


Wood-Mizer
MP360 Planer Moulder
USER MANUAL
Read through the user manual carefully and make sure you understand its
contents before you use the planer/moulder.
This user manual contains important safety instructions.
WARNING! Incorrect use can result in serious personal injury or even death to
the operator or others.

© 2018
Printed in the United States of America. All rights reserved. No part of this manual may be
reproduced in any form by any photographic, electronic, mechanical or other means or
used in any information storage and retrieval system without written permission from
Wood-Mizer
8180 West 10th Street
Indianapolis, Indiana 46214

Wood-Mizer
from forest to final form
®
Table of contents
Getting started 2
Warranty 3
Safety instructions 6
Tools required 8
Machine description 8
Preparations 9
Setup 10
Chip management 10
In and outfeed table 11
Starting the planer 11
Control panel 12
Bottom cutter 13
Top cutter 15
Molding knife in bottom and
top cutter 17
Side cutters 18
Variable Feed Motor 22
Maintenance 23
Setting the upper chassis' plan 24
Planing tips 24
MP360 Profile knives 25
Electrical schematic 28
Technical data 31
List of components 32
Overview Images 34

Wood-Mizer
2
®
from forest to final form
GETTING STARTED
Wood-Mizer is committed to providing you with the latest technology, best quality, and
strongest customer service available on the market today. We continually evaluate our
customers’ needs to ensure we
comments and suggestions are welcome.
Read this manual completely before starting!!
General Contact Information
Toll free phone numbers are listed below for the continental U.S.
and Canada. See the next page for contact information for more
Wood-Mizer locations.
are meeting current wood-processing demands. Your
United States Canada
Sales 1-800-553-0182
Service
Website www.woodmizer.com
E-mail woodmizer@woodmizer.com oninfo@woodmizer.c
1-800-525-8100
Office Hours: All times are Eastern Standard
Monday - Friday Saturday
(Indianapolis Office Only)
8 a.m. to 5 p.m. 8 a.m. to
Time.
12 p.m.
1-877-866-0667
1-877-866-0667
www.woodmizer.ca
om
Sunday
Closed
Please have your vehicle identification number and your customer number ready when you call.
Wood-Mizer will accept these methods of payment:
Visa, Mastercard, or Discover
COD
Prepayment
Net 15 (with approved credit)
Be aware that shipping and handling charges may apply. Handling charges are
based on size
and quantity of order. In most cases, items will ship on the day they are ordered. Second Day
and Next Day shipping ar
If your equipment was purchased
e available at additional cost.
outside the United States or Canada, contact the distributor
for service.

Wood-Mizer Locations
3
USA World Headquarters Canadian Headquarters
Wood-Mizer MP360
Serving North & South America, Oceania, East
Asia
Wood-Mizer LLC 8180
West 10th Street
Indianapolis, IN 46214
Phone: 317.271.1542 or 800.553.0182
Customer Service: 800.525.8100 Fax:
317.273.1011
Email: infocenter@woodmizer.com
Serving Canada
Wood-Mizer Canada
396 County Road 36, Unit B
Lindsay, ON K9V 4R3
Phone: 705.878.5255 or 877.357.3373
Fax: 705.878.5355
Email:
ContactCanada@woodmizer.com
Brazil Headquarters Europe Headquarters
Serving Brazil
Wood-Mizer do Brasil
Rua Dom Pedro 1, No: 205 Bairro: Sao Jose
Ivoti/RS CEP:93.900-000
Tel: +55 51 9894-6461/ +55 21 8030-3338/ +55
51 3563-4784
Email: info@woodmizer.com.br
Serving Europe, Africa, West Asia
Wood-Mizer Industries Sp z
o.o. Nagorna 114
62-600 Kolo, Poland
Phone: +48.63.26.26.000
Fax: +48.63.27.22.327
Branches & Authorized Sales Centers
For a complete list of dealers, visit www.woodmizer.com
WARRANTY
Wood-Mizer® LLC
Limited Product Warranty
Wood-Mizer LLC (“Warrantor”), an Indiana corporation with its principal place of business at 8180 West
Tenth Street, Indianapolis, IN 46214-2400 USA, warrants to the purchaser (“Purchaser”) that for the time
periods specifically stated herein and subject to the terms, conditions and limitations stated herein, the
equipment manufactured by the Warrantor will be free from defects in material and workmanship
attributable to Warrantor so long as, during the warranty periods stated herein, the equipment is installed,
operated and maintained in accordance with the instructions provided by Warrantor.

Wood-Mizer
4
PRODUCT
Portable Sawmills,
Resaws, Edgers
Portable Sawmills
with Chassis
from forest to final form
MODEL CLASS
LT, LX, HR, EG
LT28, LT35, LT40,
LT50, LT70, LX450
®
LENGTH OF WARRANTY
USA&CANADA
Two years
Two years, excluding
the chassis, which
chassis shall have a five
year warranty
NON USA &
CANADA
One year
One year
EFFECTIVE DATE
Date of purchase
Industrial Sawmills,
Resaws, Edgers
TITAN Industrial
Material Handling
Blade Maintenance
Options and Accessories
Moulders, Kilns
WM, HR, EG, TVS, SVS
WB, TV, HR, EG, EA, MR
TWC, IC, TD, LD,
GC, CR, CB, CC
One year One year
One year One year
One year One year
BMS, BMT, BMST One year One year
Various
MP, KS, KD
One year* One year*
One year One year
Date of purchase or
date of installation /
training (if applicable),
whichever occurs first,
not to exceed 6
months from date of
purchase
Date of purchase
Pallet Dismantlers
Log Splitters
Replacement Parts
PD One year One year
FS One year One year
Various
90 days 90 days
* Warranty on Options will match the warranty on the primary equipment when purchased on same invoice.
Exclusions from 90 Day, Limited One Year and Two Year Warranty
Warrantor shall have no responsibility under this warranty for any wear components, including, but not limited to: belts,
blade guides, blades, electric motor brushes, drum switches, filters, fuses, hoses, bearings (excluding cylindrical drive
bearings), bushings, cable carriers, and spark plugs. All wear components are furnished “as is”, without any warranty
from Warrantor. This limited warranty does not cover any defects caused by misuse, negligence, alterations, damage
due to overload, abnormal conditions, excessive operation, accident, or lack of performance of normal maintenance
services.
Several components which are used in the manufacture of the equipment but not manufactured by Warrantor such as
cant hooks, power plants, laser sights, batteries, tires, and trailer axles have warranties provided by the original
equipment manufacturer (written copies available upon request). Warrantor does not separately warrant such items.
Components or equipment manufactured by third parties are not covered by this warranty. Warrantor, however, will
provide reasonable assistance to the Purchaser to make claims against any warranties applicable to such component
parts as provided by such original equipment manufacturers. Components or equipment manufactured by third parties
are not covered by this Warranty.
Five Year Limited Chassis Warranty
The limited five year chassis warranty described above, DOES NOT extend to (a) any damage stemming from
accident, improper towing, overload, abuse, misuse, abnormal conditions, negligence, excessive operation, or lack of
maintenance, (b) rust caused by exposure to corrosive atmospheric conditions, or (c) the sawmill head, carriage, axle,
brakes, or any hydraulic or electrical components attached to the chassis.

Wood-Mizer MP360
5
Warrantor’s Obligations as To Defects
In the event that the equipment fails to perform due to defective materials or workmanship attributable to Warrantor
under normal use and service within the established warranty period, Purchaser’s sole and exclusive remedy and
Warrantor’s sole liability shall be to replace or repair, in Warrantor’s sole and subjective discretion, any defective part
at Warrantor’s principal place of business without cost to the Purchaser if such defect exists. The determination of
whether a product is defective shall be made by Warrantor in Warrantor’s sole and subjective discretion. The
Purchaser must notify Warrantor prior to shipping any defective part. Warrantor, at its sole discretion, may cover
expenses incurred in shipping the defective part to Warrantor for evaluation; provided, however, that Warrantor will not
be responsible for labor, travel time, mileage, removal, installation or incidental or consequential damages. However,
any part in excess of 140 pounds must be returned by the Purchaser, to the Warrantor’s nearest authorized facility at
the Purchaser’s expense, if return is requested by Warrantor. Warrantor shall have a reasonable time within which to
replace or repair the defective part. If Warrantor determines that the product is not defective under the terms of this
warranty in Warrantor’s sole and subjective discretion, then Purchaser shall be responsible for any expenses incurred
by Warrantor in returning the equipment to the Purchaser.
Limitations and Disclaimers of Other Warranties
EXCEPT FOR THE EXPRESS WARRANTY PROVISIONS STATED ABOVE, WARRANTOR DISCLAIMS ALL
WARRANTIES, EXPRESS AND/OR IMPLIED, INCLUDING WITHOUT LIMITATION, THE IMPLIED WARRANTIES
OF MERCHANTABILITY, AND FITNESS FOR A PARTICULAR PURPOSE, NONINFRINGEMENT AND TITLE. No
representation or other affirmation of fact by representatives of Warrantor, whether verbal or in writing, including
photographs, brochures, samples, models, or other sales aids, shall constitute a warranty or other basis for any legal
action against Warrantor. There are no other representations, promises, agreements, covenants, warranties,
guarantees, stipulations or conditions, express or implied, by Warrantor except as expressly set forth herein. THE
ORIGINAL PURCHASER AND ANY INTENDED USER OR BENEFICIARY OF THIS EQUIPMENT, SHALL NOT BE
ENTITLED TO RECOVER ANY INDIRECT, SPECIAL, PUNITIVE, EXEMPLARY, CONSEQUENTIAL, SPECIAL,
OR INCIDENTIAL DAMAGES OR LOSES, INCLUDING BUT NOT LIMITED TO, DAMAGES OF LOST
PRODUCTION, LOST REVENUE, LOST PRODUCT, LOST PROFITS, LOST BUSINESS, LOSS OF USE, LOSS
OF GOODWILL, OR BUSINESS INTERRUPTION, FROM WARRANTOR FOR ANY REASON WHATSOEVER
INCLUDING WITHOUT LIMITATION WARRANTY OR DEFECT IN THE PRODUCT REGARDLESS OF THE SOLE,
JOINT AND/OR CONCURRENT NEGLIGENCE, BREACH OF CONTRACT, BREACH OF WARRANTY, STRICT
LIABILITY IN TORT OR STATUTORY CLAIMS OR OTHER LEGAL FAULT OR RESPONSIBILITY OF EITHER
WARRANTOR OR PURCHASER OR ITS EMPLOYEES OR AGENTS. Warrantor does not warrant that its
equipment meets or complies with the requirements of any particular safety code or governmental requirements.
Defective items replaced under the terms of this warranty become the property of Warrantor.
Design Changes
Warrantor reserves the right to change the design of its products from time to time without notice and without
obligation to make corresponding changes in or to its products previously manufactured.
Rights of Purchasers
The validity and effect of this limited warranty as well as its interpretation, operation and effect, shall be determined
exclusively by the principles of law and equity of the State of Indiana, USA. This limited warranty gives Purchaser
specific legal rights. Purchaser may also have other rights, which may vary from state to state. Some states may not
allow limitations as to the duration of implied warranties or to the exclusion or limitation of incidental or consequential
damages, so some of the limitations and exclusions detailed set forth above may not apply. In the event that any one
or more of the provisions of this warranty shall be or become invalid, illegal or unenforceable in any respect, the
validity, legality and enforceability of the remaining provisions of this warranty shall not be affected thereby.
Interpretations
This Warranty constitutes the entire warranty agreement between Warrantor and Purchaser and supersedes any prior
understandings or agreements pertaining to the same subject matter. This warranty cannot be amended except in
writing which refers to this warranty which is signed by both Warrantor and Purchaser.
© 2018 Wood-Mizer LLC – 8180 West 10th Street, Indianapolis, IN 46214
FORM#1814ENG

Wood-Mizer
6
®
from forest to final form
SAFETY INSTRUCTIONS
• Make sure that all warning and information
stickers are in place, and that they are clean
and legible. Any damaged stickers must be
replaced immediately.
• Persons who do not have the necessary
knowledge or experience of planers must not
use this planer/moulder. This instructions do
not constitute training in machine planing.
Contact Wood-Mizer for information regarding
training in machine planing.
• Ensure that non-authorized persons do not
use this moulder.
• All protection must be assembled before
the molder is used.
• Always use protective goggles and ear
protection.
• Never use the molder if you are under the
influence of strong medication, alcohol or any
other strong drugs.
• Always check that knobs, screws, nuts,
fences, sleeves, planing cutters, planing
knives, etc. are properly tightened. Also
check that the cutter can rotate freely and that
there are no tools in or on the planer/moulder
before it is started.
• Never use the planer/moulder in poor
visual conditions such as bad lighting.
• Small dimensions must be planed using
fixtures, e.g. a piece of wood with a
customized groove that extends along the full
length of the table.
• Never stand along the workpiece's extension
line as kickback can occur, and bits of the
workpiece can be thrown out of the planer/
moulder. This applies to both the in and
outfeed sides, although the risk is greater on
the infeed side.
KEY TO SYMBOLS
For your own safety, read the entire
instruction manual carefully and do not
start the planer/moulder before you have
understood everything.
Use approved ear protection and
protective goggles. Hearing can be
damaged after only a short exposure
Sharp rotating tools. Be careful not to
let your fingers get near the cutter.
This symbol means "WARNING!". Be
extra vigilant when this symbol appears
in the manual text.
This symbol is followed by a prompt. Be
extra vigilant when this symbol appears
in the manual text.
• Never place tools or hands into the in or
outfeed areas when the planer/moulder is
running.
• Never intervene in the planer/moulder
before you have ensured that the power is
switched off and the planer/moulder cannot
be started accidentally.
PLANING/MOULDING
• Always measure the workpiece and set
suitable thickness and width before planing.
• There is a high risk of accident if you feed in
a workpiece that is not high enough for the
feed rollers to get hold of the workpiece.

GENERAL
Wood-Mizer MP360
7
SAFETY DISTANCE
• Check the molder/planer as soon as you
receive it. Report any transport damage to the
transport company immediately.
• LIFT THE PLANER/MOULDER using a forklift or pallet jack.
• When replacing spare parts, use only original
parts and note that anything electrical must
be assembled by a qualified electrician.
APPLICATIONS
The planer/moulder can be used for planing/
molding and planing wood, chipboard, board, etc.
Hard materials such as chipboard, teak, MDF,
etc. require hard carbide tools.
The planer/moulder is designed for indoor use,
with temporary outdoor use.
ENVIRONMENTAL REQUIREMENTS
The temperature in the premises should be above
freezing, unless special measures are taken.
Other than the operator, no one should
be within 3 meters (10 foot) of the
planer/moulder's sides or 8 meters (26
foot) from the in and outfeed sides
during operation. Mark a limit that
prevents anyone accidentally wandering
into the risk area.
TIPS: An extended infeed table is practical to
use, and prevents anyone coming into the risk
area.
Ventilation in the premises must be mechanical,
and of a good standard.
The planer/moulder must be connected to a
chip extractor.

Wood-Mizer
8
from forest to final form
TOOLS REQUIRED
®
A LIST OF THE TOOLS REQUIRED TO BE
ABLE TO WORK WITH THE PLANER/
MOULDER:
Hex key 4 mm (supplied)
Hex key 5 mm
Hex key 6 mm
Open ended wrench 10 mm
(supplied) Wrench 10 mm
Ring wrench 13 mm
Open ended wrench 30 mm
(supplied)(for milling spindle)
Adjustable wrench 8" or 10"
(for milling spindle)
Sliding caliper
Measuring tape or ruler
Paraffin oil for the table
Whetstone
THE FOLLOWING SPACER RINGERS
ARE SUPPLIED:
3 x 40 mm height
2 x 20 mm height
2 x 10 mm height
1 x 5 mm height
2 x 2 mm height
1 x 1 mm height
1 x 0.5 mm height
1 x 0.3 mm height
1 x 0.2 mm height
1 x 0.1 mm height per cutter
These spacer rings allow you to set the required height.
MACHINE DESCRIPTION
The MP360 is a planer/moulder that can work four
sides of a workpiece in one action. The planer/
moulder is contained in a stable and strong
chassis. The planer/moulder table and slide for
the moving cutter are made of planed cast iron.
The workpiece is fed, lying on the planer table,
through the planer by four feed rollers as well as
an outfeed roller. The rollers are driven by a
chain transmission with separate motor. The
workpiece is controlled laterally with adjustable
fences and pressure rollers.
The work is done using a top cutter and a bottom
cutter, that are hung at both ends, as well as two
side cutters which are fixed to the planer table.
All the cutters are driven by separate motors, via
a belt transmission.
The cutters and feed rollers are covered by a
foldable protective cover plate with window. The
cover plate is supplied with a safety switch.
Another safety switch sits behind the top edge of
the cover plate on the infeed side. A 100 mm (4”)
hose is connected to the bottom and side cutters
and a 125 mm (5”) hose is connected to the top
cutter with the option of an additional 100 mm (4”)
for connection to the chip extractor.
TABLE SURFACE
The table is cast in the highest quality. The table surface is specially processed for the highest
precision and the best anti-friction qualities. When
the planer/moulder is new, it requires a breaking-in
period until the table gets a slightly shinier surface to
optimize the anti-friction qualities. During this period,
we recommend that you use a lubricant or wax on
the table.

PREPARATIONS
Stål Blankförzinkad
Bricka 11x22x3
Automatstål
Stång D30 L11
360-342
1312
Plåt 4mm
360-167-2
Automatstål
Stång D30 L25
360-134-1
Oljebrons
Lager d12 D18 L25
360-125-1
AL
AL-profil:360-325
40x30x800
360-329
Mutter M12
9
Wood-Mizer MP360
Certain parts are not assembled on delivery for
transport and packaging reasons.
Part number references are found in the
exploded views in the back of this manual.
1.
Assemble the control panel in place with the
arm where the cabling goes, (232), (251).
2. Assemble all safety doors.
3. Assemble the infeed table (212). [Figure 1]
• Screw down all adjustable screws (B) in the
bottom.
• Insert all screws (A) tighten by hand.
• Insert the adjustment screws (C) and adjust
the table so it is straight.
• Adjust exactly: The highest position of the
infeed table must be on the same level as
the cast machine table. Check with a long,
straight fence rail.
• Adjust the height of the table so that it
touches the cast iron table with the
adjustment screws (B) and tighten the
holding screws (A).
Check the table angle and table height
•
and
insert the table fixture’s bottom lock
screws (D) which are fastened using nuts on
the inside of the chassis.
4. Assemble the outfeed table (253). [Figure 2]
5. Assemble the side fences [Figure 3]
6. Connect the planer/moulder to the chip
extractor.
7. Before the planer/moulder is connected to the
electrical circuit, check that all cutters can
rotate freely, and that all parts are fixed.
Figure 2.
M10-25mm
M10-25mm
M10-30mm
Figure 1.
Hole pattern key:
A: Holding screws for the infeed table.
B: Holes for accessing the adjusting screws where the screw
head lies under the table fixture.
C: Threaded hole for adjustment screws for setting the table
angle.
D: Hole for lock screws.
E: Fixing point for adjustable side fence. A double hole pattern
means that the fence can be placed in an outer or inner position
Figure 3.
41
25
42
24
16
16
14
17
15
22
M10
42
26
42
43
27
16
23
13
22
39
16
19
14
22
38
M10-25mm
M10-25mm
M10-30mm
M10

Wood-Mizer
10
from forest to final form
SETUP
®
Check your MP360 as soon as you receive it.
Any transport damage must be reported to
the transport company immediately.
Most of the planer/moulder is protected against
rust, but it will require extra maintenance in the
form of lubrication for all the parts not protected
against rust. See the Maintenance section.
• Place the planer on a stable and flat base.
Preferably screw the planer down using the
holes in the base, if the castor set is not used.
• Ensure that there is enough space for the
longest boards you want to plane at the in
and outfeed sides, and that there is enough
space for maintenance and timber stocks.
• Connect the chip hoses and fix using the
hose clips on the planer and fan.
• Hang the planer's electrical cable on the
ceiling or protect it in another way. Never step
on the cable. The planer/moulder should be
connected via an earth-fault protection switch.
• Ensure that lighting is good. There should
also be good general lighting. Also set up a
strong lamp directly over the planer. Ensure
that there is no risk of glare.
SPACE REQUIREMENTS
The planer/moulder needs a space of at least 2
m (6 1/2 ft) wide. The length required depends on
the length of the workpieces you want to plane.
The minimum length is 4 m (13 ft).
ANCHORING
For the highest safety, the planer/moulder must
be anchored to the floor using screws. Screw
diameter 8-10 mm (3/10"- 4/10").
CHIP MANAGEMENT
The MP360 must be connected to a chip fan
with a capacity of at least 3,000 m3/h (10,000
cubic feet/hr).
Remember that you need an air vent in your chip
container (e.g. a fine net or filter if you carry out
chip collection indoors). Poor suction is often due
to poor airflow from the chip container. If you work
in heated premises, remember that the fan will
quickly cool the space if you do not lead the
filtered air back into the building. Consideration
must be taken for fire risk and dust emissions
(discharge) in connection with chip collection.
Fire risk and dust emission in connection
with chip management.
Contact the local authorities for advice
in designing a chip collection system to
conform with rules in your area.
Chips that are left in the planer/moulder
must be vacuumed up after every work
session.
TECHNICAL REQUIREMENTS
CHIP EXTRACTOR
• The chip extractor must be approved
according to the CE-standard.
• The airflow "without external connection" must
be approx. 4000-5000 m3/hour (13,000-16,500
cubic feet/hour).
• (The manufacturer's standard indication
of airflow.)
• The sleeve diameters for the planer = 100
mm (4”) x 4 and 125 mm (5") x 1.
• The pressure loss in the planer is 26 mm of
water column at 25 m/s (1 inch of water
column at 82 ft/s).
Position the chip fan so that you can
easily reach the switch.

IN AND OUTFEED TABLE
Wood-Mizer MP360
11
Note that the outfeed table can easily be folded
up so you can move around the planer.
The tables must mainly be completely in line with
one another (when the cut in the bottom cutter is
0 mm (0") but in certain cases it can be an
advantage for the ends of the feed table to lie
slightly higher (1-5 mm) than the planer table to
reduce in and
STARTING THE PLANER
Risk of serious damage.
Check that no tools have been left in
the planer.
Check that the cutters can rotate freely
before the safety doors are closed.
Review the safety instructions!
outfeed marks (snipe). This particularly applies
when thin or soft workpieces are being processed.
The outer edges must then always lie slightly
higher than the planer table.
It is extremely important that the infeed table,
planer table and outfeed table are correctly setup
so that there are no cutter marks on the ends of
the object.
Before starting:
• Ensure that all cutters can rotate freely.
• Ensure that the emergency stop (a11) is
pulled out.
• Ensure that the top door is closed, and
impacts the door switch (179).
• Check that no one other than the operator
is inside the safety distance.
Connect the planer electrically. Watch the
rotational direction. If you are standing by
the feeder gears, the rotational direction
of the top cutter must be
counterclockwise.
Wood-Mizer
12
from forest to final form
CONTROL PANEL
®
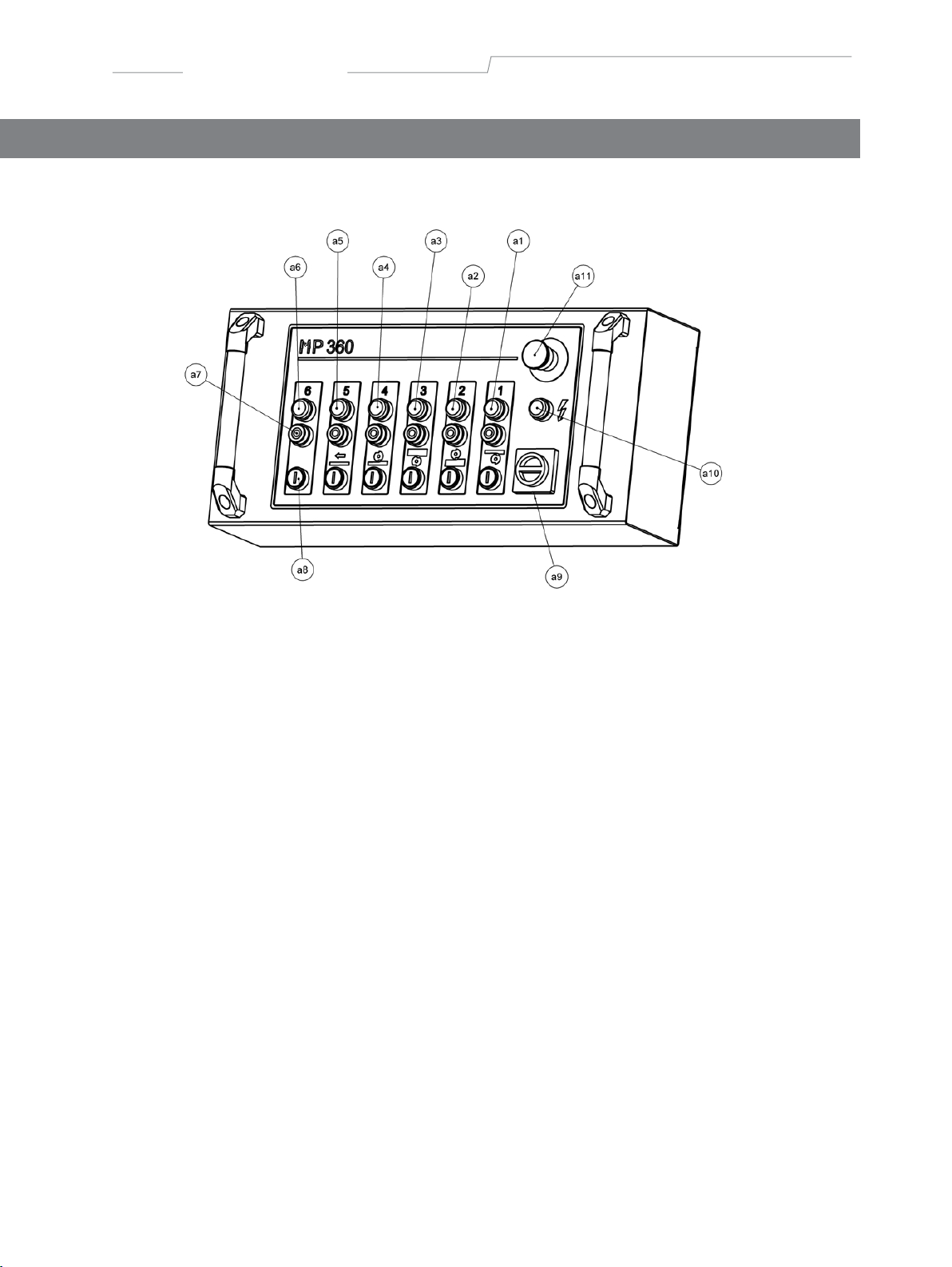
CONTROL PANEL
The top red button (a11) is the emergency stop
and switches off the power to all functions. When
the emergency stop is used, it must be pulled out
again in order for the planer/moulder to be restarted.
Under the emergency stop is a light (a10) which
indicates that the power supply is connected.
When replacing knives and during servicing, for
example, the power switch (a9) must be in the off
position. Check that the light (a10) is not lit.
The bottom white row of buttons (a8) start the
planer's motors. The top black row of buttons (a7)
stops the planer's motors (a7). Above each
button there is a light (a6) which indicates that
the relevant motor is running.
The button's function is from the right:
Starting the planer cutter (lower horizontal cutter)
1.
Starting the side cutter, right
2.
Starting the side cutter, left
3.
Starting the planer cutter (upper horizontal cutter)
4.
Starting the feed
5.
To control extra motors, such as a chip extractor,
6.
or a fifth cutter

BOTTOM CUTTER
Wood-Mizer MP360
13
Before you open the safety doors on the
planer, ensure that the power is switched
off and that the cutters are not rotating. Use
protective gloves, particularly when you
need to loosen screws that are tightly
fastened, or when you are tightening
screws (see warning instructions). Beware
of the planer knives. It is extremely easy to
cut yourself on these, even with the
slightest touch.
The bottom cutter is fixed to the planer table on
the planer's infeed side. Two planer knives are
mounted in two of the bottom cutter's tooling
slots on delivery (planer knife 410 mm (16")
HSS). Another two planer knives, or molding
knives can be mounted in the two empty tooling
slots.
SETTING THE BOTTOM CUTTER'S CUT
The cut of the bottom cutter is set using a
lever. Locking is done using a lever.
The normal cut on the bottom cutter is 2
mm (8/100").
GRINDING THE PLANING KNIFE
Always grind the knives in pairs, so they are the
same height, min. 15 mm (.600"), otherwise
vibrations could occur in the cutter. The
grinding angle must be 38 degrees.
ADJUSTING THE BOTTOM
CUTTER'S PLANING KNIFE
The bottom cutter's planing knife must be set so
that it is on the same level as and in line with the
planer table.
• Loosen the chip breaker's lock screws (B) that
are found in the groove between the chip
breaker (A) and the cutter using a 10 mm
(4/10") key (supplied). After this the knife can
be raised or lowered using the two adjustable
screws (4 mm socket head) (C) that are
recessed by the cutter's keyway. Use a 4 mm
socket head screw (supplied). The knife must
stick out 1 mm (.040") from the cutter body to
align with the molding knife.
DISASSEMBLING THE PLANER KNIFE
The planing knife is disassembled by loosening
the chip breaker's (A) lock screws (B) and then
unscrewing the planing knife with adjuster
screws (C).
B
A
D
C
• Check the level of the knife by placing a bit of
planed edging on the planer table behind the
cutter. The cutter's knife should then touch the
edging (see image below).
F
E

Wood-Mizer
14
®
from forest to final form
• Tighten the screws locking the knife in position
counterclockwise (i.e. out of the keyway). Start
by tightening carefully. Move from the sides
and in towards the middle, retightening them
later.
After adjusting or replacing planing knives:
Check that all screws have
been sufficiently tightened.
Check that the cutters can rotate freely
before the safety doors are closed.
Check that no tools have been left in
the planer.
Review the safety instructions!

TOP CUTTER
Wood-Mizer MP360
15
Before you open the safety doors on the
planer, ensure that the power is switched
off and that the cutters are not rotating. Use
protective gloves, particularly when you
need to loosen screws that are tightly
fastened, or when you are tightening
screws (see safety instructions). Beware of
the planer knives. It is extremely easy to cut
yourself on these, even with the slightest
touch.
SETTING THE CUT OF THE TOP CUTTER
The planer thickness is set using the planing
table crank (189). The set thickness can be read
on the indicator (109) on the machine stand. The
indicator can be calibrated. Plane some wood
and adjust the top cutter until you get the correct
height. Release the cover. The ring above the
indicator has a stop screw. Turn the ring so that
it shows the planing height that has been planed.
The top cutter is fixed to the chassis and hung at
both ends. Two planing knives ar
two of the bottom cutter's tooling slots on delivery
(planer knife 510 mm (20") HSS. Another two
planing knives, or molding knives can be mounted
in the two empty tooling slots.
Always set the top cutter uppermost to reduce
any slack in the threads. If the top cutter needs
to be lowered, lower it half a rotation too low and
then raise it into the correct position. Once you
have the top cutter set at the correct height, you
can lock it in position with the handle to the right
of the feed motor assembly.
DISASSEMBLING, ASSEMBLING AND
GRINDING PLANING KNIVES
S
ee above, under the Bottom cutter section.
Exceptions:
are
different. Make
Setting Block.
After adjusting or replacing planing knives:
The
minimum
Check that no tools have been left
in the planer.
Check that all screws have been
sufficiently tightened.
height
sure
e mounted in
of
you´re
the
planing
using
the
knifes
right
Check that the cutters can rotate freely
before the safety doors are closed.
Review the safety instructions!
ADJUSTING PLANING KNIVES
Adjust the planing knives so that they are the
same level and protrude 1 mm (.040"). This is
done using an aluminum adjustment block, found
in the component packaging on the planer table
when the planer/moulder is delivered.
Loosen the chip breaker's lock screws slightly,
and place the adjustment block over the knife.
Adjust the knife up or down until the knife brushes
against the block when it passes above the knife.
(The planing knife protrusion can also be adjusted
using a magnetic adjuster for the top cutter. See
the instructions enclosed with the magnetic
adjuster.)
Tighten the lock screws that lock the knife,
counterclockwise. Start by tightening carefully. Move from the sides in move towards
the middle, retightening them later.

Wood-Mizer
16
®
from forest to final form
When the top cutter's bearing housing is
adjusted, or when the planing knife's cut is
changed, the counter's pre-set must be
height calibrated.
ADJUSTMENT OF THE TRAPEZOIDAL
THREADED BAR'S CHAIN TRANSMISSION
The chain, which raises and lowers the table,
must not be slack, but needs to be tensioned
enough that teeth bite correctly. The tension is set
using a nut that is located in the chassis under the
planer table on the outfeed side.
Do not touch the chain tension as long as
the raising and lowering of the table works,
as an incorrect tension could mean that the
chain disengages.

MOLDING KNIFE IN BOTTOM AND TOP CUTTERS
Wood-Mizer MP360
17
Before you open the safety doors on the
planer, ensure that the power is switched
off and that the cutters are not rotating. Use
protective gloves, particularly when you
need to loosen screws that are tightly
fastened, or when you are tightening
screws (see safety instructions). Beware of
the planer knives. It is extremely easy to cut
yourself on these, even with the slightest
touch.
Molding knives can be assembled in both the top
and bottom cutters. Molding knives must always
be mounted in pairs – opposite each other. A
certain sideways offset of the knife, can however
be accepted, as long as the cutter remains
balanced.
WARNING! Unbalance in the cutter
creates vibrations that can damage the
planer and cause personal injury.
Molding knives must always be mounted
in pairs, so that the cutter remains
balanced.
After assembling the planing knives:
Check that no tools have been left in
the planer.
• To insert knives into the top or bottom cutter
heads, a gib/moulding knife clamp must be
used to hold the knife in the head.
Warning: Do not use any other device to
hold moulding knives in these heads!
• Assemble the Gib (D) and molding knife (E)
as shown. Note: The holes in the bottom of
the knife should fit securely on the pins on
the gib.
• Lower the gib and molding knife to the side of
the cutter where the tooling slots are
extended.
• Insert the knife and gib into the groove. Measure the position using the groove in the
cutter, and fix by tightening the screw (F)
tightly on the back of the gib. (Turning the
screw in the Gib as if to loosen it will tighten
the Gib into the head.)
The lock screw must not be placed over
the area where the tooling slots are
extended.
• Measure the position of the knife laterally
and assemble an identical knife in exactly
the same position on the cutter's opposite
side.
Check that all screws have been
sufficiently tightened.
Check that the cutters can rotate freely
before the safety doors are closed.
Review the safety instructions!
ASSEMBLY
The top and bottom cutter heads have four tooling slots each. As mentioned above, the planer is
delivered with two planing knives assembled in
two of the tooling slots. In the other two tooling
slots, molding knives of different sizes and
profiles can be assembled.
On the front edge of the planer/moulder,
there is a limiting cover that limits the top
cutter's maximum cut when turned. This
must be used when molding knives are
mounted in the top cutter (196).
Knife Gibs
for MP360
lower cutter.
Knife Gibs
for MP360
upper cutter.

Wood-Mizer
18
from forest to final form
Side cutterS
A
C
®
D
8
6
7
B
F
E
Before you open the safety doors on the
planer, ensure that the power is switched
off and that the cutters are not rotating. Use
protective gloves, particularly when you
need to loosen screws that are tightly
fastened, or when you are tightening
screws (see warning instructions).
The side cutters are fixed to the planer table. The
spindles are 30 mm (1 2/10") in diameter, which is
a standard measurement. Upon delivery, the
planer is equipped with two universal cutters with
planing knives, which you can easily replace with
molding knives. For reasons of safety, the cutters
work with conventional milling (the workpiece is
fed towards the molder's cutting motion). This
means that the lock nut and spindle on the
moving side cutter must be left-hand threaded.
The moveable side cutter's lock nut is
left-hand threaded.
After assembling the molding knives:
Check that no tools have been left in the planer.
Check that all screws have been
sufficiently tightened.
Check that the cutters can rotate freely
before the safety doors are closed.
Review the safety instructions!
DISASSEMBLING
Cutter 2 (Right, fixed cutters): Loosen the nut
on the spindle with a 30 mm wrench (supplied)
and a 1/2” or 13 mm wrench or adjustable
wrench. Unscrew the nut and remove the cutter
(A) and any spacing rings under the cutter.
Cutter 3 (left, moveable cutters): Crank the cutters to their previous position. The nut is loosened
in the same way as for cutter 2, with the
difference that the nut for cutter 3 is left-hand
threaded and is therefore screwed in the opposite
direction.
TIP: The side cutter nuts are loosened by turning
them in the same direction as their respective cutter
rotates.
REPLACING KNIVES
Loosen the lock screw (B) with a 4 mm hex
wrench (C) (supplied) and remove the chip
breaker (D). Then remove the knife (E) from the
peg (F). Insert a new wrench and tighten the
locking screw tightly.

Ensure that you turn the knives in the right
Wood-Mizer MP360
19
direction when you assemble them in the
cutter. The cutting edge must be turned
towards the chip breaker. Also check that
the cutter is facing the right direction on
the spindle. All of the planer/moulder's cutters
turn the same way as with conventional
milling.
Check that the non-corrosive spring plate in
front of the moveable cutter is not at risk of
being bent towards the cutter by the
workpiece's unplaned edge. Pay particular
attention when cutting workpieces of different
widths.
Ensure that the cutter can rotate freely and
that the plate working as a chip barrier behind
the moveable cutter is at a distance of approx.
5 mm from the cutter's largest cutting diameter.
HEIGHT SETTING
The side cutter's height is set by adding or removing the spacers that are supplied in the
component package on delivery.
Spacer height:
Spacers 40mm
Spacers 20mm
Spacers 10mm
Spacers 5 mm
Schim set (0.1 – 2.0 mm)
To remove the planing knife from the side
cutters, loosen the knife's lock screws that are
recessed into the cutters. Use a 4 mm hex
wrench
(supplied).
The height settings for tongue and grooves:
When tongues and grooves need to be moulded,
it is important that these are made opposite one
another, i.e. at the same height above the planing
table.Remove the cutter from the spindle (see
above under the Disassembling heading).
• Decide how you want the board to look. E.g. 8
mm above the groove, 6 mm groove and
7 mm under the groove (see image above).
• Assemble the molding knife and screw the
socket head screws that hold the knife properly.
Place the cutter on the spindle completely without
•
spacers. Measure the distance from the top
edge of the knife down to the planer table.
When the cutter is pre-set, the height of the knife
above the table must be 30 mm (7 + 6 + 17 = 30
mm). If, for example, the height of the knife
above the table is measured to 15.2 mm, the
cutter must be raised 14.8 mm (0.58") (15.2 +
14.8 = 30 mm).
Take the following measures:
• Remove the cutter.
• Combine spacers to the calculated
thickness (14.8 mm (0.58") in this example)
and thread them onto the spindle.
• Place the cutter on the spindle, screw on
the lock nut and tighten properly. Check
that the cutter can rotate freely.
• Carry out the points above on the cutter with
the tongue knife, so that it is placed at the
same height above the table.
• Test-plane a small board, and check that
the tongue and groove are at the right
height in relation to one another.
Alternatively, the knife can be set arbitrarily, after
which a test bit is run. Measure the test bit and
correct the knife height.
Spacers must also be placed above the cutter
so that it is fixed on the spindle. Add some of
the distance rings that are not used for height
setting, so that the thickest ring lies highest
and protrudes several millimeters above the
lowest threads on the threaded bar. Then
screw the nuts on the threaded bar and
tighten properly.
GRINDING
To recover the sharpness of the knife, you can
grind the flat side of the knife. Thus retaining the
same profile for the pair of knives. Always grind the
knives in pairs, so that they have the same weight,
other-wise vibrations could occur in the cutter.
If the profile of the knife is damaged, this should
be re-ground by a professional knife sharpener.
This is a service that is normally available locally,
otherwise contact Wood-Mizer.
If the cutter is 40 mm and the groove (6 mm in
this example) is in the middle of the knife, the
height of the knife above the groove is 17 mm.
Wood-Mizer
20
®
from forest to final form
ADJUSTING THE FENCE BY CUTTER 2
In general
The front side fence has a double set of holes for
assembly. It can therefore be assembled in two
basic positions. When the TB90 system is used,
the fence will be fitted in the pair of holes on the
right, as seen from the infeed side (see assembly
of side fence). When cutters with larger
diameters are used, the fence can be moved to
the left pair of holes, so that the stroke length is
sufficient.
The fixed cutter has two fences, the front (62) and
the back fence (54). The front fence controls how
much the cutter cuts, and the back fence works as
a support for the workpiece when it has passed
cutter 2 and is ready to be worked by cutter 3.
Both fences must be in line with one another, but
offset in parallel so that the front fence is slightly
more to the right (see fig.). In this way, the back
fence will support the workpiece once it has been
cut by cutter 2 (the workpiece is slightly smaller
then).
The fence is fixed by socket head screws in the
fence holders (55) according to fig. The screws that
lock the fence in the horizontal direction are 13 mm
(5/10") hexagonal screws and sit in the fence's U
profile. In addition, there are micro adjustments on
the fence. When the hexagonal screws are
loosened slightly, the knob for micro-adjustments
can be turned. If the angle of the fence needs to be
adjusted, both the hexagonal and socket head
screws must be loosened.
INSTALLATION OF SIDE FENCES
Method 1:
• Insert the first fence inwards, for minimal cutting. Add a straight aluminum fence rail tight
against the fence. Adjust the fence using
the lever until the loose fence rail touches
the cutter’s plane diameter (the outer
rotating line) as it lies against the first fence.
• The plane diameter that is inline with the back
fence is where you need to measure to, the
cutter’s plane diameter that is higher than 30
mm above the table height is unimportant
here.
Align the back fence along the guard rail, which
•
is still tight against the first fence and tighten it.
The cut is now 0 mm. The first fence, cutter and
back fence are fully inline, and the first fence
controls the angle through the machine.
• Remove the fence rail and all loose tools
from the machine.
• Move the first fence back to the required cut
and lock it using the tie-back knob. (Around
2 mm is usually a suitable cut for the first
cutter.)
Method 2:
• The back fence is pulled in so that it is not used,
and is fixed there. (Check that the cutter
can rotate freely.)
• Position the front fence so that the required
cut depth is obtained and the fence stands
straight. Tighten the screws that fix the fence.
• Close the safety doors and take the measures
required to start the planer/moulder.
•
Start the bottom cutter, both side cutters and the
feeder and feed in a test piece of approx. 1
meter (3 ft). Stop the planer/moulder just as the
board reaches the moveable cutter (cutter 3).
• Drive the back fence towards the planed part
of the board.
Installation jig for adjusting fences.

21
Wood-Mizer MP360
• Check that the test piece is lying against both
fences and tighten the back fence's lock
screws.
Check that all screws that fix the fences
are properly tightened, and that the cutter
can rotate freely.
TIP: If there is a problem in that the board does
not follow the fences, it could be that the back
fence is not at the right level in relation to the
cutter, that the fences are not completely parallel
to one another, or that the fence does not run
straight through the planer/moulder. If it is difficult
to get the fence to lie perfectly straight through the
planer/moulder, it is better that the fences are
slightly angled to the left, towards cutter 3, as the
feed rollers will then press the workpiece against
the fence. If the fences lie at a slight angle to the
right, away from cutter 3, the feed rollers will pull
the object away from the fence, which will lead to
incorrect measurements and a badly planed
surface.
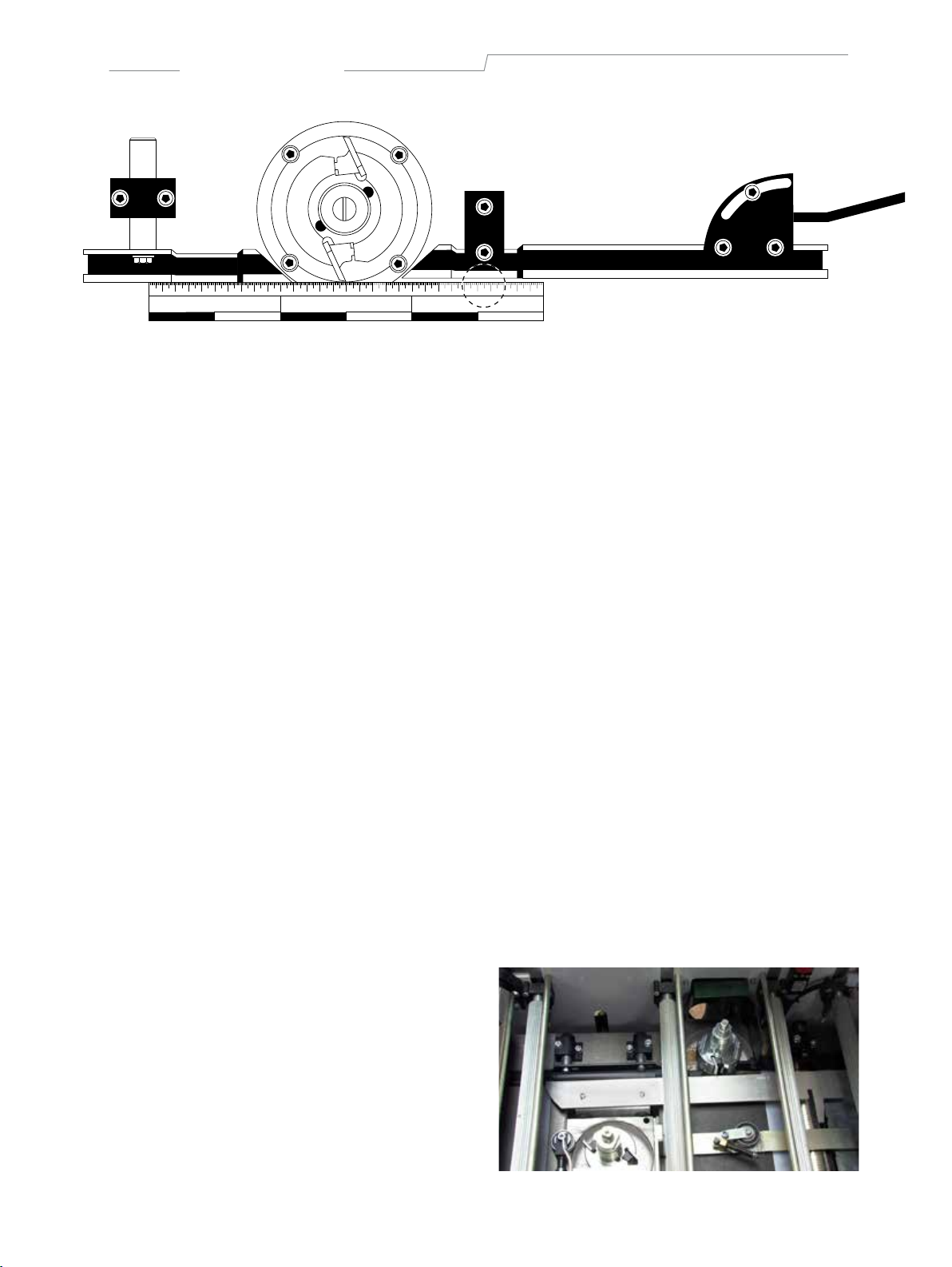
ADJUSTING THE MOVEABLE
CUTTER (CUTTER 3)
Loosen the lock handle (91) that is located on the
slide under the table and/or the slotted screw that
is located above the slide (38). Then insert the
crank (260) onto the threaded rod on the side of
the planer and move the side cutter head to the
required planing width. One rotation of the crank
is 4 mm.
Measure the distance between the cutter knives
and the back fence with sliding caliper. This
measurement becomes the width of the finished
board. Fix this position with the lock handle under
the table.
INDICATOR
The indicator shows the width measurement in
mm in black, and 1/10 mm in red. Each time,
when setting to a new profile: plane a board,
measure the outer measurements with the sliding
caliper. Turn the small handle to the right of the
indicator so this measurement is shown in the
window.
INSTALLING A PRESSURE ROLLER FOR
MOVEABLE CUTTERS
Two pressure rollers are located in front of the
moveable cutter, to press the workpiece towards
the fence. By adjusting this you can also decide
how wide the workpieces fed into the planer/
moulder can be. These pressure rollers sit on an
arm (77) that is anchored in the moveable cutter's
slide, which
means that they move with the cutter when this
is adjusted.
To set the pressure rollers, loosen the socket head
screws that fix the arm in the moveable cutter's slide
with a 6 mm hex wrench. Adjust the arm so that the
press rollers are pressed in by approx. 5 mm when
the workpiece is fed into the planer.
A spring plate (supplied on delivery) can be mounted
in front of the moveable cutter between the press
rollers' arm and screw plate. The spring plate has
oval holes that allow adjustment in and out from
the workpiece. The spring plate works partly as a
tension control, but also as a fence in front of the
cutter which reduces the risk of long splinters
being knocked out of the workpiece during large
cuts.
Adjust the feather plate so that it is pushed in to a
couple of millimeters from the unplaned edge of
the workpiece.
Check that there is no risk of the spring
plate pushing into the cutter's knife if you
are planing an object of variable width.
Maintain a safety margin of at least one
centimeter in the pressed in position.
After the moveable cutter, there is another
pressure roller (76) which pushes the cut
workpiece towards the back fence. Set the
pressure roller so that it protrudes approx. 1-3 mm
from the cutter's smallest plane diameter, at the
same height as the pressure roller.
The height of the pressure roller can also be set
with washers above or below it. Which may be
required for producing certain profiles.
TEST RUN
Always run a test piece and make subsequent adjustments. Run a piece straight through the planer
at the slowest feed speed. Look through the cover
while it is being planed and check that the board is
lying against the fences in front of and behind
cutter 2.
Then measure the profile, its height and width,
and subsequently adjust the cutters and the
setting for the molding knives if required.
Wood-Mizer
22
®
from forest to final form
VARIABLE FEED MOTOR INSTRUCTION
WARNING! Do not turn the adjustment knob
when the planer/moulder is not running.
AGIP BLASIA 32
ASSEMBLY (IF THE VARIABLE FEED
MOTOR IS ASSEMBLED IN PLACE).
Assemble the feed motor package on the last
feed roller. Make sure that the torque stay is in
place. Lock this with the central screw on the
roller.
SETTING THE FEED SPEED
Turn the wheel clockwise to increase the speed.
INDICATOR DIAL FOR THE FEED SPEED
The indicator dial is/must be mounted in the
hub of the wheel. It works like an indicator that
has a weight in one part, so the indicator
moves. The black indicator shows a figure.
The indicator dial has a relative scale. See
the numbers as an indicator. The higher the
number, the greater the speed.
Start the planer/moulder and turn the wheel so the
planer reaches minimum speed.
Remove the indicator dial and turn it so the
indicator is set to zero. Then press the indicator
dial in with the indicator pointing upwards towards
zero.
SHELL A.T.F DEXRON
ESSO A.T.F DEXRON
MOBIL A.T.F 220
CASTROL DEXTRON II
BP AUTRAN DX
The variator is filled with AGIP BLASIA 32 at the
factory and does not normally require an oil
change during its life.
The worm gear oil does not normally need
changing or topping up during the life of the gear.
Use the indicator dial so that you can return to
the best speed for the profile you are planing.
If you have a 3-15 m/min (10-49 ft/min) gear:
0 on the indicator dial is 3 m/min (10 ft/min)
8 on the indicator dial is 15 m/min (49 ft/min)
MAINTENANCE
Fluid should be visible in the fluid level glass.
The level is checked when the planetary
gear is not running.
Top up if no fluid is visible in the glass. Use oil
for automatic gearboxes according to the table
below, or use compatible oil.

MAINTENANCE
Wood-Mizer MP360
23
The MP360 is easy to maintain as 95% of the
planer/moulder is protected against rust. The
maintenance required, is mentioned below.
Ensure that the power to the planer/moulder
is switched off before beginning maintenance.
After each work session:
• Clean chips from the planer/moulder. Also remove any chips from under the planer/moulder.
• Clean any resin off the table. Use mineral spirit
if necessary. Lubricate the table with paraffin
oil, for example.
MAINTAIN AT REGULAR INTERVALS AS
FOLLOWS
Lubricate these areas regularly:
• Feed roller Bushings.
• Sprockets, including top and bottom layers.
• The chain for setting table height.
• The chain driving the feed rollers.
• The two bars that the moveable slide runs on,
as well as the slide's trapezoidal thread.
• Cast iron table.
USING OR STORING IN COLD OR DAMP
ENVIRONMENTS
If the planer will be stored in a cold or damp environment over a longer period, all corrosive
parts must be treated with a rust inhibitor.
Cover the planer.
Check that all screws and bolt connections
are tightened and that cables and electrical
connectors are in good condition.

Wood-Mizer
24
®
from forest to final form
SETTING THE UPPER CHASSIS' PLAN
FOUNDATIONS
Re-setting the chassis plan requires a serious
intervention in the planer. Ensure that this is
necessary. The planer is set correctly when
leaving the factory, but may have adjusted
due to careless transport or serious impact.
SETTING CUTTERS
1. Loosen the screws to the bearing bracket (4
x M8 on each side)
2. Add a completely level block on the table,
directly under the cutter.
3. Turn the crank so the cutter is lifted
slightly (make sure the knife does not
bite)
4. Lock the screws to the bearing bracket
Setting only the planing table if, for example,
the chain has come loose, or the cutters do
not have enough trimming allowance.
1. Add a completely level block on the table,
directly under the cutter.
2. Crank the planing table so the block is at
a tangent to the cutter
3. Loosen the chain to the planing table via
the chain lock
4. Lift up each threaded sprocket so the cutter is
at a tangent to the block along its entire length.
5. Check the measurement of the front and
back of the table to the stand, adjust the front
or back pair of sprockets
6. Assemble on the chain to the planing table.
7. Before assembly you must check that
each threded rod can be turned by hand.
ADJUSTING THE TOP CUTTER
The top cutter must sit so that it is parallel with
the planer table. This is correctly set in the
factory, but can be adjusted due to careless
transport or serious impact. This is adjusted in
the following way, if necessary:
• Loosen the screws on the bearing housing
several turns (4 x M8 on each side).
• Add a completely level block on the table,
directly under the cutter.
• Turn the cutter so the block does not
press against the planing knife or the
keyway.
• Crank the table up so the block lifts the
cutter slightly.
• Lock the screws to the bearing bracket
PLANING TIPS
1. When you have finished planing a profile that
you know you will be planing again, feed in a
board of approx. 1 m (3 ft) long, then switch
off the planer/moulder when this has been fed
in. Lower the table and remove the board.
Next time the profile needs setting, the board
can be used as a template for both cutters
and fences. Please also note which shims and
knives you used for the test board, as well as
the position of the molding knives in the
horizontal cutters.
2. You can experiment with adjusting the
pressure on the feed rollers yourself. Note the
basic settings before you start, so you can
always return to them. The springs must
normally be tensioned more on the righthand side, particularly if small objects are
planed. The feed rollers must be balanced
on the object, and not press more on either
side.
3. An increased directional function can be
achieved if the first feed roller is set with a
lighter pressure.
ELECTRICAL SCHEMATIC
ELECTRICAL SCHEMATIC
230 V 3-PHASE, 32-50 A
Lethal voltage! Incorrect
connection is potentially fatal.
Note that you need authorization
to open or intervene in the electrical equipment.
Ensure that the power supply
is switched off before you open
the system.
ELECTRICAL BOX MP360 230 V (North America)
Wood-Mizer MP360
FUSE 25 AMP
MOTOR 4
FUSE 16 AMP
MOTOR 3
FUSE 20 AMP
MOTOR 6
FUSE 16 AMP
MOTOR 2 & 5
Braker upper
cutter K4.1
9
FUSE 20 AMP
MOTOR 1
5th SPINDLE
K6 25
MOTOR BRAKE
UPPER CUTTER
CONNECTION
Extractor or
5th cutter
FEEDING
MOTOR
K5, 9
5
4
UPPER
CUTTER
K4, 25
MAIN
CONNECTION
3-phase
FUSE 1 AMP
FOR CONTROL
CURRENT
L1L1L2
L2
L3
3
L3
YELLOW/GREEN
GND,
EARTH
2
1
LEFT
CUTTER
K3, 18
RIGHT
CUTTER
K2, 18
UNDER
CUTTER
K1, 25
25

Wood-Mizer
from forest to final form
®
GND,
EARTH
L2
L3
L1
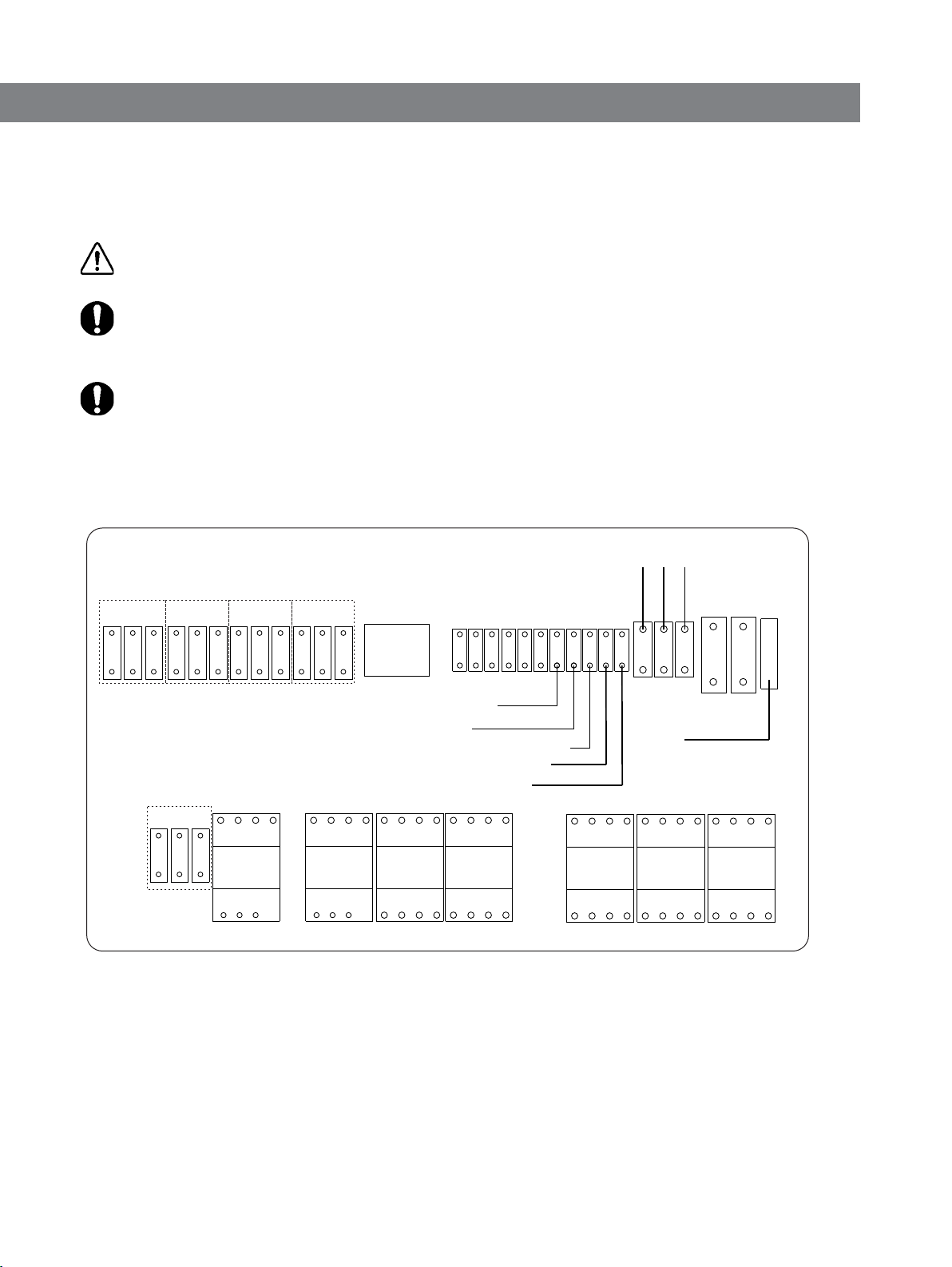
MANOUVER BOX
ELECTRICAL SCHEMATIC
230 V, 3-PHASE, 32-50 Aan
version
North American Version
Lethal voltage. Incorrect
connection is potentially fatal.
Note that you need authorization
to open or intervene in the
electrical equipment.
Ensure that the power supply is
switched off before you open
the system.
L1
L2
L3
FUSE 20 A (x3)
FUSE 16 A (x3)
FUSE 16 A (x3)
FUSE 1 A
FUSE 1 A
p2
p1
INFEED
SWITCH
K1
A1
A2
4
3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
K2
A1
A2
4
3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
K3
A1
A2
4
3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
BROMSKORT 230V
L1
L2/N
X1 X2 K
p3
TOP DOOR
SWITCH
OFF
p4
OFF
OFF
SP
WHITE LAMP
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
HORIZONTAL
UNDER CUTTER M1
4
5
1
MOTOR
2
3
YELLOW/GREEN
RIGHT VERTICAL
CUTTER M2
4
5
1
MOTOR
2
3
YELLOW/GREEN
LEFT VERTICAL
CUTTER
4
5
1
MOTOR
2
3
YELLOW/GREEN
1
THERMO
SWITCH
2
THERMO
SWITCH
3
THERMO
SWITCH
A (x3)
FUSE 25
FUSE 20 A (x3)
K4 25 A
L3
CONT.
L2
CONT.
L1
CONT.
K5
A1
4
L3
CONT.
L2
CONT.
L1
CONT.
K5
A1
4
L3
CONT.
L2
CONT.
L1
CONT.
K4.1 9 A
A1A1A2
p11
p10
OFF
OFF
OFF
A2
443
3
T3
T2
T1
A2
3
T3
T2
T1
A2
3
T3
T2
T1
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
TERMINAL
p11
p10
2
p12
EMERGENCY STOP
1
1
2
3
YELLOW/GREEN
1
2
3
YELLOW/GREEN
1
2
3
YELLOW/GREEN
p10
TOP CUTTER
4
5
MOTOR
4
FEED MOTOR
4
5
MOTOR
5
EXTRACTOR
4
5
MOTOR
5
THERMO
SWITCH
THERMO
SWITCH
THERMO
SWITCH
26
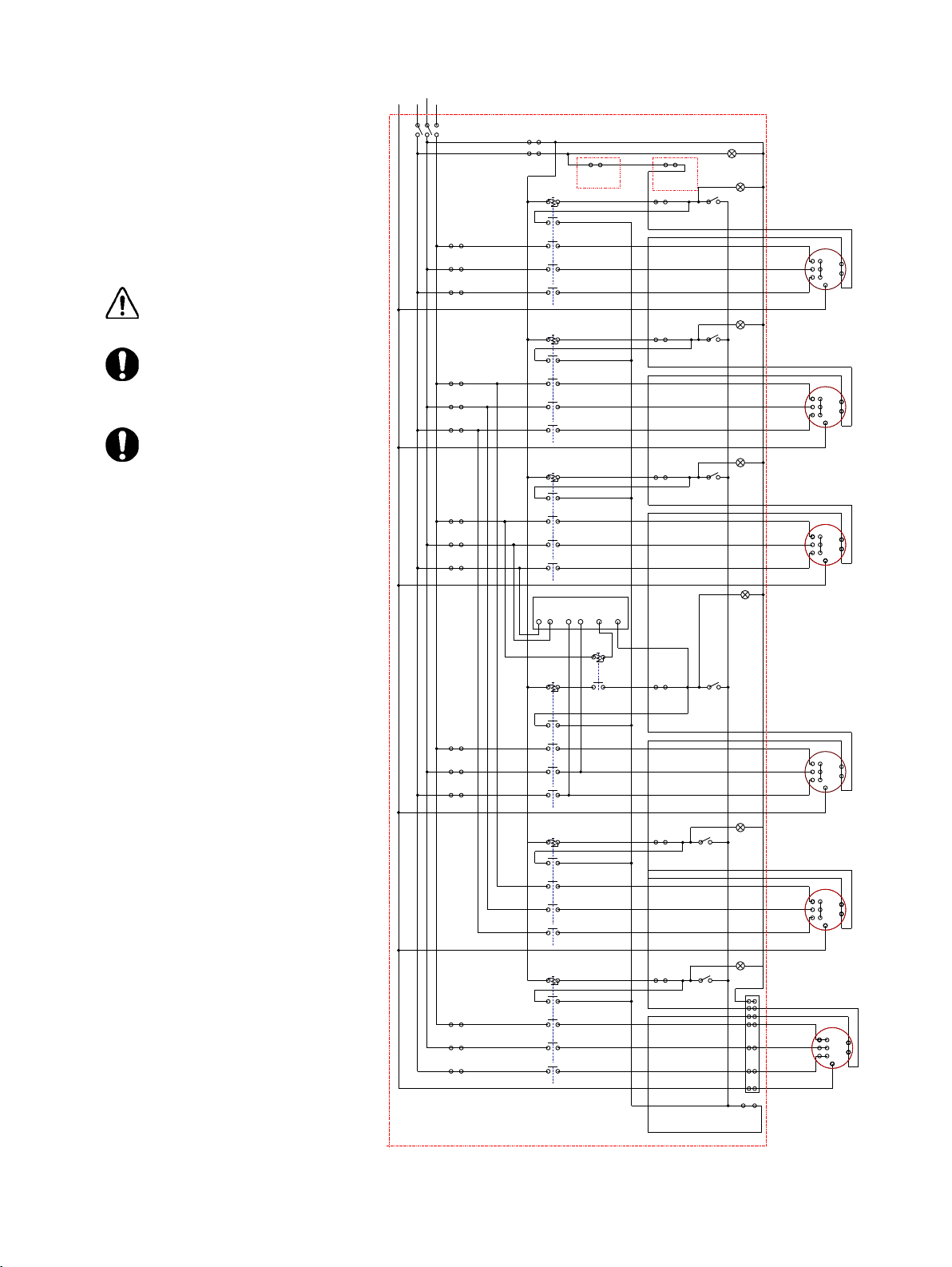
ELECTRICAL SCHEMATIC
400-440 V, 3-PHASE, 20-50 A
North American Version
Lethal voltage. Incorrect
connection is potentially fatal.
Note that you need authorization
to open or intervene in the
electrical equipment.
Ensure that the power supply is
switched off before you open
the system.
GND,
EARTH
L1
L2
L1
L2
L3
FUSE 20 A (x3)
FUSE 16 A (x3)
FUSE 16 A (x3)
L3
FUSE 25 A (x3)
FUSE 16 A (x3)
FUSE 1 A
p2
FUSE 1 A
p1
K1
A1 A2
4 3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
K2
A1 A2
4 3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
K3
A1 A2
4 3
L3L3
T3
CONT.
L2L2
T2
CONT.
L1L1
T1
CONT.
BRAKE TOP CUTTER
L1 L2/NX1 X2 K
K4 25 A
A2
3
L3
T3
CONT.
L2
T2
CONT.
L1
T1
CONT.
K5
A1A2A2
3
L3T3T3
CONT.
L2T2T2
CONT.
L1T1T1
CONT.
K5
A1
443
L3
CONT.
L2
CONT.
L1
CONT.
Wood-Mizer MP360
MANOUVER BOX
WHITE LAMP
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
WHITE LAMP
ON
ON
p11
p10
p12
2
EMERGENCY STOP
1
HORIZONTAL
UNDER CUTTER M1
1
2
3
YELLOW/GREEN
RIGHT VERTICAL
1
2
3
YELLOW/GREEN
LEFT VERTICAL
CUTTER
1
2
3
YELLOW/GREEN
1
2
3
YELLOW/GREEN
1
2
3
YELLOW/GREEN
4
5
1
2
3
YELLOW/GREEN
INFEED
SWITCH
K4.1 9 A
400V
A1A1A2
443
p3
TOP DOOR
SWITCH
OFF
p4
OFF
OFF
SP
OFF
OFF
OFF
4
5
MOTOR
1
CUTTER M2
4
5
MOTOR
2
4
5
MOTOR
3
TOP CUTTER
4
5
MOTOR
4
FEED MOTOR
4
5
MOTOR
5
Extractor
MOTOR
6
THERMO
SWITCH
THERMO
SWITCH
THERMO
SWITCH
THERMO
SWITCH
THERMO
SWITCH
THERMO
SWITCH
27

Wood-Mizer
®
from forest to final form
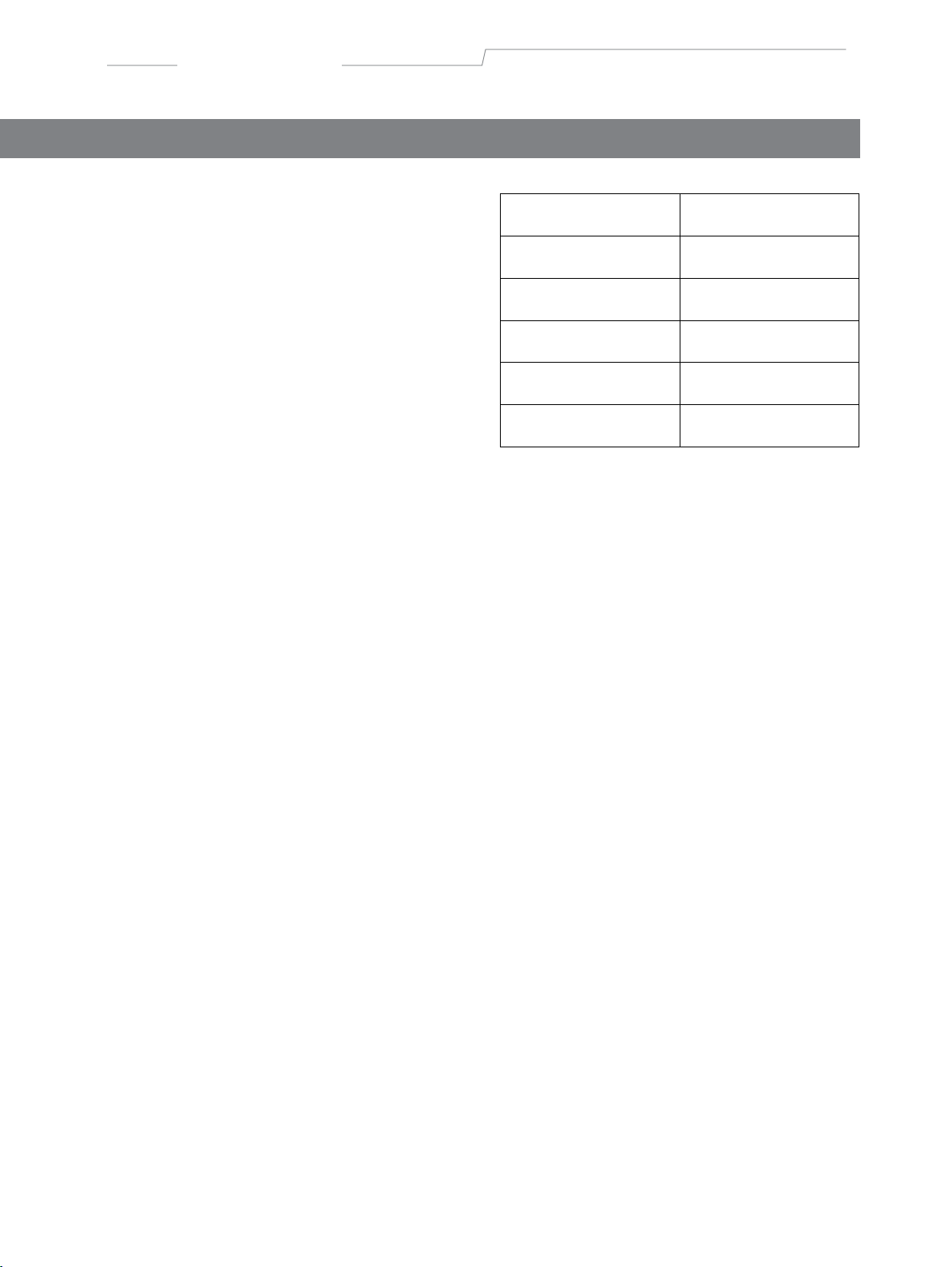
TECHNICAL DATA
MP360
Length and width: 2,970 x 1,125 mm (117" x 44")
Height 1,430 mm (56")
Weight 675 kg (1488 lbs)
4-SIDED MOLDING
Width 360 mm (14")
Height 10-130 mm (0.4"-6")
2-SIDED MOLDING
Width 410 mm (16")
Height 10-230 mm (0.4"-9")
PLANING (assembly required)
Width 510 mm (20")
Height 230 mm (9")
TOP HORIZONTAL CUTTER
Diameter 88 mm (3.5")
Width 510 mm (20")
Output 5.5 kW (7.5 Hp)
Rotational speed 6,000 rpm
Cut when planing: 0-8 mm (0-0.3")
Cut when molding Max. 20 mm (0.8")
BOTTOM HORIZONTAL CUTTER
Diameter 72 mm (2.8)
Width 410 mm (16")
Output 4 kW (5.5Hp)
Rotational speed 7,200 rpm
Cut when planing: 0-8 mm (0-0.3")
Cut when molding Max. 10 mm (0.4") (Slot milling: 15 mm (0.6"))
SIDE CUTTERS
Diameter of spindle axel 30 mm (1.2") (with spacers to 1.25")
Cutter height Max. 130 mm (5")
Diameter Max. 140 mm (5.5")
Output 3 kW (Hp)
Rotational speed of side cutters 7,200 rpm
Cutting depth Max. 30 mm (1.2")
SUPPLIED SIDECUTTERS
Type and quantity 2 x TB90
Diameter, body 90 mm (3.5")
Height, body 40 mm (1.6")
Cut, type and width Planing knife HSS, 50 mm (2")
FEED, PLANED VARIATOR
Output 0.75 kW (1 Hp)
Feed rate 3-15 m/min (10-49 ft/min)
ELECTRIC SYSTEM
Total output 16.25 kW (22 hp) All motors are equipped with overheating protection.
Electrical connection 3-phase, 400 V, 32 A, 20A fuses are sufficient for less demanding production.
28
Wood-Mizer MP360
LIST OF COMPONENTS
Refer to the illustrations following this list for locations of parts.
Loc. Description Qty Loc. Description Qty
1 Cast iron table 1 57 Belt Pulley motor, Bottom
Cutter
2 Plastic Slide Strip, Feed
Rollers
3 Plastic Slide Strip, Top
Cutter
8 Chip Duct, Bottom 1 67 Poly-V Beltv, Bottom Cutter, 8
14 Cutter Motor, Bottom
Cutter
21 Belt Pulley, Bottom Cutter 1 1
26 Belt Pulley, Bottom Side
Cutter
27 Poly-V Belt, Side Cutter, 8
tracks
28 Motor, Side Cutter, USA 2 78 Pressure Roller, Front/Back,
29R Spindle, Cutter 1R 1 1
29L Spindle, Cutter I L 1
29L+R Ball Bearing, Side Cutter,
Top Bearing
29L+R Ball Bearing, Side Cutter, 2 1
30 Universal Cutter, TB9092,
2 knives
31R Nut, Spindle 1 R 1 1
31L Nut, Spindle 2 L 1 1
32 Spacer 5 mm 2
32 Spacer 10 mm 2 1
32 Spacer 20 mm 2
32 Spacer 40 mm 2 1
34 Fence 2 1 8
35 Fence Bracket 2 1
36 Micro Adjustment, Side
fence
37 Chip Guard Plate 1 1
38 Locking Screw, Slide 1 1
52 Lock Handle, adjust., M10
Inv. Thread
54 Bottom Cutter 1 2
55 Ball Bearing, Bottom Cutter 2 2
56 Bearing Bracket, Bottom
Cutter
56 Seal O-ring, Bottom Cutter 2 133 Moulding Knife 510mm, HSS,
2 60 Moulding Knife, 410 mm 2
1 61 Chip Breaker, 410 mm 2
tracks
1 70 Bronze Bushing, Slide 1
74 Slide
2
2 77 L Bracket, Complete 1
2 91 Locking Handle, Adjustable,
2
2
2
2
76 Pressure Roller, complete 1
Compl.
90 Bracket, L Bracket
90B Lock Fitting, L Bracket 1
M8x20
94A Chip Duct, Fixed Cutter
94B Chip Duct, Movable Cutter 1
108 Cover Plate, Meter Counter
109A Digital Counter, Side Cutter
109B Meter Counter, Height
Adjustment,
109C Inch Counter, USA
109D Inch Counter, USA 1
122 Chain 1, Feed
123 Chain Sprocket, Rollers
124 Chain M1, M2
125 Chain 3, Feed 1
126 Chain 4, Feed
128 Top Cutter
129 Bearing, Top Cutter 2
130 Bearing Bracket, Top Cutter,
130 O-Ring, Top Cutter
131 Belt Pulley, Top Cutter
Spindle
510x25x3 mm 2
134 Chip Breaker, 410 mm 2
1
1
3
1
1
1
2
2
9

Wood-Mizer
®
from forest to final form
Loc. Description Qty Loc. Description Qty
138 Bear ing Housi ng,
Rollers, Complete
139 Bronze Bushing, Feed
Rollers
143 Fee d Roller, Grooved 4 189 Crank, Height Setting 1
144A Polyurethane Feed
Rollers
144B Shear Pin, Rubber
Roller
148 Motor, Top Cutter, 5.5
KW / 7,5hp
149 Belt Pulley, Motor,
Top Cutter
152 Poly-V Belt, Top
Cutter
153 Cha in, Height
Adjustment
154 Trapezoidal Thread
Bar for Crank table
155 Cha in Sprocket 4 212 In-Feed Table 1
156 Bearing
Washer,Top/Bottom
157 Br onze Bushing,
Bearing Washer,
Top/Bottom
163 Trapezoidal Thread
Bar, Table
165 Re in forcement Plate,
Top Cutter
174 Cov er Pl at e, Sl ide 1 225 Locking
179 Circ uit Breaker 1 232 Electrical Distribution
180 O versize Preventer 1 253 Out-Feed Table 1
181 I nfinit ely Variable
Feed, Complete
182 Wor m Gear 1 260 Crank, Side Cutter,
184 Planetary Gear 1 267 Locking Knob, Door 1
184B Adjustment Knob,
Feed
185 Motor, Feed 400/230V 1 269 Handle, Cover 1
8 185 Motor, Feed, USA 1
14 187 Cover, Worm Gear 1
1 193 Chain Tensioning Arm 3
1 194 Chain Tensioning Wheel 3
1 196 Stop Plate on Infeed
side
1 197 Mount, Plastic, Cover,
Back
1 198 Plastic Cover, Back,
Complete
1 201 Chain Guard Plate 1
1 211 Height Setting Handle,
Feed table
8 216 Adjusting Handle, fence 1
8 220 Fence 1
3 223 Locking
Handle,Adjustable,
M10x20
1 224 Locking
Handle,Adjustable,
M8x25
Handle,Adjustable,
M10x40
Box, USA, Comp
1 259 Trapezoidal Thread Bar
Extender, Slide
Complete
1 268 Cover Plate, Chip Duct 1
272 Chip Duct, Top Cutter 1
1
1
1
1
6
6
2
1
1
1
30

OVERVIEW IMAGES
Wood-Mizer MP360
31

FRONT
Wood-Mizer
®
from forest to final form
32

CROSS-SECTION FRONT
Wood-Mizer MP360
33

BACK
3
4
Wood-Mizer
®
from forest to final form

CROSS-SECTION BACK
35
Wood-Mizer MP360

36
Wood-Mizer
from forest to final form
SKIDS WITH CARRIAGE
®

37
Wood-Mizer MP360
BOTTOM CUTTERS, FIXED SIDE CUTTERS, CONTROL FOR
MOVEABLE CUTTERS, LOCK PLANING TABLE

38
Wood-Mizer
®
from forest to final form
TOP CUTTER, FEED ROLLERS
 Loading...
Loading...