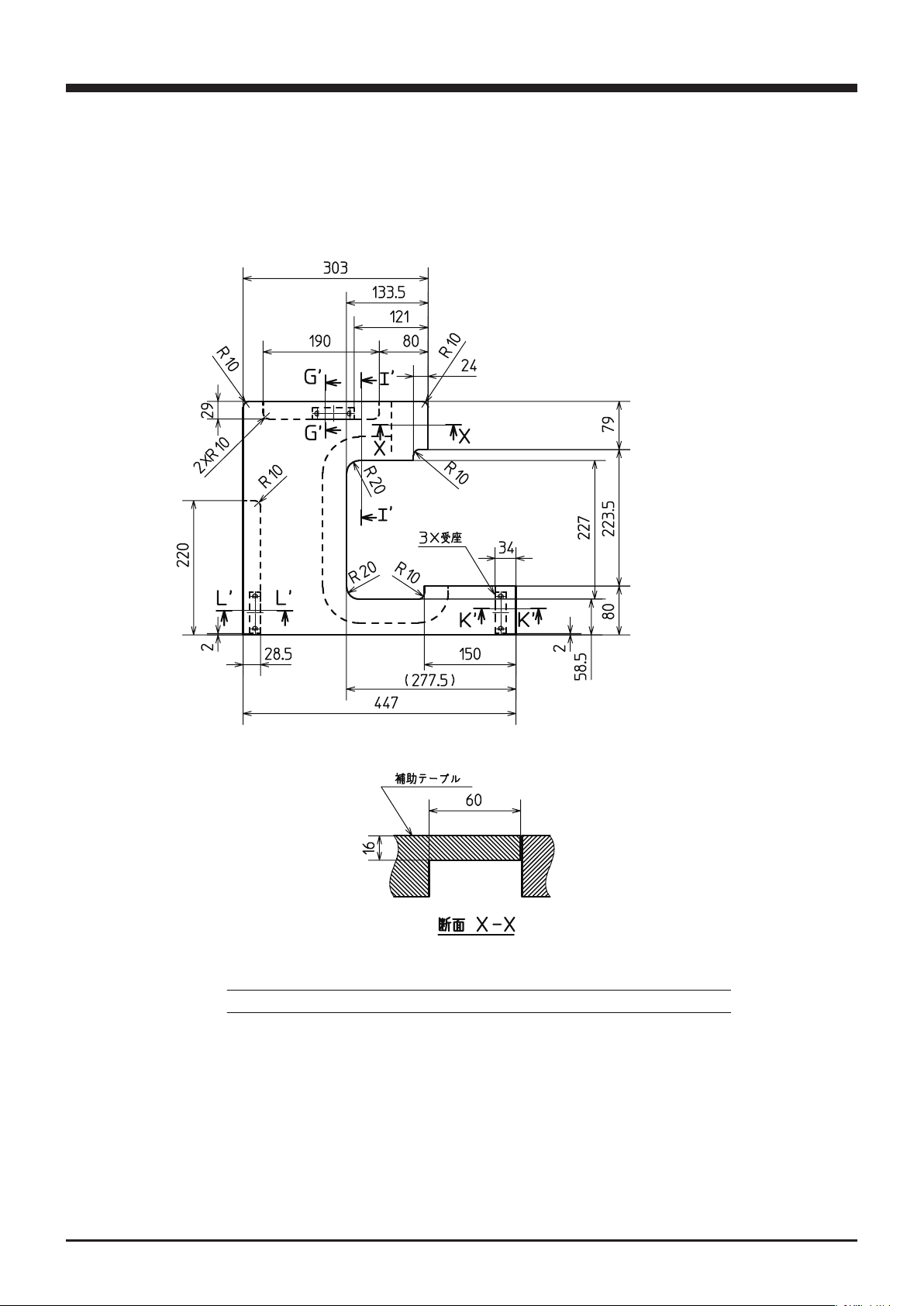
補助テーブルの詳細
注)マグネット、受座の表示は、マグネットキャッチを組付ける参考位置である。
参考)マグネット キャッチスガツネ工業(株)製 JM-63G-15 及び受座AS-68等
図 2-5
Page 16
2. 据え付け方
6
AZ70000SDR-8,7500SDR-8
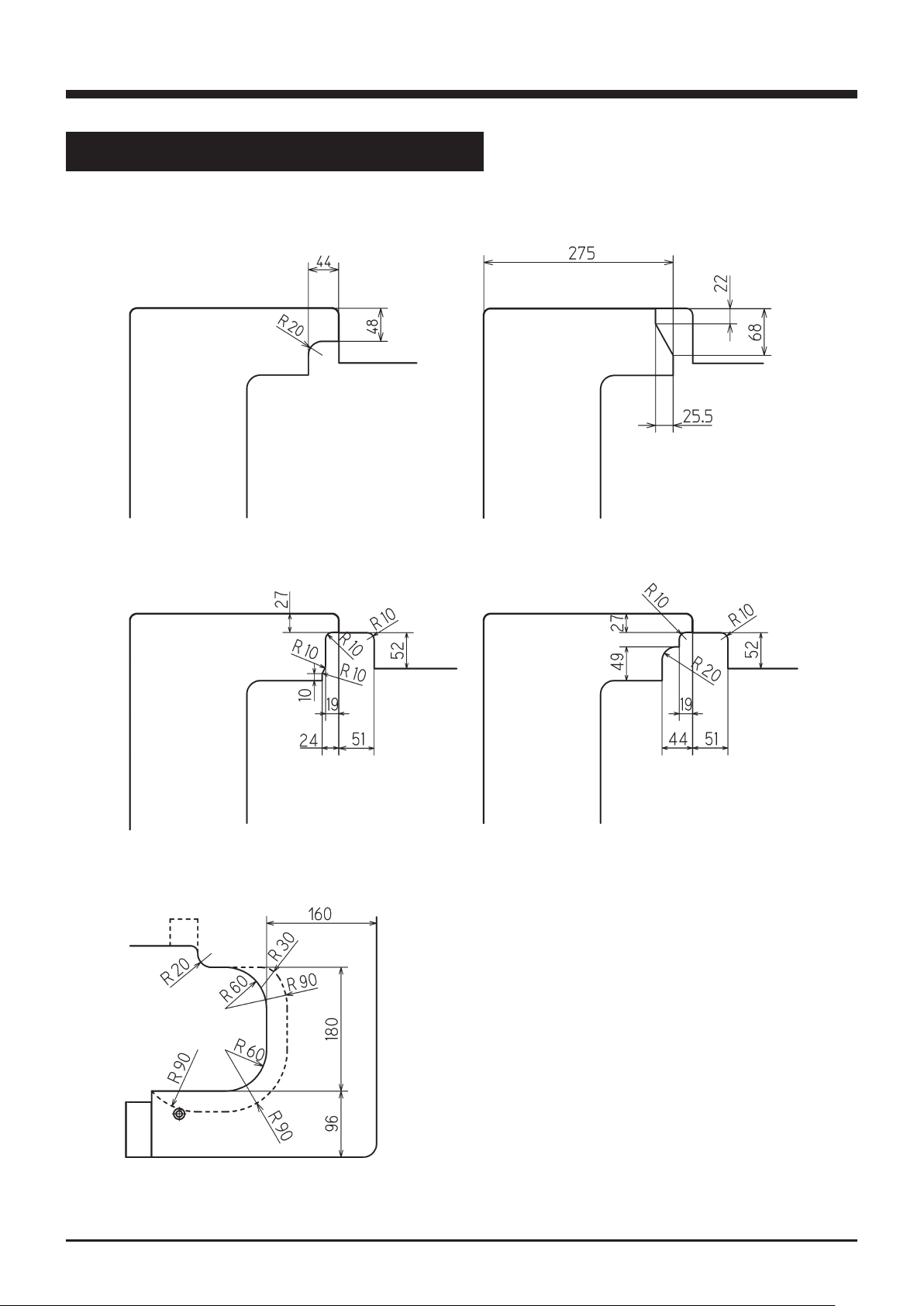
2.2.2
装置付などをセットする場合、「2.2.1 テーブルカット図」( 図
2-4、2-5) より下記寸法で追加加工してください。
装置付などの全沈式テーブルカット図
AZ7000SDR-8 クラス K2 装置付AZ7500SDR-8 クラス K1 装置付
AZ7000SDR-8、AZ7500SDR-8 クラス
MT22 装置付
サーボモータを使用する場合
図 2-6
AZ7000SDR-8、AZ7500SDR-8 クラス
MU44、45 装置付
Page 17

2. 据え付け方
7
AZ70000SDR-8,7500SDR-8
2.2.3 据え付け方
図を参考にしてミシンを正しく据え付けてください。
ミシンが水平で、クロスプレートがテーブルと同じ高さか、
わずかに高くなるように、受ケ板の位置を調節してくださ
い。
テーブル
①
①
③
受ケ板
支エ具
図 2-7
③
受ケ板
支エ具
ゴム座
受ケ板
②
シュート補助カバー
⑤
受ケ板ゴム座
④
シュート
⑥
③
②
図 2-8
Page 18

2. 据え付け方
8
AZ70000SDR-8,7500SDR-8
දᴾ
2.3 モータ、プーリとベルト
モータは、使用されるモータの取扱説明書を参照してくだ
さい。
クラッチモータの取付位置は、ペダルを踏んでモータプー
リが左に寄ったときに、モータプーリとミシンプーリの中
心が一致するように取り付けてください。
M型Vベルト
参考 表 2 は3相2極 400 ワット (1/2HP) のクラッチモー
タを使用の場合、モータプーリとミシンの縫い速度
とベルトの関係を示す。
市販のプーリは、外径が 5 ㎜単位になっているため、
計算値に近い市販プーリを指定しました。
適正なモータプーリを使用しない場合、ミシンの縫い
速度がミシンの最高縫い速度を越えてミシンが故障す
るおそれがあります。
サーボモータ
サーボモータにおいてモータプーリ径は以下の式で求めて
ください。または表 3 を参照して最適なモータプーリ径を
選択してください。
ミシン常用縫い速度
モータプーリ径= × 48.5+5 ㎜
サーボモータの回転数
図 2-9
モ ー タ
プーリの
外径(㎜)
ミシンの縫い速度
(sti/min)
50 Hz 60 Hz 半沈式 全沈式
ベルトサイズ
90 6000 M34 M29
95 6400 M34 M30
100 6700 M35 M30
105 5900 7000 M35 M30
110 6200 7200 M35 M31
115 6500 7500 M36 M31
120 6700 M36 M32
125 6850 M37 M32
130 7000 M37 M32
135 7300 M37 M33
140 7500 M38 M33
表2
ミシンの
縫い速度
(sti/min)
6000 102 86
6200 105 89
モータプーリ径 ( ㎜ )
サーボモータの回転数
3000 rpm 3600 rpm
ベルト
ベルトは M 型 V ベルトを使用してください。
ベルトのサイズは表2を参照してください。
6500 110 99
6700 113 95
7000 118 99
7200 121 102
7500 126 106
表3
Page 19

2. 据え付け方
9
AZ70000SDR-8,7500SDR-8
2.4 ベルトの掛け方
දᴾ
දᴾ
②
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
ベルトは、M型Vベルトを使用してください。
(1) ベルト①をミシンプーリ②に掛けた後、ミシンプーリを
回しながらモータプーリ③に掛ける。
(2) ベルトの張りは、ベルトの中央部を約 10N の力で押し
たとき、10 ~ 20 ㎜たわむように調節する。
(3) 調節が終われば調節棒④でロックする。
2.5 ベルトカバーの取り付け方
けが防止と縫製物の巻き込み防止のため、ベルトカバー
は必ず取り付けてください。
①
10 ~ 20 ㎜
③
④
図 2-10
⑤
(1) 補助ベルトカバー⑤を図のように取り付ける。
(2) ベルトカバー⑥を図のように取り付ける。
⑥
図 2-11
2.6 アイガード及びフィンガガードの取り付け方
アイガード⑦及びフィンガガード⑧は安全のために、必ず所定の位置に取り付けて使用してください。
⑧
図 2-12
⑦
図 2-13
Page 20

10
AZ70000SDR-8,7500SDR-8
3.
දᴾ
このミシンの最高縫い速度は、表 4 に示す通りです。
新しいミシンを使用するときは、最初の 200 時間(約1ヵ月)
は最高縫い速度の 15 ~ 20%低い縫い速度で運転した後で
使用しますと、ミシンを良好な状態で長期間使用すること
ができます。
モータプーリ①とミシンプーリ②の回転方向は、図のよう
に時計方向回りです。
縫い速度とプーリの回転方向
②
プーリが逆回転していると正常な給油が行えずミシン
が故障します。
①
図 3-1
機 種
AZ7000SDR-8 クラス 7500
AZ7120SDR-8 クラス 7000
AZ7500SDR-8 クラス 7500
AZ7500SDR-31,AZ7520SDR-31
表4
クラス
最高縫い速度
(sti/min)
7000
Page 21

11
AZ70000SDR-8,7500SDR-8
4.
දᴾ
දᴾ
潤滑油
4.1 使用油
潤滑油は、ヤマトSFオイル 28 を使用してください。
オイル添加剤はオイルの劣化やミシンの故障の原因と
なりますので使用しないでください。
4.2 給油
ミシンを初めて運転するときや、暫く使用していなかった
ミシンを運転する際は、針棒①とルーパ棒②に2~3滴注
油してください。
①
潤滑油は 「OIL - IN」 と指示されているオイルキャップ③
を外してオイルゲージ④の上の線まで入れてください。
ミシンを運転して、オイルキャップ③を覗き潤滑油がノズ
ルから吹き出るかを確認してください。
オイルが出ない場合は、12 ページ「4.4 オイルフィルタの
点検と交換」を参照してください。
潤滑油の油量が上の線を超えていたり、逆に少なすぎ
たりすると、漏油やミシンの故障につながるおそれが
ありますので、必ず油量は二本線の間に保ってくださ
い。また、油を注油し過ぎると油が飛散し生地を汚す
場合があります。
④
図 4-1
②
図 4-2
③
図 4-3
図 4-4
Page 22

12
AZ70000SDR-8,7500SDR-8
4. 潤滑油
�
า
า
4.3 油の交換
交換時期
新しいミシンの場合は、200 時間程度 ( 約1ヶ月 ) 使用した
後に潤滑油を交換してください。その後は年に 1 ~ 2 回交
換してください。
交換方法
(1) ベルトカバーを取り外す。(9 ページ参照)
(2) V ベルトをモータプーリから取り外す。(9 ページ参照)
(3) ミシンをミシンテーブルから取り外す。
(4) 油抜キネジ①の下に潤滑油を受ける容器をセットする。
(5) 油抜キネジ①を取り外すと、潤滑油が排出される。
①
図 4-5
V ベルトとミシンプーリに油が付着しないように注意
してください。
(6) 油抜キネジ①を元通りに取り付ける。
(7) 新しい油を入れる。(11 ページ 「4.2 給油」参照)
(8) ミシンテーブルにミシンをセットする。
(9) V ベルトをモータプーリに掛け、ベルトカバーを元通り
に取り付ける。(9 ページ参照)
4.4
◆オイルフィルタ②にゴミなどが詰まった場合は、正常な
給油が行えません。
◆通常は6ヵ月ごとにオイルフィルタキャップ③及びオイ
ルフィルタ②を取り外して、目詰まりや破れなどがある
場合はオイルフィルタの掃除をするか、新しいオイルフィ
ルタと交換してください。
◆使用中に貯油量が十分あるのに、オイルキャップのノズ
ルより吹き出す油量が異常に少なかったり、多量の泡が
混ざっていた場合には直ちにフィルタの点検、交換を行っ
てください。
オイルフィルタの点検と交換
②
③
止ネジ④を緩めると、オイルフィルタ②に溜まってい
る油が漏れますので注意してください。
④
図 4-6
Page 23

13
AZ70000SDR-8,7500SDR-8
5.
�
า
正しい使い方
5.1 使用針
AZ7000SDR-8 :DC × 1(81 × 1)
AZ7003SDR-8,AZ7020SDR-8,
AZ7120SDR-8 クラス :DC × 27(B27, 1886)
AZ7500SDR-8 クラス :DC × 27(B27, 1886)
針の番手は各種ありますので、縫製される生地の厚さ、素
材により適切な針を選定してください。
5.2 針の取り付け方
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
(1) マイナスドライバを使って止ネジ①を緩める。
(図 5-1)
(2) 古い針をピンセットを使って取り外す。
(3) 新しい針を、エグリを真後ろにしてピンセットで針止メ
②の穴の奥まで差し込む。(図 5-2、5-3)
(4) マイナスドライバで止ネジ①を締め付ける。
●マイナスドライバはミシンに付属しています。
日本番手 8 9 10 11 12 13 14
ドイツ番手 60 65 70 75 80 85 90
表5
②
①
①
前
止ネジ①の締め付けトルクは 0.6N・ mです。
NO OK! NO
図 5-2
AZ7500SDR-8AZ7020SDR-8
図 5-1
OK! NO
図 5-3
Page 24

5. 正しい使い方
14
AZ70000SDR-8,7500SDR-8
දᴾ
า
5.3 糸調子器の調節
糸調子は生地の種類、糸の種類、縫い幅、縫い目長さ、使
用条件によって変化します。
使用条件に合わせ、糸調子バネキャップ①~⑥で調節して
ください。
●時計方向へ回すと糸が締まります。
●反時計方向へ回すと糸が緩みます。
機種
糸
左針糸
右針糸
二重環針糸
上ルーパ糸
下ルーパ糸
二重環
ルーパ糸
AZ7000SDR-8
1 本針
オーバロック
AZ7020SDR-8
2 本針
オーバロック
AZ7500SDR-8/-31
2 本針安全縫
① ① ① ①
② ②
② ③
③ ③ ③ ④
④ ④ ④ ⑤
⑥ ⑥
AZ7520SDR-8/-31
3 本針安全縫
図 5-4
②
④
締まる
緩む
③
②
①
AZ7020SDR-8, AZ7500SDR-8/-31
⑤
締まる
緩む
④
③
表6
糸通し
糸を通すとき、必ずモータの電源を切り、モータの回
転停止を確認してください。
前開キカバーの内側に糸通シ図が貼ってあります。
糸通シ図を参考に正しく糸を通してください。
正しく糸を通さないと、糸切れ、目飛び、縫調子ムラ
の原因となります。
②
①
図 5-5 AZ7520SDR-8/-31
緩む
締まる
⑥
クロスプレートを開けてください
図 5-6 AZ7500SDR-8/-31
AZ7520SDR-8/-31
Page 25

5. 正しい使い方
15
AZ70000SDR-8,7500SDR-8
දᴾ
5.4 押エの圧力
දᴾ
ロックナット①を緩めて調節ネジ②で調節してください。
弱くなる
強くなる
●時計方向へ回すと圧力が強くなります。
●反時計方向へ回すと圧力が弱くなります。
押エの圧力は、縫い目が安定する範囲でできるだけ弱くし
てください。
5.5 押エの開閉
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
②
①
図 5-7
③
ミシンプーリを回し、針を最上点にして、手揚ゲ③を押し
ながら押エを左側に開いてください。
押エを閉じるときは、手揚ゲ③を押しながら押エを右側に
押し付け、手揚ゲを放してください。
押エ棒⑤の溝に押エ腕④が確実に入っているか確認し
てください。
押エ腕が確実に入っていない場合、部品の破損やけが
をするおそれがあります。
④
⑤
図 5-8
Page 26

5. 正しい使い方
16
AZ70000SDR-8,7500SDR-8
5.6 カバーの開閉
前開キカバー①
右へスライドさせて手前へ倒して開いてください。
カバーを起こすとバネの力で左へスライドして閉まります。
クロスプレート②
下部レバー③を押しながら左へ回して開いてください。
右に回すと閉まります。ロックされていることを確認して
ください。
②
5.7 差動送リの調節
ロックナット④を緩めて、レバー⑤を上へ動かすと伸し縫
い、下へ動かすと縮み縫いができます。
調節ネジ⑥でレバー⑤の微調節を行えます。
● 時計方向に回すと、レバー⑤が下がります。
● 反時計方向に回すと、レバー⑤が上がります。
内部機構の調節 により 1:0.6 ~ 1:2 及び 1:1 ~ 1:3
まで可能です。
目盛りと差動比の関係及び差動比と最大縫い目長さは表 7
を参考に調節してください。
図 5-9
④
図 5-10
③
①
⑥
⑤
目 盛 差動比
S 1:0.7 5
1 1:1 5
2 1:1.6 4
3 1:2.3 3
表7
最大縫い目
長さ ( ㎜ )
Page 27

5. 正しい使い方
17
AZ70000SDR-8,7500SDR-8
5.8 縫い目長さの調節
දᴾ
දᴾ
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
プーリに付いている目盛りは1つの縫い目長さ ( ㎜ ) を表し
ています。
仕様により、実際の縫い上がりの縫い目長さは、生地の種類、
厚さ及び差動比などにより異なります。
(1) プッシュボタン①を押しながら、プーリを回す。ある箇
所でプッシュボタンが奥まで入るので、もう一度強く押
し込む。
(2) その状態で、ベルトカバーの合マーク②にプーリの目盛
りを合わせる。
(3) 目盛りを合わせたら、プッシュボタンを離す。
プーリを
●S方向に回すと、縫い目長さが短くなります。
●L方向に回すと、縫い目長さが長くなります。
プッシュボタンが完全に戻っているか、又、プーリを
回してプーリが軽く回ることを確認してください。
①
図 5-11
②
図 5-12
縫い目の長さは表8の範囲で調節ができます。
表 9 は縫い目長さ、1インチ (25.4 ㎜ ) 間の縫い目数、30
㎜間の縫い目数を表にしたものです。
機 種 縫い目長さ ( ㎜ )
AZ7000SDR-8 クラス
AZ7500SDR-8 クラス
( 下記を除く)
AZ7016SDR-8 0.6 ~ 2
表8
縫い目の長さ
(㎜)
1 25 30
2 12 15
3 8 10
4 6 7.5
表9
縫い目数
(1インチ間)
(25.4 ㎜)
1~4
縫い目数
(30 ㎜間)
Page 28

5. 正しい使い方
18
AZ70000SDR-8,7500SDR-8
දᴾ
5.9 テープの通し方
図 5-13 を参照して、テープを通してください。
テープ
テープガイド
アイガード
テープガイド
5.10 SP装置とHR装置
高速縫製及び化繊糸、化繊生地を使用する場合は、糸切れ、
目飛び防止のためにSP装置 ( 針糸給油装置 ) 及びHR装置
( 針先冷却装置 ) が標準装備 ( 一部機種を除く ) されていま
すので使用してください。
(1) SP装置とHR装置を使用しないときは、縫製状態
に悪影響を及ぼす場合がありますので、装置の中の
フェルト③と⑤を取り外してください。
(2) シリコンオイルがSP装置、HR装置以外の部品に
付着した場合は、ミシンの故障の原因となりますの
で必ず拭き取ってください。
使用する油は、シリコンオイル ( ジメチルシリコン ) です。
SP装置のSPタンク①のシリコンオイルの量を確認して
ください。不足しているようなら穴②から補給してくださ
い。
HR装置は詰栓④を開けてシリコンオイルの量を確認して
ください。不足しているようなら補給してください。
図 5-13
③
②
①
図 5-14 SP装置
⑤
④
図 5-15 HR装置
Page 29

5. 正しい使い方
19
AZ70000SDR-8,7500SDR-8
5.11 ミシンの掃除
දᴾ
දᴾ
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
毎日、終業時にミシンに溜まった埃や糸屑などの掃除を行っ
てください。
1週間に一度、針板の溝・送リ歯周辺の掃除をしてください。
埃がたまると、部品の破損・漏油の原因になる場合が
あります。
ミシン保全担当者が行う点検
毎日の点検について
(1) 朝、ミシンカバーを取り外し、縫い糸のたるみを直す。
このとき糸立て台受け皿の真上に糸掛けが位置している
か点検確認する。( 糸立てはぐらつくことなく固定して
いること )
(2) 潤滑油とシリコンオイル ( HR、SP装置 ) の量を点検し、
不足している場合は補給する。
(3) 糸通しの順序を点検する。
(4) 針の曲がり、先端部の損傷、取付位置を確認する。
(5) メス切れを点検する。
(6) 試験布による縫い目を点検する。
◆縫い目長さ、差動量
◆メス幅と糸調子の調整
図 5-16
週1回の点検について
(1) 週末には押エ、針板などを取り外して、機械の掃除を入
念に行う。
(2) ベルトの張力を確認する。
(3) 潤滑油の量の確認と補給を行う。
Page 30

20
AZ70000SDR-8,7500SDR-8
6.
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
ミシンの調整
6.1
針糸道①の標準位置は、止ネジ②の中心が合マーク③の位
置です。
針糸繰リ④の標準位置は、針糸繰リ④が最も手前に出たと
き、糸繰り部⑤が針糸道 ( 右 ) の糸穴⑥に合った位置です。
調節は止ネジ⑦を緩めて行います。
●L方向に動かすと針糸が緩みます。
●T方向に動かすと針糸が締まります。
縁かがり縫いの針糸調子
③
L
T
②
①
図 6-1
L
T
図 6-2
④
⑤
⑥
⑦
④
Page 31

21
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
6.2
縁かがり縫いのルーパ糸調子
①
④
②
L
T
L
L
T
L
⑦
図 6-3
T
⑧
L
T
⑩
A
⑪
L
T
T
③
L
⑨
B
T
⑥
⑤
糸道の標準の位置
上ルーパ補助糸道①
最も左に寄せる。
ルーパ糸道 ( 左 ) ②
A 部を水平にする。
上ルーパ糸道③
左端を合マーク④に合わせる。
下ルーパ糸道⑤
B 幅の中心を合マーク⑥に合わせる。
下ルーパ台糸繰リ⑦
右端を合マーク⑧に合わせる。
上ルーパ糸繰リ⑨
下ルーパが最も右にきたとき、合マーク⑩に糸繰リの糸穴を合わせる。
下ルーパ糸繰リ⑪
糸繰リの長穴の中心に止ネジを止める。
●各糸道・糸繰リをT方向に動かすと、糸が締まります。
●各糸道・糸繰リをL方向に動かすと、糸が緩みます。
Page 32

22
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
า
6.3 二重環縫いの針糸調子
◆二重環針糸道 ( 左 ) ③ の標準位置は、針棒が最も上がった
とき、二重環の針糸が水平になるように高さを決めます。
調節は止ネジ④を緩めて行います。
◆ 二重環針糸道取付台①の標準位置は、長穴の中心を止ネ
ジ②の中心に合わせます。
◆二重環針糸道 ( 右 ) ⑦の標準位置は、二重環針糸道取付台
及び針糸繰リが標準位置のとき、針糸繰リ⑤が最も手前
に出たとき、糸繰り部⑥に二重環針糸道 ( 右 ) ⑦の糸穴⑧
に合った位置です。
調節は止ネジ⑨を緩めて行います。
●L方向に動かすと針糸が緩みます。
●T方向に動かすと針糸が締まります。
図 6-4
④
③
②
①
⑨
6.4
◆糸調子カム⑩の直線部Aが水平になったとき、二又糸道
⑫の糸穴をカムの⑪面と同一に合わせます。又、糸案内
⑬を二又糸道⑫の糸穴から1㎜上に合わせます。
◆二又糸道⑫の標準位置は、長穴の中心を止ネジ⑭の中心
に合わせます。
●L方向に動かすとルーパ糸が緩みます。
●T方向に動かすとルーパ糸が締まります。
二重環縫いのルーパ糸調子
図 6-5
T
⑭
L
⑦
⑫
⑤
⑥
⑧
⑤
⑦
⑪
⑬
1㎜
◆ルーパ糸調子カムの標準タイミングは、針が最上点から
下り始めた時、糸調子カムがルーパ糸を繰り始めます。
糸調子カムの止ネジを締めるときは、糸案内が二枚カ
ムの中央にあるようにしてください。
図 6-6
A
⑩
Page 33

23
AZ70000SDR-8,7500SDR-8
6.5 縁かがり幅の調節
า
かがり幅の調節をする前に、図のように、上メス①の刃の部分が
下メス②より 0 ~ 0.5 ㎜上がった位置にしてください。
かがり幅を広げるとき
(1) 上メスホルダの止ネジ③を緩める。
(2) 必要分だけW方向に移動させて、止ネジ③を締め付ける。
(3) 下メス台の止ネジ④を緩める。
(4) 下メス②はバネの圧力で上メス①に密着します。
(5) 止ネジ④を締め付ける。
かがり幅を狭くするとき
(1) 下メス台の止ネジ④を緩める。
(2) 必要分だけN方向に移動させて、止ネジ④を軽く締め
付ける。
(3) 上メスホルダの止ネジ③を緩める。
(4) 上メス①を下メス②に当てて、止ネジ③を締め付ける。
(5) 止ネジ④を緩める。
(6) 下メス②はバネの圧力で上メス①に密着します。
(7) 止ネジ④を締め付ける。
図 6-7
0 ~ 0.5 ㎜
②
N
6. ミシンの調整
①
針板
③
W
①
②
1. かがり幅を変更した後は、上下メスの間に糸を入
れ、手でミシンプーリを回してメスの切れ味を確認
してください。(6.6.4 参照)
2. 縁かがり幅に合った針板を使用してください。
それぞれの針板のかがり幅は、ゲージ記号の
数 字 を 基 準 に ± 0.5 ㎜ が 調 節 範 囲 で す。 但 し
AZ7120SDR-Y5-8 の針板は 5 ~ 5.5 ㎜の調節範
囲です。
3. 上メスホルダの取付部に埃などがたまると、取付角
度が変わり切れ味が悪くなりますので、止ネジ③を
緩めて掃除をしてください。
④
図 6-8
Page 34

24
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
6.6 上メス・下メスの調節
6.6.1 下メスの高さ
下メス①の高さは、刃先が針板の上面と同一面、もしくは
やや低い位置 (0 ~ 0.3 ㎜ ) に取り付けてください。
下メスの調節は止ネジ②を緩めて行います。
0 ~ 0.3 ㎜
①
②
6.6.2 平型上メスの高さ
平型上メス③の高さは、上メスが最も下がったとき、下メ
ス①とのカミ合いが 0.5 ~ 1.0 ㎜になるように、止ネジ④
を緩めて調節してください。
6.6.3 角型上メスの高さ
角型上メス⑤の高さは、ストッパ⑥に上メスを当てると自
動的に決まります。
図 6-9
④
図 6-10
③
②
⑥
取り付けるときは、止ネジ⑦を緩めて、上メスをストッパ
⑥に当るまで差し込んでから止ネジ⑦を締め付けてくださ
い。
⑦
⑤
図 6-11
Page 35

25
AZ70000SDR-8,7500SDR-8
6.6.4 メスの切れ味
メスの調節及びかがり幅の調節をした後は、上メスと下メ
スの間に糸を入れ、手でプーリを回してメスの切れ味を確
かめてください。
6. ミシンの調整
糸
図 6-12
6.6.5 メスの砥ぎ方
メスの切れ味が悪くなった時は下メスを砥ぎ直してくださ
い。( 図 6-13 参照 )
上メスは超硬合金製のため約1年くらいは砥ぎ直す必要は
あり ません。また、普通のグラインダでは砥げないので、
常に予備を用意しておいてください。
上メスの砥ぎ直しについては購入代理店、又は当社に連絡
してください。
10°
55°
図 6-13
Page 36

26
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
า
6.7 送リ歯の高さ
送リ歯が上昇し送リ歯の上面が針板の上面と一致したとき、
送リ歯上面と針板上面が平行になるのが標準です。
送リ歯が最も上がったとき、針板上面から後送リ③の後部
までの高さが 0.8 ㎜になるように調節します。
後送リと小送リの段差は次のとおりになります。
AZ7000SDR-8 クラス
0.8 ㎜
③
①
針板
AZ7020SDR-8 クラス
標準は小送リ⑤は後送リ③より 0.5 ㎜低く取り付けてくだ
さい。
AZ7500SDR-8/-31 クラス
小送リ⑤は後送リ③と同一面に取り付けてください。
前送リ①は止ネジ②で、後送リ③は止ネジ④で、小送リ⑤
は止ネジ⑥を緩めて調節します。
1. 後送リ③と前送リ①の取付段差は、送りムラ及び送
りキズの原因となりますので注意してください。
2. ニット製品で厚い素材あるいは段部などの一部厚み
の異なる縫製の場合は、前送リ①と後送リ③を高め
(1.0 ㎜)にしてください。
( 表 10 参照)
( 表 10 参照)
後送りと小送りの段差
図 6-14
⑤
③
⑥
②
図 6-15 AZ7000SDR-8 クラス
④
⑤
①
AZ7000SDR-8 クラス
(下記の機種を除く)
AZ7016SDR-8 0
AZ7500SDR-8/-31 クラス 0
表 10
機 種 段 差 ( ㎜ )
0.5
( 小送りが低い)
③
⑥
②
図 6-16 AZ7500SDR-8/-31 クラス
④
①
Page 37

27
AZ70000SDR-8,7500SDR-8
6.8 送リ歯の傾きの調節
後カバー①を取り外し、止ネジ②を緩めてください。角駒 ( 後 )
蓋③を手で動かして調節します。
● 上方向に動かすと、送リ歯が前下がりになります。
● 下方向に動かすと、送リ歯が前上がりになります。
6. ミシンの調整
①
図 6-17
②
図 6-18
③
前下がり
前上がり
Page 38

28
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
6.9 針とルーパの調節
下記の手順で調節を行います。
2 本針オーバロックミシン、3 本針安全縫いミシンの場合
(1) 針の高さ
(2) 下ルーパの取付角度
(3) 下ルーパの引け量、前後位置を仮止め
(4) 針の平行
(5) 上ルーパの前後位置
(6) 上ルーパの出量
(7) 下ルーパの前後位置
(8) 下ルーパの引け量
(9) 下ルーパと上ルーパのタイミング
1 本針オーバロックミシン、2 本針安全縫いミシンの場合
(1) 針の高さ
(2) 上ルーパの前後位置
(3) 上ルーパの出量
(4) 下ルーパの取付角度
(5) 下ルーパの前後位置
(6) 下ルーパの引け量
(7) 上ルーパと下ルーパのタイミング
6.9.1 針の高さ
(1) 止ネ ジ ① を緩 め、ロ ゴ マ ー ク 板 ②を 取 り 外 す。( 図
6-19)
(2) 蓋ネジ③を取り外す。
(3) プーリを回し針棒を最上点にする。
(4) 針棒抱キの止ネジ④を緩め、針棒を上下させて調節する。
針棒が最上点のとき、針板上面より針先端までの距離
“N”を表 11 を参考にして調節してください。
①
③
④
②
図 6-19
Page 39

29
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
า
機 種
AZ7000SDR-8 クラス 1 本針 10.0 ~ 10.3 6-20-1
AZ7020SDR-8 クラス 2 本針 10.0 ~ 10.3
AZ7120SDR-8 クラス 10.7 ~ 11.0
AZ7500SDR-8 クラス 10.0 ~ 10.3 6-20-3
AZ7520SDR-8 クラス 10.0 ~ 10.3 6-20-4
AZ7500SDR-31 10.7 ~ 11.0 6-20-3
AZ7520SDR-31 10.7 ~ 11.0 6-20-4
表 11
1. 針棒抱キの止ネジ④の締付トルクは 1.5N・m です。
2. 2 本針又は 3 本針の場合、針の平行を確認してくだ
さい。(「6.9.4 針の平行 」 参照 )
3. 蓋ネジ③を取り付けるときは、液体ガスケットを塗
布してください。
距離 ( ㎜ )
“N”
図
6-20-2
AZ7000SDR-8 クラス
1 本針
N
図 6-20-1
AZ7020SDR-8 クラス
AZ7120SDR-8 クラス
2 本針
N
図 6-20-2
AZ7500SDR-8/-31 クラス
N
図 6-20-3
6.9.2 下ルーパの取付角度
下ルーパ①の取付角度は表 12 の値 A が標準です。
ルーパ先端部と後部の差を表 12 の値 B になるように止ネ
ジ②を緩めて調節してください。( 図 6-21 参照 )
機 種
2 本針オーバロックミシン
( AZ7020SDR-8 クラス ,
AZ7120SDR-8 クラス )
3 本針安全縫いミシン
( AZ7520SDR-8/-31 クラス )
1 本針オーバロックミシン
( AZ7000SDR-8 クラス )
2 本針安全縫いミシン
( AZ7500SDR-8/-31 クラス )
表 12
A B
2 ~ 4°
2 ~ 3°
0.5 ~
1.5 ㎜
0.5 ~
1.0 ㎜
6.9.3 下ルーパの引け量
ミシンプーリを時計方向に回し、下ルーパ①が最左端のと
き、下ルーパ先端と針の中心との距離が 3.3 ~ 3.8 ㎜にな
るように下ルーパ台の止ネジ③を緩めて調節してください。
図 6-20-4
A
図 6-21
①
③
AZ7520SDR-8/-31 クラス
N
①
B
3.3 ~ 3.8 ㎜
②
3.3 ~ 3.8 ㎜
図 6-22
Page 40

30
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
า
6.9.4 針の平行
2 本針の場合、下ルーパが左針の中心に来たとき、左針と下
ルーパのすきまが0~ 0.05 ㎜になるように、下ルーパ台の
止ネジ④を緩め、調節ネジ⑤を左右に回して下ルーパの前
後位置を調節し、止ネジ④を仮止めする。
右側の針と左側の針のすき間が同じになるように、止ネジ
①を緩めて、針止メを軽く回して調整する。右針と下ルー
パと出会うとき、すき間を左針と同様に 0 ~ 0.05 ㎜にな
るようにする。
1. 針の高さを確認してから、針棒抱キの止ネジ①を締
めてください。(P28「6.9.1 針の高さ 」 参照 )
2. 針の平行を合せたときは、必ずルーパの前後位置を
調節してください。
3. 下ルーパの前後位置を調節したとき、下ルーパの引
け量を確認してから、図 6-25 の止ネジ④を締めて
ください。
4. 蓋ネジ②を取り付けるときは、液体ガスケットを塗
布してください。
0~
0.05 ㎜
③
針
図 6-23
②
①
6.9.5 下ルーパの前後位置
AZ7000SDR-8・AZ7500SDR-8 クラスの
1本針縁かがり縫い
下ルーパ③が針の中心に来たとき、下ルーパ③の先端と針
が 0 ~ 0.03 ㎜わずかに接触するように調節します。
AZ8020SDR-8・AZ8520SDR-8 クラスの
2本針縁かがり縫い
(1) 下ルーパ③が左針の中心に来たとき、 左側の針を基準に
下ルーパ③と針が 0 ~ 0.03 ㎜わずかに接触するように
調節する。
(2) 右側の針と下ルーパ③が出合うとき、左側の針と同様に
0 ~ 0.03 ㎜わずかに接触することを確認します。
調節手順
下ルーパ台の止ネジ④を緩めて、調節ネジ⑤を左右に回す
と、下ルーパを前後に調節できます。
●右に回すと手前に動きます。
●左に回ると後に動きます。
図 6-24
③
図 6-25
③
図 6-26
0 ~ 0.03 ㎜
⑤
④
0~
0.03 ㎜
針
調節終了後、止ネジ④をしっかり締めてください。
Page 41

31
AZ70000SDR-8,7500SDR-8
6.9.6 上ルーパの出量
า
6. ミシンの調整
ミシンプーリを時計方向へ回し、上ルーパ①が最も左に出
たとき、上ルーパ先端から針の中心までの距離 5.0 ~ 5.5
㎜になるように調節してください。
(1) 止ネジ②を緩める。(図 6-27)
(2) 下ルーパ糸道③を補助ルーパ台カバー④より回避させ
る。( 図 6-28)
(3) 止ネジ⑤を取り外す。
(4) 補助ルーパ台カバー④を取り外す。
(5) 止ネジ⑥を緩めて調節する。( 図 6-29)
調節後、止ネジ⑥を締め付ける際、止ネジ⑥を奥に押
し付けながら締め付ける。
③
5.0 ~ 5.5 ㎜
①
図 6-27
②
④
⑤
⑤
図 6-28
6.9.7 上ルーパの前後位置
ミシンプーリを時計方向へ回し、上ルーパ①が最も左の位
置から右に移動するとき、上ルーパの最も厚みのある箇所
( 糸穴付近 ) が針と接近します。( 2本針の場合は右針と接近
します )
上ルーパ①の背面と針とのすき間が 0.05 ~ 0.1 ㎜になるよ
うに、上ルーパの止ネジ⑦を緩めて調節してください。
⑥
図 6-29
0.05 ~
0.1 ㎜
⑦
①
①
図 6-30
Page 42

32
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
6.9.8 下ルーパと上ルーパのタイミング
ミシンプーリを時計方向に回し、下ルーパ①と上ルーパ②
が出合うとき、前後方向のすき間は 0.05 ~ 0.1 ㎜、左右方
向のすき間は 0.05 ~ 0.3 ㎜の範囲になっているか確認して
ください。
これらの範囲に入っていれば、針とルーパのタイミングは
合っていることになります。
6.10 針と二重環ルーパ
針と二重環ルーパのタイミング
二重環ルーパ③は、ルーパ台に差し込みルーパの軸が当た
る所で高さが決まります。
二重環ルーパ③が最左端のとき、二重環針④の中心から二
重環ルーパ先端までの距離が 2.0 ~ 2.2 ㎜になるように、
ルーパ台の止ネジ⑤を緩めて調節します。
0.05 ~ 0.1 ㎜
0.05 ~ 0.3 ㎜
①
図 6-31
②
④
このとき、二重環ルーパに約 6°の角度を持たせてルーパ
の止ネジ⑥を仮止めしておき、ルーパ先端と二重環針④が
接する程度で二重環ルーパの引け量を調節します。
針と二重環ルーパの前後位置
二重環ルーパ③の先端が、針の裏側を通過するときは、接
触することなくできるだけ近づけてください。
ルーパが右から左へ動くとき、( ルーパの背面に針が下りる
とき ) は、針がルーパの背面のふくらんだところを軽く摺れ
ていく程度に合わせてください。
約 6°
③
⑥
2.0 ~ 2.2 ㎜
⑤
図 6-32
1.6 ~ 1.8 ㎜
図 6-33
③
図 6-34
Page 43

33
AZ70000SDR-8,7500SDR-8
6.11 AZ7000SDR-8 クラスの針と針受ケ
6.11.1 針と針受ケ ( 後 )
6. ミシンの調整
下ルーパと共に運動する移動式針受ケ ( 後 ) ①が付いていま
す。
針が最下点からその上昇行程で下ルーパ先端と出合うとき、
針受ケ ( 後 ) ①は針の後側で保持し、下ルーパ先端を保護し
ます。
(1) 下ルーパを左から右へ移動させ、針を針受ケ ( 後 ) ①の
稜線 a に一致させる。
(2) 針と針受ケ ( 後 ) ①のすき間が 0 になるように、止ネジ
②を緩めて調節する。
(3) 2本針の場合は左の針を基準にして1本針と同様に調節
してください。
下ルーパ先端が左および右の針の中心に来たとき、下ルー
パ先端と針のすき間が 0 ~ 0.03 ㎜であることを確認して
ください。
図 6-35
a
①
0
0 ~ 0.03 ㎜
針
①
6.11.2 針と針受ケ ( 前 )
針が最下点のとき、針と針受ケ ( 前 ) ③とのすき間が 0 にな
るように止ネジ④を緩めて調節してください。
2本針の場合は右針と針受ケ ( 前 ) ③のすき間は 0.05 ~ 0.1
㎜になります。
図 6-36
③
1 本針
2 本針左針
0㎜
図 6-37
②
2 本針右針
④
0.05 ~
0.1 ㎜
Page 44

34
AZ70000SDR-8,7500SDR-8
6. ミシンの調整
6.12 AZ7500SDR-8 クラスの針と針受ケ
6.12.1 針と針受ケ ( 後 )
下ルーパと共に運動する移動式針受ケ ( 後 ) ①が付いていま
す。
針が最下点からその上昇行程で下ルーパ先端と出合うとき、
針受ケ ( 後 ) ①は針の後側で保持し、下ルーパ先端を保護し
ます。
(1) 下ルーパを左から右へ移動させ、針を針受ケ ( 後 ) ①の
稜線 a に一致させる。
(2) 針と針受ケ ( 後 ) ①のすき間が 0 になるように、止ネジ
②を緩めて調節する。
3本針の場合は左の針を基準にして上記と同様に調節して
ください。
下ルーパ先端が左および右の針の中心に来たとき、下ルー
パ先端と針のすき間が 0 ~ 0.03 ㎜であることを確認して
ください。
a
①
0
針
図 6-38
0 ~ 0.03 ㎜
①
6.12.2 針と針受ケ ( 前 )
針が最下点のとき、左針と針受ケ ( 前 ) ③とのすき間が 0 に
なるように止ネジ④を緩めて調節してください。
3 本針の場合は右針と針受ケ ( 前 ) ③のすき間は 0.05 ~ 0.1
㎜になります。
図 6-39
AZ7500SDR-8
AZ7520SDR-8
AZ7525SDR-8
0㎜
図 6-40
左針
}
②
AZ7520SDR-8
AZ7525SDR-8
③
④
右針
}
0.05 ~
0.1 ㎜
Page 45

35
AZ70000SDR-8,7500SDR-8
6.12.3 二重環縫いの針と針受ケ
二重環針受ケ ( 後 )
針が最も下がった位置で針と二重環針受ケ ( 後 ) ①とのすき
間は 0 ~ 0.05 ㎜になるように、止ネジ②を緩めて調節し
てください。
二重環針受ケ ( 前 )
針と二重環針受ケ ( 前 ) ③とのすき間は 0.1 ~ 0.2 ㎜になる
ように、止ネジ④を緩めて調節してください。
0 ~ 0.05 ㎜
0.1 ~ 0.2 ㎜
図 6-41
6. ミシンの調整
①
③
④
②
6.13 押エの位置調節
正面から見て押エ底面が針板に平行になるように取り付け
てください。
傾いていると、送りキズの原因になります。
前後位置は図 6-42 のように針板の針落ちとのすき間は 0.2
~ 0.3 ㎜になるように調節してください。
調節は止ネジ⑤を緩めて行います。
図 6-42
⑤
0.2 ~ 0.3 ㎜
Page 46

36
AZ70000SDR-8,7500SDR-8
7.
SC10 装置
7.1 概要
SC10 セルフクリーニング装置は、メスでカットされた生地
のホコリが下メス台周辺や針板下回りに溜まらず、オペレー
タにやさしく、清潔な作業環境を維持できるシステムです。
また、保全が簡便となり、ホコリによるトラブルも未然に
防ぐことができます。
集塵装置へ
空気の流れ
図 7-1
7.2 送風量の調節
ミシンの回転数や縫製条件等によって風量を変える必要が
ある場合、風調整板①の取付位置を変更することによって
2段階に調節できます。
通常の場合、風調整板①を油受ケのガイド部②と③に差し
込んでください。( 図 7-2 参照 )
ミシンの回転が速く、ホコリの発生が少ない場合は、風調
整板①を油受ケのガイド部②と④に差し込んでください。
( 図 7-3 参照 )
SC10 装置を使わない場合は、風調整板①を取り外してく
ださい。
①
②
③
通常のセット位置
図 7-2
①
②
④
図 7-3
Page 47

37
AZ70000SDR-8,7500SDR-8
7.3 取り付け方
7. SC10 装置
7.3.1 風調整板の取り付け方
(1) ミシンの油を抜く。
(2) ミシンを後方に倒す。
(3) 風案内板②を止ネジ④2本を緩めて、取り外す。
(4) 風調整板③を、油受ケ①のカイド部⑤に確実にはめ込む。
(5) 風案内板②を取り付ける。
(6) ミシンを起こして、抜いた油を入れる。
①
図 7-4
⑤
②
④
③
⑤
7.3.2 吹き出し口の取り付け方
(1) 吹き出し口板⑥を油受ケ①に取り付ける。
(2) 吹き出し口板⑥を押さえるようにして風案内板前⑦を油
受ケ①に止ネジ⑧2本で取り付ける。
③
図 7-5
⑥
①
⑦
⑧
図 7-6
Page 48

38
AZ70000SDR-8,7500SDR-8
7. SC10 装置
�
า
7.3.3 集塵パイプの取り付け方
(1) 集塵パイプ①にパイプ固定バンド②を2個通す。
(2) 集塵パイプ①とパイプ固定バンド②をミシン本体に止ネ
ジ③2本で取り付ける。
(3) 集塵パイプ①に集塵装置からのパイプと接続する。
1つの集塵装置から、SC10 装置以外にも接続すると、
吸い込みが悪くなります。
ベンチュリを使用した場合、空気圧を 0.2Mpa 以上必
要とします。
①
②
③
図 7-7
Page 49

39
AZ70000SDR-8,7500SDR-8
දᴾ
දᴾ
8.
K2 装置
8.1 上刃、下刃のかみ合わせの調節
作業を行う前に、必ずモータの電源を切り、モータの
回転停止を確認してください。
(1) クロスプレートスペーサ①を取り外す。
(2) 吸込ミ管カバー②を取り外す。
(3) 止ネジ③を緩める。
(4) 上メス④が最も下がった位置で上刃⑤から下刃先端⑥の
距離を 0 ~ 0.5 ㎜になるように下刃駆動板⑦を上下させ
て調節する。
(5) 止ネジ③を締め付ける。
⑦
③
①
②
図 8-1
⑤
0 ~ 0.5 ㎜
④
図 8-2
8.2 給油
2 週間に一回、給油パイプ⑧に SF オイルを 1 ~ 2 滴注油
してください。
給油量が多すぎると、油汚れの原因になります。不足
すると、メス切れ不良の原因になります。
⑥
図 8-3
⑧
図 8-4
Page 50

40
AZ70000SDR-8,7500SDR-8
9.
仕様
9.1 AZ7000SDR-8 クラス
機種AZ7000SDR-8 AZ7003SDR-8 AZ7016SDR-8
外観寸法380(長)× 245(幅)× 310(高)㎜
重量26.5 kg
構造防塵防油、完全密閉式
縫目型式
(ISO 規 格 )
用途
最高縫速度 7500 sti/min 7000 sti/min
縫い目長さ
縫い目数
1 吋 (25.4 ㎜ ) 間
30 ㎜間
使用針
針のストローク 23.7 ㎜ 24.7 ㎜
505 504 504 504、514
ニットの
裾引き縫い
1.0 ~ 4.0 ㎜
6.5 ~ 25 針
7.5 ~ 30 針
DC×1 DC × 27
ニット、一般布帛
の縁かがり縫い
サイズ# 8 ~# 14 ( 60 ~ 90 )
ハンカチ等の
巻き縫い
0.6 ~ 2.0 ㎜
12 ~ 42 針
15 ~ 50 針
AZ7020SDR-8
AZ7025SDR-8
ニット、一般布帛
の縁かがり縫い
1.0 ~ 4.0 ㎜
6.5 ~ 25 針
7.5 ~ 30 針
AZ7120SDR-8
AZ7125SDR-8
押エ上り量 最大 6 ㎜ 最大 5㎜ 最大 6 ㎜
送リ調節方法 プッシュボタン方式
差動送リ比率
差動送リ
調節方法
布切断ナイフ 下メスは特殊鋼製の平メス、上メスは超硬合金製の平メスと角メス
潤滑油ヤマトSFオイル 28
貯油量900 ml
潤滑方法トロコイドポンプによる強制給油
適用法令PL 法 , 機械指令 , RoHS 指令
据付け方法半沈式又は全沈式
騒音宣言書
最大正差動 ( 縮め縫い ) 1 : 2.3
最大逆差動 ( 伸し縫い ) 1 : 0.7 (1 : 0.6 は後送リレバーピンの調節により可能 )
外部からレバーを上下する事により回転中の調節も可能
マイクロアジャスタによる微調節が可能
85db 以下 (7500sti/min)
適合規格 ISO 10821- C6.2 - ISO 11204 GR2
(7000sti/min)
85db 以下
Page 51

41
AZ70000SDR-8,7500SDR-8
9. 仕様
9.2 AZ7500SDR-8 クラス
機種AZ7500SDR-8 AZ7520SDR-8 AZ7500SDR-31 AZ7520SDR-31
外観寸法380(長)× 245(幅)× 310(高)㎜
重量27kg
構造防塵防油、完全密閉式
縫目型式
( ISO 規 格 )
用途ニット、一般布帛類の安全縫い
最高縫速度 7,500 sti/min 7,000 sti/min
縫い目長さ
縫い目数
1 吋 (25.4 ㎜ ) 間
30 ㎜間
使用針DC × 27 ( オーバ側、二重環側共)サイズ #8 ~ #14 ( 60 ~ 90 )
針のストローク 23.7 ㎜ 24.7 ㎜
押エ上り量 最大 6 ㎜ 最大 5.5 ㎜ 最大 6 ㎜ 最大 5.5 ㎜
送リ調節方法 プッシュボタン方式
差動送リ比率
差動送リ
調節方法
(504, 401) (514, 401) (504, 401) (514, 401)
1.0 ~ 4.0 ㎜
6.5 ~ 25 針
7.5 ~ 30 針
最大正差動 ( 縮め縫い ) 1 : 2.3
最大逆差動 ( 伸し縫い ) 1 : 0.7 (1 : 0.6 は後送リレバーピンの調節により可能 )
外部からレバーを上下する事により回転中の調節も可能
マイクロアジャスタによる微調節が可能
布切断ナイフ 下メスは特殊鋼製の平メス、上メスは超硬合金製の平メスと角メス
潤滑油ヤマトSFオイル 28
貯油量900ml
潤滑方法トロコイドポンプによる強制給油
適用法令PL 法 , 機械指令 , RoHS 指令
据付け方法 半沈式又は全沈式
85db 以下 (7500sti/min) 85db 以下 (7000sti/min)
騒音宣言書
適合規格 ISO 10821- C6.2 - ISO 11204 GR2
Page 52

4 - 4 - 12, NISHITENMA, KITA-KU, OSAKA, JAPAN
530-0047 TEL:81-6-6364-5621 FAX:81-6-6364-7185
〒530-0047 大阪市北区西天満 4 丁目 4 番12 号
T E L (06 )6364 - 5621( 代 ) F A X( 06 )6364 - 7185
P/N 9720391( 取 )
No.8 Edited in 2013.6
(AZ7000SDR-8,7500SDR-8)
Printed in China 2013.6
 Loading...
Loading...