

Page 1
FAST TAP
ASSEMBLY OPERATION MAINTAINANCE
Page 2
Page 3

Fast Tap Warranty.
The high speed Air Motor must be lubricated.
What is not covered
:
This limited warranty provided by XYZ does not cover:
1. Products which have been subject to abuse, accident, alteration modification,
tampering, negligence, misuse, faulty installation, lack of reasonable care, if
repaired or serviced by anyone other than our service facility, if affixed to any
attachment not provided with the product or if the model or serial number bas
been altered, tampered with, defaced or removed.
2. Initial installation and removal for repair
3. Operational adjustments covered in the owners manual and normal
maintenance
4. Tooling
5. Air prep system
6. Damage caused by insufficient lubrication
There are no express warranties except as listed above and any different guarantee
made by others is not authorised by us.
For customer use:
Entered below is the Model # and Serial # which is located on the label on the top
of the Balancer
Model # ……………………… Serial # ……………………… Purchase Date ………………………
Page 4

Page 5
Instructions for
FAST TAP
Reversible Air Motors
Be sure to Lubricate
All XYZ Fast Tap air tools are manufactured to extremely close tolerances.
Reasonable care and preventative maintenance will greatly prolong their service life.
This line of tools is designed for a long life of continuous duty on assembly lines, with
a minimum of service and maintenance. Rotating parts are mounted on extracapacity ball bearings, rotors and spindles are finished to extreme accuracy for
power and low air consumption, gears and pinions are oversize and correctly
hardened for quietness and long life.
Special attention has been given to ease of servicing. These tools can be
disassembled and reassembled with ease.
Before connecting the tool, blow the air line to remove water and dirt which may have
accumulated. This is especially important for a new line or when the line has not
been used for some time.
Gears
The gears are lubricated at the factory. Every 100 hours of operation add ¼oz gear
grease.
Operation
The air motor is started by depressing the operating lever or trigger. Motor speed
may be controlled by adjusting the slotted head control which is located on the tool
housing or on some models on the trigger surface.
If the tool is equipped with a reversing button, always depress the button fully to
obtain maximum power.
Air supply hose should not be less than 3/8” I.D. If extension hose is necessary, use
½” I.D. hose, with couplings not less than 3/8 I.D.
Page 6
Safety Precautions
1. Keep Work Area Clean: Cluttered areas and benches invite accidents.
2. Wear Proper Apparel: No loose clothing or jewellery to get caught in moving
parts.
3. Use Safety Glasses: Protect your eyes.
4. Secure Work: Use clamps or a vice to hold work. Its safer than using your
hand and it frees both hands to operate the equipment.
5. Don’t Overreach: Keep proper footing and balance at all times.
6. Maintain Tools With Care: Keep tools sharp and clean for best safety and
performance. Follow instructions for lubricating and changing accessories.
7. Disconnect Tools: When not in use, before servicing, when changing
accessories such as blades and bits etc.
8. Remove Adjusting Keys and Wrenches: Form a habit of checking to see
that keys and adjusting wrenches are removed from tool before use.
9. Caution: The use of an accessory with this tool not provided or
specified by XYZ Machine Tools may be hazardous, and will result of
cancellation of warranty.
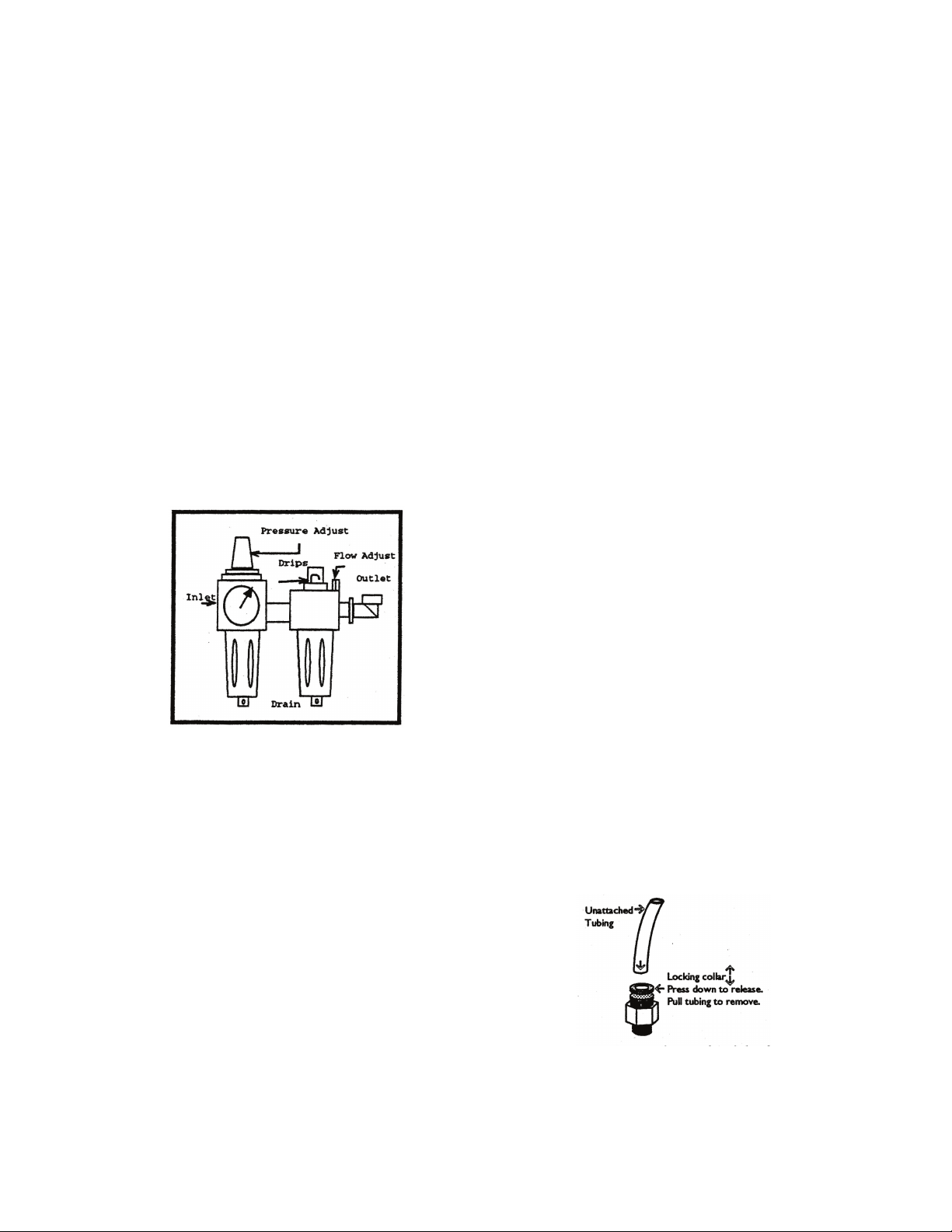
Automatic Mist Lubricator
An automatic must lubricator supplies oil to the air
motors. The oil should be checked daily and kept
topped up to the level using replacement oil
shown in the table below.
When used, adjust lubricator to deliver as follows:
Fast Tap Models 1000, 800, 400
2 to 4 drops of Pneumatic Air Tool Oil to tool per
minute.
Fast Tap Models 200, 90
60 to 76 drops of Pneumatic Air Tool Oil to tool
per minute.
Oil Specification Equivalent Equivalent Equivalent
Castrol Shell Mobil Oil BP
AWS Tellus 32 DTE24 Energol HLP 32
Air Connection
The RPM and capacity of the air motors are related to
the air pressure and to the available volume. It is
important that hoses with as large a bore as possible
are used and that the XYZ Tapping Machine is placed
near the main supply pipe. The inner diameter of the
hose connection should not be less than 3/8”.
The machine is packaged with the regulator end of the
air supply tube unattached. This is done to protect the
tube and the finish of the arms during shipping.
Completing the connection is a simple matter. Press the tube into the quick connect
coupler. Press firmly past the first step, inserting the tube 3/8 of an inch. To remove
the tube from either coupler, press down on the locking ring and withdraw the tube.
Page 7
Operation of XYZ Fast Tap Machines
Air Motors
By depressing the lever at the front of the air motor Forward Motion is started. By
keeping this lever depressed and operating the button opposite to the lever Reverse
Motion is started. If the lever is depressed and the button operated on and off, both
forward and reverse motions are available.
Speed control is possible by using both the lever and the button. This will reduce the
RPM when trying out tapping and cutting in new and difficult materials.
Parallel Arms
The Pantographic and perpendicular characteristics of the XYZ Fast Tap arms
ensure that the tap or other tools are presented at right angles to the work piece over
the working radius of the machine arms.
These arms are finely balanced and little effort is required to position or hold the arm
unit in position. The operator should not force the tap into the work piece or assist in
the withdrawal of it. The tap should be allowed to find its own entry and cut and
withdraw naturally without the assistance of the operator. The pitch of the tap
determines the feed both when going down and back up. This was the tap will selfcentre itself in the hole and produce the thread hole as intended. The operator can
operate the machine with little effort.
Positioning of the arm over the work piece is
gained by use of the corner bracket and angle
of the arm, but generally an angle of 75
degrees is the normal position at which the
arm is best balanced for maximum operator
convenience. Avoid working continuously in
positions lower than 18 inches below the table
surface.
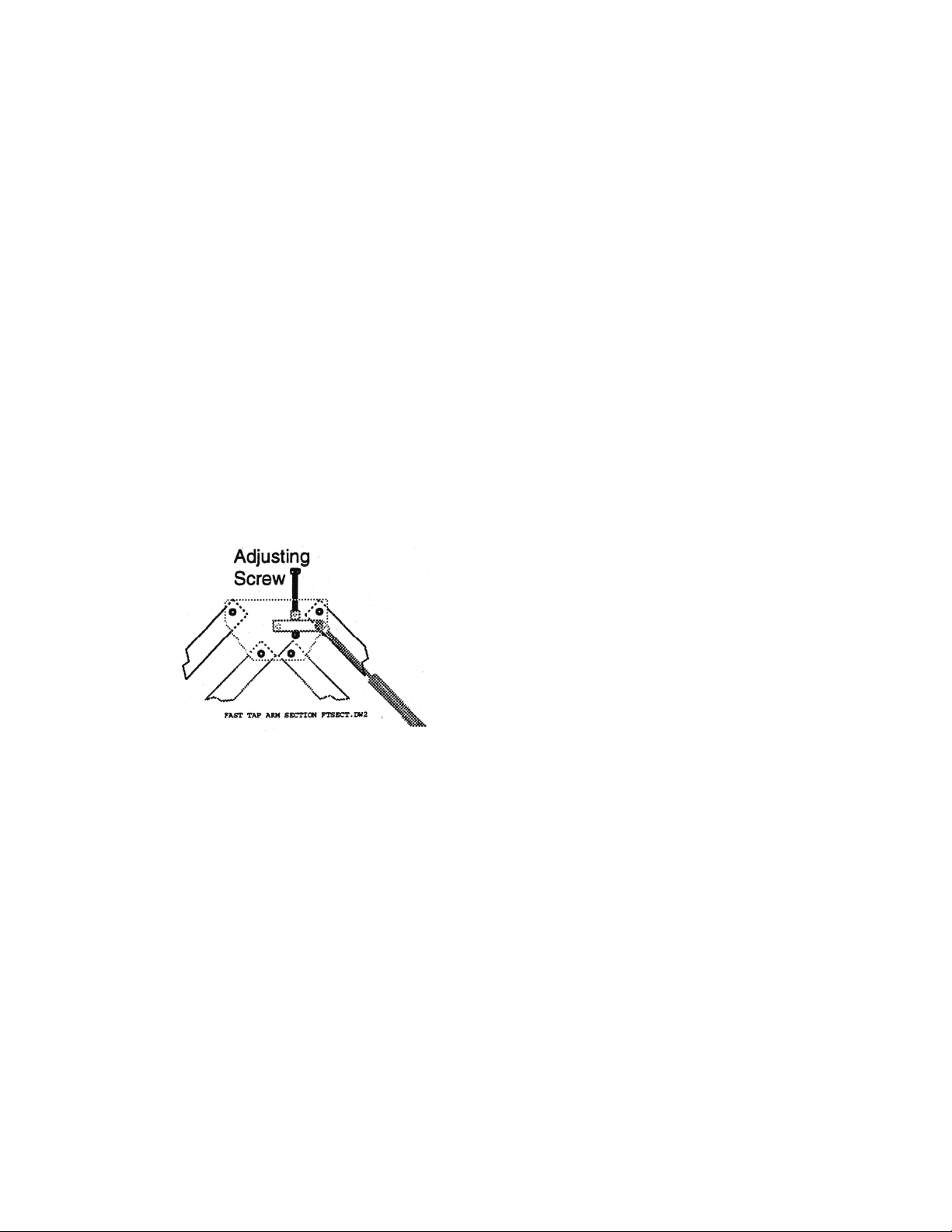
Adjusting the Balance of the Arms
The balance is controlled with 2 gas shocks with adjustable fastening. Turn the
Adjustment Screws in or out. See above diagram.
XYZ Fast Tap Applications
The XYZ Fast Tap is generally designed to produce tapped holes in a variety of
materials and locations and improving production time while reducing tap breakage
and wear etc. The XYZ Fast Tap have other applications, some of which are
described below.
Counter Sinking
The XYZ Fast Tap is excellent for this type of work. The positioning between several
holes is extremely fast and much time can be saved by taking these operations away
from conventional drilling or CNC machines.
Page 8

Reaming
Parallel or taper reamers can be used in the machine.
De-burring
Time can be saved by putting de-burring operations on the XYZ Fast Tap, especially
parts with holes to be de-burred before tapping. Some users de-burr large sheet
metal profiles on the XYZ Fast Tap.
Re-Tapping
The XYZ Fast Tap can be used to re-tap after painting or plating processes without
interfering with the thread tolerance. Similar uses in tapping missed holes are
recommended.
Die Work (Male Threads)
XYZ Fast Taps are useful for the threading or mounting of studs etc. Suitable die
holders can be offered on request.
Extension Taps and Tapping
Extension taps can be used on the XYZ Fast Tap, alternatively simple extension
pieces can be made up to utilise the standard length taps. A series of proprietary tap
holder extensions are available and will be offered on request. It is important that the
extension tap and the tap have the same diameter of shaft, allowing the XYZ Fast
Tap Torque Adaptor to work at the proper torque.
Daily and Periodic Maintenance
Very little maintenance is required to ensure the satisfactory operation of your
machine. The following instructions should however be carried out.
Air Motors
The air motors should normally not be repaired but returned to XYZ Machine Tools
for replacement. Under extreme working conditions, the motors may however need
attention periodically (entry of dirt etc). The motor should be carefully stripped down
and washed out and reassembled in clean conditions, lubricating the turbine parts etc
with the oil specified previously.
When dismounting the motor, disconnect the main air supply first and disconnect the
hose at the motor.
Parallel Arms
The bearing (iolite bushings) and pivot pins are lubricated on assembly and need
little attention. Some periodic lubrication of these points my be necessary at the
discretion of the user.
Page 9

The oil and water trap.
The oil and water trap should be checked and emptied daily or more frequently if the
air supply to the machine is not providing clean and water free air. Entry of particles
into the air motor will result in poor performance and stoppage. If the main air supply
should contain too much water to allow cleaning as described above an extra filter
should be installed on the incoming pipe to safeguard against disrupted operation of
the air motors.
Roll Tapping
Roll taps can be used quite easily, attention should be given to the instructions
regarding hole diameter etc, in the roll tap suppliers leaflet.
High Speed Thread Gauging
Where 100% inspection of threaded holes in required, a standard “no go” SPG can
be fitted to the XYZ Fast Tap to speed up this type of inspection. The torque limiter
on the XYZ Fast Tap holders will slip if the “no go” gauge will not enter the tapped
hole.
Heli-Coil Inserts
The parallel arm characteristics of the XYZ Fast Tap ensure that Heli-Coil inserts are
presented and inserted in the correct manner and show and improvement over hand
inserted methods. The Heli-Coil unit is fitted to the parallel arm using a special
fastening bracket.
Combined Drill & Tap Operations
Drill point taps are obtained from most leading tap manufacturers and can be used
on the XYZ Fast Tap, e.g. for cleaning holes.
Page 10

Quick-Change Tap Holders
Do not select adaptors beyond the capacity of tapping unit its selfAdaptor
series & tap
size range
Tap Size Order code
number
D I
5
C S
0-6 FT01 .87 .28 .77 .141
8 FT02 .87 .28 .84 .168
10 FT03 .87 .28 .84 .194
12 FT04 .87 .28 .87 .220
QCP – 0
# 0 - 14
¼ FT05 .87 .28 .87 .255
0-6 FT06 1.18 .28 .85 .141
8 FT07 1.18 .28 .92 .168
10 FT03 1.18 .28 .92 .194
12 FT09 1.18 .28 .95 .220
¼ FT10 1.18 .28 .95 .255
5/16 FT12 1.18 .28 .98 .318
3/8 FT13 1.18 .28 1.05 .381
7/16 FT14 1.18 .28 1.08 .323
½ FT15 1.18 .28 1.11 .367
9/16 FT155 1.18 .28 1.06 .429
1/8SS FT166 1.18 .28 1.05 .313
QCP – 1
# 0- 9/16
1/8”
Pipe
1/8LS FT177 1.18 .28 1.05 .438
5/16 FT18 1.89 .43 1.49 .318
3/8 FT19 1.89 .43 1.56 .381
7/16 FT20 1.89 .43 1.59 .323
½ FT21 1.89 .43 1.62 .367
9/16 FT22 1.89 .43 1.68 .429
5/8 FT23 1.89 .43 1.74 .480
11/16 FT24 1.89 .43 1.81 .542
¾ FT25 1.89 .43 1.87 .652
QCP – 2
5/16” – 7/8”
13/16 FT27 1.89 .43 1.87 .652
7/8 FT27 1.89 .43 1.93 .697
1/4P FT288 1.89 .43 1.18 .562
1/8P FT299 1.89 .43 1.24 .700
QCP – 2
¼” – ½”
Pipe 1/2P FT300 1.89 .43 1.37 .687
XYZ Offers “Blitz-style” Quick-Change Systems
Page 11

Do not select adaptors beyond the capacity of tapping unit its selfAdaptor
series &
tap size
range
Tap Size Order
code
number
D I
5
C S Permissible
torque lb/ft
0-6 FT46 .91 .83 .77 .141 1.1
8 FT47 .91 .83 .84 .168 1.7
10 FT48 .91 .83 .84 .194 2.2
12 FT49 .91 .83 .87 .220 2.5
QCP – 0
# 0 - 14
¼ FT50 .91 .83 .87 .255 4.3
0-6 FT51 1.26 .98 .85 .141 1.1
8 FT52 1.26 .98 .92 .168 1.7
10 FT53 1.26 .98 .92 .194 2.2
12 FT54 1.26 .98 .95 .220 2.5
¼ FT55 1.26 .98 .95 .255 4.3
5/16 FT56 1.26 .98 .98 .318 7.2
3/8 FT57 1.26 .98 1.05 .381 10.8
7/16 FT58 1.26 .98 1.08 .323 17.0
½ FT59 1.26 .98 1.11 .367 25.0
9/16 FT595 1.26 .98 1.06 .429 29.0
1/8SS FT600 1.26 .98 1.05 .313 7.0
QCP – 1
# 0- 9/16
1/8”
Pipe
1/8LS FT611 1.26 .98 1.05 .438 29.0
5/16 FT62 1.97 1.34 1.49 .318 7.2
3/8 FT63 1.97 1.34 1.56 .381 10.8
7/16 FT64 1.97 1.34 1.59 .323 17.0
½ FT65 1.97 1.34 1.62 .367 25.0
9/16 FT66 1.97 1.34 1.68 .429 29.0
5/8 FT67 1.97 1.34 1.74 .480 36.0
11/16 FT68 1.97 1.34 1.81 .542 40.0
¾ FT69 1.97 1.34 1.87 .652 53.0
QCP – 2
5/16” –
7/8”
13/16 FT70 1.97 1.34 1.87 .652 57.0
7/8 FT71 1.97 1.34 1.93 .697 69.0
1/4P FT22 1.97 1.34 1.18 .562 11.0
1/8p FT44 1.97 1.34 1.24 .700 14.0
QCP – 2
¼” – ½”
Pipe
1/2p FT44 1.97 1.34 1.37 .687 32.0
Top Shank Conversion Chart ISO to American Standard
NOTE: Most US manufacturers of metric taps supply them with U.S. standard shanks.
Following is a list of the more popular metric sizes and the American standard shanks used.
ISO US ISO US
M1.6, 1.8, 2, 1.2, #0 - #6 M7,7 5/16”
3, 3.5 #0 - #6 M10 3/8”
M4 #8 M12, 12.5 ½”
M4.5, 5 #10 M14 9/16”
M6, 6.3 ¼” M16 5/8”
Page 12

Tap Chuck Torque Adjustment
The XYZ Fast Tap
Torque Adaptor is
adjustable for
different materials.
The torque is
factory set for mild
steel. Practice will
enable you to
achieve the proper
torque for a
particular material
and tap
configuration. To make an adjustment, disengage the snap ring from the adjustment
slots on the Torque Adaptor. Turn the adjustment collar clock-wise for torque
increase and counter clock-wise for torque decrease.
Always reinstall the snap ring into an adjustment slot before using the XYZ Fast Tap.
Quick Change Adaptor
The XYZ Fast Tap facilitates the changing of tools with the Quick Change Adaptor.
To insert a tool lift up on the locking collar. This will snap into an indent. Insert the
Torque Adaptor or tool holder aligning the bosses and notches and press up against
the Quick Change Adaptor.
The locking collar will snap
into the locking position if
the tool holder is correctly
installed. XYZ Machine
Tools recommends careful
attention not to introduce
chips or debris into the
Quick Change Adaptor.
During installation of the
tool holder. The locking
collar will not reset unless
you press against the inner
shaft of the Quick Change
Adaptor. This is
automatically
accomplished by the tool
holder. The Quick Change
Adaptor and the Torque
Adaptor should be kept
clean and lightly oiled.
Blowing chips into the
Quick Change Adaptor
could cause jamming, and
is NOT recommended.
Page 13

General Notes on Tapping
XYZ Fast Tap is most suitable for tapping through and blind holes. The choice of tap
and speed is, of course, the choice of the user, and your current tap supplier will
advise you on the type of tap to employ on various materials.
A good tapping result also demands a suitable cutting oil.
Generally for machine tapping operations, gun nose taps are used for through holes
because, by virtue of a short gash on the chamfer portion, the swarf is directed
ahead of the tap. The flutes serve only as a channel for lubrication and these are
narrower than those of a conventional straight tap resulting in a stronger cross
section on the fluted portion. Chamfer lead is usually a second tap. Spiral fluted taps
are for tapping blind holes as the swarf is directed backout of the hole by virtue of
helix cutting (RH spiral, RH cutting, LH spiral, LH cutting). Chamfer lead is usually the
same as that for a bottoming tap.
The RPM and capacity of the air motors are related to the air pressure and to the
available volume. It is important that hoses with a large a bore as possible are used
and that the XYZ Fast Tap is placed near the main supply pipe. The inner diameter of
the hose connection should not be less than 3/8”.
When the machine is shipped the air connection tube is not attached at the regulator
/ lubricator end. To complete this connection press the tube into the quick coupling.
Press firmly, past the first resistance until 3/8” of the tubing has been inserted. To
remove the tubing from either coupling just press down on the locking ring and pull
on the tubing.
Page 14

EC MACHINERY DIRECTIVE
98/392/EEC
DECLARATION OF CONFORMITY
We hereby certify that the machinery stipulated below complies with all the relevant
provisions of the EX Machinery Directive as amended and the National Laws and
Regulations adopting this directive.
Name of Supplier. XYZ Machine Tools Ltd. Woodlands Business Park, Burlescombe,
Nr Tiverton, Devon.
Tel:- 01823 674 200 FAX: 01823 674201
Machine Description: Fast Tap
Model:
Serial Number:
Harmonized standards applied.
EX292 pt.1, EN292 pt.2.
Signed:
Date:
Name: Keith Wilson
Position: Director
Being the responsible person appointed by the supplier.
Page 15

Noise Test Report
Fast Tap Series
Introduction
This is a report of the noise measurement tests carried out on the Fast Tap Series
supplied by XYZ Machine Tools Ltd.
Test Procedures
The noise is measured at four positions around the Fast Tap at a distance of 1 metre
from the machinery and 1.6 metres above the ground where the machinery is
operated. The type of sound level meter is used is manufactured by DAWE
Instruments Model 1422C, which is a digital impulse meter. The meter was calibrated
prior to the test using a DAWE Instruments D-1411E Acoustical Calibrator.
Machinery Condition
The machine used for the test s a new machine. The metal cutting test was done dry
so the noise will be higher than if cutting wet. The machine was fitted with the noise
baffle which is supplied as standard equipment.
Cutting Conditions
The material used was EN8 (medium carbon steel) with the following chemical
composition.
C=0.421 %
Si=0.259% Mn=0.818%
P=0.011%
S=0.033%
Cr=0.039%
Ni=0.028%
The material is in normalised condition.
Tools used: - Dormer Spiral Flute/model 1000 ‘M6 Tap’/model 800 ‘M10 Tap’/model
400 M12 Tap’/model 200 ‘M16 Tap’
Page 16

Test Results
1. Background noise
The background noise was about 54 dB
2. Noise without cutting
Fast Tap 1000
Location 1 = 82.8 dB
Location 2 = 83.2 dB
Location 3 = 82.4 dB
Location 4 = 81.5 dB
Fast Tap 800
Location 1 = 83.5 dB
Location 2 = 80.1 dB
Location 3 = 78.6 dB
Location 4 = 81.5 dB
Fast Tap 400
Location 1 = 82.5 dB
Location 2 = 79.8 dB
Location 3 = 79.8 dB
Location 4 = 78.3 dB
Fast Tap 800
Location 1 = 81.8 dB
Location 2 = 79.2 dB
Location 3 = 80.2 dB
Location 4 = 77.9 dB
3. Noise with cutting
The machine was run cutting the specified material under the specified conditions.
Fast Tap 1000
Location 1 = 85.0 dB
Location 2 = 84.9 dB
Location 3 = 84.6 dB
Location 4 = 83.6 dB
Fast Tap 800
Location 1 = 85.0 dB
Location 2 = 85.1 dB
Location 3 = 85.1 dB
Location 4 = 82.5 dB
Fast Tap 400
Location 1 = 83.5 dB
Location 2 = 83.5 dB
Location 3 = 84.2 dB
Location 4 = 81.4 dB
Fast Tap 800
Location 1 = 83.0 dB
Location 2 = 82.3 dB
Location 3 = 84.1 dB
Location 4 = 79.0 dB
Page 17

Page 18

2050007306 – revision 02 – 01/2012
Page 19

Page 20
Page 21
 Loading...
Loading...