

Wabeco BF1240 operation manual [de]

Betriebsanleitung
Bohrständer
Bohrständer / Fräsständer
Koordinatentische
und Zubehör
Operating Instructions
Drill stands
Drilling stands / Milling stands
Coordinate tables
and accessories

Bitte vor Inbetriebnahme lesen!
Jede Person, die das Gerät bedient, wartet oder repariert,
muss vor Inbetriebnahme die Betriebsanleitung,
insbesondere die Sicherheitsbestimmungen gelesen haben.
Originalfassung in deutscher Sprache
Stand 01/2017
Sehr geehrter Kunde,
Mit dem Kauf des WABECO Gerätes haben Sie sich für ein Qualitätsgerät entschieden. Es wurde mit größter Sorgfalt
hergestellt und einer genauen Qualitätskontrolle unterzogen.
Diese Betriebsanleitung soll Ihnen helfen, Arbeiten gefahrlos und richtig zu verrichten. Deshalb bitten wir Sie, die entsprechenden Hinweise aufmerksam durchzulesen und sorgfältig zu beachten.
Nach dem Auspacken des Gerätes ist zu prüfen, ob Transportschäden irgendwelcher Art aufgetreten sind.
Beanstandungen, gleich welcher Art, sind sofort zu melden. Spätere Reklamationen können nicht anerkannt werden.
Änderungen in der Konstruktion, Ausstattung und Zubehör bleiben im Interesse der Weiterentwicklung vorbehalten. Aus
den Angaben, Abbildungen und Beschreibungen können deshalb keine Ansprüche hergeleitet werden. Bei Unklarheiten
stehen wir Ihnen für Auskünfte gerne zur Verfügung.
Vervielfältigungen und Nachdruck auf jede Weise, auch auszugsweise, bedürfen der schriftlichen Genehmigung
durch WABECO
Inhaltsverzeichnis
1. Anlieferung 3
2. Sicherheitsbestimmungen 3
3. Bohrständer 4
3.1. Ausführung 4
3.2 Montage 4
3.3 Schmierung 4
3.4 Antriebseinheit einsetzen 4
3.5 Arbeiten mit Tiefenanschlag 4
3.6 Spiel des Maschinenträgers nachjustieren 4
3.7 Zeichnung und Legende 5
3.8 Zeichnung und Legende 6
4. Bohrständer/Fräsständer BF1240 | BF1242 | BF1243 | BF1244 7
4.1 Ausführungen 7
4.2 Montage 7
4.3 Schmierung 7
4.4 Antriebseinheit zum Bohren einsetzen 8
4.5 Antriebseinheit zum Fräsen einsetzen 8
4.6 Arbeiten mit Tiefenanschlag 9
4.7 Spiel des Führungsgehäuses nachjustieren 9
4.8 Zeichnung und Legende 10
5. Rundtisch Bestell-Nr. 22310 12
5.1 Rundtisch drehen und schwenken 12
5.2 Zeichnung und Legende 12
6. Maschinenträger Bestell-Nr. 24460 13
6.1 Montage 13
6.2 Zeichnung und Legende 13
2
Inhaltsverzeichnis
7. Spannvorrichtung Bestell-Nr. 22312 13
7.1 Montage 13
7.2 Zeichnung und Legende 13
8. Gewindeschneidvorrichtung Bestell-Nr. 35805 14
8.1 Bedienung 14
8.2 Zeichnung und Legende 15
9. 2-Achsen Koordinatentische K400 und K600 16
9.1 Montage 16
9.2 Schmierung 16
9.3 Führungen nachjustieren 16
9.4 Arbeitshinweis 16
9.5 Zeichnung und Legende 17
9.6 Anbausatz Anbaumessschieber für 2-Achsen und Spindel Y-Achse 20
9.6.1 Austausch Spindel Y-Achse 20
9.7 Anbausatz Anbaumessschieber für 2-Achsen und Spindel Y-Achse 22
9.7.1 Halter für Anbaumessschieber montieren 22
9.7.2 Anbaumessschieber Y-Achse montieren 25
9.7.3 Anbaumessschieber X-Achse montieren zu Artikelnummer 24410 26
9.7.4 Anbaumessschieber X-Achse montieren zu Artikelnummer 24610 27
9.7.5 Zeichnung und Legende 28
1. Anlieferung
Nach der Anlieferung ist zu prüfen:
1. ob die Verpackung eine Beschädigung bzw.
2. ob das Gerät einen Transportschaden aufweist oder zu beanstanden ist. In diesem Fall bitten wir um sofortige Benachrichtigung. Spätere Reklamationen können nicht anerkannt werden.
2. Sicherheitsbestimmungen
1. Wir weisen darauf hin, dass für Schäden, die durch Nichtbeachtung dieser Betriebsanleitung entstehen, keine
Haftung übernommen wird.
2. Der Betreiber des Gerätes hat dafür Sorge zu tragen, dass zumindest ein Exemplar der Betriebsanleitung in
unmittelbarer Nähe des Gerätes aufbewahrt wird und für Personen, die mit dem Gerät arbeiten, zugänglich ist.
3. Nie ohne Schutzbrille arbeiten.
4. Anfallende Späne nicht mit der Hand entfernen. Entsprechende Hilfsmittel (Handfeger, Haken, Pinsel) benutzen.
5. Werkstücke müssen so befestigt werden, dass sie durch die Drehmomente des Bohrers bzw. Fräsers nicht aus ihrer
Position bewegt werden.
6. Nicht in den Bohrtisch bohren.
7. Werkstücke müssen durch geeignete Befestigungsmittel z.B. Prismen, Maschinenschraubstock etc. befestigt
werden.
8. Bohrfutterschlüssel oder ähnliche Werkzeuge dürfen nicht an dem Gerät befestigt werden, damit diese nicht von der
Spindel erfasst und herumgeschleudert werden.
3

3. Bohrständer B1200 und B1230
3.1 Ausführung
Bohrständer B1200 - Stahl-Säule Ø 30 mm
Nr. 22300 ohne Maschinenschraubstock
Nr. 22305 mit Maschinenschraubstock 60 mm
Bohrständer B1230 - Stahl-Säule Ø 35 mm
Nr. 22400 ohne Rundtisch
Nr. 22404 mit Rundtisch Ø 180 mm
3.2 Montage
1. Stahl-Säule (7) in die Aufnahmebohrung der Bodenplatte (1) stecken
2. Klemmschraube (1.1) anziehen
3. Damit ist der Bohrständer komplett montiert und betriebsbereit.
4. Bohrständer auf einer festen und absolut geraden Unterlage mit 4 Schrauben befestigen.
3.3 Schmierung
Vor jedem Gebrauch geben Sie etwas handelsübliches Schmieröl an die Stahl-Säule, sowie an die
Drehpunkte der Vorschubwelle. Hierbei muss der Maschinenträger auf und ab bewegt werden.
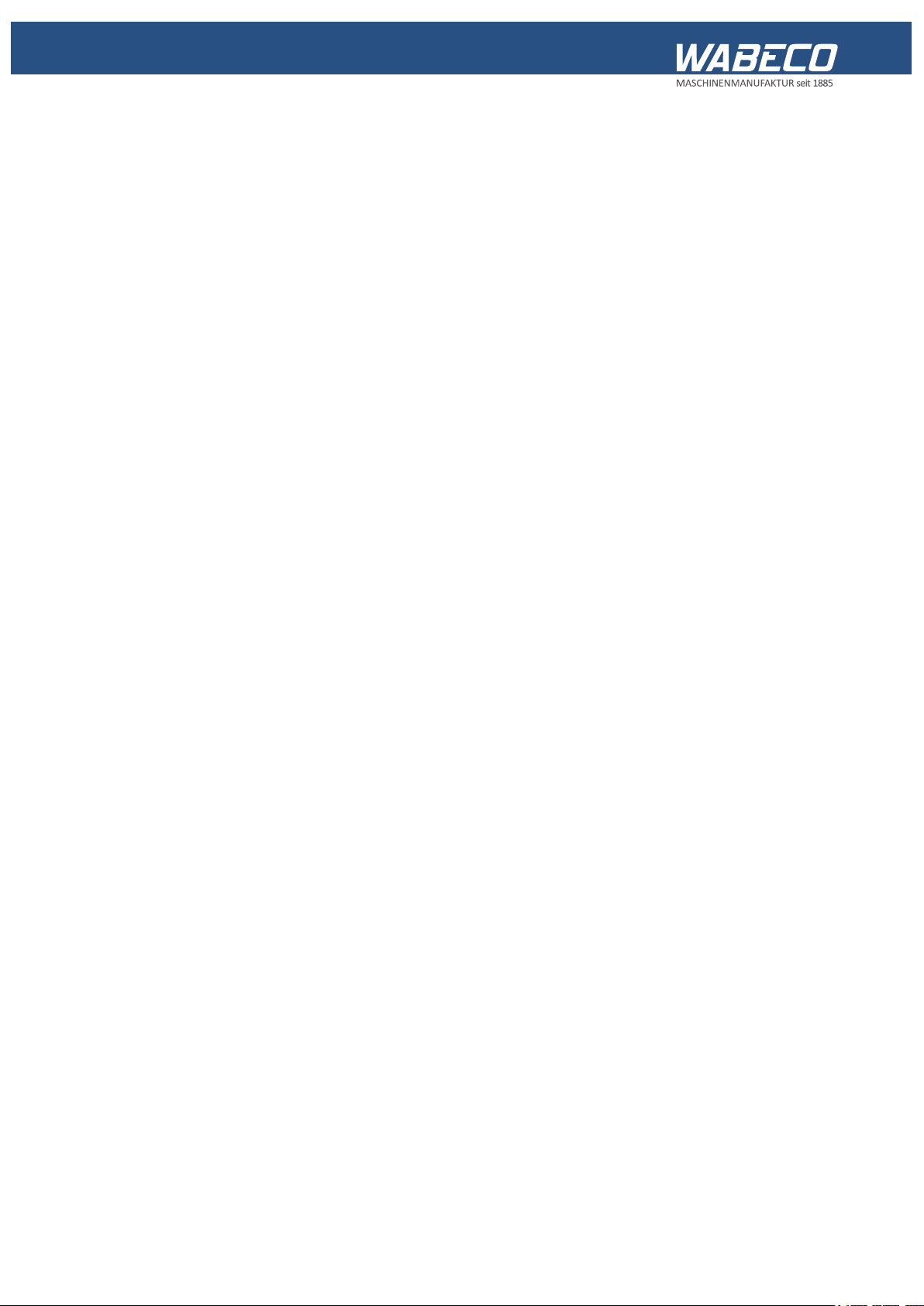
3.4 Antriebseinheit einsetzen
1. Spannhals der Antriebseinheit in den Maschinenträger (9) einsetzen
2. Klemmschraube (9.1) mit einem Innensechskantschlüssel fest anziehen.
3.5 Arbeiten mit dem Tiefenanschlag
1. Feststellschraube (4.1) des Klemmteils (4) sowie Klemmschraube (3) mittels Innensechskantschlüssel lösen.
2. Antriebseinheit mit eingespanntem Bohrer mittels Vorschubhebel (8.1) ca.10 mm über das zu bohrende Werkstück
absenken, hierdurch kann das Werkstück später noch gut entfernt werden.
3. Feststellschraube (4.1) des Klemmteils (4) wieder festziehen.
4. Antriebseinheit mit eingespanntem Bohrer vorsichtig mittels Vorschubhebel (8.1) soweit absenken, dass die Bohrerspitze auf das zu bohrende Werkstück aufsetzt. Hierbei den Skalenwert des Maschinenträgers (9) an der Skalenmarkierung des Klemmteils (4) ablesen!
5. Das Werkstück entfernen und die Feststellschraube (6.1) lösen.
6. Den Maschinenträger (9) nach Skala auf den abgelesenen Wert zuzüglich der Tiefe der Bohrung mit dem Vorschubhebel (8.1) absenken und den Tiefenanschlag (6) bis auf das Klemmteil (4) schieben. In dieser Position die Feststellschraube (6.1) wieder festziehen.
7. Maschinenträger (9) zurückgehen lassen, so dass das Werkstück wieder befestigt werden kann. Der Tiefenanschlag
ist hiermit auf die gewünschte Bohrungstiefe eingestellt und kann verwendet werden.
3.6 Spiel des Maschinenträgers nachjustieren
Der Maschinenträger (9) lässt sich spielfrei einstellen. Zum Nachjustieren gehen Sie wie folgt vor:
1. die beiden Muttern (2.1) lösen
2. mit einem Innensechskantschlüssel einen der Gewindestifte mit Exzenter (2) nach rechts drehen
3. den anderen Gewindestift mit Exzenter (2) nach links drehen, so dass der Maschinenträger (9) von der Rückholfeder
(5) noch leicht zurückgestellt werden kann und spielfrei ist.
4. danach die Muttern (2.1) wieder festziehen
Der Maschinenträger (9) lässt sich mit der Stahl-Säule (7) nach dem Lösen der Klemmschraube (1.1) in der
Bodenplatte (1) um 360° drehen.
Für Fräsarbeiten lässt sich der Maschinenträger (9) mit der Klemmschraube (3) auf der Stahl-Säule (7) festklemmen. Zum Bohren muss die Klemmung des Maschinenträgers (9) durch Lösen der Klemmschraube (3) geöffnet
werden.
4

3. Bohrständer B1200
3.7 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 51006831-0006 Bodenplatte
1.1 1 16191200008016 Klemmschraube
1.2 1 16143900008000 Mutter
2 2 91300008030-01 Gewindestift mit Exzenter
2.1 2 16193400008000 Mutter
3 1 16191200008020 Klemmschraube
3.1 1 16193400008000 Mutter
4 1 51006831-0005 Klemmteil
4.1 1 91200008025-01 Feststellschraube
5 1 51502030 Rückholfeder
6 1 51004010-0002 Tiefenanschlag
6.1 1 16191200008016 Feststellschraube
7 1 51004030-0001 Stahl-Säule
8 1 51004025-0002 Vorschubwelle
8.1 1 51004010-0003 Vorschubhebel
8.2 2 51508311 Kugel
8.3 1 16067990012000 Sicherungsscheibe
9 1 51006831-0004 Maschinenträger
9.1 1 16191200008030 Klemmschraube
9.2 1 16193400008000 Mutter
5

3. Bohrständer B1230
3.8 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 51006831-0003 Bodenplatte
1.1 1 16191200008016 Klemmschraube
2 2 91300008030-01 Gewindestift mit Exzenter
2.1 2 16193400008000 Mutter
2.2 2 51508019 Führungsrolle
3 1 16191200008025 Klemmschraube
3.1 1 16193400008000 Mutter
4 1 51006831-0002 Klemmteil
4.1 1 16191200008030 Feststellschraube
5 1 51502028 Rückholfeder
6 1 51004010-0002 Tiefenanschlag
6.1 1 16191200008025 Feststellschraube
7 1 51004035-0002 Stahl-Säule
8 1 51004025-0001 Vorschubwelle
8.1 1 51004010-0003 Vorschubhebel
8.2 2 51508311 Kugel
8.3 1 16067990012000 Sicherungsscheibe
9 1 51006831-0001 Maschinenträger
9.1 1 16191200008025 Klemmschraube
9.2 1 16193400008000 Mutter
6

4. Bohrständer Fräsständer BF1240 | BF1242| BF1243 | BF1244
4.1 Ausführung
Bohrständer Fräsständer BF1240
Massive Stahl-Säule 500 mm, Sechskant-Stahl-Ausleger 350 mm
Nr. 24400 ohne Rundtisch
Nr. 24404 mit Rundtisch Ø 180 mm
Bohrständer Fräsständer BF1242
Massive Stahl-Säule 500 mm, Sechskant-Stahl-Ausleger 500 mm
Nr. 24401 ohne Rundtisch
Nr. 24408 mit Rundtisch Ø 180 mm
Bohrständer Fräsständer BF1243
Massive Stahl-Säule 750 mm, Sechskant-Stahl-Ausleger 500 mm
Nr. 24500 ohne Rundtisch
Nr. 24504 mit Rundtisch Ø 180 mm
Bohrständer Fräsständer BF1244
Massive Stahl-Säule 1000 mm, Sechskant-Stahl-Ausleger 500 mm
Nr. 24454 ohne Rundtisch
Nr. 24457 mit Rundtisch Ø 180 mm
4.2 Montage
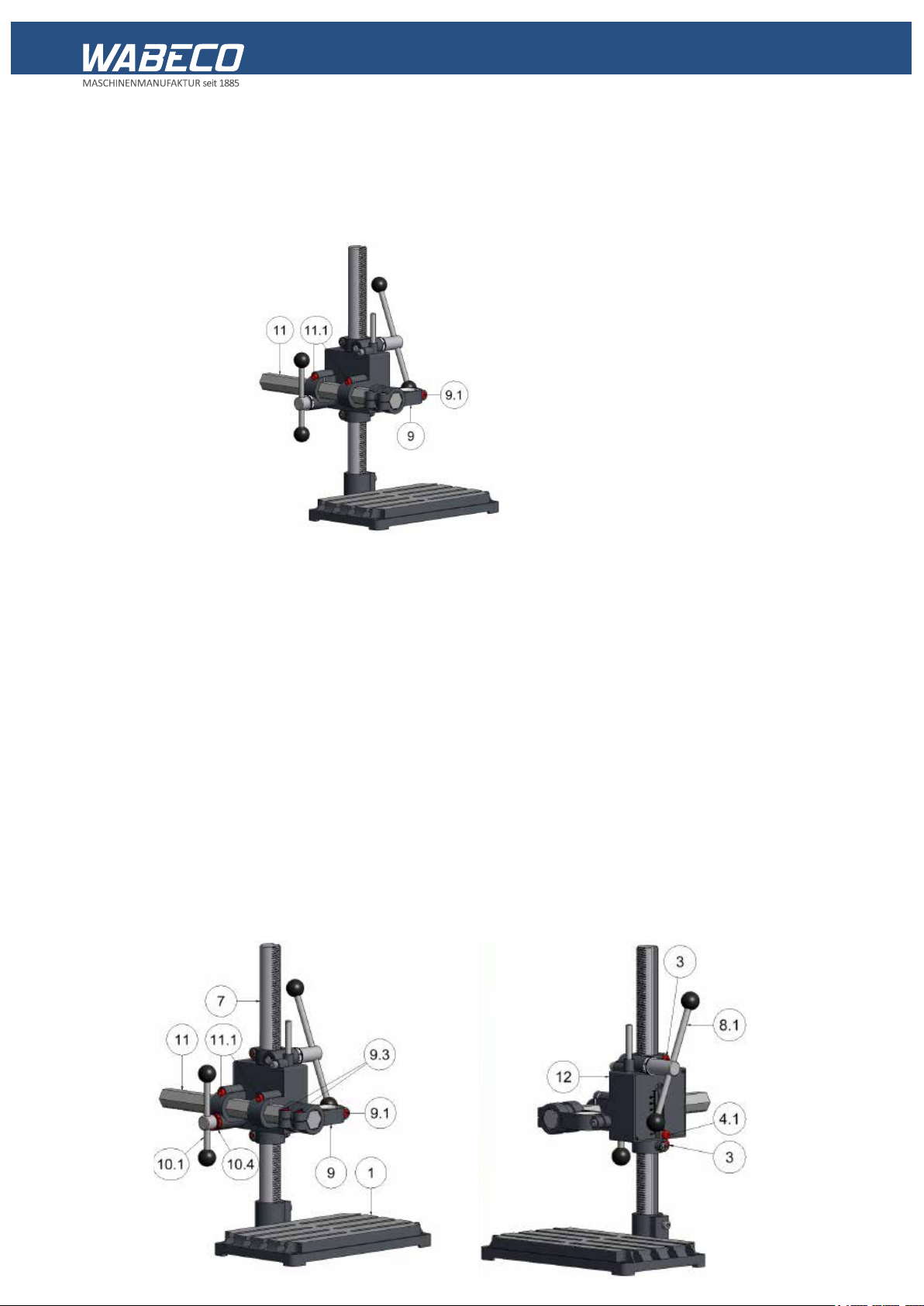
1. Stahl-Säule (7) in die Aufnahmebohrung der Bodenplatte (1) stecken.
2. Klemmschraube (1.1) anziehen.
3. Sechskant-Stahl-Ausleger (11) in die Sechskantbohrung des Führungsgehäuses (12) einführen, so dass die Verzahnung des Sechskant-Stahl-Auslegers (11) und der Vorschubwelle (10) zueinander passen.
4. Mit den Klemmschrauben (11.1) kann die Führung des Sechskant-Stahl-Auslegers spielfrei eingestellt bzw. geklemmt werden.
5. Damit ist der Bohrständer/Fräsständer komplett montiert und betriebsbereit.
6. Bohrständer/Fräsständer auf einer festen und absolut geraden Unterlage mit 4 Schrauben befestigen.
4.3 Schmierung
Vor jedem Gebrauch etwas handelsübliches Schmieröl an die Stahl-Säule, den Sechskant-Stahl-Ausleger, sowie an die
Drehpunkte der Vorschubwellen geben. Hierbei muss das Führungsgehäuse, sowie der Sechskant-Stahl-Ausleger des
Bohrständers/Fräsständers hin- und her bewegt werden.
7
4. Bohrständer Fräsständer BF1240 | BF1242| BF1243 | BF1244
4.4 Antriebseinheit zum Bohren einsetzen
1. Spannhals der Antriebseinheit in den Maschinenträger (9) einsetzen
2. Klemmschraube (9.1) mit einem Innensechskantschlüssel fest anziehen
3. Sechskant-Stahl-Ausleger (11) mit den beiden Klemmschrauben (11.1) festziehen.
4.5 Antriebseinheit zum Fräsen einsetzen
1. Spannhals der Antriebseinheit in den Maschinenträger (9) einsetzen
2. Klemmschraube (9.1) mit einem Innensechskantschlüssel fest anziehen
3. das Werkstück direkt auf die Bodenplatte (1), den Rundtisch oder in einem festgespannten Maschinenschraubstock
spannen
4. Feststellschraube (4.1) sowie Klemmschrauben (3) lösen
5. Antriebseinheit mit eingespanntem Fräser mittels Vorschubhebel (8.1) auf die gewünschte Frästiefe absenken
6. Klemmschrauben (3) festziehen
7. Klemmschrauben (11.1) etwas lösen, so dass der Sechskant-Stahl-Ausleger (11) spielfrei, mittels Vorschubhebel
(10.1) verfahren werden kann
8. gewünschte Fräslänge kann auf dem Skalenring (10.4) abgelesen werden
9. zum Fräsen von schrägen Flächen oder Fasen kann der Maschinenträger (9) in 15° Schritten um den Sechskant-Stahl-Ausleger (11) gedreht werden.
10. hierzu die beiden Klemmschrauben (9.3) lösen und den Maschinenträger (9) vom Sechskant-Stahl-Ausleger (11)
abziehen.
11. den Maschinenträger (9) um den gewünschten Winkel drehen, auf den Sechskant-Stahl-Ausleger (11) aufschieben
und die Klemmschrauben (9.3) wieder festziehen.
Für Fräsarbeiten lässt sich das Führungsgehäuse (12) mit den Klemmschrauben (3) auf der Stahl-Säule (7)
festklemmen.
8

4. Bohrständer Fräsständer BF1240 | BF1242| BF1243 | BF1244
4.6 Arbeiten mit Tiefenanschlag
1. Feststellschraube (4.1) des Klemmteils (4) sowie Klemmschraube (3) mittels Innensechskantschlüssel lösen.
2. Antriebseinheit mit eingespanntem Bohrer mittels Vorschubhebel (8.1) ca.10mm über das zu bohrende Werkstück
absenken, hierdurch kann das Werkstück später noch gut entfernt werden.
3. Feststellschraube (4.1) des Klemmteils (4) wieder festziehen.
4. 0-Markierung des Skalenrings (8.4) auf den Nullstrich des Führungsgehäuses (12) einstellen.
5. Antriebseinheit mit eingespanntem Bohrer vorsichtig mittels Vorschubhebel (8.1) soweit absenken, dass die Bohrerspitze auf das zu bohrende Werkstück aufsetzt. Hierbei den Skalenwert des Skalenringes (8.4) am Nullstrich des
Führungsgehäuses ablesen!
6. Das Werkstück entfernen und die Feststellschraube (6.1) lösen.
7. Das Führungsgehäuse (12) nach Skalenring (8.4) auf den abgelesenen Wert zuzüglich der Tiefe der Bohrung mit
dem Vorschubhebel (8.1) absenken und den Tiefenanschlag (6) bis auf das Klemmteil (4) schieben. In dieser
Position die Feststellschraube (6.1) wieder festziehen.
8. Führungsgehäuse (12) zurückgehen lassen, so dass das Werkstück wieder befestigt werden kann. Der
Tiefenanschlag ist hiermit auf die gewünschte Bohrungstiefe eingestellt und kann verwendet werden.
Schneller, jedoch weniger genau, kann die Bohrtiefe auch auf der Skala der Abdeckplatte (12.1) abgelesen
werden.
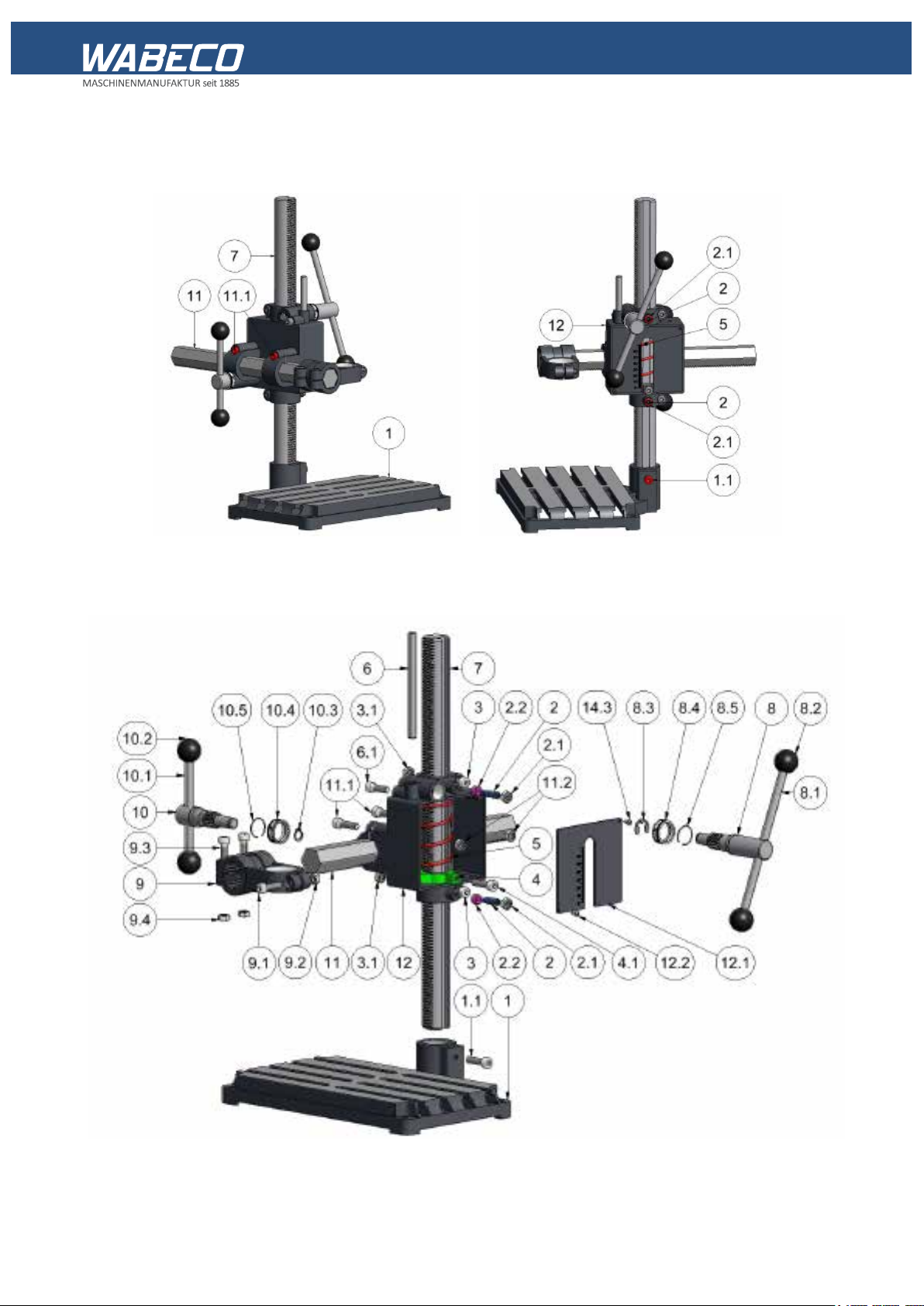
4.7 Spiel des Führungsgehäuses nachjustieren
Das Führungsgehäuse (12) lässt sich spielfrei einstellen. Zum Nachjustieren gehen Sie wie folgt vor:
1. die beiden Muttern (2.1) der Gewindestifte mit Exzenter (2) lösen
2. mit einem Innensechskantschlüssel einen Gewindestift mit Exzenter (2) nach rechts,
3. den anderen Gewindestift mit Exzenter (2) nach links drehen, so dass das Führungsgehäuse (12) von der Rückholfeder (5) noch leicht zurückgestellt werden kann.
4. Nach dieser Einstellung die Muttern (2.1) wieder festziehen.
5. Mit den Klemmschrauben (11.1) kann der Sechskant-Stahl-Ausleger (11) in der Sechskantbohrung des Führungsgehäuses (12) spielfrei eingestellt werden.
Das Führungsgehäuse (12) lässt sich mit der Stahl-Säule (7) nach dem Lösen der Klemmschraube (1.1) in
der Bodenplatte (1) um 360° drehen.
9
4. Bohrständer Fräsständer BF1240 | BF1242| BF1243 | BF1244
4.7 Spiel des Führungsgehäuses nachjustieren
4.8 Zeichnung und Legende
10

4. Bohrständer Fräsständer BF1240 | BF1242| BF1243 | BF1244
4.8 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 51407040-0001 Bodenplatte
1.1 1 16191200008035 Klemmschraube
2 2 91300008030-01 Gewindestift mit Exzenter
2.1 2 16193400008000 Mutter
2.2 2 51508019 Führungsrolle
3 2 16191200008030 Klemmschraube
3.1 2 16198500008000 Mutter
4 1 51401003-0001 Feststellring
4.1 1 16191200008030 Feststellschraube
5 1 51502029 Rückholfeder
6 1 51004010-0002 Tiefenanschlag
6.1 1 16191200008025 Feststellschraube
7 1 51004035-0002 Stahl-Säule 500 mm
1 24451 Stahl-Säule 750 mm
1 24452 Stahl-Säule 1000 mm
8 1 51004025-0003 Vorschubwelle
8.1 1 51004010-0003 Vorschubhebel
8.2 2 51508311 Kugel
8.3 1 16067990012000 Sicherungsscheibe
8.4 1 51006731-00011 Skalenring
8.5 1 51007970-0001 Federring
9 1 51006831-0010 Maschinenträger
9.1 1 16191200008035 Klemmschraube
9.2 1 16198500008000 Mutter
9.3 2 16191200008025 Klemmschraube
9.4 2 16198500008000 Mutter
10 1 51004025-0004 Vorschubwelle
10.1 1 51004010-0002 Vorschubhebel
10.2 2 51508311 Kugel
10.3 1 16047100014000 Sicherungsring
10.4 1 51006731-00012 Skalenring
10.5 1 51007970-0001 Federring
11 1 51004630-0001 Sechskant-Stahl-Ausleger 350 mm
1 24453 Sechskant-Stahl-Ausleger 500 mm
11.1 2 16191200008035 Feststellschraube
11.2 2 16198500008000 Mutter
12 1 51006831-0011 Führungsgehäuse
12.1 1 51006831-0012 Gehäusedeckel
12.2 2 16179810003095 Schraube
11

5. Rundtisch Bestell Nr. 22310
5.1 Rundtisch drehen und schwenken
Der Rundtisch (3) lässt sich jeweils um 360° schwenken sowie im Drehteil (2) drehen.
Zum Drehen des Rundtisches gehen Sie wie folgt vor:
1. Klemmschraube (2.1) lösen
2. Rundtisch (3) in die gewünschte Position drehen
3. Klemmschraube (2.1) wieder festziehen
Zum Schwenken des Rundtisches gehen Sie wie folgt vor:
1. Klemmschraube (2.1) lösen
2. Rundtisch (3) aus dem Drehteil (2) entnehmen
3. Feststellschraube (2.2) mit einem Innensechskantschlüssel um ca. 3-4 mm lösen
4. Drehteil (2) aus den sich stirnseitig bendlichen Rasten ziehen
5. Rundtisch in die gewünschte Position schwenken und wieder in Rastung einbringen (Verstellung nur alle 15°
möglich!)
6. Feststellschraube (2.2) wieder festziehen
7. Rundtisch (3) wieder einsetzen
8. Klemmschraube (2.1) wieder festziehen
Durch Lösen der Klemmschrauben (1.1) kann der Rundtisch in der Höhe verstellt bzw. um 360° um die Säule (7)
herum gedreht werden.
5.2 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 51006831-0007 Klemmteil
1.1 2 16191200008025 Klemmschraube
12
1.2 2 16193400008000 Mutter
2 1 51006831-0008 Drehteil
2.1 1 16191200008030 Klemmschraube
2.2 1 16191200008045 Feststellschraube
2.3 1 16112500008001 Scheibe
3 1 51006831-0009 Rundtisch
6. Maschinenträger Bestell-Nr. 24460
6.1 Montage
Der Maschinenträger dient zur Aufnahme einer zweiten Antriebseinheit in den Bohrständer Fräsständer. Durch die Innenverzahnung des Maschinenträgers kann dieser in 15° Schritten um den Sechskant-Stahl-Ausleger (11) des Bohrständers
Fräsständers gedreht werden.
1. Spannhals der Antriebseinheit in den Maschinenträger (9) einsetzen und Antriebseinheit ausrichten
2. Klemmschraube (9.1) mit einem Innensechskantschlüssel fest anziehen
3. Klemmschrauben (9.3) des Maschinenträgers (9) mittels Innensechskantschlüssel lösen
4. Maschinenträger (9) im gewünschten Winkel auf den Sechskant-Stahl-Ausleger (11) des Bohrständers Fräsständers
aufschieben
5. Klemmschrauben (9.3) des Maschinenträgers (9) wieder festziehen
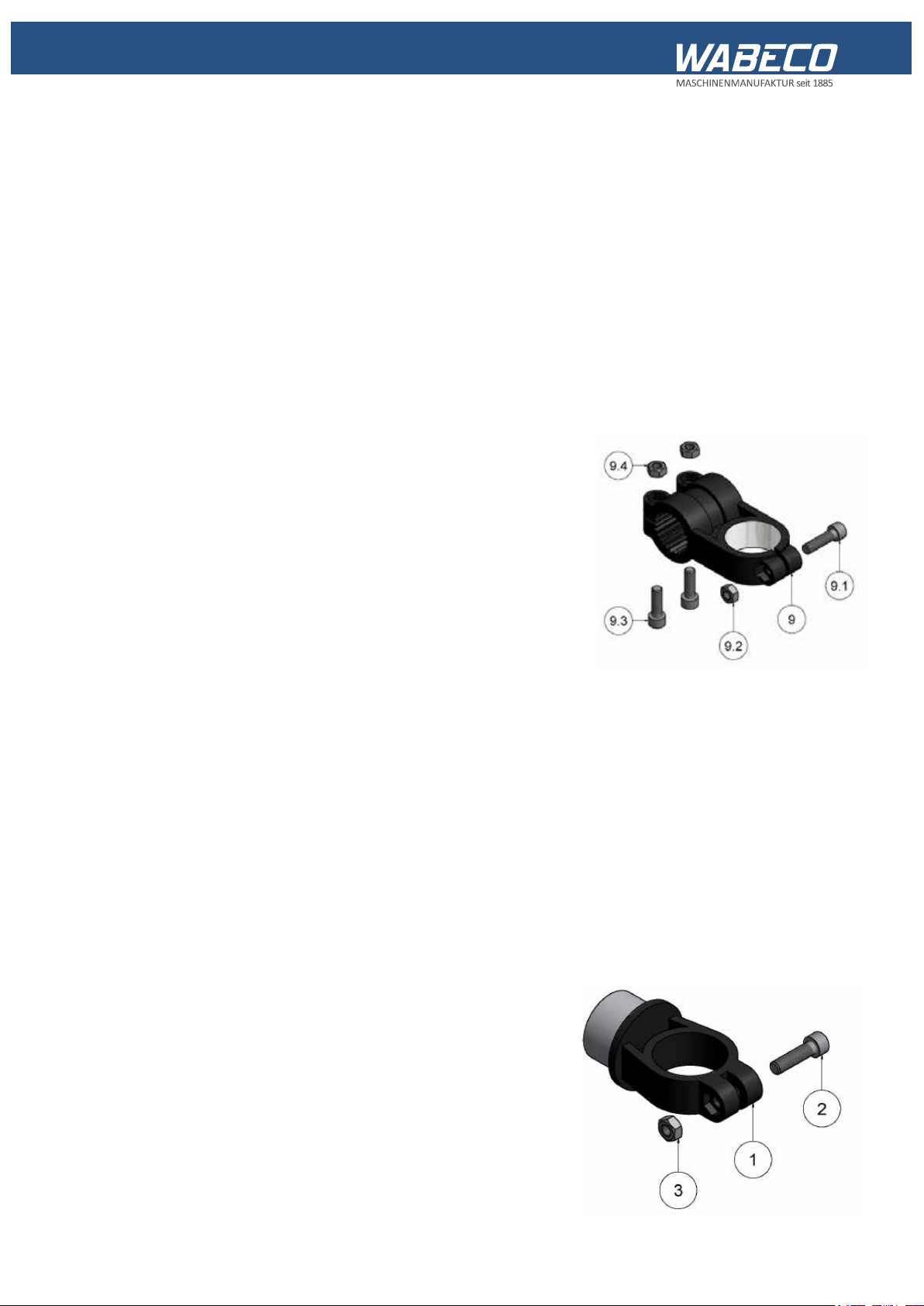
6.2 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
9 1 51006831-0010 Maschinenträger
9.1 1 16191200008035 Klemmschraube
9.2 1 16198500008000 Mutter
9.3 2 16191200008025 Klemmschraube
9.4 2 16198500008000 Mutter
7. Spannvorrichtung Bestell-Nr. 22312
7.1 Montage
Die Spannvorrichtung wird anstelle der Antriebseinheit in den Maschinenträger (9) des Bohrständers bzw. Bohrständers
Fräsständers gespannt.
1. Spannhals der Antriebseinheit in die Spannvorrichtung (1) einsetzen
2. Klemmschraube (2) mit einem Innensechskantschlüssel fest anziehen
3. Klemmschraube (9.1) des jeweiligen Maschinenträgers (9) mittels Innensechskantschlüssel lösen
4. Spannvorrichtung (1) in den Maschinenträger (9) einschieben, bis der Bund der Spannvorrichtung am Maschinenträger anliegt
5. Antriebseinheit ausrichten
6. Klemmschraube (9.1) des Maschinenträgers (9) wieder festziehen
7.2 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 51006831-0016 Spannvorrichtung
2 1 16191200008030 Klemmschraube
3 1 16193400008000 Mutter
13
8. Gewindeschneidvorrichtung Bestell-Nr. 35805
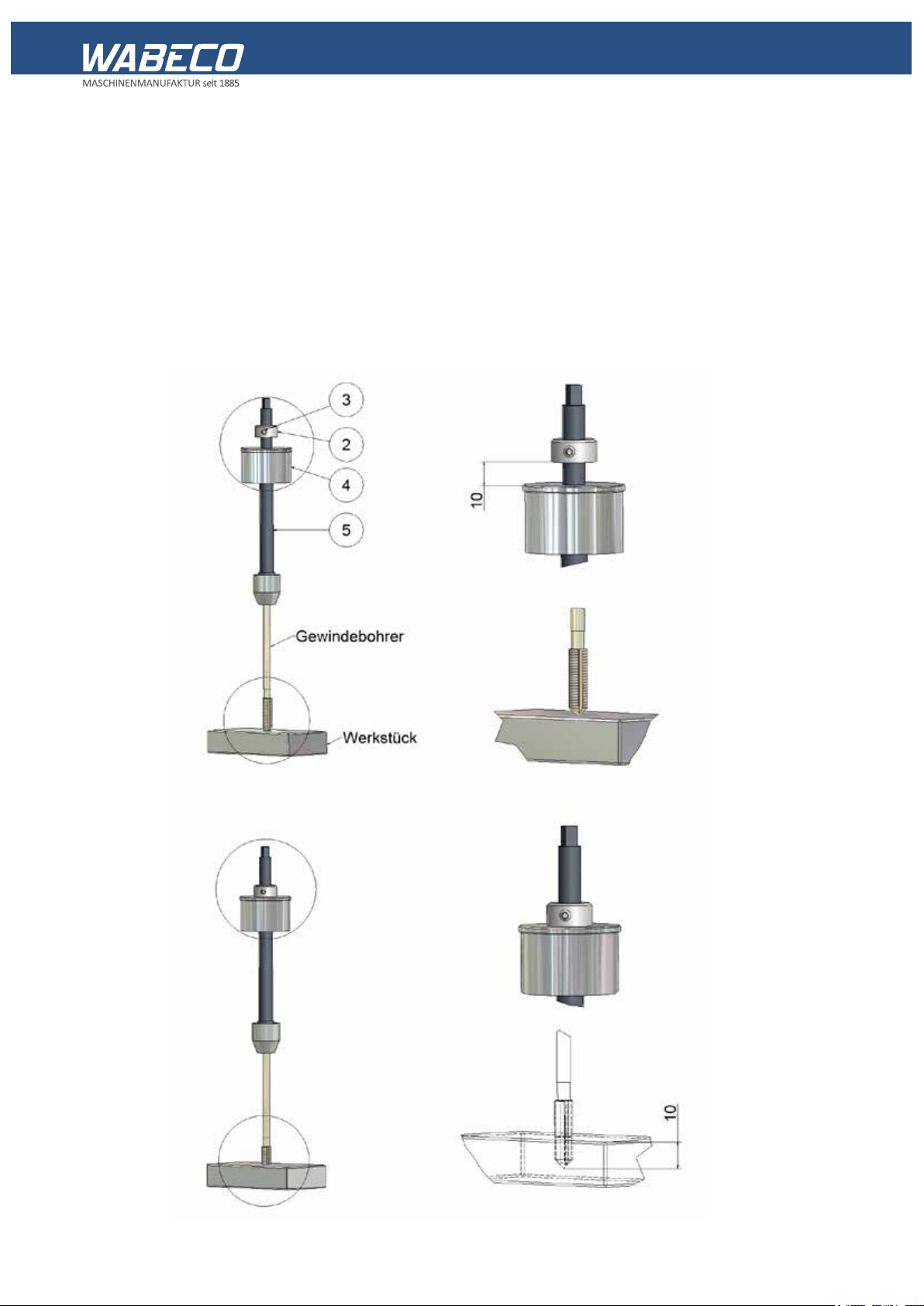
8.1 Bedienung
Den Maschinenträger (9) des Bohrständers bzw. Bohr/Fräsständers mit eingespannter Gewindeschneidvorrichtung
(2 bis 5) und Gewindebohrer bis kurz über das zu bohrende Werkstück absenken. Mittels des Stellrings (2) lässt sich die
Gewindetiefe genau justieren (Abbildung 1).
Mit Hilfe des verstellbaren Windeisens das Gewinde schneiden. Liegt der Stellring (2) auf der Aufnahme (4) fest auf
(Abbildung 2), ist die gewünschte Gewindetiefe erreicht.
Abbildung 1
In der Abbildung ist der Stellring für eine Gewindelänge von 10 mm voreingestellt.
Abbildung 2
14
8. Gewindeschneidvorrichtung Bestell-Nr. 35805
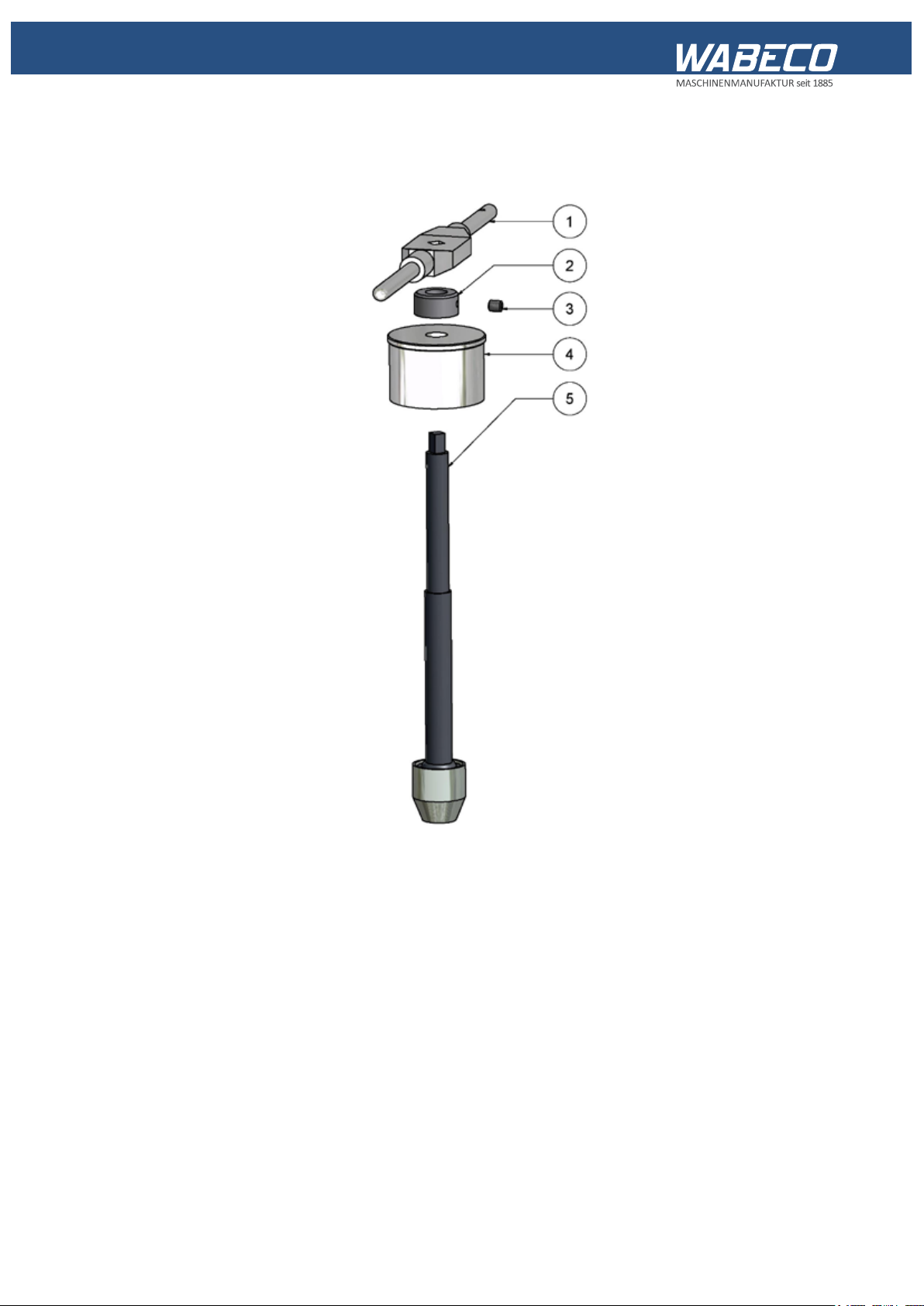
8.2 Zeichnung und Legende
Teile-Nr. Stück Bestell-Nr. Bezeichnung
1 1 30600 verstellbares Windeisen
2 1 160705A0010000 Stellring
3 1 16191300005006 Gewindestift
4 1 51006545-0020 Aufnahme
5 1 35802 Werkzeughalter
15

9. 2-Achsen Koordinatentische K400 und K600
9.1 Montage
1. An die Handkurbeln (4.4) sowie (5.4) die zugehörigen Griffe anschrauben.
2. Den Koordinatentisch auf der Grundplatte des Bohrständers/Fräsständers mit 4 Schrauben befestigen.
9.2 Schmierung
Eine lange Lebensdauer ist von einer entsprechenden Pege abhängig. Alle Gleitächen und Gewindespindeln vor jedem
Gebrauch mit handelsübliches Schmieröl einölen.
Hierbei muss der Schlitten (1) während der Schmierung in der jeweiligen Achsen vor und zurück bewegt werden.
9.3 Führungen nachjustieren
Zum Nachjustieren der Führungen gehen Sie wie folgt vor:
1. Kontermuttern (9.1) bzw. (11.1) lösen
2. Nachstellleiste (7) bzw. (8) mit den Gewindestiften (9) bzw. (11) so einstellen, dass die jeweilige Achse spielfrei und
mit geringem Kraftaufwand verfahren werden kann. Hierzu sollte der entsprechende Schlitten während des Einstellvorgangs immer wieder verfahren und auf Spiel sowie angemessene Gängigkeit hin überprüft werden.
3. Kontermuttern (9.1) bzw. (11.1) wieder festziehen
Die Gewindestifte (9) bzw. (11) nur dann einstellen, wenn die zugehörige Nachstellleiste im Bereich des
jeweiligen Gewindestiftes ächig auf der Gegenführung auiegt! Andernfalls droht ein Verklemmen der Führung
und es kann zu einer Beschädigung kommen.
Beide Führungen können außerdem mit jeweils 2 Schrauben festgeklemmt werden. Bei der unteren Führung (Y-Achse)
sind dies die Feststellschrauben (16). Bei der oberen Führung (X-Achse) sind dies die Feststellschrauben (10). Es soll
unbedingt immer die Führung festgeklemmt werden, in deren Bewegungsrichtung nicht gearbeitet wird.
Bei normalen Bohrarbeiten, bei denen keine Tischbewegung gebraucht wird, sollten beide Führungen festgeklemmt sein.
Die Feststellschrauben vor einer Verstellung unbedingt lösen, andernfalls kann die Führung bzw. das Gewinde
zerstört werden!
9.4 Arbeitshinweise
Werkstücke aus Metall, Kunststoff und Holz werden mit Maschinenschraubstöcken oder mittels Spannpratzen festgespannt.
Die Verfahrwege des Koordinatentisches können auf 2 verstellbaren Skalenringen 1/10 mm genau abgelesen werden.
Beim Fräsen muss der Vorschub immer gegen die Schneidrichtung des Werkzeugs erfolgen.
16
9. 2-Achsen Koordinatentische K400 und K600
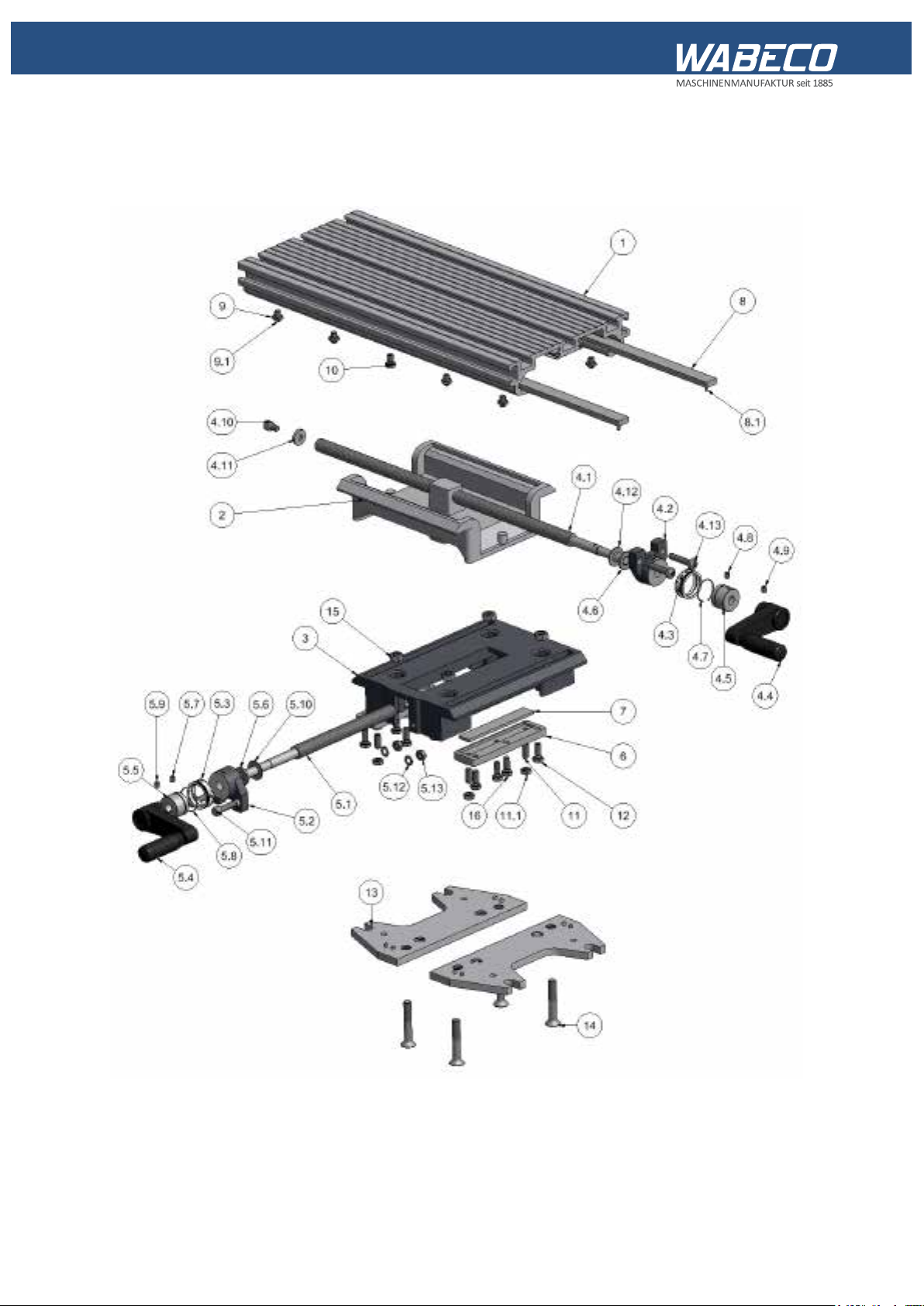
9.5 Zeichnung und Legende
17
 Loading...
Loading...