

widos 7000 WM Quick Start Manual
WIDOS 7000 WM
WIDOS 1
Großrohr-Formteilfertigung
Fabrication of fittings of large pipes

Großrohr-Formteilfertigung in Perfektion
WIDOS 7000 WM
Grundmaschine:
Das komplette Maschinenbett (Unterbau) ist als stabile und verwindungssteife Stahlschweißkonstruktion aufgebaut.
Auf diesem Maschinebett sind präzise und hoch belastbare Linearführungen für alle Maschinenbewegungen
montiert.
Die Maschinentische sind extrem robust aufgebaut und werden hydraulisch angetrieben.
Für einen möglichst kleinen Tischhubs beim Umstellen können pneumatisch angetriebene Begrenzer aktiviert werden. Somit muss die Maschine beim Umstellen nicht immer ganz auffahren sondern kann trotz schwimmender Lagerung der Tische eine sehr schnelle Umstellzeit realisieren.
Standardmäßig haben beide Maschinentische eine Querverstellung für den Versatzausgleich mittels Spindelantrieb. Diese Querverstellung ist ebenfalls auf präzisen Linearführungen gelagert und kann somit sehr genau und
leicht ohne große Kräfte bedient werden.
Auf dem linken Maschinentisch kann optional eine zweite Höhenverstellung gewählt werden.
Hydraulik:
Die verwendete Hydraulik ist als Hochleistungs-Kompaktaggregat mit extra großem Tank und Mehrstufen-Förderleistung aufgebaut. D.h. die Hydraulik hat für schnelle Bewegungen viel Förderleistung bei gedrosseltem
Druck und schaltet erst beim Druckaufbau auf wenig Förderleistung mit hohem Druck um. So kann die benötigte
Pumpenleistung und Energie am Hydraulikaggregat stark reduziert werden.
Die Pumpe hat ein Proportionalventil zum Druckeinstellen das vom Bedienpult aus angesteuert wird. So kann dieselbe Hydraulik für manuelle, nur protokollierende und auch CNC gesteuerte Maschinen verwendet werden.
Die Hydraulik ist zu jedem Zeitpunkt erweiterbar so dass auch später weitere Funktionen aufgebaut werden können.
Steuerung:
Die komplette Steuerung ist in einem separaten Pult untergebracht der nur noch mit einem Kabel mit der Grundmaschine verbunden ist. Das Pult kann als rein manuelle Ausführung mit optionaler Protokollierung, als einfache
WIDOS SPA 600 oder mit der vollwertigen WIDOS CNC 3.0 ausgestattet werden.
Ab Protokollierung werden alle Daten als elektronisches Protokoll auf eine SD Karte geschrieben. Das Protokoll
enthält alle relevanten Soll- und Ist-Werte der Schweißung sowie einen eventuellen Fehlercode bei Parameterabweichungen.
Heizelement:
Das Heizelement ist als ideal plane Heizplatte mit integrierten Heizpatronen und hochwertiger Antihaft-Beschichtung aufgebaut. Durch die Patronen-Technik können einzelne Elemente bei Ausfall ersetzt werden ohne die komplette Platte zu tauschen.
Das Heizelement ist je nach Größe in verschiedenen Zonen regelbar und hat somit eine ideale Wärmeverteilung
an der Oberfläche.
Das Heizelement wird auf präzisen Linearführungen durch einen pneumatischen Antrieb zwischen die Maschinentische gefahren. Somit kann eine sehr genaue Positionierung erfolgen bei gleichzeitig sehr großen Beschleunigungen und schnellen Bewegungen bei gleichzeitig sehr sanftem Halten in den Endlagen.
Ob das Einfahren und Ausfahren manuell oder automatisch erfolgt liegt nur an der eingesetzten Steuerung.
Der pneumatische Antrieb ist so ausgelegt, dass der Bediener z.B. auch bei Not-Aus das Heizelement manuell
aus dem Gefahrenbereich verschieben kann.
Planhobel:
Der Planhobel ist als sehr stabiles Stahlschweißteil-Gehäuse mit soliden und reibungsarmen Planhobelscheiben,
einem starken Elektro-Getriebemotor und auf einer breiten Führung auf der Grundmaschine aufgebaut.
Der Planhobel wird ebenfalls auf präzisen Linearführungen durch einen pneumatischen Antrieb zwischen die
Maschinentische gefahren. Somit kann eine sehr genaue Positionierung erfolgen bei gleichzeitig sehr großen Beschleunigungen und schnellen Bewegungen bei gleichzeitig sehr sanftem Halten in den Endlagen.
Ob das Einfahren und Ausfahren manuell oder automatisch erfolgt liegt nur an der eingesetzten Steuerung.
Der Servoantrieb erlaubt dem Bediener z.B. auch bei Not-Aus den Hobel manuell aus dem Gefahrenbereich zu
verschieben.
Spannwerkzeuge:
15° und 22,5° Variante:
Sehr stabile Ausführung als Stahlschweißteil mit integriertem Gelenk für höchste Präzision und Belastbarkeit.
Hydraulisches Öffnen und Schließen als Standardfunktion mit spezieller Sicherung gegen Durchfallen bei
Schlauchbruch und einstellbaren Schließ-Öffnen Geschwindigkeiten.
Die Spannwerkzeuge können durch ein spezielles Ventil auch unter Druck abgekuppelt werden.
Ein zusätzlicher Arbeitszylinder ist generell verfügbar und einfach zu montieren.
Das Spannen und Lösen kann manuell oder hydraulisch erfolgen, diese Funktion ist in beide Richtungen auch
nachrüstbar.
Die Spanneinsätze sind aus Stahl bzw. Aluminium und werden in das Grundwerkzeug geschraubt.
Die Spannwerkzeuge haben einen mittigen Drehpunkt und werden außen mit speziellen Backen geklemmt. Das
Schwenken erfolgt auf Grund der präzisen Fertigung einfach manuell und muss nicht von der Maschine unterstützt werden.
Durch die Ausführung als Stahlschweißteil können sehr schnell spezielle Durchmesser oder Sonderformen realisiert werden.
Die Spannwerkzeuge sind aus Stahl und nicht mehr wie früher aus Aluminium.
T / Y Varianten:
Sehr stabile Ausführung als Stahlschweißteil, optional erhältlich mit integriertem Gelenk für höchste Präzision und
Belastbarkeit.
Bei Verarbeitung dünnwandiger Teile wie z.B. Wellrohre kann mit speziellen Einsätzen gearbeitet werden, die immer gleichzeitig Reduktion und Spannoberschale sind. Somit müssen im Oberwerkzeug keine Einsätze mehr montiert werden, die dünnen Bauteile werden nicht mehr zusammengedrückt und die Schweißstelle kann beim Anwärmen und Kühlen besser eingesehen werden.
Optional für WIDOS 7000 WM
Fittingspannwerkzeuge:
Auf Anfrage ebenfalls erhältlich sind schmale aus Stahl gefertigte sog. Fittingspannwerkzeuge, geeignet zum
Spannen von kürzesten Formteilen wie z.B. Bögen und Flansche.
Als weiteres Zubehör stehen Vorschweißbundhalter, die direkt im Grundspannwerkzeug gehalten werden, optional zur Verfügung.
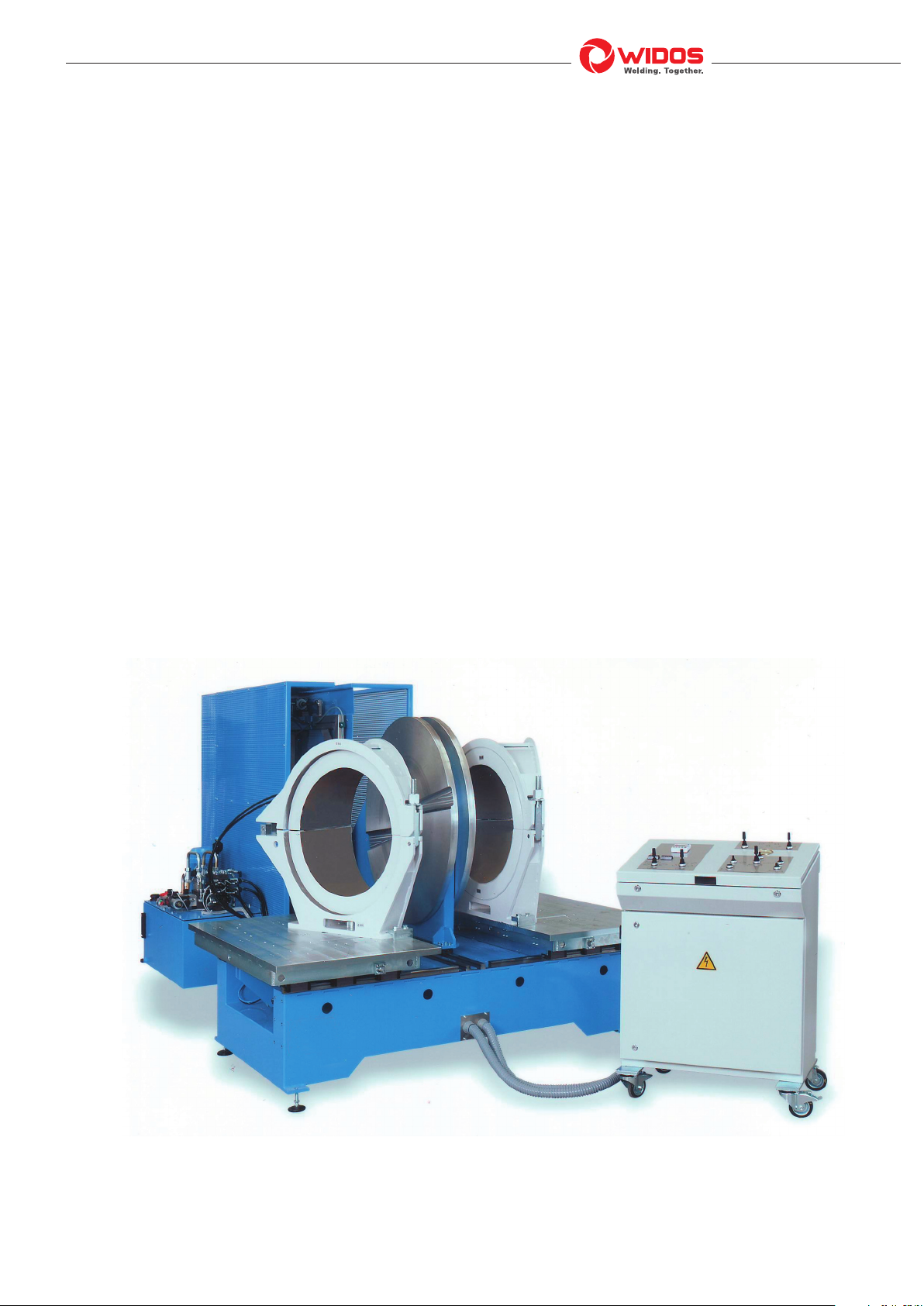
Heizelement-Stumpfschweißmaschine für die Werkstatt.
Butt-welding machine with heating element for the workshop.
Perfect fabrication of fittings with large pipes
WIDOS 7000 WM
Basic machine:
The complete machine base (subframe) is designed as solid and torsion-free steel welding construction.
Precise and high capacity linear guidings for all machine motions are mounted to this machine base.
The machine tables are designed in an extremely solid manner and are driven hydraulically.
A pneumatically driven limiter can be activated for a possibly low table stroke upon change-over. Thus, the machine must not always drive apart entirely upon change-over but can realize a very fast change-over despite a
floating bearing.
Both machine tables have by default a cross adjustment for the mismatch compensation by means of a spindle
drive. This cross adjustment is also bedded onto precise linear guidings and thus may be operated very exactly
and easily without high forces.
It is possible to select an optional height adjustment on the left machine table.
Hydraulic unit:
The used hydraulic unit is designed as high performance compact aggregate with extra large tank and multi-stage capacity. This means that the hydraulic unit disposes of a high capacity upon reduced pressure and only switches to less capacity with high pressure during pressure build-up. This extremely reduces the required pump performance and energy at the hydraulic unit.
The pump disposes of a proportional valve to adjust the pressure which is controlled by the operator console.
The same hydraulic unit may be used for manual, merely data logging or also CNC controlled machines.
The hydraulic unit is extendable at any time in order that you may attach further functions later on.
Control unit:
The entire control unit is stored in a separate console that is just connected to the basic machine by a cable. The
console may be equipped as entirely manual version with optional data logging, as simple WIDOS SPA 600 or
with the complete WIDOS CNC 3.0 control unit.
Starting with the data logging all data is registered onto SD card as electronic data log. The data log contains
all relevant nominal and current values of the welding as well as a possible error code upon parameter discrepancies.
Heating element:
The heating element is designed as an ideally even heating plate with integrated heating cartridges and high
quality anti-stick coating. The cartridge technology makes it easy to replace individual elements in case of breakdown by the cartridge technology without losing the entire plate.
The heating element can be regulated in different zones according to the size and thus has an ideal temperature distribution to the surface.
The heating element is driven between the machine tables on precise linear guidings by a pneumatic drive. Thus
it is possible to effect a very exact positioning upon simultaneously very high accelerations and fast motions
upon simultaneously very smooth stopping the final positions.
Whether the driving-in and out is effected manual or automatically only depends on the utilized control unit.
The pneumatic drive permits the operator to shift the heating element manually out of the danger zone e.g.
even in case of an emergency-stop.
Planer:
The planer is designed as very solid housing in steel welded assembly with solid and low friction planer discs,
with strong electric drive motor and built on the basic machine on a large guiding.
The planer is also driven between the machine tables on precise linear guidings by a pneumatic drive. Thus it is
possible to effect a very exact positioning upon simultaneously very high accelerations and fast motions upon simultaneously very smooth stopping in the final positions.
Whether the driving-in and out is effected manual or automatically only depends on the utilized control unit.
The pneumatic drive permits the operator to shift the planer manually out of the danger zone e.g. even in case
of an emergency-stop.
Clamping tools:
15° and 22.5° version:
Very solid construction as steel welding assembly with integrated joint for high precision and load capacity.
Hydraulic opening and shutting as standard function with special safety device against falling-through upon hose break and adjustable speeds for opening and shutting.
The clamping tools may be decoupled by a special valve even under pressure.
An additional working cylinder is generally available and easy to mount.
Clamping and releasing may be effected manual or hydraulically, this function may also be refitted in both directions.
The reducer inserts are made of steel resp. aluminum and screwed into the clamping tool.
The clamping tools dispose of a central turning point and are externally clamped by special jaws. Swiveling is
effected simply manual due to the precise fabrication and the machine must not support this operation.
The design as steel welding assembly enables to realize special diameters or special forms.
The clamping tools are made of steel and not aluminum as in the past.
T / Y versions:
Very solid version as steel welding assembly, optionally available with integrated joint for high precision and load capacity.
It is possible to work with special inserts upon processing thin-walled pieces like e.g. corrugated pipes which are
always reducer insert and upper clamping shell at the same time. Thus it is not necessary anymore to mount reducer inserts into the upper clamping tool, the small components are not pressed together anymore and the
welding spot may be better seen during heating and cooling.
Optional for WIDOS 7000 WM
Fitting clamping tools:
So-called small fitting clamping tools made out of steel are also available on request, appropriate for the clamping of short fittings like e.g. bends and flanges.
Further accessories are optionally available like stub end holders that are fixed directly within the basic clamping tool.
 Loading...
Loading...