

Conrad sur INTERNET
www.conrad.fr
NOTICE
Version 04/14
Imprimante 3D
IdeaWerk™
Code : 001058487
Les appareils électriques et électroniques usagés (DEEE) doivent être traités individuellement et
conformément aux lois en vigueur en matière de traitement, de récupération et de recyclage des
appareils.
Suite à l’application de cette réglementation dans les Etats membres, les utilisateurs résidant au sein de
l’Union européenne peuvent désormais ramener gratuitement leurs appareils électriques et électroniques
usagés dans les centres de collecte prévus à cet effet.
En France, votre détaillant reprendra également gratuitement votre ancien produit si vous envisagez
d’acheter un produit neuf similaire.
Si votre appareil électrique ou électronique usagé comporte des piles ou des accumulateurs, veuillez les
retirer de l’appareil et les déposer dans un centre de collecte.
Note de l’éditeur
Cette notice est une publication de la société Conrad, 59800 Lille/France.
Tous droits réservés, y compris la traduction. Toute reproduction, quel que
soit le type (p.ex. photocopies, microfilms ou saisie dans des traitements
de texte électronique) est soumise à une autorisation préalable écrite de
l’éditeur.
Reproduction, même partielle, interdite.
Cette notice est conforme à l’état du produit au moment de l’impression.
Données techniques et conditionnement soumis à modifications
sans avis préalable.
© Copyright 2001 par Conrad. Imprimé en CEE. XXX/04-14/JV
Cette notice fait partie du produit. Elle contient des informations importantes
concernant son utilisation. Tenez-en compte, même si vous transmettez le
produit à un tiers.
Conservez cette notice pour tout report ultérieur !

8.2 Obstruction de la buse d’impression
Si l’extrudeuse ne fonctionne toujours pas, vous devez vérifier si la buse d’impression est obstruée.
Cela se produit lorsque l’appareil a été utilisé de manière inappropriée, qu’un mauvais filament a
été utilisé ou que celui-ci a été mal guidé.
Solution :
1) Faites chauffer l’extrudeuse jusqu’à obtenir une température adaptée pour le matériau (uniquement
pour PLA : 220 à 230°C).
Si nécessaire, cliquez sur «Reverse» en retirant dans le même temps le filament à l’aide de
votre main (il arrive parfois que le filament se rompe, et que la tête d’impression ne puisse plus
le balayer, c’est pourquoi le filament doit être tiré jusqu’à la tête d’impression afin de pouvoir être
finalement retiré).
2) Pour remplacer un filament, il est possible d’augmenter légèrement la température de l’extrudeuse
(env. 250°C).
3) Cliquez ensuite sur Start pour lancer le processus d’impression, utilisez une aiguille (ou tout
autre instrument), introduisez la dans l’orifice de la buse, déplacez l’aiguille vers le haut et vers
le bas tout en appuyant sur le filament à extruder. Continuez ce processus jusqu’à ce que le
filament soit expulsé.
2 39
8. Résolution des erreurs
1. Contrôle de l’emballage et de son contenu
8.1 Charge irrégulière du filament
Signification : Au cours du processus d’impression, il est possible que la buse n’extrude pas le
filament ou l’extrude de manière entrecoupée.
1. Vérifiez que la température de la buse d’impression ne soit pas trop faible, augmentez la de 5 à
10°C le cas échéant et vérifiez si cela a bien résolu le problème.
2. Vérifiez si la tête d’impression est encrassée de poussière ou d’autres particules. Nettoyez la et
lancez une nouvelle impression pour contrôler que le problème ait bien été résolu.
1.1 Contrôle de l’appareil
1) Ouvrez le carton, retirez le film protecteur, sortez l’appareil ainsi que les accessoires du carton.
2) Contrôlez les pourtours du carton afin de vous assurer qu’il n’est pas endommagé. Si tel n’était
pas le cas, veuillez contacter immédiatement le service technique.
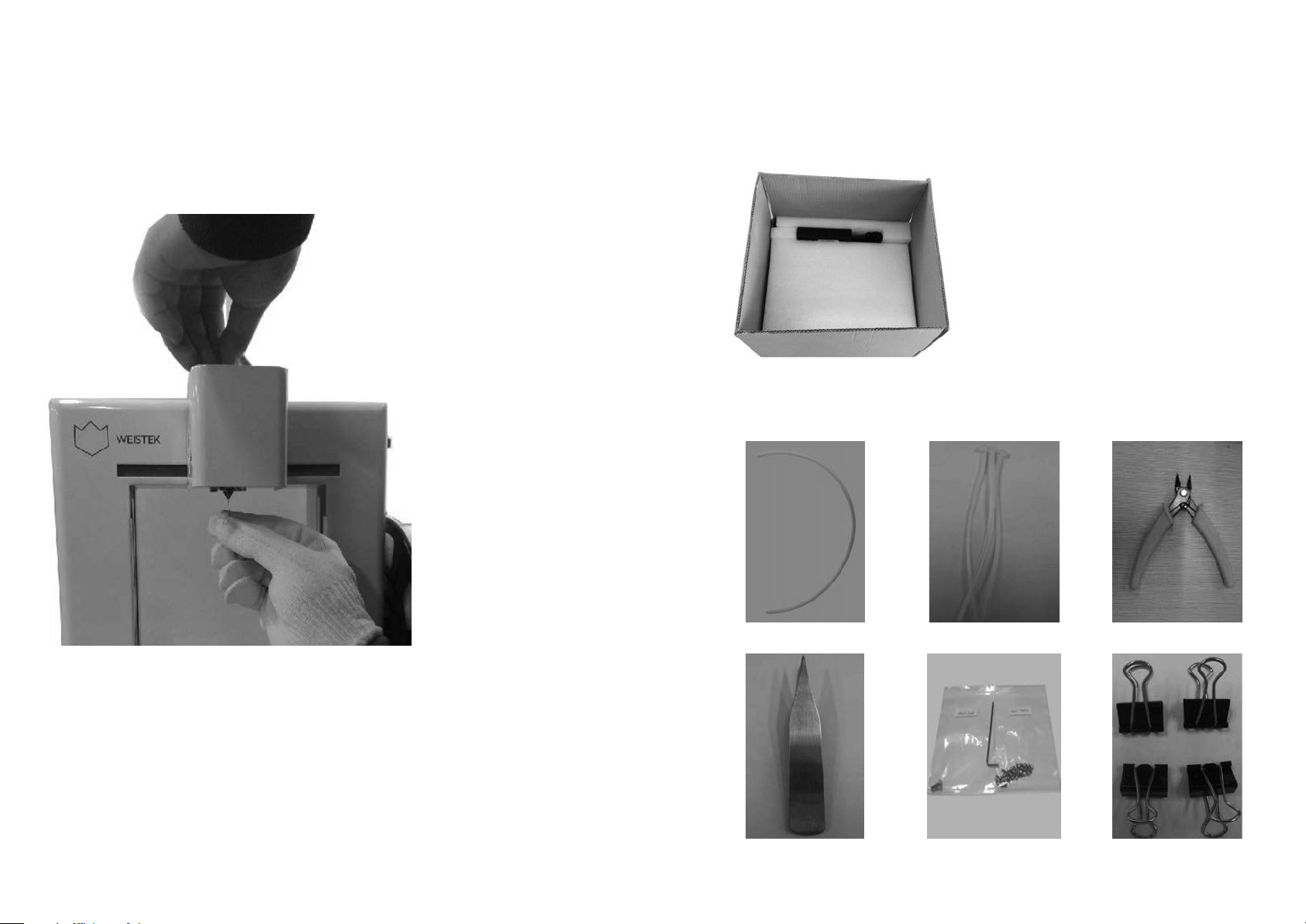
1.2 Contrôle des accessoires
Comparez le contenu de l’emballage avec la liste suivante.
Tuyau/filament de guidage en téflon Colliers de serrage en nylon Pince coupante
Pince brucelles Clé Allen Attaches de retenue
38 3
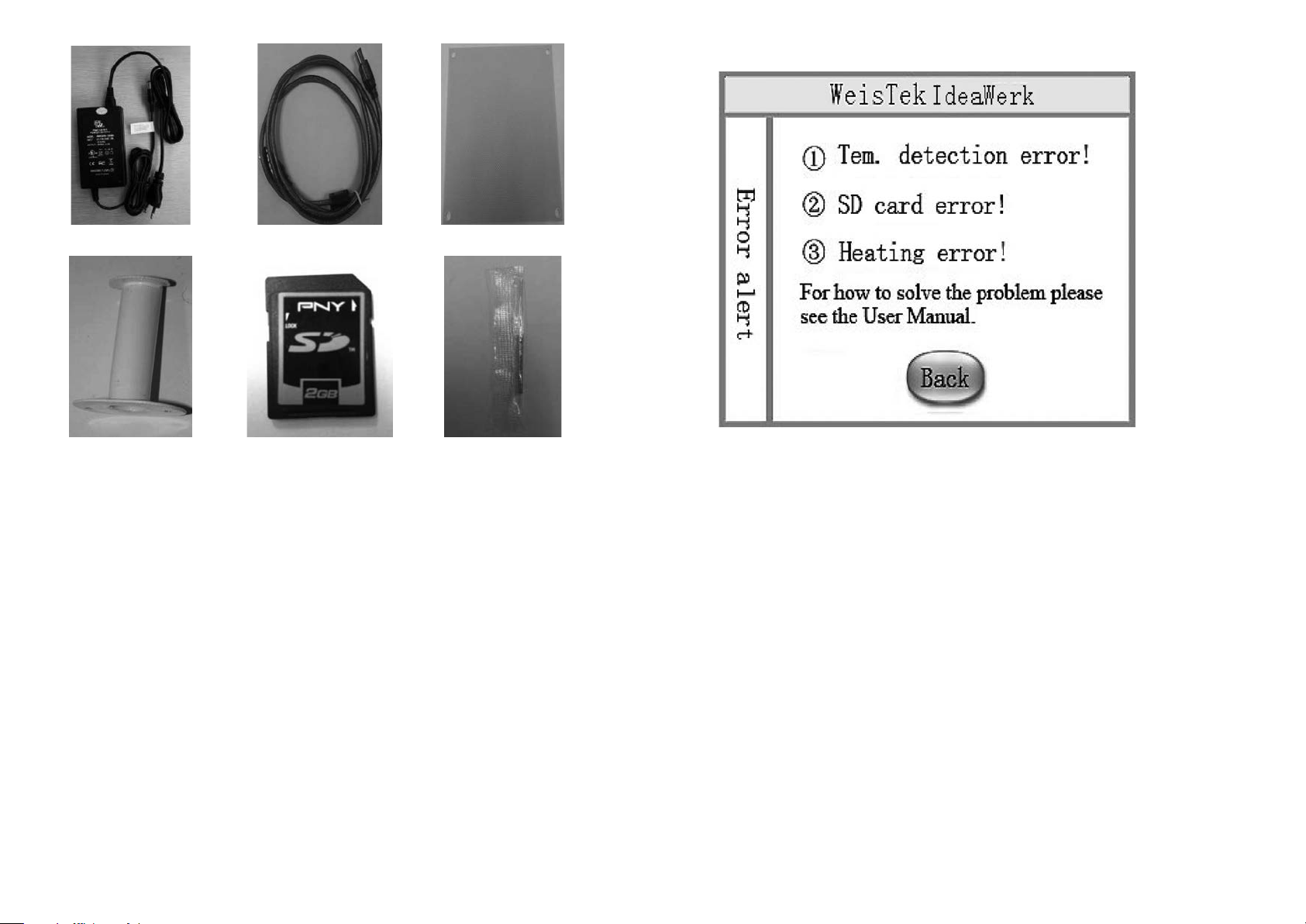
Bloc d’alimentation avec câble Câble USB Estampe
Support de bobine Carte SD Aiguille
7.2.6 Un message d’erreur s’affiche si un dysfonctionnement survient durant le processus.
2. Introduction rapide
2.1 Mesures de précaution et consignes de sécurité
- Utilisez l’appareil dans un endroit sec.
- Afin d’éviter d’obstruer les buses, ne préchauffez pas l’extrudeuse avant d’introduire le matériel.
- Maintenez l’appareil à l’écart du feu ou de l’eau.
- Utilisez l’appareil dans un environnement aéré, de sorte qu’il n’y ait aucune formation d’odeur.
- Ne touchez pas le câble d’alimentation ou le câble de données durant le fonctionnement.
- Ne touchez jamais l’extrudeuse ou le lit d’impression durant le fonctionnement, car ces éléments
sont particulièrement chauds et pourraient provoquer des brûlures corporelles ou un incendie.
- Portez des gants de protection pour retirer la pièce imprimée afin de n’avoir aucune coupure,
éraflure ou brûlure.
4 37
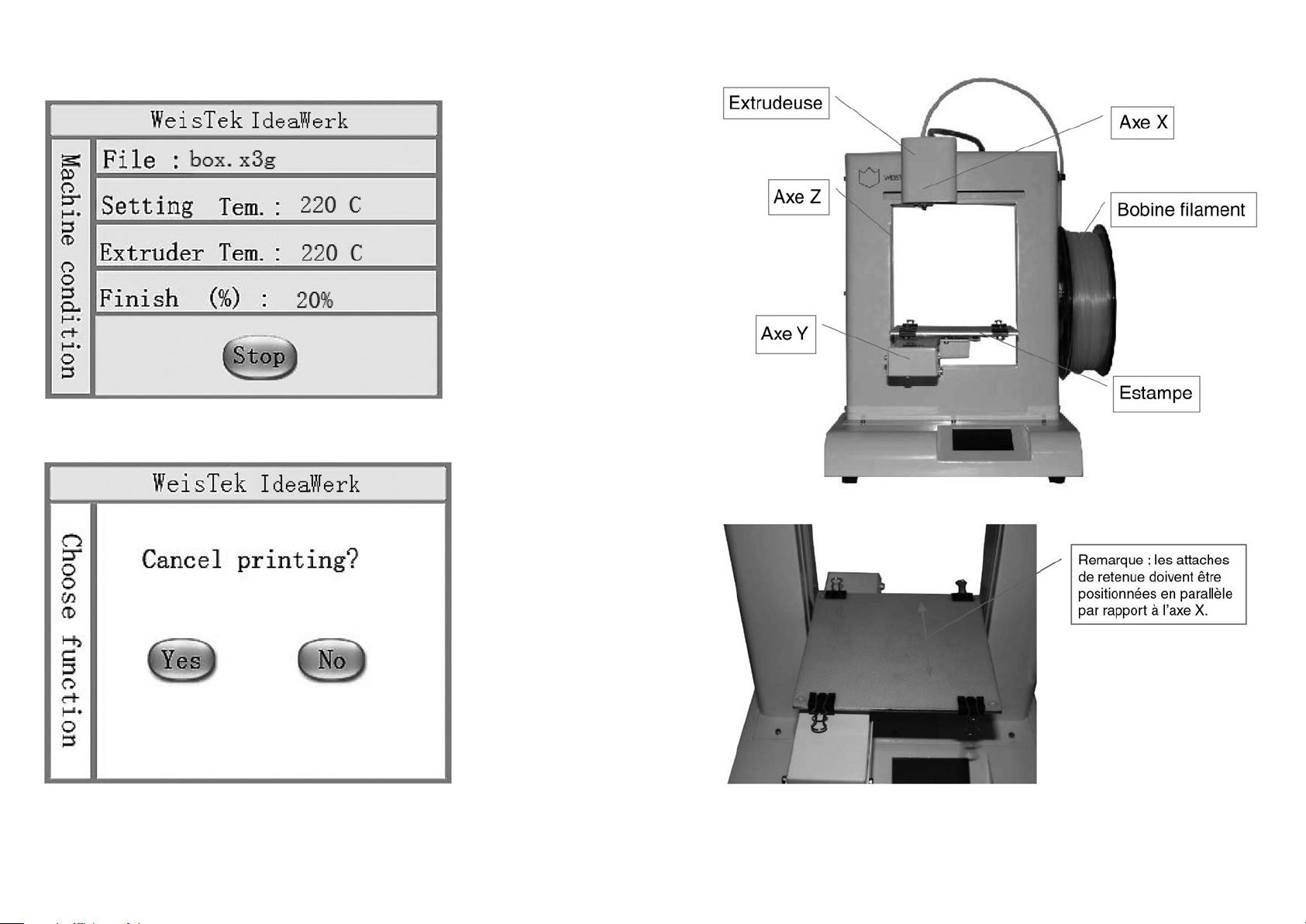
7.2.4 L’image suivante vous permet de voir le statut de l’appareil au cours du processus d’impression.
Cliquez sur l’ampoule pour activer le rétroéclairage du boîtier de l’appareil, afin de pouvoir observer
parfaitement le processus d’impression.
7.2.5 Si nécessaire, cliquez sur Stop pour interrompre le processus d’impression de manière
anticipée.
2.2 Aperçu de l’appareil
36 5
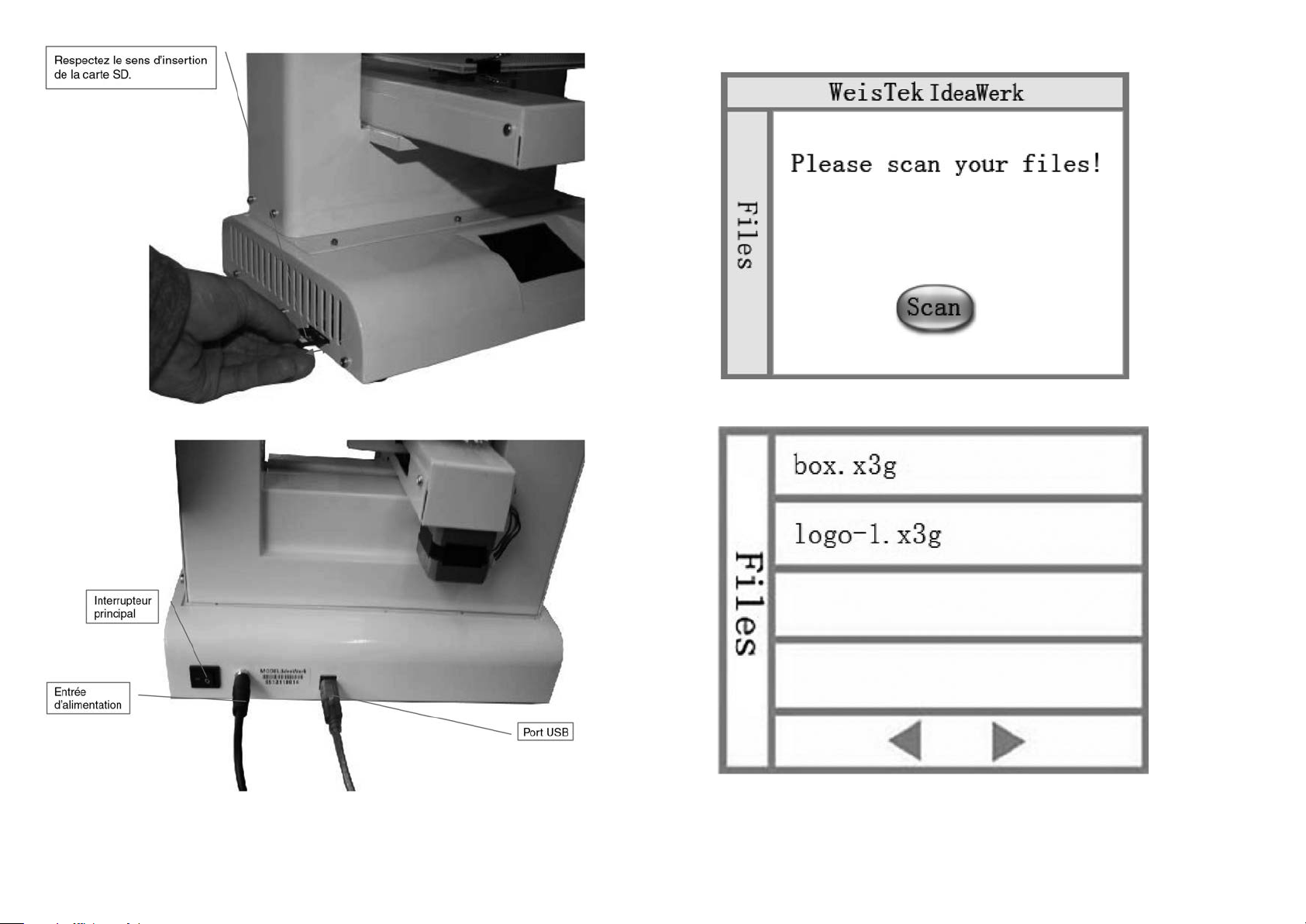
7.2.2 Chargez le fichier comme indiqué sur l’illustration.
7.2.3 Cliquez sur le nom de fichier pour charger le modèle.
6 35

7.2 Utilisation via l’écran
L’utilisation doit s’effectuer via l’écran si vous imprimez à partir de la carte SD.
7.2.1 Cliquez n’importe où sur l’écran pour lancer le processus.
2.3 Caractéristiques techniques
Dimensions (mm) : 298 x 221 x 403
Taille du modèle (mm) : 150 x 150 x 140
Épaisseur de couche : 0,18~0,3 mm
Vitesse d’impression : 30-150 cm³/heure
Poids net : 7,5 kg
Matériau : PLA
Température de l’extrudeuse : PLA 220 à 230°C
Alimentation : Tension de fonctionnement AC 100 à 240 V, 1,6 A, 47 à
63 Hz
Tension de sortie : 12 V/DC, 5,3 A
Puissance maximale en fonctionnement : 63,6 W
Formats d’entrée : STL/X3G/GCODE
Systèmes d’exploitation : Windows XP/Vista/Win7/Win8
Logiciel de fonctionnement : Replicator G-0040 (optimisé à partir de Weistek 1.0)
Température ambiante : 5°C~35°C
Humidité relative : 30%~90%
3. Installation du logiciel
3.1 Installation du logiciel
1) Copiez le logiciel à partir du disque, avant de relier l’appareil à votre PC.
34 7

2) Branchez le bloc d’alimentation et le câble USB sur les ports correspondants. Cliquez sur «Installer
le logiciel à partir d’une liste ou d’une source déterminée (utilisation avancée)», dès que cette
fenêtre apparaît après avoir branché le câble USB. Pour continuer, cliquez sur «Suivant».
6.2 Retirer le filament
Pour retirer le filament, la buse d’impression doit être tout d’abord chauffée une fois. Cliquez
ensuite sur [Reverse] (Retirer), jusqu’à ce que le filament soit complètement retiré de l’extrudeuse.
Cliquez sur [Stop] pour interrompre cette étape.
7. Impression et utilisation à partir de la carte SD
7.1 Impression à partir de la carte SD
3) Cliquez ensuite dans la fenêtre suivante sur «Inclure cette source dans la recherche :», puis sur
«Parcourir».
8 33
Après avoir généré le Gcode pour le modèle, veuillez cliquer en bas sur , pour créer un
fichier .x3g. Enregistrez ce fichier sur votre carte SD.
Remarque : 1. La capacité de stockage de la carte SD ne doit pas excéder 2 Go.
2. Le nom du fichier en .x3g doit uniquement être composé de caractères anglais ou
de chiffres arabes.

Continuez à guider le filament.
4) Sélectionnez ensuite dans la fenêtre suivante «Rechercher un dossier», afin de rechercher le
dossier intitulé «Drivers» et cliquez sur [OK]. Cliquez enfin sur «Suivant» dans la fenêtre de
l’assistant de mise à jour du matériel.
5) Cliquez sur [Suivant] dès l’ouverture de la prochaine fenêtre.
32 9

6) Patientez jusqu’à ce que la fenêtre suivante apparaisse et cliquez sur [Terminer]. Les ports série
sont désormais installés avec succès.
3.2 Validation des ports
Une fois l’installation des drivers achevée, veuillez procéder comme suit pour la valider.
1) Clic droit sur [Poste de travail], sélectionnez [Gérer], puis [Gestionnaire de périphériques].
6. Avancer et reculer le filament
6.1 Installer le filament
6.1.1 Afin d’éviter toute obstruction au niveau de l’extrudeuse, veillez à ce que le filament soit bien
inséré au centre de l’orifice de guidage.
6.1.2 Faites ensuite passer l’extrémité libre du filament à travers l’orifice de guidage, et poussez le
jusqu’à ce qu’il sorte du tuyau de guidage. Puis, faites passer l’extrémité libre à travers l’ouverture
de l’extrudeuse de la tête d’impression.
6.1.3 Régulez à présent la température cible de l’extrudeuse sur 220°C. Faites chauffer la buse
d’impression (extrudeuse). Une fois cela effectué, cliquez sur [Forward], jusqu’à ce que le brin du
matériau sorte de la buse. Cliquez sur [Stop], une fois que vous avez terminé cette étape.
L’extrémité libre du filament doit être plate après la découpe.
10 31

5.1.12 Le modèle s’imprime.
Attention : Ne coupez pas l’alimentation durant le processus d’impression, dans le cas contraire
l’estampe tombe dans le vide.
5.1.13 L’estampe chute lentement à la fin du processus d’impression.
Attention : Ne vous coincez pas les mains.
Détachez le modèle de l’estampe à l’aide d’une spatule. N’oubliez pas de porter des gants.
2) Sélectionnez «Ports (COM et LPT)» dans la fenêtre qui s’affiche. Si aucun ? ou ! n’apparaît
devant «Port série USB», le driver pour port USB en série a été installé avec succès.
30 11

3.3 Installation de Python
Veuillez installer le logiciel Python après avoir terminé l’installation des drivers. Lancez l’installation
comme suit :
1) Double-cliquez sur le fichier d’exécution
2) Le disque C est le dossier standard. Ne modifiez rien, cliquez simplement sur [Suivant] :
, cliquez sur [Suivant] dans la prochaine fenêtre.
5.1.10 Cliquez sur pour lancer le processus de création. Cliquez sur [Proceed anyway]
(Continuer malgré tout), pour continuer le processus.
Si un message d’avertissement GCode apparaît, ignorez le tout simplement. N’interrompez pas le
processus et cliquez juste sur «Proceed anyway».
5.1.11 Cliquez sur [Yes] (Oui) pour continuer.
12 29

5.1.8 Validez les paramètres et générez le code. Pour continuer, cliquez sur [OK].
3) Cliquez sur [Suivant] dans la prochaine fenêtre.
5.1.9 Patientez quelques instants, jusqu’à ce que le code soit généré.
28 13
4) Cliquez sur [Terminer] pour achever l’installation de Python.

4. Préparatifs avant l’impression
Avant de commencer à imprimer, la carte SD doit être insérée dans l’imprimante 3D. Dans le cas
contraire, le logiciel ne peut établir aucune connexion avec l’imprimante.
4.1 Calibrage de l’imprimante et mesure de la hauteur d’axe Z
Avant de pouvoir imprimer, l’estampe doit être calibrée. Positionnez la bien à plat, en respectant la
distance requise par rapport à l’extrudeuse.
4.1.1 Placez la plateforme sur la base de l’axe Z. Démarrez l’appareil avec [Machine Setting]
(Paramètres de l’appareil), sélectionnez le bon port série et branchez l’imprimante.
14 27
Description des paramètres configurables
A: Sélection du profil de coupe : IdeaWerk
B: Si votre modèle comporte une partie vide, vous devez cliquer sur l’option Support.
None : aucun support.
Exterior Support (Support extérieur) : sélectionnez cette option pour générer le GCode à l’aide
d’un support extérieur.
Full Support (Support complet) : sélectionnez cette option pour générer le GCode à l’aide d’un
support complet.
C: Pourcentage de remplissage. Si vous souhaitez imprimer un modèle complètement solide, nous
vous recommandons de sélectionner 95%. Vous pouvez bien sûr sélectionner également un plus
petit pourcentage selon vos souhaits, afin d’économiser du temps et du matériel.
D: La hauteur de couche doit se situer entre 0,15 mm et 0,3 mm. Ce paramètre sert à déterminer
la souplesse de la surface du modèle ainsi que la vitesse d’impression. Une couche plus fine rend
la surface plus souple et la durée d’impression estimée plus longue.
E: Le nombre de boîtiers doit être supérieur ou égal à 1. Il se situe entre 1 et 3 en règle générale.
F: La vitesse d’avancement doit être comprise entre 30 et 80 mm/s. Le meilleur choix est 60 mm/s.
G: La vitesse d’alimentation doit être comprise entre 60 et 150 mm/s. Le meilleur choix est 80
mm/s.

Comment contourner ce problème : Sélectionnez [Defaults] (Paramètres standards), puis [Load
Parameter] (Charger les paramètres). Les paramètres appropriés sont alors installés en tant que
paramètres standards.
5.1.7 Vous devez vous exercer un peu plus avant d’acquérir de plus grandes capacités
d’impression.
26 15
4.1.2 Cliquez sur [Connect] (Relier), Connecting devices (Relier des appareils).

4.1.3 Cliquez sur [Roughly measure] (Mesure grossière), la plateforme monte alors vers le haut,
mesure automatiquement la hauteur de l’axe Z, et s’arrête sur une hauteur de 138 mm.
5.1.5 Dès que l’interface utilisateur devient verte et apparaît comme illustré ci-dessous, cela
signifie que le logiciel a établi une connexion avec le bon port série.
5.1.6 Après avoir travaillé sur le modèle, cliquez sur [Generate Gcode] (Créer un Gcode). Patientez
quelques minutes, jusqu’à ce que le GCode soit bien complété.
16 25

5.1.3 Cliquez sur [file] (Fichier), sélectionnez l’option [Open] (Ouvrir), afin d’ouvrir un fichier STL du
modèle. Le modèle est affiché à l’aide de l’interface utilisateur.
5.1.4 Si votre modèle ne s’affiche pas correctement sur l’estampe virtuelle, les paramètres situés
sur le côté droit de l’interface utilisateur vous permettent de travailler sur le modèle.
Cliquez ensuite à droite du bouton [Accurately measure] (Mesure précise) sur la distance des pas,
puis sur le bouton [Accurately measure], afin de déplacer la plateforme pas à pas, jusqu’à ce qu’il
n’y ait plus qu’une distance de 0,3 mm entre la plateforme et l’extrudeuse.
24 17

Astuce : Comment estimer la distance : insérez une carte entre l’extrudeuse et la plateforme. S'il
n’y a plus d’espace vide, assurez-vous que la carte puisse être déplacée en toute simplicité entre
l’extrudeuse et la plateforme sans être endommagée.
4.1.4 Vous pouvez à présent vérifier si la plateforme est plane ou non. Déplacez la plateforme vers
l’avant et l’arrière pour contrôler les distances. Déplacez également l’extrudeuse vers la gauche et
la droite pour contrôler la distance.
Six fonctions principales : File, Edit, GCode, Machine, Thingiverse, Help
5.1.2 Dès que l’utilisateur lance le logiciel, une zone vide sans modèle apparaît, cf. illustration.
18 23

5. Introduction sur les fonctions principales
5.1 Introduction sur les fonctions principales
5.1.1 Interface utilisateur
Avant d’imprimer, veuillez cliquer sur [Skeinforge], cf. illustration.
Avant d’imprimer, sélectionnez ensuite [Machine Type Driver], puis l’option [Replicator 2], cf. illustration.
A l’aide de la clé Allen, vous pouvez dévisser ou resserrer les vis situées en dessous de la
plateforme pour établir une distance d’environ 0,3 mm.
22 19

4.1.5 Après avoir ajusté la plateforme, cliquez sur [Meter Z], la plateforme descend à nouveau
vers le bas, jusqu’à entrer en contact avec l’interrupteur de fin de course. Ce processus permet de
mesurer la hauteur de l’axe Z. De nouvelles données apparaissent dans le programme.
Remarque : Il n’est pas nécessaire de contrôler la hauteur de l’axe Z avant chaque impression. Le
programme enregistre les données pour la prochaine impression. Il convient toutefois de calibrer la
plateforme tous les 3 à 4 mois.
4.1.6 Cliquez sur [Apply] (Appliquer) et quittez le programme.
4.2.2 Comment sélectionner la température : température cible extrudeuse, 220~230°C.
4.2.3 Cliquez sur [Apply] (Appliquer) et quittez le programme.
4.2 Sélection de la température
4.2.1 Ouvrez le programme d’aide.
20 21
 Loading...
Loading...