

Vortex VRDX13-1 Owner's Manual
WELDING INDUSTRIES
A
DIVISION
OF
WELDING
ACN
Q04
OF
AUSTRALIA
INDUSTRIES
547
4
l1
LTB
Head
Telephone
Office
5
Allan Street, Melrose Park
(08)
8276
and
South
6494
International Sales
Australia,
Facsimile
OWNERS MANUAL
VORTEX DX13
MODEL
VRDXl3-l
06/96
5039
(08)
8276 6327
QUALITY WELDING PRODUCTS,
L
SYSTEMS
AND S&RVlCE
8/
7;;:
Page
2
VORTEX
DX1
3
OWNERS
MANUAL
The information contained in this manual
maintain your new equipment and ensure that you obtain maximum operating efficiency.
Please ensure that this information is kept in a safe place for ready reference when
required at any future time.
When requesting spare parts, please quote the model and serial number of the
machine and part number of the item required. All relevant numbers are shown
contained in this manual. Failure to supply Phis information may result
delays in supplying the correct parts.
is
set out to enable you
to
properly
in
in
unnecessary
lists
SAFETY
Before this equipment
of
back
misuse or improper welding applications.
the manual must be read completely. This will help to avoid possible injury due to
is
put into operation, the
SAFE
PRACTICES
section at the
CONTENTS
Section Page
FIGURES
l
.......................
2..
.....................
3..
.....................
4..
.....................
5
.......................
6..
.....................
7
.......................
8..
.....................
9
.......................
1
Q..
...................
4
.....................
1
12..
...................
Figure Page
...........................
1
2.
..........................
3,.
.........................
4..
.........................
5
...........................
6.
........................
Introduction.
Receiving
Specifications
Power Source Controls..
Connection to Electrical Mains Power Supply
MMAW Welding
GTAW
General Maintenance
Fault
Parts List
Service Information
Safe Practices
Finding,
Power
Connections for
Striking the Arc..
Cable and
Vortex DX1 3 Parts Qiagram
..Vortex DX1 3 Circuit Diagram
.......................................................
...........................................................
....................................................
...................................
................................................
Welding
..................................................
........................................
No
Welding Current
.....................
............................................................
...........................................
...................................................
Source Controls
MMAW
............................................
Hose
Connections for GTAW
..................................
................................
...........................
........................
.......
.3
.4
.4
..5
....
6
.6
8
.9
9
11
.l2
.l3
5
.6
.7
8
10
.l2
L
VORTEX
1.
INTRODUCTION
"AW
Manual Metal Arc Welding is a process where an arc is struck between a flux-coated
consumabtes electrode and the work piece. The arc and the weld pod are both shielded
by gasses generated by the flux coating of the electrode.
DX13
OWNERS
MANUAL
Paae
3
The VORTEX
diameter electrodes. The smaller are used when welding at lower currents, such as sheet
metal applications. Increasing the electrode diameter permits higher welding currents to
be selected.
WIA manufactures a wide range of mild steel and special purpose electrodes which
cater for home workshop, rural, and industrial requirements. Some popular AUSTARC
electrodes are listed below.
conjunction with your new VORTEX
stability of the arc.
Austarc
A
popular general purpose electrode used with ease in all positions, vertical up
or down. The smooth forceful are makes it an ideal electrode for
mild steel applications.
Austarc 13S, Classification
A
smooth running electrode with
sheetmetal and smooth mitre fillet welds.
DX1'3
IZP,
Classification E41
has been designed to be used with 2.Qmm, 2.5mm and 3.2mm
The
correctly selected AUSTARC electrode used in
DX13
E41
will influence the quality of the weld, and the
12.
13.
a
soft
arc, particularly suited to light
all
general
Austarc
Unicord
16TC,
A low hydrogen electrode with good arc stability and out-of-position welding
characteristics. This electrode is ideal for medium carbon steels, or steels of
unknown analysis.
A high tensile (50tsi), chromium nickel electrode specially formulated for joining
all alloy steels and irons, and for tool and die maintenance.
Classification
E4816.
GTAW
Gas Tungsten Arc Welding
non-consumable tungsten electrode and the work piece. A ceramic nozzle surrounds the
tungsten electrode and directs a flow of inert gas, usually Argon, over the electrode and
If
the weld zone.
of the VORTEX
not suitable for welding Aluminium for which an AC machine is required.
filler metal is required, it
DX13
is suitable for welding most ferrous and non-ferrous metals, but is
is
a welding process where the arc is struck between
is
hand fed into the welding arc.
The
DC current
a
L
Page
2.
4
RECEIVING
VORTEX
DX13
OWNERS
MANUAL
Check the equipment received against the shipping invoice to make sure the
shipment is complete and undamaged, If any damage has occurred in transit, please
immediately notify your supplier.
The VORTEX DX1 3 package contains:
Vortex DX13 Inverter Power Source
Shoulder Strap
(This) Owners Manual
Optional additional items for VORTEX DX1 3:
MMAW Welding Lead Kit - 5m
H
150Amp TIG Torch Assembly
E
TIG Torch Adaptor
TIG Torch Twist Lock Connector
E
Work Lead
-
5m
Extension Primary Lead, 15Amp - 1 Om..
Gas Regulator and Flowgauge
3.
SPECIFICATIONS
Primary Voltage
Maximum Primary Demand
Rated Input Current
Electrical Efficiency
Welding Current Range
Rated Output
...................................
Open Circuit Voltage
....................................................
..............................................
...................................................................
..................................................
..........................................................................
................................
.................................................
........................................
............................................................
........................................................................
..............................................................................
...........................................................
130
................................................................
240 Volts AC,
Amps @ 25Volts,
BE-l7V-4M-8
+/-
1
O%,
5
35%
AA53-0/5
CKPCA2-4
DIN25T
AA53-1/5
AM259-0/10
HA801-AR
50/60
23
Hz
Amps
14 Amps
.84%
-
130 Amps
Duty Cycle
.65
Volts
DC
Dimensions
Mass
...................................................................................................
...........................................
H:
195mm
W:
11 1 mm D:
280rnm
4.8Kg
This power source is intended to be connected to a 15Amp mains power outlet.
IMPORTANT
WARRANTY MAY
NOTICE
BE
VOIDED
IF
EQUIPMENT
IS
POWERED FROM
AN
ENGINE
DRIVEN GENERATOR.
This
equipment may be damaged if
it
is powered from a low capacity engine driven
generator. Generators less than l6kva may have inadequate voltage control
application.
in
this
4.
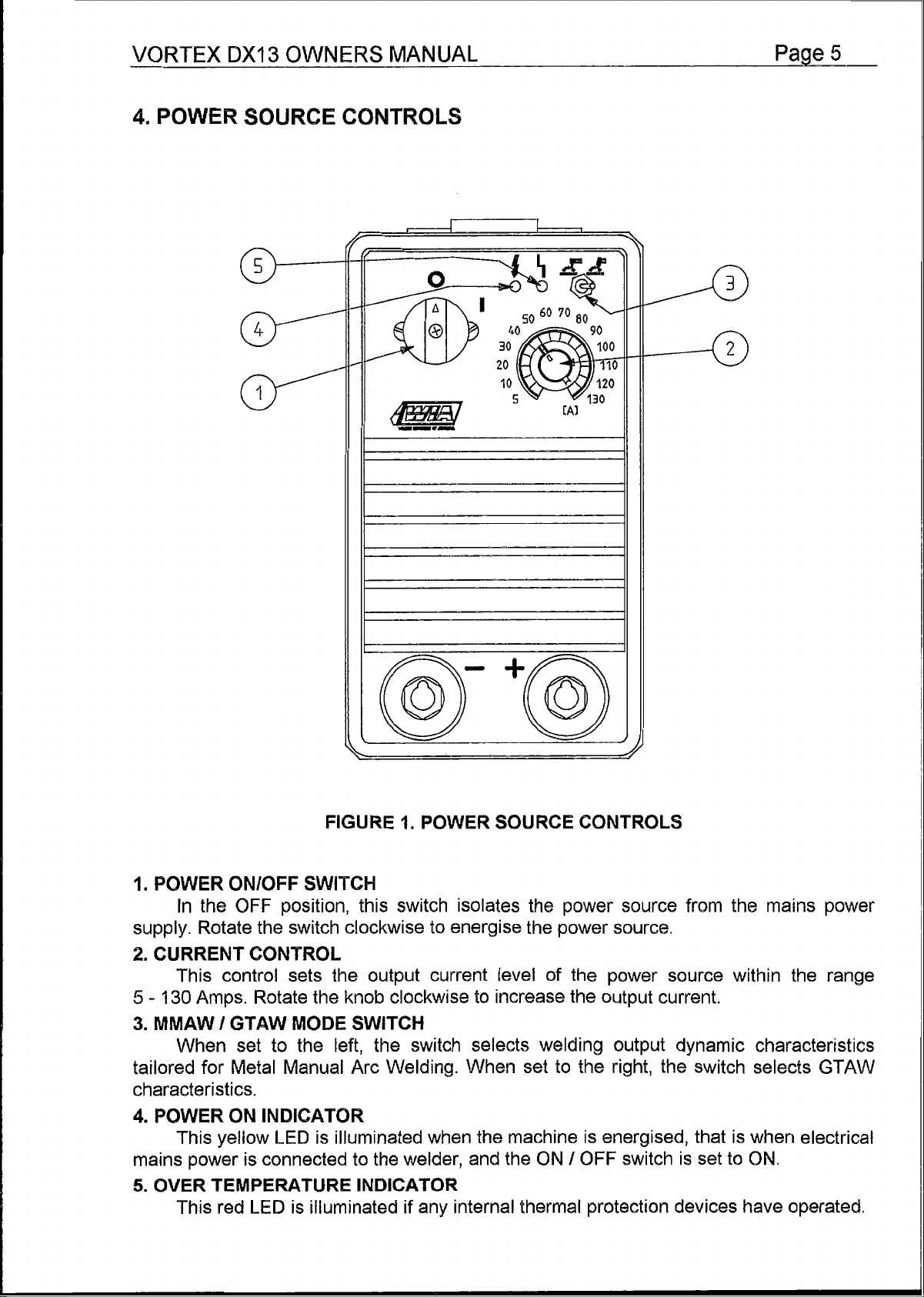
POWER
SOURCE
CONTROLS
FIGURE
l.
POWER
In
supply. Rotate the switch clockwise
2.
CURRENT
This control sets the output current level
5
-
130
3.
MMAW
When set to the teft, the switch selects welding output dynamic characteristics
tailored for Metal Manual Arc Welding. When set to the right, the switch selects GTAW
characteristics.
4.
POWER
This yellow
mains power
5.
OVER
This red
ONlOFF
the
QFF
CONTROL
Amps. Rotate the knob clockwise to increase the output current.
/
GTAW
ON
is
TEMPERATURE
LED
SWITCH
position, this switch isolates the power source
MODE
INDICATOR
LED
connected
is illuminated if any internal thermal protection devices have operated.
SWITCH
is illuminated when the machine is energised, that is when electrical
to
l.
POWER
to
energise the power source.
the welder, and the
INDICATOR
SOURCE
of
ON
CONTROLS
from
the mains power
the power source within the range
/
OFF
switch is set to
ON.
 Loading...
Loading...