

E.H. Wachs
600 Knightsbridge Parkway
Lincolnshire, IL 60069
www.ehwachs.com
TRAV-L-CUTTER
MODEL E & H/E
STANDARD & ATMOSPHERIC
02-000-01,-02,-03,-04
E.H. Wachs Part No. 02-MAN-01
Rev. A, March 2014
Copyright © 2014 E.H. Wachs. All rights reserved.
This manual may not be reproduced in whole or in part
without the written consent of E.H. Wachs.
EU DECLARATION OF CONFORMITY
WITH
COUNCIL DIRECTIVE 2006/42/EC
Issue Details: DATE:
1/1/2011
Directives: Machinery Safety Directive 2006/42/EC
Conforming Machinery:
Model Number: 02-000-01, 02-000-02
Serial Number:
Manufacturer: E.H. Wachs
Responsible Representative: Orbitalum Tools GmbH
Harmonised Standards &
Other Technical
Standards/Specications
Applied or Referenced:
Provisions with which
Conformity is Declared:
We hereby certify that the machinery descrived above conforms to the provisions of
Council Directive 2006/42/EC on the approximation of the laws of the Member States
relating to the safety of machinery.
Signed:
Trav-L-Cutter:
600 Knightsbridge Parkway
Lincolnshire
IL 60069
USA
Josef-Schüttler-Str. 17, 78224 Singen
Germany
Tel. +49 (0) 7731 - 792 872
Fax +49 (0) 7731 - 792 566
EN ISO 12100-1:2003 + A1:2009
EN ISO 12100-2:2003 + A1:2009
EN 60201-1:2006 (for electric machines)
EN ISO 13857:2008
EN 982:1996 + A1:2008 (E) (for hydrailic machines)
EN 983:1996 (for pneumatic machines)
EN 13732-1:2006
EN ISO 14121-1:2007
EN ISO 13850:2008 (for pneumatic machines)
Essential Health and Safety Requirements of Annex 1 of the
Machinery Directive
Place:
E.H.Wachs, Lincolnshire, IL USA
Signatory: Pete Mullally
Quality Manager
E.H. Wachs
Table of Contents
Table of Contents
Chapter 1: Introduction to the Equipment .........................................1
Purpose of This Manual .........................................................1
How to Use The Manual .........................................................1
Symbols and Warnings ..........................................................2
Manual Updates and Revision Tracking .............................................3
Equipment Description ..........................................................3
Compact Design, Easy Set-up ...............................................3
Standard Weld Prep Capability ..............................................3
Grooved, Mechanical Joint Preparation........................................3
Offshore or Pipe Line Maintenance ...........................................3
Corrosion Resistant .......................................................4
Operates Anywhere .......................................................4
Safe, Cold Cutting ........................................................4
Fast, Reliable ............................................................4
Chapter 2: Safety ..............................................................5
Safe Operating Guidelines. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Safe Operating Environment ...................................................6
Operating and Maintenance Safety ..............................................6
Safety Alerts in This Manual ...................................................6
Protective Equipment Requirements .............................................7
Protective Clothing .......................................................7
Eye Protection ...........................................................7
Hearing Protection........................................................7
Chapter 3: Machine Specications ...............................................9
Chapter 4: Setup and Operating Procedures ......................................15
Wheel Settings ...............................................................15
Chain Lengths ................................................................16
Wheel Settings and Chain Length .................................................17
Chain Length Calculations ...................................................17
Machine Installation ...........................................................18
Operating the Machine .........................................................20
Special Instructions for Assembling 2” Wide Drive Chain ...........................21
Operating Hints .........................................................22
Chapter 5: Maintenance .......................................................23
Lubrication Instructions ........................................................23
E.H. Wachs Part No. 02-MAN-01, Rev. A i

Trav-L-Cutter
Chapter 6: Consumable Select Chart ............................................25
Data on Cutter Size ............................................................25
Cutters ......................................................................27
Chapter 7: Troubleshooting Problems ............................................29
Chapter 8: Parts Lists & Exploded View Drawings .................................31
ii Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 1, Introduction to the Equipment
Chapter 1
Introduction to the Equipment
PurPose of This Manual
This manual explains how to operate and maintain the Trav-L-Cutter. It includes instructions for
set-up, operation, and maintenance. It also contains parts lists and diagrams, and troubleshooting
instructions to help you order replacement parts and perform user-service able repairs.
how To use The Manual
This manual is organized to help you quickly nd the infor mation you need. Each chapter de-
scribes a specic topic on using or maintaining your equipment.
Use these instructions to operate and maintain the equipment.
E.H. Wachs Part No. 02-MAN-01, Rev. A 1
Trav-L-Cutter
syMbols and warnings
The following symbols are used throughout this manual to indicate special notes and warnings.
They appear in the out side column of the page, next to the section they refer to. Make sure you
understand what each symbol means, and follow all instructions for cautions and warnings.
This is the safety alert symbol. It is used to alert you to potential personal
injury hazards. Obey all safety messages that follow this symbol to avoid
possible injury or death.
WARNING
A WARNING alert with the safety alert symbol indicates a potentially hazardous situa tion that could
result in seri ous injury or death.
CAUTION
A CAUTION alert with the safety alert symbol indicates a potentially hazardous situa tion that could result
in minor or moderate injury.
A CAUTION alert with the damage alert symbol indicates a situation that will result in
damage to the equipment.
This is the equipment damage alert symbol. It is used to alert you to poten tial
equipment damage situations. Obey all messages that follow this sym bol to
avoid damaging the equipment or workpiece on which it is operating.
IMPORTANT
An IMPORTANT alert with the damage alert symbol indi cates a situation that may result in
damage to the equipment.
NOTE
This symbol indicates a user note. Notes provide additional information to
supple ment the instructions, or tips for easier operation.
2 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 1, Introduction to the Equipment: Manual Updates and Revision Tracking
Manual uPdaTes and revision Tracking
Occasionally, we will update manuals with improved opera tion or maintenance procedures, or
with corrections if nec essary. When a manual is revised, we will update the revision history on the
title page.
Current versions of E.H. Wachs Company manuals are also available in PDF for mat. You can
request an electronic copy of this manual by emailing customer service at sales@ehwachs.com.
You may have factory service or upgrades performed on the equipment. If this service changes any
technical data or operation and maintenance procedures, we will include a revised manual when
we return the equipment to you.
equiPMenT descriPTion
Compact Design, Easy Set-up
Lightweight, low prole design needs only 10” to 12” of clearance and set up time is ten minutes or
less. Once the adjustable drive chain is pinned together and tensioned around the pipe the machine
is ready to operate.
Standard Weld Prep Capability
Weld preparation detail can be achieved from common 30º and 37-1/2º bevel on standard wall
carbon steel.
Grooved, Mechanical Joint Preparation
The Trav-L-Cutter can simultaneously cut off and groove pipe in one cut. Cutters are available for
Victaulic and other grooved coupling systems.
Offshore or Pipe Line Maintenance
The Wachs Hydraulic Trav-L-Cutter offers the inherent advantages of a completely sealed and
self-lubricating closed loop system. The Model HE is particularly suited to eld machining operations under the type of hostile conditions often found in pipe line maintenance and construction
such as dirt, sand and water. It is a portable pipe cutting machine that can be used conveniently on
offshore drilling rigs, pipe lines and on construction work in rivers and harbors.
E.H. Wachs Part No. 02-MAN-01, Rev. A 3
Trav-L-Cutter
Corrosion Resistant
Corrosion from constant exposure to salt water can be minimized with an accessory package that
includes extensive use of stainless steel fasteners, special bearings and seals and high zinc coating.
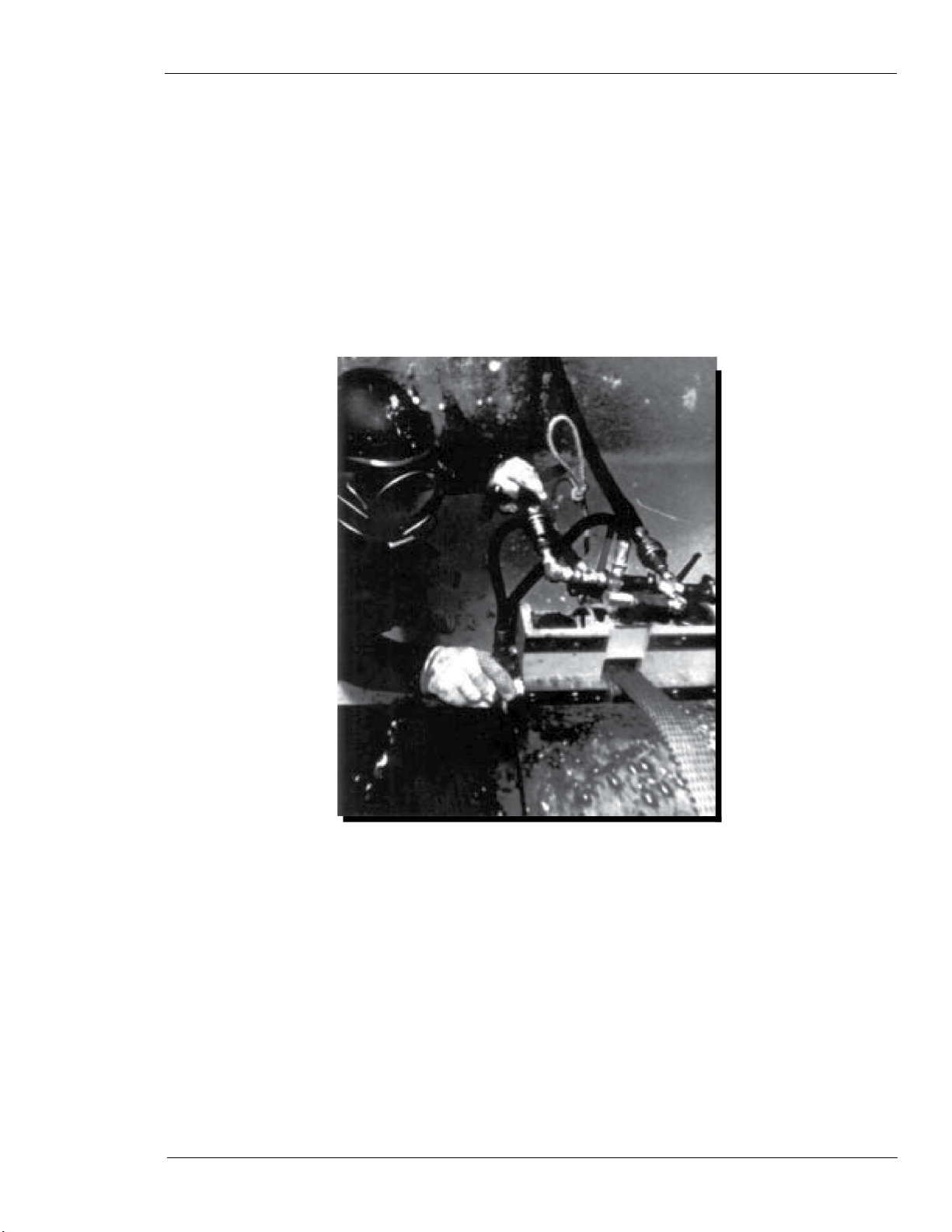
Operates Anywhere
With air or hydraulic power, the Trav-L-Cutter will operate on horizontal or vertical pipe, in the
eld or in the shop. It cuts and bevels in a mud lled ditch or under water, where it has been used in
chambers and free diving to depths of 600 feet.
Safe, Cold Cutting
The Trav-L-Cutter can be used in explosive conditions, onnatural gas, crude, product and fuel
lines. It has even been used to cut missile fuel cells.
Fast, Reliable
A standard wall pipe can be cut and beveled with a cutting speed of approximately 2 minutes per 1”
of pipe diameter. Cutting time varies for heavier walls and harder alloys. Due to its rugged con-
struction, it is not unusual to nd machines still operating after 10 or 20 years of severe service.
Included with your TRAV-L-CUTTER:
• Operating Manual and Isometric Parts List, Operating Tools, and spare Chain Connecting Pins.
• Basic Mounting Chain for 6” dia. pipe
• Steel Storage Case
• 6-ft. Hose Whip with oiler (air only)
4 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 2, Safety
Chapter 2
Safety
E.H. Wachs takes great pride in designing and manufactur ing safe, high-quality products. We
make user safety a top priority in the design of all our products.
Read this chapter carefully before operating the bridge slide. It contains important safety instructions and recom mendations.
FULL SAFETY INSTRUCTIONS AND GUIDELINES ARE IN THE MANUAL FOR
YOUR TRAV-L-CUTTER MACHINE. Make sure you read and understand these safety recom-
mendations and operating instructions before operating.
safe oPeraTing guidelines
Follow these guidelines for safe operation of all E.H. Wachs equipment.
Look for this sym bol throughout the manual. It indicates a personal injury
hazard.
• READ THE OPERATING MANUAL. Make sure you under stand all setup and operating instructions
before you begin. Keep this manual with the machine.
INSPECT MACHINE AND ACCESSORIES BEFORE USE. Before starting the machine, look for loose
•
bolts or nuts, leak ing lubricant, rusted components, and any other physi cal conditions that may
affect operation. Properly maintaining the machine can greatly decrease the chances for injury.
ALWAYS READ STICKERS AND LABELS. Make sure all labels and stickers are in place, clearly
•
legible, and in good condition. Refer to “Safety Labels” later in this chapter for label locations
on the machine. Replace any dam aged or missing safety labels; see the ordering informa tion at
the end of this manual.
KEEP CLEAR OF MOVING PARTS. Keep hands, arms, and ngers clear of all rotating or moving
•
parts. Always turn the machine off and disconnect the power source before doing any adjustments or service.
E.H. Wachs Part No. 02-MAN-01, Rev. A 5
Trav-L-Cutter
• SECURE LOOSE CLOTHING AND JEWELRY. Secure or remove loose-tting clothing and jewelry,
and securely bind long hair, to prevent them from getting caught in moving parts of the machine.
FOLLOW SAFE PROCEDURES FOR HANDLING LUBRICANTS. Refer to the manufacturer’s instruc-
•
tions and the Mate rial Safety Data Sheets.
Safe Operating Environment
• Do not use this equipment in a potentially explosive atmosphere. Fire or explosion could result,
with the risk of serious injury or death.
• Provide adequate lighting to use the equipment, in accordance with worksite or local regulations.
KEEP WORK AREA CLEAR. Keep all clutter and nonessen tial materials out of the work area. Only
•
people directly involved with the work being performed should have access to the area.
Operating and Maintenance Safety
• This equipment is to be operated and maintained only by qualied, trained personnel.
• Make sure the equipment is stable when attached to the workpiece for the operation. Ensuring
stability of the installed tool is the responsibility of the operator.
• Make sure the workpiece is supported adequately for installation of the equipment. This
includes supporting any workpiece “fall-off” section when severing the workpiece. Ensuring
support of the workpiece is the responsibility of the operator.
• Tooling on any cutting equipment—including lathe tools, saw blades, milling tools, etc.—may
get very hot. Do not touch tooling until you have made sure it is cool enough to handle.
• Wear gloves when removing or cleaning up chips and cutting debris. Chips can be very sharp
and cause cuts.
• Before performing any service on the equipment, dis connect the power source. Follow all
lock-out/tag-out procedures required at the worksite.
Safety Alerts in This Manual
The following alerts are used throughout this manual to indicate operator safety hazards. In all
cases, these alerts include a notice describing the hazard and the means to avoid or reduce risk.
Carefully read all safety alerts.
This icon is displayed with any safety alert that indicates a personal injury
hazard.
WARNING
This safety alert, with the personal injury hazard symbol, indicates a potentially hazardous
situation that, if not avoided, could result in death or serious injury.
6 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 2, Safety: Safe Operating Guidelines
CAUTION
This safety alert, with the personal injury hazard symbol, indicates a potentially hazardous
situation that, if not avoided, could result in minor or moderate injury.
Protective Equipment Requirements
Protective Clothing
Wear safety shoes when operating or servicing the equip ment. Serious injury could result from
dropping the machine or its components.
Do not wear gloves while operating the machine. Gloves can become entangled in moving parts,
resulting in serious injury. Gloves may be worn when setting up the machine or cleaning up after
the operation, but take them off when operating the machine.
NOTE
Gloves should be worn when cleaning up chips and other cutting debris. Chips can
be very sharp and can cause serious cuts. Do not wear gloves when the machine
is operating.
Eye Protection
Always wear impact-resistant eye protection while operat ing or working near this equipment.
For additional information on eye and face protection, refer to Federal OSHA regulations, 29 Code
of Federal Regula tions, Section 1910.133., Eye and Face Protection and American National
Standards Institute, ANSI Z87.1, Occu pational and Educational Eye and Face Protection.
Hearing Protection
This equipment can produce noise levels above 80 dB. Hearing protection is required when operat-
ing the equip ment. The operation of other tools and equipment in the area, reective surfaces,
process noises, and resonant struc tures can increase the noise level in the area.
For additional information on hearing protection, refer to Federal OSHA regulations, 29 Code of
Federal Regulations, Section 1910.95, Occupational Noise Exposure and ANSI S12.6 Hearing
Protectors.
E.H. Wachs Part No. 02-MAN-01, Rev. A 7
Trav-L-Cutter
8 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 3, About This Manual
Chapter 3
Machine Specications
Capacity:
6” through 72” (153 to 1829 mm) pipe, large diameter vessels. All schedules.
Cutter Drive:
Pneumatic: 4 H.P. Governed Air Motor coupled with worm gearbox
Hydraulic:
As above, with hydraulic motor.
Cutter Speed:
Pneumatic: 55 R.P.M. Internally adjustable from 35 to 55 R.P.M. for use on alloys that might
become work hardened. Hydraulic; Adjustable 0-60 R.P.M.
E.H. Wachs Part No. 02-MAN-01, Rev. A 9

Trav-L-Cutter
Feed:
Pneumatic: 3/4 H.P. Air Motor coupled through overload clutch, gearbox and chain reduction to
nal machine drive sprocket. Hydraulic: 4 H.P. Hydraulic Motor.
Feed Method: Positive, non-slip chain drive
Air Requirements: 100 cfm @ 90 psi (2,832 l/min @ 6.3 bar)
Hydraulic Requirements: 15 gpm @ 1500 psi. (57 l/min @ 106 bar)
Clearance:
10” to 12” (254 to 305 mm) radial, depending on pipe diameter. 20” axial (508 mm)
Weight:
Operating - 215 lbs. (97.7 kgs)
Shipping-(typical) - 418 lbs. (190 kg)
Dimensions:
Length: 24” (61 cm)
Width: 20” (51 cm)
Height: 10-3/4” (28 cm)
Controls:
(Pneumatic and Hydraulic):
Cutter on-off, feed on-off, with interlock to prevent machine feed unless cutter is turning. Adjustable Feed Speed Control (Hydraulic Only) Flow Control Valves. Separate controls provide adjustable feed and cutter speed. Forward/Reverse Valve. Permits machine to be backed up.
Shipping and Storage Case:
41” x 25” x 18” (104 x 63.5 x 45.7 cm)
2
10.7 cu. ft. (0.53 m
)
Finish: Paint
Hose Assemblies (Hydraulic):
5/8” hose sets with quick couplers, in 45’ lengths
Hydraulic Power Sources (Model HE):
- Electric, Gasoline or Diesel Engine driven.
Gang of Cutters for Beveling Pipe
1 R.H. Bevel, 1 Slitting Saw, and 1 L.H. Bevel
10 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 3, About This Manual: Machine Specications
TYP
.66
16.8
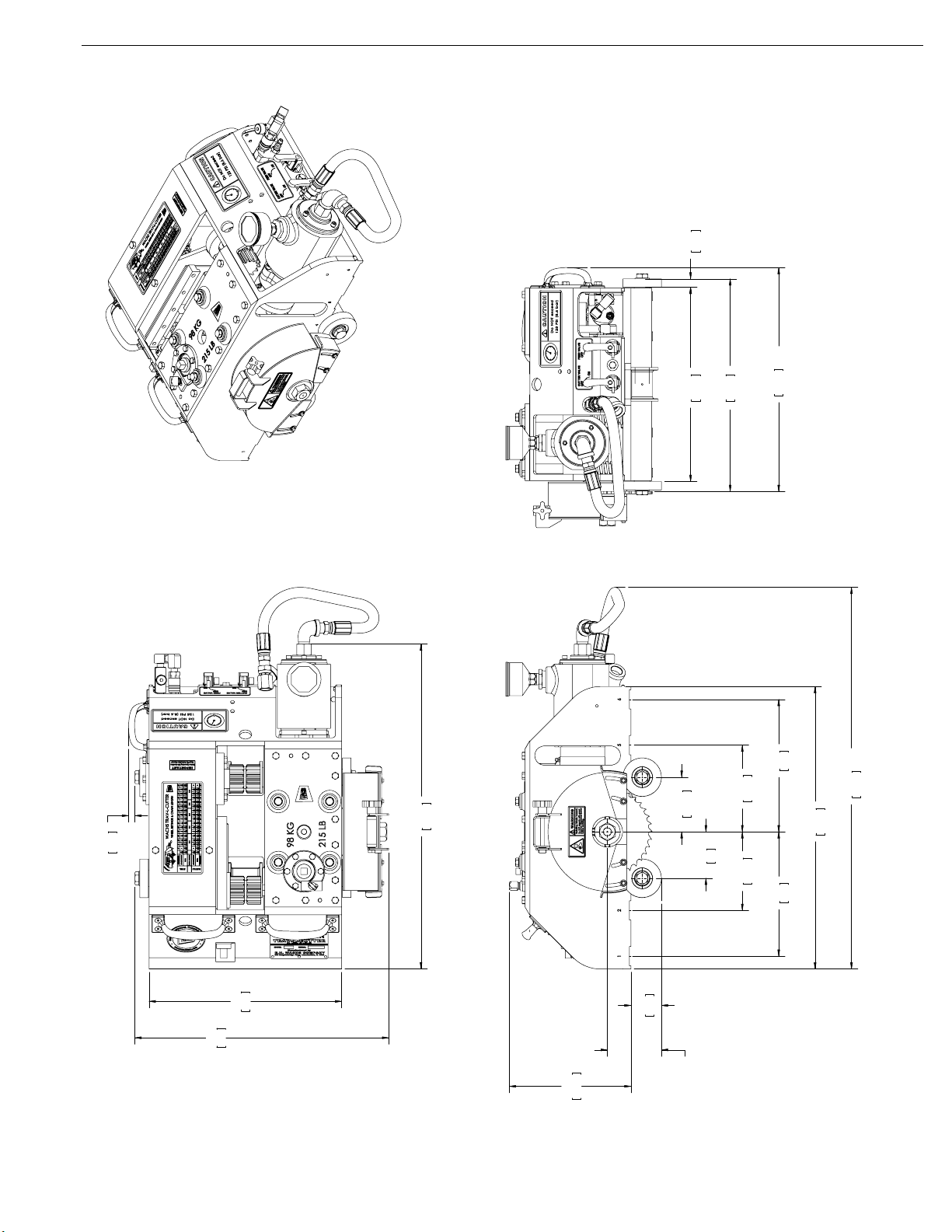
Operating Envelope
Trav-L-Cutter Assembly, Air Drive
02-000-01
15.12
384.2
16.56
420.5
CUT LINE
REF
17.43
CUT LINE
442.8
ARE MILLIMETERS
DIMENSIONS IN BRACKETS
.50
12.7
15.00
381
25.30
642.6
2.37
60.2
4.25
108.1
3.62
262
10.31
6.75
171.5
92
6.13
155.6
246
9.69
22.00
558.8
REF
29.72
754.9
19.76
502
9.48
240.7
BLADE TRAVEL
3.13 [79.4] MIN.
6.25 [158.8] MAX.
11
Chapter 3, About This Manual: Machine Specications
16
22
19
21
4
7
26
33
6
18
25
27
30
3
2023
20
20
8
5
34
36
28
26
2
12
38
15
39
11
9
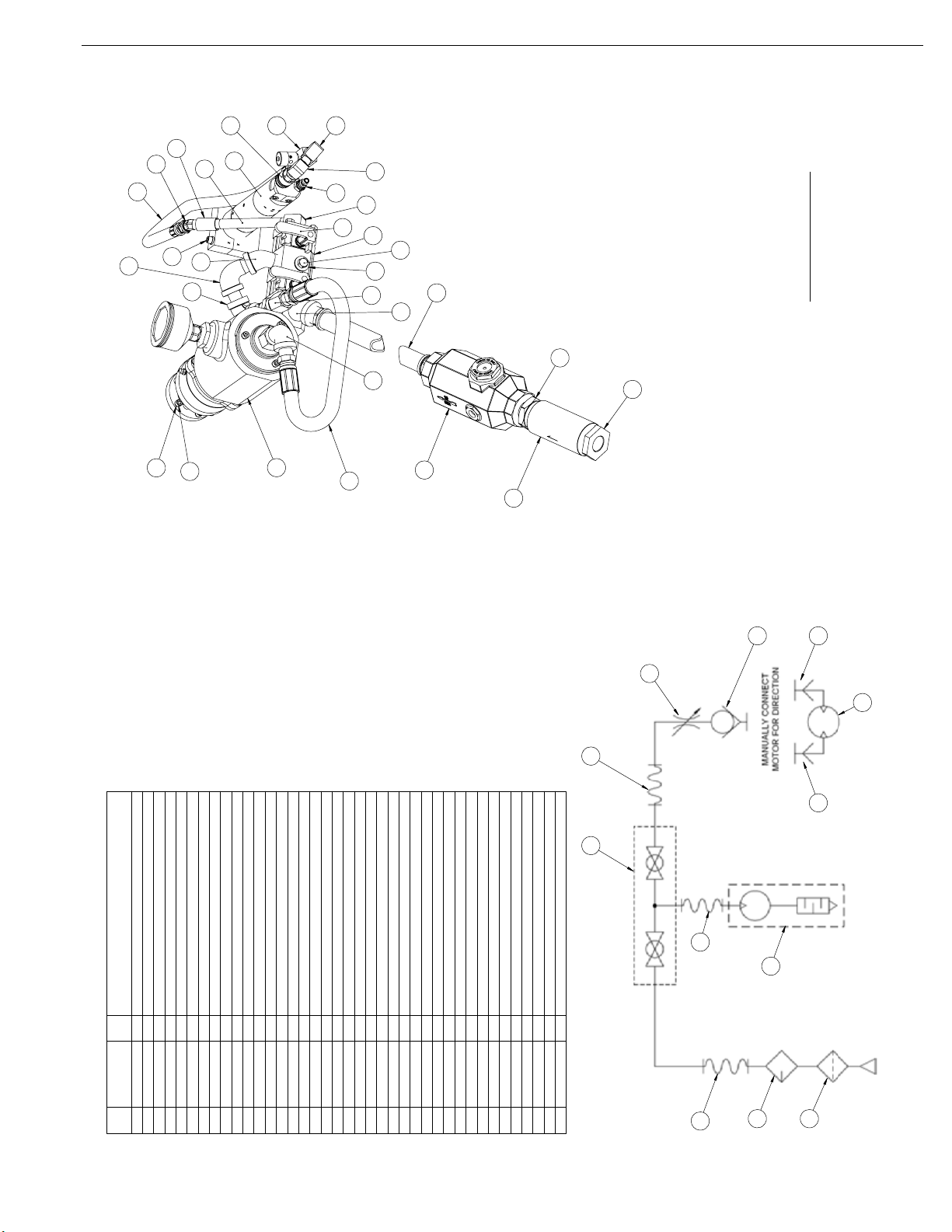
TRAV-L-CUTTER
AIR SYSTEM COMPONENTS
95 CFM [2690 l/min.]
125 PSI [8.6 bar] MAX.
INPUT REQUIREMENTS
DESCRIPTION
HOSE, 1/2" HP X 30" LONG
MOTOR, TRAVEL-AIR
CLAMP, AIR MOTOR
BODY, AIR FILTER
MANIFOLD, AIR
LABEL, PRESSURE-AIR (NOT SHOWN)
AIR MOTOR SUB-ASSEMBLY
1
1
1
QTY.
02-027-01
02-010-00
02-029-00
PART NUMBER
1
3
2
ITEM
HANDLE, AIR VALVE
HOSE, TRAVEL MOTOR
1
2
1
1
1
1
02-035-00
02-037-00
02-163-00
02-033-00
02-124-00
02-031-00
5
8
4
6
7
9
AIR LINE LUBRICATOR
FILTER ELEMENT (NOT SHOWN)
1
1
02-166-00
02-164-00
10
11
FLOW CONTROL VALVE 1/4"
SHIM, GEAR BOX (NOT SHOWN)
INLET AIR HOSE WHIP, 3/4" X 2"
LABEL, ON-OFF (NOT SHOWN)
1
1
1
02-191-00
02-171-00
02-185-00
12
13
14
COUPLING, 1/4 GALV LP
SSS, 10-32 X 5/16 CP (NOT SHOWN)
END PLUG
1
02-192-00
15
1/4 NPT F X 1/4 NPT M BRASS LP-90
NIPPLE, 1/4 X 5 GALV LP
1
4
3
1
1
02-212-00
90-058-04
90-044-53
90-058-05
90-058-02
17
20
16
18
19
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-45
DISCONNECT, FEMALE 1/4 NPT M
DISCONNECT, MALE 1/4 NPT M
1
2
1
90-058-51
90-059-51
90-059-53
21
22
23
ADAPTER, 1/2 NPT F X 1/2 NPT F SWIVEL-STRAIGHT
NIPPLE, 1/2 CLOSE LP BLACK (NOT SHOWN)
1
90-098-01
24
1/2 HEX HP NIPPLE (NOT SHOWN)
ELBOW, 1/2-90 LP
1
1 ELBOW, 1/2-45 STREET
1
1
5 SHCS, 1/4-20 X 7/8 SS18-8
1 ELBOW, 1/2-90 STREET
90-150-08
90-098-05
90-098-58
90-098-04
90-098-06
90-098-57
29
25
28
30
26
27
HHCS, 5/16-18 X 1 SS18-8 (NOT SHOWN)
FHCS, 1/4-20 X 1 SS18-8 (NOT SHOWN)
WASHER, 1/4" HI COLLAR SS18-8
SSS, 1/4-20 X 3/4 SS18-8 (NOT SHOWN)
1 HHCS, 5/16-18 X 5/8 SS18-8
2
2
4
5
90-161-10
90-153-10
90-155-51
90-161-07
90-154-07
34
32
33
35
31
16
4
5
ELBOW, 3/4-45 LP STREET
WASHER, 5/16 FLAT SS18-8
BUSHING, 1-1/4 X 3/4 GLV REDUCING
NIPPLE, 3/4 CLOSE LP (NOT SHOWN)
1
1
1
1
90-218-03
90-165-52
90-218-10
90-218-01
36
39
37
38
22
2
3
12
11
MOTOR
SPINDLE
2323
6
FEED
MOTOR
INPUT
3/4" FEMALE NPT
9
12
Chapter 3, About This Manual: Machine Specications
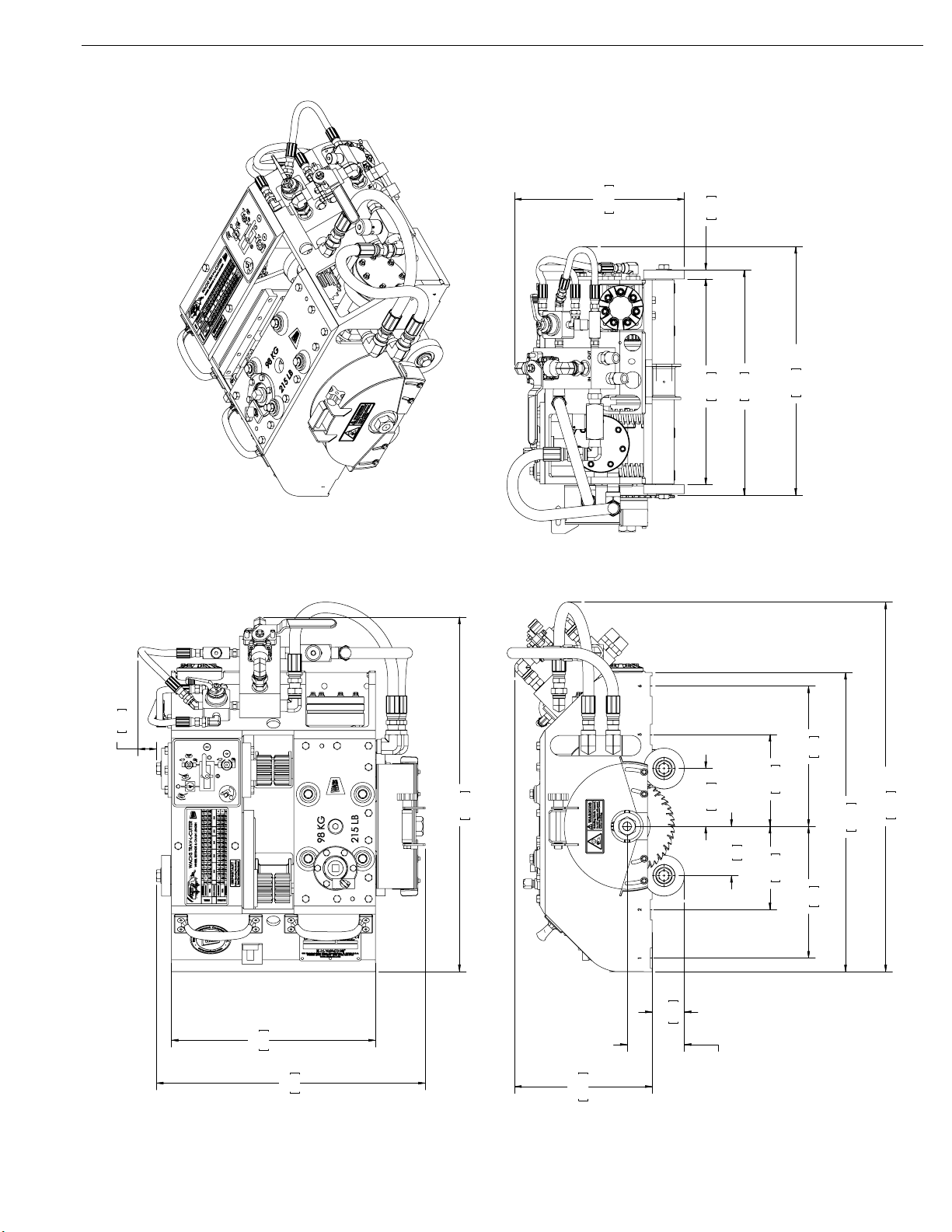
ARE MILLIMETERS
DIMENSIONS IN BRACKETS
12.49
317.2
TYP
.66
16.8
15.12
384.2
16.56
420.5
CUT LINE
REF
18.28
CUT LINE
464.4
Operating Envelope
Trav-L-Cutter Assembly, Hydraulic Drive
02-000-02
REF
1.35
34.2
15.00
381
19.76
502
26.07
662.1
10.12
256.9
2.37
60.2
4.25
108.1
92
3.62
BLADE TRAVEL
3.13 [79.4] MIN.
6.25 [158.8] MAX.
6.75
6.13
171.5
155.6
10.31
9.69
262
246
22.00
558.8
REF
27.18
690.2
13
Trav-L-Cutter
8
9
20
23
29
30
6
5
25
19
13
16
26
36
24
28
211421
14
14
4
20
12
23
29
27
26
15
11
27
26
14
2
13
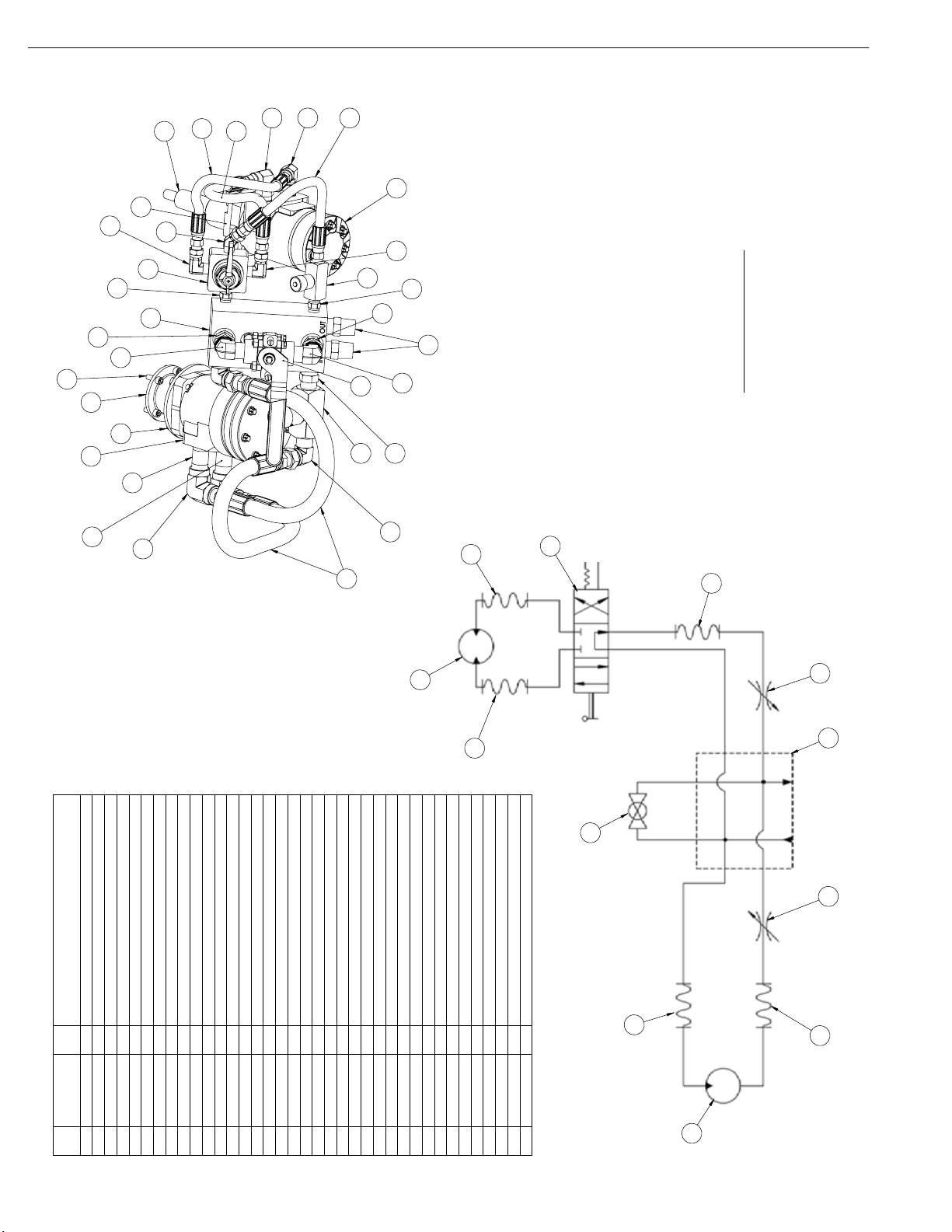
INPUT REQUIREMENTS
2000 PSI [138 bar] MAX.
TRAV-L-CUTTER
HYDRAULIC SYSTEM COMPONENTS
14
15 GPM [57 L/MINUTE]
DESCRIPTION
ADAPTER, CUTTER SPINDLE MOTOR
MOTOR COUPLING, DRIVE PIN
HYDRAULIC MOTOR, CUTTER SPINDLE
HOSE, 1/2" HP X 30" LONG
HYDRAULIC MOTOR, CARRIAGE DRIVE
LABEL, PRESSURE-HYD. (NOT SHOWN)
1
1
2
1
1
QTY.
BRACKET, MOUNTING-DRIVE MOTOR
DRIVE MOTOR ADAPTER
COUPLING, MOTOR (NOT SHOWN)
SHIM, HYDRAULIC GEAR BOX (NOT SHOWN)
1
1
1
1
1
FLOW CONTROL VALVE 1/4"
1/2" FLOW CONTROL VALVE
1/4" HP HOSE ASSEMBLY
1/4" 4-WAY VALVE REVERSING
1
3
1
1
KEY 1/8 X 1/2 #3 WOODRUFF (404) (NOT SHOWN)
1/2" ON/OFF VALVE
LABEL, TRAV-L-CUTTER HYD. (NOT SHOWN)
MANIFOLD
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-45
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-90
1
1
1
1
2
1
FEED
MOTOR
4
14
NIPPLE, 1/2" X 2" SCH 80 A106 B
NIPPLE, 1/4 HEX H.P.
BUSHING, 1/2 X 1/4 HP REDUCING (NOT SHOWN)
ELBOW, 1/4-90 HP STREET
2
2
ADAPTER, 1/2" NPT M X 1/2" NPT F SWIVEL-90
NIPPLE, 1/2" X 2-1/2" SCH 80 A106 B
1/2 HEX HP NIPPLE
2
4
1
3
1
FHCS, 1/4-20 X 1-1/4 SS18-8 (NOT SHOWN)
SHCS, 1/4-20 X 3/4, SS18-8
HHCS, 5/16-18 X 1 SS18-8 (NOT SHOWN)
ADAPTER, 1/2 NPT M X 1/2 ORB M - STRAIGHT
ADAPTER, 1/2" NPT F X 1/2" NPT F-90
2
2
HHCS, 5/16-18 X 2-3/4 SS18-8 (NOT SHOWN)
NUT, 5/16-18 HEX SS18-8 (NOT SHOWN)
WASHER, 5/16 FLAT SS18-8
HHCS, 3/8-16 X 7/8 SS18-8 (NOT SHOWN)
4
4
2
2
2
5
4
4 HHCS, 3/8-16 X 3/4 SS18-8
12
16
15
2
1/2" MALE NPT
INPUT/OUTPUT
11
2
14
02-027-01
02-009-00
02-199-00
PART NUMBER
3
2
1
ITEM
02-200-00
02-202-00
02-201-00
4
5
6
02-204-00
02-203-00
02-205-00
9
8
7
02-206-01
02-212-00
02-211-00
10
11
12
02-214-01
02-213-00
02-215-00
15
14
13
90-029-44
02-298-00
02-218-00
17
16
18
90-058-51
90-058-52
90-058-56
19
20
21
90-098-52
90-058-58
90-058-57
24
23
22
90-098-55
90-098-53
90-098-58
27
26
25
90-150-07
90-098-79
90-098-60
30
29
28
90-153-12
90-161-27
90-161-10
33
32
31
90-165-01
90-171-07
90-165-52
34
35
36
90-171-08
37
5
MOTOR
SPINDLE
Chapter 4, Setup and Operating Procedures
Chapter 4
Setup and Operating Procedures
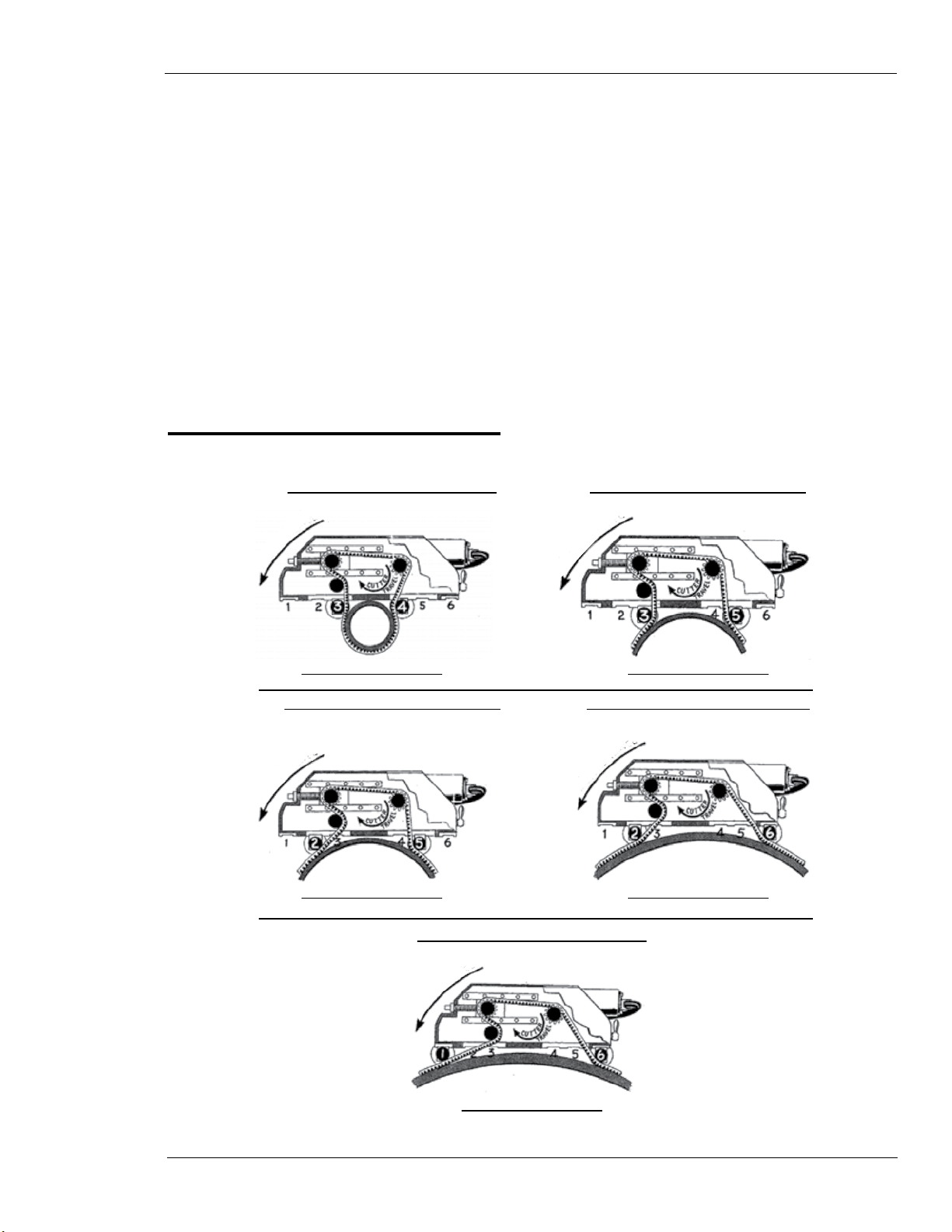
wheel seTTings
PIP E Ø 6.00” – 13.99” (152-355mm)
MACHINE TRAVEL
WHEEL POSITION 3 & 4
PIP E Ø 20.00” – 35.99” (508-914mm)
MACHINE TRAVEL
WHEEL POSITION 2 & 5
PIP E Ø 48.00” – 72.00” (1219-1829mm)
PIP E Ø 14.00” – 19.99” (356-508mm)
MACHINE TRAVEL
WHEEL POSITION 3 & 5
PIP E Ø 36.00” – 47.99” (914-1219mm)
MACHINE TRAVEL
WHEEL POSITION 2 & 6
MACHINE TRAVEL
WHEEL POSITION 1 & 6
E.H. Wachs Part No. 02-MAN-01, Rev. A 15
Trav-L-Cutter
chain lengThs
PIPE
SIZE
TYPE
DI/S¹
6”
8”
10”
12”
14”
16”
18”
20”
24”
30”
36”
42”
48”
54”
60”
72” S 72.00" (1829mm) 38" (965mm) 02-457-72 240" (6096mm) 02-450-72
S 6.625” (168mm)
Di 6.90” (175mm)
S 8.625" (219mm)
Di 9.05" (230mm)
S 10.75" (273mm)
Di 11.10" (282mm)
S 12.75" (324mm)
Di 13.20" (335mm)
S 14.00" (356mm)
Di 15.30" (389mm)
S 16.00" (406mm)
Di 17.40" (442mm)
S 18.00" (457mm)
Di 19.50" (495mm)
S 20.00" (508mm) 2" (51mm) 02-457-20 78" (1981mm) 02-450-20
Di 21.60" (549mm) 7" (179mm) 02-457-20-D 83" (2108mm) 02-450-20-D
S 24.00" (610mm)
Di 25.80" (655mm) 96" (2438mm)
S 30.00" (762mm)
Di 32.00" (813mm) 116" (2946mm)
S 36.00" (915mm)
Di 38.30" (973mm) 133" (3378mm)
S 42.00" (1067mm)
Di 44.50" (1130mm) 152" (3861mm)
S 48.00" (1219mm) 17" (432mm) 02-457-48 164" (4166mm) 02-450-48
Di 50.80" (1290mm) 21" (533mm) 02-457-48-D 173" (4394mm) 02-450-48-D
S 54.00" (1372mm)
Di 57.26" (1454mm) 194" (4928mm)
S 60.00" (1524mm) 18" (458mm) 02-457-60 202" (5131mm) 02-450-60
Di 61.61" (1565mm) 13" (330mm) 02-457-60-D 207" (5258mm) 02-450-60-D
PIPE DIA.
ADD ON
LENGTH²
0 02-457-06 42” (1067mm)
5” (127mm) 02-457-08 47” (1194mm)
8” (203mm) 02-457-10 55” (1397mm) 02-450-10
6” (152mm) 02-457-12 61” (1549mm) 02-450-12
2” (51mm) 02-457-14 63” (1600mm) 02-450-14
6” (152mm) 02-457-16 69” (1752mm) 02-450-16
7” (179mm) 02-457-18 76” (1930mm) 02-450-18
13” (330mm) 02-457-24
20” (508mm) 02-457-30
17” (432mm) 02-457-36
19” (482mm) 02-457-42
20” (508mm) 02-457-54
PART NUMBER TOTAL LENGTH
91" (2312mm) 02-450-24
111" (2819mm) 02-450-30
128"(3251mm) 02-450-36
147" (3734mm) 02-450-42
184" (4674mm)
ACCUMULATED
CHAIN ASSEMBLIES
N/A
02-450-54
¹ S - STEEL PIPE MEASUREMENTS - PER ASME B36.19M-2004
DI- DUCTILE-IRON PIPE MEASUREMENTS - PER ANSI/AWWA C151/A21.51-91
² REQUIRES 42” (1067mm) BASE CHAIN AND ALL PREVIOUS ADD ON LENGTHS
16 Part No. 02-MAN-01, Rev. A E.H. Wachs
Chapter 4, Setup and Operating Procedures: Wheel Settings and Chain Length
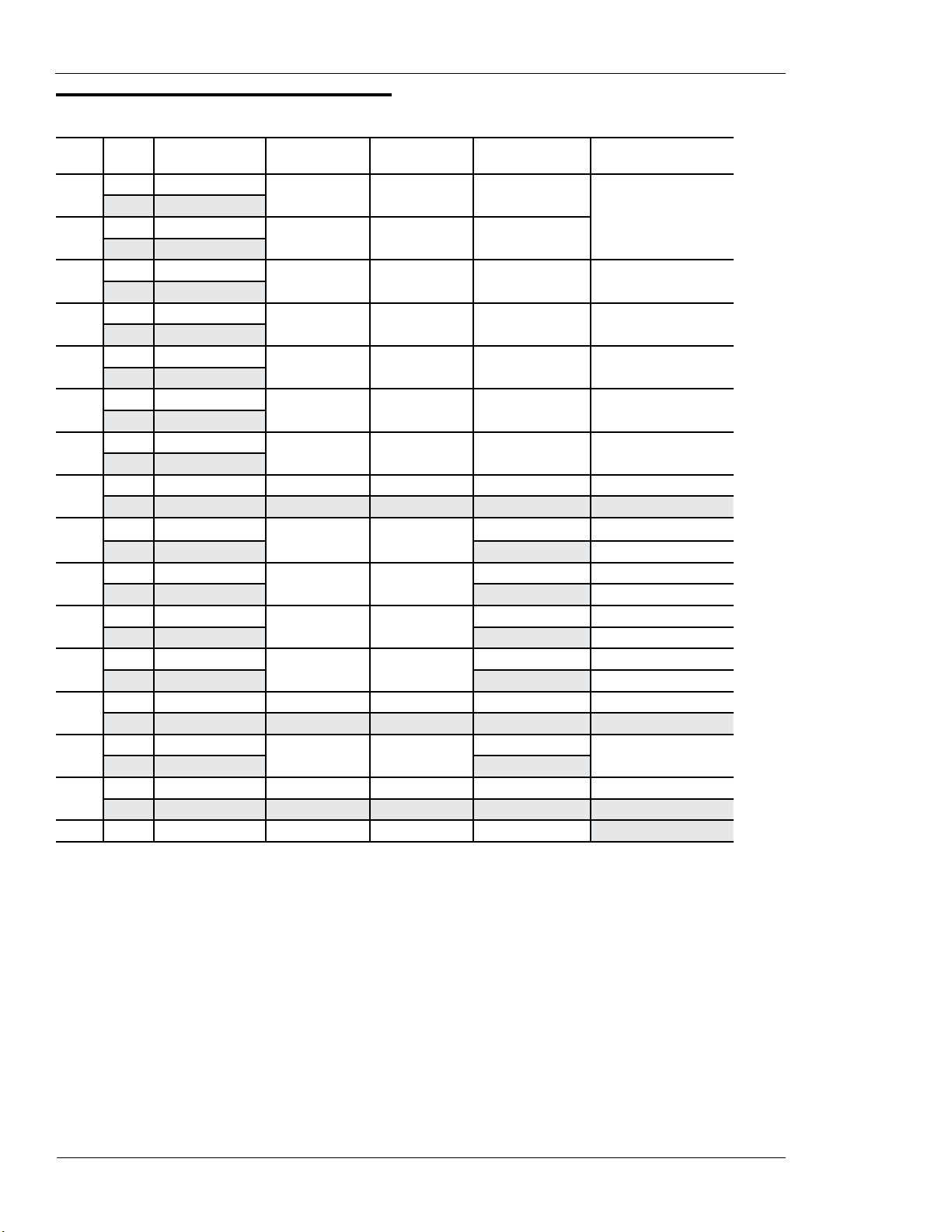
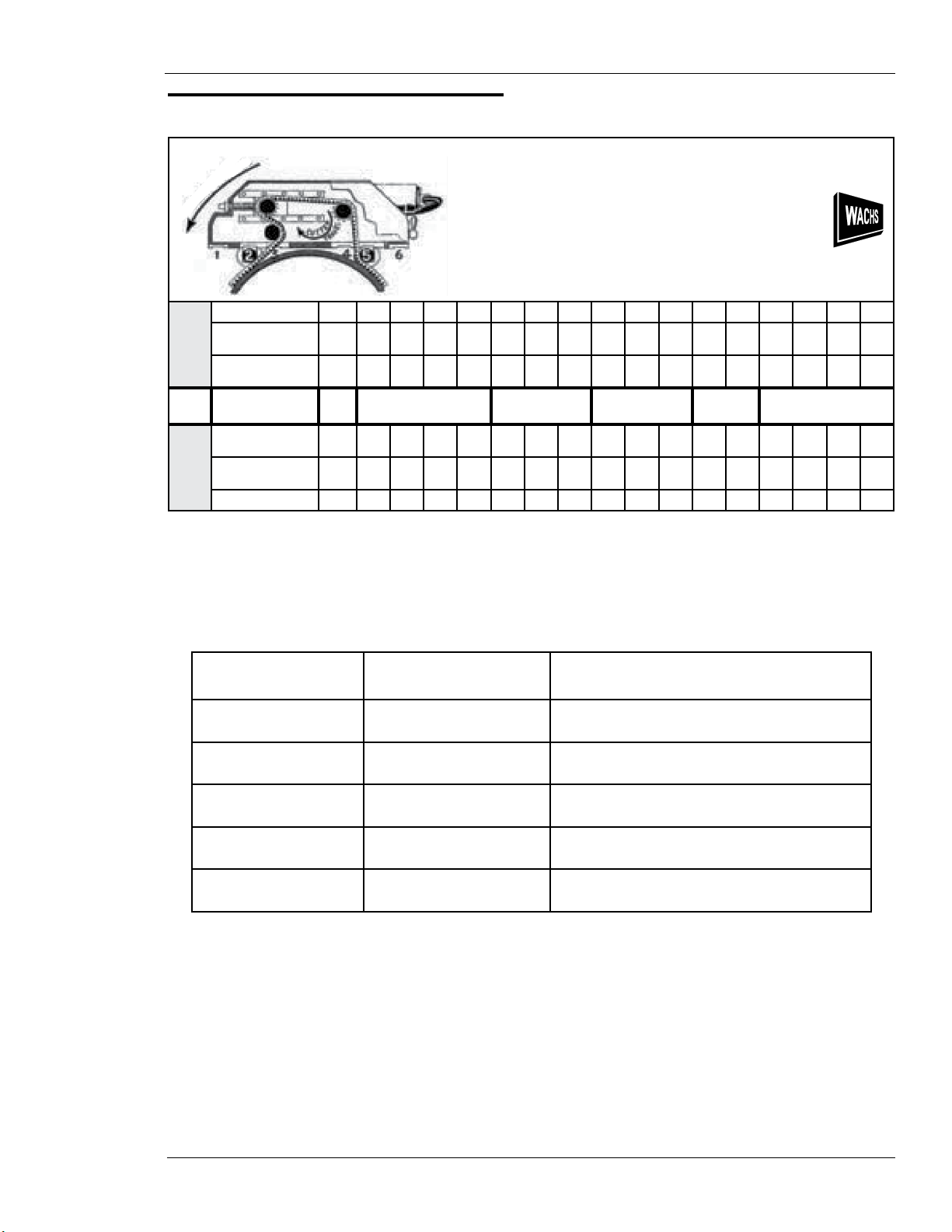
wheel seTTings and chain lengTh
MACHINE TRAVEL
WACHS TRAV-L-CUTTER
WHEEL SETTINGS & CHAIN LENGTH
PIPE DIAMETER
ADD ON LENGTH
STEEL
DUCTILE
TOTAL
WHEEL POSITION
ADD ON LENGTH
TOTAL
PIPE DIAMETER
6” 8” 10” 12” 14” 16” 18” 20” 24” 30” 36” 42” 48” 54” 60” 72”
IN
MM
IN
MM
IN
MM
IN
MM
5
0
12782036152251615271792511333020508174321948217432205081845838965
42
1067471194551397611549631600691752761930781981912312
3 & 4 3 & 5 2 & 5 2 & 6 1 & 6
5
0
1278203615225161527179717913330205081743219482215332050813330
42
1067471194551397611549631600691752761930832108962438
6” 8” 10” 12” 14” 16” 18” 20” 24” 30” 36” 42” 48” 54” 60” 72”
111
2819
116
2946
128
3251
133
3378
147
3734
152
3861
164
4166
173
4394
184
4674
194
4928
Chain Length Calculations
You can calculate the required chain length for any size pipe using the following formulas.
202
5131
207
5258
240
6096
X
X
Pipe O.D. Wheel Positions Chain length Formula
6.0”-13.99”
(168-355 mm)
14”- 19.99”
(356-507 mm)
20”-35.99”
508-914 mm
36”-47.99”
(915-1218 mm)
48”-72”
(1219-1829 mm)
3 and 4 3.235 x (Pipe Diameter in Inches) + 19.06”
3.235 x (Pipe Diameter in mm) + 484 mm
3 and 5 3.204 x (Pipe Diameter in Inches) + 16.33”
3.204 x (Pipe Diameter in mm) + 415 mm
2 and 5 3.175 x (Pipe Diameter in Inches) + 14.98”
3.175 x (Pipe Diameter in mm) + 380 mm
2 and 6 3.162 x (Pipe Diameter in Inches) + 12.82”
3.162 x (Pipe Diameter in mm) + 326 mm
1 and 6 3.149 x (Pipe Diameter in Inches) + 12.61”
3.149 x (Pipe Diameter in mm) + 320 mm
Note that there is some overlap in acceptable wheel positions between size ranges.
E.H. Wachs Part No. 02-MAN-01, Rev. A 17

Trav-L-Cutter
Machine insTallaTion
The Wachs Trav-L-Cutter (TLC) is shipped from the factory completely assembled and lubricat-
ed. It is only necessary to mount the machine, install the cutting wheel and connect the power
supply. Please observe the following warning stickers located on the TLC before proceeding to
operate machine.
Figure 4-1. Machine Installation
1. Refer to the Section on Wheel Setting and Chain Lengths and determine the proper wheel
position for the size of pipe to be cut. If the wheel assemblies are not in the proper slots, the
eight 1/2” socket head cap screws (Part No. 90-090-17) shown in gure 1 should be removed
and the wheel assemblies taken from the carriage.Place the wheel assemblies in the proper
slots in the carriage. Make sure the protruding dowel pins (Part No. 90-076-20) are inserted
in the dowel pin holes. Replace the eight 1/2” socket head cap screws and tighten securely.
2. Check and make sure the cutter spindle is in its uppermost position.
To raise the cutter spindle, loosen the thumbscrew (Part No. 90-059-04) and slide feed screw
lock (Part No. 02-008-00) back. With the aid of the socket wrench turn the feed screw in a
counter clockwise direction until the cutter spindle is raised to its highest position.
3. From the Section on Wheel Setting and Chain Length, select the combination of chain
segments to make up the required length of chain.
Each segment of chain is marked for easy identication.
18 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 4, Setup and Operating Procedures: Machine Installation
Starting with the basic length of chain marked 6 (42” long section) add the necessary chain
segments to make up the proper length. When assembling the segments of chain to the basic
length be sure they are assembled male end to female end. Don’t try to join ends where
numbers come together. The lengths of the chain will engage freely if they are clean.
The chain segments are coupled with special chain connecting pins (Part No. 02-158-00)
furnished with the chain.
When connecting the chain segments it is best that they be placed on a at surface to simplify
the joining of the links. Use the lineup pin (Part No. 02-159-00) to get the joining links in
proper alignment. When the chain links are aligned push the lineup pin out of the chain by
inserting a connecting pin from the opposite side.
4. Turn the chain tension screw (Part No. 02-081-01) counter clockwise to move the chain
tension idler sprocket to its innermost position.
5. Thread the assembled chain through the machine as shown in the section on Wheel Setting
and Chain Length (inside cover). Leave six inches protruding on valve end of machine –
balance of chain on other end.
6. Place the machine on the pipe and join the open ends of the chain with a connecting pin as
shown in sketch for chain assembly (Figure 3, p. 16). To assist in getting chain square on
pipe, rock machine after chain has been connected but before it has been tightened.
CAUTION
During chain connection, one person should hold cutter steady on pipe. Failure to do so could
cause serious injury.
7. Tighten the chain by turning the chain tension screw in a clockwise direction. The chain will
be properly tensioned when the torque wrench is applied to the chain tension screw and it
registers 80 to 85 foot pounds (green line on torque wrench).
8. Recheck chain tension frequently on large diameter or heavy wall pipe cutting.
9. Remove lock nut (Part No. 02-014-00) and driving collar spacer (Part No. 02-022-01) cutter
spindle.
10. Select the proper cutter from Cutter Chart on pages 20-21 and place cutter on cutter spindle.
In as much as the cutter rotates in a clockwise direction as you face it, the cutter should be
placed on the spindle so the at, sharp cutting edges lead into the pipe. Place the driving
collar spacer on the spindle and lock the spacer and cutter tightly to the spindle with the lock
nut.
E.H. Wachs Part No. 02-MAN-01, Rev. A 19

Trav-L-Cutter
Left hand thread in nut turns counter clockwise to tighten. Be sure the cutter drive
collar spacer and lock nut are clean and free of chips and dirt so that the assembly
can be tightened securely.
It is important to use sharp cutters. A dull cutter puts an unnecessary load on the
machine and will result in unsatisfactory cuts. Cutters should be sharpened by a
qualied tool grinder who has equipment to maintain the cutter angles and shape. A
tool grinder who caters to machine shops or tool and die shops is best. Please
contact your E.H. Wachs representative for further details regarding tool sharpening
services.
NOTE
NOTE
oPeraTing The Machine
1. Connect the power supply to hose whip on Pipe Cutter.
CAUTION
Be sure the valves on the machine are off before supplying air to the machine. When the
handles on air valves are up they are in the OFF position.
2. With the power supply turned on the machine is ready to cut the pipe. Turn the valve handle
on Cutter Valve 90° to the right. This will put the cutter spindle motor in operation and rotate
the cutter.
3. Slowly feed the rotating cutter down until it extends through the wall of the pipe by
approximately 1/4”. This is done by turning the feed screw (Part No. 02-001-00) in a
clockwise direction. One complete turn of the feed screw lowers the cutter 1/10”. Lock the
cutter in position by placing the feed screw lock (Part No. 02-008-00) on the shoulder of the
feed screw and lock in place with the thumb screw (Part No. 90-059-04).
4. Turn valve handle on Feed Valve 90° to the right. This will operate the drive motor and make
the machine travel around the pipe and make a complete cut. Speed may be reduced by
adjustment of the feed valve handle (close slowly until proper speed is attained). Machine is
traveling too fast if wheel to right of cutter lifts off pipe or if machine is vibrating excessively.
5. When the cut is completed stop the drive motor by turning Feed Valve to the left until
machine stops. With the cutter still rotating release the elevating screw lock and raise the
cutter to its uppermost position. With the cutter raised, stop the cutter motor by turning Cutter
Valve to the left 90°. Remove the cutter from the machine. Release the tension on the drive
chain by turning the chain tension screw counter clockwise. Remove a connecting pin from
the chain to uncouple it and the machine can now be removed from the pipe.
20 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 4, Setup and Operating Procedures: Operating the Machine
Special Instructions for Assembling 2” Wide Drive Chain
As shown on the right, all sections of the chain have one female end and one male end. One outside
link on the female end of the chain is stamped with the Chain Section Number.
In assembling the chain, always start with the basic length marked 6 (42” long section) and add the
required number of sections of chain, in the proper sequence, until the desired length is obtained.
EXAMPLE: Assemble Chain for 12” pipe. Start with the basic length marked 6 and add to it, in
sequence, the pieces marked 8, 10, & 12. If this chain is correctly assembled it will be the proper
length to be threaded through the Trav-LCutter and wrapped around a 12” pipe as shown in the 1st
picture under Wheel Settings and Chain Lengths on the inside front cover of this manual.
STAMPED WITH CHAIN SECTION No.
FEMALE END MALE END
NOTE: To convert inches to centimeters multiply by 2.54
Figure 4-2. Assembling 2” Wide Drive Chain
NOTE
When cutting medium and large diameter thin wall steel pipe it may be found that the
prescribed length of chain will be too long to be properly tensioned. If this is the case,
remove a section of chain so that the total length will be of a size that can be properly
tensioned.
E.H. Wachs Part No. 02-MAN-01, Rev. A 21

Trav-L-Cutter
WARNING
ALWAYS CONNECT THE MALE END OF ONE SECTION TO THE FEMALE END OF THE
SECTION OF CHAIN THAT PRECEDES IT.
NEVER CONNECT TWO MALE ENDS OR TWO FEMALE ENDS OF CHAIN TOGETHER AS
THIS WILL THROW THE CHAIN OUT OF LINE AND WILL CAUSE MALFUNCTION OF THE
TRAV-LCUTTER AND CHAIN AND SPROCKET BREAKAGE.
Operating Hints
1. It is good practice to drive steel wedges (p/n: 02-175-00) into the saw cut to prevent the pipe
from binding on cutter.
2. Sharp cutters will ensure safe, accurate, dependable cuts. The cutter will stay sharp longer if
cast iron pipe is wire brushed at the point where the cutter is rst fed through the wall of the
pipe.
3. The air motors will operate best with a minimum air pressure of 90 psi. and volume of
approximately 100 cu. ft. per minute.
4. Cut cast iron and ductile iron pipe dry. Use a thread cutting oil or a water soluble cutting oil
on steel and stainless steel pipe to lubricate the cutters and help maintain sharpness.
5. Use a Wachs guide track when cutting in a vertical position or when exact accuracy is
required. See the drawing at the end of this chapter.
6. Adjust the feed rate to reduce or eliminate cutter overload. Feed valve must be opened very
slowly to achieve a slower feed rate. For complete control of feed speed, install needle valve
in feed motor air line.
7. To conrm pipe squareness, use a pipe wrap to establish a square cut line and measure from
this line to the chain in several places on pipe O.D.
8. The maximum effective cutting rate for the Trav-L-Cutter on ductile iron is approximately
one minute per inch of diameter. Some cast iron, steel, heavy wall pipe and beveling will
require a slower feed rate.
22 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 4, Setup and Operating Procedures: Operating the Machine
Setup Using the Guide Track
02-429-00
GUIDE TRACK WHEELS
DIMENSIONS IN BRACKETS ARE MILLIMETERS
APPLICATION
TRACK O.D.
-TABLE-
TRACK I.D.
ASSEMBLY NO.
PART NO.
6.66 [169.0] 8.66 [219.8]
8.66 [219.8] 10.66 [270.6]
10.78 [273.8] 12.78 [324.6]
02-428-06
02-207-06
02-207-08 02-428-08
02-207-10 02-428-10
12.78 [324.6] 14.78 [375.4]
14.03 [356.4] 16.03 [407.2]
16.03 [407.2] 18.03 [458.0]
02-207-12 02-428-12
02-207-14 02-428-14
02-207-16 02-428-16
18.03 [458.0] 20.03 [508.8]
20.03 [508.8] 22.03 [559.6]
22.03 [559.6] 24.03 [610.4]
02-207-18 02-428-18
02-207-20 02-428-20
02-207-22 02-428-22
24.03 [610.4] 26.03 [661.2]
26.03 [661.2] 28.03 [712.0]
28.03 [712.0] 30.03 [762.8]
02-207-24 02-428-24
02-207-26 02-428-26
02-207-28 02-428-28
30" [762] DUCTILE IRON PIPE
30.03 [762.8] 32.03 [813.6]
32.03 [813.6] 34.03 [864.4]
34.03 [864.4] 36.03 [915.2]
36.03 [915.2] 38.03 [966.0]
38.03 [966.0] 40.03 [1016.8]
40.03 [1016.8] 42.03 [1067.6]
02-207-32 02-428-32
02-207-34 02-428-34
02-207-36 02-428-36
02-207-38 02-428-38
02-207-40 02-428-40
02-207-30 02-428-30
42.03 [1067.6] 44.03 [1118.4]
48.03 [1220.0] 50.03 [1270.8]
02-207-42 02-428-42
02-207-48 02-428-48
02-428-XX
GUIDE TRACK ASSEMBLY
(SEE TABLE)
02-207-XX
(SEE TABLE)
90-205-01
(2-PLACES)
02-209-00
(2-PLACES)
E.H. Wachs Part No. 02-MAN-01, Rev. A 23

Trav-L-Cutter
24 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 5, Maintenance
Chapter 5
Maintenance
lubricaTion insTrucTions
All the Ball Bearings in the machine are sealed and require no further lubrication. The bronze
bushings are composed of Sintered Bronze and are oil impregnated and should require no further
lubrication under normal conditions. Under severe conditions, a light coating of oil should be
applied to the bushings in the Chain Guide Rollers and in the Chain Tension Sprocket.
Figure 5-1. Checking the Oil Level
E.H. Wachs Part No. 02-MAN-01, Rev. A 25

Trav-L-Cutter
The Cutter Spindle Gear Box (p/n 02-020-00) and the Carriage Drive Gear Box (p/n 02-02-194-00) are
lled with the required amount of Heavy Duty Worm Gear Oil at the factory. However, the oil in
these gear boxes should be checked before each use and oil added if required.
To check the oil level in the Cutter Spindle Gear Box, (A) stand the saw upright as shown in Figure
5-1. Using an allen wrench, remove the plug (p/n 90-028-01) from the bottom of the gear box. If no
oil is running out of hole, add Heavy Duty Worm Gear Oil (p/n 02-401-00) with an oil can until oil
is running out of hole. Replace plug.
To check oil level in Drive Gear Box (p/n 02-194-00) (B), remove Trav-L-Cutter cover (p/n 02135-00). Set machine on its wheels and remove front plug and top plug. Fill through top hole with
Heavy Duty Worm Gear Oil until oil runs out of front hole. No lubrication is necessary on drive
chain.
The chain will be adequately lubricated when washed clean with kerosene. This is very important
when storing your Trav-L-Cutter for extended periods of time. Place a light coating of oil on Feed
Screw (p/n 02-001-00), Chain Tensioning Screw (p/n 02-081-01) and Guide Rods (p/n 02-019-00
or 02-019-02 for atmospheric models).
26 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 6, Consumable Select Chart
Chapter 6
Consumable Select Chart
daTa on cuTTer size
Use a 6” diameter cutter for up to 1” wall.
Use a 7” diameter cutter for up to 1-1/2” wall.
Use a carbide tipped cutter for cutting cement lined or cast iron pipe. Heavy wall cast iron pipe
may require the use of the next larger size cutter. If the wall thickness of the pipe is unknown, feed
the cutter into the pipe as far as possible and then retract it so that the cut can be inspected to
determine if a larger cutter is needed.
The gang of cutters for beveling pipe is designed for use on steel pipe up to 5/8” wall for making a
weld preparation. The standard bevel is 37.5º.
SPECIAL APPLICATION BLADES CAN BE PRODUCED ON SPECIAL ORDER.
PLEASE CONTACT YOUR WACHS REPRESENTATIVE FOR FURTHER DETAILS.
E.H. Wachs Part No. 02-MAN-01, Rev. A 27

Trav-L-Cutter
5” Left Hand Bevel Cutter 5” Right Hand Bevel Cutter Gang of Cutters for
Beveling Pipe Consists of
One 5” RH Bevel
One 6” Cutter for steel pipe
One 5” LH Bevel
All mounted on drive collars.
8” for Steel Pipe
H.S.S.
8” for Cast Iron and Cement
Lined Pipe; Carbide Tipped
7” for Steel Pipe
7” for Cast Iron and Cement
Lined Pipe; Carbide Tipped
Figure 6-1. Consumable Selection Chart
H.S.S.
6” for Steel Pipe
H.S.S.
6” for Cast Iron and Cement
Lined Pipe; Carbide Tipped
28 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 6, Consumable Select Chart: Data on Cutter Size
cuTTers
SLITTING SAWS
PART NO. SIZE APPLICATION
6” X 3/16”
02-601-00
02-602-00
02-604-00
H.S.S. = HIGH SPEED STEEL
CARBIDE TIPPED SAW
PART NO. SIZE APPLICATION
02-605-00 6” X 3/16” FOR CAST IRON AND CEMENT LINED PIPE UP TO 1” WALL
H.S.S. FOR STEEL PIPE UP TO 1” WALL
7” X 3/16”
H.S.S. FOR STEEL PIPE UP TO 1-1/2” WALL
8” X 3/16”
H.S.S. FOR STEEL PIPE UP TO 2” WALL
02-606-00 7” X 3/16” FOR CAST IRON AND CEMENT LINED PIPE UP TO 1-1/2” WALL
02-607-00 8” X 3/16” FOR CAST IRON AND CEMENT LINED PIPE UP TO 2” WALL
BEVEL CUTTER
PART NO. SIZE APPLICATION
02-608-LH
02-608-RH
02-609-LH
02-609-RH
02-610-LH
02-610-RH
02-611-LH
02-611-RH
5” X 30° MAXIMUM WALL PENETRATION 3/4”
5” X 37-1/2° MAXIMUM WALL PENETRATION 5/8”
6” X 30° MAXIMUM WALL PENETRATION 1”
6” X 37-1/2° MAXIMUM WALL PENETRATION 7/8”
E.H. Wachs Part No. 02-MAN-01, Rev. A 29

Trav-L-Cutter
30 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 7, Troubleshooting
Chapter 7
Troubleshooting Problems
Trouble Possible Cause Remedy
1. Cutter motor and cutter stall 1. Air motor icing Use Wachs special antifreeze oil
2. Dull cutter Replace dull cutter
3. Insufcient air supply Check air supply for 90 psi 100 CFM
4. Dirty air lter element #02-164-00 Replace 02-164-00 (Do not try to clean
5. Saw feeding too fast or too much material being removed in 1 pass
6. Loss of oil in cutter gear box Add oil and check for leaks
7. Dirt, corrosion or broken vanes in air
motor
2. Chain drive sprocket breakage 1. Damaged chain Replace
2. Chain connected incorrectly Check connection points and correct
3. Connection pin not fully inserted Insert completely or replace if damaged
3. Not cutting straight or poor closure 1. Poorly aligned chain Check set up (see Page 2)
2. Dull cutter Change cutter
3. Inclined or vertical pipe Use Wachs guide track
4. Cutter overload Re-adjust feed
4. Machine feed inoperative 1. Dirt and corrosion in drive air motor Flush with alcohol or mineral spirits and
2. Clutch slipping Loosen (2) set screws #90-044-53 &
3. On-off valve failure or obstruction Return machine or valve manifold to
and replace)
Adjust feed and depth of cut
Add oil and check for leaks
reoil. With air on, tap clutch with wood
stick in CCW direction from rear of motor.
tighten hex nut #90-055-02. Retighten
set screws.
E.H. Wachs Co. for repair.
E.H. Wachs Part No. 02-MAN-01, Rev. A 31

Trav-L-Cutter
Trouble Possible Cause Remedy
5. Excessive vibration 1. Feed too fast Slow feed
2. Cutter too deep Raise cutter
3. Dull cutter Replace cutter
4. Drive chain loose Check tension per instructions
5. Cutter installed backwards Replace cutter and install per instructions
6. Excessive wear on cutter gear box
guide rods
Return to E.H. Wachs for repair
32 Part No. 02-MAN-01, Rev. A E.H. Wachs

Chapter 8, Parts Lists & Exploded View Drawings
Chapter 8
Parts Lists & Exploded View
Drawings
E.H. Wachs Part No. 02-MAN-01, Rev. A 33

Trav-L-Cutter
4
3
Trav-L-Cutter Assembly, Air Drive
02-000-01
1
DESCRIPTION
2
34
SILENT CHAIN
PNEUMATIC CARRIAGE ASSEMBLY
OILER ASSEMBLY
CONNECTING PIN FOR CHAIN
1
1
1
QTY.
02-157-00
02-303-00
02-158-00
PART NUMBER
1
3
2
ITEM
STEEL CABLE (NOT SHOWN)
LABEL-SCALE, CHAIN LENGTH (NOT SHOWN)
MANUAL (NOT SHOWN)
1
1
1
1
02-312-00
02-155-00
02-125-00
02-MAN-01
7
6
5
4
STORAGE CASE (NOT SHOWN)
STEEL WEDGE (NOT SHOWN)
WRENCH, TORQUE (NOT SHOWN)
LINE-UP PIN (NOT SHOWN)
1
1
02-162-00
02-159-00
9
8
WHEEL SETTING CHART (NOT SHOWN)
CASE/DIVIDER FOR BLADES (NOT SHOWN)
1
1
3
1
02-176-00
02-287-00
02-175-00
02-177-00
12
11
13
10
WRENCH, 3/8 HEX LONG ARM (NOT SHOWN)
WRENCH, 1/2 DRV. BREAKER BAR (NOT SHOWN)
SOCKET, 1/2 DRV. X 1/2 8PT. IMPACT (NOT SHOWN)
WRENCH, 1-1/4 OPEN END (NOT SHOWN)
CHAIN LENGTHS CHART (NOT SHOWN)
1
1
2
1
1
90-800-10
90-800-05
90-800-11
90-800-01
02-289-00
16
18
15
14
17

Chapter 8, Parts Lists & Exploded View Drawings
7
Air Drive Oiler Assembly
02-303-00
1
2
DESCRIPTION
BODY, AIR FILTER
AIR LINE LUBRICATOR
FILTER ELEMENT
1
1
1
QTY.
5
6
3
INLET AIR HOSE WHIP, 3/4" X 2"
1
BUSHING, 1-1/4 X 3/4 GLV REDUCING
NIPPLE, 3/4 CLOSE LP
END PLUG
1
1
1
02-163-00
02-166-00
02-164-00
PART NUMBER
1
3
2
ITEM
90-218-01
02-192-00
02-171-00
4
6
5
4
90-218-10
7
35

Trav-L-Cutter
26
20
5
7
18.2
28
30
31
29
27
27
1
16
23
4
21
2
21
22
9
14
3
25
18.1
13
18.3
8
24
Pneumatic Carriage Assembly
02-312-00
34
15
28
35
32
12
10
24
24
6
33
35
11
19
17
36
DESCRIPTION
LOCK, FEED SCREW
LABEL, PRESSURE-AIR
LABEL, WARNING-BLADE GUARD
COVER, SPINDLE CARRIAGE
LOCK NUT, DRIVE COLLAR
1
1
1
02-010-00
02-011-00
02-013-00
2
3
4
LABEL, TORQUE
1
1
02-014-00
02-015-00
5
6
1
QTY.
02-008-00
PART NUMBER
1
ITEM
PIN, CUTTER DRIVE
COLLAR, CUTTER DRIVE
HANDLE, AIR VALVE
COVER, DRIVE SIDE
NAME PLATE
WHEEL ASSEMBLY
2
1
02-021-01
02-022-01
7
8
CUTTER GUARD ASSEMBLY
2
1
1
2
1
02-124-00
02-135-00
02-141-00
02-142-00
02-179-00
9
10
11
12
13
LABEL, ON-OFF
MACHINE CHAIN & WHEEL CHART
FEED SCREW ASSEMBLY
AIR MOTOR AND FRAME ASSEMBLY
KIT, CUTTER SPACERS 3/16, 11/16, & 3/4
SPACER, TRAV-L-CUTTER
SPACER, TRAV-L-CUTTER
SPACER, TRAV-L-CUTTER
SCREW, #4 X 1/4 ROUND U-DRIVE SS18-8
1
1
1
02-185-00
02-300-00
02-304-00
14
15
16
1
1
2
02-311-00
02-500-03
02-290-03
17
18
18.1
PIN, 5/16 X 1/2 DOWEL
1
1
6
1 SCREW, 1/4-20 X 1-1/4 THUMB
2
90-048-01
90-059-04
90-066-05
02-290-17
02-290-20
19
20
21
18.2
18.3
SSS, 10-32 X 1/4 SS18-8 CP
FHCS, 1/4-20 X 1/2 SS18-8
WASHER, 1/4 SPLIT RING SS18-8
WASHER, #12 FLAT SS18-8
4
5 HHCS, 1/4-20 X 1/2 SS18-8
2 SSS, 1/4-20 X 3/4 SS18-8
15
90-144-52
90-151-05
90-153-05
90-154-07
22
23
25
24
WASHER, 3/8 FLAT SS18-8
1
2
4 HHCS, 3/8-16 X 5/8 SS18-8
4
12 HHCS, 5/16-18 X 5/8 SS18-8
90-155-52
90-155-56
90-161-07
90-171-06
90-175-51
27
28
29
26
30
LABEL, WACHS CIRCLE LOGO 3.00
LABEL, READ MANUAL .75 DIA.
HANDLE, 6-1/2 X 1-3/4
WASHER, SHOCKPROOF INT. SS18-8
4
8 SHCS, 1/2-13 X 1-3/4 SS18-8
1
1
3
90-175-53
90-190-17
90-400-02
90-900-01
90-900-53
34
35
31
32
33

Chapter 8, Parts Lists & Exploded View Drawings
2
10
6
16
1
14
8
18
11
12
12
Air Motor and Frame Assembly
02-311-00
17
15
9
DESCRIPTION
CONNECTING LINK
OFFSET LINK
DRIVE ROLLER CHAIN 30-1/2" LG.
ROD, GUIDE-STAINLESS
4
QTY.
COMPRESSION SPRING
HOUSING, BEARING-REAR
1
4
1
1
1
WASHER, 5/16 FLAT SS18-8
CARRIAGE DRIVE AND FRAME ASSEMBLY
MANIFOLD ASSEMBLY
ADAPTER, 1/2 NPT F X 1/2 NPT F SWIVEL-STRAIGHT
SPROCKET ASSEMBLY
AIR MOTOR AND SPINDLE ASSEMBLY
1
1
1
1
1
7 HHCS, 5/16-18 X 5/8 SS18-8
WASHER, SHOCKPROOF INT. SS18-8
HHCS, 5/16-18 X 1 SS18-8
WASHER, 3/8 FLAT SS18-8
ELBOW, 3/4-45 LP STREET
5
4
1
1
4
4 HHCS, 3/8-16 X 5/8 SS18-8
5
4
3
7
13
02-169-01
02-019-02
02-102-00
PART NUMBER
3
1
2
ITEM
02-174-00
02-178-01
02-170-00
6
4
5
02-308-00
02-307-00
02-309-00
8
7
9
02-310-00
90-098-57
90-161-07
11
10
12
90-165-52
90-161-10
90-171-06
15
14
13
90-175-51
90-218-03
90-175-53
18
17
16
37

Trav-L-Cutter
10
9
6
8
Air Drive Manifold Assembly
02-308-00
1
DESCRIPTION
MANIFOLD, AIR
NIPPLE, 1/4 X 5 GALV LP
1
1
QTY.
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-45
1/4 NPT F X 1/4 NPT M BRASS LP-90
COUPLING, 1/4 GALV LP
1
1
1
7
2
3
5
NIPPLE, 1/2 CLOSE LP BLACK
1
1 ELBOW, 1/2-45 STREET
1/2 HEX HP NIPPLE
ELBOW, 1/2-90 LP
1
1 ELBOW, 1/2-90 STREET
1
4
38
02-033-00
90-058-04
90-058-02
PART NUMBER
2
1
ITEM
3
90-058-05
90-098-01
90-058-51
5
4
6
90-098-04
90-098-06
90-098-05
7
9
8
90-098-58
10

Chapter 8, Parts Lists & Exploded View Drawings
DESCRIPTION
QTY.
PART NUMBER
ITEM
39

Trav-L-Cutter
14
9
16
5
8
10
13
Carriage Drive and Frame Assembly
02-310-00
68
7
15
11
DESCRIPTION
THRUST WASHER
PLATE, GIB BACKING
NUT, LOCK-CHAIN TEN. SCREW
SCREW, CHAIN TENSION
GIB, CHAIN TENSIONING
SHAFT, GUIDE ROLLER-INSIDE
1
1
2
1
1
1
QTY.
CARRIAGE DRIVE ASSEMBLY
ROLLER, CHAIN GUIDE
SHIM, GEAR BOX
SLIDE AND SPROCKET ASSEMBLY
BUSHING
2
1
FHCS, 1/4-20 X 1" SS18-8
CARRIAGE, UNIVERSAL
1
1
HHCS, 5/16-18 X 1 SS18-8
1
4
2
1
2
1
BHCS, 3/8-16 X 1" SS18-8
1 SSS, 5/16-18 X 3/8 SS18-8
10
4
3
4
12
40
02-082-01
02-083-00
02-081-01
PART NUMBER
1
2
3
ITEM
02-094-01
02-085-01
02-131-00
5
4
6
02-132-01
02-133-00
02-137-02
8
9
7
02-191-00
02-306-00
02-301-00
11
10
12
90-164-03
90-153-10
90-161-10
13
14
15
90-172-10
16

Chapter 8, Parts Lists & Exploded View Drawings
Carriage Drive Assembly
02-301-00
6
8
4
10
9
5
3
(SEE NOTES)
2
1
7
DESCRIPTION
MOTOR, TRAVEL-AIR
OVERLOAD SAFETY COUPLING
CLAMP, AIR MOTOR
HOSE, TRAVEL MOTOR
1
1
QTY.
02-031-00
02-035-00
PART NUMBER
1
2
ITEM
SPROCKET, DRIVE
1
1
1
02-043-00
02-037-00
02-108-00
3
5
4
GEAR BOX, CARRIAGE DRIVE
1
02-194-00
6
SSS, 10-32 X 1/4 CP
KEY, 1/8 SQ X 1-1/4
FLOW CONTROL VALVE 1/4"
1
1
1
90-027-12
02-212-00
90-044-52
8
7
9
DISCONNECT, FEMALE 1/4 NPT M
KEY, 3/16 SQ. X 1/2
1/4 NPT F X 1/4 NPT M BRASS LP-90
DISCONNECT, MALE 1/4 NPT M
1
1
2
2
90-047-05
90-058-05
90-059-51
12
10
11
AIR MOTOR WOODRUFF KEY REPLACEMENT
90-059-53
NOTES:
1.
13
13
13
11
12
PART NO.; 90-029-44
11
41

Trav-L-Cutter
7
1
Air Motor Sub-Assembly
02-029-00
5
8
6
4
9
10
?
3
42
DESCRIPTION
AIR MOTOR
MOTOR COUPLING, DRIVE PIN
1
1
QTY.
02-030-00
02-199-00
PART NUMBER
2
1
ITEM
KEY, 1/4 SQ. X 1-3/8
BUSHING, 1/2 X 1 REDUCING
MUFFLER
ADAPTER, MOTOR-TRV-L-CUTTER(I.R. 4800P)
MOTOR COUPLING CUTTER SPINDLE
1 ELBOW, 1/2-90 STREET
1
1
1
1
1
02-203-00
90-057-13
90-098-75
23-181-00
90-098-05
02-252-00
3
6
5
7
4
8
SHCS, 5/16-18 X 7/8 SS18-8
6
1 SSS, 1/4-20 X 1/4 SS18-8
90-154-02
90-160-08
9
10

Chapter 8, Parts Lists & Exploded View Drawings
DESCRIPTION
QTY
PART NUMBER
ITEM
43

Trav-L-Cutter
Trav-L-Cutter Assembly, Hydraulic Drive
02-000-02
44
DESCRIPTION
QTY.
PART NUMBER
ITEM

Chapter 8, Parts Lists & Exploded View Drawings
6
16.2
26
24
27
25
23
22
23
18
1
20
14
12
13
19
4
19
15
24
30
8
11
3
16.1
21
2
9
5
16.3
7
Hydraulic Carriage Assembly
02-318-00
28
10
DESCRIPTION
LABEL, PRESSURE-HYD.
LOCK, FEED SCREW
1
QTY.
LOCK NUT, DRIVE COLLAR
LABEL, WARNING-BLADE GUARD
PIN, CUTTER DRIVE
COVER, SPINDLE CARRIAGE
2
1
1
1
1
COLLAR, CUTTER DRIVE
WHEEL ASSEMBLY
COVER, DRIVE SIDE
1
1
LABEL, TRAV-L-CUTTER HYD.
MACHINE CHAIN & WHEEL CHART
CUTTER GUARD ASSEMBLY
PLATE, NAME
1
2
FEED SCREW ASSEMBLY
1
1
1
1
21
WASHER, 1/4 SPLIT RING SS18-8
SPACER, TRAV-L-CUTTER
HYD. MOTOR AND FRAME ASSEMBLY
1
SCREW, #4 X 1/4 ROUND U-DRIVE SS18-8
KIT, CUTTER SPACERS 3/16, 11/16, & 3/4
SPACER, TRAV-L-CUTTER
SPACER, TRAV-L-CUTTER
6
1
1
1 SCREW, 1/4-20 X 1-1/4 THUMB
2
1
WASHER, #12 FLAT SS18-8
PIN, 5/16 X 1/2 DOWEL
FHCS, 1/4-20 X 1/2 SS18-8
2
5 HHCS, 1/4-20 X 1/2 SS18-8
1
2
12 HHCS, 5/16-18 X 5/8 SS18-8
11
29
31
LABEL, MANUAL
WASHER, SHOCKPROOF INT. SS18-8
LABEL, WACHS CIRCLE LOGO 3.00
WASHER, 3/8 FLAT SS18-8
4 HHCS, 3/8-16 X 5/8 SS18-8
4
HANDLE, 6-1/2 X 1-3/4
4
2
1
8 SHCS, 1/2-13 X 1-3/4 SS18-8
1
17
02-009-00
02-008-00
02-011-00
PART NUMBER
1
3
2
ITEM
02-014-00
02-021-01
02-013-00
5
6
4
02-022-01
02-135-00
02-141-00
8
7
9
02-142-00
02-298-00
02-179-00
11
10
12
02-300-00
02-317-00
02-304-00
13
14
15
02-500-03
02-290-03
02-290-17
16
16.1
16.2
90-059-04
90-048-01
90-066-05
02-290-20
17
18
19
16.3
90-155-52
90-153-05
90-151-05
20
22
21
90-155-56
90-171-06
90-161-07
24
25
23
90-175-51
90-190-17
90-175-53
28
27
26
90-900-01
90-400-02
90-900-53
31
30
29
45

Trav-L-Cutter
11
2
8
10
6
15
1
5
4
9
7
12
3
14
13
Hydraulic Motor and Frame Assembly
02-317-00
46
DESCRIPTION
HOUSING, BEARING-REAR
OFFSET LINK
ROD, GUIDE-STAINLESS
DRIVE ROLLER CHAIN 30-1/2" LG.
CONNECTING LINK
COMPRESSION SPRING
1
4
1
4
1
1
QTY.
02-102-00
02-174-00
02-019-02
02-169-01
02-170-00
PART NUMBER
1
ITEM
02-178-01
4
6
2
5
3
SPROCKET ASSEMBLY
1
02-307-00
7
HHCS, 5/16-18 X 1 SS18-8
HYD. MOTOR AND SPINDLE ASSEMBLY
HYD. CARRIAGE DRIVE AND FRAME ASSEMBLY
HYD. MANIFOLD ASSEMBLY
1
1
1
02-316-00
02-314-00
02-315-00
9
8
10
WASHER, SHOCKPROOF INT. SS18-8
WASHER, 3/8 FLAT SS18-8
4 HHCS, 3/8-16 X 5/8 SS18-8
4
6 HHCS, 5/16-18 X 5/8 SS18-8
5
4
90-161-10
90-171-06
90-175-53
90-161-07
90-175-51
13
11
14
15
12

Chapter 8, Parts Lists & Exploded View Drawings
14
13
9
16
6
8
5
10
2
12
3
1
4
15
7
8
4
Hydraulic Carriage Drive and Frame Assembly
02-314-00
DESCRIPTION
NUT, LOCK-CHAIN TEN. SCREW
SCREW, CHAIN TENSION
THRUST WASHER
GIB, CHAIN TENSIONING
PLATE, GIB BACKING
1
2
1
1
1
QTY.
02-094-01
02-081-01
02-082-01
02-085-01
02-083-00
PART NUMBER
2
4
3
5
1
ITEM
SHAFT, GUIDE ROLLER-INSIDE
1
02-131-00
6
SLIDE AND SPROCKET ASSEMBLY
ROLLER, CHAIN GUIDE
CARRIAGE, UNIVERSAL
BUSHING
1
1
2
02-132-01
02-137-02
02-133-00
7
9
8
HHCS, 5/16-18 X 1 SS18-8
SHIM, HYDRAULIC GEAR BOX
HYD. CARRIAGE DRIVE ASSEMBLY
FHCS, 1/4-20 X 1-1/4 SS18-8
4
1
1
4
1
02-206-01
90-153-12
02-306-00
90-161-10
02-313-00
11
14
10
12
13
1 SSS, 5/16-18 X 3/8 SS18-8
90-164-03
15
11
BHCS, 3/8-16 X 1" SS18-8
10
90-172-10
16
47

Trav-L-Cutter
4
Hydraulic Manifold Assembly
02-315-00
7
8
3
2
8
14
DESCRIPTION
FLOW CONTROL VALVE 1/4"
1/4" HP HOSE ASSEMBLY
1/2" ON/OFF VALVE
MANIFOLD
1/2" FLOW CONTROL VALVE
1/4" 4-WAY VALVE REVERSING
1
1
QTY.
1
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-45
1
1
1
1
9
15
6
11
10
ADAPTER, 1/2 NPT M X 1/2 ORB M - STRAIGHT
HHCS, 5/16-18 X 2-3/4 SS18-8
ADAPTER, 1/2" NPT M X 1/2" NPT F SWIVEL-90
ADAPTER, 1/4 NPT M X 1/4 NPT F SWIVEL-90
NIPPLE, 1/4 HEX H.P.
4
2
2
NUT, 5/16-18 HEX SS18-8
1/2 HEX HP NIPPLE
3
WASHER, 5/16 SPLIT RING SS18-8
WASHER, 5/16 FLAT SS18-8
2
2
2
2
2
9
11
12
13
12
10
1
5
10
48
02-211-00
02-212-00
1
02-213-00
2
3
PART NUMBER
ITEM
02-214-01
02-218-00
02-215-00
4
5
6
90-058-52
90-058-58
90-058-51
8
9
7
90-098-55
90-098-58
90-098-79
11
12
10
90-161-27
90-165-51
90-165-01
13
14
15
10
90-165-52
16

Chapter 8, Parts Lists & Exploded View Drawings
3
1
6
11
10
9
11
5
10
9
4
DESCRIPTION
CUTTER SPINDLE GEAR ASSEMBLY
HOSE, 1/2" HP X 30" LONG
MOTOR COUPLING, DRIVE PIN
HYDRAULIC MOTOR, CUTTER SPINDLE
ADAPTER, CUTTER SPINDLE MOTOR
ADAPTOR, DRIVE MOTOR
1/2 HEX HP NIPPLE
ADAPTER, 1/2" NPT F X 1/2" NPT F SWIVEL-90
SHCS, 1/4-20 X 3/4, SS18-8
1
2
1
1
1
1
2
2
QTY.
02-020-00
02-027-01
1
02-199-00
2
3
PART NUMBER
ITEM
02-201-00
02-202-00
02-203-00
4
5
6
5
90-098-58
90-098-64
90-150-07
7
8
9
7
8
WASHER, 1/4" HI COLLAR SS18-8
5
4 HHCS, 3/8-16 X 3/4 SS18-8
90-155-51
90-171-07
10
11
HYDRAULIC MOTOR WOODRUFF KEY REPLACEMENT
PART NO.; 90-059-48.
7
8
2
49

Trav-L-Cutter
3
8
1
11
9
15
2
10
6
15
14
6
(SEE NOTES)
4
7
12
13
Hydraulic Carriage Drive Assembly
02-313-00
50
DESCRIPTION
HYDRAULIC MOTOR, CARRIAGE DRIVE
OVERLOAD SAFETY COUPLING
SPROCKET, DRIVE
1
1
QTY.
02-043-00
02-108-00
PART NUMBER
1
2
ITEM
ADAPTER, (DRIVE MOTOR)
GEAR BOX, CARRIAGE DRIVE
1
1
1
02-194-00
02-200-00
02-204-00
4
5
3
KEY, 1/8 SQ X 1-1/4
1/4" HP HOSE ASSEMBLY
BRACKET, MOUNTING-DRIVE MOTOR
1
2
1
02-205-00
90-027-12
02-214-01
8
7
6
KEY, 3/16 SQ. X 1/2
SSS, 10-32 X 1/4 CP
KEY 1/8 X 1/2 #3 WOODRUFF (404)
1
1
1
90-044-52
90-029-44
90-047-05
9
11
10
SSS, 1/4-20 X 1/4 SS18-8
BUSHING, 1/2 X 1/4 HP REDUCING
ELBOW, 1/4-90 HP STREET
2
90-058-56
12
HHCS, 3/8-16 X 7/8 SS18-8
4
1
2
90-058-57
90-171-08
90-154-02
PART NO.; 90-059-48
HYDRAULIC MOTOR WOODRUFF KEY REPLACEMENT
15
14
13
1.
NOTES:

Chapter 8, Parts Lists & Exploded View Drawings
10
11
Wheel Assembly
02-142-00
7
6
1
8
4
3
2
3
5
DESCRIPTION
BUSHING
RING, RETAINING
ROLLER, CHAIN GUIDE
AXLE
2
1
2
02-002-00
02-132-01
02-133-00
1
2
3
1
02-144-00
4
QTY.
PART NUMBER
ITEM
BRACKET, AXLE
BEARING, BALL
WHEEL
PIN, 3/8 X 1-1/2 DOWEL
PIN, 3/8 X 2 DOWEL
2
2
1
02-151-00
02-152-01
90-076-15
7
6
8
1
90-076-20
9
2
02-148-00
5
9
WASHER, 1/2 FLAT SS18-8
HHCS, 1/2-13 X 1.00 SS18-8
2
2
90-195-52
90-191-10
10
11
5
1
6
7
11
10
51

Trav-L-Cutter
5
Feed Screw Assembly
02-304-00
4
3
DESCRIPTION
RING, RETAINING
BEARING, BALL
SCREW, FEED
1
1
1
QTY.
02-002-00
02-003-00
02-001-00
PART NUMBER
2
1
BEARING HOUSING, FEED SCREW
LOCK NUT, FEED SCREW BEARING
1
1
02-005-00
02-006-00
52
ITEM
1
2
3
4
5

Chapter 8, Parts Lists & Exploded View Drawings
1
5
Slide and Sprocket Assembly
02-306-00
4
3
DESCRIPTION
BOLT, MODIFIED 1/2-13 X 1.00 SS
SLIDE, CHAIN TENSION SPROCKET
SPROCKET
WASHER, 1/2 FLAT SS18-8
BUSHING, TENSIONING SPROCKET
1
1
1
1
1
QTY.
02-004-00
02-084-00
PART NUMBER
1
ITEM
2
90-195-52
02-086-00
02-087-00
3
4
5
2
53

Trav-L-Cutter
10
Sprocket Assembly
3
4
02-307-00
DESCRIPTION
5
6
7
9
8
54
LOCKNUT, BEARING
SHAFT, CARRIAGE DRIVE
RING, RETAINING
LOCKWASHER, BEARING
1
QTY.
02-077-00
PART NUMBER
1
ITEM
1
1
1
02-090-00
02-078-00
02-092-00
2
3
4
BEARING, BALL
HOUSING, FRONT BEARING
2
1
02-093-00
02-095-00
5
6
KEY, 5/16 SQ. X 1-1/16
SPACER
SPROCKET, DRIVEN
SPACER
1
1
1
1
02-096-02
02-096-01
90-067-11
02-097-02
7
8
9
10
5
1
2

Chapter 8, Parts Lists & Exploded View Drawings
18
6
2
3
4
24
1
20
5
10
7
8
Cutter Spindle Gear Assembly
02-020-00
DESCRIPTION
BALL BEARING
LOCKWASHER, BEARING
LOCKNUT, BEARING
CAP, BEARING
1
1
1
1
QTY.
WORM SHAFT, HIGH SPEED
SEAL
SPINDLE HOUSING, CUTTER
1
1
LARGE OIL PLUG
BEARING, NEEDLE
SEAL
SPINDLE, CUTTER
1
1
1
1
2
GEAR, WORM-BRONZE
BEARING, BALL
1
2
19
LOCKNUT, BEARING
LOCKWASHER, BEARING
BEARING, BALL
BEARING CAP, CUTTER SPINDLE
1
1
1
1
KEY, 1/4 SQ. X 7/8
GUARD. SEAL
SPP, 1/8 NPT DRYSEAL
BUSHING, BRONZE
1
4
2
1
21
11
KEY, 5/16 SQ. X 2-1/4
SHCS, 1/4-20 X 3/4, SS18-8
SHCS, 1/4-20 X 1 SS18-8
6
1
6
12
9
21
22
13
14
15
16
17
02-057-00
02-059-00
02-058-00
PART NUMBER
1
3
2
ITEM
02-061-00
02-060-00
02-062-00
6
5
4
02-063-00
02-064-00
02-065-00
7
8
9
02-073-01
02-070-00
02-074-00
12
11
10
02-075-00
02-077-00
02-076-00
13
15
14
02-079-00
02-078-00
02-080-00
18
17
16
90-057-08
90-028-01
02-186-00
21
20
19
90-150-07
90-067-22
90-150-10
24
23
22
23
55

Trav-L-Cutter
5
Feed Screw Assembly
02-304-00
4
3
DESCRIPTION
RING, RETAINING
BEARING, BALL
SCREW, FEED
1
1
1
QTY.
2
1
BEARING HOUSING, FEED SCREW
LOCK NUT, FEED SCREW BEARING
1
1
56
02-002-00
02-003-00
02-001-00
PART NUMBER
1
2
ITEM
3
02-005-00
02-006-00
4
5

Chapter 8, Parts Lists & Exploded View Drawings
Guide Track Wheels
02-429-00
1
2
DESCRIPTION
WHEEL, GUIDE TRACK
RING, RETAINING
BEARING, BALL
2
2
2
QTY.
SHCS 1/2-13 X 1.0 SS18-8
WASHER, 1/2 FLAT SS
2
2
5
3
4
02-002-00
02-197-01
02-151-00
PART NUMBER
1
3
ITEM
2
90-190-10
90-195-52
4
5
57

Trav-L-Cutter
bill of MaTerial – sPray MisT cooling sysTeM
(For automatic coolant applications)
PART No. 02-405-00
COOLANT HOSE
REF PART NO QTY DESCRIPTION
031
172
190
1
2
3
4
02-031-00
02-172-00
02-190-00
90-058-51
90-058-57
90-098-01
90-098-12
1
HOSE,TRAVEL MOTOR
1
PLATE,MOUNTING
1
ATTACHMENT,SPRAYMIST
2
ST.EL,1/4-45W/SVL LP
1
BUSHING,1/4 X 1/2 HP
1
NIPPLE-CLOSE 1/2LP
1
ELBOW,SIDE 1/2
58

Chapter 8, Parts Lists & Exploded View Drawings
bill of MaTerial – heavy duTy sPray MisT sysTeM
PART No. 02-430-00
REF PART NO QTY DESCRIPTION
280
281
282
283
071
051
055
02-280-00
02-281-00
02-282-00
02-283-00
56-071-00
90-051-07
90-055-01
1
TANK,PRESSURE
1
NOZZLE&VALVE
2
HOSE,1/4 X 10’
1
BRACKET,MOUNTING
1
HANDLE
1
HHCS,1/4-20 X 3/4
2
2 NUT,HEX 1/4-20
59

Trav-L-Cutter
ITEM
PART NUMBER
1
2
02-157-00
02-158-00
QTY.
67
5
DESCRIPTION
SILENT CHAIN
CONNECTING PIN FOR CHAIN
(54" STEEL PIPE)
11
279
11
279
20
(54" DUCTILE PIPE)
508
229
(60" STEEL PIPE)
29
737
2
9
33
838
9
229
(60" DUCTILE PIPE)
67
1702
4
102
(72" STEEL PIPE)
1
34
864
60

Chapter 9, Ordering Parts
Chapter 9
Ordering Information
ordering inforMaTion
To place an order or to get more detailed information on any E.H. Wachs products, call us at:
1-800-323-8185.
ORDERING REPLACEMENT PARTS
Please use parts lists provided in manual. Have part description and part number of required
replacement part or parts to help expedite order and ensure proper parts are being ordered.
REPAIR INFORMATION
Please call E.H. Wachs Company prior to returning any equipment for repair. We will advise you
of shipping and handling. Please enclose with equipment to be repaired your name, address, phone
number and a brief description of problem or work to be done or estimated.
All repair work done at our plant will be estimated and the customer advised of cost and time
required to complete repair.
WARRANTY INFORMATION
Enclosed with the manual is a warranty card. Please ll out the registration card and return to E.H.
Wachs.
Retain the owners registration record and warranty card for your information.
E.H. Wachs Part No. 02-MAN-01, Rev. A 61

Trav-L-Cutter
RETURN GOODS ADDRESS
E.H. Wachs Company
600 Knightsbridge Parkway
Lincolnshire, Illinois 60069
Call or Write:
E.H. Wachs Company
600 Knightsbridge Parkway
Lincolnshire, Illinois 60069
847-537-8800
FAX: 847-520-1147 • 847-520-1168
Toll-Free: 1-800-323-8185
62 Part No. 02-MAN-01, Rev. A E.H. Wachs


E.H.WACHS
Superior Equipment. Complete Support.
600 Knightsbridge Parkway • Lincolnshire, IL 60069
847-537-8800 • www.wachsco.com
 Loading...
Loading...