

www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
AND
MAINTENANCE
Wadkin
INSTRUCTIONS
OVERHEAD
PRINCIPAL
Centre
Maximum
•
Size
Longitudinal
Transverse
Vertical
Vertical
foot
Spindle chuck
Speeds
Horse
Speed
Speed
Total
Floor
Approximate
Approximate
of
cutter
distance
of
main
table
traverse
motion by I\andwhee1
motion
motion of
lever.
of
cutter
power
of motol" in
of
motor
height
space
(allowing
of
bored
of
motor
in
net weight in
shipping
BORING
spindle
between
by
table
spindle
- No. 4
spindle
r.
p. m. on 50
r.
p. m. on
for
dimensions
AND
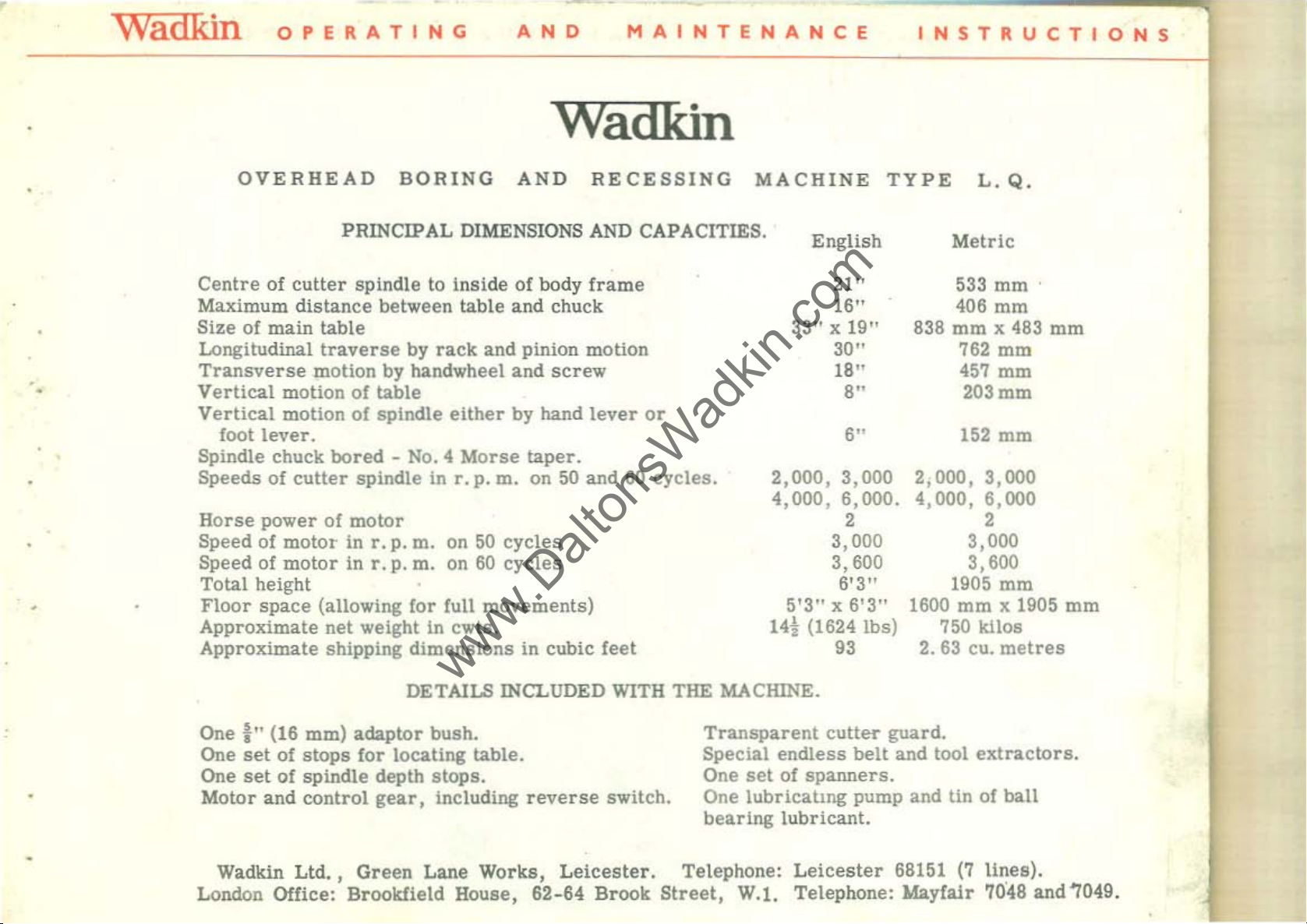
DIMENSIONS AND CAPACITIES.
to
inside
table
rack
of body
and
and pinion motion
and
either
in
r.p.m.
full
cwts.
Morse
by
hand
taper.
on 50
cycles
60
cycles
movements)
in
RECESSING
frame
chuck
screw
lever
and
cubic
feet
or
60
cycles.
MACHINE
English
21
16"
33" x 19"
30"
18"
8"
6"
2,000,
4,000, 6,000.
3,000
2
3,000
3,600
6'
5'3" x 6'3"
141 (1624
93
"
3 "
lbs)
TYPE
838
2,000, 3,000
4,000,6,000
L.
Metric
533
mm
406
mm
mm
x 483
762
mm
457
mm
203mm
152
mm
2
Q.
3,000
3,600
1905
1600 mm x 1905 mm
750 klloe
2. 63 cu.
mm
metres
mm
DETAILS INCLUDED WITH THE MACHINE.
One i" (16
One
set
One
set
Motor
Wadkin
London Office:
of
of
and
mm)
stops
spindle
control
Ltd.,
adaptor
for
depth
gear,
Green
Brookfield
bush.
locating
stops.
Including
Lane
table.
reverse
Works, Leicester.
House,
62-64
switch.
Brook
Transparent
Special
One
One
bearing
Telephone:
Street,
endless
set
of
spanners.
lubricating
lubricant.
Leicester
W.
!.
Telephone:
cutter
belt
pump
guard.
and
tool
and tin of
68151 (7
Mayfair
extractors.
ball
lines).
70'48
and
"7049.

A
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
".
Points.
ball
bearing
on
boring
circular
top position and for
ot
her
must
grease
spindle
sllOe
point the
be
lowered
nipple Is
To lubr
at 3 points
must
icate
the
be
the
sptndle
until
tn
Handwheel to
tension of
belt.
regulate
o
To
lubr
spindle
lowered
through
o
2·
P
oints
locking handle
o 4 . P
each
shaft.
oints.
end
icate Circular
must
be
slightly
and Oilcan
hole.
. One
shaft.
I -
Point
of each handwheel
Inserted
on
""/-
slide
at
,
C=~
---"c
2 - P
oints
-
D
2 -
Points
treadle shaft.
on
motor.
on foot
B
3.
Points
on
raising
.",~,.'
Page 2
Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
AND
MAINTENANCE
INSTRUCTIONS
The machine Is despatched
This
FOUNDATIONS.
If
type
these
details
WIRING.
and
should
the mill floor
foundation bolts i" (
are
in the conc
levelled before fixing and again
For
detailed cabling
19
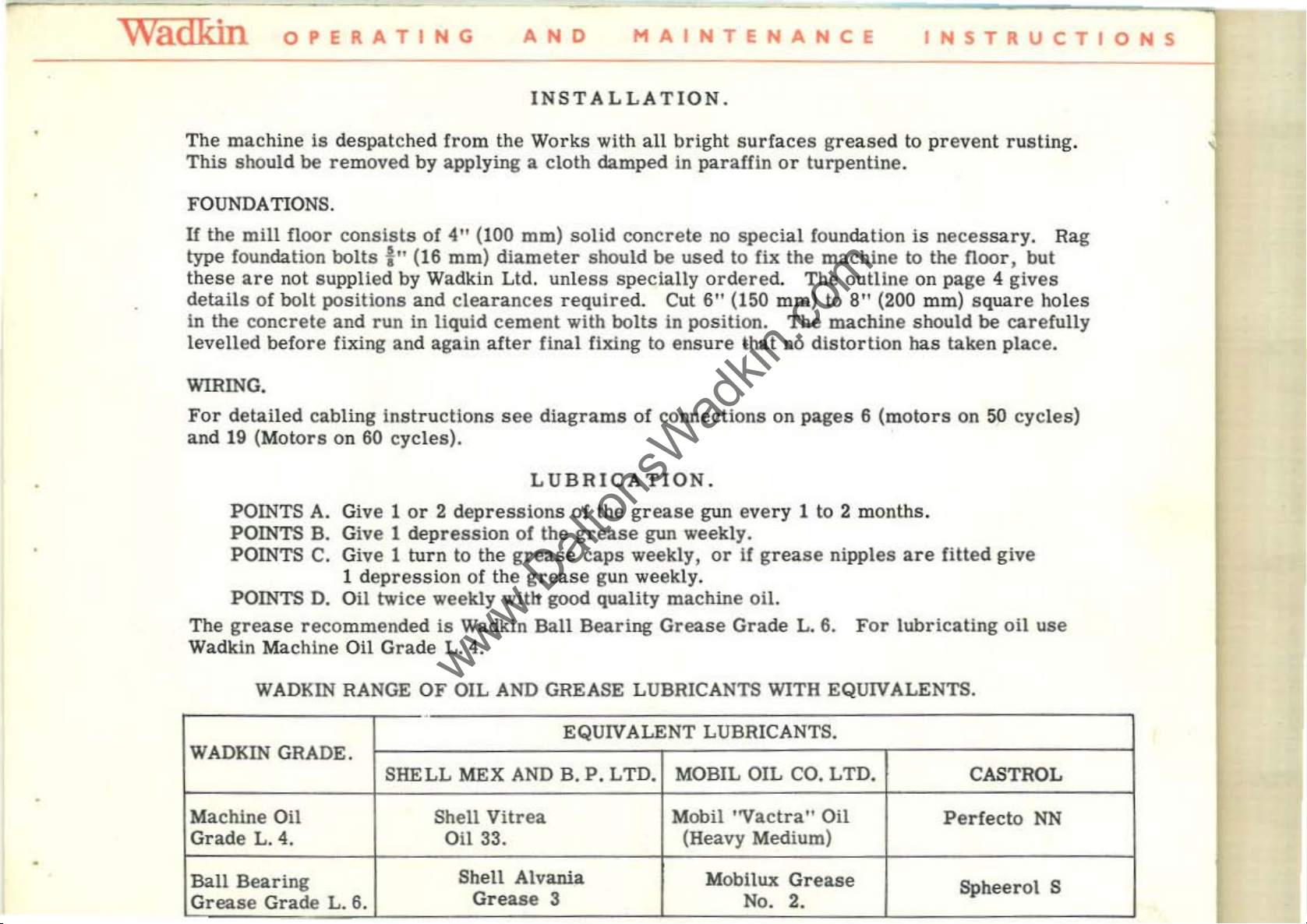
POINTS
POINTS
POINTS C. Give 1
POINTS
be
rem
oved by applying a cloth damped in paraffin
consists
not supplied by Wadkin Ltd.
of
bolt
positions
ret
e and run in liquid
Instructions
(Motors on
A.
B.
D.
60 cycles).
Give 1
Give 1
depression
1
Oil twice weekly with good quality machine oil.
from
of
4" (100 mm)
16
mm)
and
cle
or 2 depressions
depression
turn
to the
INST
the Works with
diameter
unless
aran
ces
required.
cement
after
see
of
grease
of the
with bolts in position. The machine should be
final fixing to
diagrams
LUBRICATION.
the
grease
A L
LATION.
all
solid
of the
grease
concrete
should
specially
of connections
grease
caps
weekly ,
gun weekly.
bright
be
used
Cut
ensure
gun weekly.
surfaces
00 special
to fix the machine to the floor, but
ordered
6"
(150 mm) to
that
gun
every
or
If
greased
or
turpentine.
foundation
. The
no disto
on
grease
outline
8"
rtion
pages 6 (motors
1 to 2 months.
nipples
to
prevent
is
necessary.
on page 4 gives
(200 mm)
has taken place.
are
square
on
50
fitted give
rusting.
Rag
hates
carefully
cycles)
grease
The
Wadkin Machine
WADKIN
WADKIN
•
Machine Oil
Grade
•
Ball
Grease
L.4
Bearing
rec
ommended
Oil Grade L. 4.
RANGE
GRADE.
.
Grade L. 6.
Is
OF
SHELL
Shell
Wadkin Ball
OIL
AND
MEX
Vitrea
Oil 33.
Shell Alvania
Greas
GREASE LUBRICANTS
AND
e 3
Bearing
EQUIVALENT LUBRICANTS.
B. P. LTD. MOBIL OIL
Grease
Mobil
(Heavy Medium)
Grade
WITH
"Vactra
MobUux
No.
L.
6.
CO.
·' Oil
Greue
2.
For
lubr
icating
EQUIVALENTS.
LTD.
Perfecto
Spheerol S
oil
use
CASTROL
NN

• •
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
~
~
-
•
•
"
•
-
~~
-
-
•
•
~8
""
""
<
"
• •
~
...
-
-
-
-•
-
•
,
-
...
-
;;:
-
•
~8
""
""
~
. 0
0 0
E~
< •
•
•
~
"
"
>.
"0
U
?
~
~5
."
P"'i
e 4
CD
o
;0
~
..
;0
~
[;l
C/l
Z
COl
s::
l-J
.
I
Z
III
•
:;!
'U
III
r
p
Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
• N 0
MAINTENANCE
INSTRUCTIONS
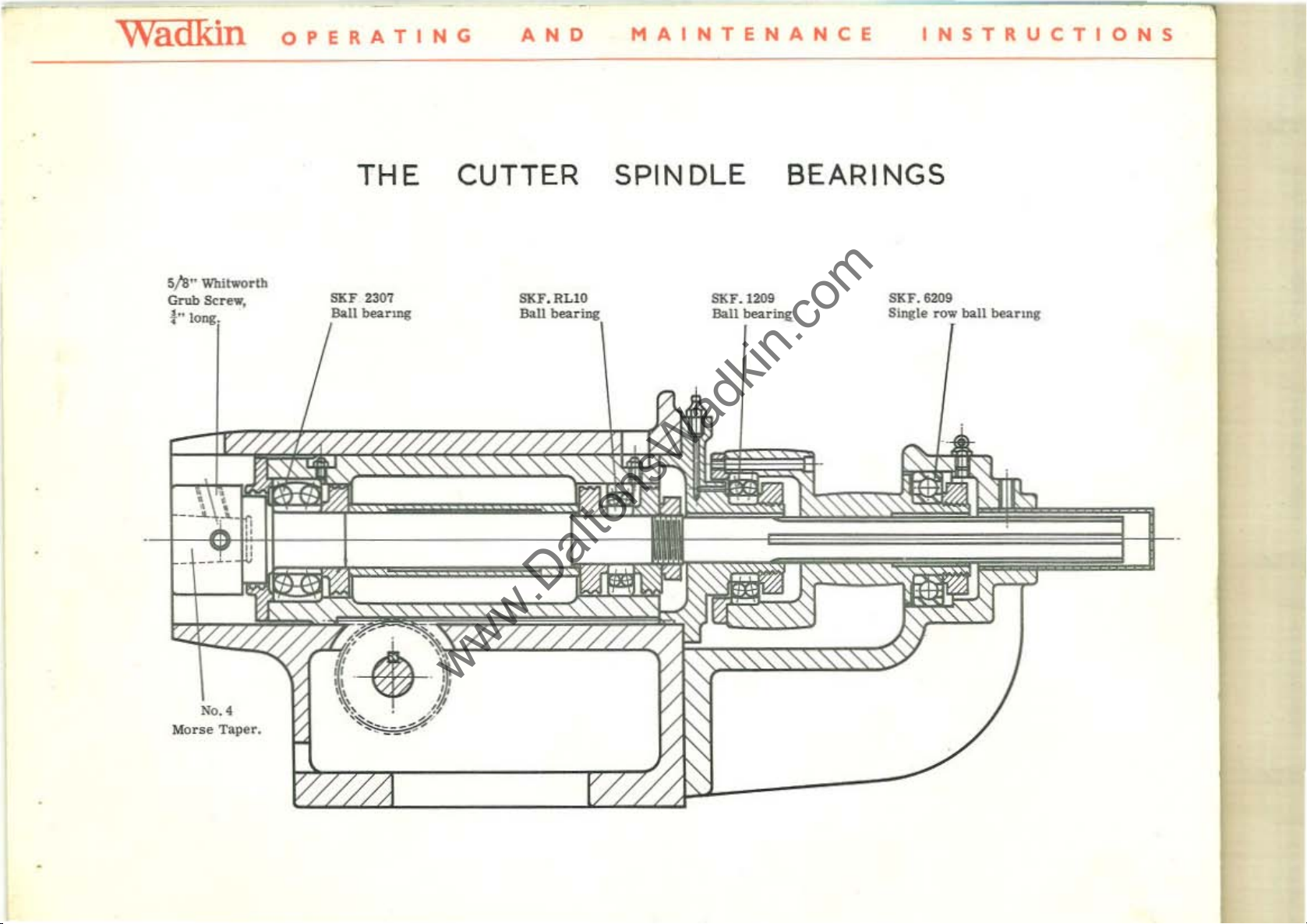
THE
CUTTER SPIN DLE BEARINGS
Sl(Y.l:lOll
BanbeariaC
NO
••
""'rn
Taper.
-
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
...
..
~U
I "
..
~C1~
O
..
tlt
...
"'~
-l;~?;"!O:
~
:
...
,,
_°,,"0 -(
O~u
"I"':>I-
i.
i'III:)I'ti~3"
>
1
.......
"<>
f~"o(5"
..
':~if
i,luiil.J
ilZ
z3
..
"' _
.,2(
..
..
'
l~Z
..
I
Z
"
_ (
;1)10°'1'
lHoJ
t=~"~"O"Z
""'(
II'-OD.~"
..
Ol-IIZ
Z"u~«
_
....
-
0-'
~
"!'
...
..:"01·
0 0
..
~
0
10
;:
-
<I
... " ...
,,111""'2°
lol
-
-I-
"
;:l
l
11
"r
..
....
~0
~~~l~~~
~IL~
, .
• ,,_
_
",,:1:,,0
....
ill
~~~
.... " ..
. O·
~
.. 0
., ,'
'"9
•
5jj~D"
ifI'
....
It;JO
~
Ill",,,
,,""'I.t!!
!:
l
""Z~~1-
?;o.ir
"'Du
'1'(~Ot-
".rlq"·o·Ii<l"OO~"
)
~Zl1..
1,=1-0' ..
l;;i
~~~~~=>~H~~~~~
J.
..
..
I"
1.
o~j,I
.
1-...
11-
Zj
..
(11.1
""'""
..
·:.r
....
o
1.1"0("
0(0
..
&I'll
"~"l'
O~~W"
.. 0 ......
..
~;J
)"
.. 0 " W
d~""')
0
....
~:IIi;l·
..
lz
.
~
.,
....
1101
'1"
O~(l'~.~O
00"
..
..lOOWijt
"r;~U~
I ~
Fi."r
-
- ~
11':1-
,,1: ..
·
1I:
(~1·(1I~"
[
...
~"~J"OZ"~
11.1010.°)1-
I'(
J
0(
Z'l,·,
11
1
J~.
..
,,'.
....
1'
..
",,°oi
tt·-1r
..
".'
..
t-
(;11-
CI
"'..10
l<lrl.
00
3 i1"
U
...
(ll-lI
r
~..:
'"
011
(t-
..
011
Z 0
~
..
t-
1110
(1111
~
rZ
J
~~
H
«I-
oj:;Id:OO'!l
,,1.1°
(1.~:luOo
Z
"/::
oj(l.~-'
~~~~UZ':'
O!".~L-.
z
8~IHn~~~O
>,
.
.~~,
I(.J.J·
..
»(
....
~
...
O
1Il}~1
..
~·L..
Izb~.(<O:
...
0
~
~
1 -
__
-====":O~
±3
~
~
~
«'"
i I- t
J 0
..
rl
(
!;;~
I-
,
'
~
~
•
~
.
~
,.
>'
"
••
,.
..
O
~
"
z'o
'"
~i5
"I'
~.Il
r.,
,-~
~":---- - =i'
, " ,
-
..
- -_
..
-
~~
. /
>,
"
>,
>
J '
8 /
,
~
, u
~ ~
~
~
o
1J
i-
U • •
\'
L
. / '
___
---------,
I 0
_ _
_____
_
!
~
!
~
•
L ___ _ _ _
•
~
I
~II
• •
..
-----
~-----'
,
I
...
:<
~
.'
:l
~
-
"
l

Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
AND
MAINTENANCE
INSTRUCTIONS
INSTRUCTIONS
OPERATIONS FOR CU'fTlNG RIGHT HAND
PI'fOt
machine
to
phOi
round
Fix
alOpl '11" and
Fix
slop
"""mon.
down)
bring
Ar~e
stop
''0'',
continuaticm
suit
this
tabLe
hole
"F"
In
....
Arrange
CUller to
depth
.top
CU\
....
e<Ii;e
of
tQp
dlme",lo",
round
."
...
"L"
ltable
atop
,taTllne
to
lult
room
Qf
tread)
Bring
to rlf:l\t arid fill:
Fta:. S.
to
8ull
hole
"J"
Brine
11'11.
to
,Ive reqlrlred
to
live
pOmt u
and
tu!
on
tread.
and
on
Jig to
lab!e
~ltIon.
rl'q\llred
shown
II>e
f1UI
Pivot
eeUl"ll-out
normal
poslllon
FOll
STRlliG.
al
sull2ble"angle
fo......,.rd
F
ix
elamp
taper on
lencth
In
01
Fig.
paraUel
Jig
on
10
of
stair
again
CUTTING
and
arr~
In hole
rls"r
""""
4.
riser
noSing
"lop '·T "
string
(with
to s
uit
SUlr
piYOI
''C''
and
a.r~e
to tread.
and
and
measure
turn-over
and
cut
STAIR
~1
pin
stop
With
irud.
wedge
pitch
stop
..
1np
In
hole
"E"
"er ....
jig
Pivot
room
of
''0''
STRINGS.
to
be
cut u Fig.
"A"
dead
In !KIle
In
turn-over
In
DOrm.l.i
jig
00
on
trea<k
down)
under
''0''
to
atop
"""ltlon
to
atop
ri8er,
dlme",lon
and
Scribe
moVe
1. F
ill:
atlll ..
e~tre
gin
''C"' to
(wllIl \lIrn...over
"E"
"K",
,talr
of CIIller
required
brlnr
and
turn
Une
"N"
Fix
slrinll
flflre"'i
taper
Jig
stop
back
(which
pointer
alo",
jlf:
sph'ICIle.
on
tread.
10
normal
''0''
turn-Qver
Is
a
''N'' to
unUl
scrlbed
markl"i
"""od
OD
TO CUT LEFT
Pivot
"B"
pointer
to
riser,
machine
Fill.
line
"N"
out
Is
stop "E",
The
table
S.
Ar
at
tI>e
left
COincides with
necessary,
turn
back
pltcll
olllle
HAND
...
.-wnd
",e
band
STRING.
.top
end
polnler
To
cut
second
t"rn-onr stop
Ireacla
10
"S"
of
left
In
1Ia:
Is
and
hoLe
and
''N'',
and
now
controlled
fix
al
suitable
"I""
and
opposite
Clamp
remalnl"i
''0'',
cuI wedge
Slop "F"
band
down
by
turoonr
111IIe
tu
rn_OTer
and
treado
10
in
."Itable
room
suit
slop
arrange
and
risers
on
st~
stair str
pOaiUon
''0'',
turn_over
cut
Iread;
"0",
ln«
and
parallel
pivot
to
be
repeal
stop
"0"
In end
rlu
r ,
III
round
cui, Fill, 2,
to ItQp
opel"llllons u bef
of
110&1",
"F"
Fix
ill
no.l""
and
and
10
ore
tread,
cut
pivot
UIIltC
No
more
pivot
wedf!:e
round hole
tI>e
JIII
room

M.--_
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
10<
...
no. I
,,,,,.,,,,,,
................
""'"
..
,""
boo
-:..,
le
.
M_
...
....... , ...
""""
f!G. I
.........
.
... ...
,oIt_
boo
..
.

Wadkin 0
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
PER
A
TIN
G
AND
MAINTENANCE
INSTRUCTIONS
•
CUTTER
The following
of
cuts
that
can
included or
available
pages
10 to 15
be made u
for
EQU
sing
use
IPME
illus
the
with
NT
trate
the
variety
cutter
the machine .
equipment
•
Page
9

~"
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
-
3" DU. COREBOX
CU'IT
ERS.
CORNER ROUNDING
_
l
r.
PA'ITERN
----CUTTERHOLDERS:-
CU'ITERS.
L.
P.305
r.
306.
C.B.I-t2
i" - I.
Spindle
SMALL COREBOX CU'ITERS.
L. P. 305,
Spindle
MEDIUM COREBOX CUTTERS.
1/16"
dia.
spud
L.
P.
43 C. B.
·
3"
dla.
speed
C.B.SO_S3
10 _
25
6,000
r.
p. m.
306
r.L.P.307
84_93
30
-75
&000-3000 R.
m/m
m/mdia.
P.
M.
dia
.
CUTTERS:-
W.H.C.70·72.
l/S"
-
f"
radiI.
Spindle
CORNER ROUNDING CUTTERS.
L. P. 307
Spindle
PATTERN CU'M'ERS.
speed
speeds
6,
000
r.
p. m.
P.C.80·9O
25 - 75 m/m
6000 _ 3000
dia.
r.p.
m.
Pag<>
10

Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
t"
-
It'·
DIA. SOLID
OPERATING
..
ADJUSTA
BLE
AND
RECESSING CUTTERS,
MAINTENANCE
ROUTING
OR
RECESSING
INSTRUCTIONS
CIJ'ITERHEAD"
DOVETAIL CUTI'ERS.
.
2t"
dla.
J.
P. 94.
~~~~~t;
~
;:
~~~
--C~~~:i::._i
S;llndlt
ADJUSTABLE R£CEB5ll'IG
SplDdl.
SOLID RECESSI
I4
dla.
spM<I
e,
OGO
CUTTERS,
B.
E,go _ 901,
B.£.70
'PHd
.14,
6,000
NG
CUTTERS.
r. p. m.
i-
-
t··
-
r.
p. m.
IJ"dla.
Ij"<lia.
~~~
:
j!
j_~~-I(...l~rUTI'ER
·
/j~I---_coE~;~
C~nlre
Spin,U,
ROUTING OR RECESSING
r,
_---
, . L. P. 295
ADAPTOR BUSII:-
7/18" " 1/8"
~or
boosU'le.
Spindle speed 6,000 r . p. m.
.qua
...
Or
. 22?A,
4.000
dla.
(1
I"OUDd
J.P.94
J.P.94Il
2Z7C,
r.
p. m.
.
1 "
!2
.tee
J.P
J.P.227B,
culter,_ J. P.
epee<!
CU
TTERHEAD
W.H.D.S06S2.
S;-
cum",
dav,tall
DOVETAIL CUTTERS.
corne r:_
....
J,
P. He.
ID/m
..
lor loo.se
dta
. )

i" - :.
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
5/8"
DIA.
SORlNG"
SLOTTING CUTTE
RS.
SOLID TRENCHlNG CUTT E
RS"
TW
O_FLUTED CENTFlE Bl'l'S.
•
'._----- AD
!-.
•
,
,
~'
. ,
':
,i.
_-
/
1
,
"
APTOR
L.
p.
:m _ 296 .
'7f-CUTTERS,
B. E.
11
Spindle
THREE
SLOTTING CUTTERS.
CUTTERHO
L. P
.305"
BUSHES,-
square
-
I~
,
t"
spHd
8, 000 r .
WIN
G BORING
LDE
RS:_
306.
oou:_
-
I"
<!la.
p.
..
m.
,
~~
-j~
;, L. P
_-AD
APTOR
CUTTERS, clothe.
L. P. 425 - 432,
Sp
SOLID TRENCHlNG CUTTE
or
.H5
will
indle
self
up
10
BUSH:_
.
IXI
I sl.nk.
speed
BUS
- 296,
cenl
t··
<!la.
6,000
HES:-
rJ.tc
peg
t,·
cbo.lc
- I
r.
k
I
ype
t"
p.
,
<!la..
m.
RS.
UTTERS:-
W
.H.C.I-3,
SpIDdl
, speed 6000 " 4000 r . p.
SORlNG
"SLOTTING
1" _ 2. S
/S·
·dJ
a.
m.
CUTTERS.
Page
12
_---I
.
-C
":~~:.
.
~
..
:6.
t"
Spindle speed 3000 _
TWO-FLUTED
_ f" dla.
CENTRE BITS.
l1OOO
r.
p.
m.

I
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
Wadkin
OPERATING
AND
MAINTENANCE
,
INSTRUCTIONS
MORSE PATIE
RN
TWtST"
Or
CLEAN-CUT BITS.
BUSHES:-
- :t98,
uU
cent ..
l",
to
i"
dla
,
ahanl<.o.
~.
SpIDdle
MORSE
8peed
:woo
PATTERN TWIST
chuck up
• eooo
r.
p:
mTS.
m.
~~~~
~
~
~
TAPER"
PARALLEL PORTHOLE CUTTERS,
DRILLS"
,
COUNTERSlNKS.
______
ADAPTOR BUSHES:_
i i"'-- L.P.:I;9S
l·
ldd
~
CUTTERS:-
_----·",,,
l
J~
lt·
l
~~~~~~SpIr.dle
.1 /
. :
,I
W.
H.
Po.raU"L
W.H.C.U3-117
TAPER
REVERSIBLE
10
Z96
C. 102 - 104 'l/
. pe.ed
..
6,000
PARALLEL
CUTTERS.
U" -1/1"
t"-I
"dIa.
r.
p.
m.
PORTHOLE
dla.
or
self
centrl"ll
;;;,~.
CLEAN_CUT
speed
PLYWOOD.
chuck.
SOOO _ l1OOO
BiTS FOR
use
r.
p
.....
ON
L. P.:I;94 " ::95
Or
Kif
t"
centring
dla.
chuck up to
shanks.
w:~';!,.~~,
c:.::.:,;:.:';
COUI'ITERSlNK:-

DRILL WlTH COUNTt:RBOIU
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
I"
SQU
....
RE CUTTERBLOC
K.
GROOVUI"G SAWS"
FRE
NCH SPI
NDLE.
Or
to.
MM
dla.
BUSHES
-'"
c..,trLoc
eIwIQ.
:-
ctN.:k
..
to
t;H. ___
- -
"ENCH
CUTTERS:-
CIIU~ra
SpLndk
SPINDLE
L.P.I87.
to
auLt
cu.tom~r
requLn_"~.
~
4
,000
t
.
r.p.m.
Spi".,Le
,
_2000r.p.m.
,
L. P. 188.

Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
AND
MAINTENANCE
,
INSTRUCTIONS
•
SLOTTED
COLLARS, CUTTERS h SCREWED SPIND L
J\,
-
•
,
•
,
,
,
,
,
•
,
•
,
,
, ,
,
•
I
"-
,
•
,
•
,
•
,
,
,
,
,
---
--
./.
r
WED
SCRE
L.P.lsa.
$PAC
ING COLLARS
Z.1,2&3.
Q.
S
LOTTED
L.
SPINDLE;_
COLLARS
P.199
E.
.
ADJUSTABLE TRENCIllNG h
---
_
l
,
__
-
=
:::2
~
~tl;;;:f~::
:
_
----CUTT
L
--CU
PANEL
C
UTT
L.
TTERS:-
Shaped
suit
Spindle apeed4,OOO r
PANEL
L.
RAISING CUTTERS.
ERHEAD
P.412.
customeu
ERHEAO;.
P.
:-
cut
ters
RAISING
412.
supplied to
requlrementl!.
.p.m.
HEAD.
•
SMA
LL
FILLET
W.
H.
C.
130 _ 135.
Spindle
speed
CUTTERS,-
3/8"
3,000
r.
p. m.
- I"
rad.
CUTTERS:_
L.
P.
~~~~~~~~~~~
~
Spindle
................
TRENCHING
speed
"
4,000
417. 1.
L.
P.
415.
L.
P.
418. 1. 1/
L. P. 418. 1.
r.p.m
-~-
..
~
1/8"
.....
~ ~
3/8"
VS"
.
- I
• I
:"
8'
_
• 2".
..
----
t".
1~".

TYPICAL
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERA
TlO
NS
ON
THE
MA
CHINE.
The following
It
should
the
cont
worked
illus
per
o
regulate
panel,
be
vari
ous
movements -
rols
the leng th of the
IrH
trati
on
ation
being
the width and length
and co
page.
,how
the shaj)f!S that can
noted that once the
slralghlllne,
travel
hand.
show.
a panel sinking
performed.
ntr
ol the depth of cut.
WQrk
only of the
StO)l3
of
be
generated
uSing the
Is fixed on the table and the cut
angular, circular, etc. are
work
past
the
culler,
and
varlous
ter
accurately
pre
cision
apart
feed movements on the machine.
functions
from
pOsition
Ihls
ed
with
01
the machine. The
the
vari
ous
shapes
respect
are
to the
WQrk,
operator
nol In any
way
A panel
that
crou
2 ~ "
x
9"
1& the maximum
may be cut
at
and longi tudinal
one
settlng
using
traverae.
Page
16

Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
AND
MAINTENANCE
INSTRUCTIONS
Boring a
number
traverse
ate
location for
series
of
stops
to give quick and
of
holes
on
longitudinal
repetition
using
aCCUI"-
work.
a
Producing
radius
radius
This
lever
pin
•
and
pal
table
fitted
which
provides
angles.
circular
and
segmental
by
means
Is
with
engages
of
contro
spring
stops
work
auxiliary
lled
holes
for
up to
work
by hand
plunger
In
all
6"
12"
table.
table
princi-
I
G

Illustration
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
rotated
to 45°
shows main table
for
cutting
stair
,
I
I
I
strings
longitudinal
by
use
of
cross
traverse
and
motions.
Using
l
ocked
hand
l
fences and
work
past
may
cutters.
with
be
fed
table
by
Page
I
•
18

Wadkin
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
OPERATING
•
ON'-V)
AND
MAINTENANCE
so
'THAT
,,"£.AOI<-V
1'>
"'''"pca ....
DISCONNECT
MA(l,NItT'C
WHIC...,
MACHIN!;
... O(:kNU"'
1"'1ACJ04
C"""-"YlN&
I5,..AI\TE
OF
T'
lO-OTATION
INIt"
,.,OTATI'ON
....
: M ....
TM.I:
'.
01-"''1'"11:'0
&"""1"
~1'l"C'"
..
T ....
!lHOU1...C
"'''10
.....
"",AMI:
THE
.....
I!NSU"E
CHI
N£
LN-rE!'l..C.
IU
..
ECTIO.ICA",
.11.11"'''''''0'
"'TE"
8E.
&E
el,l
HeLl[
JrOJit
C ....
~1o
"1'"104
1$
CO'"'''EeT
INTO
......
INSTRUCTIONS
00£:
...
1'1.
MA'"
1"0"
",ND"-O
TIot""u.'"
SC,.,rwED
~D
" _
...
"
LN
eAat.E~
8V
OV'C
TIoIE
TO
,.. TI-II!:
':"'Vlel:
NOOI;
!I"I!:CTION
U~U!-I-;)
eoNO
I
NTO
MEAN"
EO
C.ONOUIT
TH!:
D"
eE.FORE
, TCI
1...1
",NO
TO
MAOoN
'I:
fO.S:VC"
Mool.CH.lNIt
,..,
....
AT
... IT
.,.'"'£
OJ"
IN
THE'.
II!:"nc
C.T
l0N
P'UTTING
1..3 .
•
a.:
,"1
..
E.
\
\
•
I
•
D
I"<;()NN&C"T
BUTT
I!oUTTON. TO
TuRN
""11:1-1.
ON.
'STOP'
.......
OVERLOAD
SHOULO
OVE:J'lI..OAO
,",-...,~1E'fII,
•• .
GP.OUNO
~~:~:~
••
".
(
!oWITeH
TO
$'1'01"
L.OCK
BU"!"'r
'0
BI:FOFl.E
.
T}oj£
MAC:I·UNr.
JIlf:!!>I:T
0'"
:
;~.;
M .... Cl--lJNE .
THJ;:
1..1
A3
A3
I"'IACIoIIN
OFI'
ON,
A $TAP..T
....
TO
I..
t
"'0
TO
LI
TO
1..
1 T O
TO
"NO
M,",CH1NE'
'1"),<1.
!oTOP
1103,
Lit
BI! , 1..2.
a:!,
B3
A3.
I..I!
ca.
I.&.
&3.
B3
PP.
E :
MU
c:
CWE:
TO
TO
T O C;J.
TO
TO
TO
E$$
... T
....
'~,T"'''T
'""It!.
N
"'3,
ea,
&3.
""Illi!t
BE
BE M ....
TO
1..3
1..3
alt
,
<::3.
'.-rep"
T
1..3 T O ....
1..::1
Hr.
TO
TO
TO
''
....
N'O
O£..
<:3.
C3-
Ar..
1
It
.

•
www.DaltonsWadkin.com
www.DaltonsWadkin.com
www.DaltonsWadkin.com
...
blow
chips
Wadkin
No
motor
duct
or
control
the
re.ultant
Similnly,
the machine
for blowing down
in
bener
breakdown.
Bl
owers
for
Please
any
voltage
sute
i«umuluion.
and
un
away
and
harmful
dirt
with
Electric
un
run
at
its maximum efficiency
gur
covered with dust ind dirt. Sooner or later
overheuing will
un Interfere with its efficiency.
all
Woodwork
usler
be
volu.ge when ordering.
running, in
supplied for single phase A.c.
up
to 250.
ouse
serious trouble.
of chips and dust. in
ing
Mach
Increued
dust,
a
Blower
with
it.
the
meclQnial
A.
few
minutH
inery
will
be
amply repaid
life, and freedom
or
Direct
v~ntilatin&
parts
of
a week
from
Current
•
•
l
 Loading...
Loading...