

Page 1

P8/PX8
Original™ Series PLASTIC Pumps
Engineering
Operation &
Maintenance
Simplify your process
WIL-10131-E-01
Page 2
TABLE OF CONTENTS
SECTION 1 CAUTIONS—READ FIRST! . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
SECTION 2 WILDEN PUMP DESIGNATION SYSTEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
SECTION 3 HOW IT WORKS—PUMP & AIR DISTRIBUTION SYSTEM . . . . . . . . . . . . . . . . 3
SECTION 4 DIMENSIONAL DRAWINGS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
SECTION 5 PERFORMANCE
A. P8 PLASTIC Performance Curves
Rubber-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
TPE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
PTFE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Ultra-Flex™-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Suction Lift Curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
B. PX8 PLASTIC Performance
Operating Principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
How to Use this EMS Curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Performance Curves
Rubber-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
TPE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
PTFE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Ultra-Flex™-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Suction Lift Curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
SECTION 6 SUGGESTED INSTALLATION, OPERATION & TROUBLESHOOTING . . . . . . . 20
SECTION 7 DISASSEMBLY/REASSEMBLY
A. Pump Disassembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
B. Pro-Flo® Air Valve / Center Section Disassembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
C. Pro-Flo X
TM
Air Valve / Center Section Disassembly . . . . . . . . . . . . . . . . . . . . . . . . . .28
D. Reassembly Hints & Tips . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
E. PTFE Gasket Kit Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
SECTION 8 EXPLODED VIEW & PARTS LISTING
P8 Rubber/TPE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32
P8 PTFE/Ultra-Flex™-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34
PX8 Rubber/TPE-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36
PX8 PTFE/Ultra-Flex™-Fitted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38
SECTION 9 ELASTOMER OPTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
O
z
o
I
I
n
e
&
I
s
s
a
l
C
NON
U.S. Clean Air Act
Amendments of 1990
D
e
p
l
e
USE
u
S
t
i
n
g
s
e
c
n
a
t
s
b
Page 3
Section 1
CAUTIONS – READ FIRST
CAUTION: Do not apply compressed air to the exhaust
port — pump will not function.
CAUTION: Do not over lubricate air supply — excess
lubrication will reduce pump performance.
TEMPERATURE LIMITS:
Polypropylene 0°C to 79°C 32°F to 175°F
PVDF –12°C to 107°C 10°F to 225°F
Neoprene –17.7°C to 93.3°C 0°F to 200°F
Buna-N –12.2°C to 82.2°C 10°F to 180°F
EPDM –51.1°C to 137.8°C –60°F to 280°F
Viton
Wil-Flex™ –40°C to 107.2°C –40°F to 225°F
Saniflex™ –28.9°C to 104.4°C –20°F to 220°F
Polyurethane –12.2°C to 65.6°C 10°F to 150°F
Tetra-Flex™ 4.4°C to 107.2°C 40°F to 225°F
PTFE 4.4°C to 104.4°C 40°F to 220°F
®
–40°C to 176.7°C –40°F to 350°F
CAUTION: When choosing pump materials, be sure
to check the temperature limits for all wetted components. Example: Viton
(350°F) but polypropylene has a maximum limit of only
79°C (175°F).
CAUTION: Maximum temperature limits are based
upon mechanical stress only. Certain chemicals will
significantly reduce maximum safe operating temperatures. Consult engineering guide for chemical compatibility and temperature limits.
CAUTION: Always wear safety glasses when operating pump. If diaphragm rupture occurs, material being
pumped may be forced out air exhaust.
Plastic series pumps are made of virgin plastic and are
not UV stabilized. Direct sunlight for prolonged periods
can cause deterioration of plastics.
WARNING: Prevention of static sparking — If static
sparking occurs, fire or explosion could result. Pump,
valves, and containers must be grounded when
handling flammable fluids and whenever discharge
of static electricity is a hazard. To ground the Wilden
“Champ,” all clamp bands must be grounded to a
proper grounding point.
®
has a maximum limit of 176.7°C
CAUTION: Do not exceed 8.6 bar (125 psig) air supply
pressure.
CAUTION: Before any maintenance or repair is
attempted, the compressed air line to the pump should
be disconnected and all air pressure allowed to bleed
from pump. Disconnect all intake, discharge and air
lines. Drain the pump by turning it upside down and
allowing any fluid to flow into a suitable container.
CAUTION: Blow out air line for 10 to 20 seconds
before attaching to pump to make sure all pipeline
debris is clear. Use an in-line air filter. A 5µ micron air
filter is recommended.
NOTE: When installing PTFE diaphragms, it is important to tighten outer pistons simultaneously (turning in
opposite directions) to ensure tight fit.
NOTE: P8 and PX8 PVDF pumps come standard from
the factory with expanded PTFE gaskets installed in
the diaphragm bead of the liquid chamber, in the
T-section and in the ball and seat area. PTFE gaskets
cannot be re-used. Consult PS-TG for installation
instructions during reassembly.
NOTE: Before starting disassembly, mark a line from
each liquid chamber to its corresponding air chamber. This line will assist in proper alignment during
reassembly.
CAUTION: The P8 Plastic pump is not submersible. If
your application requires your pump to be submersed,
the PX8 model can be used with the submersible
option.
CAUTION: Pumps should be flushed thoroughly with
water before installation into process line.
CAUTION: Tighten all hardware prior to installation.
WIL-10131-E-01 1 WILDEN PUMP & ENGINEERING, LLC
Page 4
Section 2
WILDEN PUMP DESIGNATION SYSTEM
P8/PX8 ORIGINAL™
PLASTIC
51 mm (2") Pump
Maximum Flow Rate:
587 lpm (155 gpm)
MATERIAL CODES
MODEL
P8 = PRO-FLO
PX8 = PRO-FLO X
WETTED PARTS & OUTER
PISTON
KK = PVDF / PVDF
PK = POLYPROPYLENE /
AIR CHAMBERS
A = ALUMINUM
C =
S = STAINLESS STEEL
CENTER BLOCK
P = POLYPROPYLENE
AIR VALVE
P = POLYPROPYLENE
L = ACETAL (P8 only)
LEGEND
P8 /XXXXX / XXX / XX /XXX / XXXX
MODEL
®
TM
PVDF
PTFE COATED ALUMINUM
DIAPHRAGMS
VALVE BALLS
AIR VALVE
CENTER BLOCK
AIR CHAMBERS
WETTED PARTS & OUTER PISTON
DIAPHRAGMS
BNS = BUNA-N (Red Dot)
BNU = BUNA-N, ULTRA FLEX™
EPS = EPDM (Blue Dot)
EPU = EPDM, ULTRA FLEX™
FSS = SANIFLEX™
[Hytrel® (Cream)]
NES = NEOPRENE (Green
Dot)
NEU = NEOPRENE, ULTRA FLEX™
PUS = POLYURETHANE
(Clear)
TEU = PTFE W/EPDM
BACK-UP (White)
TNU = PTFE W/NEOPRENE
BACK-UP (White)
VTS = VITON® (White Dot)
VTU = VITON®, ULTRA FLEX™
WFS = WIL-FLEX™
[Santoprene®
(Orange Dot)]
O-RINGS
VALVE SEAT
VALVE BALL
SPECIALTY
CODE
(if applicable)
BN = BUNA-N (Red Dot)
EP = EPDM (Blue Dot)
NE = NEOPRENE (Green
Dot)
PU = POLYURETHANE
(Brown)
TF = PTFE (White)
VT = VITON® (White Dot)
WF = WIL-FLEX™
[Santoprene® (Orange
Dot)]
VALVE SEAT
K = PVDF
P = POLYPROPYLENE
VALVE SEAT O-RING
BN = BUNA-N (Red Dot)
PU = POLYURETHANE
(Brown)
TV = PTFE ENCAP. VITON
WF = WIL-FLEX™
[Santoprene® (Orange
Dot)]
®
SPECIALTY CODES
0100 Wil-Gard II™ 110V
0102 Wil-Gard II™, sensor wires ONLY
0103 Wil-Gard II™ 220V
0206 PFA coated hardware,
Wil-Gard II™ sensor wires only
0502 PFA coated hardware
NOTE: MOST ELASTOMERIC MATERIALS USE COLORED DOTS FOR INDENTIFICATION.
®
is a registered trademark of Solvay.
Halar
Viton® is a registered trademark of DuPont Dow Elastomers.
WILDEN PUMP & ENGINEERING, LLC 2 WIL-10131-E-01
0513 SS outer pistons
0560 Split manifold
0561 Split manifold, PFA coated
hardware
0563 Split manifold, discharge only
0564 Split manifold, inlet only
0608 PFA coated hardware, Wil-
Gard II™ 220V
0660 Split manifold, Wil-Gard II™ 110V
0661 Split manifold, PFA coated
hardware, Wil-Gard II™ 110V
Page 5
Section 3
HOW IT WORKS
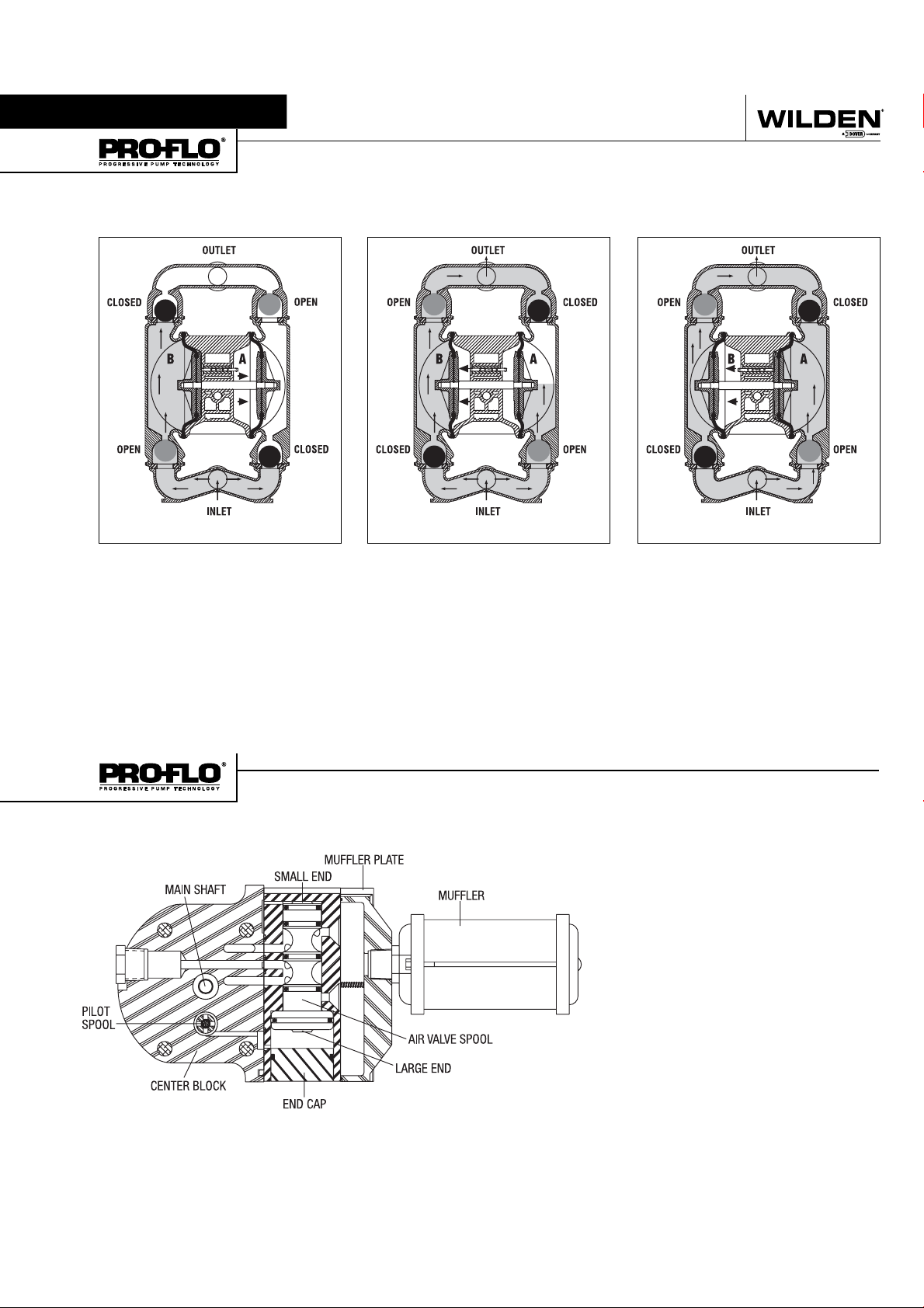
The Wilden diaphragm pump is an air-operated, positive displacement, self-priming pump. These drawings show flow pattern
through the pump upon its initial stroke. It is assumed the pump has no fluid in it prior to its initial stroke.
RIGHT STROKE MID STROKE LEFT STROKE
FIGURE 1 The air valve directs pressurized air to the back
side of diaphragm A. The compressed air is applied directly
to the liquid column separated by elastomeric diaphragms.
The diaphragm acts as a separation membrane between the
compressed air and liquid, balancing the load and removing
mechanical stress from the diaphragm. The compressed air
moves the diaphragm away from the center block of the
pump. The opposite diaphragm is pulled in by the shaft
connected to the pressurized diaphragm. Diaphragm B is on
its suction stroke; air behind the diaphragm has been forced
out to the atmosphere through the exhaust port of the pump.
The movement of diaphragm B toward the center block of
the pump creates a vacuum within chamber B. Atmospheric
pressure forces fluid into the inlet manifold forcing the inlet
valve ball off its seat. Liquid is free to move past the inlet
valve ball and fill the liquid chamber (see shaded area).
FIGURE 2 When the pressurized diaphragm, diaphragm
A, reaches the limit of its discharge stroke, the air valve
redirects pressurized air to the back side of diaphragm
B. The pressurized air forces diaphragm B away from the
center block while pulling diaphragm A to the center block.
Diaphragm B is now on its discharge stroke. Diaphragm B
forces the inlet valve ball onto its seat due to the hydraulic
forces developed in the liquid chamber and manifold of the
pump. These same hydraulic forces lift the discharge valve
ball off its seat, while the opposite discharge valve ball is
forced onto its seat, forcing fluid to flow through the pump
discharge. The movement of diaphragm A toward the center
block of the pump creates a vacuum within liquid chamber
A. Atmospheric pressure forces fluid into the inlet manifold
of the pump. The inlet valve ball is forced off its seat allowing
the fluid being pumped to fill the liquid chamber.
FIGURE 3 At completion of the stroke, the air valve again
redirects air to the back side of diaphragm A, which starts
diaphragm B on its exhaust stroke. As the pump reaches
its original starting point, each diaphragm has gone through
one exhaust and one discharge stroke. This constitutes
one complete pumping cycle. The pump may take several
cycles to completely prime depending on the conditions of
the application.
HOW IT WORKS—AIR DISTRIBUTION SYSTEM
The Pro-Flo® patented air distribution
system incorporates three moving parts:
the air valve spool, the pilot spool, and the
main shaft/diaphragm assembly. The heart
of the system is the air valve spool and
air valve. As shown in Figure 1, this valve
design incorporates an unbalanced spool.
The smaller end of the spool is pressurized continuously, while the large end is
alternately pressurized and exhausted to
move the spool. The spool directs pressurized air to one chamber while exhausting
the other. The air causes the main shaft/
diaphragm assembly to shift to one side
— discharging liquid on one side and
pulling liquid in on the other side. When
the shaft reaches the end of its stroke, it
Figure 1
WIL-10131-E-01 3 WILDEN PUMP & ENGINEERING, LLC
actuates the pilot spool, which pressurizes and exhausts the large end of the
air valve spool. The pump then changes
direction and the same process occurs in
the opposite direction, thus reciprocating
the pump.
Page 6
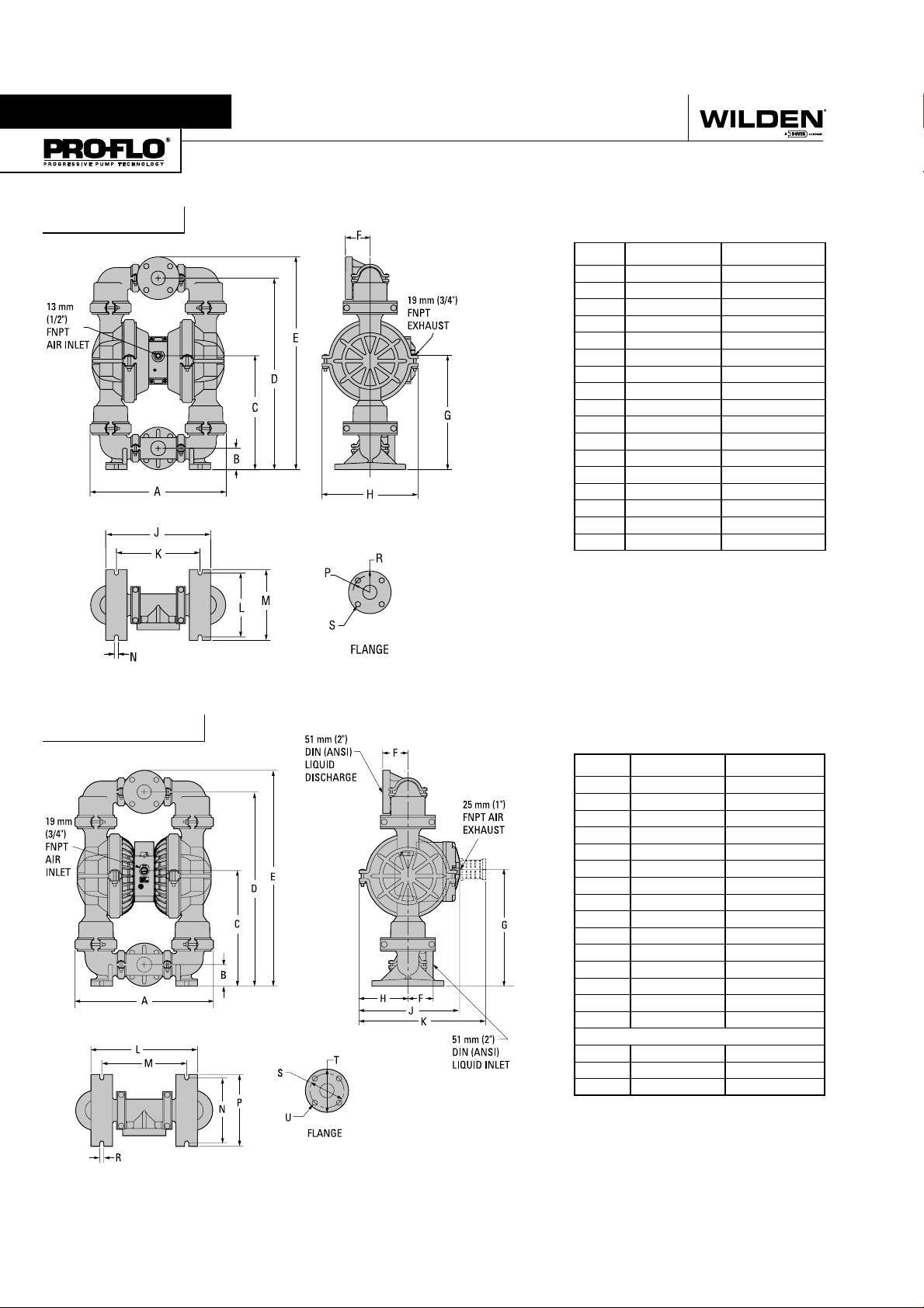
Section 4
DIMENSIONAL DRAWINGS
P8 Plastic
DIMENSIONS
ITEM METRIC (mm) STANDARD (inch)
A 490 19.3
B 76 3.0
C 414 16.3
D 693 27.3
E 770 30.3
F 89 3.5
G 417 16.4
H 333 13.1
J 381 15.0
K 307 12.1
L 227 8.9
M 254 10.0
N 15 0.6
METRIC (mm) STANDARD (inch)
P 122 DIA. 4.8 DIA.
R 152 DIA. 6.0 DIA.
S 20 DIA.
0.8 DIA.
PX8 Plastic
DIMENSIONS
ITEM METRIC (mm) STANDARD (inch)
A 490 19.3
B 76 3.0
C 414 16.3
D 693 27.3
E 770 30.3
F 89 3.5
G 422 16.6
H 173 6.8
J 356 14.0
K 447 17.6
L 381 15.0
M 307 12.1
N 227 8.9
P 254 10.0
R15 .6
DIN/ANSI COMBO
S 122 DIA. 4.8 DIA.
T 155 DIA. 6.1 DIA.
U 20 DIA. .8 DIA.
WILDEN PUMP & ENGINEERING, LLC 4 WIL-10131-E-01
Page 7
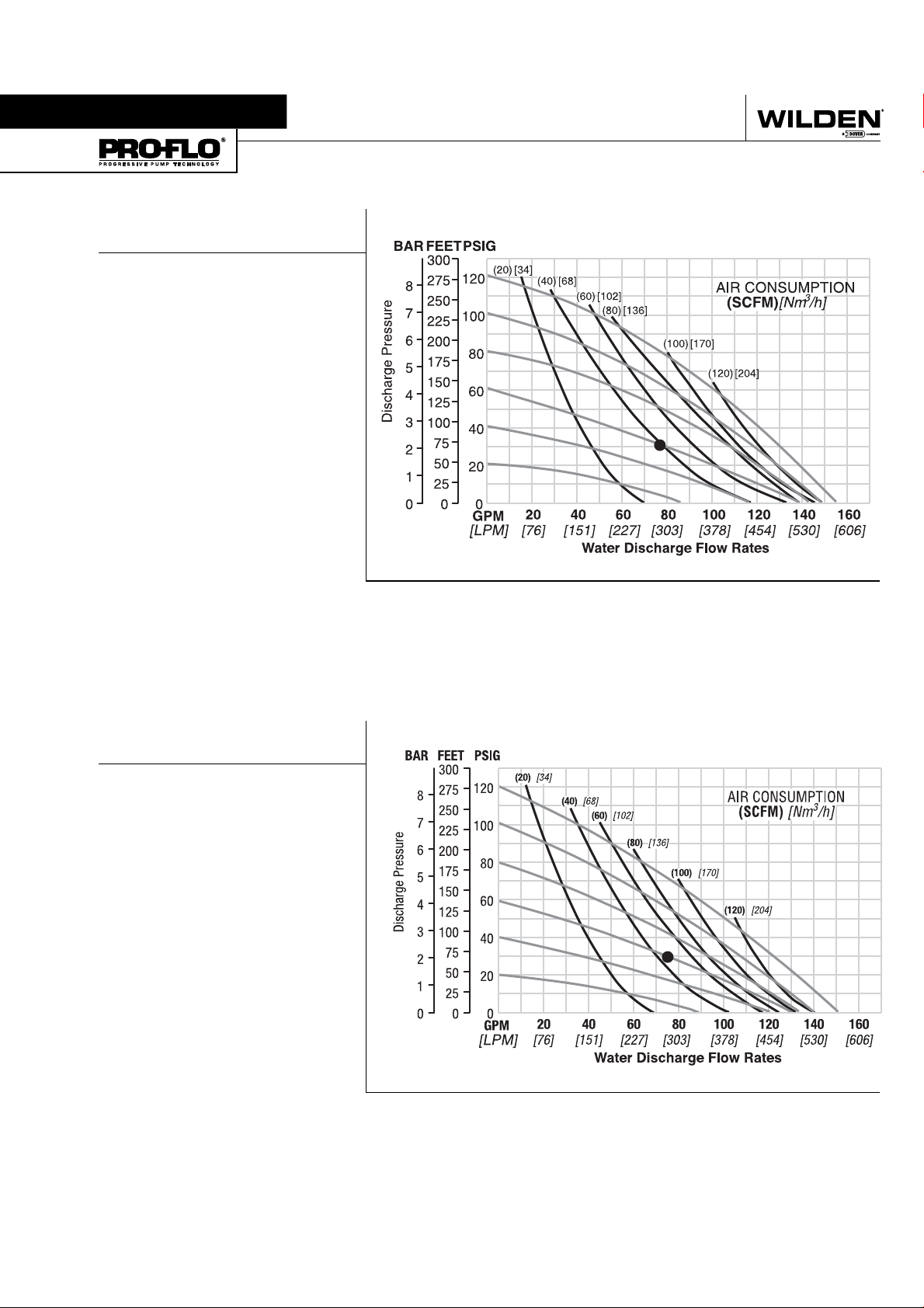
Section 5A
PERFORMANCE
P8 PLASTIC
RUBBER-FITTED
Height .................................. 770 mm (30.3")
Width ................................... 490 mm (19.3")
Depth ..................................333 mm (13.1")
Est. Ship Weight ......
Air Inlet .................................... 13 mm (1/2")
Inlet ............................................ 51 mm (2")
Outlet .........................................51 mm (2")
Suction Lift ........................... 7.0 m Dry (23')
Displacement per
Stroke ......................... 2.91 l (0.77 gal.)
Max. Flow Rate ............... 587 lpm (155 gpm)
Max. Size Solids .....................6.4 mm (1/4")
1
Displacement per stroke was calculated at 4.8 bar
(70 psig) air inlet pressure against a 2 bar (30 psig)
head pressure.
Example: To pump 291.5 lpm (77 gpm)
against a discharge pressure head of 2.0 bar
(30 psig) requires 4.1 bar (60 psig) and 68
3
Nm
/h (40 scfm ) air consumption. (See dot
on chart.)
Caution: Do not exceed 8.6 bar (125 psig) air
supply pressure.
Polypropylene
34 kg (75 lbs)
PVDF
43 kg (95 lbs)
9.45 m Wet (31')
1
Flow rates indicated on chart were determined by pumping water.
For optimum life and performance, pumps should be specified so that daily operation parameters
will fall in the center of the pump performance curve.
P8 PLASTIC
TPE-FITTED
Height .................................. 770 mm (30.3")
Width ................................... 490 mm (19.3")
Depth ..................................333 mm (13.1")
Est. Ship Weight ......
Air Inlet .................................... 13 mm (1/2")
Inlet ............................................ 51 mm (2")
Outlet .........................................51 mm (2")
Suction Lift ......................... 5.18 m Dry (17')
Displacement per
Stroke .......................... 2.91 l (0.77 gal.)
Max. Flow Rate ............... 575 lpm (152 gpm)
Max. Size Solids .....................6.4 mm (1/4")
1
Displacement per stroke was calculated at 4.8 bar
(70 psig) air inlet pressure against a 2 bar (30 psig)
head pressure.
Example: To pump 283.9 lpm (75 gpm)
against a discharge pressure head of 2.1
bar (30 psig) requires 4.1 bar (60 psig) and
3
76.5 Nm
/h (45 scfm) air consumption. (See
dot on chart.)
Caution: Do not exceed 8.6 bar (125 psig ) air
supply pressure.
Polypropylene
34 kg (75 lbs)
PVDF
43 kg (95 lbs)
9.45 m Wet (31')
1
Flow rates indicated on chart were determined by pumping water.
For optimum life and performance, pumps should be specified so that daily operation parameters
will fall in the center of the pump performance curve.
WIL-10131-E-01 5 WILDEN PUMP & ENGINEERING, LLC
Page 8
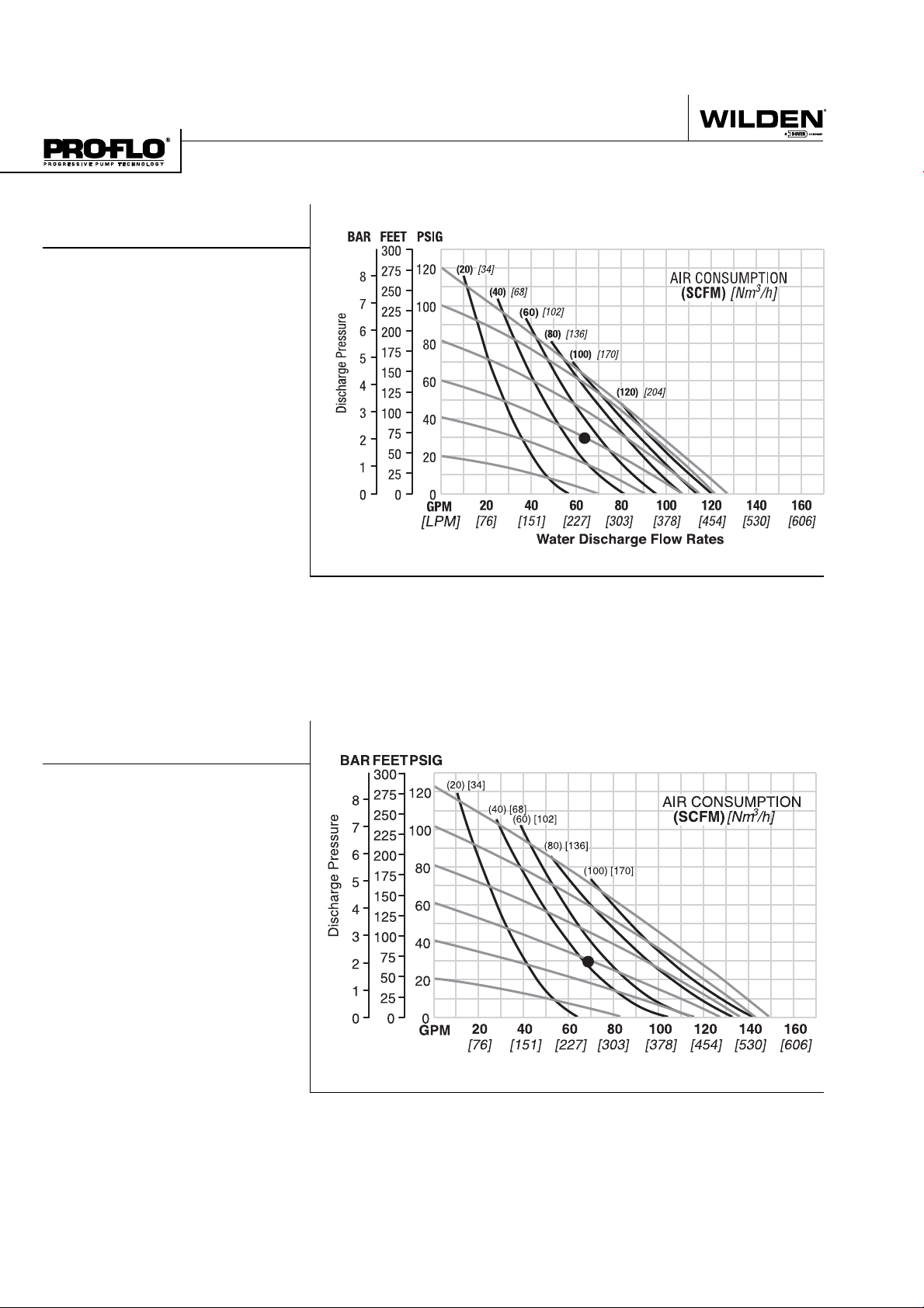
PERFORMANCE
P8 PLASTIC
PTFE-FITTED
Height .................................. 770 mm (30.3")
Width ................................... 490 mm (19.3")
Depth ..................................333 mm (13.1")
Est. Ship Weight ......
Air Inlet .................................... 13 mm (1/2")
Inlet ............................................ 51 mm (2")
Outlet .........................................51 mm (2")
Suction Lift ......................... 4.27 m Dry (14')
Displacement per
Stroke ...........................0.53 l (0.47 gal.)
Max. Flow Rate ............... 481 lpm (127 gpm)
Max. Size Solids .....................6.4 mm (1/4")
1
Displacement per stroke was calculated at 4.8 bar
(70 psig) air inlet pressure against a 2 bar (30 psig)
head pressure.
Example: To pump 238.5 lpm (63 gpm)
against a discharge pressure head of 2.0 bar
(30 psig) requires 4.1 bar (60 psig) and 45
3
Nm
/h (55 scfm) air consumption. (See dot
on chart.)
Caution: Do not exceed 8.6 bar (125 psig) air
supply pressure.
Polypropylene
34 kg (75 lbs)
PVDF
43 kg (95 lbs)
9.45 m Wet (31')
1
Flow rates indicated on chart were determined by pumping water.
For optimum life and performance, pumps should be specified so that daily operation parameters
will fall in the center of the pump performance curve.
P8 PLASTIC
ULTRA-FLEX
Height .................................. 770 mm (30.3")
Width ................................... 490 mm (19.3")
Depth ..................................333 mm (13.1")
Est. Ship Weight ......
Air Inlet .................................... 13 mm (1/2")
Inlet ............................................ 51 mm (2")
Outlet .........................................51 mm (2")
Suction Lift ......................... 4.88 m Dry (16')
Displacement per
Stroke ......................... 2.12 l (0.56 gal.)
Max. Flow Rate ............... 560 lpm (148 gpm)
Max. Size Solids .....................6.4 mm (1/4")
1
Displacement per stroke was calculated at 4.8 bar
(70 psig) air inlet pressure against a 2 bar (30 psig)
head pressure.
Example: To pump 257.4 lpm (68 gpm)
against a discharge pressure head of 2.0
bar (30 psig) requires 4.1 bar (60 psig) and
3
76.5 Nm
dot on chart.)
Caution: Do not exceed 8.6 bar (125 psig) air
supply pressure.
/h (45 scfm) air consumption. (See
TM
-FITTED
Polypropylene
34 kg (75 lbs)
PVDF
43 kg (95 lbs)
8.84 m Wet (29')
1
[LPM]
Water Discharge Flow Rates
Flow rates indicated on chart were determined by pumping water.
For optimum life and performance, pumps should be specified so that daily operation parameters
will fall in the center of the pump performance curve.
WILDEN PUMP & ENGINEERING, LLC 6 WIL-10131-E-01
Page 9
Section 5B
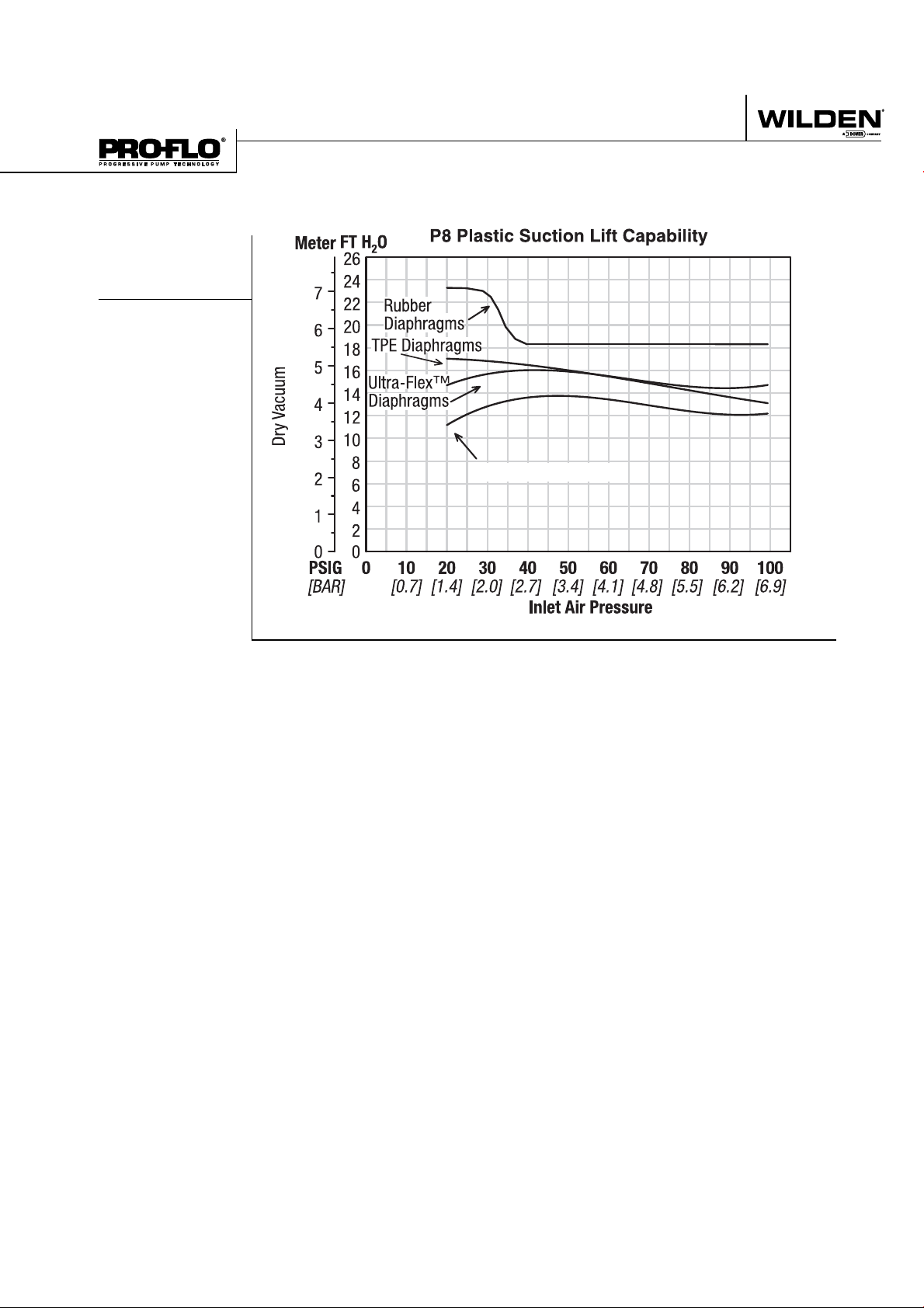
SUCTION LIFT CURVES
P8 PLASTIC
SUCTION LIFT
CAPABILITY
PTFE Diaphragms
WIL-10131-E-01 7 WILDEN PUMP & ENGINEERING, LLC
Page 10

NOTES
WILDEN PUMP & ENGINEERING, LLC 8 WIL-10131-E-01
Page 11
PX8
P L A S T I C
PX8 PLASTIC PERFORMANCE
Page 12

Section 5B
Pro-Flo X
The Pro-Flo X™ air distribution system with the
revolutionary Effi ciency Management System (EMS)
offers fl exibility never before seen in the world of
AODD pumps. The
patent-pending EMS
is simple and easy
to use. With the
turn of an integrated
TM
Operating Principal
control dial, the operator can select the optimal
balance of fl ow and effi ciency that best meets the
application needs. Pro-Flo X™ provides higher
performance, lower
operational costs
and fl exibility that
exceeds previous
industry standards.
AIR CONSUMPTION
$
$
$
Turning the dial
changes the
relationship
between air inlet
and exhaust
porting.
WILDEN PUMP & ENGINEERING, LLC 10 PX8 Plastic Performance
Each dial setting
represents an
entirely different
fl ow curve
Pro-Flo X™ pumps
are shipped from
the factory on
setting 4, which
is the highest
fl ow rate setting
possible
Moving the dial
from setting 4
causes a decrease
in fl ow and an even
greater decrease in
air consumption.
When the air
consumption
decreases more
than the fl ow
rate, effi ciency
is improved and
operating costs
are reduced.
Page 13
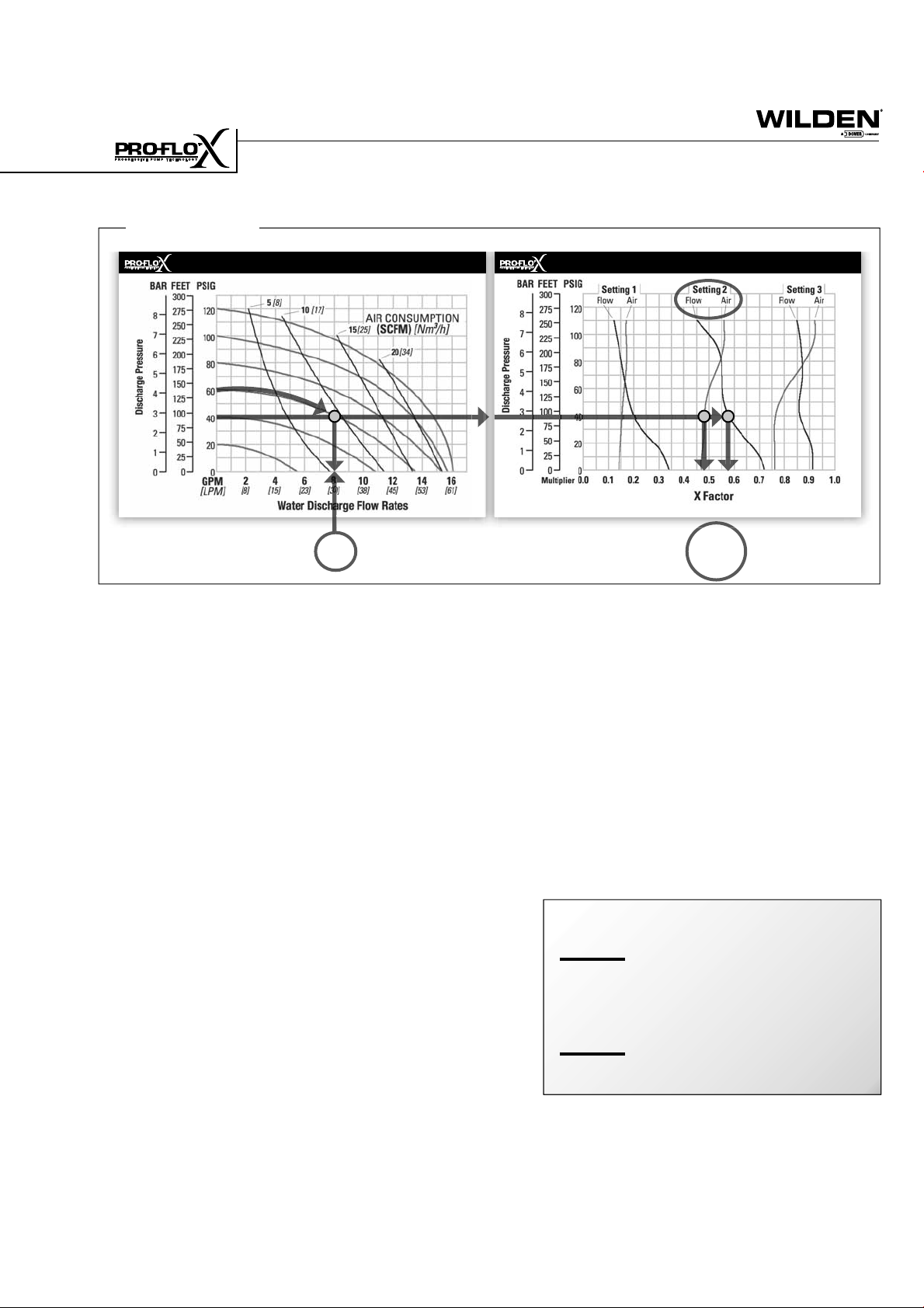
Example 1
HOW TO USE THIS EMS CURVE
SETTING 4 PERFORMANCE CURVE
Figure 1 Figure 2
Example data point = Example data point =
This is an example showing how to determine fl ow rate and
air consumption for your Pro-Flo X™ pump using the Effi ciency Management System (EMS) curve and the performance
curve. For this example we will be using 4.1 bar (60 psig) inlet
air pressure and 2.8 bar (40 psig) discharge pressure and EMS
setting 2.
Step 1:
Identifying performance at setting 4. Locate
the curve that represents the fl ow rate of the
pump with 4.1 bar (60 psig) air inlet pressure.
Mark the point where this curve crosses the
horizontal line representing 2.8 bar (40 psig)
discharge pressure. (Figure 1). After locating
your performance point on the fl ow curve,
draw a vertical line downward until reaching
the bottom scale on the chart. Identify the fl ow
rate (in this case, 8.2 gpm). Observe location
of performance point relative to air consumption curves and approximate air consumption
value (in this case, 9.8 scfm).
8.2
GPM
curve, draw vertical lines downward until
reaching the bottom scale on the chart. This
identifi es the fl ow X Factor (in this case, 0.58)
and air X Factor (in this case, 0.48).
Step 3:
Calculating performance for specific EMS
setting. Multiply the fl ow rate (8.2 gpm)
obtained in Step 1 by the fl ow X Factor multiplier (0.58) in Step 2 to determine the fl ow rate
at EMS setting 2. Multiply the air consumption (9.8 scfm) obtained in Step 1 by the air
X Factor multiplier (0.48) in Step 2 to determine the air consumption at EMS setting 2
(Figure 3).
gpm
8.2
.58
gpm
4.8
0.58
0.48
(fl ow rate for Setting 4)
(Flow X Factor setting 2)
(Flow rate for setting 2)
EMS CURVE
fl ow multiplier
air multiplier
Step 2:
Determining flow and air X Factors. Locate
your discharge pressure (40 psig) on the vertical axis of the EMS curve (Figure 2). Follow
along the 2.8 bar (40 psig) horizontal line until
intersecting both fl ow and air curves for your
desired EMS setting (in this case, setting 2).
Mark the points where the EMS curves intersect the horizontal discharge pressure line.
After locating your EMS points on the EMS
PX8 Plastic Performance 11 WILDEN PUMP & ENGINEERING, LLC
Figure 3
The fl ow rate and air consumption at Setting
2 are found to be 18.2 lpm (4.8 gpm) and 7.9
Nm3/h (4.7 scfm) respectively.
9.8
.48
4.7
scfm
(air consumption for setting 4)
(Air X Factor setting 2)
scfm
(air consumption for setting 2)
Page 14

HOW TO USE THIS EMS CURVE
Example 2.1
SETTING 4 PERFORMANCE CURVE
Figure 4
Example data point =
This is an example showing how to determine the inlet air
pressure and the EMS setting for your Pro-Flo X™ pump to
optimize the pump for a specifi c application. For this example we will be using an application requirement of 18.9 lpm
(5 gpm) fl ow rate against 2.8 bar (40 psig) discharge pressure.
This example will illustrate how to calculate the air consumption that could be expected at this operational point.
10.2
gpm
DETERMINE EMS SETTING
Step 1
: Establish inlet air pressure. Higher air pres-
sures will typically allow the pump to run
more effi ciently, however, available plant air
pressure can vary greatly. If an operating
pressure of 6.9 bar (100 psig) is chosen when
EMS Flow
Settings 1 & 2
0.49
In our example it is 38.6 lpm (10.2 gpm). This
is the setting 4 fl ow rate. Observe the location of the performance point relative to air
consumption curves and approximate air
consumption value. In our example setting
4 air consumption is 24 Nm3/h (14 scfm).
See fi gure 4.
Step 3
: Determine flow X Factor. Divide the required
fl ow rate 18.9 lpm (5 gpm) by the setting 4 fl ow
rate 38.6 lpm (10.2 gpm) to determine the fl ow
X Factor for the application.
5
gpm / 10.2 gpm = 0.49 (flow X Factor)
EMS CURVE
Figure 5
fl ow multiplier
plant air frequently dips to 6.2 bar (90 psig)
Step 4
pump performance will vary. Choose an operating pressure that is within your compressed
air system's capabilities. For this example we
will choose 4.1 bar (60 psig).
: Determine EMS setting from the flow
X Factor. Plot the point representing the fl ow
X Factor (0.49) and the application discharge
pressure 2.8 bar (40 psig) on the EMS curve.
This is done by following the horizontal 2.8
Step 2
: Determine performance point at setting 4. For
this example an inlet air pressure of 4.1 bar
(60 psig) inlet air pressure has been chosen.
Locate the curve that represents the performance of the pump with 4.1 bar (60 psig) inlet
air pressure. Mark the point where this curve
crosses the horizontal line representing 2.8
bar (40 psig) discharge pressure. After locating this point on the fl ow curve, draw a vertical line downward until reaching the bottom
scale on the chart and identify the fl ow rate.
bar (40 psig) psig discharge pressure line until
it crosses the vertical 0.49 X Factor line. Typically, this point lies between two fl ow EMS
setting curves (in this case, the point lies between the fl ow curves for EMS setting 1 and
2). Observe the location of the point relative
to the two curves it lies between and approximate the EMS setting (fi gure 5). For more precise results you can mathematically interpolate between the two curves to determine the
optimal EMS setting.
For this example the EMS setting is 1.8.
WILDEN PUMP & ENGINEERING, LLC 12 PX8 Plastic Performance
Page 15

HOW TO USE THIS EMS CURVE
Example 2.2
SETTING 4 PERFORMANCE CURVE
Figure 6
Example data point =
10.2
gpm
Determine air consumption at a specific
EMS setting.
Step 1
: Determine air X Factor. In order to determine
the air X Factor, identify the two air EMS setting curves closest to the EMS setting established in example 2.1 (in this case, the point lies
between the air curves for EMS setting 1 and
2). The point representing your EMS setting
(1.8) must be approximated and plotted on the
EMS curve along the horizontal line representing your discharge pressure (in this case, 40
psig). This air point is different than the fl ow
point plotted in example 2.1. After estimating
(or interpolating) this point on the curve, draw
a vertical line downward until reaching the
bottom scale on the chart and identify the air
X Factor (fi gure 7).
EMS CURVE
EMS Air
Settings 1 & 2
Figure 7
Example data point =
Step 2
: Determine air consumption. Multiply your
setting 4 air consumption (14 scfm) value by
the air X Factor obtained above (0.40) to determine your actual air consumption.
1
4 scfm x 0.40 = 5.6 SCFM
In summary, for an application requiring 18.9 lpm
(5 gpm) against 2.8 bar (40 psig) discharge pressure,
the pump inlet air pressure should be set to 4.1 bar
(60 psig) and the EMS dial should be set to 1.8. The
pump would then consume 9.5 Nm3/h (5.6 scfm) of
compressed air.
0.40
air multiplier
For this example the air X Factor is 0.40
PX8 Plastic Performance 13 WILDEN PUMP & ENGINEERING, LLC
Page 16

PERFORMANCE
EMS CURVE
/h (44 scfm)
3
of air when run at 4.1 bar (60 psig) air inlet pressure and 2.8 bar (40
psig) discharge pressure (See dot on performance curve).
The end user did not require that much fl ow and wanted to reduce
air consumption at his facility. He determined that EMS setting 2
would meet his needs. At 2.8 bar (40 psig) discharge pressure and
EXAMPLE
A PX8 polypropylene, rubber-fi tted pump operating at EMS setting
4, achieved a fl ow rate of 231 lpm (61 gpm) using 75 Nm
EMS setting 2, the fl ow “X factor” is 0.69 and the air “X factor” is
/h (23 scfm). The fl ow rate was reduced by 31% while
3
0.53 (see dots on EMS curve).
Multiplying the original setting 4 values by the “X factors” provides
the setting 2 fl ow rate of 159 lpm (42 gpm) and an air consumption
of 40 Nm
the air consumption was reduced by 47%, thus providing increased
effi ciency.
For a detailed example for how to set your EMS, see beginning of
performance curve section.
Caution: Do not exceed 8.6 bar (125 psig) air supply pressure.
The Effi ciency Management System (EMS)
can be used to optimize the performance of
your Wilden pump for specifi c applications.
The pump is delivered with the EMS adjusted
to setting 4, which allows maximum fl ow.
The EMS curve allows the pump user to
determine fl ow and air consumption at
each EMS setting. For any EMS setting and
discharge pressure, the “X factor” is used
as a multiplier with the original values from
the setting 4 performance curve to calculate
the actual fl ow and air consumption values
for that specifi c EMS setting. Note: you can
interpolate between the setting curves for
operation at intermediate EMS settings.
SETTING 4 PERFORMANCE CURVE
TECHNICAL DATA
Height . . . . . . . . . . . . . . . . . . . . . . . . . .770 mm (30.3”)
Width. . . . . . . . . . . . . . . . . . . . . . . . . . .490 mm (19.3”)
Depth. . . . . . . . . . . . . . . . . . . . . . . . . . .356 mm (14.0”)
Ship Weight . . . . . . . . Polypropylene 34 kg (75 lbs.)
Air Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . 19 mm (3/4”)
Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Outlet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Suction Lift . . . . . . . . . . . . . . . . . . . . .6.9 m Dry (22.7’)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.3 m Wet (30.6’)
Disp. Per Stroke. . . . . . . . . . . . . . . . . 2.9 l (0.77 gal.)1
PX8 PLASTIC RUBBER-FITTED
WILDEN PUMP & ENGINEERING, LLC 14 PX8 Plastic Performance
Max. Flow Rate . . . . . . . . . . . . . . .594 lpm (157 gpm)
Displacement per stroke was calculated at 4.8 bar (70 psig)
Max. Size Solids . . . . . . . . . . . . . . . . . . 6.4 mm (1/4”)
1
air inlet pressure against a 2.1 bar (30 psig)head pressure.
The Effi ciency Management System (EMS) can be used to optimize the performance of your Wilden pump for
specifi c applications. The pump is delivered with the EMS adjusted to setting 4, which allows maximum fl ow.
Page 17

EMS CURVE
PERFORMANCE
/h (48 scfm)
3
EXAMPLE
A PX8 polypropylene, TPE-fi tted pump operating at EMS setting 4,
achieved a fl ow rate of 291 lpm (77 gpm) using 82 Nm
of air when run at 4.1 bar (60 psig) air inlet pressure and 2.1 bar (30
psig) discharge pressure (See dot on performance curve).
The end user did not require that much fl ow and wanted to reduce
air consumption at his facility. He determined that EMS setting 3
would meet his needs. At 2.1 bar (30 psig) discharge pressure and
EMS setting 3, the fl ow “X factor” is 0.90 and the air “X factor” is
0.81 (see dots on EMS curve).
/h (39 scfm). The fl ow rate was reduced by 10% while
3
Multiplying the original setting 4 values by the “X factors” provides
the setting 3 fl ow rate of 262 lpm (69 gpm) and an air consumption
of 66 Nm
the air consumption was reduced by 19%, thus providing increased
effi ciency.
For a detailed example for how to set your EMS, see beginning of
performance curve section.
Caution: Do not exceed 8.6 bar (125 psig) air supply pressure.
The Effi ciency Management System (EMS)
can be used to optimize the performance of
your Wilden pump for specifi c applications.
The pump is delivered with the EMS adjusted
to setting 4, which allows maximum fl ow.
The EMS curve allows the pump user to
determine fl ow and air consumption at
each EMS setting. For any EMS setting and
discharge pressure, the “X factor” is used
as a multiplier with the original values from
the setting 4 performance curve to calculate
the actual fl ow and air consumption values
for that specifi c EMS setting. Note: you can
interpolate between the setting curves for
operation at intermediate EMS settings.
1
SETTING 4 PERFORMANCE CURVE
TECHNICAL DATA
Height . . . . . . . . . . . . . . . . . . . . . . . . . .770 mm (30.3”)
Width. . . . . . . . . . . . . . . . . . . . . . . . . . .490 mm (19.3”)
Depth. . . . . . . . . . . . . . . . . . . . . . . . . . .356 mm (14.0”)
Ship Weight . . . . . . . . Polypropylene 34 kg (75 lbs.)
Air Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . 19 mm (3/4”)
Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Outlet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Suction Lift . . . . . . . . . . . . . . . . . . . . .6.6 m Dry (21.6’)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2 m Wet (30.1’)
Disp. Per Stroke. . . . . . . . . . . . . . . . . 3.0 l (0.79 gal.)
PX8 PLASTIC TPE-FITTED
PX8 Plastic Performance 15 WILDEN PUMP & ENGINEERING, LLC
Max. Flow Rate . . . . . . . . . . . . . . .606 lpm (160 gpm)
Displacement per stroke was calculated at 4.8 bar (70 psig)
Max. Size Solids . . . . . . . . . . . . . . . . . . 6.4 mm (1/4”)
1
air inlet pressure against a 2.1 bar (30 psig)head pressure.
The Effi ciency Management System (EMS) can be used to optimize the performance of your Wilden pump for
specifi c applications. The pump is delivered with the EMS adjusted to setting 4, which allows maximum fl ow.
Page 18

PERFORMANCE
EMS CURVE
/h (83 scfm)
3
of air when run at 5.5 bar (80 psig) air inlet pressure and 0.7 bar (10
psig) discharge pressure (See dot on performance curve).
The end user did not require that much fl ow and wanted to reduce
air consumption at his facility. He determined that EMS setting 1
would meet his needs. At 0.7 bar (10 psig) discharge pressure and
EMS setting 1, the fl ow “X factor” is 0.35 and the air “X factor” is
EXAMPLE
A PX8 polypropylene, PTFE-fi tted pump operating at EMS setting 4,
achieved a fl ow rate of 409 lpm (108 gpm) using 141 Nm
0.17 (see dots on EMS curve).
/h (14 scfm). The fl ow rate was reduced by 65% while
3
Multiplying the original setting 4 values by the “X factors” provides
the setting 1 fl ow rate of 143 lpm (38 gpm) and an air consumption
of 24 Nm
the air consumption was reduced by 83%, thus providing increased
effi ciency
For a detailed example for how to set your EMS, see beginning of
performance curve section.
Caution: Do not exceed 8.6 bar (125 psig) air supply pressure.
The Effi ciency Management System (EMS)
can be used to optimize the performance of
your Wilden pump for specifi c applications.
The pump is delivered with the EMS adjusted
to setting 4, which allows maximum fl ow.
The EMS curve allows the pump user to
determine fl ow and air consumption at
each EMS setting. For any EMS setting and
discharge pressure, the “X factor” is used
as a multiplier with the original values from
the setting 4 performance curve to calculate
the actual fl ow and air consumption values
for that specifi c EMS setting. Note: you can
interpolate between the setting curves for
operation at intermediate EMS settings.
1
SETTING 4 PERFORMANCE CURVE
TECHNICAL DATA
Height . . . . . . . . . . . . . . . . . . . . . . . . . .770 mm (30.3”)
Width. . . . . . . . . . . . . . . . . . . . . . . . . . .490 mm (19.3”)
Depth. . . . . . . . . . . . . . . . . . . . . . . . . . .356 mm (14.0”)
Ship Weight . . . . . . . . Polypropylene 34 kg (75 lbs.)
Air Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . 19 mm (3/4”)
Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Outlet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Suction Lift . . . . . . . . . . . . . . . . . . . . .3.8 m Dry (12.5’)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2 m Wet (30.1’)
Disp. Per Stroke. . . . . . . . . . . . . . . . . 1.8 l (0.47 gal.)
PX8 PLASTIC PTFE-FITTED
WILDEN PUMP & ENGINEERING, LLC 16 PX8 Plastic Performance
Max. Flow Rate . . . . . . . . . . . . . . .503 lpm (133 gpm)
Displacement per stroke was calculated at 4.8 bar (70 psig)
Max. Size Solids . . . . . . . . . . . . . . . . . . 6.4 mm (1/4”)
1
air inlet pressure against a 2.1 bar (30 psig)head pressure.
The Effi ciency Management System (EMS) can be used to optimize the performance of your Wilden pump for
specifi c applications. The pump is delivered with the EMS adjusted to setting 4, which allows maximum fl ow.
Page 19

EMS CURVE
PERFORMANCE
/h
3
EXAMPLE
A PX8 polypropylene, Ultra-Flex-fi tted pump operating at EMS
setting 4, achieved a fl ow rate of 307 lpm (81 gpm) using 99 Nm
(58 scfm) of air when run at 4.1 bar (60 psig) air inlet pressure and 1.4
bar (20 psig) discharge pressure (See dot on performance curve).
The end user did not require that much fl ow and wanted to reduce
air consumption at his facility. He determined that EMS setting 2
would meet his needs. At 1.4 bar (20 psig) discharge pressure and
EMS setting 2, the fl ow “X factor” is 0.74 and the air “X factor” is
0.54 (see dots on EMS curve).
/h (31 scfm). The fl ow rate was reduced by 40% while
3
Multiplying the original setting 4 values by the “X factors” provides
the setting 2 fl ow rate of 227 lpm (60 gpm) and an air consumption
of 53 Nm
the air consumption was reduced by 69%, thus providing increased
effi ciency.
For a detailed example for how to set your EMS, see beginning of
performance curve section.
Caution: Do not exceed 8.6 bar (125 psig) air supply pressure.
FITTED
TM
The Effi ciency Management System (EMS)
can be used to optimize the performance of
your Wilden pump for specifi c applications.
The pump is delivered with the EMS adjusted
to setting 4, which allows maximum fl ow.
The EMS curve allows the pump user to
determine fl ow and air consumption at
each EMS setting. For any EMS setting and
discharge pressure, the “X factor” is used
as a multiplier with the original values from
the setting 4 performance curve to calculate
the actual fl ow and air consumption values
for that specifi c EMS setting. Note: you can
interpolate between the setting curves for
operation at intermediate EMS settings.
SETTING 4 PERFORMANCE CURVE
TECHNICAL DATA
Height . . . . . . . . . . . . . . . . . . . . . . . . . .770 mm (30.3”)
Width. . . . . . . . . . . . . . . . . . . . . . . . . . .490 mm (19.3”)
Depth. . . . . . . . . . . . . . . . . . . . . . . . . . .356 mm (14.0”)
Ship Weight . . . . . . . . Polypropylene 34 kg (75 lbs.)
Air Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . 19 mm (3/4”)
Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Outlet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 mm (2”)
Suction Lift . . . . . . . . . . . . . . . . . . . . .5.7 m Dry (18.7’)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2 m Wet (30.1’)
Disp. Per Stroke. . . . . . . . . . . . . . . . . 2.0 l (0.52 gal.)1
PX8 PLASTIC ULTRA-FLEX
PX8 Plastic Performance 17 WILDEN PUMP & ENGINEERING, LLC
Max. Flow Rate . . . . . . . . . . . . . . .568 lpm (150 gpm)
Displacement per stroke was calculated at 4.8 bar (70 psig)
Max. Size Solids . . . . . . . . . . . . . . . . . . 6.4 mm (1/4”)
1
air inlet pressure against a 2.1 bar (30 psig)head pressure
The Effi ciency Management System (EMS) can be used to optimize the performance of your Wilden pump for
specifi c applications. The pump is delivered with the EMS adjusted to setting 4, which allows maximum fl ow.
Page 20

Section 5D
SUCTION LIFT CURVE
PX8 PLASTIC
SUCTION LIFT
CAPABILITY
METER FT H20
Dry Vacuum
PSIG
[BAR]
Inlet Air Pressure
WILDEN PUMP & ENGINEERING, LLC 18 WIL-10131-E-01
Page 21

Section 5C
NOTES
WIL-10131-E-01 19 WILDEN PUMP & ENGINEERING, LLC
Page 22

Section 6
SUGGESTED INSTALLATI0N
The P8 and PX8 have a 51 mm (2") inlet and 51 mm (2")
outlet and is designed for flows to 587 lpm (155 gpm). The
P8 and PX8 Plastic pump is manufactured with wetted parts
of pure, unpigmented PVDF or polypropylene. A variety of
diaphragms and o-rings are available to satisfy temperature,
chemical compatibility, abrasion and flex concerns.
The suction pipe size should be at least 51 mm (2") diameter or larger if highly viscous material is being pumped.
The suction hose must be non-collapsible, reinforced type
as the P8 and PX8 are is capable of pulling a high vacuum.
Discharge piping should be at least 51 mm (2"); larger diameter can be used to reduce friction losses. It is critical that all
fittings and connections are airtight or a reduction or loss of
pump suction capability will result.
For P8 & PX8 Plastic models, Wilden offers 150 lb. flanges. The
following details should be noted when mating these to pipe
works:
• A 60–80 shore gasket that covers the entire flange face
should be used.
• The gasket should be between 1.91 mm (.075") and 4.45
mm (.175") thickness.
• Mating flanges with flat as opposed to raised surfaces
should be used for proper mechanical sealing.
• The flanges should be tightened to aminimum of 6.8 N·m
(5 ft-lbs) but no more than 13.5 N·m (10 ft-lbs).
INSTALLATION: Months of careful planning, study, and selection efforts can result in unsatisfactory pump performance if
installation details are left to chance.
Premature failure and long term dissatisfaction can be avoided
if reasonable care is exercised throughout the installation
process.
LOCATION: Noise, safety, and other logistical factors usually
dictate where equipment be situated on the production floor.
Multiple installations with conflicting requirements can result
in congestion of utility areas, leaving few choices for additional pumps.
Within the framework of these and other existing conditions,
every pump should be located in such a way that five key factors
are balanced against each other to maximum advantage.
ACCESS: First of all, the location should be accessible. If it’s
easy to reach the pump, maintenance personnel will have an
easier time carrying out routine inspections and adjustments.
Should major repairs become necessary, ease of access can
play a key role in speeding the repair process and reducing
total downtime.
AIR SUPPLY: Every pump location should have an air line
large enough to supply the volume of air necessary to achieve
the desired pumping rate (see Section 5). Use air pressure up
to a maximum of 8.6 bar (125 psig) depending on pumping
requirements.
For best results, the pumps should use a 5µ (micron) air filter,
needle valve and regulator. The use of an air filter before the
pump will ensure that the majority of any pipeline contaminants will be eliminated.
SOLENOID OPERATION: When operation is controlled by
a solenoid valve in the air line, three-way valves should be
used, thus allowing trapped air to bleed off and improving
pump performance. Pumping volume can be set by counting the number of strokes per minute and multiplying by
displacement per stroke.
WILDEN PUMP & ENGINEERING, LLC 20 WIL-10131-E-01
Sound levels are reduced below OSHA specifications using
the standard Wilden muffler. Other mufflers can be used but
usually reduce pump performance.
ELEVATION: Selecting a site that is well within the pump’s
dynamic lift capability will assure that loss-of-prime troubles will be eliminated. In addition, pump efficiency can be
adversely affected if proper attention is not given to site
location.
PIPING: Final determination of the pump site should not be
made until the piping problems of each possible location have
been evaluated. The impact of current and future installations
should be considered ahead of time to make sure that inadvertent restrictions are not created for any remaining sites.
The best choice possible will be a site involving the shortest
and straightest hook-up of suction and discharge piping.
Unnecessary elbows, bends, and fittings should be avoided.
Pipe sizes should be selected so as to keep friction losses
within practical limits. All piping should be supported independently of the pump. In addition, the piping should be
aligned so as to avoid placing stresses on the pump fittings.
Flexible hose can be installed to aid in absorbing the forces
created by the natural reciprocating action of the pump. If
the pump is to be bolted down to a solid location, a mounting pad placed between the pump and the foundation will
assist in minimizing pump vibration. Flexible connections
between the pump and rigid piping will also assist in minimizing pump vibration. If quick-closing valves are installed at any
point in the discharge system, or if pulsation within a system
becomes a problem, a surge suppressor should be installed
to protect the pump, piping and gauges from surges and
water hammer.
When pumps are installed in applications involving flooded
suction or suction head pressures, a gate valve should be
installed in the suction line to permit closing of the line for
pump service.
For P8 and PX8 Plastic models, a non-raised surfaced-flange
adapter should be utilized when mating to the pump’s inlet
and discharge manifolds for proper sealing.
The P8 cannot be used in submersible applications.
Pro-Flo X
using the PX single point exhaust option. If the pump is to be
used in a self-priming application, be sure that all connections
are airtight and that the suction lift is within the model’s ability.
Note: Materials of construction and elastomer material have
an effect on suction lift parameters. Please consult Wilden
distributors for specifics.
Pumps in service with a positive suction head are most efficient when inlet pressure is limited to 0.5–0.7 bar (7–10 psig).
Premature diaphragm failure may occur if positive suction is
10 psig and higher.
THE P8 AND PX8 WILL PASS 6.4 MM (1/4") SOLIDS. WHENEVER THE POSSIBILITY EXISTS THAT LARGER SOLID
OBJECTS MAY BE SUCKED INTO THE PUMP, A STRAINER
SHOULD BE USED ON THE SUCTION LINE.
CAUTION: DO NOT EXCEED 8.6 BAR (125 PSIG) AIR
SUPPLY PRESSURE.
TM
can be used in submersible applications when
Page 23

Section 5B
SUGGESTED INSTALLATI0N
AIR-OPERATED PUMPS: To stop the pump from operating in an emergency
situation, simply close the “shut-off” valve (user supplied) installed in the air
supply line. A properly functioning valve will stop the air supply to the pump,
therefore stopping output. This shut-off valve should be located far enough
away from the pumping equipment such that it can be reached safely in an
emergency situation.
WIL-10131-E-01 21 WILDEN PUMP & ENGINEERING, LLC
NOTE: In the event of a power failure, the shutoff valve should be closed, if the
restarting of the pump is not desirable once power is regained.
Page 24

SUGGESTED OPERATION & MAINTENANCE
OPERATION: The P8 and PX8 are pre-lubricated, and do
not require in-line lubrication. Additional lubrication will not
damage the pump, however if the pump is heavily lubricated
by an external source, the pump’s internal lubrication may be
washed away. If the pump is then moved to a non-lubricated
location, it may need to be disassembled and re-lubricated as
described in the ASSEMBLY/DISASSEMBLY INSTRUCTIONS.
Pump discharge rate can be controlled by limiting the volume
and/or pressure of the air supply to the pump (preferred
method). An air regulator is used to regulate air pressure.
A needle valve is used to regulate volume. Pump discharge
rate can also be controlled by throttling the pump discharge
by partially closing a valve in the discharge line of the pump.
This action increases friction loss which reduces flow rate.
(See Section 5.) This is useful when the need exists to control
the pump from a remote location. When the pump discharge
pressure equals or exceeds the air supply pressure, the
pump will stop; no bypass or pressure relief valve is needed,
and pump damage will not occur. The pump has reached a
“deadhead” situation and can be restarted by reducing the
fluid discharge pressure or increasing the air inlet pressure.
The Wilden P8 and PX8 pump run solely on compressed
air and does not generate heat, therefore your process fluid
temperature will not be affected.
MAINTENANCE AND INSPECTIONS: Since each application
is unique, maintenance schedules may be different for every
pump. Frequency of use, line pressure, viscosity and abrasiveness of process fluid all affect the parts life of a Wilden
pump. Periodic inspections have been found to offer the best
means for preventing unscheduled pump downtime. Personnel familiar with the pump’s construction and service should
be informed of any abnormalities that are detected during
operation.
RECORDS: When service is required, a record should be
made of all necessary repairs and replacements. Over a
period of time, such records can become a valuable tool for
predicting and preventing future maintenance problems and
unscheduled downtime. In addition, accurate records make
it possible to identify pumps that are poorly suited to their
applications.
TROUBLESHOOTING
Pump will not run or runs slowly.
1. Ensure that the air inlet pressure is at least 0.4 bar (5 psig)
above startup pressure and that the differential pressure
(the difference between air inlet and liquid discharge
pressures) is not less than 0.7 bar (10 psig).
2. Check air inlet filter for debris (see recommended instal-
lation).
3. Check for extreme air leakage (blow by) which would
indicate worn seals/bores in the air valve, pilot spool and
main shaft.
4. Disassemble pump and check for obstructions in the air
passageways or objects which would obstruct the movement of internal parts.
5. Check for sticking ball check valves. If material being
pumped is not compatible with pump elastomers, swelling may occur. Replace ball check valves and seals with
proper elastomers. Also, as the check valve balls wear
out, they become smaller and can become stuck in the
seats. In this case, replace balls and seats.
6. Check for broken inner piston which will cause the air
valve spool to be unable to shift.
7. Remove plug from pilot spool exhaust.
Pump runs but little or no product flows.
1. Check for pump cavitation; slow pump speed down to
allow thick material to flow into the liquid chambers.
2. Verify that vacuum required to lift liquid is not greater
than the vapor pressure of the material being pumped
(cavitation).
3. Check for sticking ball check valves. If material being
pumped is not compatible with pump elastomers, swelling may occur. Replace ball check valves and seals with
proper elastomers. Also, as the check valve balls wear
out, they become smaller and can become stuck in the
seats. In this case, replace balls and seats.
Pump air valve freezes.
1. Check for excessive moisture in compressed air. Either
install a dryer or hot air generator for compressed air.
Alternatively, a coalescing filter may be used to remove
the water from the compressed air in some applications.
Air bubbles in pump discharge.
1. Check for ruptured diaphragm.
2. Check tightness of outer pistons. (Refer to Section 8C.)
3. Check tightness of clamp bands and integrity of o-rings
and seals, especially at intake manifold.
4. Ensure pipe connections are airtight.
Product comes out air exhaust.
1. Check for diaphragm rupture.
2. Check tightness of outer pistons to shaft.
WILDEN PUMP & ENGINEERING, LLC 22 WIL-10131-E-01
Page 25

Section 7A
PUMP DISASSEMBLY
CAUTION: Before any maintenance or repair is attempted,
the compressed air line to the pump should be disconnected
and all air pressure allowed to bleed from the pump. Disconnect all intake, discharge, and air lines. Drain the pump by
turning it upside down and allowing any fluid to flow into
a suitable container. Be aware of any hazardous effects of
contact with your process fluid.
The Wilden P8 and PX8 have a 51 mm (2") inlet and outlet
and are designed for flows up to 587 lpm (155 gpm). Its
air distribution system is based on a revolutionary design
which increases reliability and performance. The model P8
and PX8 are available in injection molded polypropylene and
PVDF wetted parts.
TOOLS REQUIRED:
1/2" Wrench
11/16" Wrench
Adjustable Wrench
Vise equipped with soft jaws (such as plywood, plastic
or other suitable material)
NOTE: The model used for these instructions incorporates
rubber diaphragms, balls, and seats. Models with PTFE
diaphragms, balls and seats are the same except where
noted.
DISASSEMBLY:
Step 1.
Before starting disassembly, mark a line from each liquid
chamber to its corresponding air chamber. This line will assist
in proper alignment during reassembly.
Figure 1
Step 2. Figure 2
Utilizing a 1/2" wrench, remove the two small clamp bands that
fasten the discharge manifold to the liquid chambers.
WIL-10131-E-01 23 WILDEN PUMP & ENGINEERING, LLC
Step 3. Figure 3
Remove the discharge manifold to expose the valve balls and
seats. Inspect ball cage area of manifold for excessive wear or
damage.
Page 26

PUMP DISASSEMBLY
Step 4. Figure 4
Remove the discharge valve balls and seats from the liquid
chambers and inspect for nicks, gouges, chemical attack or
abrasive wear. Replace worn parts with genuine Wilden parts
for reliable performance.
Step 6. Figure 6
Lift intake manifold from liquid chambers
and center section to expose intake valve
balls and seats. Inspect ball cage area
of liquid chambers for excessive wear or
damage.
Step 7. Figure 7
Inspect ball guide bushing, ball, seat and
o-ring for nicks, gouges, chemical attack
or abrasive wear. Replace worn parts with
genuine Wilden parts for reliable performance.
Step 5. Figure 5
Remove the two small clamp bands which fasten the intake
manifold to the liquid chambers.
Step 8. Figure 8
Remove small manifold clamp bands to
inspect manifold o-rings.
WILDEN PUMP & ENGINEERING, LLC 24 WIL-10131-E-01
Page 27

Section 5B
PUMP DISASSEMBLY
Step 9. Figure 9
Remove one set of large clamp bands
which secure one liquid chamber to the
center section.
Step 10. Figure 10
Lift liquid chamber away from center
section to expose diaphragm and outer
piston.
Step 11. Figure 11
Using an adjustable wrench, or by rotating the diaphragm by hand, remove the
diaphragm assembly.
Step 12. Figure 12
NOTE: Due to varying torque values, one of the following two situations may occur:
1) The outer piston, diaphragm and inner piston remain attached to the shaft and the
entire assembly can be removed from the center section (Figure 12). 2) The outer
piston, diaphragm and inner piston separate from the shaft which remains connected
to the opposite side diaphragm assembly (Figure 13). Repeat disassembly instructions
for the opposite liquid chamber. Inspect diaphragm assembly and shaft for signs of
wear or chemical attack. Replace all worn parts with genuine Wilden parts for reliable
performance.
WIL-10131-E-01 25 WILDEN PUMP & ENGINEERING, LLC
Figure 13
Step 13. Figure 14
To remove diaphragm assembly from
shaft, secure shaft with soft jaws (a vise
fitted with plywood, plastic or other suitable material) to ensure shaft is not nicked,
scratched or gouged. Using an adjustable
wrench or by hand, remove diaphragm
assembly from shaft.
Page 28

Section 7B
PRO-FLO® AIR DISTRIBUTION SYSTEM (ADS) DISASSEMBLY
AIR VALVE DISASSEMBLY:
CAUTION: Before any maintenance or repair is attempted,
the compressed air line to the pump should be disconnected and all air pressure allowed to bleed from the
pump. Disconnect all intake, discharge, and air lines.
Drain the pump by turning it upside down and allowing
any fluid to flow into a suitable container. Be aware of
hazardous effects of contact with your process fluid.
The Wilden Plastic P8 utilizes a revolutionary Pro-Flo
distribution system. A 13 mm (1/2") air inlet connects the air
supply to the center section. Proprietary composite seals
reduce the co efficient of friction and allow the P8 to run
lube-free. Constructed of Acetal, the Pro-Flo
system is designed to perform in on/off, non-freezing, nonstalling, tough duty applications.
®
air distribution
TOOLS REQUIRED:
3/16" Hex Head Wrench
7/32" Hex Head Wrench
Snap Ring Pliers
Phillips Head Screwdriver
O-ring Pick
®
air
Step 1. Figure 1
Loosen the air valve bolts utilizing a 3/16" hex head wrench
and then remove muffler plate screws with a Phillips head
screwdriver.
Step 2. Figure 2
Remove muffler plate and air valve bolts
from air valve assembly exposing muffler
gasket for inspection. Replace if necessary.
WILDEN PUMP & ENGINEERING, LLC 26 WIL-10131-E-01
Step 3. Figure 3
Lift away air valve assembly and remove
air valve gasket for inspection. Replace if
necessary.
Step 4. Figure 4
Remove air valve end cap to expose air
valve spool by simply lifting up on end
cap once air valve bolts are removed.
Page 29

Section 5B
PRO-FLO® AIR DISTRIBUTION SYSTEM (ADS) DISASSEMBLY
Step 5. Figure 5
Remove air valve spool from air valve
body by threading one air valve bolt into
the end of the spool and gently sliding the
spool out of the air valve body. Inspect
seals for signs of wear and replace entire
assembly if necessary. Use caution when
handling air valve spool to prevent damaging seals.
NOTE: Seals should not be removed from
assembly.
Seals are not sold separately.
Step 6. Figure 6
Remove pilot spool retaining snap ring
on both sides of center section with snap
ring pliers.
Step 7. Figure 7
Remove air chamber bolts with 7/32" hex
head wrench.
A
Step 8. Figure 8
Remove pilot spool bushing from center
block.
WIL-10131-E-01 27 WILDEN PUMP & ENGINEERING, LLC
Step 9. Figure 9
With o-ring pick, gently remove pilot spool
retaining o-ring. Replace if necessary.
Gently remove pilot spool from bushing
and inspect spool and seals for nicks,
gouges or other signs of wear. Replace
pilot sleeve assembly or outer bushing
o-rings if necessary.
NOTE: Seals should not be removed from
pilot spool.
Seals are not sold separately.
Step 10. Figure 10
Check center block glyd rings for signs of
wear. If necessary, remove glyd rings with
o-ring pick and replace.
NOTE: Threaded sleeves (see A — Figure
10) are removable and can be
replaced if necessary. Sleeves can
be press fit by hand.
Page 30

Section 7C
Step 1. Figure 1
Loosen the air valve bolts using a 3/16"
hex wrench.
PRO-FLO X™ AIR DISTRIBUTION SYSTEM (ADS) DISASSEMBLY
Step 2. Figure 2
Remove air valve bolts, muffl er plate,
and air valve assembly exposing
muffl er gasket and air valve gasket.
Replace if necessary.
Step 3. Figure 3
Remove air valve end cap to expose
the large end of air valve spool by
simply lifting up on the air valve
end cap once the bolts have been
removed.
Step 4. Figure 4
Remove air valve spool from air
valve body by threading one air
valve bolt into the end of the spool
and gently sliding the spool out of
the air valve body. Inspect seals for
signs of wear and replace entire
assembly if necessary. Use caution
when handling air valve spool to
prevent damaging seals.
NOTE: Seals should not be remove
from assembly. Seals are not sold
separately.
WILDEN PUMP & ENGINEERING, LLC 28 WIL-10131-E-01
Step 5. Figure 5
Remove pilot spool retaining snap
ring on both sides of the center
section using snap ring pliers.
Step 6-6A. Figure 6
Remove the air chamber bolts using
a 1/4" hex wrench.
Page 31

Step 7. Figure 7
Remove the air chamber and inspect
air chamber gaskets (2). Replace if
necessary.
PRO-FLO X™ AIR DISTRIBUTION SYSTEM (ADS) DISASSEMBLY
Step 8. Figure 8
Remove the pilot spool from the
center section.
Step 9. Figure 9
With o-ring pick, gently remove the oring from the opposite side of the “center
hole” cut on the spool. Gently remove
the pilot spool from sleeve and inspect
for nicks or gouges and other signs of
wear. Replace pilot sleeve assembly or
outer sleeve o-rings if necessary. During
re-assembly never insert the pilot spool
into the sleeve with the “center cut” side
fi rst, this end incorporates the urethane
o-ring and will be damaged as it slides
over the ports cut in the sleeve.
NOTE: Seals should not be removed
from pilot spool. Seals are not sold
separately.
Step 10. Figure 10
Once the air chambers have been
removed, the square air valve nuts
(6) may be removed or replaced if
necessary.
WIL-10131-E-01 29 WILDEN PUMP & ENGINEERING, LLC
Step 11. Figure 11
Remove and inspect the shaft
bushings (2) replace if necessary.
Step 12. Figure 12
Inspect center block Glyd rings (2)
for wear. If replacement is necessary,
use an o-ring pick to remove the
used Glyd rings then replace with
genuine Wilden replacement parts.
Page 32

Section 7D
REASSEMBLY HINTS & TIPS
ASSEMBLY:
Upon performing applicable maintenance to the air distribution system, the pump can now be reassembled. Please refer
to the disassembly instructions for photos and parts placement. To reassemble the pump, follow the disassembly instructions in reverse order. The air distribution system needs to be
assembled first, then the diaphragms and finally the wetted
path. Please find the applicable torque specifications on this
page. The following tips will assist in the assembly process.
• Lubricate air valve bore, center section shaft and pilot spool
bore with NLGI grade 2 white EP bearing grease or equivalent.
• Clean the inside of the center section shaft bushing to
ensure no damage is done to new glyd ring seals.
• A small amount NLGI grade 2 white EP bearing grease can
be applied to the muffler and air valve gaskets to locate
gaskets during assembly.
• Make sure that the exhaust port on the muffler plate is
centered between the two exhaust ports on the center
section.
• Stainless bolts should be lubed to reduce the possibility of
seizing during tightening.
• Use a mallet to tamp lightly on the large clamp bands to
seat the diaphragm before tightening.
MAXIMUM TORQUE SPECIFICATIONS
Description of Part Plastic Pumps
Air Valve
Outer Piston (Traditional) 81.3 N•m [60 ft-lbs]
Outer Piston (Ultra-Flex™) 47.5 N•m [35 ft-lbs]
Small Clamp Band 9.6 N•m [85 in-lbs]
Large Clamp Band (Rubber-Fitted) 18.6 N•m [165 in-lbs]
Large Clamp Band (Tefl on®-Fitted) 18.6 N•m [165 in-lbs]
Air Chamber Screws 47.5 N•m [35 ft-lbs]
P8 5.1 N•m [45 in-lbs] / PX8 5.1 N•m [45 in-lbs]
GLYD RING INSTALLATION:
PRE-INSTALLATION
• Once all of the old seals have been removed, the inside of
the bushing should be cleaned to ensure no debris is left
that may cause premature damage to the new seals.
INSTALLATION
The following tools can be used to aid in the installation of the
new seals:
Needle Nose Pliers
Phillips Screwdriver
Electrical Tape
• Wrap electrical tape around each leg of the needle nose
pliers (heat shrink tubing may also be used). This is done to
prevent damaging the inside surface of the new seal.
• With a new seal in hand, place the two legs of the needle
nose pliers inside the seal ring. (See Figure A.)
• Open the pliers as wide as the seal diameter will allow, then
with two fingers pull down on the top portion of the seal to
form kidney bean shape. (See Figure B.)
• Lightly clamp the pliers together to hold the seal into the
kidney shape. Be sure to pull the seal into as tight of a
kidney shape as possible, this will allow the seal to travel
down the bushing bore easier.
• With the seal clamped in the pliers, insert the seal into the
bushing bore and position the bottom of the seal into the
correct groove. Once the bottom of the seal is seated in the
groove, release the clamp pressure on the pliers. This will
allow the seal to partially snap back to its original shape.
• After the pliers are removed, you will notice a slight bump in
the seal shape. Before the seal can be properly resized, the
bump in the seal should be removed as much as possible.
This can be done with either the Phillips screwdriver or your
finger. With either the side of the screwdriver or your finger,
apply light pressure to the peak of the bump. This pressure
will cause the bump to be almost completely eliminated.
• Lubricate the edge of the shaft with NLGI grade 2 white EP
bearing grease.
• Slowly insert the center shaft with a rotating motion. This
will complete the resizing of the seal.
• Perform these steps for the remaining seal.
Figure A
GLIDE RING
TAPE
WILDEN PUMP & ENGINEERING, LLC 30 WIL-10131-E-01
Figure B
NEEDLE NOSE
PLIERS
GLIDE RING
TAPE
Page 33

Section 7E
GASKET KIT INSTALLATION
Only PVDF pumps come standard with expanded PTFE
Gasket Kits (P/N 08-9501-99) and P8 polypropylene pumps
come with kits for liquid chambers only (P/N 08-9500-99).
Carefully prepare sealing surfaces by removing all debris and
PVDF AND POLYPROPYLENE
Step 1. Figure 1
Gently remove the adhesive covering from
the back of the PTFE tape. Ensure that
the adhesive strip remains attached to the
PTFE tape.
Step 2. Figure 2
Starting at any point, place the PTFE
tape in the center of the diaphragm bead
groove on the liquid chamber and press
lightly on the tape to ensure that the adhesive holds it in place during assembly. Do
not stretch the tape during placement in
center of diaphragm bead groove.
PVDF
foreign matter from diaphragm bead and all mating surfaces.
If necessary, smooth or deburr all sealing surfaces. Mating
surfaces must be properly aligned in order to ensure positive
sealing characteristics.
Step 3. Figure 3
The ends of the tape should overlap
approximately 13 mm (1/2”). Proceed to
install the Teflon
liquid chamber.
®
tape on the remaining
Step 4. Figure 4
Carefully remove the protective covering from the back of the
PTFE gasket attached to tape.
Step 6. Figure 6
Center the gasket so that it evenly covers the o-ring and seat
areas.
WIL-10131-E-01 31 WILDEN PUMP & ENGINEERING, LLC
Step 5. Figure 5
Install the valve ball, valve seat and o-ring.
Step 7. Figure 7
Gently apply pressure to gasket to ensure the adhesive maintains a positive seal to stay in place during pump assembly.
Page 34

Section 8
EXPLODED VIEW & PART LISTING
P8 PLASTIC
RUBBER/TPE-FITTED OR ULTRA-FLEX TM-FITTED
EXPLODED VIEW
WILDEN PUMP & ENGINEERING, LLC 32 WIL-10131-E-01
Page 35

Section 5B
EXPLODED VIEW & PART LISTING
P8 PLASTIC
Item # Part Description
1 Pro-Flo® Air Valve Assembly
2 O-Ring (-225), End Cap (1.859" x .139") 1 04-2390-52-700 04-2390-52-700 04-2390-52-700 04-2390-52-700
3 End Cap, Pro-Flo
4 Screw, HHC, Air Valve (1/4" x 4.5") 4 01-6000-03 01-6000-03 01-6000-05 01-6000-05
5 Screw, SHCS, 10-16 x 1 3/4" 2 04-6351-03 04-6351-03 04-6351-03 04-6351-03
6 Muffler Plate, Pro-Flo
7 Gasket, Muffler Plate 1 04-3500-52-700 04-3500-52-700 04-3500-52-700 04-3500-52-700
8 Gasket, Air Valve 1 04-2600-52-700 04-2600-52-700 04-2600-52-700 04-2600-52-700
9 Center Section Assembly 1 04-3110-20 04-3110-20 04-3110-20 04-3110-20
10 Bushing, Reducer 1 04-6950-20-700 04-6950-20-700 04-6950-20-700 04-6950-20-700
11 Nut, Square, 1/4"-20 4 00-6505-03 00-6505-03 00-6505-03 00-6505-03
12 Sleeve, Threaded, Pro-Flo® Center Block 4 04-7710-08 04-7710-08 04-7710-08 04-7710-08
13 Removable Pilot Sleeve Assembly 1 04-3880-99 04-3880-99 04-3880-99 04-3880-99
14 Shaft, Pro-Flo
Shaft, Pro-Flo®, Ultra-Flex
15 Glyd Ring 2 08-3210-55-225 08-3210-55-225 08-3210-55-225 08-3210-55-225
16 Gasket, Center Block, Pro-Flo
17 Air Chamber, Pro-Flo
18 Screw, HSFHS, 3/8"-16 x 1" 8 71-6250-08 71-6250-08 71-6250-08 71-6250-08
19 Retaining Ring 2 04-3890-03 04-3890-03 04-3890-03 04-3890-03
20 Inner Piston 2 08-3700-01 08-3700-01 08-3700-01 08-3700-01
Inner Piston, Ultra-Flex™ 2 08-3761-01 08-3761-01 08-3761-01 08-3761-01
21 Diaphragm 2 ****
22 Outer Piston 2 08-4550-21-500 08-4550-21-500 08-4550-21-500 08-4550-21-500
Outer Piston, Ultra-Flex™ 2 08-4560-21 08-4560-21 08-4560-21 08-4560-21
23 Manifold Tee Section 2 08-5160-20 08-5160-21 08-5160-20 08-5160-21
24 Small Clamp Band Assy. 4 08-7100-03-500 08-7100-03-500 08-7100-05-500 08-7100-05-500
25 Small HHC Screw (5/16"-18 x 2") 8 08-6050-03-500 08-6050-03-500 08-6050-05-500 08-6050-05-500
26 Small Square Nut 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
27 Manifold O-Ring 4 ****
28 Inlet Elbow 2 08-5220-20 08-5220-21 08-5220-20 08-5220-21
29 Medium Clamp Band Assy. 4 08-7200-03-500 08-7200-03-500 08-7200-05-500 08-7200-05-500
30 Medium Hex Nut (5/16"-18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
31 Medium Carriage Bolt (5/16"-18 x 2 1/4") 8 04-6070-03 04-6070-03 04-6070-05 04-6070-05
32 Valve Seat 4 08-1120-20-500 08-1120-21-500 08-1120-20-500 08-1120-21-500
33 Valve Seat, O-Ring (2.609" x .139") 4 ****
34 Valve Ball 4 ****
35 Ball Guide Bushing 4 08-5350-20-500 08-5350-21-500 08-5350-20-500 08-5350-21-500
36 Liquid Chamber 2 08-5000-20 08-5000-21 08-5000-20 08-5000-21
37 Discharge Elbow 2 08-5230-20 08-5230-21 08-5230-20 08-5230-21
38 Large Clamp Band Assy. 2 08-7300-03-500 08-7300-03-500 08-7300-05-500 08-7300-05-500
39 Large Carriage Bolt 4 08-6070-03-500 08-6070-03-500 08-6070-05-500 08-6070-05-500
40 Large Hex Nut (3/8"-16) 4 08-6450-03 08-6450-03 08-6420-05 08-6420-05
41 Pilot Spool Retaining O-Ring 2 08-2650-49-700 08-2650-49-700 08-2650-49-700 08-2650-49-700
1
Air Valve Assembly includes items 2 and 3.
0502 Specialty Code = PFA-Coated Hardware
®
RUBBER/TPE-FITTED OR ULTRA-FLEX TM-FITTED
Qty. per
Pump
1
®
®
™
®
®
1 04-2000-20-700 04-2000-20-700 04-2000-20-700 04-2000-20-700
1 04-2330-20-700 04-2330-20-700 04-2330-20-700 04-2330-20-700
1 04-3180-20-700 04-3180-20-700 04-3180-20-700 04-3180-20-700
1 08-3810-09 08-3810-09 08-3810-09 08-3810-09
1 08-3841-03 08-3841-03 08-3841-03 08-3841-03
2 04-3526-52 04-3526-52 04-3526-52 04-3526-52
2 08-3651-01 08-3651-01 08-3651-01 08-3651-01
P8/PKAPP
P/N
P8/KKAPP
P/N
P8/PKAPP/0502
PARTS LISTING
P8/KKAPP/0502
P/N
P/N
WIL-10131-E-01 33 WILDEN PUMP & ENGINEERING, LLC
Page 36

Section 8
EXPLODED VIEW & PART LISTING
P8 PLASTIC
PTFE-FITTED EXPLODED VIEW
WILDEN PUMP & ENGINEERING, LLC 34 WIL-10131-E-01
Page 37

Section 5B
EXPLODED VIEW & PART LISTING
P8 PLASTIC
Item # Part Description
1 Pro-Flo® Air Valve Assembly
2 O-Ring (-225), End Cap (1.859" x .139") 1 04-2390-52-700 04-2390-52-700 04-2390-52-700 04-2390-52-700
3 End Cap, Pro-Flo
4 Screw, HHC, Air Valve (1/4" x 4.5") 4 01-6000-03 01-6000-03 01-6000-05 01-6000-05
5 Screw, SHCS, 10-16 x 1 3/4" 2 04-6351-03 04-6351-03 04-6351-03 04-6351-03
6 Muffler Plate, Pro-Flo
7 Gasket, Muffler Plate 1 04-3500-52-700 04-3500-52-700 04-3500-52-700 04-3500-52-700
8 Gasket, Air Valve 1 04-2600-52-700 04-2600-52-700 04-2600-52-700 04-2600-52-700
9 Center Section Assembly 1 04-3110-20 04-3110-20 04-3110-20 04-3110-20
10 Bushing, Reducer 1 04-6950-20-700 04-6950-20-700 04-6950-20-700 04-6950-20-700
11 Nut, Square, 1/4"-20 4 00-6505-03 00-6505-03 00-6505-03 00-6505-03
12 Sleeve, Threaded, Pro-Flo® Center Block 4 04-7710-08 04-7710-08 04-7710-08 04-7710-08
13 Removable Pilot Sleeve Assembly 1 04-3880-99 04-3880-99 04-3880-99 04-3880-99
14 Shaft, Pro-Flo
15 Glyd Ring 2 08-3210-55-225 08-3210-55-225 08-3210-55-225 08-3210-55-225
16 Gasket, Center Block, Pro-Flo
17 Air Chamber, Pro-Flo
18 Screw, HSFHS, 3/8"-16 x 1" 8 71-6250-08 71-6250-08 71-6250-08 71-6250-08
19 Retaining Ring 2 04-3890-03 04-3890-03 04-3890-03 04-3890-03
20 Inner Piston 2 08-3750-01 08-3750-01 08-3750-01 08-3750-01
21 Diaphragm, Back-up 2 08-1060-51 08-1060-51 08-1060-51 08-1060-51
22 Diaphragm 2 08-1010-55 08-1010-55 08-1010-55 08-1010-55
23 Outer Piston 2 08-4600-21-500 08-4600-21-500 08-4600-21-500 08-4600-21-500
24 Manifold Tee Section 2 08-5160-20 08-5160-21 08-5160-20 08-5160-21
25 Small Clamp Band Assy. 4 08-7100-03-500 08-7100-03-500 08-7100-05-500 08-7100-05-500
26 Small HHC Screw (5/16"-18) 8 08-6050-03-500 08-6050-03-500 08-6050-05-500 08-6050-05-500
27 Small Square Nut 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
28 Manifold O-Ring 4 08-1300-60-500 08-1300-60-500 08-1300-60-500 08-1300-60-500
29 Inlet Elbow 2 08-5220-20 08-5220-21 08-5220-20 08-5220-21
30 Medium Clamp Band Assy. 4 08-7200-03-500 08-7200-03-500 08-7200-05-500 08-7200-05-500
31 Medium Hex Nut (5/16"-18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
32 Medium Carriage Bolt (5/16"-18 x 2 1/4") 8 04-6070-03 04-6070-03 04-6070-05 04-6070-05
33 Valve Seat 4 08-1120-20-500 08-1120-21-500 08-1120-20-500 08-1120-21-500
34 Valve Seat, O-Ring (2.609" x .139") 4 08-1200-60-500 08-1200-60-500 08-1200-60-500 08-1200-60-500
35 Valve Ball 4 08-1080-55 08-1080-55 08-1080-55 08-1080-55
36 Ball Guide Bushing 4 08-5350-20-500 08-5350-21-500 08-5350-20-500 08-5350-21-500
37 Liquid Chamber 2 08-5000-20 08-5000-21 08-5000-20 08-5000-21
38 Discharge Elbow 2 08-5230-20 08-5230-21 08-5230-20 08-5230-21
39 Large Clamp Band Assy. 2 08-7300-03-500 08-7300-03-500 08-7300-05-500 08-7300-05-500
40 Large Carriage Bolt (3/8"-16 x 2 1/2") 4 08-6070-03-500 08-6070-03-500 08-6070-05-500 08-6070-05-500
41 Large Hex Nut (3/8"-16) 4 08-6450-03 08-6450-03 08-6420-05 08-6420-05
42 Pilot Spool Retaining O-Ring 2 08-2650-49-700 08-2650-49-700 08-2650-49-700 08-2650-49-700
1
Air Valve Assembly includes item numbers 2 and 3.
0502 Specialty Code = PFA-Coated Hardware
®
PTFE-FITTED PARTS LISTING
Qty. per
Pump
1
®
®
®
®
1 04-2000-20-700 04-2000-20-700 04-2000-20-700 04-2000-20-700
1 04-2330-20-700 04-2330-20-700 04-2330-20-700 04-2330-20-700
1 04-3180-20-700 04-3180-20-700 04-3180-20-700 04-3180-20-700
1 08-3840-09 08-3840-09 08-3840-09 08-3840-09
2 04-3526-52 04-3526-52 04-3526-52 04-3526-52
2 08-3651-01 08-3651-01 08-3651-01 08-3651-01
P8/PKAPP
P/N
P8/KKAPP
P/N
P8/PKAPP/0502
P/N
P8/KKAPP/0502
P/N
WIL-10131-E-01 35 WILDEN PUMP & ENGINEERING, LLC
Page 38

Section 8
EXPLODED VIEW & PART LISTING
PX8 PLASTIC
Rubber/TPE/Ultra-Flex™-Fitted EXPLODED VIEW
WILDEN PUMP & ENGINEERING, LLC 36 WIL-10131-E-01
Page 39

Section 5B
EXPLODED VIEW & PART LISTING
PX8 PLASTIC
Item Description Qty.
1 Pro-Flo X™ Assembly, Air Valve
2 O-Ring (-225), End Cap (Ø1.859” x Ø.139”) 2 04-2390-52-700 04-2390-52-700 04-2390-52-700 04-2390-52-700
3 End Cap 2 04-2330-20-700 04-2330-20-700 04-2330-20-700 04-2330-20-700
4 Screw, SHC, Air Valve (1/4”-20 x 4-1/2”) 6 01-6000-03 01-6000-03 01-6000-05 01-6000-05
5 Nut, Square (1/4”-20) 6 00-6505-03 00-6505-03 00-6505-05 00-6505-05
6 Muffler Plate, Pro-Flo X™ 1 08-3185-20 08-3185-20 08-3185-20 08-3185-20
7 Gasket, Muffler Plate, Pro-Flo X™ 1 08-3502-52 08-3502-52 08-3502-52 08-3502-52
8 Gasket, Air Valve, Pro-Flo X™ 1 08-2620-52 08-2620-52 08-2620-52 08-2620-52
9 Center Block Assembly, Pro-Flo X™
10 O-Ring (-210), Adjuster (Ø.734” x Ø.139”) 1 02-3200-52 02-3200-52 02-3200-52 02-3200-52
11 Sleeve, Threaded, Center Block 4 04-7710-08 04-7710-08 04-7710-08 04-7710-08
12 Pilot Spool Retaining O-Ring (Ø.204” x Ø.070”) 2 04-2650-49-700 04-2650-49-700 04-2650-49-700 04-2650-49-700
13 Removable Pilot Sleeve Assembly 1 04-3880-99 04-3880-99 04-3880-99 04-3880-99
14 Shaft Pro-Flo
Shaft Pro-Flo® Ultra-Flex™ 1 08-3841-03 08-3841-03 08-3841-03 08-3841-03
15 Shaft Seal 2 08-3210-55-225 08-3210-55-225 08-3210-55-225 08-3210-55-225
16 Shaft Bushing 2 08-3306-13 08-3306-13 08-3306-13 08-3306-13
17 Gasket, Center Block Pro-Flo V™ 2 04-3529-52 04-3529-52 04-3529-52 04-3529-52
18 Air Chamber, Pro-Flo V™ 2 08-3660-01 08-3660-01 08-3660-05 08-3660-05
19 Screw, Custom HSFCHC (3/8”-16 x 1.00”) 8 71-6250-08 71-6250-08 71-6250-08 71-6250-08
20 Retaining Ring 2 04-3890-03 04-3890-03 04-3890-03 04-3890-03
21 Inner Piston 2 08-3700-01 08-3700-01 08-3700-01 08-3700-01
Inner Piston, Ultra-Flex™ 2 08-3761-01 08-3761-01 08-3761-01 08-3761-01
22 Diaphragm 2 ****
23 Outer Piston 2 08-4550-21-500 08-4550-21-500 08-4550-21-500 08-4550-21-500
Outer Piston , Ultra-Flex™ 2 08-4560-21 08-4560-21 08-4560-21 08-4560-21
24 Manifold Tee Section 2 08-5160-20 08-5160-21 08-5160-20 08-5160-21
25 Small Clamp Band Assy 4 08-7100-03-500 08-7100-03-500 08-7100-05-500 08-7100-05-500
26 Bolt, RHSN (5/16” - 18 x 2.00”) 8 08-6050-03-500 08-6050-03-500 08-6050-05-500 08-6050-05-500
27 Hex Nut (5/16” - 18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
28 T-Section O-Ring (Ø2.225” x Ø.210”) 4 ****
29 Elbow, Inlet 2 08-5220-20 08-5220-21 08-5220-20 08-5220-21
30 Medium Clamp Band Assy. 4 08-7200-03-500 08-7200-03-500 08-7200-05-500 08-7200-05-500
31 Bolt, RHSN (5/16” - 18 x 2.50”) 8 04-6070-03 04-6070-03 04-6070-05 04-6070-05
32 Hex Nut (5/16” - 18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
33 Valve Seat 4 08-1120-20-500 08-1120-21-500 08-1120-20-500 08-1120-21-500
34 Valve Seat O-Ring (Ø3.850” x Ø.210”) 4 ****
35 Valve Ball 4 ****
36 Ball Guide Bushing 4 08-5350-20-500 08-5350-21-500 08-5350-20-500 08-5350-21-500
37 Liquid Chamber 2 08-5000-20 08-5000-21 08-5000-20 08-5000-21
38 Elbow, Discharge 2 08-5230-20 08-5230-21 08-5230-20 08-5230-21
39 Large Clamp Band Assy. 2 08-7300-03-500 08-7300-03-500 08-7300-05-500 08-7300-05-500
40 Bolt, RHSN (3/8” - 16 x 2.50”) 4 08-6070-03-500 08-6070-03-500 08-6070-05-500 08-6070-05-500
41 Hex Nut, Heavy (3/8” - 16) 4 08-6450-03 08-6450-03 08-6420-05 08-6420-05
Muffler 1” (not Shown) 1 15-3514-99 15-3514-99 15-3514-99 15-3514-99
1
Air Valve Assembly includes items 2 and 3.
2
Center Block Assembly includes items 10, 11, 15 and 16.
0502 Specialty Code = PFA Coated Hardware
All boldface items are primary wear parts.
®
Rubber/TPE/Ultra-Flex™-Fitted PARTS LISTING
PX8/PKAPP
P/N
1
2
1 08-2030-20 08-2030-20 08-2030-20 08-2030-20
1 08-3126-20 08-3126-20 08-3126-20 08-3126-20
1 08-3810-09 08-3810-09 08-3810-09 08-3810-09
PX8/KKAPP
P/N
PX8/PKCPP/0502
P/N
PX8/KKCPP/0502
P/N
WIL-10131-E-01 37 WILDEN PUMP & ENGINEERING, LLC
Page 40

Section 8
EXPLODED VIEW & PART LISTING
PX8 PLASTIC
PTFE-Fitted EXPLODED VIEW
WILDEN PUMP & ENGINEERING, LLC 38 WIL-10131-E-01
Page 41

Section 5B
EXPLODED VIEW & PART LISTING
PX8 PLASTIC
Item Description Qty.
1 Pro-Flo X™ Assembly, Air Valve
2 O-Ring (-225), End Cap (Ø1.859” x Ø.139”) 2 04-2390-52-700 04-2390-52-700 04-2390-52-700 04-2390-52-700
3 End Cap 2 04-2330-20-700 04-2330-20-700 04-2330-20-700 04-2330-20-700
4 Screw, SHC, Air Valve (1/4”-20 x 4-1/2”) 6 01-6000-03 01-6000-03 01-6000-05 01-6000-05
5 Nut, Square (1/4”-20) 6 00-6505-03 00-6505-03 00-6505-05 00-6505-05
6 Muffler Plate, Pro-Flo X™ 1 08-3185-20 08-3185-20 08-3185-20 08-3185-20
7 Gasket, Muffler Plate, Pro-Flo X™ 1 08-3502-52 08-3502-52 08-3502-52 08-3502-52
8 Gasket, Air Valve, Pro-Flo X™ 1 08-2620-52 08-2620-52 08-2620-52 08-2620-52
9 Center Block Assembly, Pro-Flo X™
10 O-Ring (-210), Adjuster (Ø.734” x Ø.139”) 1 02-3200-52 02-3200-52 02-3200-52 02-3200-52
11 Sleeve, Threaded, Center Block 4 04-7710-08 04-7710-08 04-7710-08 04-7710-08
12 Pilot Spool Retaining O-Ring (Ø.204” x Ø.070”) 2 04-2650-49-700 04-2650-49-700 04-2650-49-700 04-2650-49-700
13 Removable Pilot Sleeve Assembly 1 04-3880-99 04-3880-99 04-3880-99 04-3880-99
14 Shaft Pro-Flo® PTFE 1 08-3840-09 08-3840-09 08-3840-09 08-3840-09
15 Shaft Seal 2 08-3210-55-225 08-3210-55-225 08-3210-55-225 08-3210-55-225
16 Shaft Bushing 2 08-3306-13 08-3306-13 08-3306-13 08-3306-13
17 Gasket, Center Block Pro-Flo V™ 2 04-3529-52 04-3529-52 04-3529-52 04-3529-52
18 Air Chamber, Pro-Flo V™ 2 08-3660-01 08-3660-01 08-3660-05 08-3660-05
19 Screw, Custom HSFCHC (3/8”-16 x 1.00”) 8 71-6250-08 71-6250-08 71-6250-08 71-6250-08
20 Retaining Ring 2 04-3890-03 04-3890-03 04-3890-03 04-3890-03
21 Inner Piston 2 08-3750-01 08-3750-01 08-3750-01 08-3750-01
22 Diaphragm, Back-up 2 08-1060-51 08-1060-51 08-1060-51 08-1060-51
23 Diaphragm 2 08-1010-55 08-1010-55 08-1010-55 08-1010-55
24 Outer Piston 2 08-4600-21-500 08-4600-21-500 08-4600-21-500 08-4600-21-500
25 Manifold Tee Section 2 08-5160-20 08-5160-21 08-5160-20 08-5160-21
26 Small Clamp Band Assy 4 08-7100-03-500 08-7100-03-500 08-7100-05-500 08-7100-05-500
27 Bolt, RHSN (5/16” - 18 x 2.00”) 8 08-6050-03-500 08-6050-03-500 08-6050-05-500 08-6050-05-500
28 Hex Nut, Heavy (5/16” - 18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
29 T-Section O-Ring (Ø2.225” x Ø.210”) 4 08-1300-60-500 08-1300-60-500 08-1300-60-500 08-1300-60-500
30 Elbow, Inlet 2 08-5220-20 08-5220-21 08-5220-20 08-5220-21
31 Medium Clamp Band Assy. 4 08-7200-03-500 08-7200-03-500 08-7200-05-500 08-7200-05-500
32 Bolt, RHSN (5/16” - 18 x 2.50”) 8 04-6070-03 04-6070-03 04-6070-05 04-6070-05
33 Hex Nut, Heavy (5/16” - 18) 8 08-6400-03 08-6400-03 08-6400-05 08-6400-05
34 Valve Seat 4 08-1120-20-500 08-1120-21-500 08-1120-20-500 08-1120-21-500
35 Valve Seat O-Ring (Ø3.750” x Ø.210”) 4 08-1200-60-500 08-1200-60-500 08-1200-60-500 08-1200-60-500
36 Valve Ball 4 08-1080-55 08-1080-55 08-1080-55 08-1080-55
37 Ball Guide Bushing 4 08-5350-20-500 08-5350-21-500 08-5350-20-500 08-5350-21-500
38 Liquid Chamber 2 08-5000-20 08-5000-21 08-5000-20 08-5000-21
39 Elbow, Discharge 2 08-5230-20 08-5230-21 08-5230-20 08-5230-21
40 Large Clamp Band Assy. 2 08-7300-03-500 08-7300-03-500 08-7300-05-500 08-7300-05-500
41 Bolt, RHSN (3/8” - 16 x 2.50”) 4 08-6070-03-500 08-6070-03-500 08-6070-05-500 08-6070-05-500
42 Hex Nut, Heavy (3/8” - 16) 4 08-6450-03 08-6450-03 08-6420-05 08-6420-05
Muffler 1” (not Shown) 1 15-3514-99 15-3514-99 15-3514-99 15-3514-99
1
Air Valve Assembly includes items 2 and 3.
2
Center Block Assembly includes items 10, 11, 15 and 16.
0502 Specialty Code = PFA Coated Hardware
All boldface items are primary wear parts.
PTFE-Fitted PARTS LISTING
PX800/PKAPP
P/N
1
2
1 08-2030-20 08-2030-20 08-2030-20 08-2030-20
1 08-3126-20 08-3126-20 08-3126-20 08-3126-20
PX800/KKAPP
P/N
PX800/PKCPP/0502
P/N
PX800/KKCPP/0502
P/N
WIL-10131-E-01 39 WILDEN PUMP & ENGINEERING, LLC
Page 42

Section 9
ELASTOMER OPTIONS
P8/PX8 Plastic
Traditional
MATERIAL
Polyurethane 08-1010-50 N/A 08-1200-50-500 08-1300-50-500 08-1080-50
Neoprene 08-1010-51 08-1020-51 N/A N/A 08-1080-51
Buna-N 08-1010-52 08-1020-52 08-1200-52-500 08-1300-52-500 08-1080-52
EPDM 08-1010-54 08-1020-54 N/A N/A 08-1080-54
Viton® 08-1010-53 08-1020-53 N/A N/A 08-1080-53
Sanifl ex™ 08-1010-56 N/A N/A N/A 08-1080-56
PTFE 08-1010-553 N/A N/A N/A 08-1080-55
Neoprene Backup 08-1060-51 N/A N/A N/A N/A
Wil-Flex™ 08-1010-58 N/A 08-1200-58-500 08-1300-58-500 08-1080-58
PTFE Encap. (Viton®) N/A N/A 08-1200-60-500 08-1300-60-500 N/A
Diaphragms (2)
NOTES
PTFE-encapsulated Viton
®
O-rings, P/N 08-1200-60-500 and P/N 08-1300-60-500, are standard on all PTFE-fitted pumps.
PTFE diaphragm, P/N 08-1010-55, must be used with Neoprene back-up diaphragms, P/N 08-1060-51.
ULTRA-FLEX™
DIAPHRAGMS (2)
VALVE SEAT O-
RINGS (4)
MANIFOLD O-
RINGS (4) VALVE BALL (4)
WILDEN PUMP & ENGINEERING, LLC 40 WIL-10131-E-01
Page 43

WARRANTY
Each and every product manufactured by Wilden Pump and Engineering, LLC is built to meet the highest
standards of quality. Every pump is functionally tested to insure integrity of operation.
Wilden Pump and Engineering, LLC warrants that pumps, accessories and parts manufactured or supplied by
it to be free from defects in material and workmanship for a period of five (5) years from date of installation or
six (6) years from date of manufacture, whichever comes first. Failure due to normal wear, misapplication, or
abuse is, of course, excluded from this warranty.
Since the use of Wilden pumps and parts is beyond our control, we cannot guarantee the suitability of any pump
or part for a particular application and Wilden Pump and Engineering, LLC shall not be liable for any consequential
damage or expense arising from the use or misuse of its products on any application. Responsibility is limited
solely to replacement or repair of defective Wilden pumps and parts.
All decisions as to the cause of failure are the sole determination of Wilden Pump and Engineering, LLC.
Prior approval must be obtained from Wilden for return of any items for warranty consideration and must be
accompanied by the appropriate MSDS for the product(s) involved. A Return Goods Tag, obtained from an
authorized Wilden distributor, must be included with the items which must be shipped freight prepaid.
The foregoing warranty is exclusive and in lieu of all other warranties expressed or implied (whether written or oral)
including all implied warranties of merchantability and fitness for any particular purpose. No distributor or other
person is authorized to assume any liability or obligation for Wilden Pump and Engineering, LLC other than expressly
provided herein.
PLEASE PRINT OR TYPE AND FAX TO WILDEN
PUMP INFORMATION
Item # Serial #
Company Where Purchased
YOUR INFOR MATION
Company Name
Industry
Name Title
Street Address
City State Postal Code Country
Telephone Fax E- mail Web Address
Number of pumps in facilit y? Number of Wilden pumps?
Types of pumps in facility (check all that apply): Diaphragm Centrifugal Gear Submersible Lobe
Other
Media being pumped?
How did you hear of Wilden Pump? Trade Journal Trade Show Internet/ E-mail
Other
ONCE COMPLETE, FAX TO (909) 783-3440
NOTE: WARRANTY VOID IF PAGE IS NOT FA XED TO WILDEN
WILDEN PUMP & ENGINEERING, LLC
Distributor
 Loading...
Loading...