

VMI VIBER X2 Pro User Manual

VIBER X2 Pro™
An instrument for analysing and trending
Manual Ver. 1.0
English

2

Index
1.0 Important information 4
2.0 Introduction 4
2.1 Scope of supply 5
2.2 Menu and funktions 6
2.3 Menu for vibration 7
3.0 Warning messages 9
4.0 Battery status bar 10
4.1 Changing Battery 10
5.0 How to interpret vibration levels 10
6.0 ISO standard 10816-312 11
7.0 Vibration analysis 12
8.0 Recommended bearing condition levels 13
9.0 Trend View 14
9.1 Create a measurement project 15
9.2 Create a “Route Plan” and edit a project 38
9.3 Trend measurements 40
9.4 Transfer of data to Trend View 42
9.5 General description and viewing trends 51
10.0 Technical data 52
3

1 Important information
Safety precautions
Vibration measurement involves measurement on rotating machines. Keep a safe distance to rotating parts and
secure transducers and transducer cables from rotating parts. Always follow internal, local and national
security regulations! When working with weights on the rotor always secure the start switch with a locker and
also use the emergency switch for double safety. This is especially important when the machine is remote
controlled.
VMI takes no responsibility for any accidents on people and machines.
VMI and our authorized dealers will take no responsibility for damages on machines and plants as the result
of the use of VIBER X2 ProTM measurements.
VMI has the aim to improve and develop our work, why surely an upgraded version of this manual will be
distributed in the future. As a result of this, we might change and correct these items in later issues without
further notice. Also changes in the VIBER X2 ProTM equipment may take place that affects this information.
2 Introduction
VIBER X2 Pro™ is designed for maintenance/repairer personnel. It is an excellent tool, for basic condition
monitoring checks, easy to use and reliable for status analyse. The VIBER X2 Pro™ instrument has the
following features:
Accurate measurements for 4 selectable frequency ranges. Gives high reliability.
Real-time measurement of the total vibration level and the Bearing Condition (BC) measures and
displayed simultaneously, facilitates analysis of bearing faults.
Fast and easy fault analysis screen displaying the five highest peaks with amplitude and frequency one
by one.
Measurement quantities and their units and presentation can be selected by the user from the
following list:
o g-value = Acceleration (RMS, Peak or Peak-Peak)
o a = Acceleration (m/s2) (RMS, Peak or Peak-Peak)
o V = Velocity (mm/sec) (RMS, Peak or Peak-Peak)
o V = Velocity (inch/sec) (RMS, Peak or Peak-Peak)
o D = Displacement (mils) (RMS, Peak or Peak-Peak)
o D = Displacement (μm) (RMS, Peak or Peak-Peak)
Bar indicator shows measurement stability.
Bearing Condition measurements in the frequency range (0,5 – 16 kHz).
Fast and easy fault analysis displaying the five highest peaks frequency in Hz or RPM in main screen
display.
Large dynamic range of the vibration signal (up to 50g).
Low power consumption.
High performance accelerometer.
Vibration, danger alarms by red and yellow colour LED’s.
Fast battery charging capacity using an external charger, provided in the delivery.
Display with backlight.
4

LED’s
idicato
A complete delivery is:
VIBER X2 Pro™, machine
condition analyzer
Accelerometer, magnet
included
1 m transducer cable
Cable for transfer between
“VIBER X2 Pro” and
computer
Battery charger
VMI “Trend View” software
Manual for instrument and
software
Shoulder bag
Calibration certificate
2.1 Scope of supply
The VIBER X2 PRO™ keypad
* ON/OFF Orange key *MENU and ACCEPT Green key *SAVE key for Route measurement
*Arrow white keys *LED:s
Green LED lights, when any key is pressed.
Yellow LED lights, when the measurement is above the warning set level.
Red LED lights when the measurement is above the danger set level.
5

6

Frequency range
Frequency of the highest peak
2-400 Hz
2 - 400 Hz
6 – 1600
6 – 1600* Hz
11-3200 Hz
11 to 2000* Hz
10-1000 Hz
10 to 1000 Hz
Frequency
Vibration
Theoretically
Measured
Deviation
Velocity
Displacement
Displacement
Hz
mm/s (RMS)
µm (RMS)
µm (RMS)
%
2
10
795,8
203
-74,5
2,5
10
636,6
540
-15,2 3 10
530,5
549
3,5
5
10
318,3
321
0,85
10
10
159,16
160
0,53
80
10
19,89
20
0,55
The frequency appears as follows:
The Frequency range of the highest peak in relation to the frequency range setting is described in the below
table, the limit of the maximum frequency* of the peak is 1000 Hz.
Reliability is reduced when measuring Displacement with accelerometer and double integration.
7
Calibration
lost!
Battery
too low
Shut-off
in 5 sec
Missing
transducer
3 Warning messages
The following message may appear in normal operation:
This message may appear if the calibration data is lost from the permanent FRAM memory
or if the calibration data are corrupted. In such cases, the instrument must be re-calibrated;
otherwise it will measure incorrectly. The message appears only once, and then
default calibration data is used.
When this message appears, the battery voltage is too low to ensure a correct running
condition. The measurements may be invalid! The instrument battery pack must be charged
immediately, using the external charger. In order to temporarily decrease the power
consumption, the backlight will be switched OFF. The instrument can still work, but only
for a short while. If even in this condition the voltage remains low, the instrument will shut
off in 20 sec.
This message appears only if the Auto-shut off setting is enabled. The user may cancel the
shut-off condition, pressing any key except ON/OFF. If no key is pressed the instrument
will shut off in 5 seconds.
This message appears only if the Transducer power setting is enabled and indicates that the
transducer is missing or is out of order.
When the Transducer power setting is disabled, the user has the possibility to use another external source for
the vibration input (a signal generator or a buffered output from another device).
When the instrument starts, the Transducer power is always ENABLED. When this message appears, it will
remain on the screen, even if the transducer is plugged-in. To continue the normal running mode in such a
condition, switch the screen temporarily to another menu. When you come back, the message disappears.
8

4 Battery status bar
When the measurement window is activated, a battery symbol appears on the top of
the screen (see page 7) which shows approximately how much battery capacity is left.
If the battery voltage drops below approximately: 3.3 V then the instrument turns off.
When the battery charger is connected, a moving staple moves back and forth, and a
green LED lights up until the battery is fully charged.
4.1 Changing Battery
The unit has an embedded Lithium battery and after a number of years when the
battery is exhausted we recommend that a VMI reseller or service centre makes the
replacement.
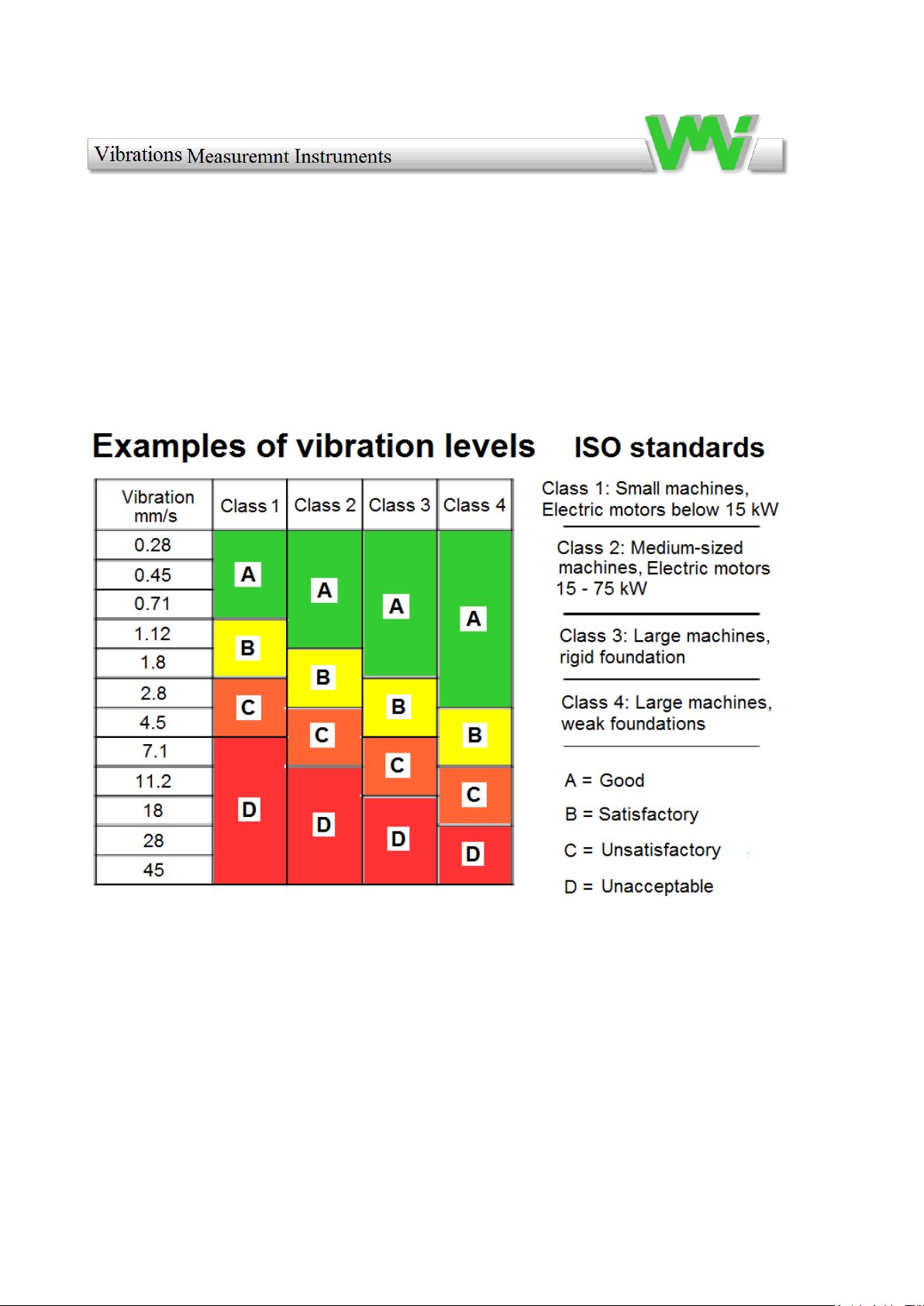
5 How to interpret vibration levels
User with no previous experience, we recommend to use the ISO 10816-3 standard.
The standard normally calls for a measure in velocity based on mm/s RMS. To better
understand what this measure means, consider the reading as a mean or average value
of the back and forward motion of the machine. This measure gives a good
understanding of the amount of "break down energy", causing mainly wear and fatigue
in the machine, or the structure.
The instrument measuring the total RMS-value of the vibration in the frequency range.
This RMS value is the square average sum of all the measured vibrations, in the actual
frequency range.
CALCULATION:
If the simultaneous vibration caused by unbalance is (4mm/s), by misalignment (2
mm/s) and by the gear mesh (5 mm/s), then the total vibration measured on the
VIBER X2 Pro is 6.7 mm/s.
Total vibration (RMS) =
9
6.0 Excerpt from ISO standard
Iso Standard 10816-3 classifies machines differently depending on whether they are
flexible or rigid (fixed) mounted. This reflects the location of the machine's "rigid
resonances" related to the machine's operating speed.
10

7 Vibration analysis
7.1 Recommended vibration levels
The following is an extraction of part of the old standard ISO 2372 class 4, large
machines on flexible foundations, with some common findings added. Use this
simplified list as a first indication, when approaching a newly commissioned machine
or after some time in operation. Investigate the reason for any machine that vibrates
above 3 mm/s RMS.
0 – 3 mm/s 0 – 0,12 in/s
Small vibrations – None or very small bearing wear. Rather low noise level.
3 – 7 mm/s 0,12 – 0,28 in/s
Noticeable vibration levels are often concentrated to some specific part as well as
direction of the machine. Noticeable bearing wear. Seal problems occur in pumps
etc. Increased nois level; try to investigate the reason. Plan an action during next
regular stop. Keep the machine under observation and measure at shorter time
intervals than before to detect a deterioration trend if any. Compare vibrations to
other operating variables.
7 – 11 mm/s 0,28 – 0,43 in/s
Large vibrations and high noise levels. This is detrimental to the safe operation of
the machine. Stop operation if technically or economically possible. Few machines
can withstand this levels without internal or external damage. Reduce any further
running time to an absolute minimum.
≥ 11 mm/s - ≥ 0,43 in/s –
Very large vibrations and high noise levels. This is detrimental to the safe
operation of the machine. Stop operation if technically or economically possible.
Few machines can withstand this level without internal or external damage. Reduce
any further running time to an absolute minimum.
11
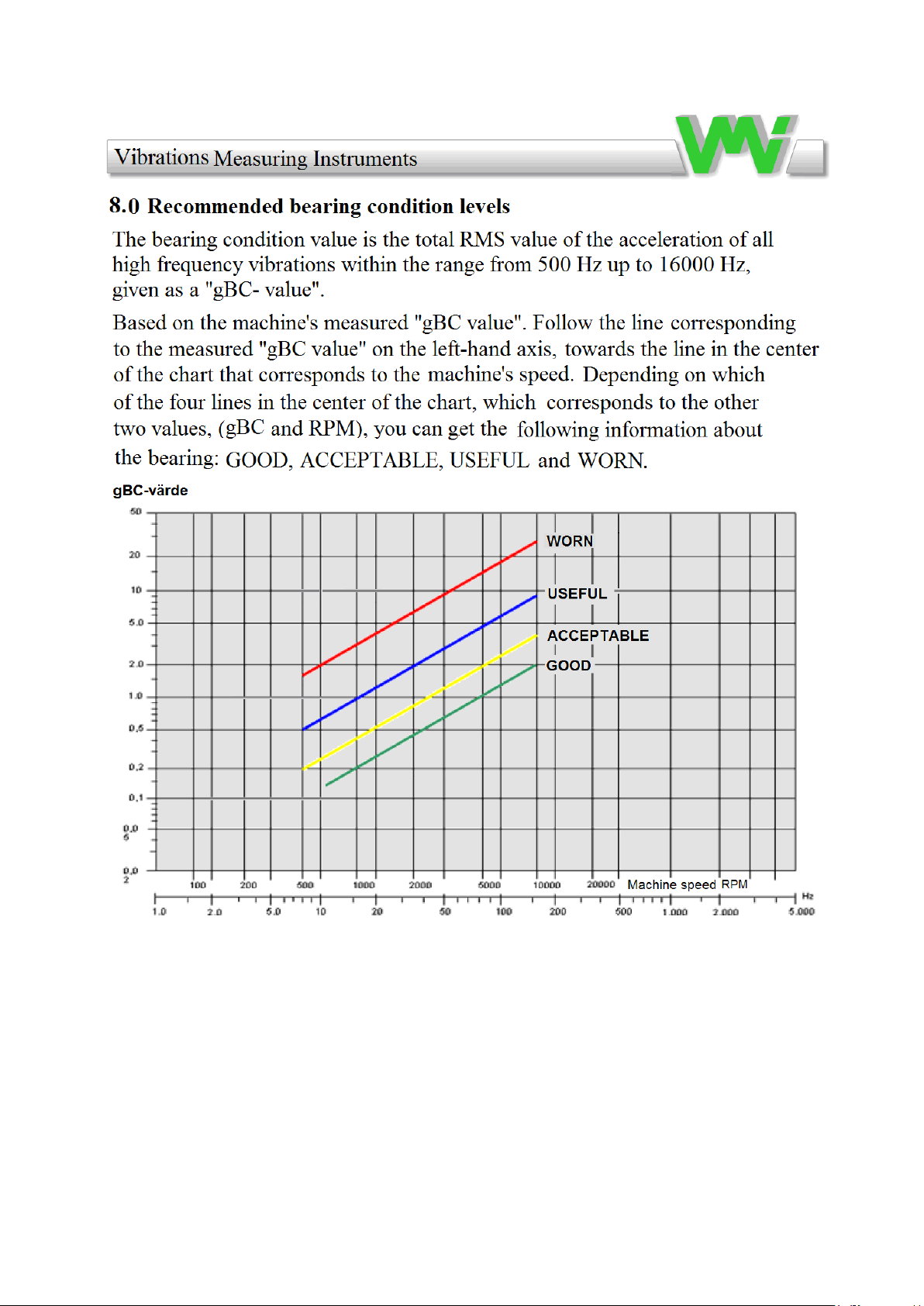
The diagram above is a help to translate bearing condition values. About, for example, the measured
gBC value is 2.0g. It shows that if a machine has a speed of approximately: 10000 RPM, the bearing
may still be good while a machine with a speed of about 550 RPM with the same gBC value can be
considered as consumed. If vibrations of other causes occur (eg flow, pressure shock, gears) and
within the frequency range, it may also give high "gBC values" without damage to the bearings. A
high "gBC value" can also be expected if the bearing is poorly lubricated or overloaded (eg in case of
poor alignment or hard tension drive belt). Compare this value with the bearing temperature. If both
the "gBC value" and the temperature are high or increase in a trend measurement, then there is
probably a bearing problem.
12

9 Trend View software use for trends and route
This software is designed to trend measurement and this enables the users to monitor
the condition in machines.
Trends are one method to perform condition monitoring (CM). TREND VIEW™ is
designed for use only with VIBER X2 Pro™ and VIBER X3™.
For every plant or building, you can create a database and a rout with up to 100
measurements. If there are need for several measurement points, you can create
several projects with 100 new storage locations. Each measurement store vibration
amplitude and bearing condition. This covers normally 5 – 20 machines / project,
depending on how many directions are measured on every bearing* and the number of
bearings. That amount is equivalent to number of measuring points in a route.
If only one direction is measured at each measuring point, choose the direction with
the highest vibration. After the measurement, the data can be uploaded to the
computer. In the computer you can store almost an unlimited number of machines.
You can choose what unit you want to display in TREND VIEW™.
Analyzing this information, periodically, you can act proactively and avoid failures.
Regarding installation of the software, see the installation guide.
* Bearing condition is stored in horizontal direction on each bearing. If you not
measures this direction you must choose one of the direction you measure. Change
direction in properties.
13
9.1 Create a measurement project
You start by creating a "measurement project" to store measurement values.
In this manual, we show an example of how to build a "measurement project" or
"database" with two grinding machines. Grinding machine 1 and Grinding machine 2.
For both machines we measure : Vibration, Bearing condition (BC) The machines
belong to the "Grinding department".
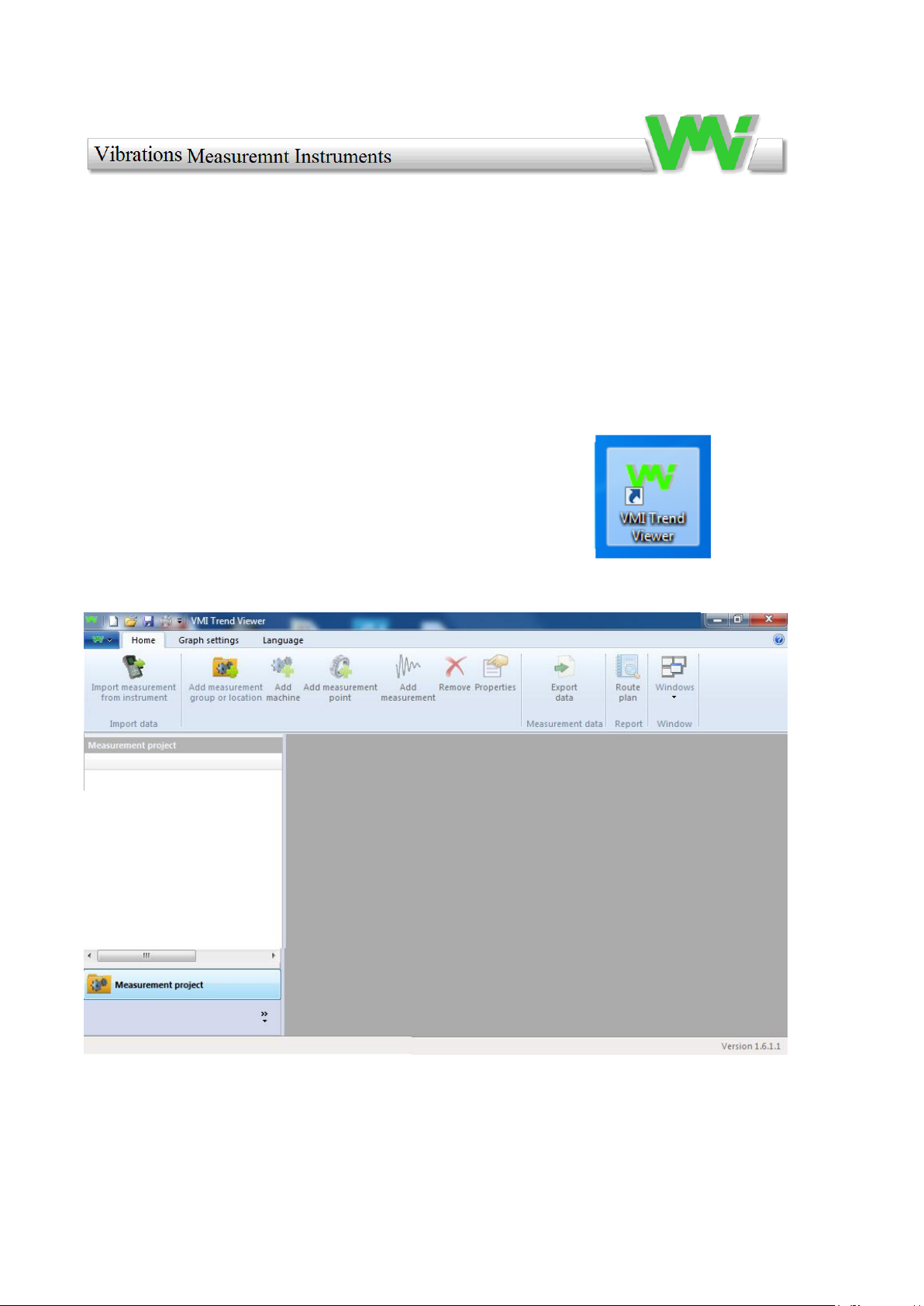
Start the "Trend View" program by clicking on the icon: on the
desk.
14

You can also click on the symbol that shows a "white sheet of paper" to create a new
project.
15

Here is the new project. You can not measure temperature or perform balancing with
VIBER X2 Pro.
You can build a hierarchical tree, from a plant or department down to a single
measuring point, or just set up a single machine. In this example, we select
"Department" (Grinding Department). We also add two machines,
(Grinding machine 1) and (Grinding machine 2). Next step is to click on the icon:
If you click on the icon "Add Group or Location" before you create a
project, you will receive the following prompt:
16

Assign the project a name by clicking on the green "W"
17
 Loading...
Loading...