


VISHAY SEMICONDUCTORS
Power Modules
Mounting Instructions for MAGN-A-PAK,
Super MAGN-A-PAK, and MAP Block
By Kevin Liu
This application note introduces Vishay´s MAGN-A-PAK (MAP),
Super MAGN-A-PAK (SMAP), and MAGN-A-PAK Block
(MAP Block) modules. It covers their key features and gives
instructions for using heat sinks with the modules.
INTRODUCTION
Vishay’s MAP, SMAP, and MAP Block modules are
distinguished by these key features:
• High surge capability
• High voltage ratings
• Industry-standard package
• Simplified mechanical designs, rapid assembly
Important factors in the assembly process are:
• Heat sink design
• Power leads size / area
• Distance from adjacent heat-generating parts
Application Note
Fig. 1 - Examples of MAP
Fig. 2 - Examples of SMAP
Recommendations for each of these items and
requirements for mounting MAP, SMAP, and MAP Block
modules to the heat sink are discussed in the following
sections.
Fig. 3 - Examples of MAP Block
HEAT SINK SPECIFICATION
The contact surface of the heat sink must be flat, with a recommended tolerance of < 0.03 mm (< 1.18 mils) and a levelling depth
(surface roughness) of < 0.02 mm (< 0.79 mils), according to DIN/ISO 1302. In general, a milled or machined surface is
satisfactory if prepared with tools in good working condition. The heat sink mounting surface must be clean, with no dirt,
corrosion, or surface oxides. It is very important to keep the mounting surface free from particles exceeding 0.05 mm (2 mils) in
thickness.
THERMAL COMPOUND
Uniformly coat the heat sink surface and the power module base plate with a good quality thermal compound.
Apply uniform pressure on the package to force the compound to spread over the entire contact area. The purpose of thermal
grease is to fill gaps at base of the plate/heat sink interface.
The use of thermal grease is recommended to ensure low case-to-sink thermal resistance. Commonly used thermal grease are
DC340 (Dow Corning) or silicone-free HTCP (Electrolube), or equivalent thermal grease. By the way, to optimize the device
performances, we suggest to select interface materials with thermal conductivity not less than 1.5 W/mK. Screen printing or
rubber rolling are the preferred methods for applying the grease.
A grease layer with a final thickness in the range of 80 μm to 100 μm is considered suitable for most applications.
Revision: 11-Sep-13
1
Document Number: 95557
APPLICATION NOTE
Application Note
Burrs not allowed
0.9
-0.1
5.8
+0.1
9.8
+0.05
2.1
+0.1
1.3
±0.05
3.8
+0.05
0.7
3.0
2.8
2.4
2.0
ref
0.9
ref
ref
1.8
ref
0.5 x 30°
0.5 x 30°
10.4
10.5
6.8
6.8
1.0
1.0
5.0
30°
90°
30°
0.3
20.0
I
I
I
I
AA
R 0.2
MAX.
B
G
G0.1
0.1
G
B
Sec. B - B
Sec. A - A
0.1
G
590
±10
3
5
4 1 2
A - DX
Not twisted both ends
38
ref
Vishay Semiconductors
Mounting Instructions for MAGN-A-PAK,
Super MAGN-A-PAK, and MAP Block
MOUNTING TO HEAT SINK
Confirm that there are no foreign particles on the surface of the screen tooling and plate. Place a suitable amount of thermal
compound on the plate and spread it evenly with a roller or spatula. The thermal grease contact and distribution will be improved
during the first hours and after heating up the system for the first time.
Bolt the module to the heat sink using the fixing holes. An even amount of torque should be applied for each individual mounting
screw. For proper mounting it is recommended to use fitted screws (refer to each individual datasheet or outline dimensions)
secured by a lock washer and flat washer. Please refer to each individual datasheet to find the torque rating that can be applied.
A torque wrench which is accurate in the specified range must be used in mounting the module to achieve optimum results.
All mounting holes should be free of burrs. The first mounting screw should be tightened to one third of the recommended
torque; the second screw should then be tightened to the same torque. We recommend mounting crosswise facing screws first
(i.e. for holes in clockwise order 1, 2, 3, 4, first mount screws in 1 and 3, then 2 and 4).
Over-tightening the mounting screw may lead to deformation of the package, which would increase the thermal resistance and
damage the semiconductors. After a period of three hours, check the torque with a final tightening in opposite sequence to allow
the thermal compound to spread.
POWER LEADS OR BUS BARS CONNECTION
Apply an even amount of torque to each individual screw. For proper connection it is recommended to use fitted screws (refer
to individual datasheet or outline dimensions) secured by a lock washer and flat washer. The maximum thread depth into the
module mounting studs should correspond to each individual package outline drawing in the datasheet. Also please refer to
each individual datasheet to find the maximum torque that can be applied. A torque wrench which is accurate in the specified
range must be used in fixing the screws of the power leads or bus bars to achieve optimum results.
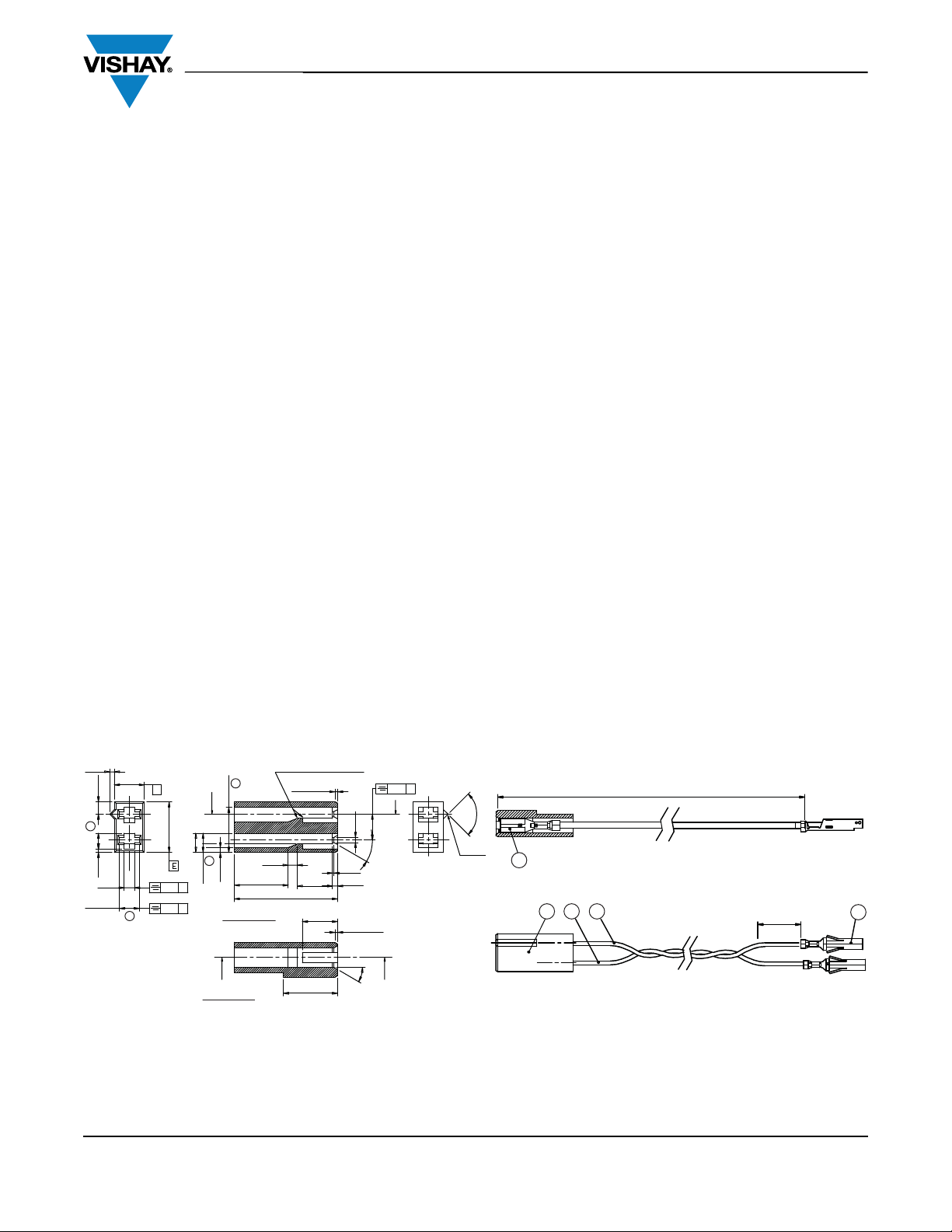
SIGNAL TERMINAL AND HOUSING CONNECTION
We suggest using a receptacle fast-on terminal (with locking lance, (3) for 2.8 x 0.8 tab (series 110) ref. PN.AMP 150571-2 or
equivalent) plus tinned copper stranded cable (1)(2) UL 758, style 1587, AWG 20 (0.51 mm
ext. dia. 1.47 mm, temperature rating 125 °C).You can also use a 2-way polarized connector housing (4) as shown on
dimensional detail and female terminal (5) Mini-Fit Molex 39-00-0038 (Fig. 4).
2-way polarized connector housing, dimensional detail
Revision: 11-Sep-13
APPLICATION NOTE
Fig. 4
2
2
) ETFE insulation,
Document Number: 95557
 Loading...
Loading...