

Page 1
PCB-1225/1000, PCB-1525/1225
Clutch-Brake, Pin Drive, Spline Drive
PCBC-1225/1000, PCBC-1525/1225
Clutch-Brake/Coupling
P-214
819-0518
Installation Instructions
Page 2
Contents
Installation Instructions
PCB-1225/1000 PCB-1525/1225 . . . . . . . . . . .3
Pin Drive
PCB-1225/1000 PCB-1525/1225 . . . . . . . . . . .8
Spline Drive
PCBC-1225/1000 PCBC-1525/1225 . . . . . . . . .9
Coil Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Burnishing and Maintenance . . . . . . . . . . . . . . .14
Illustration Drawings
PCB-1225/1000 PCB-1525/1225 . . . . . . . . . .16
Pin Drive
PCB-1225/1000 PCB-1525/1225 . . . . . . . . . .20
Spline Drive
PCBC-1225/1000 PCBC-1525/1225 . . . . . . . .24
Bushing Part Numbers . . . . . . . . . . . . . . . . . . .28
Warranty . . . . . . . . . . . . . . . . . . . . . . .Back Page
Follow the installation instructions in this
manual carefully to ensure safe, reliable
operation. All stated or implied manufacturer
warranties are voided if this product is not
installed in accordance with these instructions.
Failure to follow these
instructions may result in product damage, equipment damage, and serious or
fatal injury to personnel.
PCB-1225/1000
Pin Drive
Warner Electric • 800-825-9050 P-214 • 819-0518
2
PCBC-1225/1000
Page 3
Clutch-Brake
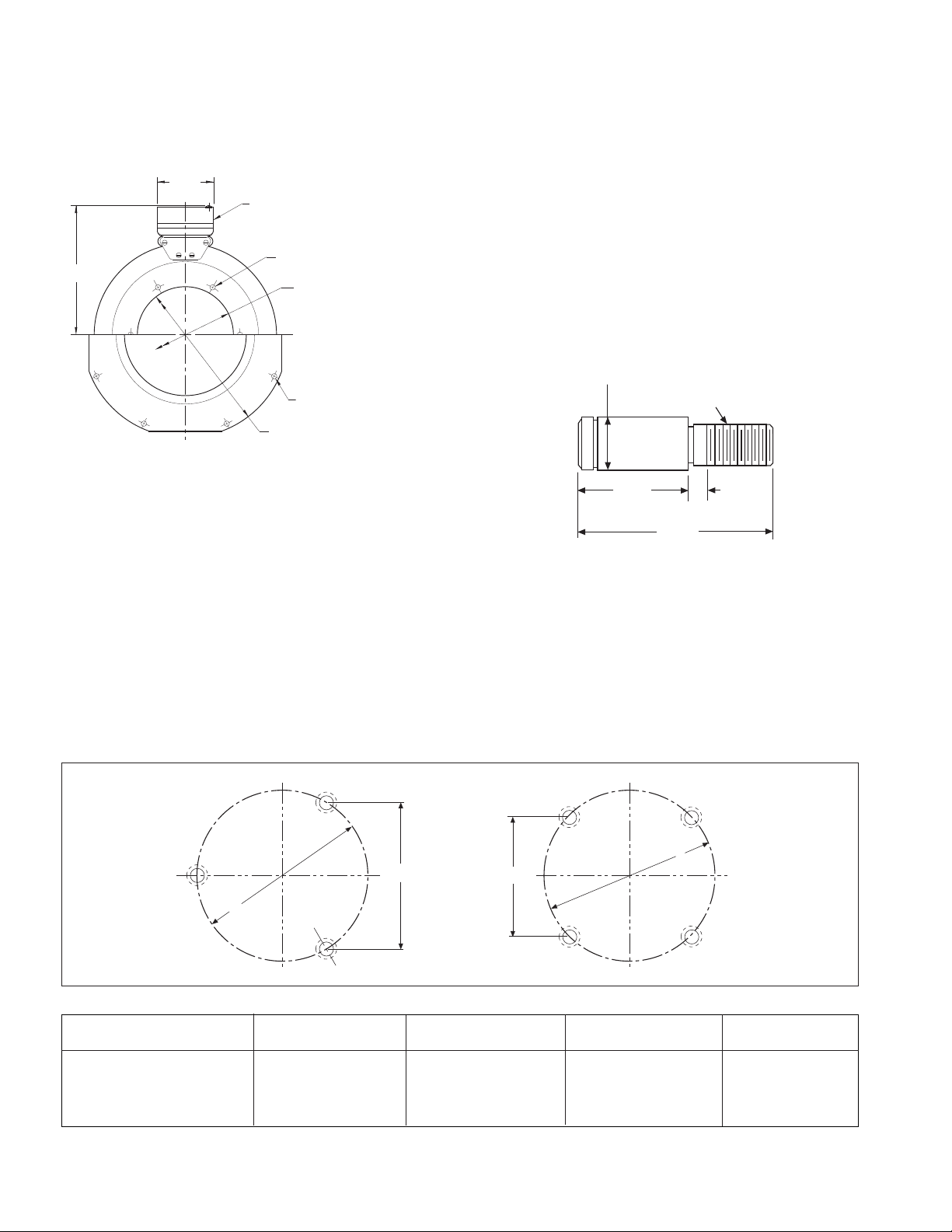
Magnet
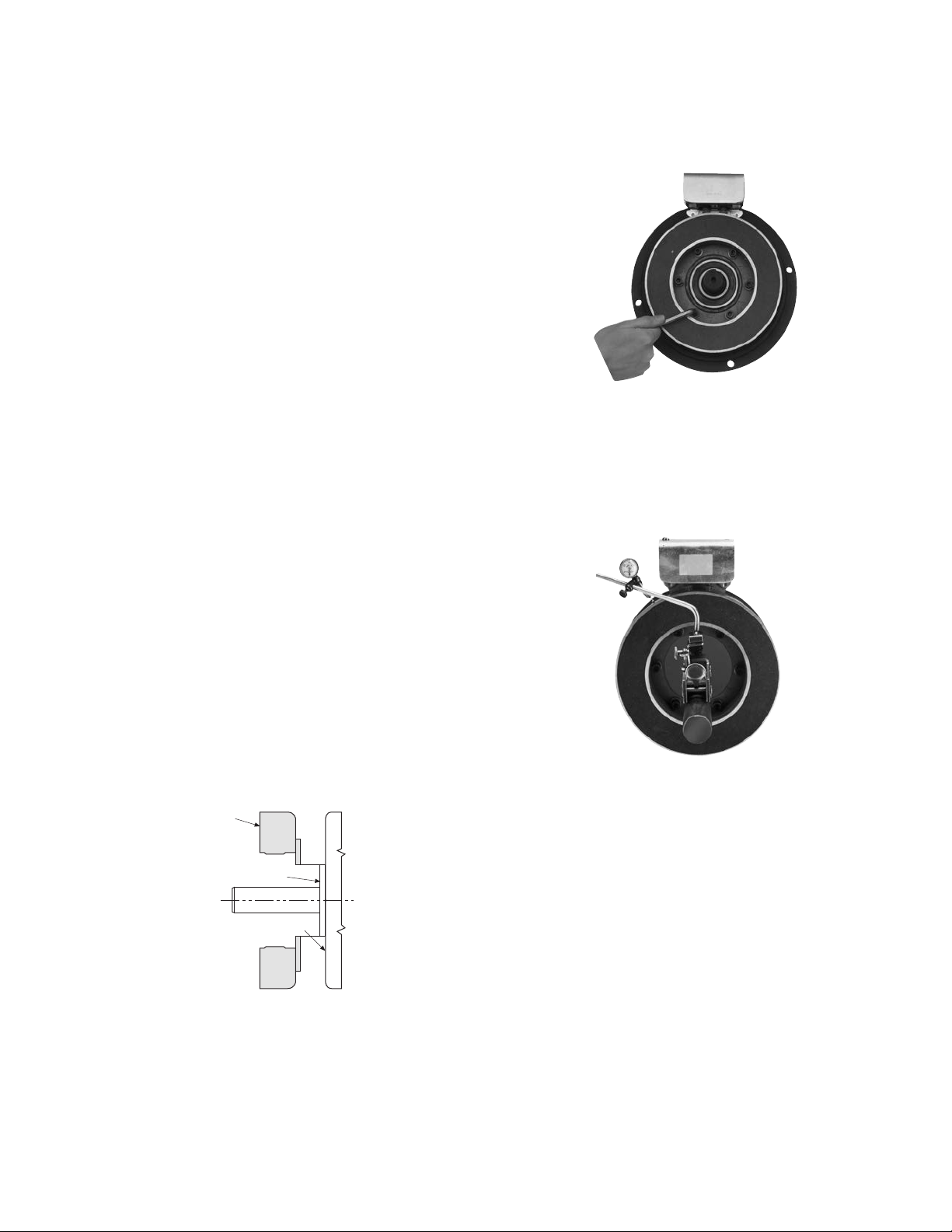
Pilot diameter
Mounting Surface
Pin Drive Armatures
PCB-1225/1000, PCB-1525/1225
The illustration drawings, parts lists, and exploded
views for these units can be found beginning on
page 16.
The brake half of the clutch/brake unit is usually
installed first; however, in some cases it may be
necessary to start with the clutch portion of the
unit to assure a proper assembly when complete.
A. Installing the Conduit Box
Install the conduit box on the brake magnet.
Instructions for this procedure can be found with
conduit box.
B. Mounting the Brake Magnet
3. Once the mounting surface has been prepared,
the magnet is bolted in place with capscrews
and lock-washers. (See Figure 2.)
Figure 2
4. Use a dial indicator to check the unit for concentricity and squareness to the shaft. The unit
should be concentric within .010 T.I.R. and
square within .006 T.I.R. (See Figure 3.)
The brake magnet is mounted to a stationary
machine member by a flange. Extreme care must
be taken in selecting the location for the mounting
of the magnet. Proper positioning is very important
for the unit to function correctly.
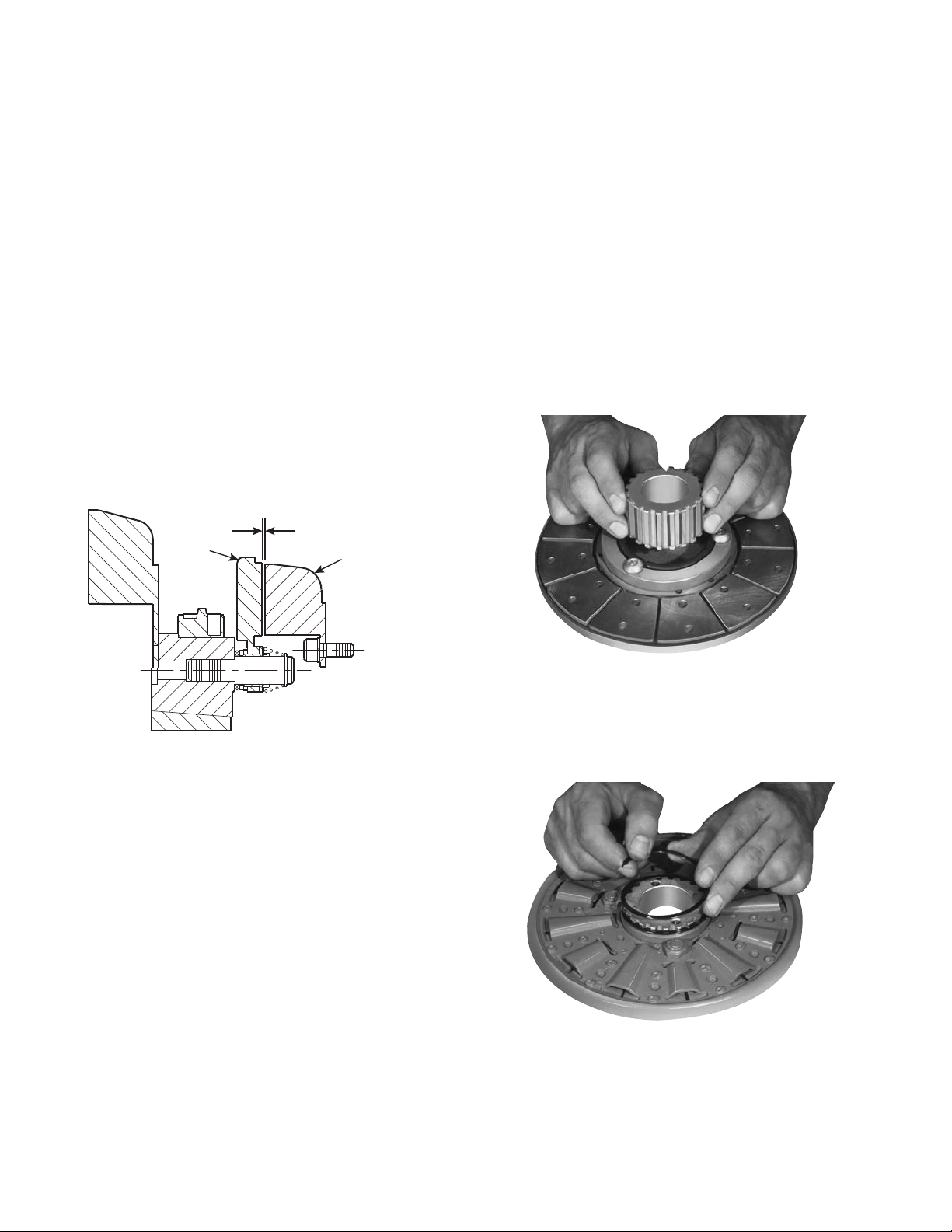
1. A pilot diameter on the mounting surface is
essential to hold the magnet within the required
tolerances. (See Figure 1.)
Figure 3
C. Assembling the Clutch Magnet and
Magnet Hub
1. Insert the lead wires through the rubber terminal
caps and into the collector ring. The shorter
wire goes into the hole in the front of the ring
(the side that will be mounted to the magnet).
The longer wire goes through the ring and into
the hole in the back.
2. A machined pilot diameter is provided on the
Warner Electric • 800-825-9050 P-214 • 819-0518
Figure 1
magnet mounting flange (refer to illustration
drawings, page 16) to aid in the proper positioning of the magnet.
3
Page 4
Press the bullet-type connectors firmly into
Short
Wire
Collector
Ring
Terminal
Cap
Long
Wire
place. (See Figure 4.)
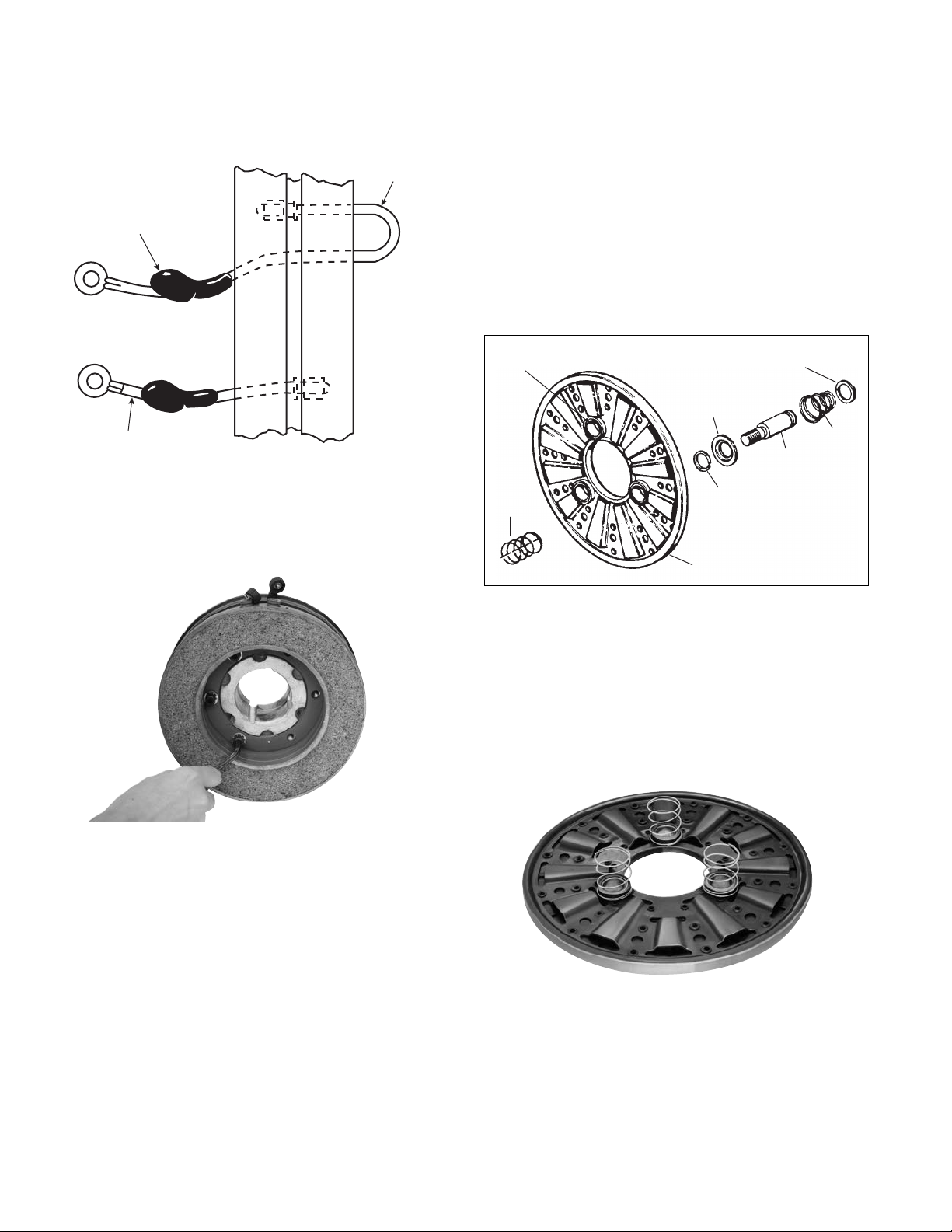
The autogap accessory is a double spring device
which allows for automatic armature clearance and
adjustment for wear. The smaller or conical spring
pushes the armature from the magnet face, leaving
a gap of about 1/32 inch, while the straight spring
automatically follows up for wear. This combination
maintains maximum performance efficiency throughout the life of the unit.
The assembly procedure for the autogap accessory
is as follows (see Figure 6).
Figure 4
2. Mount the magnet to the magnet hub using
capscrews and lockwashers. (See Figure 5.)
Armature
Boss
Straight
Spring
(White)
Detent
Spring
Retainer
Detent
Spring
Armature
Retainer Ring
Drive
Pin
Figure 6
Step 1
Place the straight springs (white) over armature
bosses on the back side of the armature.
(Figure 7)
Heavy
Spring
(Red)
Figure 5
3. Secure the lead wires to the magnet terminals
with screws and lockwashers.
4. Pull the rubber caps over the terminals
D. Assembling the Brake Armature and
Magnet Hub
Figure 7
Assemble the armature to the magnet hub with the
autogap mounting accessory.
Warner Electric • 800-825-9050 P-214 • 819-0518
4
Page 5

Step 2
Compress the heavy (red) spring on each drive pin
by sliding detent spring towards the head of the
pin. (Figure 8)
Figure 8
Step 3
Insert assembled drive pins through armature
(entering from segmented side), through straight
(white) springs, and into magnet hub. (Figure 9)
Step 5
Check to see that the armature is completely compressed against the face of the hub.
Step 6
To set the autogap, slide the detent spring retainers against the armature face. (Figure 10)
Figure 10
Note: This position must not be disturbed during
completion of assembly.
Figure 9
®
Note: Apply Grade "AA" Loctite
Sealant on pin
threads.
Step 4
Tighten the pins until the shoulders of the pins are
against the face of the hub. Since threads are class
No. 3 fit, pins may seem to bind.
The straight springs must not
get caught under shoulders of drive pins.
E. Mounting the Magnet-Hub-Armature
Assembly
This assembly is mounted on the shaft with a
taperlock bushing. All parts must be clean and free
from burrs and chips before assembling.
1. Place the bushing into the hub, and insert the
key. The key is a side-to-side fit and should not
contact the top of the keyway.
2. Insert the locking setscrews loosely into the
bushing, and slide the assembly onto the shaft.
Warner Electric • 800-825-9050 P-214 • 819-0518
5
Page 6
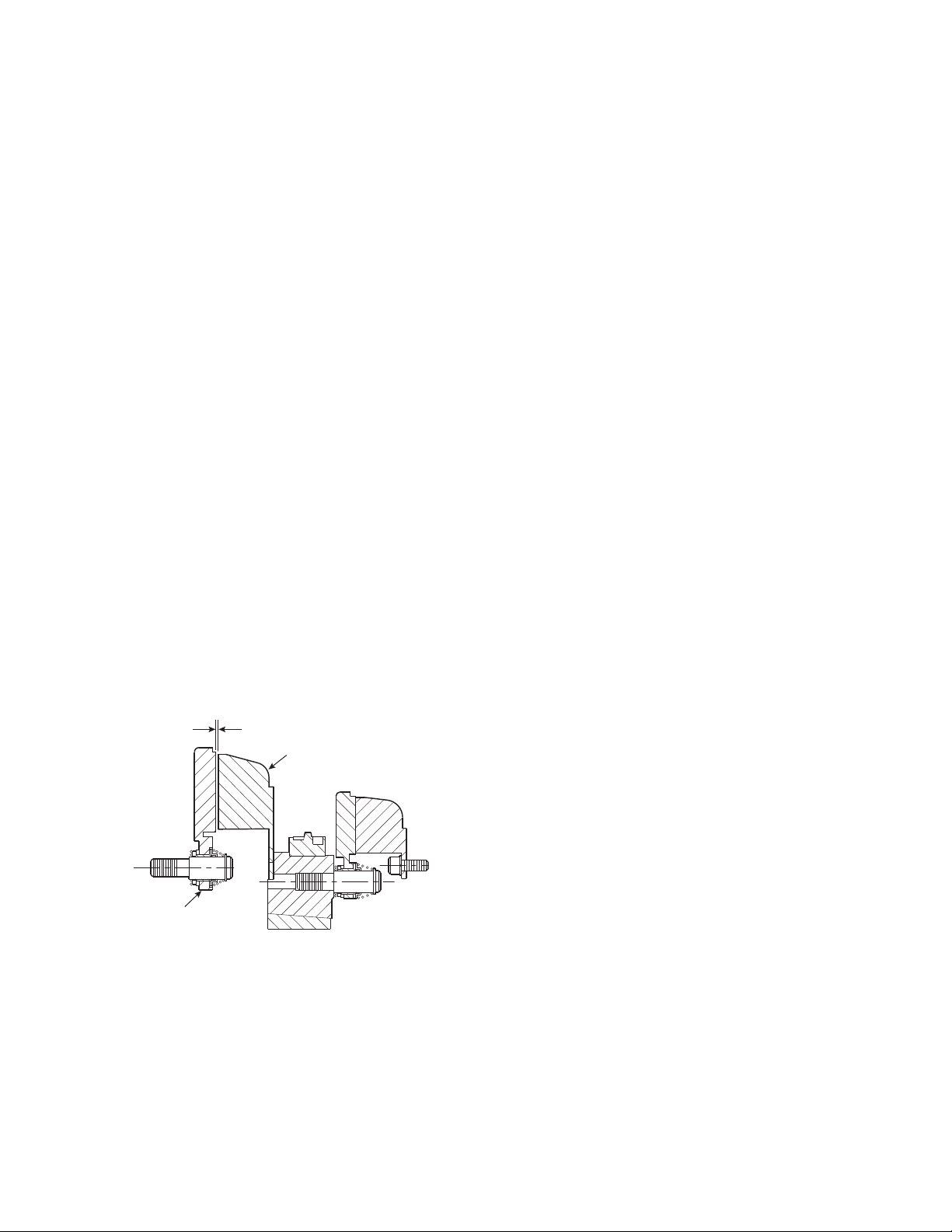
3. Position the assembly to allow a gap of about
A
C
D
B
1-9/32"
5/16"
2-1/4"
1/2"–13 UNC–3A
Threads
+.0005"
.6185"
Dia.
–.0010"
1/32-inch between the brake magnet and armature faces. (Figure 11)
3.750
Removable plug in
ends for 1/2" con-
duit.
.358/.338 dia. (6) holes
7.687 Max.
equally spaced on 6.125 dia.*
5.378/5.376 Pilot
Dia.
.358/.338 dia. (8) holes equally
spaced on 10.625 dia.*
11.500/11.498 Pilot
Dia.
Figure 11
Once this gap is set, it will be automatically
maintained for the life of the unit.
Note: For pin drive armatures (normal duty), continue to F. on page 7. For spline drive armatures
(heavy duty), proceed to F. on page 7.
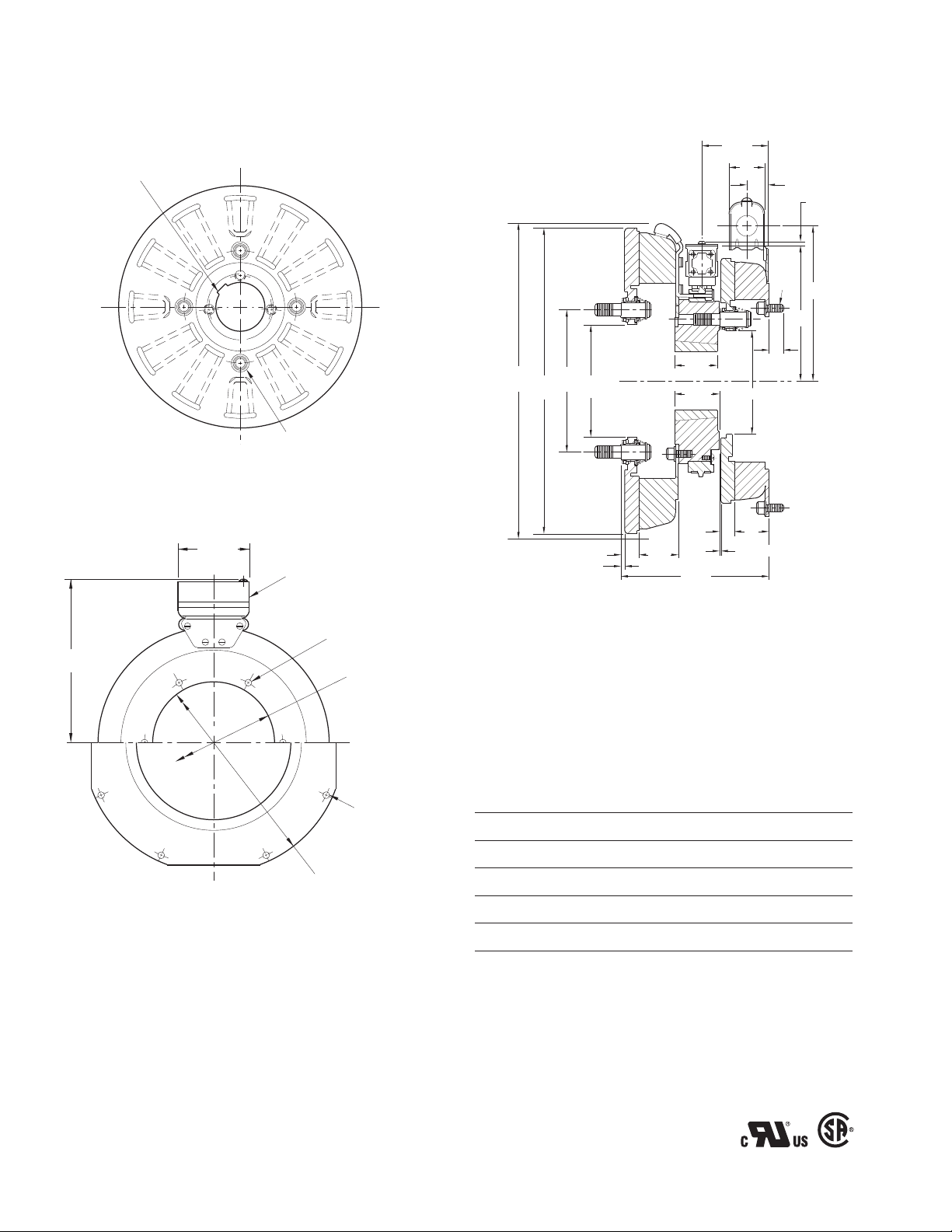
F. Assembling the Clutch Armature
1. A customer may wish to use the autogap
accessory to mount a clutch armature to his
own pulley, hub, gear, etc. Follow the illustrated
dimensions (Figures 12 & 13) to properly adapt
these parts to the armature.
4. Secure the assembly in this position on the
shaft by alternately tightening each setscrew.
During the tightening process, the bushing
should be tapped lightly to make certain it
seats-in properly.
Machining Instructions for Gear, Sprocket, or Pulley
Figure 13
a. Chordal dimensions "A" and "C" must be
held for all chords between pin holes.
b. Drill 27/64-inch diameter holes to a sufficient
Unit Size ABCD
1000 4.548 ± .002 5.252 ± .002
1225 4.155 ± .002 5.877 ± .002
1525 6.010 ± .002 8.500 ± .002
Warner Electric • 800-825-9050 P-214 • 819-0518
6
Figure 12
Page 7
depth and tap for 1/2-13 NC-3 1-1/8-inch
1/32-inch
Clutch Magnet
Armature
minimum full threads. Pin holes must be
square with plane of mounting surface and
magnet mounting.
c. Ream .501/.500 to a 3/8-inch depth and to
be concentric with tapped holes.
3. The armature and customer supplied pulley,
sprocket, or hub can be held in position on the
shaft by (a) retainer rings, (b) set collars, (c) a
shoulder on the shaft, or (d) any combination of
these. The best method will depend on the
characteristics of each application.
2. Once the pulley, gear, etc., has been adapted
to the armature according to the above directions, it may be mounted to the armature using
the autogap accessory.
The procedure is the same as described for the
brake armature (Step D, page 4), except that
the clutch armature is mounted with four drive
pins instead of three as shown in the illustration.
G. Mounting the Clutch Armature
1. Slide the armature and customer supplied pulley, sprocket, or hub assembly onto the shaft.
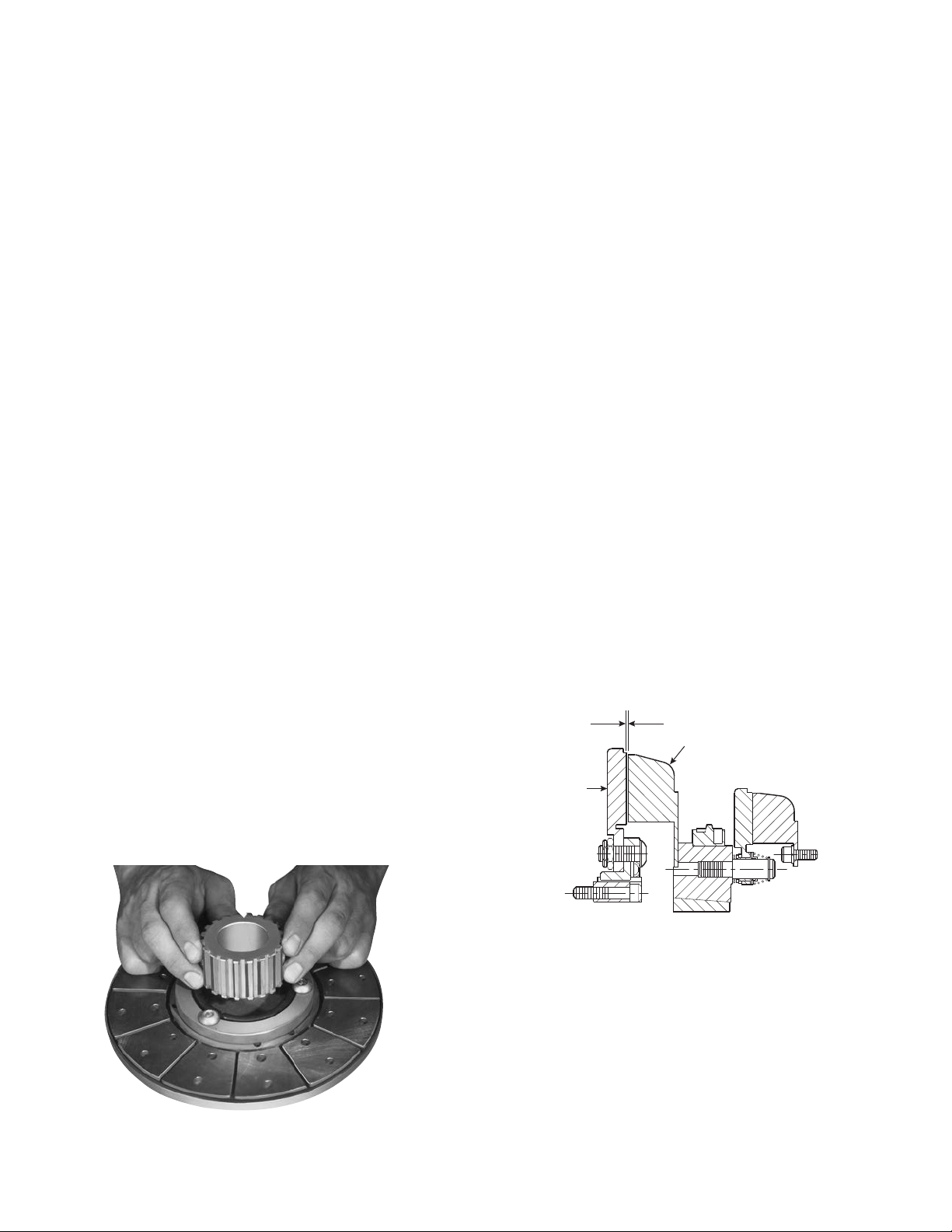
2. Adjust the armature's position to allow a 1/32"
gap between the magnet and armature faces.
(See Figure 14.)
H. Mounting the Brushholder
1. The brushholder is mounted on a bracket which
must be furnished by the customer. The bracket
must be firmly secured to prevent vibration
which could cause improper contact between
the brushes and collector ring.
2. The distance from the centerline of the shaft to
the top of the brushholder should be 5-3/4".
Maintaining this distance will assure proper
spring tension on the brushes and maximum
wear follow-up. A detailed dimensional drawing
is included with each brushholder.
Figure 14
Once this gap is set, it will be automatically
maintained for the life of the unit.
Warner Electric • 800-825-9050 P-214 • 819-0518
7
Page 8
PCB-1225/1000, PCB-1525/1225
1/32-inch
Clutch Magnet
Armature
Clutch-Brake Spline Drive Armature
The illustration drawings, parts lists, and exploded
views for these units can be found beginning on
page 20.
2. A customer may mount the clutch armature to
his own pulley, hub, gear, etc. Refer to the illustration drawings, "End View of the Armature,"
page 20, for the dimensional information needed to drill and tap holes in the customer part.
Refer to the installation instructions for pin drive
armature units, page 3, for steps A-E.
F. Assembling the Spline Drive Clutch
Armature
1. These clutch/brake units contain spline drive
armatures and hubs. The armatures are shipped
with a built-in autogap spring accessory. This
device automatically maintains a gap of about
1/32 inch between the armature and magnet
faces for the life of the unit.
The spline drive armature assembly is shipped
with the armature, splined armature adapter,
and autogap already assembled. The splined
hub and capscrew accessories are shipped as
separate parts.
Follow these instructions to assemble the
splined armature assembly and hub:
The splined hub pilot diameter must be concentric with the splined armature center of rotation
within .010 T.I.R.
3. Mount the armature to the customer's part
using the capscrew accessory provided.
Maintain a 1/16-inch clearance between the
armature adapter and the customer part after
the parts have been assembled.
G. Mounting the Clutch Armature
Assembly
1. Slide the complete armature assembly on to the
shaft.
2. Adjust the armature's position to allow a 1/16inch gap between the magnet and armature
faces. (Figure 13)
a. Place the armature-adapter assembly on a
flat surface with the segmented side up.
b. Push the splined hub, with the pilot diameter
down (refer to illustration drawings) through
the autogap spring and splined armature
adapter. (Figure 12)
Figure 12
Figure 13
3. Secure the armature and customer supplies
pulley, sprocket or hub assembly in position by
a) retainer rings, b) set collars, c) shoulder on
the shaft, or d) any combination of these. The
best method will depend on the characteristics
of each application.
Warner Electric • 800-825-9050 P-214 • 819-0518
8
Page 9
4. When the armature is secure on the shaft, push
Magnet
Pilot diameter
Mounting Surface
the armature against the magnet face. When
the armature is released, it will spring back
about 1/32-inch. This gap will be automatically
maintained for the life of the unit.
H. Mounting the Brushholder
1. The brushholder is mounted on a bracket which
must be furnished by the customer. The bracket
must be firmly secured to prevent vibration
Clutch-Brake Coupling
PCBC-1225/1000 PCBC-1525/1225
The illustration drawings, parts lists, and exploded
views for these units can be found beginning on
page 24.
which could cause improper contact between
the brushes and collector ring.
2. The distance from the centerline of the shaft to
the top of the brushholder should be 5-3/4".
Maintaining this distance will assure proper
spring tension on the brushes and maximum
wear follow-up. A detailed dimensional drawing
is included with each brushholder.
The brake half of the clutch/brake unit is usually
installed first; however, in some cases it may be
necessary to start with the clutch portion of the
unit to assure a proper assembly when complete.
A. Installing the Conduit Box
Install the conduit box on the brake magnet.
Instructions for this procedure can be found with
conduit box.
B. Mounting the Brake Magnet
The brake magnet is mounted to a stationary
machine member by a flange. Extreme care must
be taken in selecting the location for the mounting
of the magnet. Proper positioning is very important
for the unit to function correctly.
1. A pilot diameter on the mounting surface is
essential to hold the magnet within the required
tolerances. (See Figure 1.)
Figure 1
2. A machined pilot diameter is provided on the
magnet mounting flange (refer to illustration
drawings) to aid in the proper positioning of the
magnet.
3. Once the mounting surface has been prepared,
the magnet is bolted in place with capscrews
and lockwashers. (See Figure 2.)
Warner Electric • 800-825-9050 P-214 • 819-0518
Figure 2
9
Page 10

4. Use a dial indicator to check the unit for con-
Short
Wire
Collector
Ring
Terminal
Cap
Long
Wire
centricity and squareness to the shaft. The unit
should be concentric within .010 T.I.R. and
square within .006 T.I.R. (See Figure 3.)
Figure 5
3. Secure the lead wires to the magnet terminals
with screws and lockwashers.
Figure 3
C. Assembling the Clutch Magnet and
Magnet Hub
1. Insert the lead wires through the rubber terminal caps and onto the collector ring. The shorter wire goes into the hole in the front of the ring
(the side that will be mounted to the magnet).
The longer wire goes through the ring and into
the hole in the back.
Press the bullet-type connectors firmly into
place. (See Figure 4.)
4. Pull the rubber caps over the terminals.
D. Assembling the Brake Armature and
Magnet Hub
Assemble the armature to the magnet hub with the
autogap mounting accessory.
The autogap assembly is a double spring device
which allows for automatic armature clearance and
adjustment for wear. The smaller or conical spring
pushes the armature from the magnet face, leaving
a gap of about 1/32 inch, while the straight spring
automatically follows up for wear. This combination
maintains maximum efficiency throughout the life of
the unit.
The assembly procedure for the autogap accessory is as follows (Figure 6):
Armature
Boss
Straight
Spring
(White)
Detent
Spring
Retainer
Detent
Spring
Retainer Ring
Drive
Pin
Heavy
Spring
(Red)
2. Mount the magnet to the magnet hub using
capscrews and lockwashers. (See Figure 5.)
Warner Electric • 800-825-9050 P-214 • 819-0518
10
Figure 4
Armature
Figure 6
Page 11

Note: The 1225 and 1525 units are mounted
with four drive pins instead of three as shown in
the pictures; however, the assembly procedure
is the same for either case.
Step 1
Place straight springs (white) over armature bosses on back side of armature. (Figure 7)
Figure 7
Step 2
Compress the heavy (red) spring on each drive pin
by sliding detent spring towards head of pin.
(Figure 8)
Note: Apply Grade "AA" Loctite®Sealant on pin
threads. (Figure 9)
Figure 9
Step 4
Tighten pins until shoulders of pins are against
face of hub. Since threads are class No. 3 fit, pins
may seem to bind.
The straight springs must not
get caught under shoulders of drive pins.
Step 5
Check to see that the armature is completely
compressed against the face of the hub.
Step 6
To set the autogap, slide the detent spring retainers against the armature face.
Note: This position must not be disturbed during completion of assembly. (Figure 10)
Figure 8
Step 3
Insert assembled drive pins through armature
(entering from segmented side), through straight
(white) springs, and into magnet hub.
Figure 10
Warner Electric • 800-825-9050 P-214 • 819-0518
11
Page 12
E. Mounting the Magnet-Hub-Armature
1/32-inch
Brake Magnet
Armature
Assembly
This assembly is mounted on the shaft with a
taperlock bushing. All parts must be clean and free
from burrs and chips before assembling.
1. Place the bushing into the hub, and insert the
key. The key is a side-to-side fit and should not
contact the top of the keyway.
2. Insert the locking setscrews loosely into the
bushing, and slide the assembly onto the shaft.
3. Position the assembly to allow a gap of about
1/32-inch between the brake magnet and armature faces. (Figure 11)
These units are shipped with the armature, splined
armature adapter, and autogap already assembled.
The splined hub, retainer ring, and bushing are
shipped as separate parts.
Follow these instructions to assemble the armature
and splined hub.
Step 1
Place the armature-splined adapter assembly on a
flat surface with the segmented side up. Push the
splined hub, with the retainer ring groove down,
through the autogap spring and splined armature
adapter. (Figure 12)
Figure 12
Step 2
Turn the armature-adapter assembly over, and
Figure 11
Once this gap is set, it will be automatically
maintained for the life of the unit.
4. Secure the assembly in this position on the
shaft by alternately tightening each setscrew.
During the tightening process the bushing
should be tapped lightly to make certain it
seats-in properly.
F. Assembling the Clutch Armature
The spline drive armatures are shipped with a builtin autogap spring accessory. This device automatically maintains a gap of about 1/32-inch between
the armature and magnet faces for the life of the
unit.
Warner Electric • 800-825-9050 P-214 • 819-0518
12
insert the retainer ring in the groove. (Figure 13)
Figure 13
Page 13

Step 3
1/32-inch
Clutch Magnet
Armature
Slide the armature-adapter assembly up against
the retainer ring.
Step 4
Insert the bushing into the retainer ring side of the
splined hub. The clearance holes in the bushing
flange should line up with the tapped holes in the
splined hub. (Figure 14)
Figure 14
Figure 15
H. Mounting the Brushholder
1. The brushholder is mounted on a bracket which
must be furnished by the customer. The bracket
must be firmly secured to prevent vibration
which could cause improper contact between
the brushes and collector ring.
G. Mounting the Armature and Hub
Assembly
1. Slide the complete armature and hub assembly
onto the shaft until the armature face touches
the magnet face.
2. Tighten the bushing capscrews, taking a few
turns at a time on each capscrew. As the capscrews are tightened, the armature will back
away slightly from the magnet. There should be
a clearance of 1/16" between the armature and
magnet when the capscrews are completely
tight.
3. When the bushing is secure on the shaft, push
the armature against the magnet face. When
the armature is released, it will spring back
about 1/32". The gap will be automatically
maintained for the life of the unit.
(Figure 15)
2. The distance from the centerline of the shaft to
the top of the brushholder should be 5-3/4".
Maintaining this distance will assure proper
spring tension on the brushes and maximum
wear follow-up. A detailed dimensional drawing
is included with each brushholder.
Warner Electric • 800-825-9050 P-214 • 819-0518
13
Page 14

Coil Data
Unit Size PB & PC-825 PB & PC-1000 PB & PC-1225 PB & PC-1525
Voltage — DC 6 24 90 6 24 90 6 24 90 6 24 90
Resistance @ 20°C — Ohms 1.27 20.4 223.3 1.23 19.7 248.7 1.33 22.3 261.7 1.45 19.8 258.4
Current — Amperes 4.74 1.18 .4 4.87 1.22 .36 4.5 1.08 .34 4.13 1.21 .35
Watts 28 28 36 29 29 33 27 26 31 25 29 31
Coil Build-up — Milliseconds 170 170 170 205 220 235 300 320 350 470 490 512
Coil Decay — Milliseconds 70 75 80 70 75 80 190 190 190 200 170 140
Notes: Build-up time equals current to approximately 90% of steady state value and flux to 90%.
Decay time equals current to approximately 10% of steady state value and flux to 10%.
Approximately because current leads or lags flux by a small amount.
Burnishing and Maintenance
Burnishing
Intimate metal to metal contact is essential
between the armature and the metal rings (poles)
of the magnet or rotor. Warner Electric clutches
and brakes leave the factory with the friction material slightly undercut to assure good initial contact.
Normally, the desired wearing-in process occurs
naturally as the surfaces slip upon engagement.
The time for wear-in, which is necessary to obtain
the ultimate torque of the unit, will vary depending
on speed, load, or cycle duty.
If maximum torque is required immediately after
installation, the unit should be burnished by slipping the friction surfaces together at reduced voltage. It is recommended that the burnishings be
done right on the application, if at all possible.
Burnishing at high speed will result in a smoother
wear-in pattern and reduce the time for burnishing.
The voltage should be set at approximately 30%
or 40% of the rated value.
The unit should be cycled on and off to allow sufficient time between slip cycles to prevent overheating.
When a Warner Electric brake or clutch is properly
assembled and installed, no further servicing, lubrication, or maintenance should be required
throughout the life of the unit.
Maintenance
Wear Pattern: Wear grooves appear on the
armature and magnet surfaces. This is a normal
wear condition, and does not impair functioning of
the unit. Normally, the magnet and armature, as a
mating pair, will wear at the same rate. It is the
usual recommendation that both components be
replaced at the same time.
Remachining the face of a worn armature is not
recommended. If a replacement armature is to be
used with a used magnet, it is necessary to remachine the worn magnet face. In refacing a magnet:
(1) machine only enough material to clean up the
complete face of the magnet; (2) hold the face
within .005" of parallel with the mounting plate;
and (3) undercut the molded facing material .002"
- .004" below the metal poles.
Warner Electric • 800-825-9050 P-214 • 819-0518
14
Page 15

Heat: Excessive heat and high operating temperatures are causes of rapid wear. Units, therefore,
should be ventilated as efficiently as possible,
especially if the application requires fast, repetitive
cycle operation.
Foreign Materials: If units are used on machinery
where fine, abrasive dust, chips or grit are dispelled
into the atmosphere, shielding of the brake may be
necessary if maximum life is to be obtained.
Where units are used near gear boxes or transmissions requiring frequent lubrication, means should
be provided to protect the friction surfaces from oil
and grease to prevent serious loss of torque.
Oil and grease accidentally reaching the friction
surfaces may be removed by wiping with a rag
dampened with a suitable cleaner, which leaves no
residue. In performing this operation, do not
drench the friction material.
If the friction materials have been saturated with oil
or grease, no amount of cleaning will be completely
effective. Once such a unit has been placed back
in service, heat will cause the oil to boil to the surface, resulting in further torque loss.
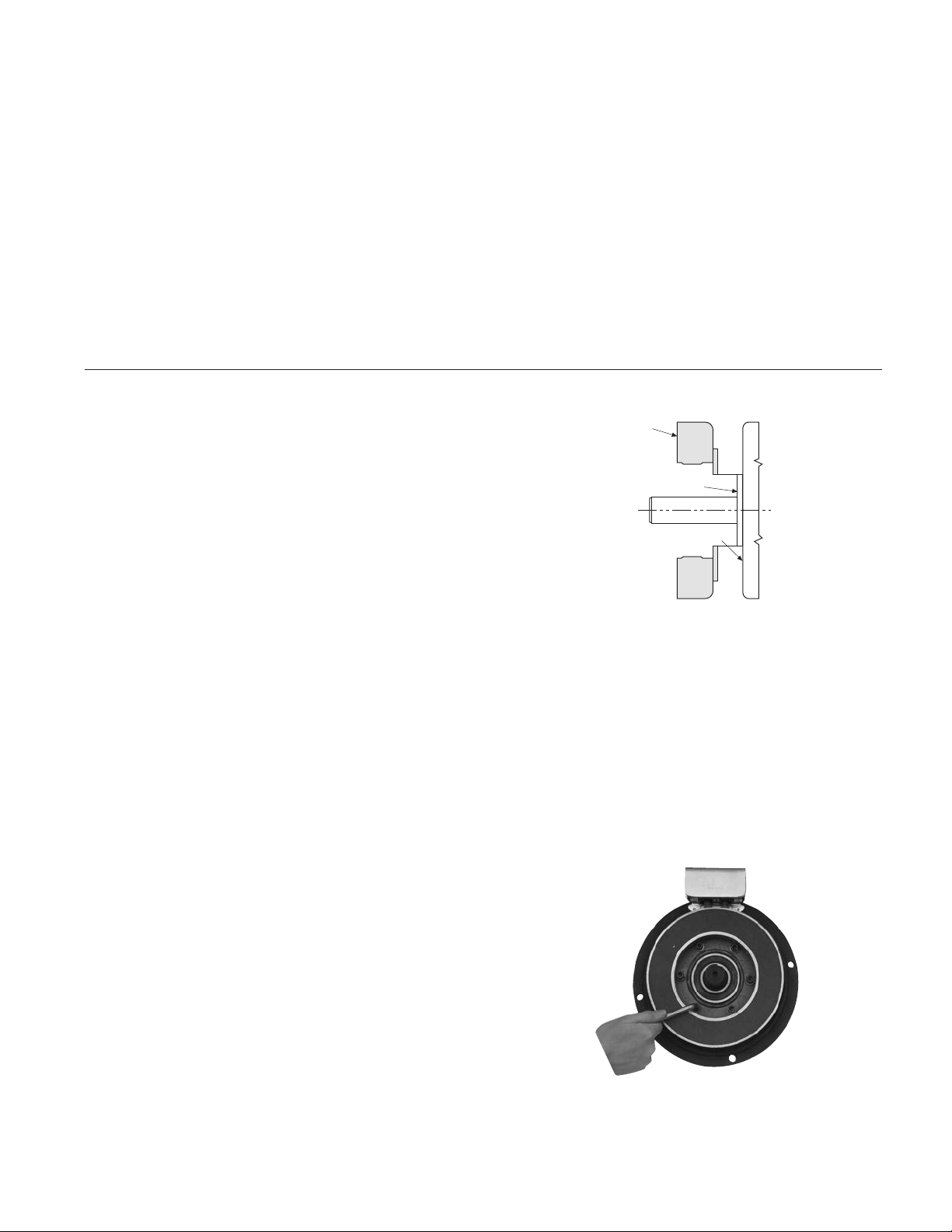
The above checks normally are sufficient. Further
checks may be made as follows: a low range
ammeter, when connected in series with one magnet lead, will normally indicate approximately .40
amperes for the 90 volt units, 1.0 ampere for the
24 volt, and 3.5 amperes for the 6 volt series.
These readings are with the power on and the
potentiometer control in the maximum position.
Ohmmeter checks should be made with the power
off and the circuit open (to be certain, disconnect
one lead to the magnet). Average resistance for the
90 volt series is 220 ohms; for the 24 volt, 20
ohms; and for the 6 volt series, 1.5 ohms. A very
high or infinite resistance reading would indicate an
open coil.
If the above checks indicate that the proper voltage and current is being supplied to the magnet,
mechanical parts should be checked to assure that
they are in good operating condition and properly
installed.
Torque Loss: If a brake or clutch slips or loses
torque completely, the initial check should be the
input voltage to the magnet as follows:
90-Volt Series: Connect a DC voltmeter with a
range of 0-100 or more directly across the magnet
terminals. With the power on and the potentiometer turned up, a normal reading is 90 volts,
although 85 to 95 is satisfactory. The reading
should drop as the potentiometer control is adjusted counterclockwise.
24-Volt Series: Use a DC voltmeter with a range
of 0-30 volts or more. A normal reading is approximately 22-26 volts.
6-Volt Series: Use a DC voltmeter of approximately 0-15 volt range. A normal reading is from 5.5 to
6.5 volts.
Warner Electric • 800-825-9050 P-214 • 819-0518
15
Page 16
PCB-1225/1000 Clutch/Brake – Normal Duty
See page 28 for
details on Bushings.
Armature View
3.750
See page 5 for details on
Drive Pin mountings.
Removable plug in
ends for 1/2" conduit.
13.140
Max. 12.625
.093 When New
Dia.
5.877
Dia.
4.625
Dia.
.593
1.640
1.750
1.906
.562
6.250
Max.
1.546
.921
2.906
.562
Max.
4.125 Dia.
1.453
.093 When New
5/16-
18
UNC-
3A
5.750
.171
Max.
6.531
.358/.338 dia. (6) holes
equally spaced on 6.125
dia.*
7.687
5.378/5.376 Pilot
Dia.
.358/.338 dia.
(8) holes
equally
spaced on
10.625 dia.*
11.500/11.498 Pilot Dia.
Magnet View
(Inside & Outside Mounted)
Customer Shall Maintain:
1. Concentricity of brake mounting pilot diameter
with mounting shaft within .010 T.I.R.
2. Squareness of brake magnet mounting face
with mounting shaft within .006 T.I.R. measured
at magnet mounting bolt circle.
* Mounting holes are within .010 of true position
relative to pilot diameter.
Shaft Size .500 – 2.500
Static Torque Clutch 465 lb. ft.
Static Torque Brake 240 lb. ft.
Maximum Speed 3,000 rpm
Standard Voltage D.C. 6, 24, 90
All dimensions are nominal unless otherwise noted.
Warner Electric • 800-825-9050 P-214 • 819-0518
16
Page 17

4-1
7
4
3
2
1
6
6-1
5-2
8
10A
11A
11A-1
12
11B
11B-1
12
10B
9
5 (Shipped Assembled)
5-1
PCB-1225/1000 Clutch/Brake – Normal Duty Drawing I-25610
Item Description Part Number Qty.
1 Armature 5303-111-009 1
2 Autogap Accessory 5201-101-008 4
3 Mounting Accessory 5321-101-001 1
4 Magnet 1
6 Volt 5333-631-008
90 Volt 5333-631-009
†90 Volt LK Facing 5333-631-013
4-1 Terminal Accessory 5311-101-001 1
5 Magnet Hub 1
Left Hand (shown) 5302-541-004
Right Hand 5302-541-005
5-1 Collector Ring 5301-749-001 1
5-2 Collector Ring Accessory 5303-101-004 1
6 Brushholder 5300-178-001 1
6-1 Brush 176-0001 4
7 Bushing* 1
1/2" to 2-1/2" Bore 180-0185 to 180-0217
8 Armature 5302-111-013 1
9 Autogap Accessory 5201-101-008 3
10A Mounting Accessory - I.M. 5321-101-001 1
10B Mounting Accessory - O.M. 5321-101-002 2
11A Magnet - Inside Mounted 1
6 Volt 5312-631-004
24 Volt 5312-631-005
90 Volt 5312-631-006
11A-1 Terminal Accessory 5311-101-001 1
11B Magnet - Outside Mounted 1
6 Volt 5312-631-011
Warner Electric • 800-825-9050 P-214 • 819-0518
Item Description Part Number Qty.
24 Volt 5312-631-013
90 Volt 5312-631-012
11B-1 Terminal Accessory 5311-101-001 1
12 Conduit Box 5200-101-011 1
*See page 28 for specific part numbers. †Optional LK
acing available.
How to Order:
1. Specify Voltage for Item 4 and Item 11A or 11B.
2. Specify left hand or right hand hub for Item 5.
Bushing enters from magnet side for L.H. hub
and from hub side for R.H.
3. Specify Bore Size for Item 7.
4. Specify Inside Mounted for Items 10A and 11A or
Outside Mounted for Items 10B and 11B.
Example:
PCB-1225/1000 Clutch Brake per I-25610 - 90 Volt,
Left Hand hub, 1-1/2" Bore, Inside Mounted
These units meet the standards of UL508 and are
listed under guide card #NMTR2, file #59164. These
units are CSA certified under file #LR11543.
17
Page 18

PCB-1525/1225 Clutch/Brake – Normal Duty
See page 28 for details
on Bushings.
8.687
Armature View
3.750
See page 5 for details
on Drive Pin mount-
ings.
Removable plug in
ends for 1/2" con-
duit.
.358/.338 dia. (6) holes
equally spaced on 7.250
dia.*
6.378/6.376
Pilot Dia.
3.250
1.546
.921
.171
Max.
7.531
5.750
8.500
15.578
16.250
Max.
Dia.
7.093
Dia.
.093 When New
Dia.
.593
3.187
3.000
.093 When New
.593
1.750
7.140 Max.
4.625 Dia.
1.640
5/16-18
UNC-3A
.562
Max.
* Mounting holes are within .010 of true position
relative to pilot diameter.
.358/.338 dia. (8)
holes equally spaced
on 13.000 dia.
Shaft Size .937 – 3.000
Static Torque Clutch 700 lb. ft.
13.875/13.871 Pilot Dia.
Magnet View
(Inside & Outside Mounted)
Static Torque Brake 465 lb. ft.
Maximum Speed 2,000 rpm
Standard Voltage D.C. 6, 24, 90
All dimensions are nominal unless otherwise noted.
Customer Shall Maintain:
1. Concentricity of brake mounting pilot diameter
with mounting shaft within .010 T.I.R.
2. Squareness of brake magnet mounting face
with mounting shaft within .006 T.I.R.
measured at magnet mounting bolt circle.
Warner Electric • 800-825-9050 P-214 • 819-0518
18
Page 19

1
2
3
6-1
6
8
5-1
5-2
9
10B
11B-1
12
12
11A-1
11A
10A
11B
4
4-1
7
5
(Shipped Assembled)
PCB-1525/1225 Clutch/Brake – Normal Duty Drawing I-25635
Item Description Part Number Qty.
1 Armature 5304-111-004 1
2 Autogap Accessory 5201-101-008 4
3 Mounting Accessory 5321-101-001 1
4 Magnet 1
6 Volt 5304-631-009
24 Volt 5304-631-011
90 Volt 5304-631-010
4-1 Terminal Accessory 5311-101-001 1
5 Magnet Hub 1
Left Hand (shown) 5304-541-001
Right Hand 5304-541-002
5-1 Collector Ring 5301-749-001 1
5-2 Collector Ring Accessory 5304-101-004 1
6 Brushholder 5300-178-001 1
6-1 Brush 176-0001 4
7 Bushing* 1
15/16" to 3" Bore 180-0262 to 180-0295
8 Armature 5303-111-009 1
9 Autogap Accessory 5201-101-008 4
10A Mounting Assembly - I.M. 5321-101-001 1
10B Mounting Accessory - O.M. 5321-101-002 2
11A Magnet - Inside Mounted 1
6 Volt 5313-631-005
24 Volt 5313-631-006
90 Volt 5313-631-007
11A-1 Terminal Accessory 5311-101-001 1
11B Magnet - Outside Mounted 1
6 Volt 5313-631-010
24 Volt 5313-631-012
90 Volt 5313-631-011
Warner Electric • 800-825-9050 P-214 • 819-0518
Item Description Part Number Qty.
11B-1 Terminal Accessory 5311-101-001 1
12 Conduit Box 5200-101-010 1
*See page 28 for specific part numbers.
How to Order:
1. Specify Voltage for Item 4 and Item 11A or 11B.
2. Specify left hand or right hand hub for Item 5.
Bushing enters from magnet side for L.H. hub
and from hub side for R.H.
3. Specify Bore Size for Item 7.
4. Specify Inside Mounted for Items 10A and 11A
or Outside Mounted for Items 10B and 11B.
Example:
PCB-1525/1225 Clutch Brake per I-25635 - 90
Volt, Left Hand hub, 2" Bore, Inside Mounted
These units meet the standards of UL508 and are
listed under guide card #NMTR2, file #59164.
These units are CSA certified under file #LR11543.
19
Page 20

PCB-1225/1000 Clutch/Brake – Heavy Duty
.397/.388 dia. (8) holes (hub)
equally spaced on (3.625) dia.
and within .003 of true position in
relation to 4.313/4.311pilot dia.
Armature View
3.750
3.062
Removable plug in ends
for 1/2" conduit.
13.140
Max.
Dia.
12.625
Dia.
.718 Max.
.093
Max.
Length of
Customer
Pilot
4.313
4.311
Pilot
.062
1.500
3/8-16
UNC-2A
.125
6.562 Max.
1.750
1.906
.562
1.7501.640.562
1.546
2.906
4.125 Dia.
1.453
.093 When New
.921
5.750
5/16-18
UNC-3A
.562
Max.
.171
Max.
6.531
.358/.338 dia. (6) holes
equally spaced on 6.125
7.687 Max.
See page 28 for details
on Bushings.
dia.*
5.378/5.376
Pilot Dia.
.358/.338 dia.
(8) holes equal-
ly spaced on
10.625 dia.*
11.500/11.498
Pilot Dia.
Magnet View
Customer Shall Maintain:
1. Concentricity of brake magnet mounting pilot
diameter to mounting shaft within .010 T.I.R.
2. Squareness of brake magnet mounting face to
magnet mounting shaft within .006 T.I.R.
3. Splined hub pilot diameter to be concentric with
splined armature center of rotation within .010
T.I.R.
* Mounting holes are within .010 of true position
relative to pilot diameter.
Shaft Size .500 – 2.500
Static Torque Clutch 465 lb. ft.
Static Torque Brake 240 lb. ft.
Maximum Speed 3,000 rpm
Standard Voltage D.C. 6, 24, 90
Warner Electric • 800-825-9050 P-214 • 819-0518
20
Page 21

3
(Shipped
Assembled)
3-7
3-1
3-2
3-6
4
5
5-1
7
3-4
3-3
2
1
8
8-1
9
10
6 (Shipped Assembled)
12B
11B
11B-1
13
11A-1
11A
13
12A
PCB-1225/1000 Clutch/Brake – Heavy Duty
Drawing I-25611
Item Description Part Number Qty.
1 Splined Hub 540-0148 1
2 Mounting Accessory 5202-101-001 1
3 Armature Assembly 5323-111-001 1
3-1 Armature 5323-111-034 1
3-2 Splined Armature Adapter 104-0010 1
3-3 Autogap Spring 808-0044 1
3-4 Retainer Ring 748-0370 1
3-6 Buttonhead Screw 797-0281 4
3-7 Locknut 661-0005 4
4 Mounting Accessory 5321-101-001 1
5 Magnet Assembly 1
6 Volt 5333-631-008
90 Volt 5333-631-009
†90 Volt LK Facing 5333-631-013
5-1 Terminal Accessory 5311-101-001 1
6 Hub Assembly
Left Hand (shown) 5302-541-004 1
Right Hand 5302-541-005 1
7 Bushing* 180-0185 to 180-0217 1
8 Brushholder 5300-178-001 1
8-1 Brush 176-0001 4
9 Armature Assembly 5302-111-013 1
10 Autogap Accessory 5201-101-008 3
11A Magnet I.M. 1
6 Volt 5312-631-004
24 Volt 5312-631-005
90 Volt 5312-631-006
11A-1 Terminal Accessory 5311-101-001 1
11B Magnet - Outside Mounted 1
6 Volt 5312-631-011
24 Volt 5312-631-013
Warner Electric • 800-825-9050 P-214 • 819-0518
Item Description Part Number Qty.
90 Volt 5312-631-012
11B-1 Terminal Accessory 5311-101-001 1
12A Mounting Accessory I.M. 5321-101-001 1
12B Mounting Accessory O.M. 5321-101-002 2
13 Conduit Box 5200-101-011 1
*See page 28 for specific part numbers. †Optional LK facing
available.
How to Order:
1. Specify Voltage for Item 5 and Item 11A or 11B.
2. Specify left hand or right hand hub for Item 6.
Bushing enters from magnet side for L.H. hub and
from hub side for R.H.
3. Specify Bore Size for Item 7.
4. Specify Inside Mounted for Items 11A and 12A or
Outside Mounted for Items 11B and 12B.
Example:
PCB-1225/1000 Clutch Brake per
I-25611- 90 Volt, Left Hand hub,
1-1/2" Bore, Inside Mounted
These units meet the standards of UL508 and are
listed under guide card #NMTRs, file #59164. These
units are CSA certified under file #LR11543.
21
Page 22

PCB-1525/1225 Clutch/Brake – Heavy Duty
(.397/.388) dia. (8) holes (hub) equally
spaced on (3.625) dia. and within .003 of
true position relative to (4.313/4.311) pilot
diameter.
Armature View
3.750
8.687
3.062 Dia.
Removable plug
in ends for 1/2"
conduit.
.358/.338 dia. (6) holes
equally spaced on 7.250
dia.*
6.378/6.376
Pilot Dia.
3.250
1.546
.921
16.250
Max. Dia.
3/8-16 UNC-
15.578
Dia.
.125
.062
.718
.093 Max.
Length of
Customer
Pilot
2A
4.313
4.311
Pilot
Dia.
.562
1.500
3
3.187
.093 When New
1.750
7.437 Max.
2.312
.593
4.625
1.640
.171 Max.
5.750
5/16-18
UNC-3A
.562
Max.
7.531
*Mounting holes are within .010 of true position
relative to pilot diameter.
.358/.338 dia. (8)
holes equally
spaced on
13.000 dia.*
See page 28 for details
on Bushings.
Magnet View
13.875/13.871
Pilot Dia.
Shaft Size .937 – 3.000
Static Torque Clutch 700 lb. ft.
Static Torque Brake 465 lb. ft.
Maximum Speed 2,000 rpm
Customer Shall Maintain:
1. Concentricity of brake magnet mounting pilot
Standard Voltage D.C. 6, 24, 90
All dimensions are nominal unless otherwise noted.
diameter to mounting shaft within .010 T.I.R.
2. Squareness of brake magnet mounting face to
magnet mounting shaft within .006 T.I.R.
3. Splined hub pilot diameter to be concentric with
splined armature center of rotation within .010
T.I.R.
Warner Electric • 800-825-9050 P-214 • 819-0518
22
Page 23

3
(Shipped
Assembled)
1
2
3-7
3-1
3-2
3-3
3-4
3-5
3-6
4
5
5-1
7
6
(Shipped
Assembled)
8-1
8
9
12A
10
12B
11B-1
13
11B
11A-1
13
11A
PCB-1525/1225 Clutch/Brake – Heavy Duty
Drawing I-25636
Item Description Part Number Qty.
1 Splined Hub 540-0148 1
2 Mounting Accessory 5202-101-001 1
3 Armature Assembly 5324-111-001 1
3-1 Armature 5324-111-034 1
3-2 Splined Armature Adapter 104-0011 1
3-3 Autogap Spring 808-0044 1
3-4 Retainer Ring 748-0370 1
3-5 Retainer Plate 686-0003 1
3-6 Buttonhead Screw 797-0272 8
3-7 Locknut 661-0004 8
4 Mounting Accessory 5321-101-001 1
5 Magnet Assembly
6 Volt 5304-631-009
24 Volt 5304-631-011
90 Volt 5304-631-010
5-1 Terminal Accessory 5311-101-001 1
6 Hub Assembly
7 Bushing* 180-0262 to 180-0295 1
8 Brushholder 5300-178-001 1
8-1 Brush 176-0001 4
9 Armature Assembly 5303-111-009 1
10 Autogap Accessory 5201-101-008 4
11A Magnet - Inside Mounted 1
Left Hand (shown) 5304-541-001
Right Hand 5304-541-002
6 Volt 5313-631-005
24 Volt 5313-631-006
90 Volt 5313-631-007
11A-1 Terminal Accessory 5311-101-001 1
11B Magnet - Outside Mounted 1
6 Volt 5313-631-010
24 Volt 5313-631-012
90 Volt 5313-631-011
Item Description Part Number Qty.
11B-1 Terminal Accessory 5311-101-001 1
12A Mounting Accessory I.M. 5321-101-001 1
12B Mounting Accessory O.M. 5321-101-002 2
13 Conduit Box 5200-101-011 1
*See page 28 for specific part numbers.
How to Order:
1. Specify Voltage for Item 5 and Item 11A or 11B.
2. Specify left hand or right hand hub for Item 6.
Bushing enters from magnet side for L.H. hub
and from hub side for R.H.
3. Specify Bore Size for Item 7.
4. Specify Inside Mounted for Items 11A and 12A or
Outside Mounted for Items 11B and 12B.
Example:
PCB-1525/1225 Clutch Brake per I-25636 - 90 Volt,
Left Hand hub, 2" Bore, Inside Mounted
These units meet standards set forth in UL508 and
are listed under guide card #NMTR2, file #59164.
These units are CSA certified under file #LR11543.
Warner Electric • 800-825-9050 P-214 • 819-0518
23
Page 24

PCBC-1225/1000 Clutch/Brake Coupling
2.906
1.546
.921
5/16-18
UNC-3A
5.750
.171
6.531
7.687
See page 28for
details on
Bushings.
Armature View
3.750
Removable plug in ends
See page 28 for
details on Bushings.
for 1/2" conduit.
.358/.338 dia. (6) holes
equally spaced on 6.125
dia.*
5.378/5.376
Pilot Dia.
.358/.338 dia. (8)
holes equally
spaced on 10.625
dia.*
11.500/11.498 Pilot
Dia.
.562
Max.
4.125
.453
.093 When New
13.140 12.625
4.093
.234
.062
.562
2.500
2.687
1.640
8.062 Max.
1.750
1.906
1.750
.562
* Mounting holes are within .010 of true position
relative to pilot diameter.
Magnet View
(Inside & Outside Mounted)
Armature Shaft .750 – 2.687
Magnet Shaft .500 – 2.500
Static Torque Clutch 465 lb.ft.
Customer Shall Maintain:
1. Armature mounting shaft concentric with magnet mounting shaft within .006 T.I.R.
2. Squareness of brake magnet mounting face
with magnet mounting shaft within .006 T.I.R.
Static Torque Brake 240 lb.ft.
Maximum Speed 3,000 rpm
Standard Voltage D.C. 6, 90
All dimensions are nominal unless otherwise noted.
3. Concentricity of brake magnet mounting pilot
diameter with magnet mounting shaft within
.010 T.I.R.
Warner Electric • 800-825-9050 P-214 • 819-0518
24
Page 25

1
2
3
4-1
4-2
4-3
4-6
4-4
4
(Shipped
Assembled)
5
6
6-1
9
8
8-1
7-1
7-2
7 (Shipped Assembled)
11
10
12A
13A
13A-1
14
14
13B
13B-1
12B
PCBC-1225/1000 Clutch/Brake Coupling
Drawing I-25613
Item Description Part Number Qty.
1 Bushing* 1
3/4" to 2-11/16" Bore 180-0026 to 180-0057
2 Retainer Ring 748-0005 1
3 Splined Hub 540-0064 1
4 Armature & Splined Adapter 5323-111-001 1
4-1 Locknut 661-0005 4
4-2 Armature 5323-111-034 1
4-3 Splined Adapter 104-0010 1
4-4 Autogap Accessory 5323-101-002 1
4-6 Screw 797-0281 4
5 Mounting Accessory 5321-101-001 1
6 Magnet 1
6 Volt 5333-631-008
90 Volt 5333-631-009
†90 Volt LK Facing 5333-631-013
6-1 Terminal Accessory 5311-101-001 1
7 Magnet Hub 1
Left Hand (shown) 5302-541-004
Right Hand 5302-541-005
7-1 Collector Ring 5301-749-001 1
7-2 Collector Ring Accessory 5303-101-004 1
8 Brushholder 5300-178-001 1
8-1 Brush 176-0001 4
9 Bushing* 1
1/2" to 2-1/2" Bore 180-0185 to 180-0217
10 Armature 5302-111-013 1
11 Autogap Accessory 5201-101-008 3
12A Mounting Accessory - I.M. 5321-101-001 1
12B Mounting Accessory - O.M. 5321-101-002 2
13A Magnet - Inside Mounted 1
6 Volt 5312-631-004
Item Description Part Number Qty.
90 Volt 5312-631-006
13A-1 Terminal Accessory 5311-101-001 1
13B Magnet - Outside Mounted 1
6 Volt 5312-631-011
90 Volt 5312-631-012
13B-1 Terminal Accessory 5311-101-001 1
14 Conduit Box 5200-101-011 1
*See page 28 for specific part numbers. †Optional LK facing
How to Order:
1. Specify Bore Size for Item 1 and 9.
2. Specify Voltage for Item 6 and Item 13A or 13B.
3. Specify left hand or right hand hub for Item 7.
Bushing enters from magnet side for L.H. hub and
from hub side for R.H.
4. Specify Inside Mounted for Items 12A and 13A or
Outside Mounted for Items 12B and 13B.
Example:
PCBC-1225/1000 Clutch Brake Coupling per
I-25613 - 90 Volt, Inside Mounted, Left Hand hub, 13/4" Bore, (Items 1 and 9).
These units meet standards set forth in UL508 and
are listed under guide card #NMTR2, file #59164.
Warner Electric • 800-825-9050 P-214 • 819-0518
25
Page 26

PCBC-1525/1225 Clutch/Brake Coupling
1.546
3.250
.921
5.750
.171
7.531
8.687
Armature View
3.750
See page 28 for
details on Bushings.
Removable plug in ends
for 1/2" conduit.
.358/.338 dia. (6)
holes equally spaced
on 7.250 dia.*
6.378/6.376
Pilot Dia.
13.875/13.871
Pilot Dia.
16.250
15.578
.234
4.093
2.500
2.687
.062
.562
.093 New
1.750
8.937 Max.
3.000
3.187
2.31
4.625
5/16-18
UNC-3A
2
.593
.562
1.640
* Mounting holes are within .010 of true position
relative to pilot diameter.
Armature Shaft .750 – 2.687
See page 28 for details
on Bushings.
(Inside & Outside Mounted)
.358/.338 dia. (8) holes
equally spaced on 13.000
dia.*
Magnet View
Magnet Shaft .937 – 3.000
Static Torque Clutch 700 lb.ft.
Static Torque Brake 465 lb.ft.
Maximum Speed 2,000 rpm
Standard Voltage D.C. 6, 24, 90
All dimensions are nominal unless otherwise noted.
Customer Shall Maintain:
1. Armature mounting shaft concentric with magnet mounting shaft within .006 T.I.R.
2. Squareness of brake magnet mounting face
with magnet mounting shaft within .006 T.I.R.
3. Concentricity of brake magnet mounting pilot
diameter with magnet mounting shaft within
.010 T.I.R.
Warner Electric • 800-825-9050 P-214 • 819-0518
26
Page 27

1
2
3
4-1
4-2
4-3
4-4
4-5
4-6
4
(Shipped Assembled)
5
8-1
9
7-2
7-1
11
12B
13B-1
13B
13A
13A-1
12A
8
10
14
14
7
(Shipped Assembled)
6
6-1
PCBC-1525/1225 Clutch/Brake Coupling
Drawing I-25637
Item Description Part Number Qty.
1 Bushing* 1
3/4" to 2-11/16" Bore 180-0026 to 180-0057
2 Retainer Ring 748-0005 1
3 Splined Hub 540-0064 1
4 Armature & Splined Adapter 5324-111-001 1
4-1 Locknut 661-0004 8
4-2 Armature 5324-111-034 1
4-3 Splined Adapter 104-0011 1
4-4 Autogap Accessory 5323-101-002 1
4-5 Retainer Plate 686-0003 1
4-6 Screw 797-0272 8
5 Mounting Accessory 5321-101-001 2
6 Magnet 1
6 Volt 5304-631-009
24 Volt 5304-631-011
90 Volt 5304-631-010
6-1 Terminal Accessory 5311-101-001 1
7 Magnet Hub 1
Left Hand (shown) 5304-541-001
Right Hand 5304-541-002
7-1 Collector Ring 5301-749-001 1
7-2 Collector Ring Accessory 5304-101-004 1
8 Brushholder 5300-178-001 1
8-1 Brush 176-0001 4
9 Bushing* 1
15/16" to 3" Bore 180-0262 to 180-0295
10 Armature 5303-111-009 1
11 Autogap Accessory 5201-101-008 4
12A Mounting Accessory - I.M. 5321-101-001 1
12B Mounting Accessory - O.M. 5321-101-002 2
13A Magnet - Inside Mounted 1
6 Volt 5313-631-005
Item Description Part Number Qty.
24 Volt 5313-631-006
90 Volt 5313-631-007
13A-1 Terminal Accessory 5311-101-001 1
13B Magnet - Outside Mounted 1
6 Volt 5313-631-010
24 Volt 5313-631-012
90 Volt 5313-631-011
13B-1 Terminal Accessory 5311-101-001 1
14 Conduit Box 5200-101-010 1
How to Order:
1. Specify Bore Size for Items 1 and 9.
2. Specify Voltage for Item 6 and 13A or 13B.
3. Specify left hand or right hand hub for Item 7.
Bushing enters from magnet side for L.H. hub
and from hub side for R.H.
4. Specify Inside Mounted for Items 12A and 13A
or Outside Mounted for Items 12B and 13B.
Example:
PCBC-1525/1225 Clutch Brake Coupling per I25637 - 90 Volt, Inside Mounted, Left Hand hub, 2"
Bore (Items 1 and 9)
These units meet the standards of UL508 and are
listed under guide card #NMTR2, file #59164.
These units are CSA certified under file #LR11543.
Warner Electric • 800-825-9050 P-214 • 819-0518
27
Page 28

Bushing Part Numbers
Dodge Bushing
Bushing Number
Shaft Size Keyway Size Warner Electric Dodge
1-5/16 5/16 x 5/32 180-0168 2012
1-3/8 5/16 x 5/32 180-0169
1-7/16 3/8 x 3/16 180-0170
1-1/12 3/8 x 3/16 180-0171
1-9/16 3/8 x 3/16 180-0172
1-5/8 3/8 x 3/16 180-0173
1-11/16 3/8 x 3/16 180-0174
1-3/4 3/8 x 3/16 180-0175
1-13/16 1/2 x 1/4 180-0176
1-7/8 1/2 x 1/4 180-0177
1-15/16 1/2 x 1/4 180-0178
2 1/2 x 1/4 180-0179
1/2 1/8 x 1/16 180-0185 2517
9/16 1/8 x 1/16 180-0186
5/8 3/16 x 3/32 180-0187
11/16 3/16 x 3/32 180-0188
3/4 3/16 x 3/32 180-0189
13/16 3/16 x 3/32 180-0190
7/8 3/16 x 3/32 180-0191
15/16 1/4 x 1/8 180-0192
1 1/4 x 1/8 180-0193
1-1/16 1/4 x 1/8 180-0194
1-1/8 1/4 x 1/8 180-0195
1-3/16 1/4 x 1/8 180-0196
1-1/4 1/4 x 1/8 180-0197
1-5/16 5/16 x 5/32 180-0198
1-3/8 5/16 x 5/32 180-0199
1-7/16 3/8 x 3/16 180-0200
1-1/2 3/8 x 3/16 180-0201
1-9/16 3/8 x 3/16 180-0202
1-5/8 3/8 x 3/16 180-0203
1-11/16 3/8 x 3/16 180-0204
1-3/4 3/8 x 3/16 180-0205
1-13/16 1/2 x 1/4 180-0206
1-7/8 1/2 x 1/4 180-0207
1-15/16 1/2 x 1/4 180-0208
2 1/2 x 1/4 180-0209
2-1/16 1/2 x 1/4 180-0210
2-1/8 1/2 x 1/4 180-0211
2-3/16 1/2 x 1/4 180-0212
2-1/4 1/2 x 1/4 180-0213
2-5/16 5/8 x 5/16 180-0214
2-3/8 5/8 x 5/16 180-0215
2-7/16 5/8 x 5/16 180-0216
2-1/2 5/8 x 5/16 180-0217
15/16 1/4 x 1/8 180-0223 3020
1 1/4 x 1/8 180-0224
1-1/16 1/4 x 1/8 180-0225
1-1/8 1/4 x 1/8 180-0226
1-3/16 1/4 x 1/8 180-0227
1-1/4 1/4 x 1/8 180-0228
1-5/16 5/16 x 5/32 180-0229
1-3/8 5/16 x 5/32 180-0230
1-7/16 3/8 x 3/16 180-0231
1-1/2 3/8 x 3/16 180-0232
1-9/16 3/8 x 3/16 180-0233
1-5/8 3/8 x 3/16 180-0234
Bushing Number
Shaft Size Keyway Size Warner Electric Dodge
1-11/16 3/8 x 3/16 180-0235 3020
1-3/4 3/8 x 3/16 180-0236
1-13/16 1/2 x 1/4 180-0237
1-7/8 1/2 x 1/4 180-0238
1-15/16 1/2 x 1/4 180-0239
2 1/2 x 1/4 180-0240
2-1/16 1/2 x 1/4 180-0241
2-1/8 1/2 x 1/4 180-0242
2-3/16 1/2 x 1/4 180-0243
2-1/4 1/2 x 1/4 180-0244
2-5/16 5/8 x 5/16 180-0245
2-3/8 5/8 x 5/16 180-0246
2-7/16 5/8 x 5/16 180-0247
2-1/2 5/8 x 5/16 180-0248
2-9/16 5/8 x 5/16 180-0249
2-5/8 5/8 x 5/16 180-0250
2-11/16 5/8 x 5/16 180-0251
2-3/4 5/8 x 5/16 180-0252
2-13/16 3/4 x 3/8 180-0253
2-7/8 3/4 x 3/8 180-0254
2-15/16 3/4 x 3/8 180-0255
3 3/4 x 3/8 180-0256
15/16 1/4 x 1/8 180-0262 3030
1 1/4 x 1/8 180-0263
1-1/16 1/4 x 1/8 180-0264
1-1/8 1/4 x 1/8 180-0265
1-3/16 1/4 x 1/8 180-0266
1-1/4 1/4 x 1/8 180-0267
1-5/16 5/16 x 5/32 180-0268
1-3/8 5/16 x 5/32 180-0269
1-7/16 3/8 x 3/16 180-0270
1-1/2 3/8 x 3/16 180-0271
1-9/16 3/8 x 3/16 180-0272
1-5/8 3/8 x 3/16 180-0273
1-11/16 3/8 x 3/16 180-0274
1-3/4 3/8 x 3/16 180-0275
1-13/16 1/2 x 1/4 180-0276
1-7/8 1/2 x 1/4 180-0277
1-15/16 1/2 x 1/4 180-0278
2 1/2 x 1/4 180-0279
2-1/16 1/2 x 1/4 180-0280
2-1/18 1/2 x 1/4 180-0281
2-3/16 1/2 x 1/4 180-0282
2-1/4 1/2 x 1/4 180-0283
2-15/16 5/8 x 5/16 180-0284
2-3/8 5/8 x 5/16 180-0285
2-7/16 5/8 x 5/16 180-0286
2-1/2 5/8 x 5/16 180-0287
2-9/16 5/8 x 5/16 180-0288
2-5/8 5/8 x 5/16 180-0289
2-11/16 5/8 x 5/16 180-0290
2-3/4 5/8 x 5/16 180-0291
2-13/16 3/4 x 3/8 180-0292
2-7/8 3/4 x 3/8 180-0293
2-15/16 3/4 x 3/8 180-0294
3 3/4 x 3/8 180-0295
Warner Electric • 800-825-9050 P-214 • 819-0518
28
Page 29

Bushing Part Numbers
Dodge Bushing
Bushing Number
Shaft Size Keyway Size Warner Electric Dodge
1/2 1/8 x 1/16 180-0326 1610
9/16 1/8 x 1/16 180-0327
5/8 3/16 x 3/32 180-0328
11/16 3/16 x 3/32 180-0329
3/4 3/16 x 3/32 180-0330
13/16 3/16 x 3/32 180-0331
7/8 3/16 x 3/32 180-0332
15/16 1/4 x 1/8 180-0333
1 1/4 x 1/8 180-0334
1-1/16 1/4 x 1/8 180-0335
1-1/8 1/4 x 1/8 180-0336
1-3/16 1/4 x 1/8 180-0337
1-1/4 1/4 x 1/8 180-0338
1-5/16 5/16 x 5/32 180-0339
1-3/8 5/16 x 5/32 180-0340
1-7/16 3/8 x 3/16 180-0341
1-1/2 3/8 x 3/16 180-0342
1-9/16 3/8 x 3/16 180-0343
1-5/8 3/8 x 3/16 180-0344
1/2 1/8 x 1/16 180-0410 1008
9/16 1/18 x 1/16 180-0411
5/8 3/16 x 3/32 180-0412
11/16 3/16 x 3/32 180-0413
3/4 3/16 x 3/32 180-0414
13/16 3/16 x 3/32 180-0415
7/8 3/16 x 3/32 180-0416
15/16 1/4 x 1/16 180-0417
1 1/4 x 1/16 180-0418
1/2 1/8 x 1/16 180-0421 1310
9/16 1/8 x 1/16 180-0422
5/8 3/16 x 3/32 180-0423
11/16 3/16 x 3/32 180-0424
3/4 3/16 x 3/32 180-0425
13/16 3/16 x 3/32 180-0426
7/8 3/16 x 3/32 180-0427
15/16 1/4 x 1/16 180-0428
1 1/4 x 1/16 180-0429
1-1/16 1/4 x 1/8 180-0430
1-1/8 1/4 x 1/8 180-0431
1-3/16 1/4 x 1/8 180-0432
1-1/4 1/4 x 1/8 180-0433
1-5/16 15/16 x 5/32 180-0434
1-3/8 15/16 x 5/32 180-0435
Warner Electric • 800-825-9050 P-214 • 819-0518
29
Page 30

Warranty
Warner Electric LLC warrants that it will repair or replace (whichever it deems advisable) any
product manufactured and sold by it which proves to be defective in material or workmanship within a
period of one (1) year from the date of original purchase for consumer, commercial or industrial use.
This warranty extends only to the original purchaser and is not transferable or assignable without
Warner Electric LLC’s prior consent.
Warranty service can be obtained in the U.S.A. by returning any defective product, transportation
charges prepaid, to the appropriate Warner Electric LLC factory. Additional warranty information may
be obtained by writing the Customer Satisfaction Department, Warner Electric LLC, 449 Gardner
Street, South Beloit, Illinois 61080, or by calling 815-389-3771.
A purchase receipt or other proof of original purchase will be required before warranty service is
rendered. If found defective under the terms of this warranty, repair or replacement will be made, without charge, together with a refund for transportation costs. If found not to be defective, you will be
notified and, with your consent, the item will be repaired or replaced and returned to you at your
expense.
This warranty covers normal use and does not cover damage or defect which results from
alteration, accident, neglect, or improper installation, operation, or maintenance.
Some states do not allow limitation on how long an implied warranty lasts, so the above limitation may
not apply to you.
Warner Electric LLC’s obligation under this warranty is limited to the repair or replacement of the
defective product and in no event shall Warner Electric LLC be liable for consequential, indirect,
or incidental damages of any kind incurred by reason of the manufacture, sale or use of any defective
product. Warner Electric LLC neither assumes nor authorizes any other person to give any other warranty or to assume any other obligation or liability on its behalf.
WITH RESPECT TO CONSUMER USE OF THE PRODUCT, ANY IMPLIED WARRANTIES WHICH THE
CONSUMER MAY HAVE ARE LIMITED IN DURATION TO ONE YEAR FROM THE DATE OF ORIGINAL
CONSUMER PURCHASE. WITH RESPECT TO COMMERCIAL AND INDUSTRIAL
USES OF THE PRODUCT, THE FOREGOING WARRANTY IS IN LIEU OF AND EXCLUDES ALL
OTHER WARRANTIES, WHETHER EXPRESSED OR IMPLIED BY OPERATION OF LAW OR
OTHERWISE, INCLUDING, BUT NOT LIMITED TO, ANY IMPLIED WARRANTIES OF
MERCHANTABILITY OR FITNESS.
Some states do not allow the exclusion or limitation of incidental or consequential damages, so the
above limitation or exclusion may not apply to you. This warranty gives you specific legal rights and
you may also have other rights which vary from state to state.
Changes in Dimensions and Specifications
All dimensions and specifications shown in Warner Electric catalogs are subject to change without
notice. Weights do not include weight of boxing for shipment. Certified prints will be furnished without
charge on request to Warner Electric.
Warner Electric LLC
31 Industrial Park Road
815-389-3771
www.warnerelectric.com
P-214 819-0518 06/11 Printed in USA
• Fax: 815-389-2582
• New Hartford, CT 06057
 Loading...
Loading...