

Page 1
MANUAL DE INSTRUCCIONES
OPERATING INSTRUCTIONS
MODE D’ EMPLOI
GEBRAUCHSANWEISUNG
MANUALE D’ISTRUZIONI
MANUAL DE INSTRUÇÕES
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
INSTRUKCJA OBSŁUGI
PEB200/PEB250
VIDEO DEMO
www.virutex.es
Aplacadora de cantos manual de cola caliente
Hot melt manual edgebander
Plaqueuse de chants manuelle à bac à colle
Kantenanleimgerät
Bordatrice manuale a colla calda
Orladora manual de cola quente
Станок ручной кромкооблицовочный
Ręczna oklejarka na klej termotopliwy
Page 2
MANUAL DE INSTRUCCIONES
OPERATING INSTRUCTIONS
MODE D'EMPLOI
GEBRAUCHSANWEISUNG
MANUALE D'ISTRUZIONI
MANUAL DE INSTRUÇÕES
ИНСТРУКЦИЯ
INSTRUKCJA OBSŁUGI
ПО
ЭКСПЛУАТАЦИИ
ESPAÑOL Aplacadora de cantos manual de cola caliente PEB200/PEB250
ENGLISH PEB200/PEB250 Hot melt manual edgebander
FRANÇAIS Plaqueuse de chants manuelle à bac à colle PEB200/PEB250
DEUTSCH Kantenanleimgerät PEB200/PEB250
ITALIANO Bordatrice manuale a colla calda PEB200/PEB250
PORTUGUÉS Orladora manual de cola quente PEB200/PEB250
РУССКИЙ
POLSKI
PEB200/PEB250 Станок ручной кромкооблицовочный
Ręczna oklejarka na klej termotopliwy PEB200/PEB250
página/page
Seite/pagina
страница/strona
2
21
40
59
78
97
116
135
ESPAÑOL
APLACADORA DE CANTOS MANUAL DE COLA CALIENTE PEB200/PEB250
Antes de utilizar la máquina lea atentamente éste MANUAL DE INSTRUCCIONES y el FOLLETO DE
INSTRUCCIONES GENERALES DE SEGURIDAD que se adjunta. Asegúrese de haberlos comprendido
antes de empezar a operar con la máquina.
Conserve los dos manuales de instrucciones para posibles consultas posteriores.
1. NORMAS DE SEGURIDAD COMPLEMENTARIAS PARA ESTA MÁQUINA
En caso de no respetar las normas de seguridad, podrían producirse daños corporales graves.
• No toque las piezas móviles.
• Tenga cuidado, ya que la máquina puede alcanzar temperaturas elevadas.
• No toque las piezas que estén calientes.
• Sujete siempre la máquina con ambas manos durante su funcionamiento.
• No se incline sobre la máquina mientras esté caliente.
• Asegúrese siempre de que haya cable suficiente y de que no le estorbará durante el proceso de trabajo.
• Desenchufe la clavia de la fuente de alimentación antes de efectuar cualquier ajuste, cambio de accesorios, o de
almacenar las herramientas eléctricas.
• Compruebe el cable de conexión antes de cada puesta en marcha.
• No efectúe reparaciones o trabajos de mantenimiento mientras la máquina esté caliente.
• No utilice nunca la máquina cerca de materiales inflamables o explosivos.
• No trabaje en zonas húmedas o bajo la lluvia.
• La máquina libera vapor.
• Trabaje siempre en zonas bien ventiladas. Utilice una mascarilla si así lo indica el fabricante de la cola.
• Es imprescindible que lea y cumpla las medidas de seguridad indicadas por el fabricante de la cola que vaya a utilizar.
2 - PEB200-PEB250 / Manual de instrucciones
Page 3
PEB200
5
4
8
2. ESPECIFICACIONES TÉCNICAS
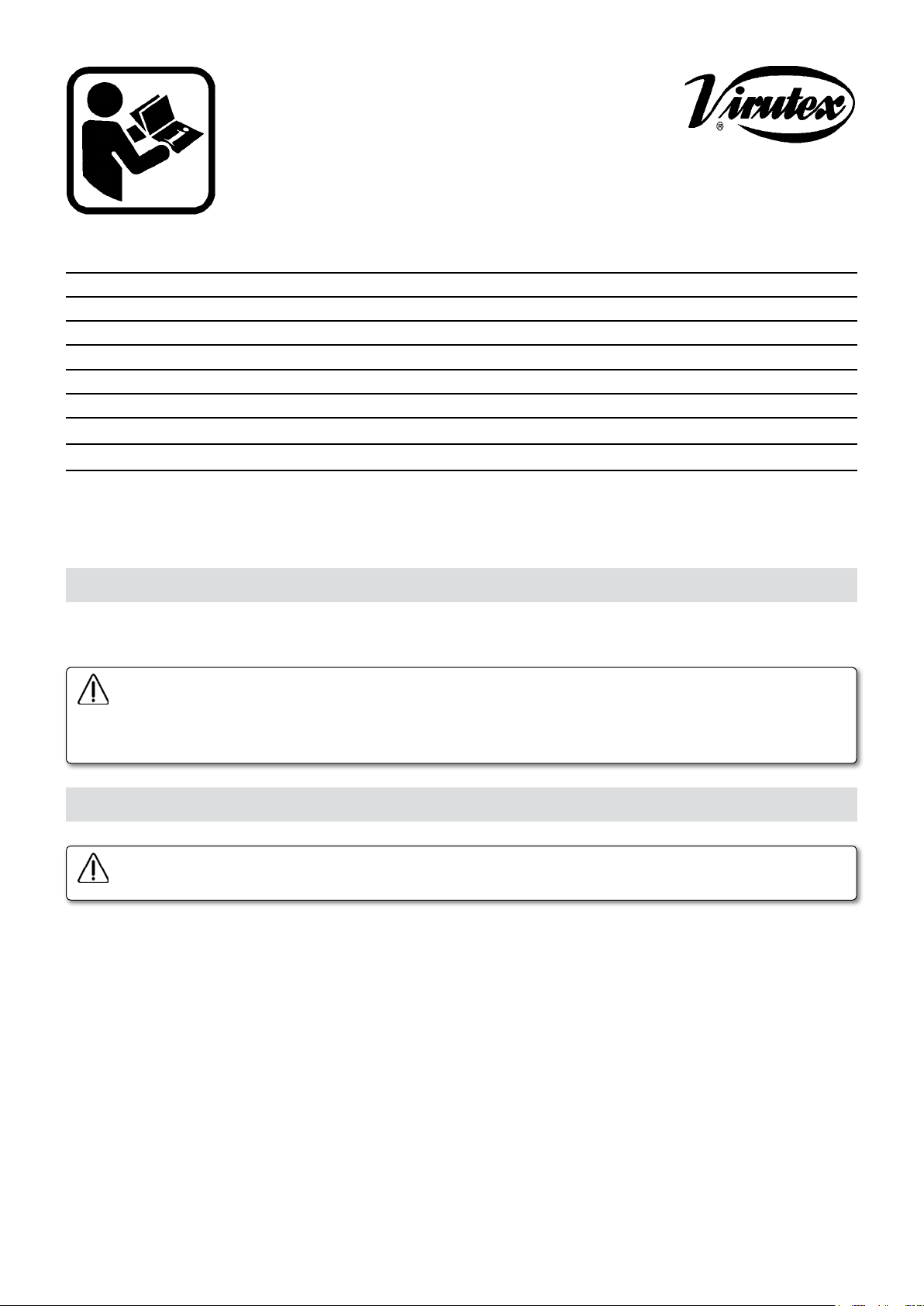
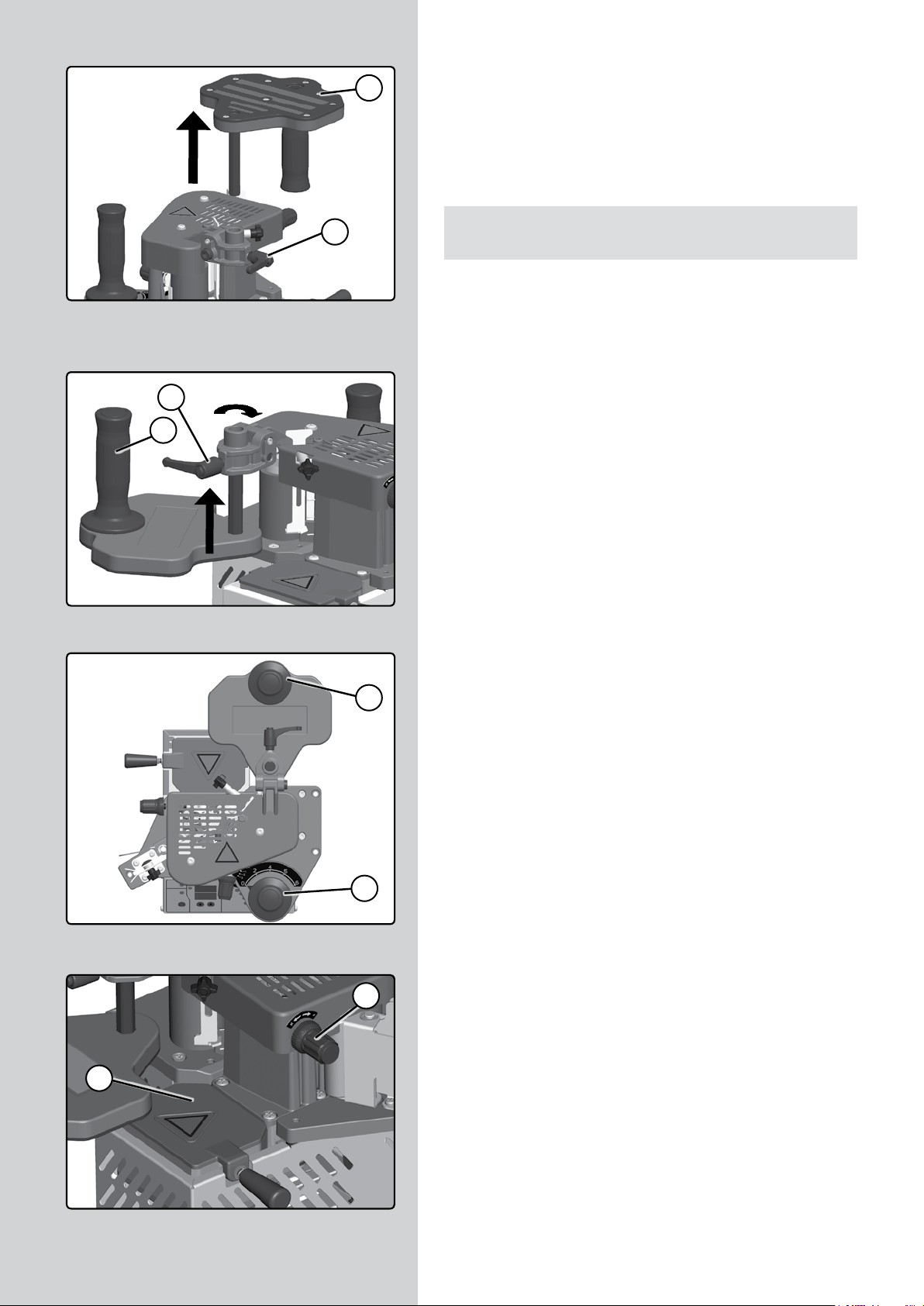
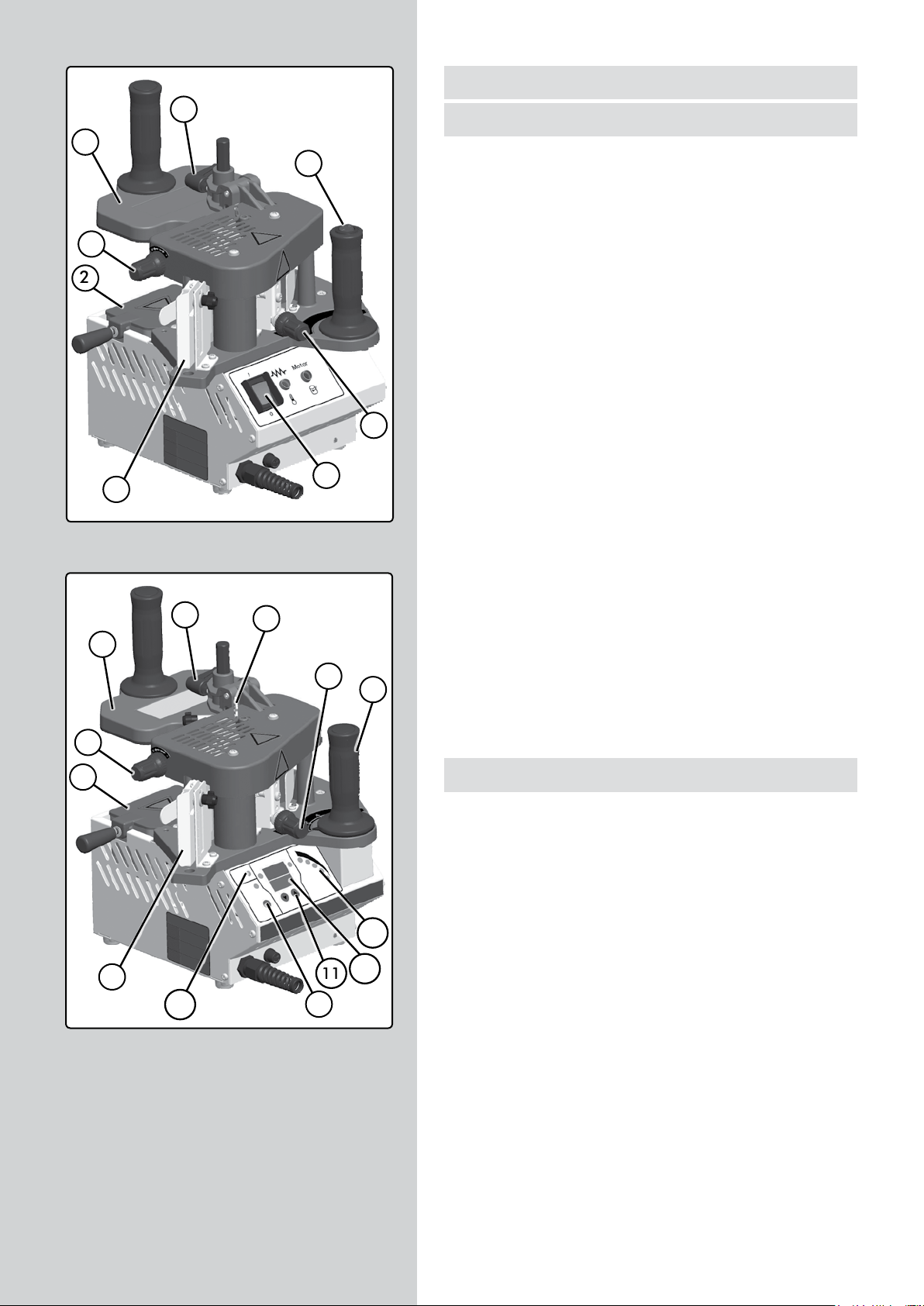
2.1 DESCRIPCIÓN GENERAL DE LA MÁQUINA
Esta máquina ha sido diseñada y fabricada para encolar y
aplacar tableros de madera rectos y curvos y de lados perpendiculares entre si. También puede encolar y aplacar lados
inclinados de 1º a 10º.
3
Las partes mas importantes son:
2
PEB200
1 . Guía entrada del canto ajustable
2 . Tapa deposito de cola
3 . Ajuste fino espesor de cola
4 . Plato guía altura panel
5 . Manecilla ajuste plato guía
6 . Ajuste presión canto
6
7 . Interruptor general
8 . Interruptor marcha motor
1
7
PEB250
1 . Guía entrada del canto ajustable
2 . Tapa deposito de cola
3 . Ajuste fino espesor de cola
4 . Plato guía altura panel
PEB250
5
9
4
6
8
5 . Manecilla ajuste plato guía
6 . Ajuste presión canto
7 . Interruptor general
8 . Empuñadura regulación marcha motor
9 . Ajuste altura salida canto
10 . Indicador led velocidades de encolado
11 . Sensores ajuste temperatura
12 . Displays lectura temperatura y funciones
3
13 . Función fusible abierto
2
2.2 CARACTERÍSTICAS
Tensiones....................................................................230V 50/60 Hz
120 V 60 Hz
Potencia.............................................................................................830 W
Motor....................................................................................................20 W
Consumo....................................................................230V 4A - 110V 8A
10
Poder calorífico................................................450 W +180Wx2=810W
Altura del panel..............................................................10 a 62 mm
12
1
13
11
7
Radio interior mínimo …..............................................................50 mm
Radio interior min.(con rodillo auxiliar 5046764) …............15 mm
Regulación espesor del canto...........................................0,4 a 3 mm
Panel inclinado...........................................................................máx. 10 º
Velocidad de alimentación (PEB200)...........................3,6 mts/min
Velocidad de alimentación regulable (PEB250)....2-4-5 y 6 mts/min
Temperatura de trabajo (PEB200)...................................170°C (338ºF)
Temperatura trabajo regulable (PEB250)....120°C-200ºC / (248-ºF)
Temperatura limite con corte de seguridad.........220ºC (428ºF)
Tiempo de calentamiento.........................................................5-10 min
Control electrónico de temperatura y velocidad motor por
microprocesador (solo PEB250)
Capacidad del depósito de cola.................................................230 cc
PEB200-PEB250 / Manual de instrucciones - 3
Page 4
A
B
A
Peso....................................................................................................9,2 kg
Nivel de Presión acústica Ponderado A.................................<80 dBA
Incertidumbre de la medición..................................................K = 3 dBA
¡Usar protectores auditivos!
Cable de conexión............................................................................5 mts
10 mm (max)
(Figura 22)
(Figura 23)
A
B
B
Nivel total de emisión de vibraciones..................................a
: <2,5 m/s
h
Incertidumbre de la medición.................................................K: 1,5 m/s
2
2
C
3. EQUIPO ESTANDAR
Al abrir la caja de embalaje, encontrará en su interior los
elementos siguientes:
• Aplacadora de cantos manual de cola caliente
• Bolsa con 250 gr de cola Virutex
• Llaves de servicio
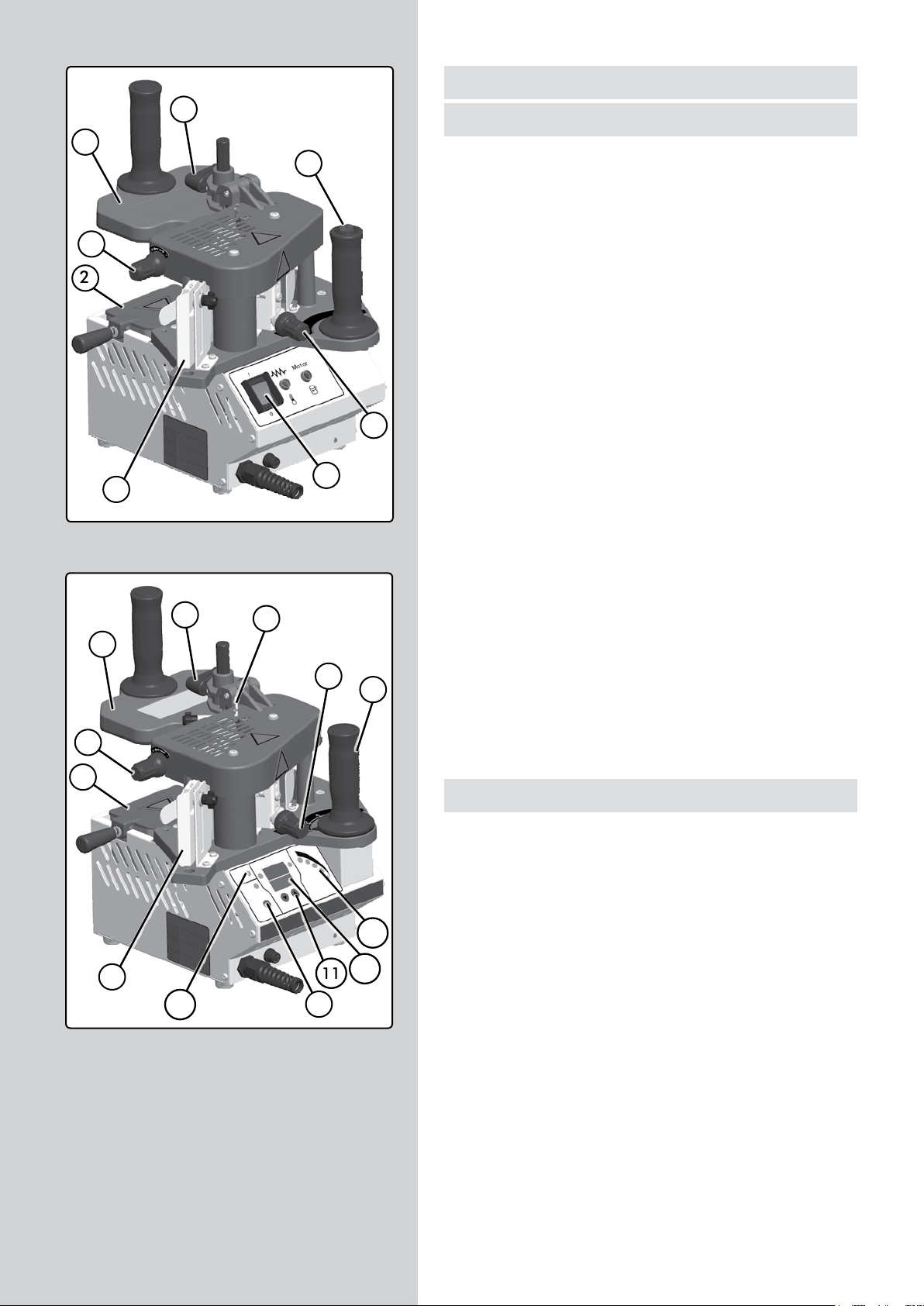
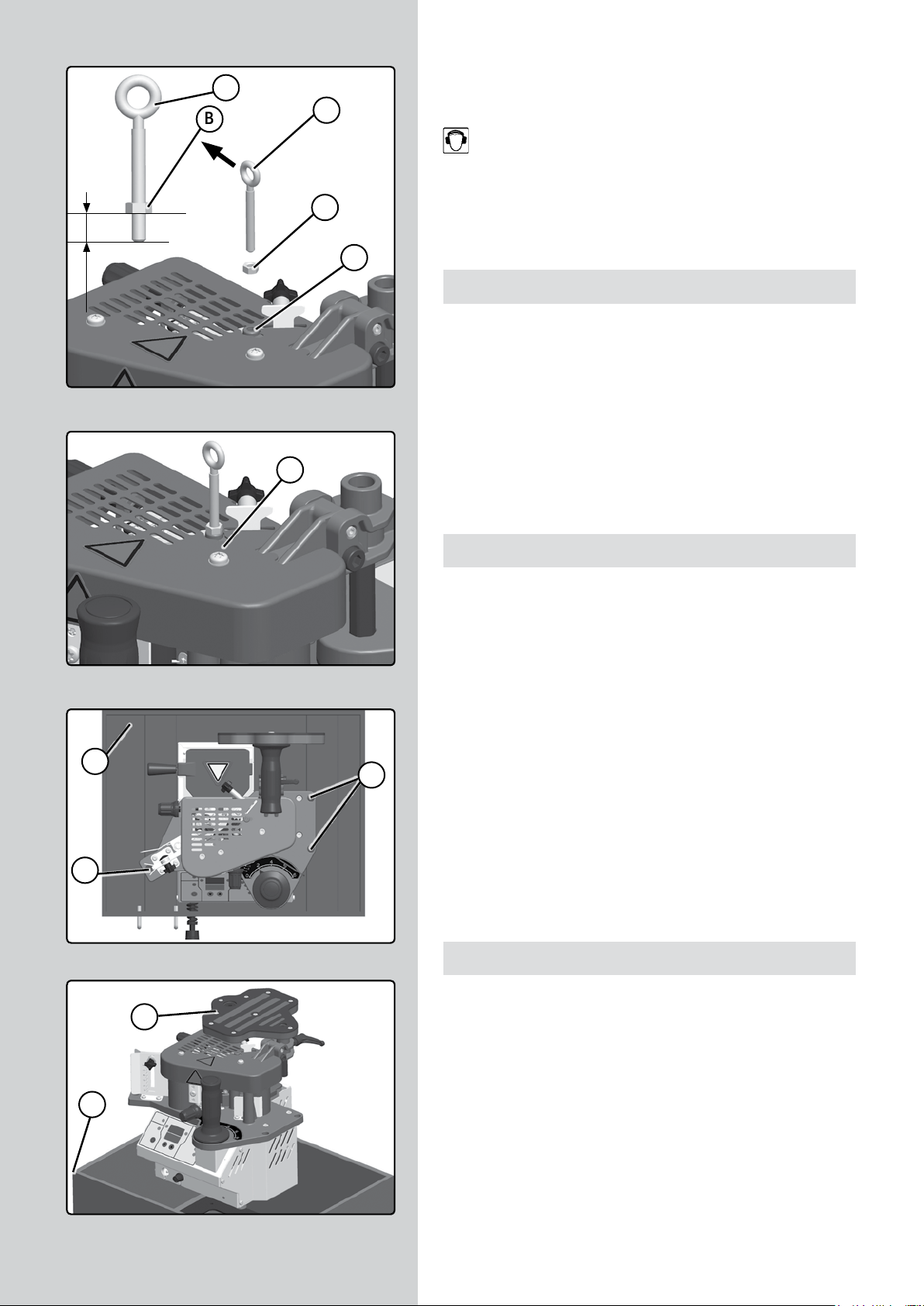
• Anilla colgante + tuerca, para trabajos con máquina suspendida (Fig. 22-23)
A
• Caja de madera reutilizable, dotada de un soporte metálico
para fijar la encoladora.
• Manual de instrucciones
4. ACCESORIOS OPCIONALES
• Mesa MEB-250 para aplacadora 5046525
• Cortador+ Portarrollos RC50T para MEB-250 5046266
• Bote de cola (3 Kg) 2599266
• Antiadherente sin silicona “Cantspray”
• Fresadora de cantos FR156N
• Cabezal CA56G
• Sistema de sujeción neumática,
giratorio y abatible SVN460 5046400
• Soporte de 2 ventosas SFV50 5045753
B
• Soporte de 1 ventosa SFV150 5045833
• Perfilador de cantos doble AU93 (max. 1 mm)
• Retestador de cantos RC21E (max. 1 mm)
• Retestador de cantos RC221R (max. 2 mm)
• Retestador de cantos RC321S (max. 3 mm x25)
• Rodillo auxiliar (especial para esquinas y formas cóncavas)
5046764
(Figura 1)
B
A
(Figura 2)
4 - PEB200-PEB250 / Manual de instrucciones
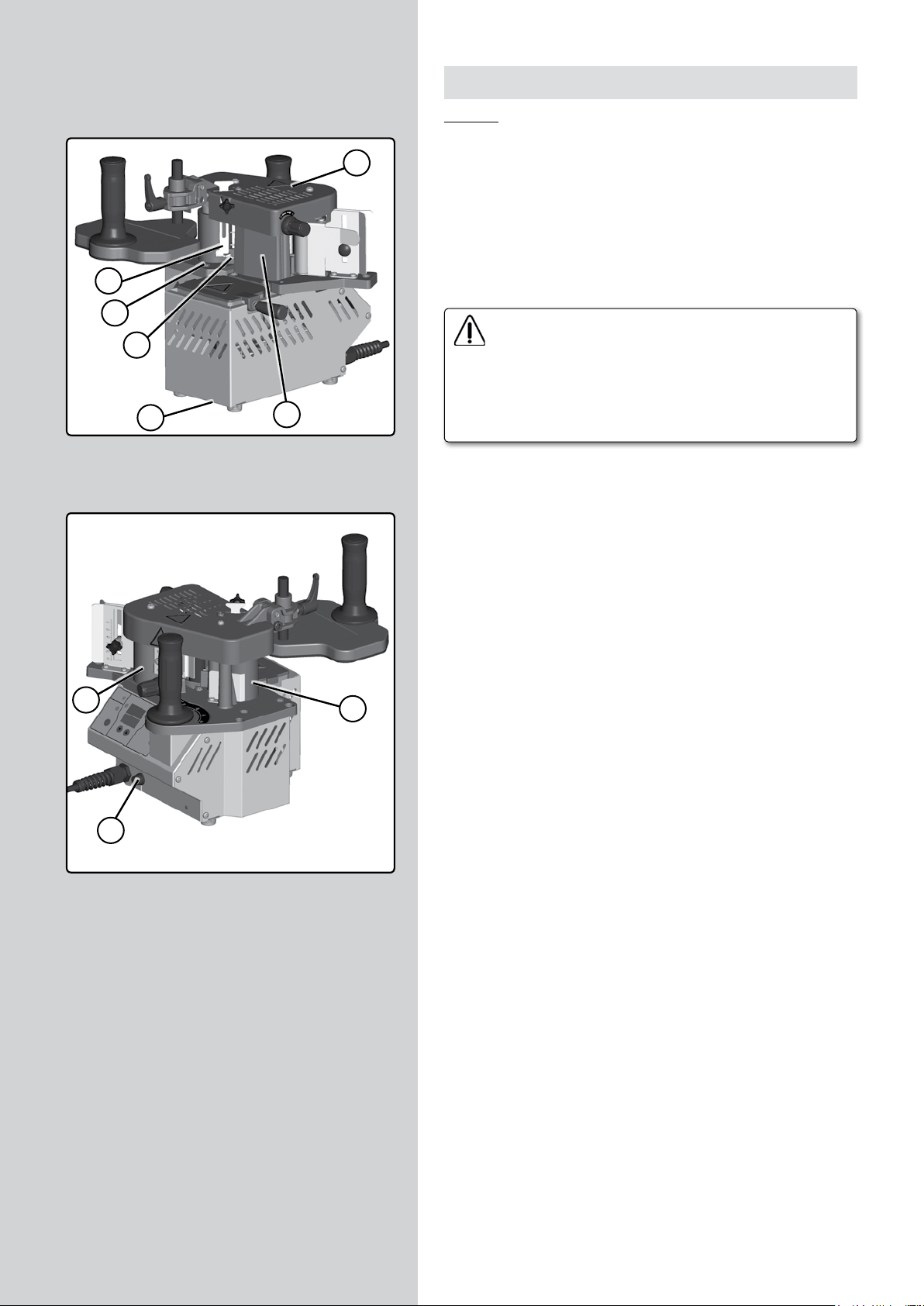
5. EMBALAJE Y TRANSPORTE
La máquina se suministra en un embalaje de madera, que
deberá conservarlo para transportes posteriores.
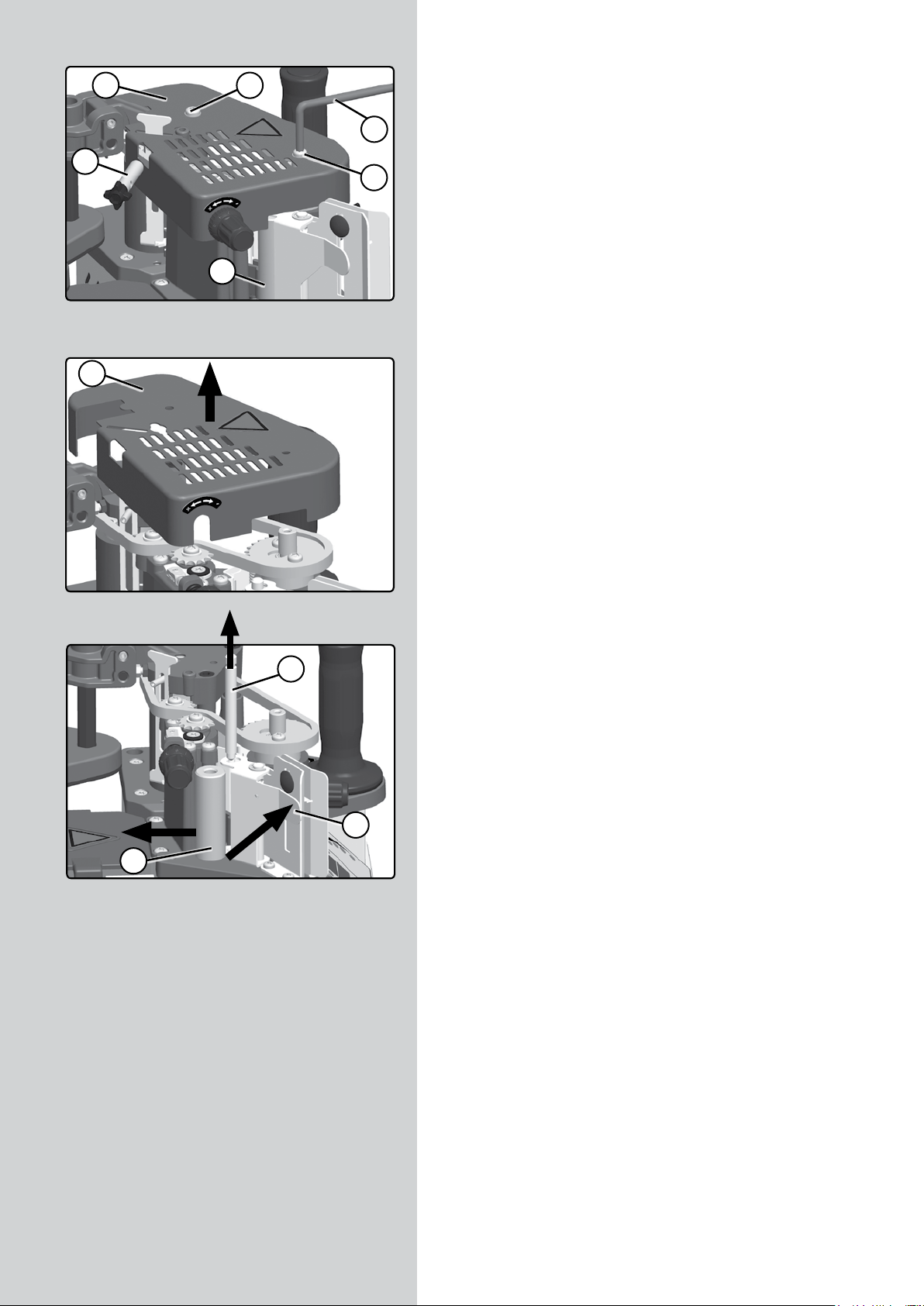
5.1 DESEMBALAJE
La máquina va en el interior del embalaje la cual deberá extraerse del siguiente modo:
• Quite la tapa superior y resérvela en lugar seguro para su
uso posterior.
• Desenrosque y extraiga los 3 tornillos B y (Fig. 1) con un
destornillador estrella, del interior de la caja A (resérvelos para
su uso posterior)
• Extraiga la máquina B (Fig. 2) del interior de la caja A (Fig. 2).
Page 5
B
(Fig. 3) y móntelo según del modo que se muestra en la (Fig. 4).
• Compruebe que las dos empuñaduras A y B (Fig. 5) estén
alineadas como se muestra.
• Reserve la caja de madera y la tapa, para guardar o transportar la encoladora.
• Desenrosque la manecilla A (Fig. 3) y extraiga el plato guía B
(Figura 3)
(Figura 4)
A
6. APLACADORA PORTÁTIL PEB200/250 RECOMENDACIONES DE USO PARA UN BUEN PEGADO DEL CANTO
A continuación se detallaran las recomendaciones más importantes que deberán tenerse en cuenta a la hora de proceder a
utilizar la PEB250, teniendo en cuenta el tablero, canto, cola
y temperatura de trabajo.
6.1 SOBRE EL CANTO Y EL TABLERO
A
B
B
• El canto del tablero a aplacar debe estar a 90° con su superficie y libre de polvo. Para tableros con inclinación hasta 10º
ver el apartado 8.4 Ajuste plato guía inclinado.
• Para obtener un buen acabado, en el aplacado de cantos
delgados en tableros de partículas, la superficie del canto del
tablero debe ser buena y libre de polvo.
• Las piezas y los cantos que vaya a encolar deben estar a
temperatura ambiente no inferior a 18°C (64ºF).
• Efectúe siempre una presión suficiente contra el canto para
obtener un buen aplacado.
• Para cantos rígidos (tipo fórmica) deberá hacerse la suficiente
presión para vencer la rigidez del mismo.
• En tableros porosos, generalmente se deberá aumentar la
cantidad de cola a depositar.
(Figura 5)
A
(Figura 6)
6.2 SOBRE LA COLA
• Compruebe que la cantidad de cola que recibe el canto es
la apropiada, haciendo una muestra teniendo en cuenta que:
- Para cantos de 0,4 mm en PVC, ABS o plásticos......nonio B
en pos. 0 (Fig. 6)
- Para cantos de 0,4-1,5 mm......nonio B en pos. 2 (Fig. 6)
- Para cantos de 1- 1,5 mm rígidos (fórmica)......nonio B en
A
pos. 7 (Fig. 6)
- Para cantos de 2 mm......nonio B en pos. 5 (Fig. 6)
- Para cantos de 3 mm......nonio B en pos. 8 (Fig. 6)
• En cantos rígidos es preferible disminuir la temperatura un
10 %, aumentar el caudal de la cola es contraproducente y no
B
necesariamente se consigue un pegado de más calidad.
• Asegúrese de tener suficiente cola completamente fundida
en el depósito, para acabar el trabajo. Si para ello debe añadir
cola al depósito, active la velocidad de encolado unos 5 minutos
antes. (ver apartado 9.2 Regulación de la velocidad de encolado)
• La cola degradada pierde sus propiedades de adherencia y
el pegado no resulta el apropiado. El color de la cola tiende
a oscurecerse.
• Cuando se disponga a encolar los cantos, utilice la cola especial Virutex para PEB200/PEB250 (ref. 2599266) desarrollada
para este uso.
• También puede usar una de las siguientes colas homologadas
PEB200-PEB250 / Manual de instrucciones - 5
Page 6

A
(Figura 6)
B
- Rayt tipo MA-6244
- Kleiberit 743.7
- Kleiberit VP9296/57
- Jowat 280.3
- Dorus KS224/2
• Virutex solo garantiza el buen funcionamiento de la aplacadora
PEB200/PEB250. Si se emplea alguna de las colas recomendadas.
• El pomo de regulación de la cola B, y la tapa del depósito de
cola A (Fig. 6) se pegan cuando la máquina se enfría. No regule
el pomo ni quite la tapa antes de que la máquina se vuelva a
calentar y la cola se haya fundido.
6.3 SOBRE LA TEMPERATURA
Temperatura de uso aproximado:
• Para cantos de 0,4 mm en PVC, ABS o plásticos......140-145°C
• Para cantos de 0,4 - 1,5 mm.....................................150-160°C
• Para cantos de 2 mm.....................................165-180°C
• Para cantos de3 mm.....................................180-190°C
6.4 GENERALIDADES
por Virutex para usar en la PEB200/PEB250:
• Sujete siempre la máquina horizontalmente durante y después
de su utilización.
• Antes de encolar radios interiores o exteriores, haga una
muestra de prueba.
• El depósito de cola debe mantenerse tapado y seco.
• El adhesivo desprende vapores al ser mantenido a la temperatura de trabajo. Asegure su eliminación, por ejemplo mediante
una adecuada ventilación del lugar de trabajo.
• Mantenga la máquina limpia de polvo o virutas. Con una
máquina sucia obtendrá aplacados de mala calidad.
6.5 CONCLUSIONES
No por añadir mas caudal de cola se consigue un pegado mejor.
Debe tenerse en cuenta el poro del tablero, la rigidez del canto,
la viscosidad de la cola y la temperatura de trabajo.
A tablero mas poroso mas caudal de cola
A tablero menos poroso menos caudal de cola
A cola mas viscosa mas caudal de cola
A cola menos viscosa menos caudal de cola
A canto delgado menos temperatura
A canto grueso mas temperatura
A canto delgado menos caudal de cola
A canto grueso mas caudal de cola, con excepciones.
A cantos rígidos (formica), menos caudal y menos temperatura.
A menor temperatura menor caudal de cola.
A mayor temperatura mas caudal de cola.
6 - PEB200-PEB250 / Manual de instrucciones
Page 7
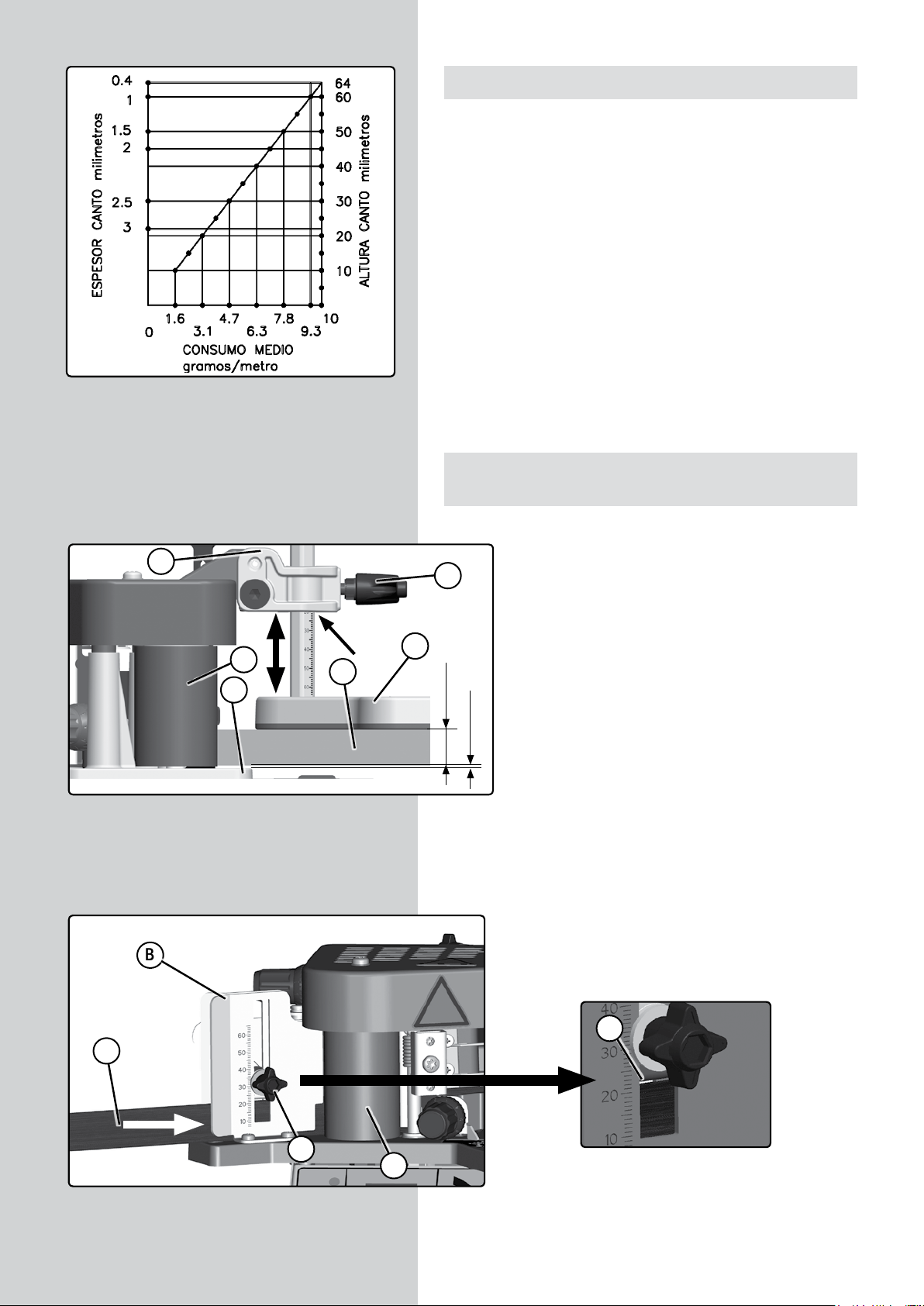
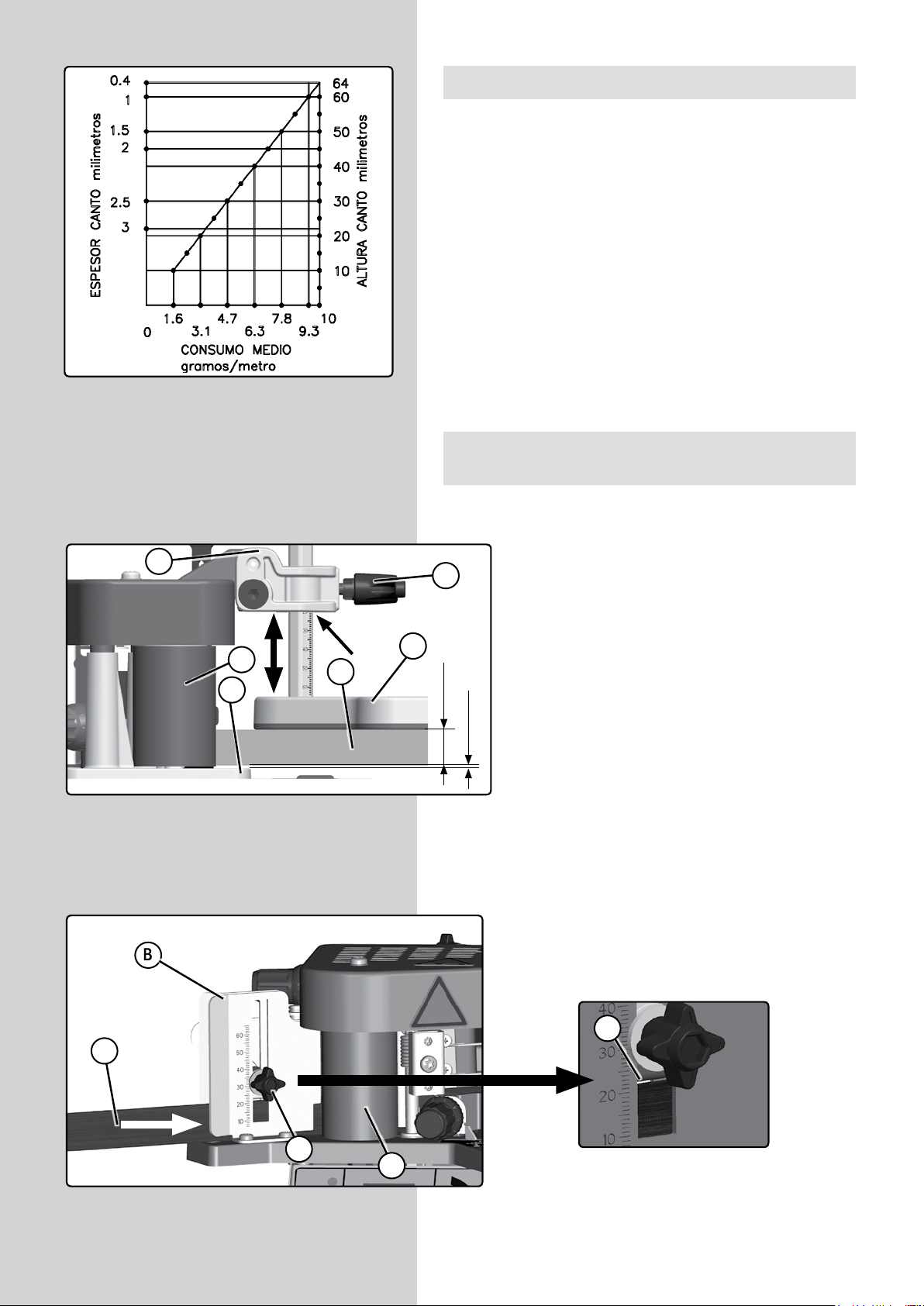
7. CONSUMO DE COLA Y CANTO APROPIADO
• Observe en la tabla adjunta, el consumo de cola según la
altura del canto, e independientemente de su espesor. Por
ejemplo: Un canto de 20 mm de altura consume 3,1 gramos
por metro de promedio.
• También la tabla sirve para saber hasta que tipo de canto
se puede utilizar según su altura y espesor. Por ejemplo: el
grueso máximo que puede utilizar es 3 mm x 22 mm de altura,
o el máximo de altura que puede utilizar es 64 mm x 0,4 mm.
8. MÁQUINA EN FRIO
AJUSTES DE LA MÁQUINA
(Figura 7)
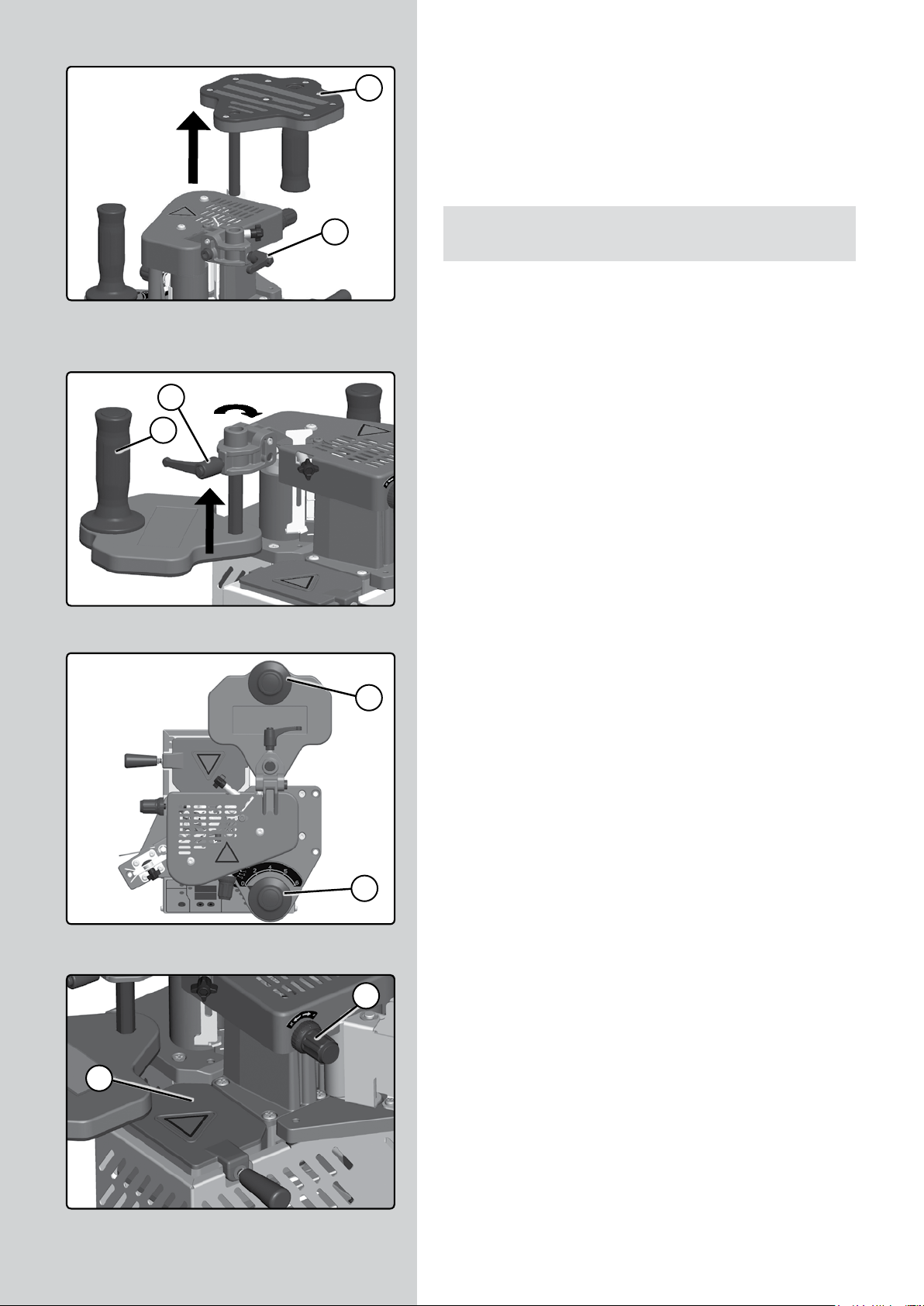
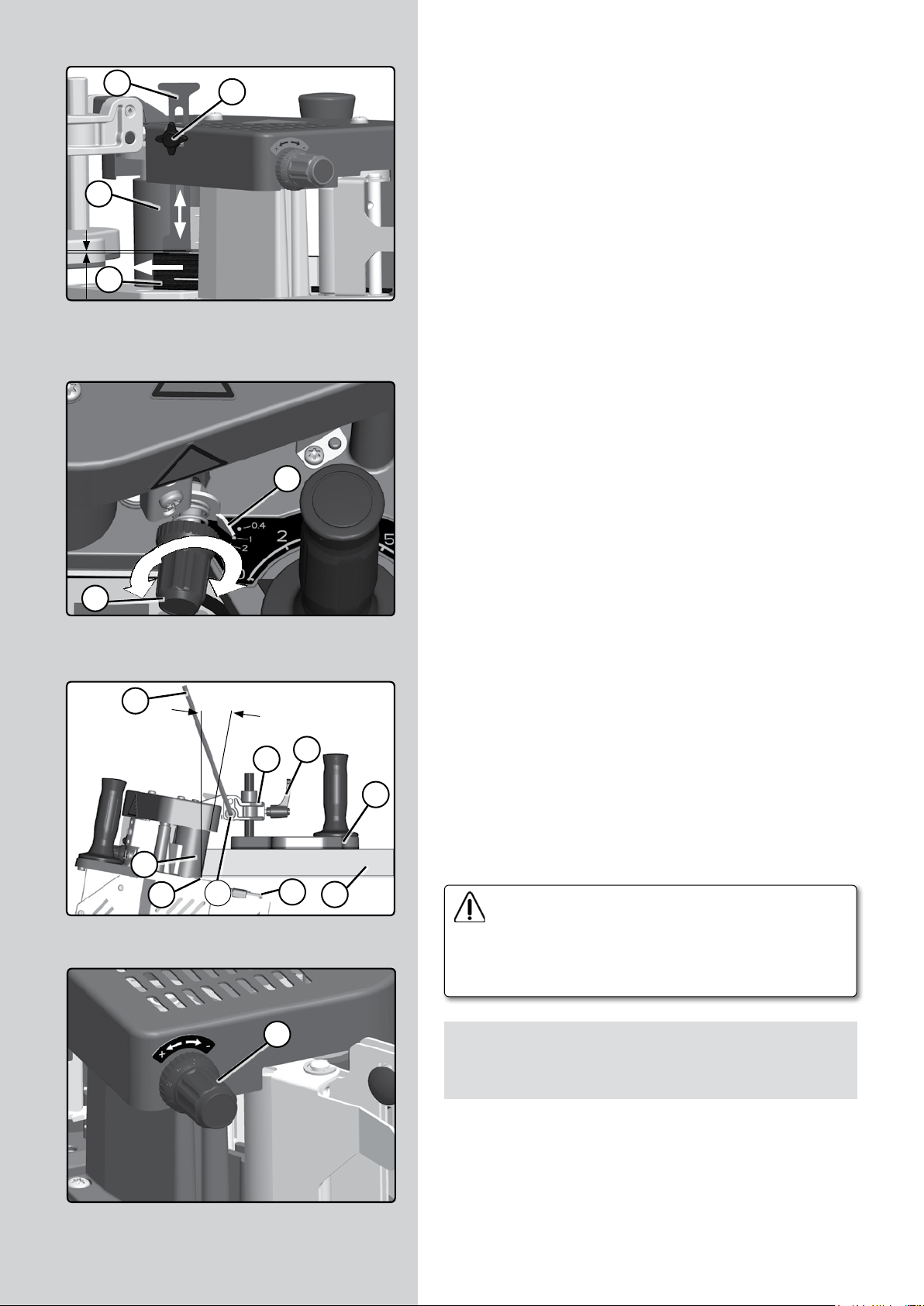
8.1 Ajuste del plato guía.
B
C
Si no lo ha hecho en el desembalaje, monte el plato
guía A (Fig. 7) en el soporte B y fíjelo con la manecilla C.
Debe ajustarse la altura del plato guía A de acuerdo
al grueso de la pieza a cantear D. Para ello afloje la
F
D
"Y"
A
E
"X" mm
manecilla C y ajuste la altura del plato guía A sobre
la escala Y, al grueso X del tablero. Cuando aplaque
el canto al tablero le quedará un sobrante de 1,5
mm aprox.
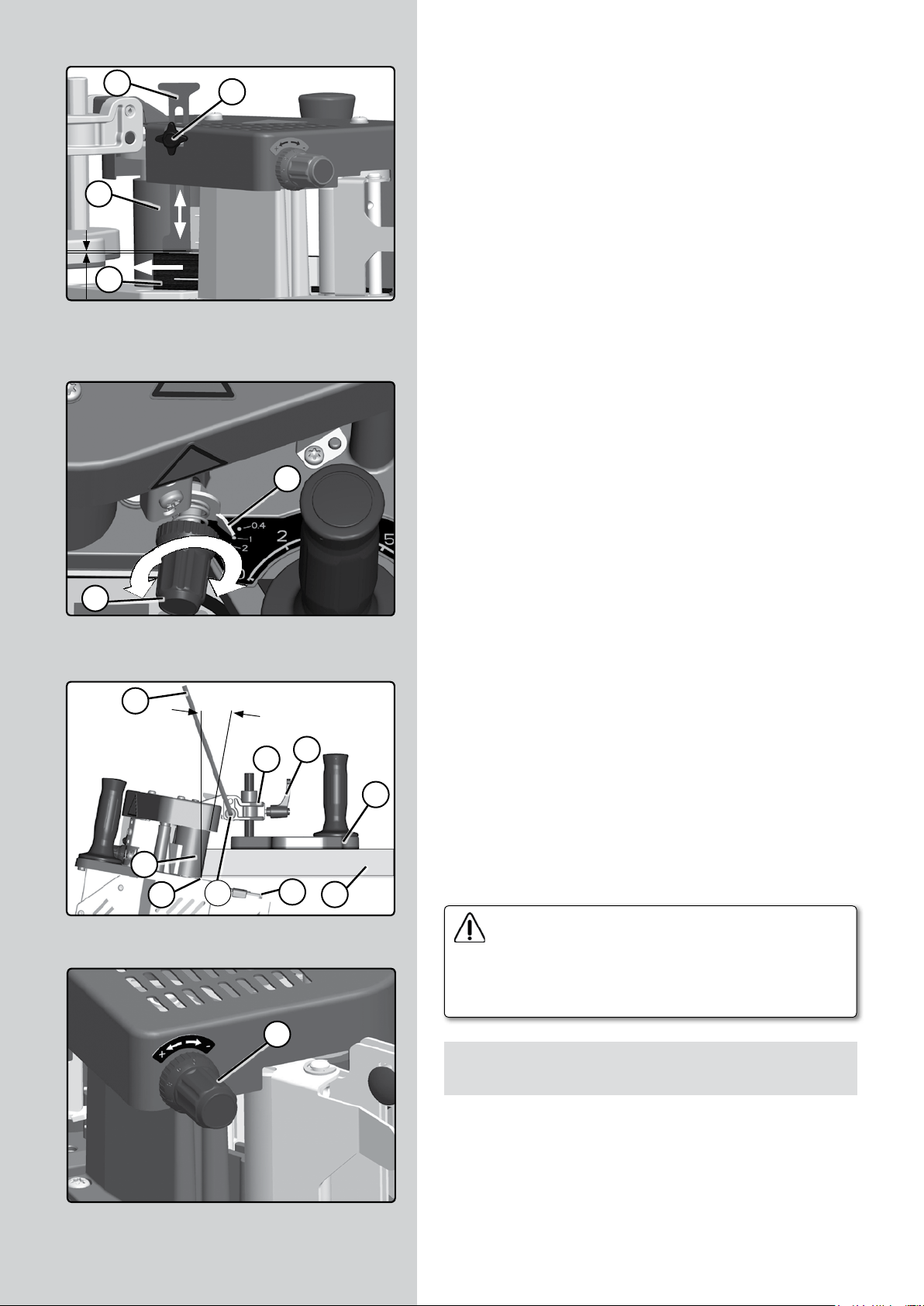
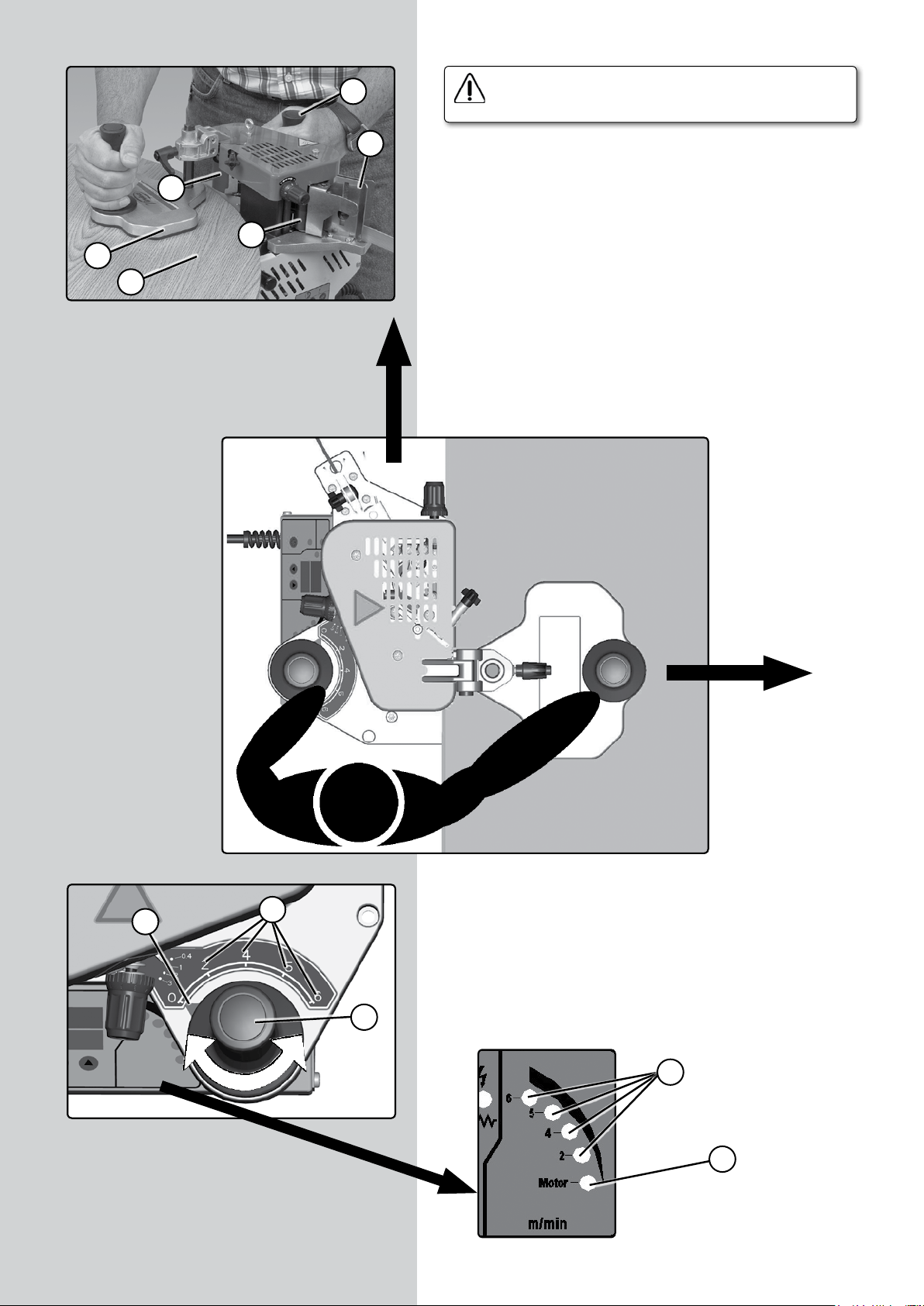
8.2 Ajuste de la altura de los cantos
1,5 mm
Los cantos deben ser 2 ó 3 mm más altos que la pieza
a cantear.
Corte los cantos 5 ó 6 cms más largos, que la pieza
que va a encolar.
1. Entrada de cantos
Para regular la altura de los cantos A (Fig. 8) en la entrada,
debe ajustarse la guía de entrada B. Introduzca el canto
entre las guías B. Afloje el pomo de ajuste C y regule el
B
pisador D a la altura del canto a utilizar según la escala.
A
(Figura 8)
D
C
E
PEB200-PEB250 / Manual de instrucciones - 7
Page 8
B
D
A
0,5 mm
(Figura 9)
2. Salida de cantos (SOLO PEB250)
C
Para regular la altura de los cantos A (Fig. 9) en la salida, debe
ajustarse la guía de salida B (Fig. 9) a la altura del canto + 0,5
mm, bloqueándolo con el pomo C.
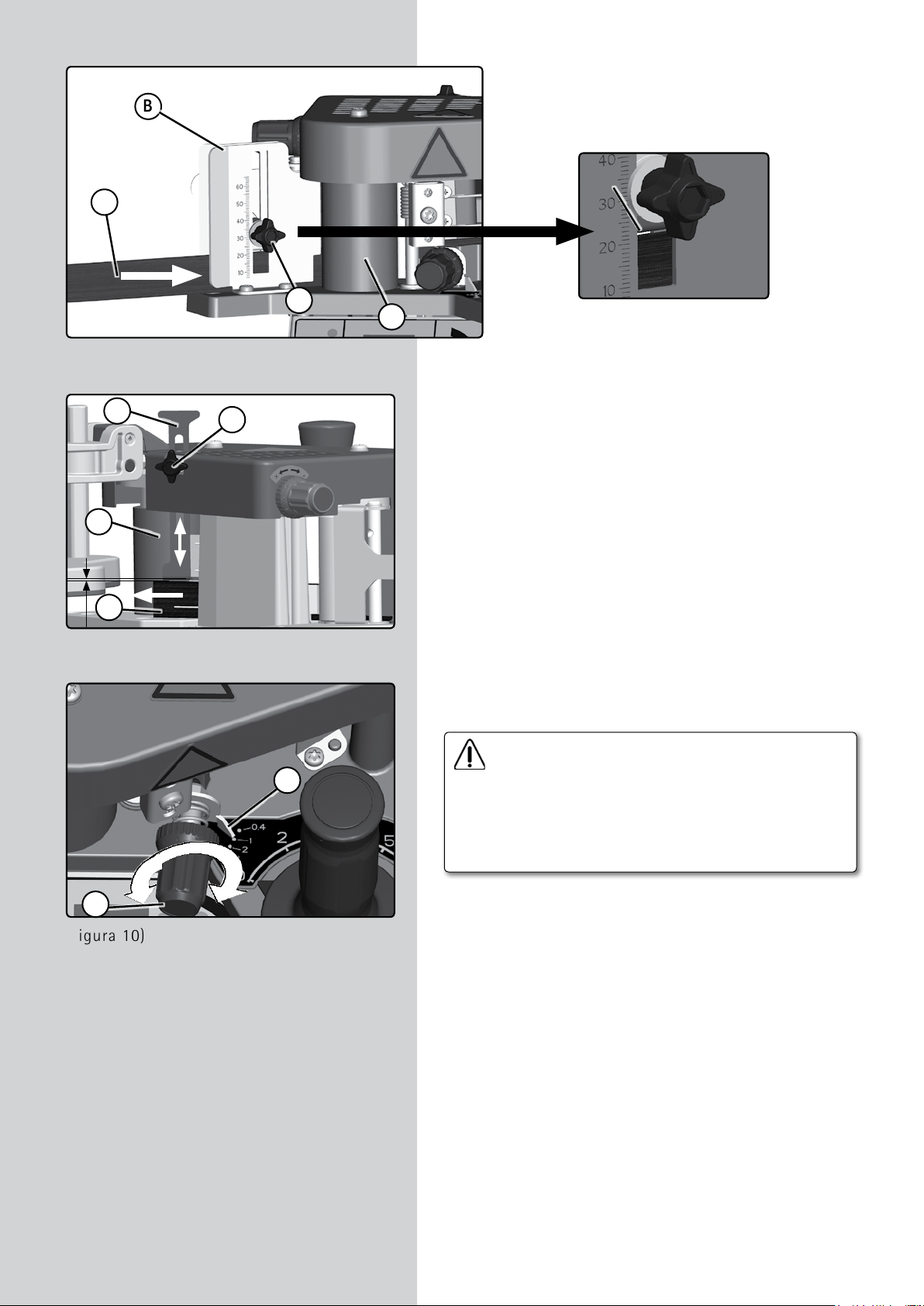
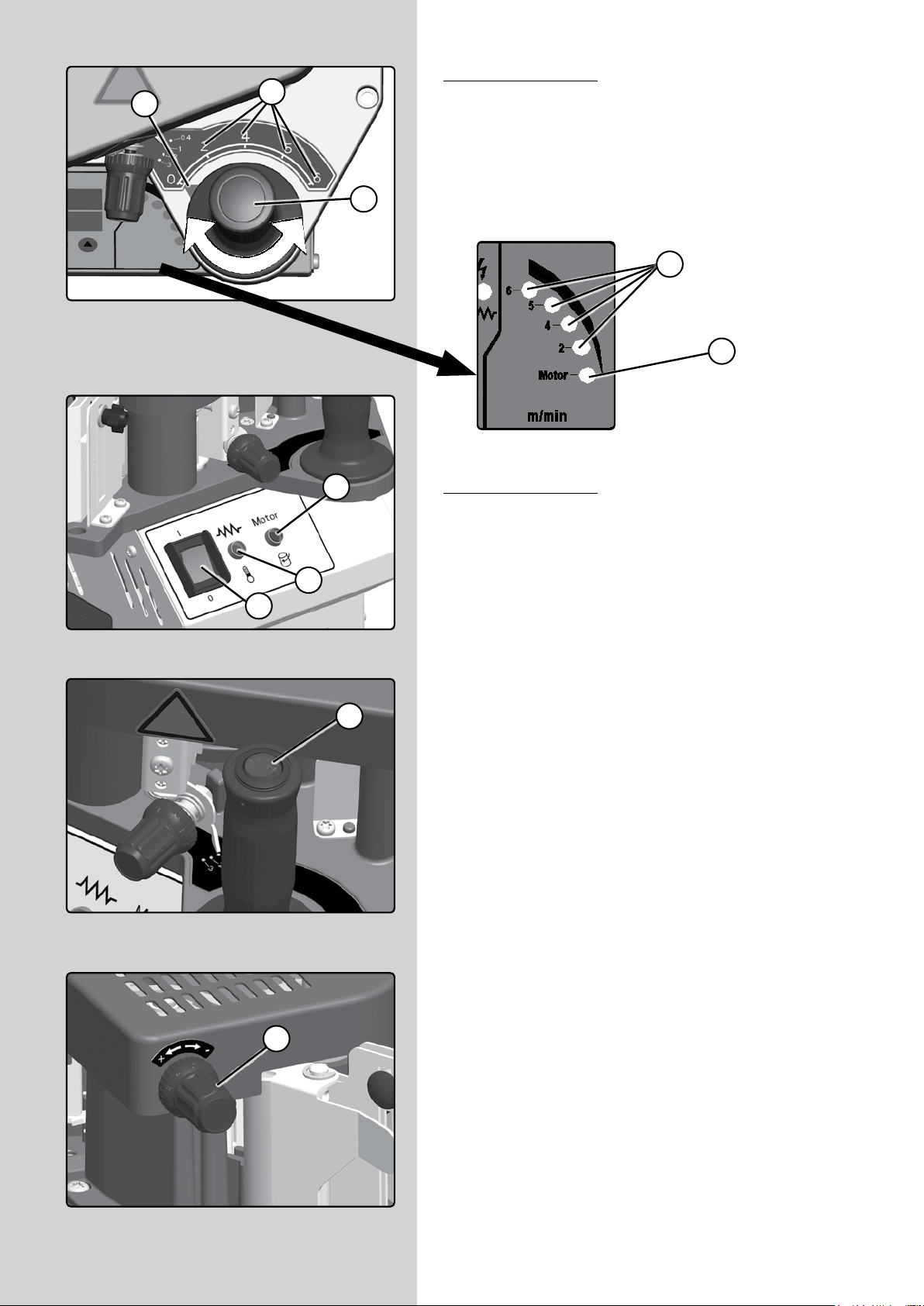
8.3 Ajuste del prensor del canto
Para regular la presión de encolado del canto, debe situarse
el índice A (Fig. 10) al grueso de canto que corresponda, mediante el pomo B. Si utiliza cantos muy rígidos y precisa de
mas presión sobre el canto, por ejemplo canto de 3 mm en
A
PVC, puede situar el índice a 2 o 2,5. Nunca sitúe el índice por
encima del grueso del canto, es muy probable que éste no se
impregne bien de cola y realice el trabajo con mala calidad.
B
(Figura 10)
B
(Figura 11)
D
H
Máx. 10°
G
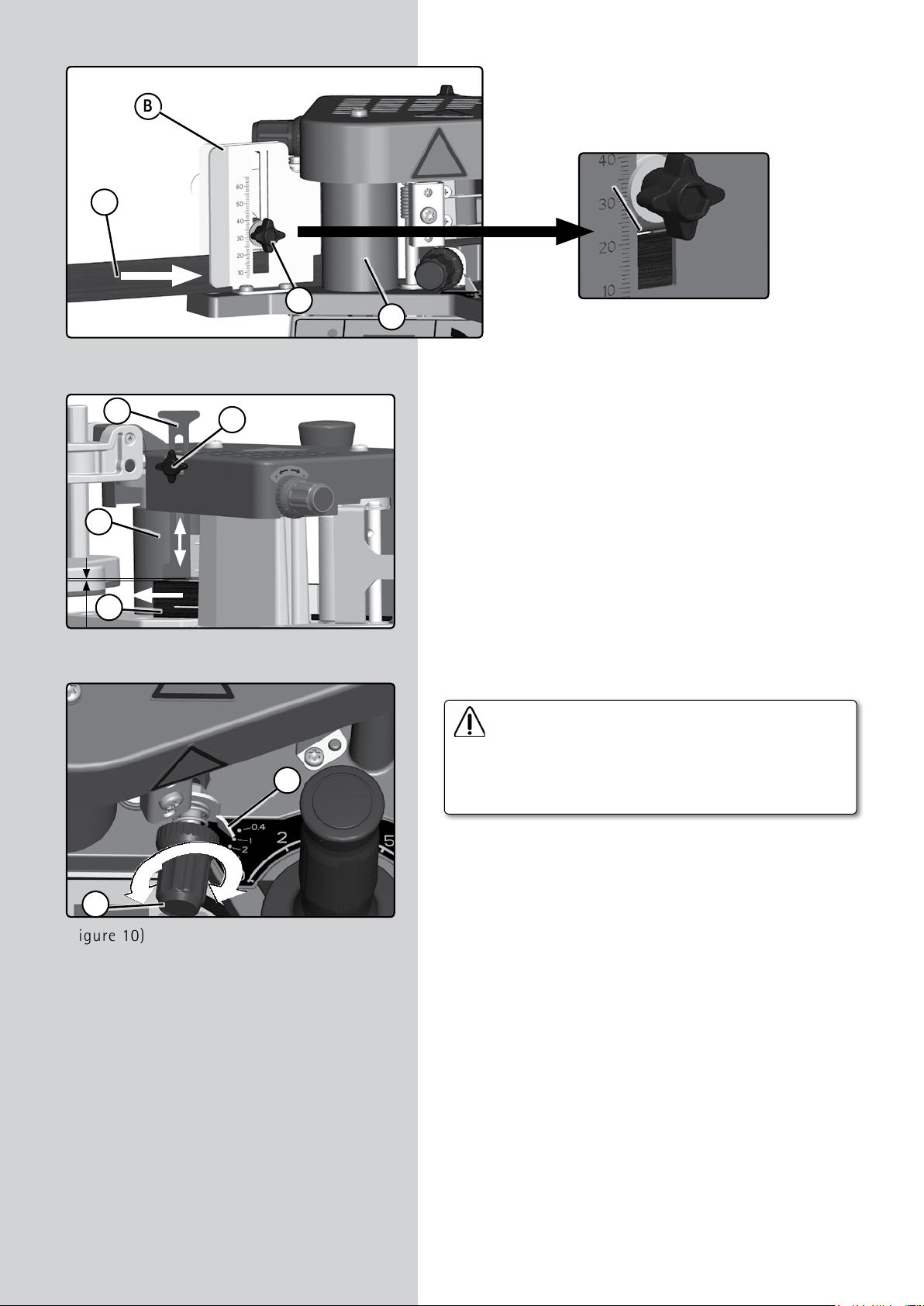
8.4 Ajuste plato guía inclinado
Monte el plato guía C (Fig. 11) en el soporte E y fíjelo con la
manecilla F.
F
E
Debe ajustarse la altura del plato guía C de acuerdo al grueso e
inclinación de la pieza a cantear A. Para ello afloje la manecilla
C
F y el tornillo G con ayuda de la llave de servicio B y ajuste
la altura y el ángulo (máx. 10º de inclinación) del plato guía
C, del modo que el tablero este por encima de la base H de la
máquina entre 1,5 - 2 mm. No se fije en la escala milimetrada,
ésta solo sirve para ajustar paneles a 90º.
I
A
Es muy importante que cuando realice este tipo
de trabajos, no llene en exceso el deposito (es recomendable que el deposito este a la mitad de su
capacidad) ya que corre el riesgo de que rebose la
cola y provoque daños irreparables.
A
9. MÁQUINA CALIENTE
AJUSTES DE LA MÁQUINA CON LA COLA FUNDIDA
(Figura 15)
8 - PEB200-PEB250 / Manual de instrucciones
9.1 Regulación del caudal de cola
Con ayuda del pomo de regulación del caudal A (Fig. 15), puede
controlar la cantidad de cola que será aplicada sobre el canto.
Proceda del siguiente modo:
Page 9
(Figura 14)
En el modelo PEB250:
B
C
En cuanto la máquina se haya calentado y el granulado se
haya fundido, oirá un “Bip” “Bip”. Gire ahora el mando A (Fig.
14) a la posición nº6 y el rodillo encolador empezará a girar a
su máxima velocidad.
A
D
E
(Figura 16-1)
(Figura 16-2)
C
En el modelo PEB200:
En cuanto la máquina se haya calentado y el granulado se
haya fundido, se encenderá el Led C (Fig. 16-1). Presione en
interruptor A (Fig. 16-2) y el rodillo encolador empezará a girar.
B
A
Para comprobar que la cantidad de cola que se deposita sobre
el canto es la correcta, prepare una tira del canto que va a usar
de aproximadamente 1 metro de longitud.
Gire el pomo de regulación del caudal de cola A (Fig. 15), en
el sentido de las agujas del reloj, hasta el tope de la posición
“-” (mínimo caudal).
A
(Figura 15)
A
PEB200-PEB250 / Manual de instrucciones - 9
Page 10
A
(Figura 8)
B
C
E
B
D
A
0,5 mm
(Figura 9)
C
Pase la tira que ha preparado anteriormente a través de la guía
entrada B (Fig. 8). Ajuste la altura del canto con el pomo C (Fig.
8) hasta el rodillo de alimentación E (Fig. 8). Ajuste el prensor
del canto B (Fig. 10), al grueso que corresponda, girando el
pomo B (Fig. 10), y ajuste finalmente el paso a la salida del
cantos B (Fig. 9) con el pomo C (Fig. 9).
Gire ahora lentamente el pomo de regulación del caudal de
cola A (Fig. 15), en sentido contrario al de las agujas del reloj,
para abrir el paso de cola hasta aproximadamente ½ vuelta
hacia “+”. Desplace el canto hacia adelante para que lo coja el
rodillo de alimentación E (Fig. 8) y compruebe a su salida que
el canto esté bien encolado y de forma uniforme, o ajuste de
nuevo la cantidad de cola con el pomo de regulación A (Fig. 15).
Por regla general, sólo necesitará realizar este ajuste una sola vez.
El pomo de regulación A (Fig. 15) no debe regularse
después de que la máquina se haya enfriado. El pomo
A
de regulación A (Fig. 15) sólo puede accionarse:
PEB250- Después de oir la señal acústica Bip-Bip,
y en la PEB200- Cuando esté encendido el Led C
(Fig. 16-1).
B
(Figura 10)
10 - PEB200-PEB250 / Manual de instrucciones
Con el depósito de cola lleno, podrá encolar aproximadamente
unos 35 m lineales con canto de 25 mm de altura, o unos 15
m con canto de 62 mm.
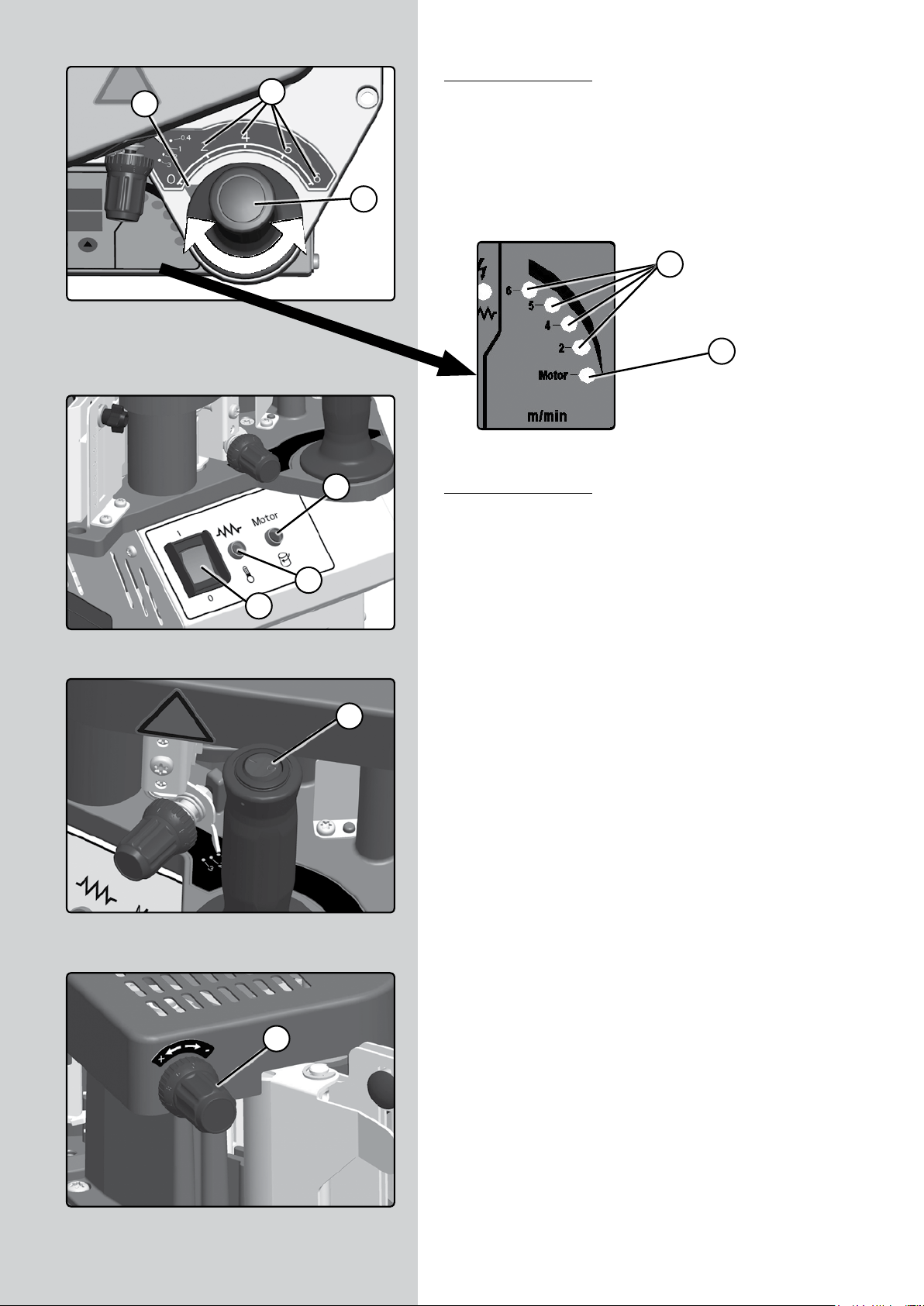
9.2 Regulación de la velocidad de encolado. (SOLO PEB250)
Con un simple giro del mando, puede regular la velocidad
mientras sigue aplacando. Sin detenerse.
Para cambiar de velocidad debe girar la empuñadura A (Fig. 14)
hasta situar el índice C (Fig. 14) a la velocidad que necesite. El
índice C indica la velocidad en m/min, (2-4-5-6).
La máxima velocidad se recomienda para trabajos lineales
y con canto bajo. La mínima velocidad se recomienda para
formas redondas con radios interiores pequeños y también
para cantos altos.
Page 11
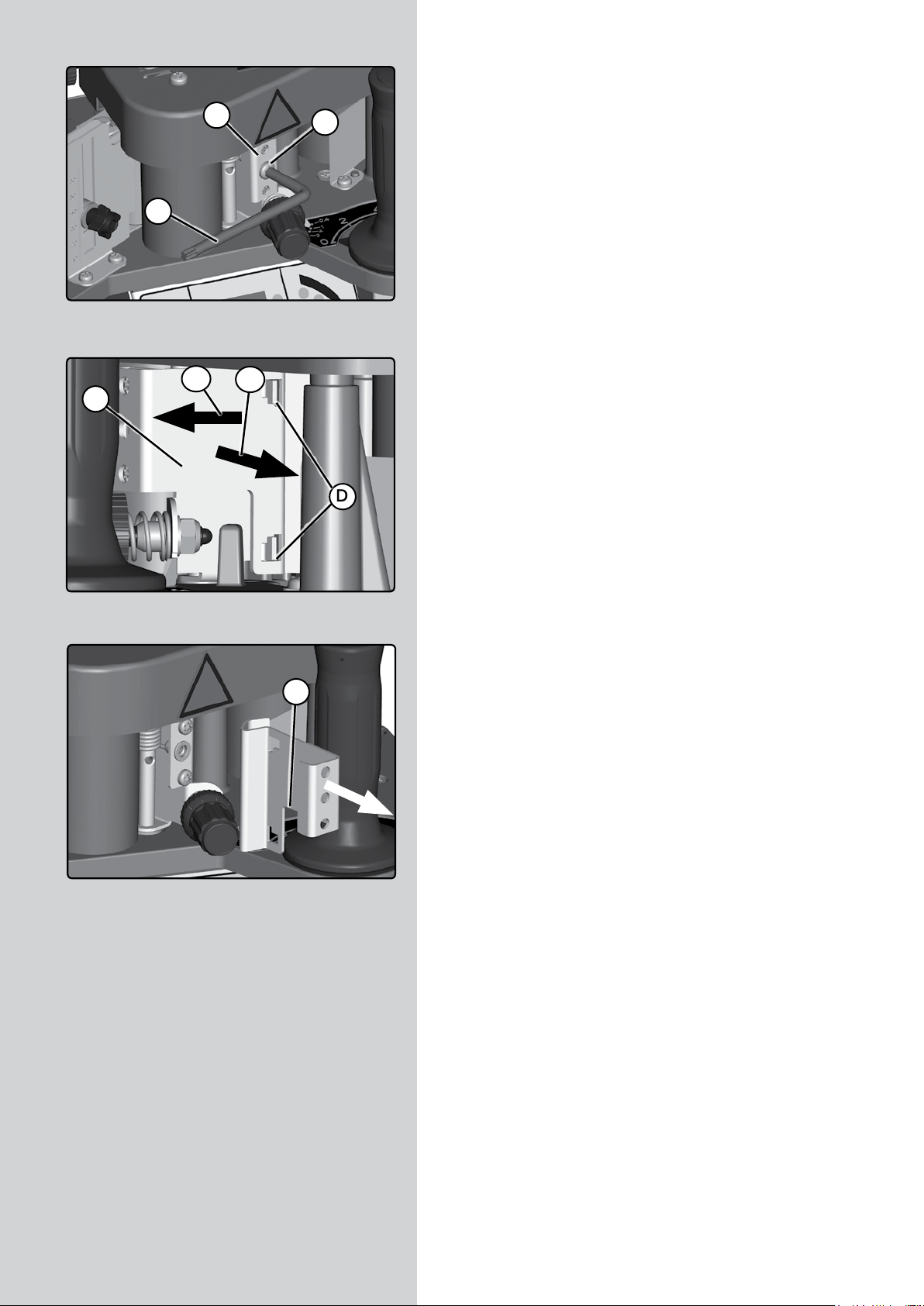
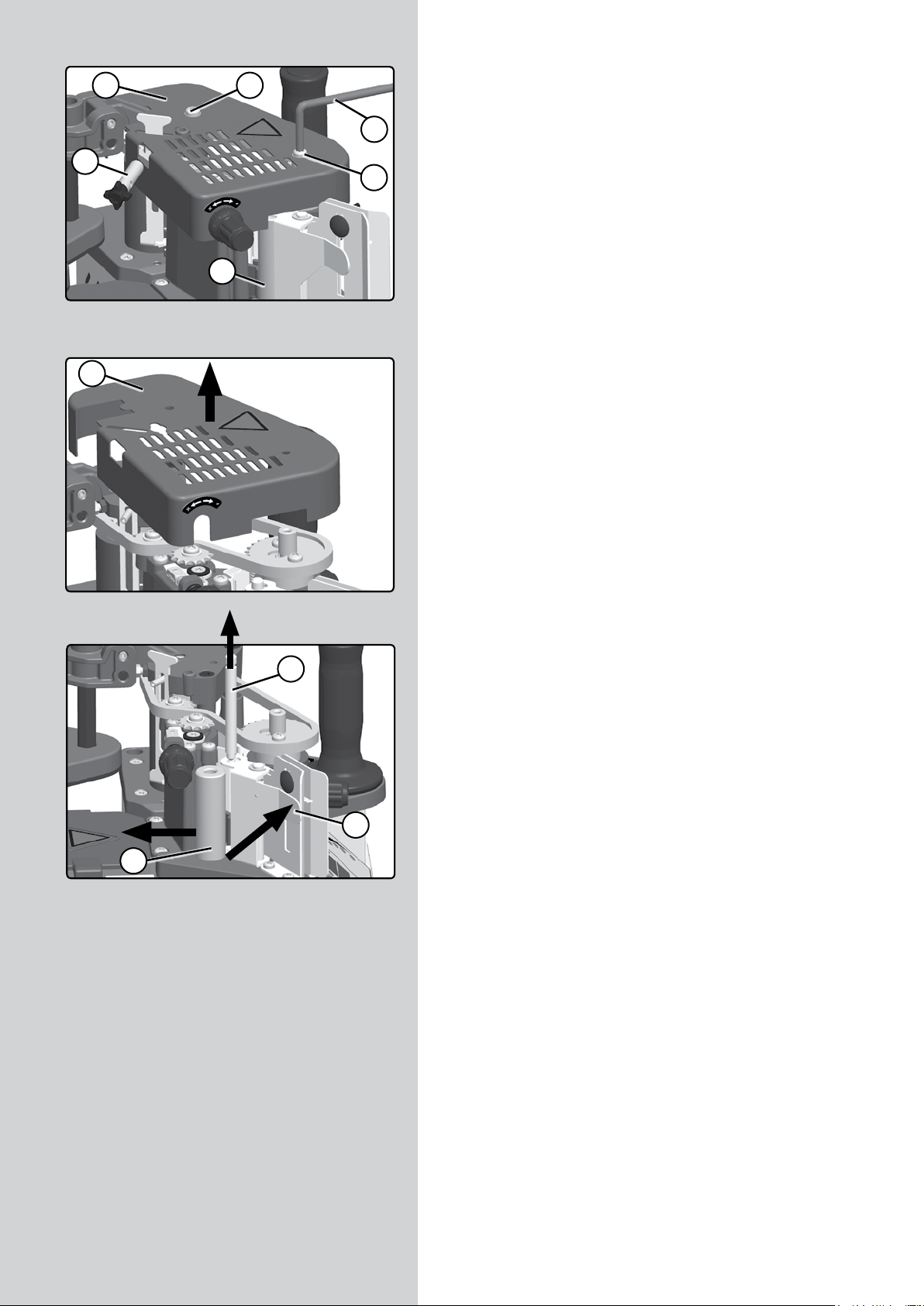
B
(Figura 12)
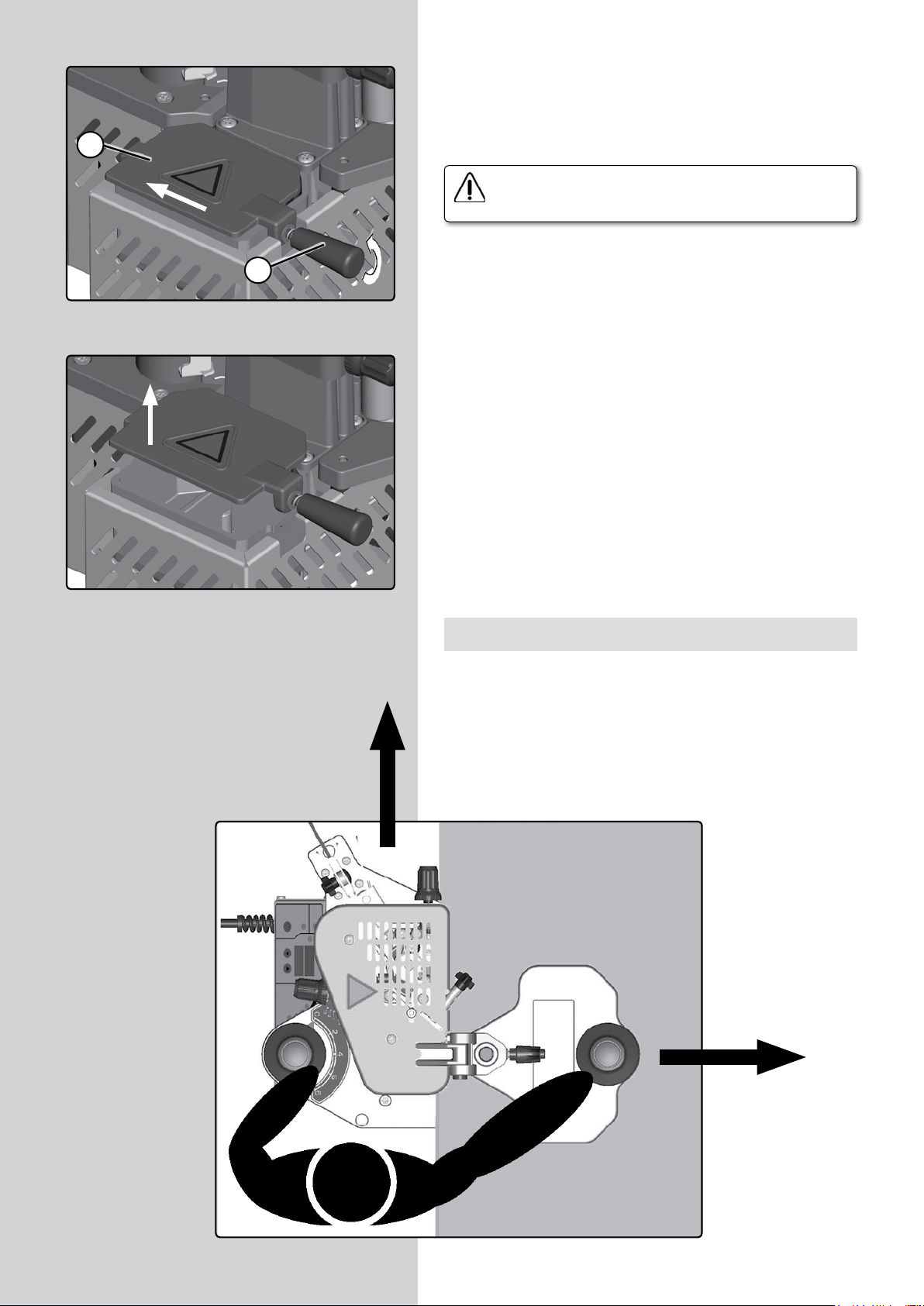
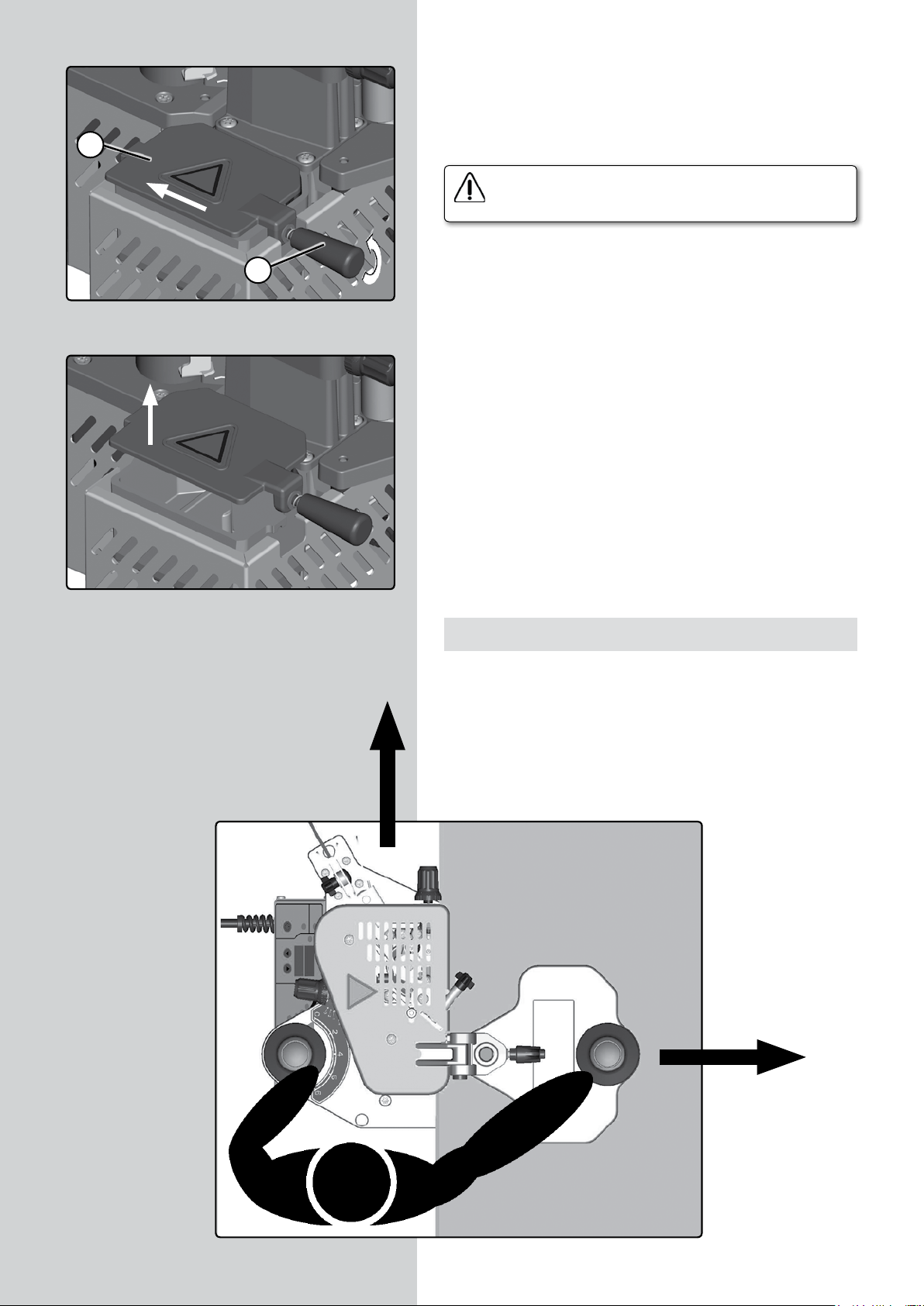
Extracción de la tapa del depósito de cola
Desenrosque unas tres vueltas el pomo A (Fig. 12), desplace la
tapa hacia delante hasta desencajar la del depósito y levántela
hacia arriba (Fig. 13), para extraerla.
Esta operación siempre deberá realizarse con la
máquina caliente.
A
(Figura 13)
10. FUNCIONAMIENTO DE LA MÁQUINA
10.1 PEB200
10.1.1 Aplacado de cantos con la PEB200
Preste atención a las normas de seguridad.
Siempre se debe encolar en el sentido de las agujas del reloj
(Fig. 26).
(Figura 26)
PEB200-PEB250 / Manual de instrucciones - 11
Page 12
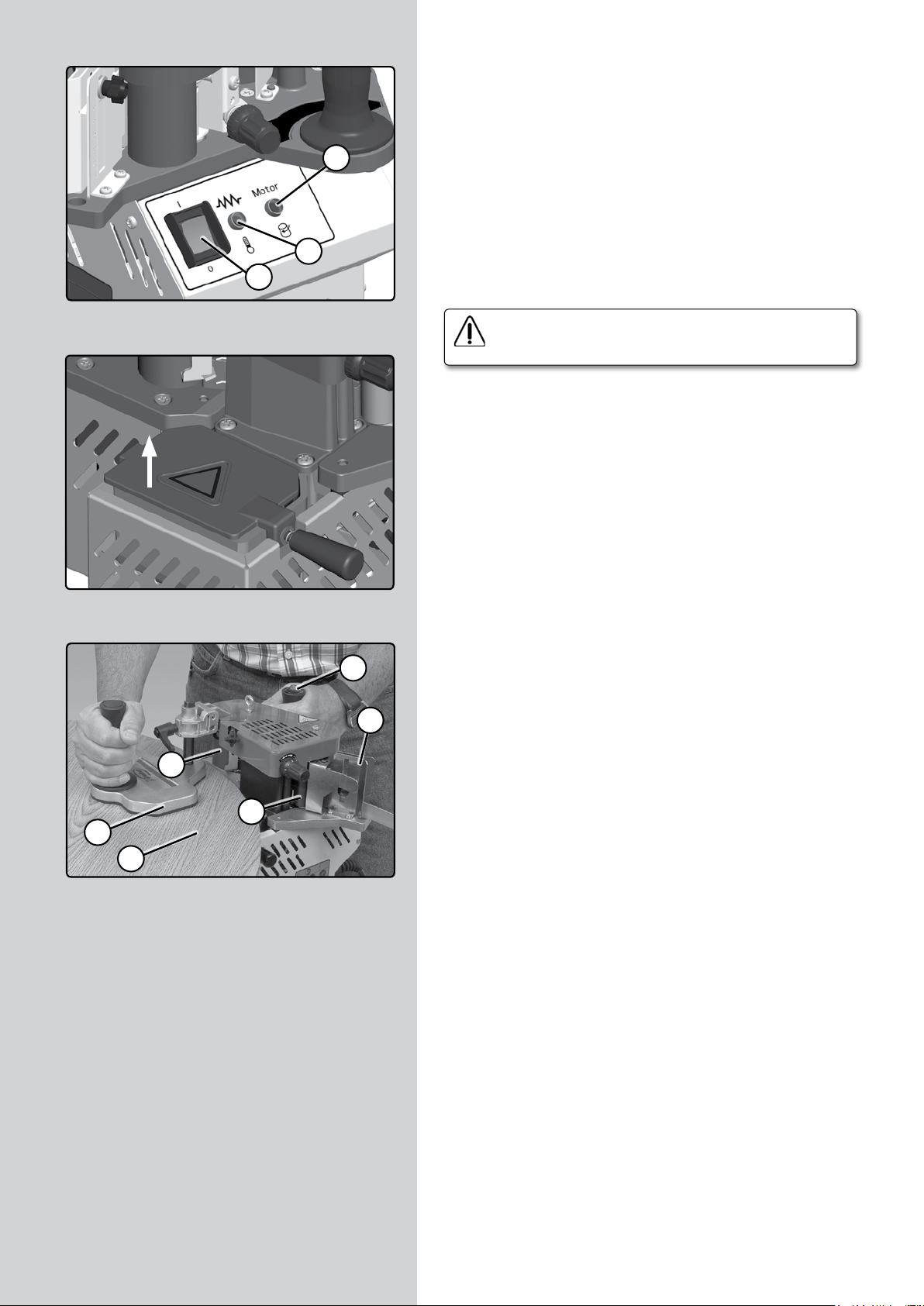
Ponga en marcha el interruptor principal A (Fig. 16-1).
Cuando la cola haya alcanzado la temperatura de 150ºC (302ºF),
se iluminará el led C (Fig. 16-1). Esta fase de calentamiento
C
puede durar de 5 a 8 minutos, dependiendo del estado y la
cantidad del granulado. Tras este periodo de tiempo, pueden
encolarse sólo piezas de poca extensión.
Para encolar piezas mayores, o encolar piezas en serie deberá
esperar hasta transcurridos unos 20 minutos, para que todo
B
A
el granulado se haya fundido. (Abra la tapa B (Fig. 12) y compruébelo).
(Figura 16-1)
(Figura 12)
A
B
Asegúrese que ha realizado todos los ajustes de los
puntos 8 y 9 antes de continuar.
D
A continuación, coloque el plato guía A (Fig. 27) sobre la pieza
a cantear B (Fig. 27) y acerque el rodillo de presión C (Fig. 27)
E
a la pieza sin tocarla.
Sujete la máquina con la mano derecha sobre la pieza y ac-
C
cione el interruptor de avance D (Fig. 27) de la empuñadura
de la mano izquierda. Espere 2 ó 3 segundos y dirija el canto
F
con la mano izquierda a través de las guías E (Fig. 27), hasta el
rodillo de avance F (Fig. 27). El canto será transportado automáticamente hasta salir sobre el rodillo de presión C (Fig. 27).
(Figura 27)
12 - PEB200-PEB250 / Manual de instrucciones
Cuando aparezca el canto entre el panel y el rodillo de presión
C (Fig. 27) dejar pasar unos 2 cm de canto respecto al panel,
y presione el rodillo C contra el canto y el panel, (Fig. 26) el
canto se pegará y el movimiento de giro del rodillo de presión,
moverá la máquina hacia adelante (Fig. 26) de forma continua
y regular, a una velocidad entre 3,6 y 4 metros/minuto hasta
el fin del canto.
No intente ir más deprisa, mantenga una presión regular sobre
el rodillo de presión y déjese llevar a su velocidad.
Page 13
B
A
(Figura 16-3)
En caso de atascamiento de un canto, éste debe
sacarse siempre en el sentido del avance. No retire
nunca el canto hacia atrás, ya que el rodillo de presión
y el rodillo de alimentación se ensuciarán al entrar
en contacto con la cola. (Si esto sucede ver apartado
12. Limpieza y mantenimiento).
Para acostumbrarse a trabajar con la PEB200 le recomendamos encole algunas piezas de muestra que le familiarizarán
con su manejo.
Le aconsejamos también que controle y rellene regularmente
el depósito de cola.
10.2 PEB250
K
G
FEH
J
10.2.1 Aplacado de cantos con la PEB250
Preste atención a las normas de seguridad.
Siempre se debe encolar en el sentido de las agujas del reloj.
(Fig. 26)
Cuando conecte la máquina a la corriente, en la pantalla F (Fig.
16-3) aparece la palabra OFF y en la pantalla inferior E (Fig.
16-3), F100, que indica que el programa esta cargado. Pasados
unos segundos las pantallas se apagarán.
Ponga en marcha el interruptor principal A (Fig. 16-3), en la
I
pantalla F aparece el valor de la temperatura real del deposito
de cola y en la pantalla E, el valor de la temperatura a la que
se quiere calentar. También se enciende el led de color blanco
C D
B, que indica que esta en marcha (ON) y el led verde H, que
indica la llegada de corriente a las resistencias.
B
(Figura 12)
Por mediación de los cursores C y D (Fig. 16-3) seleccionar la
temperatura de trabajo deseada. Esta temperatura se puede
regular desde 120ºC (248ºF) hasta 200ºC (392ºF). Dependerá
de la cola que se utilice. (Ver datos del fabricante de la cola).
Cuando el display F marca 115ºC (239ºF) pasados 10 segundos,
se enciende el led de color verde I (Fig. 16-3) el cual indica
que ya se puede poner en marcha el motor por mediación de
la empuñadura A (Fig. 14). Al girar la empuñadura en sentido
de la agujas del reloj, a mayor número se irá incrementando
la velocidad del motor. Los números indican la velocidad de
encolado en m/min.
Cuando la cola alcance la temperatura seleccionada, menos
5ºC (41ºF), escuchará un doble “Bip” y simultáneamente se
encenderá el led verde G, (Fig. 16-3), indicando que ya puede
empezar a trabajar. Esta fase de calentamiento puede durar
entre 5 y 8 minutos, dependiendo de la temperatura prefijada, la temperatura ambiente y del estado y la cantidad del
granulado. Tras este periodo de tiempo, pueden encolarse sólo
piezas de poca extensión.
A
Para encolar piezas mayores, o encolar piezas en serie deberá
esperar hasta transcurridos unos 20 minutos, para que todo
el granulado se haya fundido. (Abra la tapa B (Fig. 12) y compruébelo).
PEB200-PEB250 / Manual de instrucciones - 13
Page 14
D
Asegúrese que ha realizado todos los ajustes de los
puntos 8 y 9 antes de continuar.
A
B
(Figura 27)
E
A continuación, coloque el plato guía A (Fig. 27) sobre la pieza
C
F
a cantear B (Fig. 27) y acerque el rodillo de presión C (Fig. 27)
a la pieza sin tocarla.
Sujete la máquina con la mano derecha sobre la pieza y dirija
el canto con la mano izquierda a través de las guías E (Fig. 27)
hasta el rodillo de avance F (Fig. 27). El canto será transportado automáticamente hasta salir sobre el rodillo de presión
C (Fig. 27).
Cuando aparezca el canto entre el panel y el rodillo de presión
C (Fig. 27) dejar pasar unos 2 cm de canto respecto al panel,
y presione el rodillo C (Fig. 27) contra el canto y el panel, (Fig.
(Figura 26)
B
C
(Figura 14)
14 - PEB200-PEB250 / Manual de instrucciones
26) el canto se pegará y el movimiento de giro del rodillo de
presión, moverá la máquina hacia adelante (Fig. 26) de forma
continua y regular, a una velocidad que podrá variar de entre
2 y 6 metros/minuto según la dificultad de la pieza, que podrá
seleccionar mediante la empuñadura A (Fig. 14). La velocidad
seleccionada quedará marcada con el led de color amarillo
A
correspondiente D (Fig. 14).
D
E
Page 15
B
A
(Figura 16-3)
No intente ir más deprisa, mantenga una presión regular sobre
el rodillo de presión y déjese llevar a su velocidad.
En caso de atascamiento de un canto, éste debe
sacarse siempre en el sentido del avance. No retire
nunca el canto hacia atrás, ya que el rodillo de presión
y el rodillo de alimentación se ensuciarán al entrar
en contacto con la cola.
Para acostumbrarse a trabajar con la PEB250 le recomendamos encole algunas piezas de muestra que le familiarizarán
con su manejo.
Le aconsejamos también que controle y rellene regularmente
K
G
FEH
J
el depósito de cola.
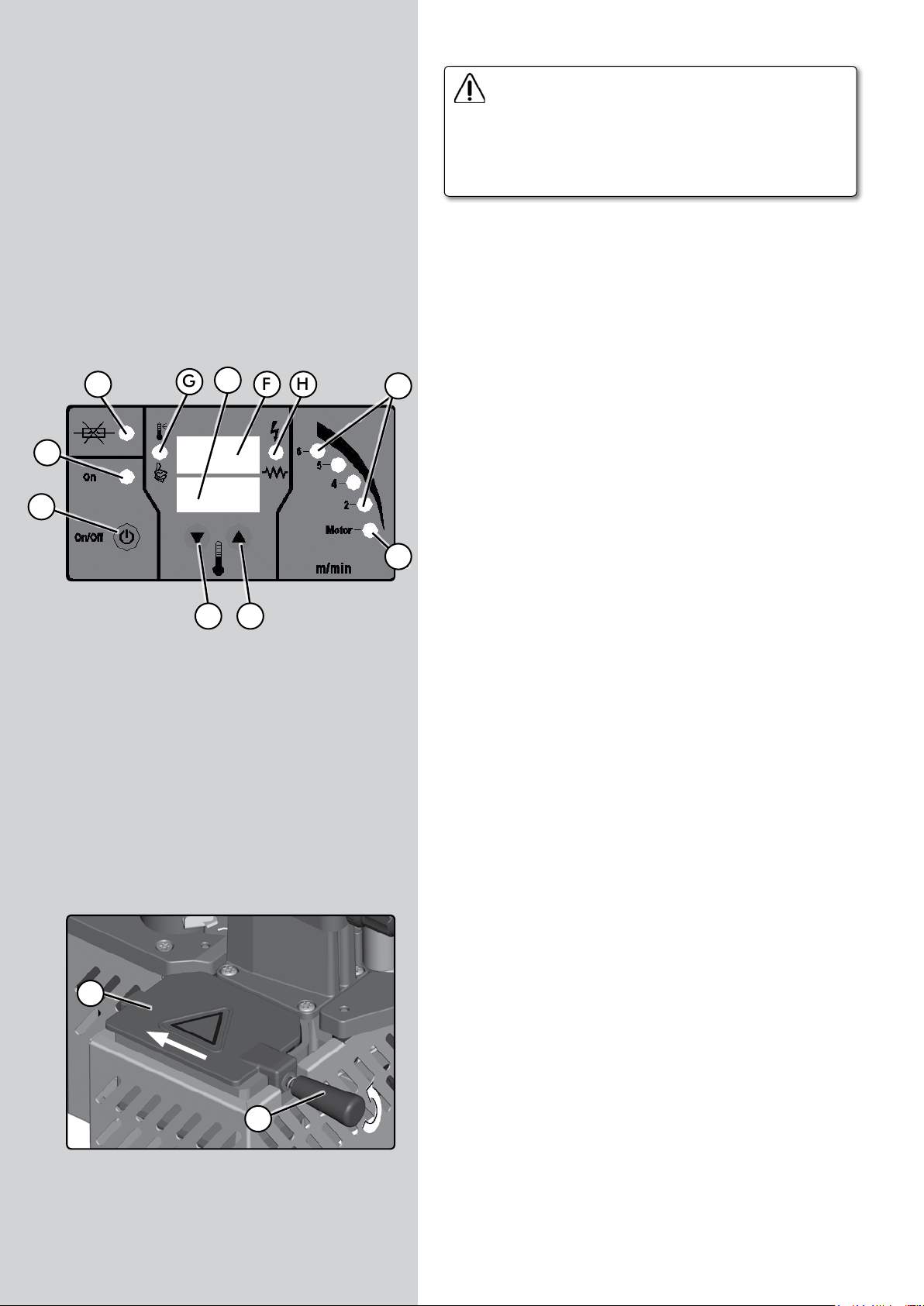
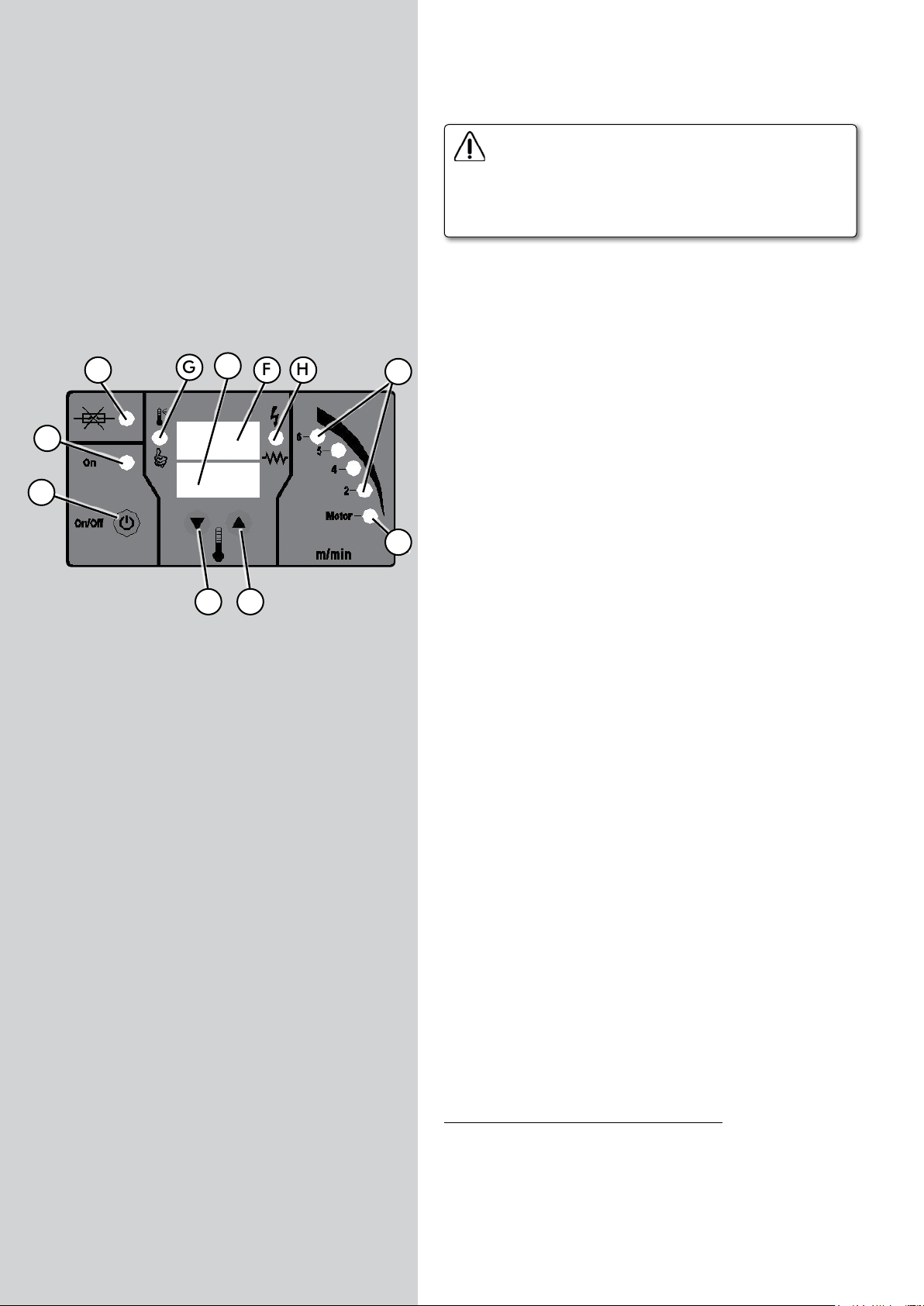
10.2.2 Funciones e indicadores del Panel de mandos (Fig.
16-3)
A - Interruptor general.
Conecta en posición on y desconecta en posición off, la alimentación eléctrica de la máquina.
También con una pulsación se eliminan todos los avisos y errores .
Manteniéndolo pulsado 2 segundos se desconecta la máquina,
I
aparece en la pantalla F la palabra OFF.
B - Led de color blanco.
Indica que está accionado el interruptor general en posición ON.
C D
C - Pulsador descendente para la selección de la temperatura.
Pulsándolo la temperatura desciende.
D - Pulsador ascendente para la selección de la temperatura.
Pulsándolo la temperatura asciende.
E - Temperatura seleccionada. Muestra la temperatura seleccionada para trabajar. También se muestran las alarmas de
seguridad y los avisos de mantenimiento.
F - Lectura real de la temperatura. Informa de la temperatura
real de la cola en cada momento.
G - Led (color verde) indicador del estado de la máquina.
Mientras se está calentando la cola el led permanece apagado.
Cuando llega a la temperatura fijada en la pantalla F menos
5ºC (41ºF), se escucha un doble Bip y se enciende el led.
H - Led (color verde). Las resistencias que calientan el deposito
de cola funcionan de modo intermitente. El led permanece
encendido cuando las resistencias reciben corriente.
I - Led (color verde). Indicador de que el motor puede ponerse
en marcha para que la cola empiece a subir por el rodillo encolador. El led se enciende cuando la temperatura de la cola
alcanza los 110ºC (230ºF).
J - Leds (color amarillo) indicadores de la velocidad de trabajo.
Cuando se cambia la velocidad de trabajo, quedará reflejado
en el led correspondiente.
K- Led (color rojo) indicador de que se ha fundido el fusible K
(Fig. 16-3) de la máquina.
Cambio de escala de temperatura ºC – ºF: Para cambiar la escala de temperaturas de ºC a ºF ó viceversa, deberá mantener
pulsados los pulsadores C y D (Fig. 16-3), mientras enchufa el
cable de la máquina a la toma de corriente. Volverá a cambiar
de escala cada vez que repita esta operación.
PEB200-PEB250 / Manual de instrucciones - 15
Page 16
(Figura 17)
B
A
(Figura 16-3)
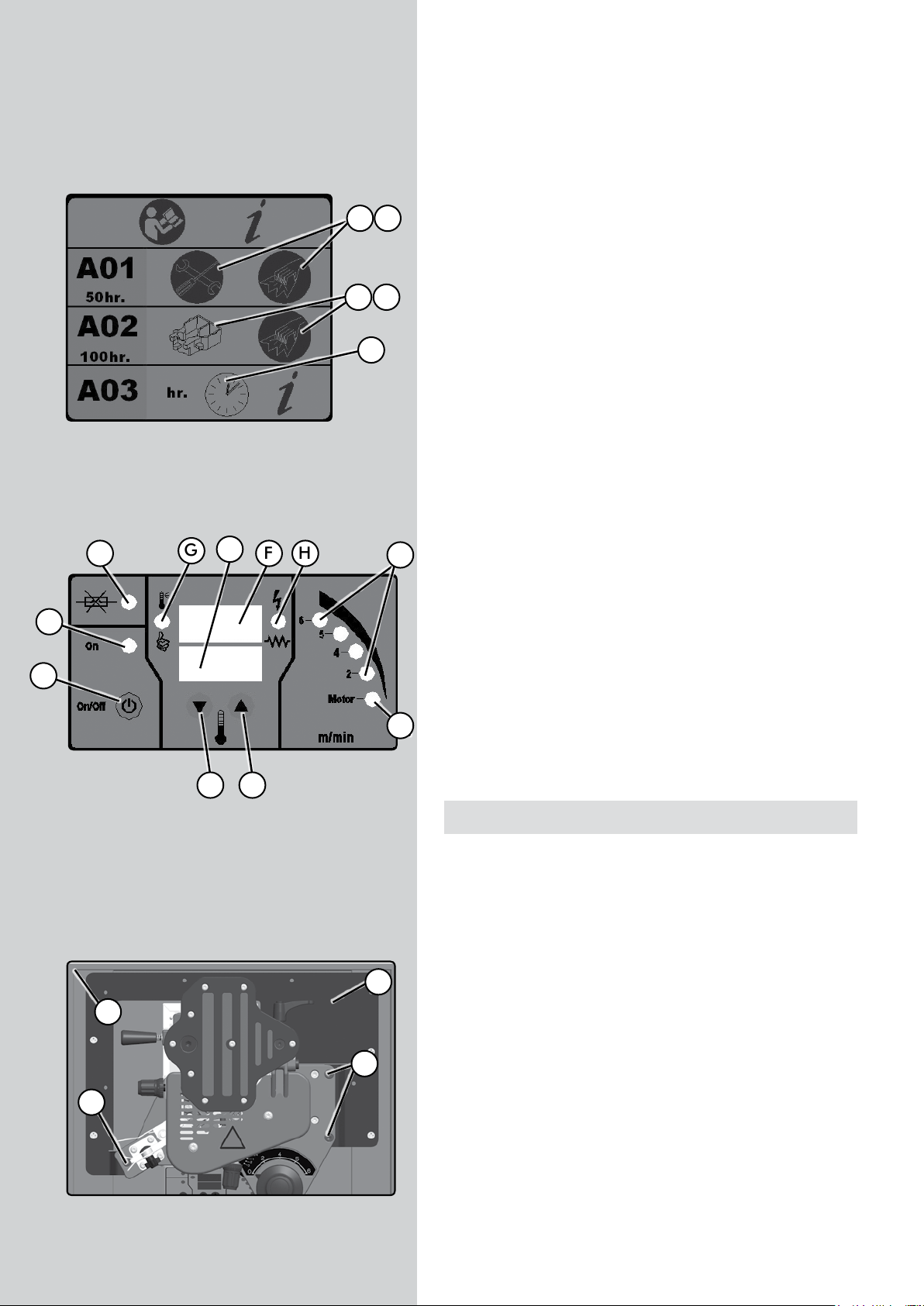
10.2.3 Avisos de seguridad
er1: Limite de temperatura máxima: La máquina tiene un
dispositivo interno que no permite que ascienda más de 220ºC
(428ºF). Si esto sucede aparece en la pantalla el mensaje er1. Si
este error persiste deberá ponerse en contacto con el servicio
técnico oficial para reparar la avería.
er2: Calentamiento lento de la cola: Cuando aparece este
A B
error es por que la máquina calienta más lentamente de lo
previsto, normalmente es debido a que hay alguna resistencia
de la máquina fundida. Si este error persiste deberá ponerse en
contacto con el servicio técnico oficial para reparar la avería.
C D
er3: Ausencia de lectura de la temperatura: Aparece este
error cuando la máquina no puede leer la temperatura de la
E
cola, porque la sonda está mal conectada o ha dejado de funcionar. Si este error persiste deberá ponerse en contacto con
el servicio técnico oficial para reparar la avería.
A01: Se mostrará este aviso cuando hayan transcurrido 50
horas de funcionamiento continuo. Las figuras A y B de la
(Fig. 17), indican que se ha de hacer una limpieza general de
la máquina y mantenimiento de las partes móviles.
A02: Se mostrará este aviso cuando hayan transcurrido 100
horas de funcionamiento continuo. Las figuras C y D de la (Fig.
17), indican la limpieza del deposito de cola.
K
G
FEH
J
A03: Se mostrará el tiempo en horas y minutos que ha estado
en marcha la máquina. Para ver el tiempo dejar la máquina
en off y presionar uno de los dos pulsadores C o D (Fig. 16-3).
Aparecen los minutos en la pantalla E y las horas en la pantalla
F (Fig. 16-3)
Detención automática: A las 2 horas de poner en marcha la
máquina, ésta se detendrá automáticamente. Si desea seguir
trabajando, bastará con que ponga de nuevo la máquina en
marcha.
I
Borrado de avisos: Para eliminar todos los avisos de seguridad, bastará con pulsar el interruptor general A (Fig. 16-3)
una sola vez.
C D
A
B
(Figura 1)
16 - PEB200-PEB250 / Manual de instrucciones
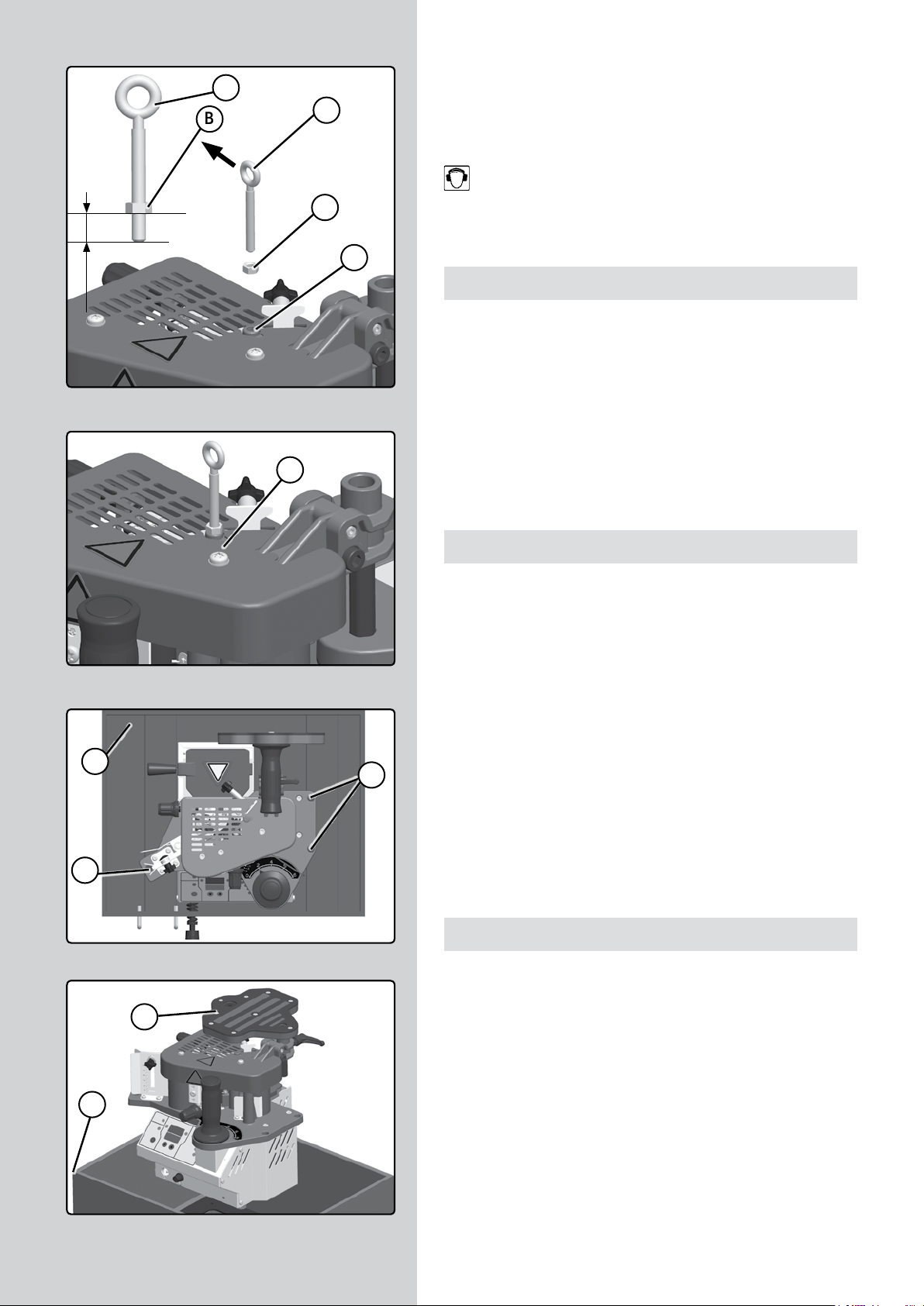
11. USO ESTACIONARIO
Su encoladora portátil PEB200/PEB250 puede transformarse
en una encoladora de cola caliente de sobremesa, si la monta
en la mesa MEB250 (accesorio opcional).
Montar la PEB200/PEB250 en la mesa, es algo tan sencillo
como introducirla en su interior y sujetarla con los 3 tornillos
que se incluyen con ella.
C
La mesa MEB250 dispone de un rodillo de presión auxiliar; guías
de apoyo para el tablero a la entrada y a la salida; una guía
de apoyo posterior extensible hasta 500 mm, y de un prensor
desmontable, para el aplacado de piezas rectas.
B
Con ella puede aplacar piezas rectas de un modo muy práctico y
sencillo y también puede aplacar sobre la mesa piezas redondas
o con formas, de dimensión reducida.
También puede convertir su encoladora portátil PEB200/
PEB250, con la ayuda de la plantilla C (Fig. 1), en una máquina
estacionaria, si usted se fabrica su propia mesa auxiliar.
Page 17
12. MANTENIMIENTO Y LIMPIEZA
Fusible: La máquina provista de un fusible de protección C,
(Fig. 24). En caso de avería substituya el fusible dañado por
E
uno de las mismas características: Fusible de tipo F, de 4A para
230V, ó de 8A a 110V.
Todo el calderín de cola incluido el depósito y la base sobre la
que circula el canto, llevan un recubrimiento anti-adherente
de teflón, para que su limpieza sea más rápida y sencilla. Nunca
utilice materiales metálicos o abrasivos para la limpieza de la
A
máquina, dañaría el recubrimiento antiadherente.
F
B
(Figura 25)
A
C
D
Los excedentes de cola deben retirarse cuando
sea necesario.
Asegúrese de que la máquina se encuentra desconectada del circuito eléctrico y se ha enfriado
C
por completo antes de llevar a cabo cualquiera
de las siguientes tarea de mantenimiento.
Guía salida canto A y resortes guía canto B (Fig. 25): Retire
los restos de cola con un trapo con disolvente.
Rodillos silicona A y B (Fig. 24): Límpielos con un trapo con
disolvente.
Escuadra C (Fig. 25): Limpie los excesos de cola con una
espátula de madera.
Tapa inferior D (Fig. 25): Saque la tapa D (Fig. 25) para retirar la cola que se haya vertido del depósito accidentalmente.
Superficie de salida F (Fig. 25): Retire la cola con una espátula de madera.
No es necesario limpiar los restos de cola que hayan quedado
en el depósito. Cuando la máquina vuelva a utilizarse en tra-
B
bajos posteriores, estos restos se fundirán de nuevo. Si fuera
necesario limpiarlo, utilice una espátula de madera, no utilice
materiales metálicos
Para mantener la máquina en óptimas condiciones y minimizar
las labores de mantenimiento use el anti adherente sin silicona
CANTSPRAY de Virutex.
(Figura 24)
PEB200-PEB250 / Manual de instrucciones - 17
Page 18
(Figura 18-1)
12.1 Limpieza de la guía canto A (Fig. 18)
Si fuera necesario limpiar la guía canto A (Fig. 18-1), desmonte
A
B
el tornillo B (Fig. 18-1) con ayuda de la llave de servicio C.
Primero, tire de la guía canto A (Fig. 18-2) hasta que se libere
de los topes D (Fig. 18-2). Segundo, desplace la guía A hacia
la derecha (Fig. 18-2) y extráigala hacia el exterior (Fig. 18-3).
Limpie la guía y proceda al montaje de la misma de modo inverso.
C
A
(Figura 18-2)
1º
2º
D
A
(Figura 18-3)
18 - PEB200-PEB250 / Manual de instrucciones
Page 19
C
(Figura 19)
A
DB
12.2 Limpieza rodillo presión A (Fig. 19)
Desmonte los tornillos D (Fig. 19) con ayuda de la llave de
servicio E, desenrosque el pomo C y desmonte la cubierta B
E
(Fig. 19) A (Fig. 20).
Presione el soporte A (Fig. 21) con la mano derecha a la vez
D
que con la mano izquierda extrae el eje B (Fig. 21) y el rodillo
C. Limpie el rodillo y proceda al montaje del mismo de modo
inverso.
A
(Figura 20)
C
(Figura 21)
B
A
PEB200-PEB250 / Manual de instrucciones - 19
Page 20
A
B
A
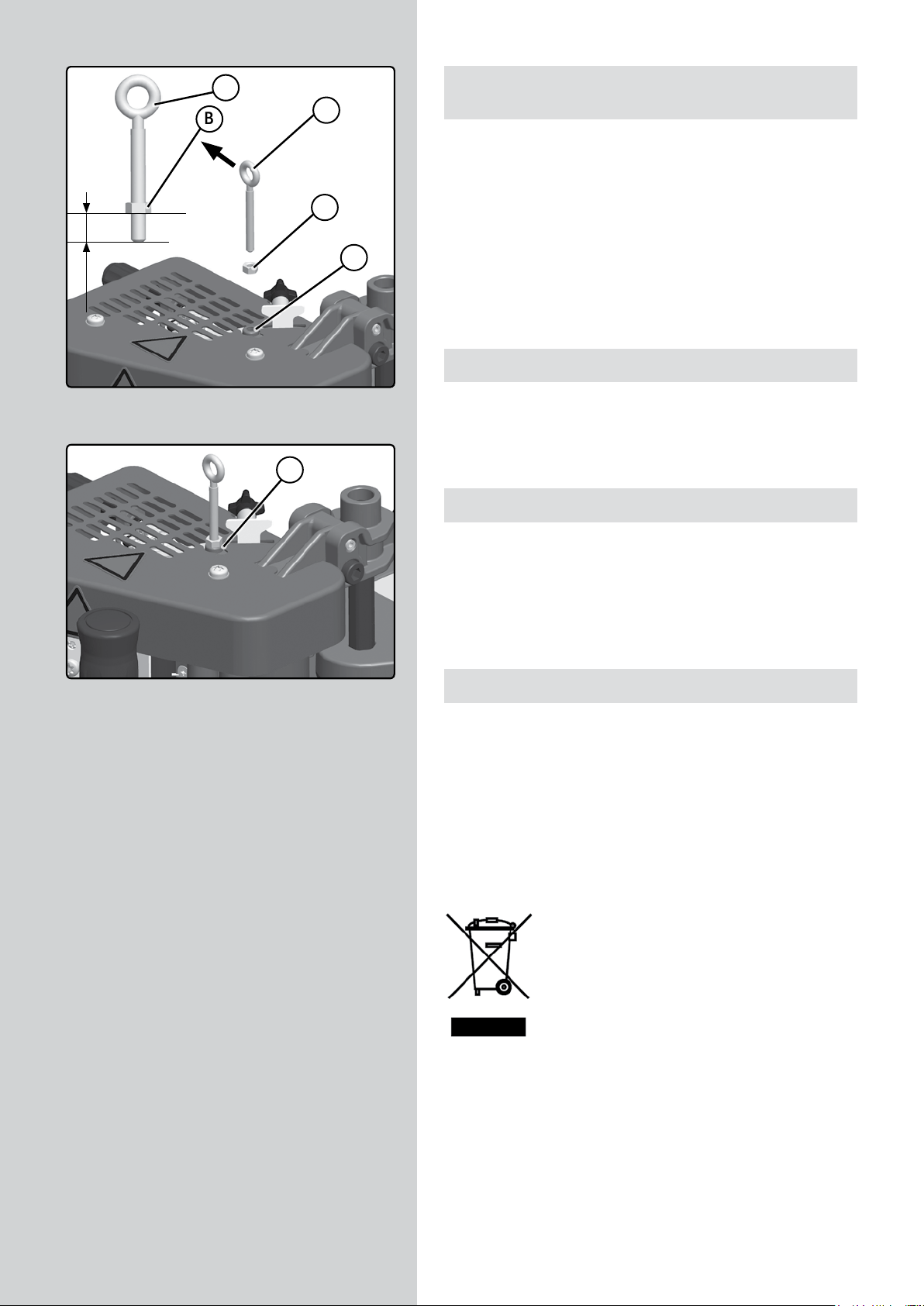
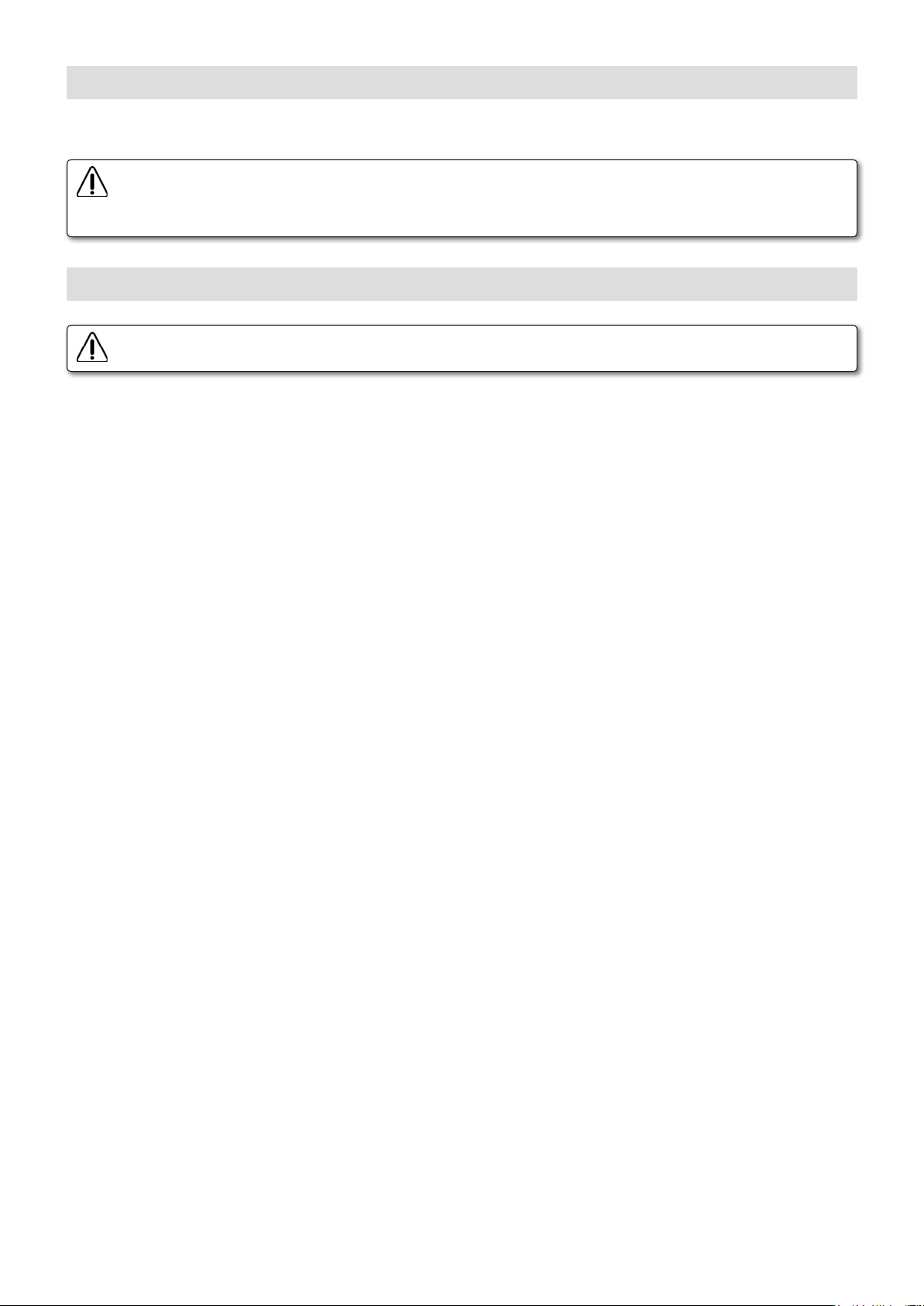
13. ACCESORIO PARA TRABAJOS CON LA MÁQUINA SUSPENDIDA
La máquina va provista con un accesorio para trabajos con la
máquina suspendida. Este accesorio, deberá montarse en el
centro de gravedad A (Fig. 23) de la máquina del siguiente modo:
10 mm (max)
(Figura 22)
B
Sitúe la tuerca B (Fig. 22) a la distancia de 10 mm (aprox.) del
exterior de la anilla A (Fig. 22) e introduzca ambos por media-
C
ción de la anilla en el agujero roscado C (Fig. 22). Cuando haga
tope con la tuerca A (Fig. 23), termine de fijarla por medio de
una llave hexagonal e/c: 8 mm.
A través del orificio de la anilla podrá suspender la máquina.
14. NIVEL DE RUIDO Y VIBRACIONES
Los niveles de ruido y vibraciones de esta herramienta eléctrica han sido medidos de acuerdo con la Norma Europea EN
60745-1 y sirven como base de comparación con máquinas
A
de semejante aplicación.
15. GARANTÍA
Todas las máquinas electroportátiles VIRUTEX, tienen una
garantía válida de 12 meses a partir del día de su suministro,
quedando excluidas todas las manipulaciones o daños ocasionados, por manejos inadecuados o por desgaste natural de la
máquina. Para cualquier reparación, dirigirse al servicio oficial
de asistencia VIRUTEX.
(Figura 23)
16. RECICLAJE DE LAS HERRAMIENTAS ELÉCTRICAS
Nunca tire la herramienta eléctrica con el resto de residuos
domésticos. Recicle las herramientas, accesorios y embalajes de
forma respetuosa con el medio ambiente. Respete la normativa
vigente de su país.
Aplicable en la Unión Europea y en países europeos con
sistemas de recogida selectiva de residuos:
La presencia de esta marca en el producto o en el material
informativo que lo acompaña, indica que al finalizar su vida
útil no deberá eliminarse junto con otros residuos domésticos.
Conforme a la Directiva Europea 2002/96/CE los usuarios
pueden contactar con el establecimiento donde adquirieron
el producto, o con las autoridades locales pertinentes, para
informarse sobre cómo y dónde pueden llevarlo para que sea
sometido a un reciclaje ecológico y seguro.
20 - PEB200-PEB250 / Manual de instrucciones
VIRUTEX se reserva el derecho de modificar sus productos sin
previo aviso.
Page 21
ENGLISH
PEB200/PEB250 HOT MELT MANUAL EDGEBANDER
Read these OPERATING INSTRUCTIONS and the attached GENERAL SAFETY INSTRUCTIONS LEAFLET
carefully before using the machine. Make sure you have understood them before operating the machine.
Keep both sets of instructions for future reference.
1. SAFETY GUIDELINES FOR THIS MACHINE
Not following the safety guidelines may result in serious personal injury.
• Do not touch any moving parts.
• Take care as the machine can get very hot.
• Do not touch hot components.
• Hold the machine with both hands during use.
• Do not lean over the machine when it is hot.
• Make sure there is always enough cable, and do not obstruct the cable when operating the machine.
• Unplug from the mains before making any adjustments, changing accessories or storing the electric tools.
• Check the power cable before starting the machine.
• Do not repair the machine or carry out maintenance work when it is hot.
• Never use the machine close to inflammable or explosive materials.
• Do not work in damp places or in the rain.
• The machine gives off steam.
• Always work in well-ventilated places. Use a face mask if the glue manufacturer so indicates.
• It is essential to read and comply with all the safety measures stated by the manufacturer of the glue that you are
going to use.
PEB200-PEB250 / Operating instructions - 21
Page 22
PEB200
5
4
8
2. TECHNICAL SPECIFICATIONS
2.1 GENERAL DESCRIPTION OF THE MACHINE
This machine has been designed and manufactured to band
straight and curved panels with perpendicular sides. It can also
band sides inclined from 1º to 10º.
The most important parts are:
3
2
PEB200
1 . Adjustable intake guide for the edge
2 . Glue tank cover
3 . Fine glue thickness adjustment
4 . Panel height guide plate
5 . Guide plate adjustment lever
6 . Edge pressure adjustment
7 . Main switch
6
8 . Switch to start the motor
PEB250
1
7
1 . Adjustable intake guide for the edge
2 . Glue tank cover
3 . Fine glue thickness adjustment
4 . Panel height guide plate
5 . Guide plate adjustment lever
PEB250
5
9
4
6
8
6 . Edge pressure adjustment
7 . Main switch
8 . Handle to control the speed of the motor
9 . Edge exit height adjustment
10 . LED indicator for gluing speeds
11 . Temperature adjustment sensors
12 . Temperature and function readings display
13 . Open fuse function
3
2
2.2. SPECIFICATIONS
Voltage...................................................................230V 50/60 Hz
120 V 60 Hz
Power rating................................................................................830 W
Motor....................................................................................................20 W
Consumption.............................................................230V 4A - 110V 8A
Heat power output.........................................450 W +180Wx2=810W
10
Panel height.....................................................................10 to 62 mm
Minimum internal diameter......................................................50 mm
12
1
13
11
7
Minimum inner radius (with auxiliary roller 5046764)........15 mm
Edge thickness options...........................................0.4 to 3 mm
Panel inclination.........................................................................max. 10 º
Feed rate (PEB200).................................................................3.6 m/min
Adjustable feeding speed (PEB250)............2-4-5 and 6 m/min
Working temperature (PEB200)..................................170°C (338ºF)
Adjustable working temperature (PEB250)..120°C-200ºC / (248-ºF)
Maximum temperature for safety cut-off...........220ºC (428ºF)
Warm up time....................................................................5-10 min
Electronic control of temperature and motor speed using a
microprocessor (only PEB250)
Glue tank capacity......................................................................230 cc
Power cable.....................................................................................5 m
22 - PEB200-PEB250 / Operating instructions
Page 23
A
B
A
Weighted equivalent continuous acoustic pressure level A..<80 dBA
Uncertainty...................................................................................K = 3 dbA
Wear ear protection!
Weight..............................................................................................9,2 kg
10 mm (max)
(Figure 22)
(Figure 23)
A
B
Vibration total values............................................................a
B
Uncertainty.................................................................................K: 1.5 m/s
: <2.5 m/s
h
2
2
C
3. STANDARD EQUIPMENT
The box contains the following items:
• Manual hot glue edgebander
• Bag containing 250 g of Virutex glue.
• Service keys.
• Hanging ring and chuck, for working with the machine
suspended (Fig. 22-23)
• Reusable wooden box, comes with a metal support to which
A
the gluing machine can be fastened.
• Operating Instructions
4. OPTIONAL ACCESSORIES
• MEB-250 table for edgebander 5046525
• End cutter+ rollholder RC50T for MEB-250 5046266
• Container of glue (3 kg) 2599266
• Anti-stick silicon free “Cantspray”
• FR156N edge trimmer
• CA56G head
• Pneumatic clamping system, tilting and swivelling SVN460
5046400
• SFV50 5045753 stand with 2 suction pads
B
• SFV150 5045833 stand with 1 suction pad
• AU93 double edge trimmer (max. 1 mm)
• RC21E end trimmer (max. 1 mm)
• RC221R end trimmer (max. 2 mm)
• RC321S end trimmer (max. 3 mm x25)
• Auxiliary roller (special for corners and concave shapes)
5046764
(Figure 1)
A
(Figure 2)
5. PACKAGING AND TRANSPORT
The machine comes in a wooden box, which should be saved
B
for subsequent transporting.
5.1 UNPACKING
The machine is inside the box and should be removed in the
following way:
• Remove the top cover and keep it in a safe place for later use.
• Unscrew the 3 screws B (Fig. 1) by mean of a screwdriver,
remove them from the box A (keep them for later use).
• Take machine B (Fig. 2) out of the box A (Fig. 2).
PEB200-PEB250 / Operating instructions - 23
Page 24
B
assemble it as shown in (Fig. 4).
• Check that the handles A and B (Fig. 5) are aligned as shown.
• Save the wooden box and cover for storing and transporting
the gluing machine.
• Turn lever A (Fig. 3), remove the plate guide B (Fig. 3) and
(Figure 3)
(Figure 4)
A
6. PORTABLE EDGEBANDER PEB250/250
RECOMMENDATIONS FOR GOOD EDGE ADHESION
The following are the most important recommendations for
consideration when using the PEB250, taking into account the
board, edge, glue and work temperature.
6.1 ABOUT THE EDGE AND BOARD
A
B
• The edge of the board to be banded must be at 90º to the
top surface and free of dust. For boards with an inclination of
up to 10º, see section 8.4 Inclined guide plate adjustment.
• The edge must have a good surface to obtain a perfect finish
when banding chip boards with thin edges and dust free.
• The pieces and the edges that are going to be glued must be
at a temperature of at least 18°C (64ºF).
• Always apply sufficient force on the edge to obtain a good
banding.
• For rigid (Formica) edges, sufficient pressure must be applied
to overcome the rigidity of the same.
• With porous boards, the amount of glue to be applied should
generally be increased.
(Figure 5)
A
(Figure 6)
24 - PEB200-PEB250 / Operating instructions
B
6.2 ABOUT THE GLUE
• Check that the quantity of glue that the edge receives is
appropriate by doing a trial run considering that:
- For 0.4 mm PVC, ABS or plastic edges...Vernier B in pos. 0
(Fig. 6)
- For 0.4-1.5 mm edges...........Vernier B in pos. 2 (Fig. 6)
- For 1-1.5 mm rigid (Formica) edges...Vernier B in pos. 7 (Fig.
6)
- For 2 mm edges….....................Vernier B in pos. 5 (Fig. 6)
A
- For 3 mm edges................................Vernier B in pos. 8 (Fig. 6)
• With rigid edges, it is preferable to reduce the temperature
by 10%; increasing the volume of glue is counter-productive
and does not necessarily achieve better quality adhesion.
• Make sure you have enough fully melted glue in the tank to
B
finish the job. If glue needs to be added to the tank for this,
activate the gluing speed some 5 minutes earlier (see section
9.2 Controlling the gluing speed).
• Degraded glue loses its adhesive properties and does not stick
properly. The colour of the glue tends to darken.
• When you are going to glue the edges, use Virutex special glue
for PEB200/PEB250 (ref. 2599266), which has been specially
developed for this purpose.
• You can also use one of the following glues which have been
approved by Virutex for use in the PEB200/PEB250:
- Rayt type MA-6244
- Kleiberit 743.7
Page 25

- Kleiberit VP9296/57
- Jowat 280.3
- Dorus KS224/2
• Virutex only guarantees that edgebander PEB200/PEB250
will work correctly if one of the recommended glues are used.
A
• The glue control knob B, and the glue tank lid A (Fig. 6)
get blocked with glue when the machine cools down. Do not
adjust the knob or lift the lid until the machine is hot again
and the glue has melted.
6.3 ABOUT THE TEMPERATURE
(Figure 6)
Approximate temperature of use:
• For 0.4 mm PVC, ABS or plastic edges............ 140-145ºC
• For 0.4-1.5 mm edges …...................................150-160ºC
• For 2 mm edges …............................................165-180ºC
• For 3 mm edges.................................................180-190ºC
6.4 GENERAL INFORMATION
• Hold the machine horizontally during and after use.
• Do a trail run before banding concave or convex curves.
• The glue tank must be closed and dry.
• The glue gives off fumes when at working temperature.
Make sure these are eliminated by keeping the workplace
well ventilated.
• Keep the machine free of dust or shavings. If the machine
is dirty you will obtain bad quality veneers.
6.5 CONCLUSIONS
A greater amount of glue does not achieve better adhesion.
Note the porosity of the board, the rigidity of the edge, the
viscosity of the glue and the work temperature.
The more porous the board, the more glue is required.
The less porous the board, the less glue is required.
The more viscous the glue, the more glue is required.
The less viscous the glue, the less glue is required.
The thinner the edge, the lower the temperature.
The thicker the edge, the higher the temperature.
The thinner the edge, the less glue is required.
The thicker the edge, the more glue is required, with exceptions.
Rigid (Formica) edges require less glue and a lower temperature.
The lower the temperature, the less glue is required.
The higher the temperature, the more glue is required.
PEB200-PEB250 / Operating instructions - 25
Page 26
(Figure 7)
7. GLUE CONSUMPTION AND APPROPRIATE EDGE
• See the diagram to the left, which shows the glue consumption given the height of the edge, regardless of its thickness.
For example: An edge with a height of 20 mm consumes an
average of 3.1 grams per metre.
• The diagram is also useful for identifying what type of edge
can be used given its height and thickness. For example: the
maximum thickness that you can use is 3 mm x 22 m tall, or
the maximum height that you can use is 64 mm x 0.4 mm.
8. MACHINE WHEN COLD
ADJUSTING THE MACHINE
8.1 Adjusting the guide plate.
If this was not carried out as part of the unpacking, fit
B
C
the guide plate A (Fig. 7) into support B and fasten it
with handle C. You should adjust the height of guide
plate A in accordance with the thickness of the piece
to be edged D. To do this, loosen handle C and adjust
F
D
"Y"
A
E
the height of the guide plate A on the scale Y to the
thickness X of the board. When you band the edge of
the board, there will be a surplus of around 1.5 mm.
"X" mm
8.2 Adjusting the height of the edgings
The edgings must be 2 or 3 mm higher than the piece
1,5 mm
to be veneered.
Cut the edgings 5 or 6 cm longer than the piece they
are to be glued to.
B
A
(Figure 8)
26 - PEB200-PEB250 / Operating instructions
1. Edge intake
To control the height of the edges A (Fig. 8) in the intake, you
must adjust the intake guide B. Insert the edge between the
guides B. Loosen the adjustment knob C and move the
retaining bar D to the height of the edge to be used
in accordance with the scale.
D
C
E
Page 27
B
D
A
0,5 mm
(Figure 9)
2. Edge exit (ONLY PEB250)
C
To control the height of the edges A (Fig. 9) as they exit, you
must adjust the exit guide B (Fig. 8) to the height of the edge
+ 0.5 mm, blocking it with knob C.
8.3 Adjusting the edge press
To control the gluing pressure for the edge, you must adjust
index A (Fig. 10) to the thickness of the corresponding edge,
using knob B. If using very rigid edges which need more pressure
on the edge, for example a 3 mm PVC edge, the index can be
set at 2 or 2.5. Never set the index above the thickness of the
A
edge, as it is very likely that this will not soak up the glue well
and the result will be poor quality work.
B
(Figure 10)
B
(Figure 11)
D
H
Máx. 10°
G
8.4 Inclined guide plate adjustment
Place the guide plate C (Fig. 11) onto the support E and fasten
it in place with handle F.
You should adjust the height of the guide plate C in accordance
F
E
with the thickness and inclination of the piece to be edged A. To
do this, loosen handle F and screw G with the help of the service
C
key B and adjust the height and angle (max. 10º inclination)
of the guide plate C, so that the board is between 1.5 – 2 mm
above the base H of the machine. Do not pay attention to the
millimetre gauge, as this is only used to adjust panels to 90º.
I
A
It is very important that when carrying out this
type of work, you do not excessively fill the tank
(it is advisable to have the tank half full), since this
leads to the risk of the glue overflowing and causing
irreparable damage.
A
9. MACHINE WHEN HOT
ADJUSTMENTS TO THE MACHINE ONCE THE GLUE
HAS MELTED
(Figure 15)
9.1 Controlling the flow of glue
With the help of the flow control knob A (Fig. 15) you can
control the amount of glue to be applied to the edge. Proceed
as follows:
PEB200-PEB250 / Operating instructions - 27
Page 28
(Figure 14)
For the PEB250 model:
B
C
When the machine has heated up and the granulate has melted,
you with hear a “Beep” “Beep” noise. At this point, turn the
control A (Fig. 14) to position No. 6 and the gluing roller will
start to turn at maximum speed.
A
D
E
(Figure 16-1)
(Figure 16-2)
C
For the PEB200 model:
When the machine has heated up and the granulate has melted,
LED C will come on (Fig. 16-1). Press the switch A (Fig. 16-2)
and the gluing roller will start to turn.
B
A
To check that the amount of glue being deposited onto the
edge is correct, prepare a strip of the edge that you are going
to use of approximately 1 metre long.
Turn the glue flow control knob A (Fig. 15) clockwise, to the
stop point in the “-“ position (minimum flow).
A
A
(Figure 15)
28 - PEB200-PEB250 / Operating instructions
Page 29
A
(Figure 8)
B
C
E
B
D
A
0,5 mm
(Figure 9)
Pass the previously prepared strip through the intake guide B
C
(Fig. 8). Adjust the height of the edge with knob C (Fig. 8) to
the feeder roller E (Fig. 8). Adjust the edge press B (Fig. 10) to
the corresponding thickness, turning knob B (Fig. 10) and finally
adjust the exit for the edges B (Fig. 9) with knob C (Fig. 9).
Now slowly turn the glue flow control knob A (Fig. 15) anticlockwise to open the passage for the glue, completing approximately half a turn towards “+”. Move the edge forward
so that it is caught by the feeder roller E (Fig. 8) and check
when it comes out that the edge is properly and uniformly
glued. If not, readjust the amount of glue using the control
knob A (Fig. 15). In general, this adjustment will only need to
be completed once.
The control knob (Fig. 15) should not be moved once
the machine has cooled down. The control knob A
(Fig. 15) can only be moved: PEB250- After hearing
A
the Beep-Beep noise, and in the PEB200- When LED
C comes on (Fig. 16-1).
B
(Figure 10)
With a full glue tank you can glue approximately 35 m of
edge with a height of 25 mm, or 15 m of edge with a height
of 62 mm.
9.2 Controlling the gluing speed. (ONLY PEB250)
With a simple turn of the control, you can regulate the speed
while you continue banding. No need to stop.
To change the speed, you should turn handle A (Fig. 14) until
index C (Fig. 14) is set to the speed you require. Index C shows
the speed in m/min, (2-4-5-6).
The maximum speed is recommended for straight jobs and with
a low edge. The minimum speed is recommended for rounded
shapes with small internal radii and also for tall edges.
PEB200-PEB250 / Operating instructions - 29
Page 30
B
(Figure 12)
Removal of the glue tank cover.
Unscrew knob A (Fig. 12) three turns, move the cover forward
until it has been dislodged from the tank and lift it upwards
(Fig. 13) to remove it.
This operation must always be carried out with the
machine hot.
A
(Figure 13)
10. MACHINE OPERATION
10.1 PEB200
10.1.1 Edgebanding with the PEB200
Preste atención a las normas de seguridad.
Pay attention to the safety guidelines.
You must always glue in a clockwise direction (Fig. 26).
(Figure 26)
30 - PEB200-PEB250 / Operating instructions
Page 31

(Figure 16-1)
Turn the main switch A on (Fig 16-1).
When the glue has reached a temperature of 150ºC (302ºF),
LED C will come on (Fig. 16-1). This heating stage can last from
C
5 to 8 minutes, depending on the condition and quantity of
granulate. After this initial period, you can only glue short pieces.
To glue larger pieces, or to glue a series of items, you must
wait about 20 minutes for all the granulate to melt. (Open the
cover B (Fig. 12) to check this).
B
A
Ensure that all the adjustments in points 8 and 9
below have been performed before continuing.
(Figure 12)
A
B
(Figure 27)
Next, place the guide plate A (Fig. 27) over the piece to be
D
edged B (Fig. 27) and move the pressure roller C (Fig. 27) close
to the piece but without touching it.
E
Hold the machine over the piece with your right hand and turn
on the advance switch D (Fig. 27), which is on the handle for
C
your left hand. Wait for 2 or 3 seconds and move the edge with
your left hand through the guides E (Fig. 27) to the advance
F
roller F (Fig. 27). The edge will be automatically fed through
to pressure roller C (Fig. 27).
When the edge appears between the panel and the pressure
roller C (Fig. 27) allow around 2 cm of edge to pass with respect to the panel and press roller C against the edge and the
panel (Fig. 26); the edge will stick and the turning movement
of the pressure roller will move the machine forward (Fig. 26)
continuously and consistently, at a speed of between 3.6 and
4 metres/minute until the end of the edge.
Do not try to go faster, maintain steady pressure on the pressure
roller and let the machine move at its own pace.
PEB200-PEB250 / Operating instructions - 31
Page 32

Should an edge get stuck, it must always be removed
in the same direction as the machine moves it. Never
pull an edge backwards, as the pressure roller and the
feed cylinder will become dirty from contact with
the glue. (If this happens see section 12. Cleaning
and maintenance).
We recommend gluing some test pieces first to practice using
the PEB200.
Check and refill the glue tank regularly.
B
A
(Figure 16-3)
K
G
FEH
J
10.2 PEB250
10.2.1 Edgebanding with the PEB250
Pay attention to safety guidelines.
You must always glue in a clockwise direction (Fig. 26).
When you connect the machine to the mains, the screen F (Fig.
16-3) will display the word OFF and the lower screen E (Fig.
16-3) will display F100, which indicates that the program is
loading. After a few seconds the screens will turn off.
I
Turn on the main switch A (Fig 16-3), and the real temperature
in the glue tank will appear on screen F, while the desired
temperature is shown on screen E. The white LED B comes on
C D
to indicate that it is working (ON), and the green LED H also
comes on to indicate that the current is reaching the elements.
Select the desired working temperature by adjusting the cursors C and D (Fig. 16-3). This temperature can be set between
120ºC (248ºF) and 200ºC (392ºF). It will depend on the glue
being used. (See information from the glue manufacturer).
When display F shows 115ºC (239ºF) after 10 seconds, the green
LED I (Fig 16-3) will come on to indicate that the motor can
be started by using handle A (Fig. 14). On turning the handle
clockwise, the larger the number, the greater the speed of
the motor. The numbers represent the gluing speed in m/min.
B
A
(Figure 12)
32 - PEB200-PEB250 / Operating instructions
When the glue reaches the selected temperature, less 5ºC (41ºF),
you will hear a double "Beep" noise and at the same time the
green LED G (Fig 16-3) will come on, indicating that you can
now start working. This heating phase can last for between 5
and 8 minutes, depending on the preset temperature, the air
temperature and the condition and quantity of the granulate.
After this initial period you can only glue short pieces.
To glue larger pieces, or to glue a series of items, you must
wait about 20 minutes for all the granulate to melt. (Open the
cover B (Fig. 12) to check this).
Page 33

D
Ensure that all the adjustments in points 8 and 9
below have been performed before continuing.
E
A
B
(Figure 27)
C
Next, place the guide plate A (Fig. 27) over the piece to be
edged B (Fig. 27) and move the pressure roller C (Fig. 27) close
to the piece but without touching it.
F
Hold the machine over the piece with your right hand and move
the edge with your left hand through the guides E (Fig. 27), to
the advance roller F (Fig. 27). The edge will be automatically
fed through to pressure roller C (Fig. 27).
When the edge appears between the panel and the pressure
roller C (Fig. 27), allow around 2 cm of edge to pass with res-
(Figure 26)
(Figure 14)
pect to the panel and press roller C against the edge and the
B
C
panel (Fig. 26). The edge will stick and the turning movement
of the pressure roller will move the machine forward (Fig. 26)
continuously and consistently, at a speed of between 2 and
6 metres/minute according to the difficulty of the piece, and
this can be selected using handle A (Fig. 14). The selected speed
A
will be shown by the corresponding yellow LED D (Fig. 14).
D
E
PEB200-PEB250 / Operating instructions - 33
Page 34

B
A
(Figure 16-3)
Do not try to go faster, maintain steady pressure on the pressure
roller and let the machine move at its own pace.
Should an edge get stuck, it must always be removed
in the same direction as the machine moves it. Never
pull an edge backwards, as the pressure roller and
the feed cylinder will become dirty from contact
with the glue.
We recommend gluing some test pieces first to practice using
K
G
FEH
J
the PEB250.
Check and refill the glue tank regularly.
10.2.2 Functions and indicators on the Control panel (Fig.
16-3)
A - Main switch.
The machine’s electrical supply is connected in position ON and
disconnected in position OFF. In addition, pressing it once will
eliminate all the warnings and errors. Keeping it pressed down
I
for 2 seconds will disconnect the machine and the word OFF
will appear on screen F.
B - White LED.
C D
Indicates that the main switch is in the ON position.
C - Decrease pushbutton for temperature selection.
Pushing it lowers the temperature.
D - Increase pushbutton for temperature selection.
Pushing it raises the temperature.
E - Selected temperature. It displays the selected operating
temperature. It also displays the safety alarms and maintenance
warnings.
F - Real temperature reading.
Displays the real glue temperature at all times.
G - Machine status indicator LED (Green).
This LED will remain off while the glue is heating up. When the
temperature shown on screen F reaches the preset temperature
less 5ºC (41ºF), a double Beep noise will be heard and the LED
will come on.
H - LED (green). The elements that heat the glue tank are
operating intermittently. The LED is on when the elements are
receiving the current.
I - LED (green). Indicates that the motor can be started so that
the glue starts to move up through the gluing roller. The LED
comes on when the glue temperature reaches 110ºC (230ºF).
J - LEDs (yellow) indicating the working speed. When the working
speed changes, this will be shown by the corresponding LED.
K- Led (red) indicates that fuse K (Fig. 16-3) on the machine
has blown.
Change of temperature scale ºC – ºF: To change the temperature
scale from ºC to ºF or vice versa, you must keep the pushbuttons
C and D pressed (Fig. 16-3), while the lead for the machine is
plugged into the mains. The scale will change each time that
you repeat this operation.
34 - PEB200-PEB250 / Operating instructions
Page 35

(Figure 17)
B
A
10.2.3 Safety warnings
er1: Maximum temperature limit: The machine has an internal
device that does not allow the temperature to exceed 220ºC
(428ºF). If this happens, the message er1 will appear on the
screen. If the error persists, you must contact official technical
service to repair the malfunction.
er2: Slow glue heating: When this error appears, it is becau-
A B
se the machine is heating slower than is expected, normally
due to an element in the machine having broken. If this error
persists, you must contact official technical service to repair
the malfunction.
C D
er3: No temperature reading: This error appears when the
machine cannot read the glue temperature because the probe is
E
disconnected or has stopped working. If this error persists, you
must contact official technical service to repair the malfunction.
A01: This warning appears once the machine has been operating continuously for 50 hours. Figures A and B in (Fig. 17)
indicate the need for a general cleaning of the machine and
maintenance of the moving parts.
A02: This warning appears once the machine has been operating continuously for 100 hours. Figures C and D in (Fig. 17)
indicate the cleanliness of the glue tank.
A03: This shows the time during which the machine has been
K
G
FEH
J
operating in hours and minutes. To see the time, leave the
machine in OFF and press one of the two pushbuttons C or
D (Fig. 16-3). The minutes will be shown on screen E and the
hours on screen F (Fig. 16-3).
Automatic stop: The machine will automatically stop once
it has been operating for 2 hours. If you would like to keep
working, you simply need to start up the machine again.
Eliminate warnings: To eliminate all the safety warnings, you
just need to press main switch A (Fig. 16-3) once.
I
(Figure 16-3)
A
B
(Figure 1)
C D
11. STATIONARY USE
Your portable gluing machine PEB200/PEB250 can be turned
into a tabletop hot gluing machine if you fix it onto table
MEB250 (optional accessory).
Fixing the PEB200/PEB250 onto the table simply involves pla-
cing it inside this and fastening it in place with the 3 screws
that come with it.
The MEB250 table has an auxiliary pressure roller; support
guides for the board as it enters and exits; a rear support guide
C
which can be extended up to 500 mm and a detachable press
for the banding of straight pieces.
With this you can practically and simply band straight pieces
and you can also band small pieces, which are round or shaped,
B
on top of the table
With the help of screen C (Fig, 1), you can also convert your
portable gluing machine PEB200/PEB250 into a stationary
machine if you make your own auxiliary table.
PEB200-PEB250 / Operating instructions - 35
Page 36

12. MAINTENANCE AND CLEANING
Fuse: The machine comes with a safety fuse C (Fig. 24). In the
event of a malfunction, replace the damaged fuse with one
E
of the same characteristics: Type F fuse, of 4A for 230V, or of
8A for 110V.
The entire glue drum, including the tank and the base on
which the edge moves, has non-stick Teflon coating which
makes cleaning quicker and easier. Never use metal or abrasive
materials when cleaning the machine, as this will damage the
A
non-stick coating.
F
B
(Figure 25)
A
D
Excess glue must be removed when necessary.
Make sure that the machine is disconnected
from electrical power supply and has cooled
C
down completely before carrying out any of the
following maintenance tasks.
Edge outlet guide A and edge guide springs B (Fig. 25):
Remove all glue remains with a rag and solvent. Silicon rollers
A and B (Fig. 24): Clean them with a rag and solvent.
Fence C (Fig. 25): Remove any excess glue with a wooden
spatula.
Lower cover D (Fig. 25): Remove the cover D (25) and clean
any glue that has accidentally spilt from the glue tank.
Exit surface F (Fig. 25): Remove the glue with a wooden
spatula.
You do not need to clean any glue remaining in the glue tank.
B
When the machine is used again it will re-melt any glue that
has been left over from previous jobs. If you do wish to clean
it, use a wooden spatula and avoid the use of metal materials.
To keep the machine in perfect condition and minimise maintenance, use Virutex anti-stick silicon free CANTSPRAY.
C
(Figure 24)
36 - PEB200-PEB250 / Operating instructions
Page 37

(Figure 18-1)
12.1 Cleaning of edge guide A (Fig. 18)
If you do need to clean edge guide A (Fig. 18-1), remove screw
A
B
B (Fig. 18-1) with the help of service key C. First, pull edge
guide A (Fig. 18-2) until it comes free of the stops D (Fig. 18-
2). Second, move guide A to the right (Fig. 18-2) and pull it
outwards (Fig. 18-3). Clean the guide and replace it following
these steps in reverse.
C
A
(Figure 18-2)
1º
2º
D
A
(Figure 18-3)
PEB200-PEB250 / Operating instructions - 37
Page 38
C
(Figure 19)
A
DB
12.2 Cleaning the pressure roller A (Fig. 19)
Remove screws D (Fig. 19) with the help of the service key E,
unscrew knob C and remove cover B (Fig. 19) A (Fig. 20).
E
Press support A (Fig. 21) with the right hand while the left
hand extracts shaft B (Fig. 21) and roller C. Clean the roller
D
and replace it following these steps in reverse.
A
(Figure 20)
C
(Figure 21)
B
A
38 - PEB200-PEB250 / Operating instructions
Page 39

A
B
A
13. ACCESSORY FOR WORKING WITH THE MACHINE SUSPENDED
The machine comes with an accessory for working with the
machine suspended. This accessory must be fixed at the centre
of gravity A (Fig. 23) of the machine as follows:
10 mm (max)
(Figure 22)
B
Place chuck B (Fig. 22) at a distance of 10 mm (approx.) from
the outside of ring A (Fig. 22) and introduce both by fixing
C
the ring into the threaded hole C (Fig. 22). When chuck A
stops (Fig. 23), finish fastening it in place using a hexagonal
key a/f: 8 mm.
You can suspend the machine using the hole in the ring.
14. NOISE AND VIBRATION LEVEL
The noise and vibration levels of this device have been measured
in accordance with European standard EN 60745-1 and serve
as a basis for comparison with other machines with similar
A
applications.
15. WARRANTY
All VIRUTEX machines are guaranteed for 12 months from
the date of purchase, excluding any damage which is a result
of incorrect use or of natural and tear on the machine. All
repairs should be carried out by the official VIRUTEX technical
assistance service.
(Figure 23)
16. RECYCLING ELECTRICAL EQUIPMENT
Never dispose of electrical equipment with domestic waste.
Recycle equipment, accessories and packaging in ways that
minimise any adverse effect on the environment. Comply with
the current regulations in your country.
Applicable in the European Union and in European countries
with selective waste collection systems:
If this symbol appears on the product or in the accompanying
information, at the end of the product's useful life it must not
be disposed of with other domestic waste.
In accordance with European Directive 2002/96/EC, users may
contact the establishment where they purchased the product
or the relevant local authority to find out where and how
they can take the product for environmentally friendly and
safe recycling.
VIRUTEX reserves the right to modify its products without
prior notice.
PEB200-PEB250 / Operating instructions - 39
Page 40

FRANÇAIS
PLAQUEUSE DE CHANTS MANUELLE À BAC À COLLE PEB200/PEB250
Avant d’utiliser la machine, lire attentivement ce MODE D’EMPLOI et la BROCHURE D’INSTRUCTIONS
GÉNÉRALES DE SÉCURITÉ, ci-jointe. S’assurer de bien avoir compris ces instructions avant de commencer à travailler avec la machine.
Conserver les deux modes d’emploi pour de futures consultations.
1. CONSIGNES DE SÉCURITÉ COMPLÉMENTAIRES POUR UTILISER CETTE MACHINE
Le non-respect des consignes de sécurité pourrait provoquer de graves lésions corporelles.
• Ne pas toucher les pièces mobiles.
• Faire attention en travaillant car la machine peut atteindre des températures élevées.
• Ne pas toucher les pièces chaudes.
• Toujours tenir la machine avec les deux mains quand elle est en marche.
• Ne pas s’incliner sur la machine quand elle est chaude.
• Toujours s’assurer que le câble est suffisamment long et qu’il ne gênera pas pendant le travail.
• Avant tout réglage, changement d’accessoires ou rangement des outils électriques, toujours débrancher la prise de
la source d’alimentation.
• Vérifier le câble de branchement avant toute mise en marche.
• Ne pas faire de réparations ou de travaux d’entretien quand la machine est chaude.
• Ne jamais utiliser la machine à proximité de matériaux inflammables ou explosifs.
• Ne pas travailler dans des zones humides ou sous la pluie.
• La machine dégage de la vapeur.
• Toujours travailler dans des zones bien ventilées. Utiliser un masque si le fabricant de la colle le conseille.
• Il faut absolument lire et respecter les consignes de sécurité indiquées par le fabricant de la colle à utiliser.
40 - PEB200-PEB250 / Mode d’emploi
Page 41

PEB200
5
4
8
2. SPÉCIFICATIONS TECHNIQUES
2.1 DESCRIPTION GÉNÉRALE DE LA MACHINE
Cette machine a été conçue et fabriquée pour encoller et
plaquer toutes sortes de panneaux en bois droits, courbes et
à bords en angle droit. Elle peut également encoller et plaquer
des bords inclinés de 1º à 10°.
3
Les éléments les plus importants de la machine sont les suivants
2
PEB200
1 . Guidage d’entrée du chant réglable
2 . Couvercle du bac à colle
3 . Réglage fin de l’épaisseur de colle
4 . Plateau de guidage de la hauteur du panneau
5 . Manette de réglage du plateau de guidage
6 . Réglage de la pression du chant
6
7 . Interrupteur général
8 . Interrupteur de marche-arrêt du moteur
1
7
PEB250
1 . Guidage d’entrée du chant réglable
2 . Couvercle du bac à colle
3 . Réglage fin de l’épaisseur de colle
4 . Plateau de guidage de la hauteur du panneau
PEB250
5
9
4
6
8
5 . Manette de réglage du plateau de guidage
6 . Réglage de la pression du chant
7 . Interrupteur général
8 . Poignée de réglage de la marche du moteur
9 . Réglage de la hauteur de sortie du chant
10 . Indicateur DEL des vitesses d’encollage
11 . Détecteurs de réglage de la température
12 . Afficheurs de la température et des fonctions
3
13 . Fonction fusible grillé
2
2.2 CARACTÉRISTIQUES
Tensions....................................................................230V 50/60 Hz
120 V 60 Hz
Puissance.................................................................................830 W
Moteur...........................................................................................20 W
Consommation......................................................230V 4A - 110V 8A
10
Puissance calorifique.................................450 W +180Wx2=810W
Hauteur du panneau..............................................................10 à 62 mm
12
1
13
11
7
Rayon intérieur minimum…...................................................50 mm
Rayon intérieur min. (avec rouleau auxiliaire 5046764) .....15 mm
Réglage de l’épaisseur du chant...........................................0,4 à 3 mm
Panneau incliné........................................................................10º max.
Vitesse d’alimentation (PEB200).......................................3,6 m/min
Vitesse d’alimentation réglable (PEB250)....2-4-5 et 6 m/min
Température de travail (PEB200)..............................170° C (338ºF)
Température de travail réglable (PEB250)....120°C-200ºC / (248-ºF)
Température limite avec coupure de sécurité.........220ºC (428ºF)
Temps de chauffe.........................................................................5-10 min
Contrôle électronique de température et de vitesse du moteur
par microprocesseur (uniquement PEB250)
Capacité du bac à colle....................................................................230 cc
PEB200-PEB250 / Mode d’emploi - 41
Page 42
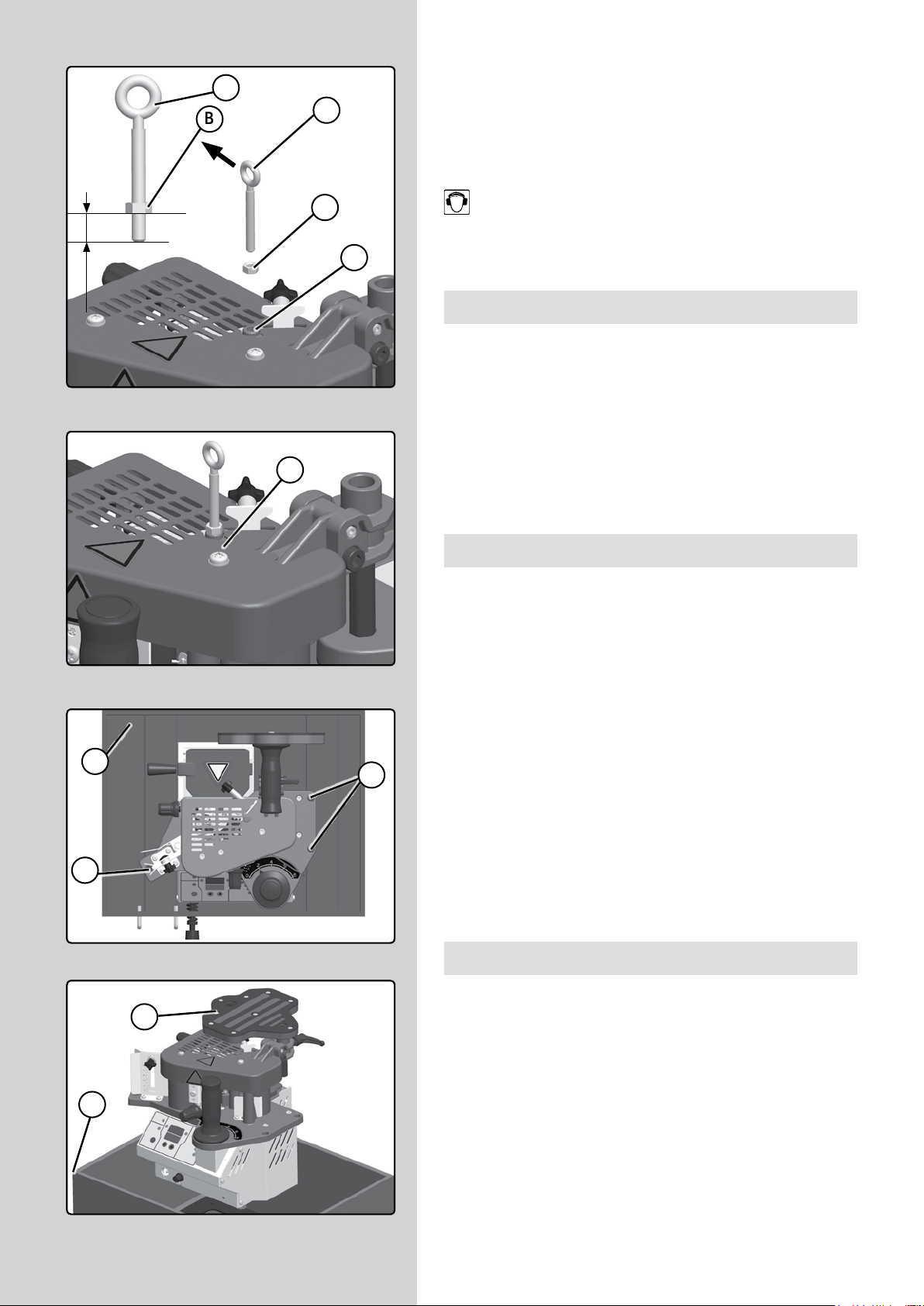
A
B
A
Poids................................................................................................9,2 kg
Niveau de pression acoustique continu
équivalent pondéré A................................................................<80 dBA
Incertitude.....................................................................................K = 3 dbA
Câble de branchement.........................................................................5 m
B
Porter une protection acoustique!
10 mm (max)
(Figure 22)
(Figure 23)
A
B
Valeurs totales des vibrations.............................................a
C
Incertitude................................................................................K: 1,5 m/s
: <2,5 m/s
h
2
2
3. ÉQUIPEMENT STANDARD
La boîte d’emballage contient les éléments suivants:
• Plaqueuse de chants portative à bac à colle
• Sachet de colle Virutex de 250 gr
• Clés de service
• Anneau de suspension + écrou, pour travailler avec la machine
suspendue (Fig. 22-23)
A
• Boîte en bois réutilisable, équipée d’un support métallique
pour fixer l’encolleuse
• Mode d’emploi
4. ACCESSOIRES EN OPTION
• Table MEB-250 pour plaqueuse 5046525
• Coupe-chant + Support pour rouleaux RC50T pour MEB-250
5046266
• Pot de colle (3 Kg) 2599266
• Aérosol anti-adhérent sans silicone "Cantspray"
• Affleureuse FR156N
• Tête CA56G
• Système pneumatique de serrage à vide, rotatif et rabattable
SVN460 5046400
B
• Support à 2 ventouses SFV50 5045753
• Support à 1 ventouse SFV150 5045833
• Araseur de chants double AU93 (maxi. 1 mm)
• Coupe en bout RC21E (max. 1 mm)
• Coupe en bout RC221R (max. 2 mm)
• Coupe en bout RC321S (max. 3 mm x25)
• Rouleau auxiliaire (spécial pour des coins et formes concaves)
5046764
(Figure 1)
B
A
(Figure 2)
42 - PEB200-PEB250 / Mode d’emploi
5. EMBALLAGE ET TRANSPORT
La machine est fournie dans un emballage en bois qui doit être
conservé pour tout transport ultérieur.
5.1 DÉBALLAGE
La machine se trouvant dans l’emballage doit être retirée
comme suit:
• Retirer le couvercle supérieur et le ranger dans un endroit
sûr pour de futures utilisations.
• Desserrer et retirer les 3 vis B (Fig. 1) de l'interieur de la boîte
A avec un tournevis et les conserver pour des futures utilisations.
•Retirer la machine B (Fig. 2) de l’intérieur de la boîte A (Fig. 2).
Page 43

B
• Desserrer la manette A (Fig. 3), retirer le plateau de guidage
B (Fig. 3) et le monter comme indiqué sur la figure 4.
• Vérifier que les deux poignées A et B (Fig. 5) soient bien
alignées comme indiqué sur la figure.
• Conserver la boîte en bois et le couvercle pour ranger ou
transporter l’encolleuse.
(Figure 3)
(Figure 4)
A
6. PLAQUEUSE DE CHANTS PORTATIVE PEB250/250
RECOMMANDATIONS À PRENDRE EN COMPTE POUR
UN BON ENCOLLAGE DU CHANT
Les recommandations les plus importantes à prendre en compte
au moment d’utiliser la PEB250, concernant le panneau, le chant,
la colle et la température de travail, sont détaillées ci-après.
6.1 CONCERNANT LE CHANT ET LE PANNEAU
A
B
B
• Le chant du panneau à plaquer doit former un angle de 90º
par rapport à la surface du panneau. Il doit être propre sans
poussière. Pour des panneaux possédant une inclinaison allant
jusqu’à 10º, se reporter à la section 8.4 Réglage du plateau
de guidage incliné.
• Lors du placage de chants peu épais sur des panneaux de
particules, la surface du chant du panneau doit être le plus
lisse possible pour obtenir une bonne finition et propre sans
poussière.
• Les pièces et les chants à encoller doivent être à température
ambiante, supérieure à 18° C (64ºF).
• Pour un bon placage, toujours faire une pression suffisante
contre le chant.
• Pour les chants rigides (type formica), il faut appliquer la
pression suffisante pour vaincre leur rigidité.
• Pour les panneaux poreux, il faut en règle générale aug-
menter la quantité de colle à appliquer.
(Figure 5)
A
(Figure 6)
6.2 CONCERNANT LA COLLE
• Vérifier que la quantité de colle que reçoit le chant est
suffisante, en faisant un essai sur un échantillon et en tenant
compte de ce qui suit:
- Pour chants de 0,4 mm en PVC, ABS ou plastique...........
vernier B en pos. 0 (Fig. 6)
A
B
- Pour chants de 0,4-1,5 mm….......vernier B en pos. 2 (Fig. 6)
- Pour chants de 1-1,5 mm rigides (formica).......vernier B en
pos. 7 (Fig. 6)
- Pour chants de 2 mm......................vernier B en pos. 5 (Fig. 6)
- Pour chants de 3 mm…...................vernier B en pos. 8 (Fig. 6)
• Pour les chants rigides, il est préférable de réduire la tempé-
rature de 10 %, augmenter le débit de colle est contre-indiqué,
car ceci n’améliore pas forcément la qualité de l’encollage.
• Vérifier qu'il y a assez de colle complètement fondue dans
le bac pour achever le travail. Si ce n’est pas le cas, et s’il faut
ajouter de la colle dans le bac, activer l’alimentation pendant
5 minutes, si de la colle doit être ajoutée dans le bac, activer
la vitesse d’encollage 5 minutes avant (se reporter à la section
9.2 Réglage de la vitesse d’encollage).
• La colle détériorée perd de ses propriétés d’adhérence; dans
ce cas, l’encollage ne sera pas correct. La couleur de la colle a
tendance à foncer.
PEB200-PEB250 / Mode d’emploi - 43
Page 44

A
(Figure 6)
B
Virutex pour PEB200/PEB250 (ref. 2599266) conçue à cet effet.
• Vous pouvez également employer l’une des colles suivantes,
homologuées par Virutex, pour travailler avec la PEB200/PEB250:
- Rayt MA-6244
- Kleiberit 743.7
- Kleiberit VP9296/57
- Jowat 280.3
- Dorus KS224/2
• Virutex ne garantit le bon fonctionnement de la plaqueuse
PEB200/PEB250 que si elle est employée avec l’une des colles
recommandées.
• Le bouton de réglage de la colle B et le couvercle du bac à
colle A (Fig. 6) se collent quand la machine refroidit. Éviter de
régler le bouton ou de retirer le couvercle avant que la machine
se réchauffe et que la colle soit fondue..
6.3 CONCERNANT LA TEMPÉRATURE
Température approximative à appliquer:
• Pour chants de 0,4 mm en PVC, ABS ou plastique...140-145°C
• Pour chants de 0,4-1,5 mm………………...................150-160°C
• Pour chants de 2 mm………………...............................165-180°C
• Pour chants de 3 mm………………...............................180-190°C
• Au moment d’encoller les chants, utilisez la colle spéciale
44 - PEB200-PEB250 / Mode d’emploi
6.4 GÉNÉRALITÉS
• Toujours tenir la machine à l’horizontale durant et après
son emploi.
• Avant de coller des rayons intérieurs ou extérieurs, prendre
un échantillon pour faire un essai.
• Le bac à colle doit être bien fermé et sec.
• La colle dégage des vapeurs quand la machine est à la température de fonctionnement. Bien ventiler le lieu de travail,
pour assurer leur élimination.
• Bien nettoyer la machine pour éliminer la poussière ou les
copeaux. Une machine sale ne pourra produire que des placages
de mauvaise qualité.
6.5 CONCLUSIONS
Le fait d’augmenter le débit de colle ne permet pas forcément
d’obtenir un meilleur encollage.
Il faut tenir compte des pores du panneau, de la rigidité du
chant, de la viscosité de la colle et de la température de travail.
Plus le panneau est poreux, plus le débit de colle doit être
important.
Moins le panneau est poreux, plus le débit de colle doit être réduit.
Plus la colle est visqueuse, plus le débit de colle doit être important.
Moins la colle est visqueuse, plus le débit de colle doit être réduit.
Les chants peu épais nécessitent une température moins élevée.
Les chants plus épais nécessitent une température plus élevée.
Les chants peu épais nécessitent un débit de colle plus réduit.
Les chants plus épais nécessitent un débit de colle plus important, sauf exceptions.
Les chants rigides (formica) nécessitent un débit de colle plus
réduit et une température moins élevée.
Plus la température est basse, plus le débit de colle doit être réduit.
Plus la température est élevée, plus le débit de colle doit être
important.
Page 45
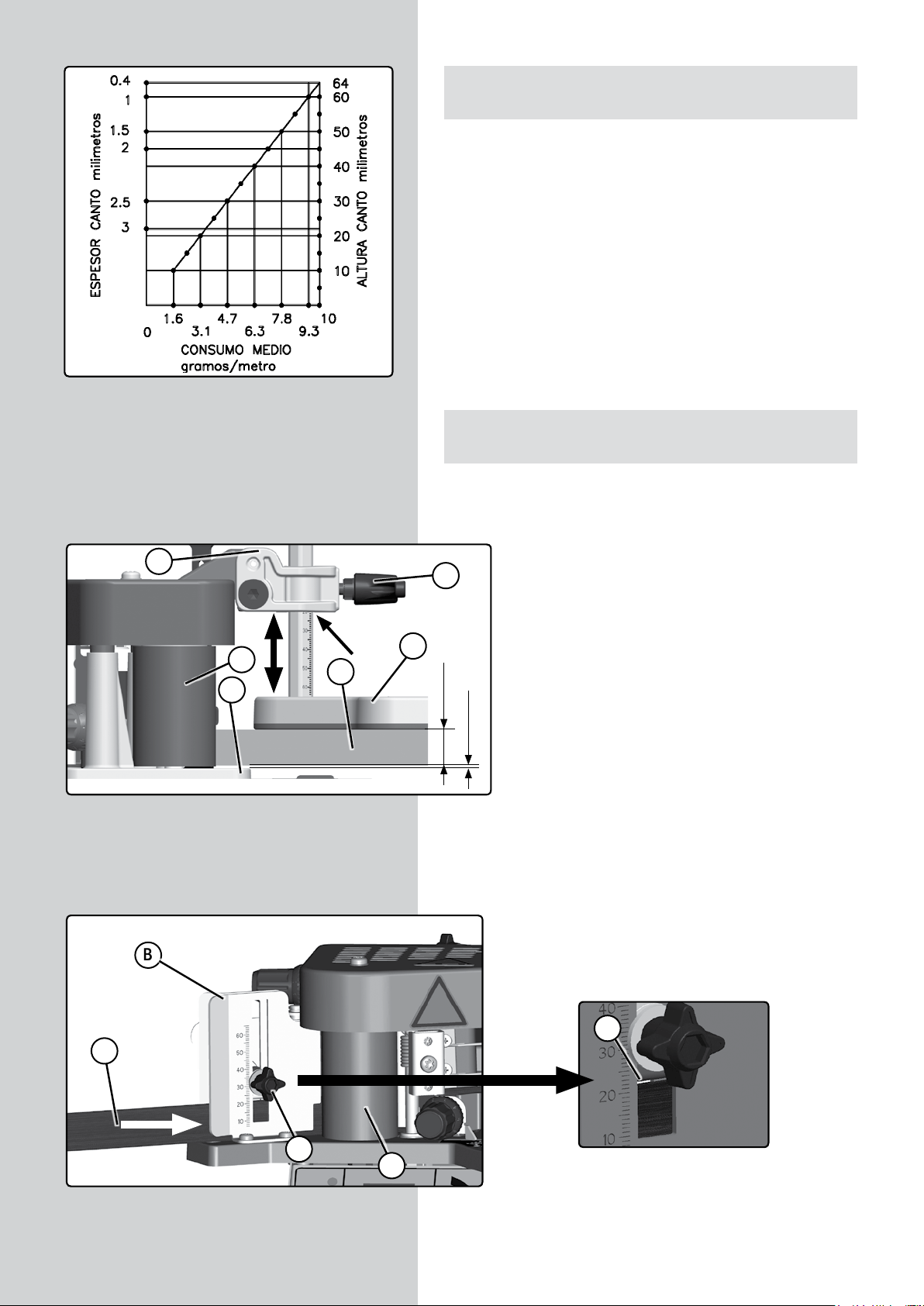
(Figure 7)
7. CONSOMMATION DE COLLE EN FONCTION DU
CHANT
• Le graphique ci-contre illustre la consommation de colle en
fonction de la hauteur du chant quelle que soit son épaisseur.
Exemple: un chant d’une hauteur de 20 mm consomme en
moyenne 3,1 grammes de colle par mètre.
• Le graphique permet également de déterminer le type de
chant à utiliser en fonction de sa hauteur et de son épaisseur
maximales. Exemple: si l’épaisseur maximale du chant à utiliser
est de 3 mm, sa hauteur maximale doit être de 22 mm. Si sa
hauteur maximale est de 64 mm, son épaisseur maximale doit
être de 0,4 mm.
8. MACHINE À FROID
RÉGLAGES DE LA MACHINE
8.1 Réglage du plateau de guidage
Si cela n’a pas été fait lors du déballage, monter le plateau
de guidage A (Fig. 7) sur le support B et le fixer avec
B
C
la manette C. La hauteur du plateau de guidage (2)
doit être réglée en fonction de l’épaisseur de la pièce
à plaquer D. Pour ce faire, desserrer la manette C et
régler la hauteur du plateau de guidage A sur la règle
F
D
"Y"
A
E
graduée Y à l’épaisseur X du panneau. Lorsque le chant
sera plaqué sur le panneau, il restera un excédent
d’environ 1,5 mm
"X" mm
8.2 Réglage de la hauteur des chants
Les chants doivent être 2 ou 3 mm plus hauts que la
1,5 mm
pièce à plaquer.
Les chants doivent être coupés à une longueur dépassant de 5 ou 6 cm celle de la pièce à plaquer.
A
(Figure 8)
1. Entrée de chants
Pour procéder au réglage de la hauteur des chants A (Fig. 8) à
l’entrée, il faut régler le guidage d’entrée B. Introduire le chant
entre les guidages B. Desserrer le bouton de réglage C
et régler le presseur D à la hauteur du chant à utiliser
B
selon la règle graduée.
D
C
E
PEB200-PEB250 / Mode d’emploi - 45
Page 46
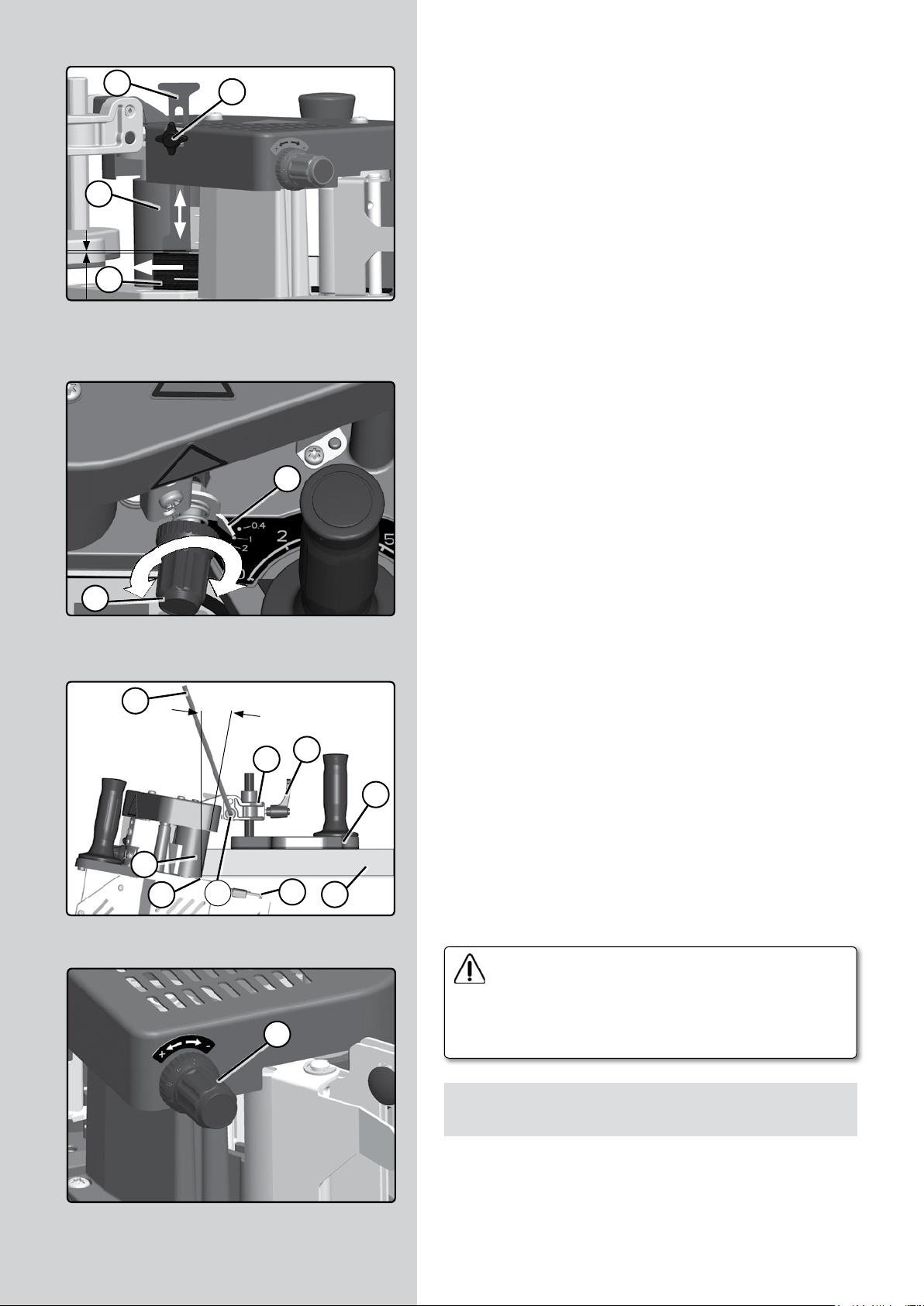
B
D
A
0,5 mm
(Figure 9)
2. Sortie de chants (MODÈLE PEB250 UNIQUEMENT)
C
Pour procéder au réglage de la hauteur des chants A (Fig. 9)
à la sortie, il faut régler le guidage de sortie B (Fig. 9) à la
hauteur du chant + 0,5 mm en le bloquant avec le bouton C.
8.3 Réglage du presseur du chant
Pour régler la pression d’encollage du chant, placer l’index A
(Fig. 10) sur l’épaisseur de chant correspondante à l’aide du
bouton B. En cas d’utilisation de chants très rigides nécessitant
davantage de pression (un chant de 3 mm en PVC, par exem-
A
ple), l’index peut être placé sur 2 ou sur 2,5. Ne jamais placer
l’index au-dessus de l’épaisseur du chant au risque de voir la
colle ne pas imprégner correctement le chant et d’obtenir un
travail de mauvaise qualité.
B
(Figure 10)
B
(Figure 11)
D
H
Máx. 10°
G
8.4 Réglage du plateau de guidage incliné
Monter le plateau de guidage C (Fig. 11) sur le support E et le
F
E
fixer avec la manette F.
La hauteur du plateau de guidage C doit être réglée en fonction
C
de l’épaisseur et de l’inclinaison de la pièce à plaquer A. Pour
ce faire, desserrer la manette F et la vis G à l’aide de la clé de
service B, puis régler la hauteur et l’angle (10º d’inclinaison
max.) du plateau de guidage C, de façon à ce que le panneau
se trouve entre 1,5 et 2 mm au-dessus de la base H de la ma-
I
A
chine. Ne pas utiliser la règle millimétrée, celle-ci ne sert que
pour le réglage de panneaux à 90º.
Lorsque ce type de travaux est réalisé, il s’avère très
important de ne pas trop remplir le bac (il est recommandé de remplir le bac à la moitié de sa capacité)
A
au risque de voir la colle déborder et de provoquer
des dommages irréparables.
(Figure 15)
46 - PEB200-PEB250 / Mode d’emploi
9. MACHINE À CHAUD
RÉGLAGES DE LA MACHINE AVEC LA COLLE FONDUE
9.1 Réglage du débit de colle
Le bouton de réglage du débit A (Fig. 15) permet de contrôler la
quantité de colle à appliquer sur le chant. Procéder comme suit:
Page 47
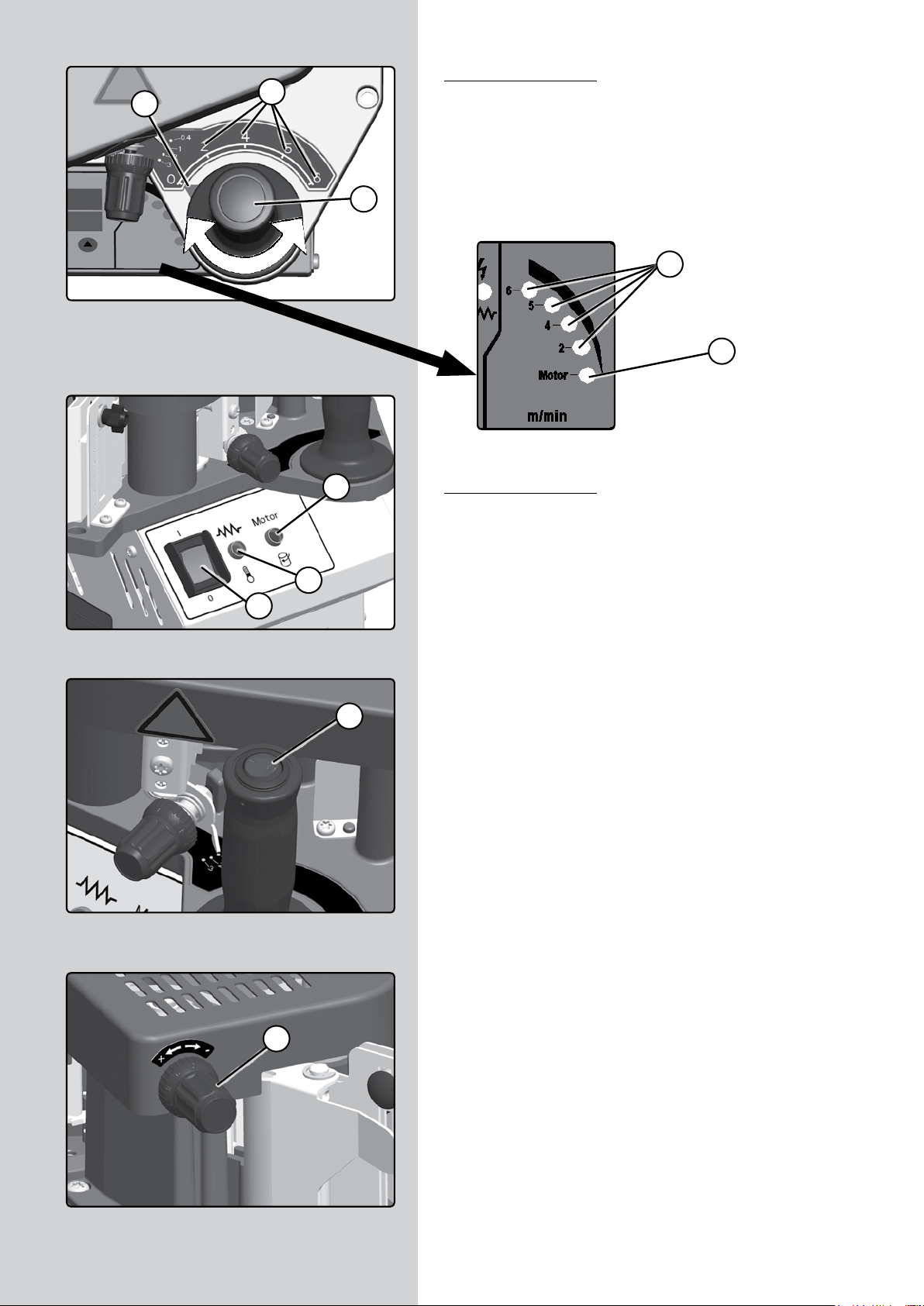
(Figure 14)
Sur le modèle PEB250:
B
C
Une fois que la machine est chaude et que le granulé est fondu, un signal sonore «bip-bip» retentit. Mettre la commande
A (Fig. 14) sur la position nº 6 pour que le rouleau encolleur
commence à tourner à la vitesse maximum.
A
D
E
(Figure 16-1)
(Figure 16-2)
C
Sur le modèle PEB200:
Une fois que la machine est chaude et que le granulé est fondu, la DEL C s’allume (Fig. 16-1). Appuyer sur l’interrupteur A
(Fig. 16-2) pour que le rouleau encolleur commence à tourner.
B
A
Pour vérifier si la quantité de colle déposée sur le chant est
correcte, préparer une bande du chant à utiliser d’environ
1 mètre de long.
Tourner le bouton de réglage du débit de colle A (Fig. 15)
dans le sens des aiguilles d’une montre, jusqu’à la butée de la
position «-» (débit minimum).
A
(Figure 15)
A
PEB200-PEB250 / Mode d’emploi - 47
Page 48

A
(Figure 8)
B
D
A
0,5 mm
(Figure 9)
B
C
E
Faire passer la bande préparée à travers le guidage d’entrée B
C
(Fig. 8). Régler la hauteur du chant avec le bouton C (Fig. 8)
jusqu’au rouleau d’alimentation E (Fig. 8). Régler le presseur du
chant B (Fig. 10) sur l’épaisseur correspondante en tournant le
bouton B (Fig. 10), puis, pour terminer, régler le passage à la
sortie du chant B (Fig. 9) avec le bouton C (Fig. 9).
Tourner lentement le bouton de réglage du débit de colle A
(Fig. 15) dans le sens inverse des aiguilles d’une montre pour
ouvrir le passage de colle jusqu’à environ ½ tour vers «+». Déplacer le chant vers l’avant pour qu’il soit saisi par le rouleau
d’alimentation E (Fig. 8) et vérifier à sa sortie si le chant est
correctement et uniformément encollé. Dans le cas contraire, régler de nouveau la quantité de colle avec le bouton de
réglage A (Fig. 15). En règle générale, ce réglage ne doit être
réalisé qu’une seule fois.
B
(Figure 10)
48 - PEB200-PEB250 / Mode d’emploi
Le bouton de réglage A (Fig. 15) ne doit jamais être
manipulé après le refroidissement de la machine. Sur
le modèle PEB250, le bouton de réglage A (Fig. 15)
A
ne doit être manipulé que lorsque le signal sonore
«bip-bip» a retenti. Sur le modèle PEB200, celui-ci ne
doit être manipulé que lorsque la DEL C est allumée
(Fig. 16-1).
Lorsque le bac à colle est plein, il est possible d’encoller environ
35 m linéaires avec un chant de 25 mm de haut ou environ
15 m linéaires avec un chant de 62 mm.
9.2 Réglage de la vitesse d’encollage (MODÈLE PEB250
UNIQUEMENT)
Une simple rotation de la commande permet de régler la vitesse
alors que la machine continue à encoller, sans s’arrêter.
Pour modifier la vitesse, il suffit de tourner la poignée A (Fig.
14) pour placer l’index C (Fig. 14) sur la vitesse voulue. L’index
C indique la vitesse en m/min, (2, 4, 5 et 6).
La vitesse maximale est recommandée pour les travaux linéaires
employant des chants de faible hauteur. La vitesse minimale
est recommandée pour les formes arrondies ayant de petits
rayons intérieurs, ainsi que pour les chants de grande hauteur.
Page 49

B
(Figure 12)
Retrait du couvercle du bac à colle.
Desserrer de trois tours le bouton A (Fig. 12), déplacer le
couvercle vers l’avant pour le déboîter du bac, puis le soulever
(Fig. 13) pour le retirer
Cette opération doit toujours être réalisée lorsque
la machine est chaude.
A
(Figure 13)
10. FONCTIONNEMENT DE LA MACHINE
10.1 PEB200
10.1.1 Placage de chants avec la PEB200
Toujours respecter les normes de sécurité.
Il faut toujours encoller dans le sens des aiguilles d’une montre
(Fig. 26).
(Figure 26)
PEB200-PEB250 / Mode d’emploi - 49
Page 50

(Figure 16-1)
Mettre en marche l’interrupteur principal A (Fig. 16-1).
Lorsque la colle a atteint la température de 150ºC (302ºF), la
DEL C s’allume (Fig. 16-1). Cette phase de chauffage peut durer
C
de 5 à 8 minutes en fonction de l’état et de la quantité de
granulé. Après ce temps de chauffe, seules des pièces courtes
peuvent être encollées.
Pour encoller de plus grandes pièces ou des pièces en série, il
importe de patienter 20 minutes pour que le granulé fonde
B
complètement (ouvrir le couvercle B (Fig. 12) et vérifier).
A
S’assurer d’avoir réalisé tous les réglages des points
8 et 9 avant de continuer.
(Figure 12)
A
B
(Figure 27)
Poser ensuite le plateau de guidage A (Fig. 27) sur la pièce à
D
plaquer B (Fig. 27) et rapprocher le rouleau de pression C (Fig.
27) de la pièce sans la toucher.
E
Tenir la machine avec la main droite sur la pièce et actionner
l’interrupteur d’avance D (Fig. 27) se trouvant sur la poignée
C
avec la main gauche. Attendre 2 ou 3 secondes et faire passer
le chant avec la main gauche entre les guidages E (Fig. 27)
F
jusqu’au rouleau d’avance F (Fig. 27). Le chant se déplace alors
automatiquement jusqu’à sa sortie sur le rouleau de pression
C (Fig. 27).
Lorsque le chant apparaît entre le panneau et le rouleau de
pression C (Fig. 27), laisser passer 2 cm de chant par rapport au
panneau, puis appuyer le rouleau C contre le chant et le panneau (Fig. 26) pour que le chant se colle et que le mouvement
de rotation du rouleau de pression déplace la machine vers
l’avant (Fig. 26) de façon continue et régulière, à une vitesse
comprise entre 3,6 et 4 mètres/minutes, jusqu’à la fin du chant.
50 - PEB200-PEB250 / Mode d’emploi
Ne pas essayer d’aller plus vite. Maintenir une pression régulière
sur le rouleau de pression et se laisser guider par sa vitesse.
Page 51
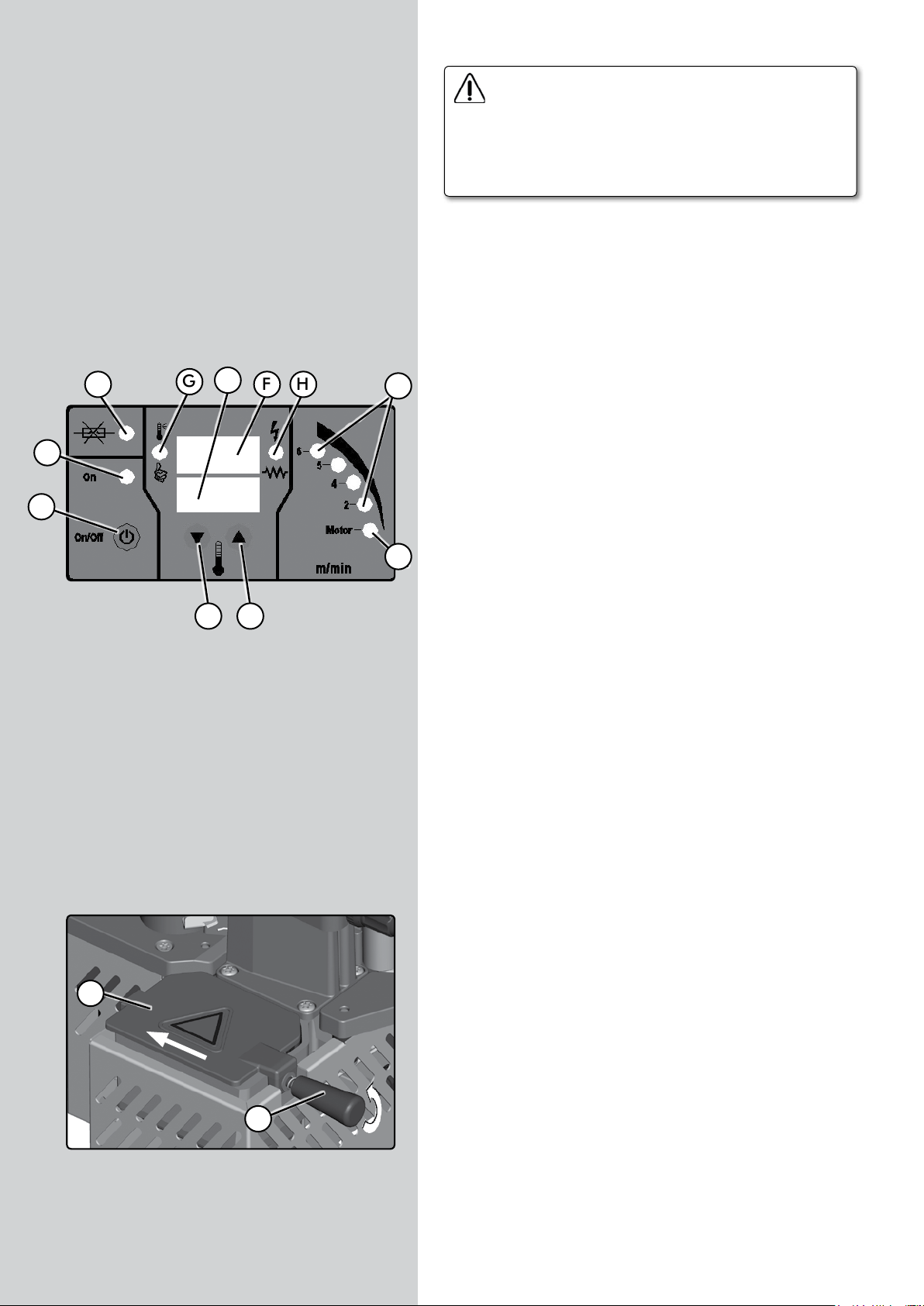
B
A
(Figure 16-3)
Si un chant se coince, celui-ci doit toujours être
retiré dans le sens de la marche. Ne jamais retirer le
chant vers l’arrière au risque d’encrasser le rouleau
de pression et le rouleau d’alimentation au contact
de la colle (le cas échéant, se reporter à la section
12. Nettoyage et entretien).
Pour se familiariser avec le maniement de la plaqueuse PEB200,
nous recommandons de faire quelques essais d’encollage préalables sur des échantillons.
Il est également conseillé de vérifier et de remplir régulièrement le bac à colle.
10.2 PEB250
K
G
FEH
J
10.2.1 Placage de chants avec la PEB250
Toujours respecter les normes de sécurité.
Toujours encoller dans le sens des aiguilles d’une montre (Fig. 26).
Lorsque la machine est branchée sur le secteur, le mot OFF
s’affiche sur l’écran F (Fig. 16-3) et le message F100 s’affiche sur
l’écran inférieur E (Fig. 16-3) pour indiquer que le programme
est chargé. Quelques secondes après, les écrans s’éteignent.
Mettre en marche l’interrupteur principal A (Fig. 16-3). La valeur de la température réelle du bac à colle s’affiche alors sur
I
l’écran F et la valeur de la température à laquelle celle-ci doit
être chauffée s’affiche sur l’écran E. La DEL blanche B s’allume
également pour indiquer que la machine est en marche (ON),
C D
tout comme la DEL verte H pour indiquer la mise sous tension
des résistances.
Sélectionner la température de travail souhaitée à l’aide des
curseurs C et D (Fig. 16-3). Cette température peut être réglée
entre 120ºC (248ºF) et 200ºC (392ºF). Ce réglage dépend de la
colle utilisée (consulter les données du fabricant de la colle).
Lorsque l’afficheur F indique 115ºC (239ºF) après 10 secondes,
la DEL verte I (Fig. 16-3) s’allume pour signaler que le moteur
peut être mis en marche avec la poignée A (Fig. 14). En tournant la poignée dans le sens des aiguilles d’une montre vers
le numéro le plus grand, la vitesse du moteur augmente. Les
numéros indiquent la vitesse d’encollage en m/min.
Lorsque la colle atteint la température sélectionnée, moins 5ºC
(41ºF), un double bip retentit, tandis que la DEL verte G s’allume
(Fig. 16-3) pour indiquer que l’on peut commencer à travailler.
B
Cette phase de chauffage peut durer entre 5 et 8 minutes, selon
la température préétablie, la température ambiante, l’état et
la quantité de granulé. Après ce temps de chauffe, seules des
pièces courtes peuvent être encollées.
Pour encoller de plus grandes pièces ou des pièces en série, il
importe de patienter 20 minutes pour que le granulé fonde
A
complètement (ouvrir le couvercle B (Fig. 12) et vérifier).
(Figure 12)
PEB200-PEB250 / Mode d’emploi - 51
Page 52

D
S’assurer d’avoir réalisé tous les réglages des points
8 et 9 avant de continuer.
A
B
(Figure 27)
E
Poser ensuite le plateau de guidage A (Fig. 27) sur la pièce à
C
F
plaquer B (Fig. 27) et rapprocher le rouleau de pression C (Fig.
27) de la pièce sans la toucher.
Tenir la machine avec la main droite sur la pièce et faire passer
le chant avec la main gauche entre les guidages E (Fig. 27)
jusqu’au rouleau d’avance F (Fig. 27). Le chant se déplace alors
automatiquement jusqu’à sa sortie sur le rouleau de pression
C (Fig. 27).
Lorsque le chant apparaît entre le panneau et le rouleau de
pression C (Fig. 27), laisser passer 2 cm de chant par rapport
au panneau, puis appuyer le rouleau C (Fig. 27) contre le
(Figure 26)
B
(Figure 14)
52 - PEB200-PEB250 / Mode d’emploi
chant et le panneau (Fig. 26) pour que le chant se colle et que
C
le mouvement de rotation du rouleau de pression déplace la
machine vers l’avant (Fig. 26) de façon continue et régulière, à
une vitesse qui pourra varier entre 2 et 6 mètres/minute selon la
difficulté de la pièce, vitesse que l’on peut sélectionner à l’aide
de la poignée A (Fig. 14). La vitesse sélectionnée est indiquée
A
par la DEL jaune D correspondante (Fig. 14).
D
E
Page 53
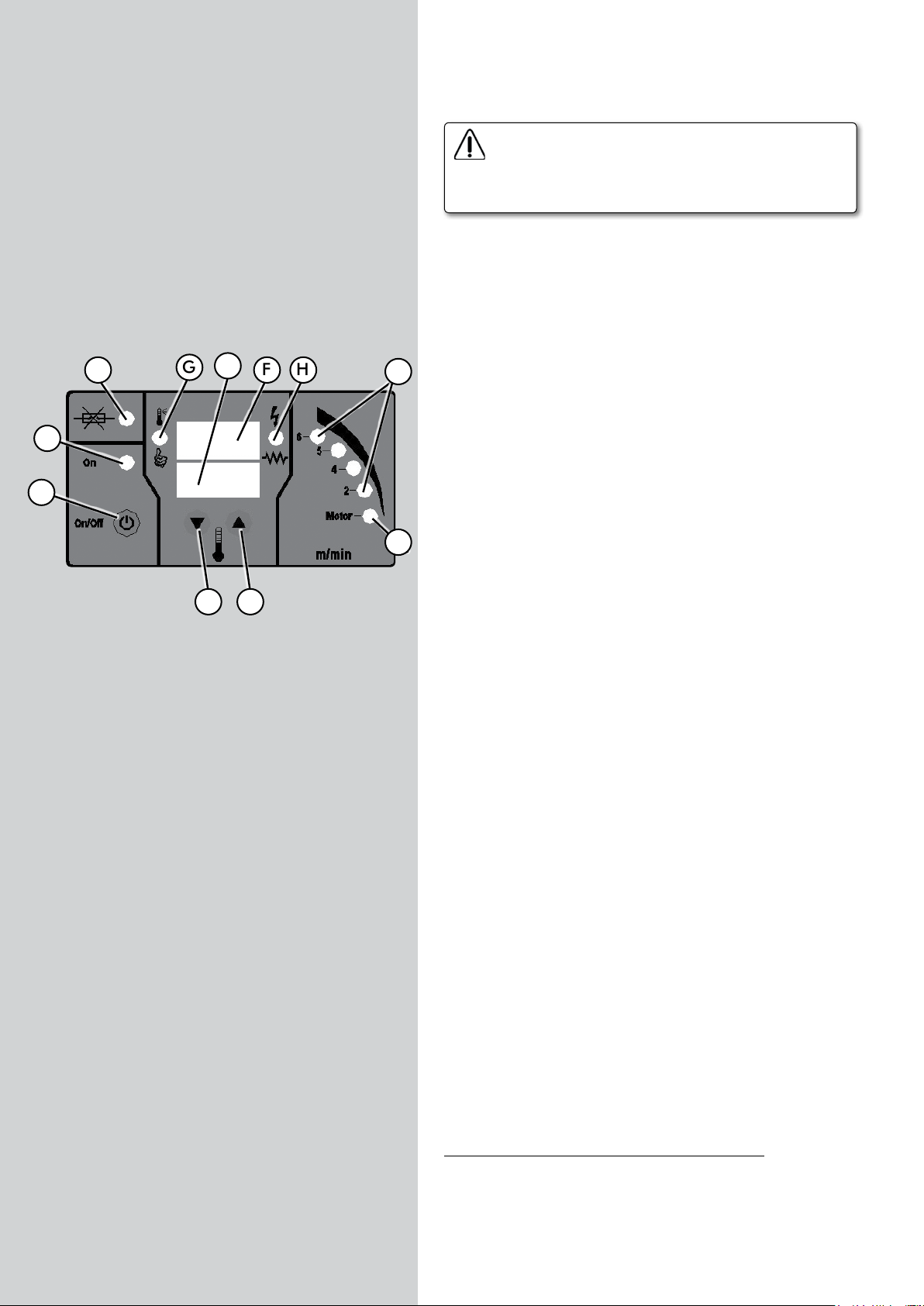
Ne pas essayer d’aller plus vite. Maintenir une pression régulière
sur le rouleau de pression et se laisser guider par sa vitesse.
Si un chant se coince, celui-ci doit toujours être retiré
dans le sens de la marche. Ne jamais retirer le chant
vers l’arrière au risque d’encrasser le rouleau de pression
et le rouleau d’alimentation au contact de la colle.
Pour se familiariser avec le maniement de la plaqueuse PEB250,
nous recommandons de faire quelques essais d’encollage préalables sur des échantillons.
Il est également conseillé de vérifier et de remplir régulièrement le bac à colle.
B
A
(Figure 16-3)
K
G
FEH
J
10.2.2 Fonctions et indicateurs du tableau de commandes
(Fig. 16-3)
A - Interrupteur général.
En position ON, cet interrupteur branche l’alimentation électrique de la machine et la coupe en position OFF. Une pression
de cet interrupteur permet également d’éliminer toutes les
alertes et les erreurs. Lorsque cet interrupteur est maintenu
enfoncé pendant 2 secondes, la machine se débranche et le
I
mot OFF s’affiche sur l’écran F.
B - DEL blanche.
Elle indique que l’interrupteur général est activé en position ON.
C D
C - Bouton-poussoir de diminution de la sélection de température. Une pression de ce bouton-poussoir permet de diminuer
la température.
D - Bouton-poussoir d’augmentation de la sélection de température. Une pression de ce bouton-poussoir permet d’augmenter
la température.
E -Température sélectionnée. Indique la température sélectionnée pour travailler. Les alertes de sécurité ainsi que les avertissements d’entretien sont également indiqués sur cet écran.
F - Lecture réelle de la température. Informe de la température
réelle de la colle à tout moment.
G - DEL (verte) indiquant l’état de la machine.
Lorsque la colle est en train de chauffer, la DEL reste éteinte.
Lorsqu’elle atteint la température établie sur l’écran F moins
5ºC (41ºF), un double bip retentit et la DEL s’allume.
H - DEL (verte). Les résistances qui chauffent le bac à colle
fonctionnent par intermittence. La DEL reste allumée lorsque
les résistances sont sous tension.
I - DEL (verte). Elle indique que le moteur peut être mis en
marche pour que la colle commence à monter à travers le
rouleau encolleur. La DEL s’allume lorsque la température de
la colle atteint 110ºC (230ºF).
J - DEL (jaune) indiquant la vitesse de travail. Lorsque la vitesse de travail est modifiée, celle-ci est indiquée par la DEL
correspondante.
K- DEL (rouge) indiquant que le fusible K (Fig. 16-3) de la
machine est grillé.
Changement de l’échelle de température ºC – ºF: Pour changer
l’échelle de températures de ºC à ºF ou vice-versa, il suffit de maintenir les boutons-poussoirs C et D (Fig. 16-3) enfoncés au moment
du branchement du câble de la machine sur la prise de courant.
L’échelle est modifiée à chaque fois que l’opération est répétée.
PEB200-PEB250 / Mode d’emploi - 53
Page 54

(Figure 17)
B
A
10.2.3 Alertes de sécurité
er1: Limite de température maximum: La machine est équipée
d’un dispositif interne qui l’empêche de dépasser 220 ºC (428 ºF).
En cas d’atteinte de cette limite, le message «er1» s’affiche
à l’écran. Si cette erreur persiste, il convient de contacter le
service technique officiel pour faire réparer la panne.
er2: Chauffage lent de la colle: Cette erreur survient lorsque
A B
la machine chauffe plus lentement que prévu. En règle générale,
cette situation se présente lorsqu’une résistance de la machine
est grillée. Si cette erreur persiste, il convient de contacter le
service technique officiel pour faire réparer la panne.
C D
er3: Absence de lecture de la température: Cette erreur
survient lorsque la machine ne peut pas lire la température de
E
la colle parce que la sonde est mal branchée ou ne fonctionne
plus. Si cette erreur persiste, il convient de contacter le service
technique officiel pour faire réparer la panne.
A01: Cette alerte s’affiche après 50 heures de fonctionnement
en continu. Les images A et B de la figure 17 indiquent qu’il
faut procéder à un nettoyage général de la machine et à un
entretien des éléments mobiles.
A02: Cette alerte s’affiche après 100 heures de fonctionnement
en continu. Les images C et D de la figure 17 indiquent qu’il
faut procéder au nettoyage du bac à colle.
K
G
FEH
J
A03: Le temps de marche de la machine s’affiche en heures et
en minutes. Pour voir le temps, laisser la machine sur OFF et
appuyer sur le bouton-poussoir C ou D (Fig. 16-3). Les minutes
s’affichent sur l’écran E et les heures sur l’écran F (Fig. 16-3).
Arrêt automatique: La machine s’arrête automatiquement deux
heures après sa mise en marche. Pour continuer à travailler, il
suffit de remettre la machine en marche.
Suppression des alertes: Pour éliminer toutes les alertes de
sécurité, il suffit d’appuyer sur l’interrupteur général A (Fig.
I
16-3) une seule fois.
(Figure 16-3)
A
B
(Figure 1)
C D
11. EMPLOI EN STATIONNAIRE
La plaqueuse de chants portative PEB200/PEB250 peut se trans-
former en une encolleuse à bac à colle stationnaire si elle est
montée sur la table MEB250 (accessoire disponible en option).
Pour monter la PEB200/PEB250 sur la table, il suffit de
l’introduire à l’intérieur de la table et de la fixer à l’aide des
trois vis fournies.
La table MEB250 dispose d'un rouleau de pression auxiliaire,
C
de guides d’appui pour le panneau à l’entrée et à la sortie,
d’un guide d’appui arrière extensible jusqu’à 500 mm et d’un
presseur démontable pour le plaquage de pièces droites.
Cette table est très pratique pour plaquer aisément des pièces
B
droites, des pièces rondes ou des pièces de formes variées
possédant des dimensions réduites.
Il est également possible de convertir l’encolleuse portative
PB200/PEB250 en une machine stationnaire à l’aide du calage
C (Fig. 1), après avoir fabriqué sa propre table auxiliaire.
54 - PEB200-PEB250 / Mode d’emploi
Page 55

12. ENTRETIEN ET NETTOYAGE
Fusible: La machine est équipée d’un fusible de protection C
(Fig. 24). En cas de panne, remplacer le fusible grillé par un
E
fusible possédant les mêmes caractéristiques: fusible de type
F, de 4 A pour 230 V ou de 8 A pour 110 V.
Tout le bloc de chauffe, y compris le bac et la base sur laquelle le
chant circule, comporte un revêtement anti-adhérent en téflon,
pour un nettoyage plus rapide et plus simple. Ne jamais utiliser
de matériaux métalliques ou abrasifs pour le nettoyage de la
A
machine au risque d’endommager le revêtement anti-adhérent.
F
B
(Figure 25)
A
C
D
Il faut retirer les excédents de colle quand cela
est nécessaire.
S’assurer que la machine est débranchée du secteur et qu’elle est complètement refroidie, avant
C
de réaliser l'un des travaux d'entretien suivants.
Guidage de sortie du chant A et ressorts du guidage de
chant B (Fig. 25): Retirer les résidus de colle avec un chiffon
imprégné de dissolvant.
Rouleaux en silicone A et B (Fig. 24): les nettoyer avec un
chiffon imprégné de dissolvant.
Équerre C (Fig. 25): Nettoyer les excédents de colle avec une
spatule en bois.
Couvercle inférieur D (Fig. 25): Enlever le couvercle D (Fig.
25) pour nettoyer la colle ayant coulé accidentellement du bac.
Surface de sortie F (Fig. 25): Retirer la colle avec une spatule
en bois.
Il n’est pas nécessaire de nettoyer les résidus de colle se
B
trouvant dans le bac. Ces résidus fondront à nouveau lors de
travaux ultérieurs avec la machine. En cas de besoin, pour les
nettoyer, utiliser une spatule en bois. Ne jamais employer de
matériaux métalliques.
Pour conserver la machine en excellent état et minimiser les
travaux d'entretien, employer l’aérosol anti-adhérent sans
silicone CANTSPRAY de Virutex
(Figure 24)
PEB200-PEB250 / Mode d’emploi - 55
Page 56

(Figure 18-1)
12.1 Nettoyage du guidage de chant A (Fig. 18)
En cas de besoin, pour nettoyer le guidage de chant A (Fig.
A
B
18-1), démonter la vis B (Fig. 18-1) à l’aide de la clé de service
C. Tirer tout d’abord sur le guidage de chant A (Fig. 18-2) pour
le libérer des butées D (Fig. 18-2). Ensuite, déplacer le guidage
A vers la droite (Fig. 18-2) et le retirer vers l’extérieur (Fig. 18-
3). Nettoyer le guidage et procéder à la repose dans l’ordre
C
inverse de la dépose.
A
(Figure 18-2)
1º
2º
D
A
(Figure 18-3)
56 - PEB200-PEB250 / Mode d’emploi
Page 57
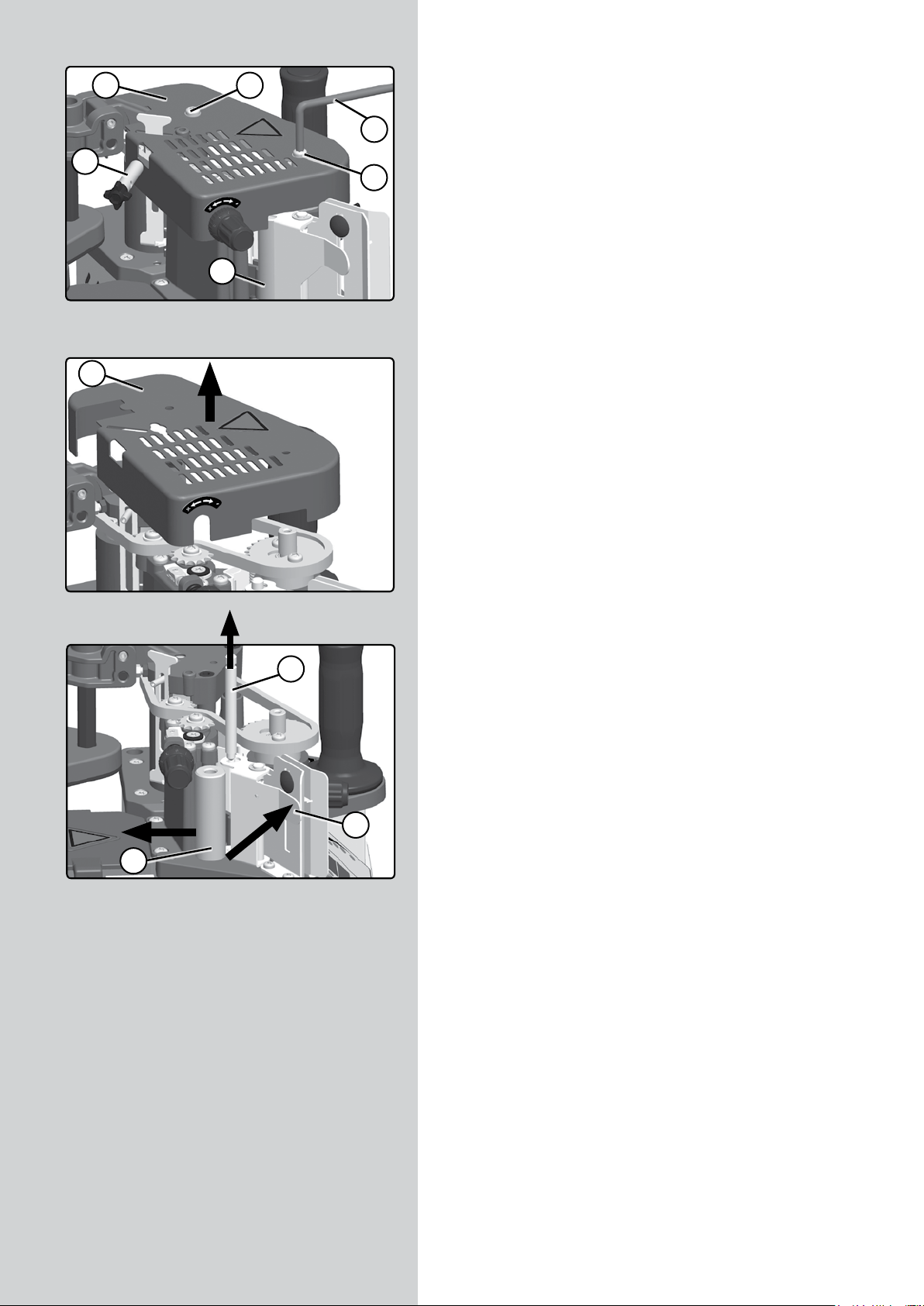
C
(Figure 19)
A
DB
12.2 Nettoyage du rouleau de pression A (Fig. 19)
Déposer les vis D (Fig. 19) à l’aide de la clé de service E, dévisser
le bouton C et déposer le couvercle B (Fig. 19) A (Fig. 20).
E
Pousser sur le support A (Fig. 21) avec la main droite tout en
retirant l’axe B (Fig. 21) et le rouleau C avec la main gauche.
D
Nettoyer le rouleau et procéder à la repose dans l’ordre inverse
de la dépose.
A
(Figure 20)
C
(Figure 21)
B
A
PEB200-PEB250 / Mode d’emploi - 57
Page 58

A
B
A
13. ACCESSOIRE POUR TRAVAILLER AVEC LA MACHINE SUSPENDUE
La machine est fournie avec un accessoire permettant de travai-
ller avec la machine suspendue. Cet accessoire doit être monté
sur le centre de gravité A (Fig. 23) de la machine comme suit:
10 mm (max)
(Figure 22)
B
Poser l’écrou B (Fig. 22) à environ 10 mm de l’extérieur de
l’anneau A (Fig. 22) et introduire les deux accessoires dans le
C
trou fileté C (Fig. 22). Lorsque l’anneau fait butée avec l’écrou
A (Fig. 23), terminer de le fixer à l’aide d’une clé hexagonale
o/c 8 mm.
La machine peut alors être suspendue par l’anneau.
14. NIVEAU DE BRUIT ET DE VIBRATIONS
Les niveaux de bruit et de vibrations de cet appareil électri-
que ont été mesurés conformément à la norme européenne
EN 60745-1 et font office de base de comparaison avec des
A
machines aux applications semblables.
15. GARANTIE
Tous les machines VIRUTEX ont une garantie valable 12 mois à
partir de la date d’achat, n’étant exclus toutes manipulations
ou dommages causés par des maniements inadéquats ou par
l’usure naturelle de la machine. Pour toute réparation, s’adresser
au Service Officiel d’Assistance Technique VIRUTEX.
(Figure 23)
16. RECYCLAGE DES OUTILS ÉLECTRIQUES
Ne jetez jamais un outil électrique avec le reste des déchets
ménagers. Recyclez les outils, les accessoires et les emballages dans le respect de l'environnement. Veuillez respecter la
réglementation en vigueur dans votre pays.
Applicable au sein de l'Union Européenne et dans les pays
européens dotés de centres de tri sélectif des déchets:
Ce symbole présent sur le produit ou sur la documentation
informative qui l'accompagne, indique qu'en fin de vie, ce
produit ne doit en aucun cas être éliminé avec le reste des
déchets ménagers.
Conformément à la directive européenne 2002/96/CE, tout
utilisateur peut contacter l'établissement dans lequel il a
acheté le produit, ou les autorités locales compétentes, pour
se renseigner sur la façon d’éliminer le produit et le lieu où il
doit être déposé pour être soumis à un recyclage écologique,
en toute sécurité.
58 - PEB200-PEB250 / Mode d’emploi
VIRUTEX se réserve le droit de modifier ses produits sans avis
préalable.
Page 59

DEUTSCH
KANTENANLEIMGERÄT PEB200/PEB250
Lesen Sie vor der Benutzung der Maschine sorgfältig die BEDIENUNGSANLEITUNG und die beigelegte
Broschüre ALLGEMEINE SICHERHEITSVORSCHRIFTEN. Vergewissern Sie sich, dass Sie die Anweisungen
verstanden haben, bevor Sie die Maschine bedienen.
Bewahren Sie die beiden Bedienungsanleitungen auf, um auch später gut informiert zu sein.
1. ZUSÄTZLICHE SICHERHEITSVORSCHRIFTEN FÜR DIESES GERÄT
Bei Nichtbeachtung der Sicherheitsvorschriften können schwere Verletzungen die Folge sein.
• Berühren Sie nicht die beweglichen Teile.
• Berücksichtigen Sie, dass das Gerät hohe Temperaturen erreichen kann.
• Berühren Sie nicht die heißen Teile.
• Halten Sie die laufende Maschine immer sicher mit beiden Händen.
• Neigen Sie sich nicht auf die Maschine, solange sie heiß ist.
• Achten Sie stets auf ein ausreichend langes Kabel und darauf, dass dieses während der Arbeit nicht im Weg ist.
• Ziehen Sie vor dem Ändern von Einstellungen, Austausch von Zubehörteilen oder der Lagerung elektrischer Werkzeuge immer den Stecker des Netzteils.
• Kontrollieren Sie vor dem Einschalten der Maschine immer das Netzkabel.
• Nehmen Sie an der Maschine keine Reparatur- bzw. Wartungsarbeiten vor, solange sie heiß ist.
• Benutzen Sie die Maschine nicht in der Nähe von brennbaren oder explosiven Stoffen.
• Arbeiten Sie nicht in feuchter Umgebung oder im Regen.
• Die Maschine setzt Dämpfe frei.
• Arbeiten Sie immer in gut belüfteten Räumen. Wenn es der Hersteller des Leims verlangt, muss eine Schutzmaske
getragen werden.
• Die vom Hersteller des zu verwendenden Leims angegebenen Sicherheitsmaßnahmen müssen gelesen und eingehalten werden.
PEB200-PEB250 / Gebrauchsanweisung - 59
Page 60
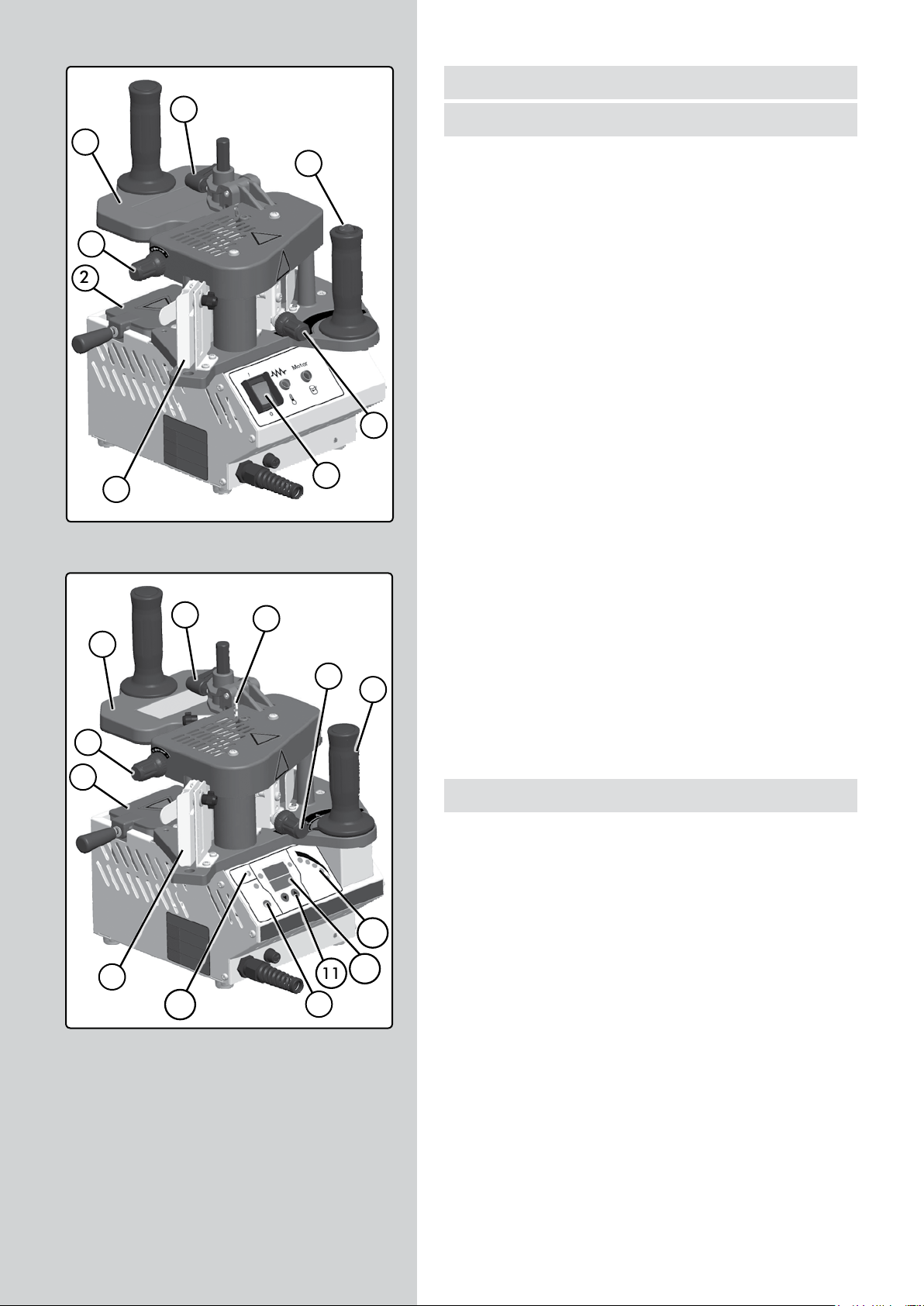
PEB200
5
4
8
2. TECHNISCHE SPEZIFIKATIONEN
2.1 ALLGEMEINE BESCHREIBUNG DER MASCHINE
Diese Maschine wurde zum Aufbringen und Verleimen von ge-
raden und gekrümmten Holzplatten mit senkrecht zueinander
stehenden Seiten entwickelt und hergestellt. Es können auch
schrägstehende Seiten mit 1º bis 10º Neigung verleimt werden.
3
Die wichtigsten Bauteile sind:
2
PEB200
1 . Verstellbare Kanteneinlaufführung
2 . Leimbehälterdeckel
3 . Feineinstellung Leimschichtstärke
4 . Führungsplatte Plattenhöhe
5 . Hebel zur Einstellung der Führungsplatte
6 . Kantendruckeinstellung
6
7 . Hauptschalter
8 . Motorbetriebsschalter
1
7
PEB250
1 . Verstellbare Kanteneinlaufführung
2 . Leimbehälterdeckel
3 . Feineinstellung Leimschichtstärke
4 . Führungsplatte Plattenhöhe
PEB250
5
9
4
6
8
5 . Hebel zur Einstellung der Führungsplatte
6 . Kantendruckeinstellung
7 . Hauptschalter
8 . Regulierungsgriff Motorbetrieb
9 . Höheneinstellung Kantenauslauf
10 . LED-Anzeige Anleimgeschwindigkeit
11 . Temperatureinstellungssensoren
12 . Anzeigen Temperaturablesung und Funktionen
3
13 . Funktion offene Sicherung
2
2.2 TECHNISCHE DATEN
Spannung...................................................................230V 50/60 Hz
120 V 60 Hz
Leistung..............................................................................................830 W
Motor....................................................................................................20 W
Verbrauch....................................................................230V 4A - 110V 8A
10
Heizleistung...................................................450 W +180Wx2=810W
Plattenhöhe....................................................................10 bis 62 mm
12
1
13
11
7
Mindestinnenradius….................................................................50 mm
Min. Innenradius (mit Hilfsrolle 5046764) ….....................15 mm
Einstellung Kantenstärke..............................................0,4 bis 3 mm
Schräge Platte...........................................................................max. 10 º
Beschickungsgeschwindigkeit (PEB200)........................3,6 m/min
Verstellbare Fördergeschwindigkeit (PEB250)...2-4-5 und 6 m/Min
Arbeitstemperatur (PEB200).........................................170°C (338ºF)
Einstellbare Betriebstemperatur (PEB250)..120°C-200ºC / (248-ºF)
Höchsttemperatur mit Sicherheitsunterbrecher........220ºC (428ºF)
Aufwärmzeit..............................................................................5-10 min
Elektronische Regelung von Temperatur und Motorgeschwin-
digkeit mit Mikroprozessor (nur PEB250)
Fassungsvermögen des Leimbehälters....................................230 cm
3
60 - PEB200-PEB250 / Gebrauchsanweisung
Page 61
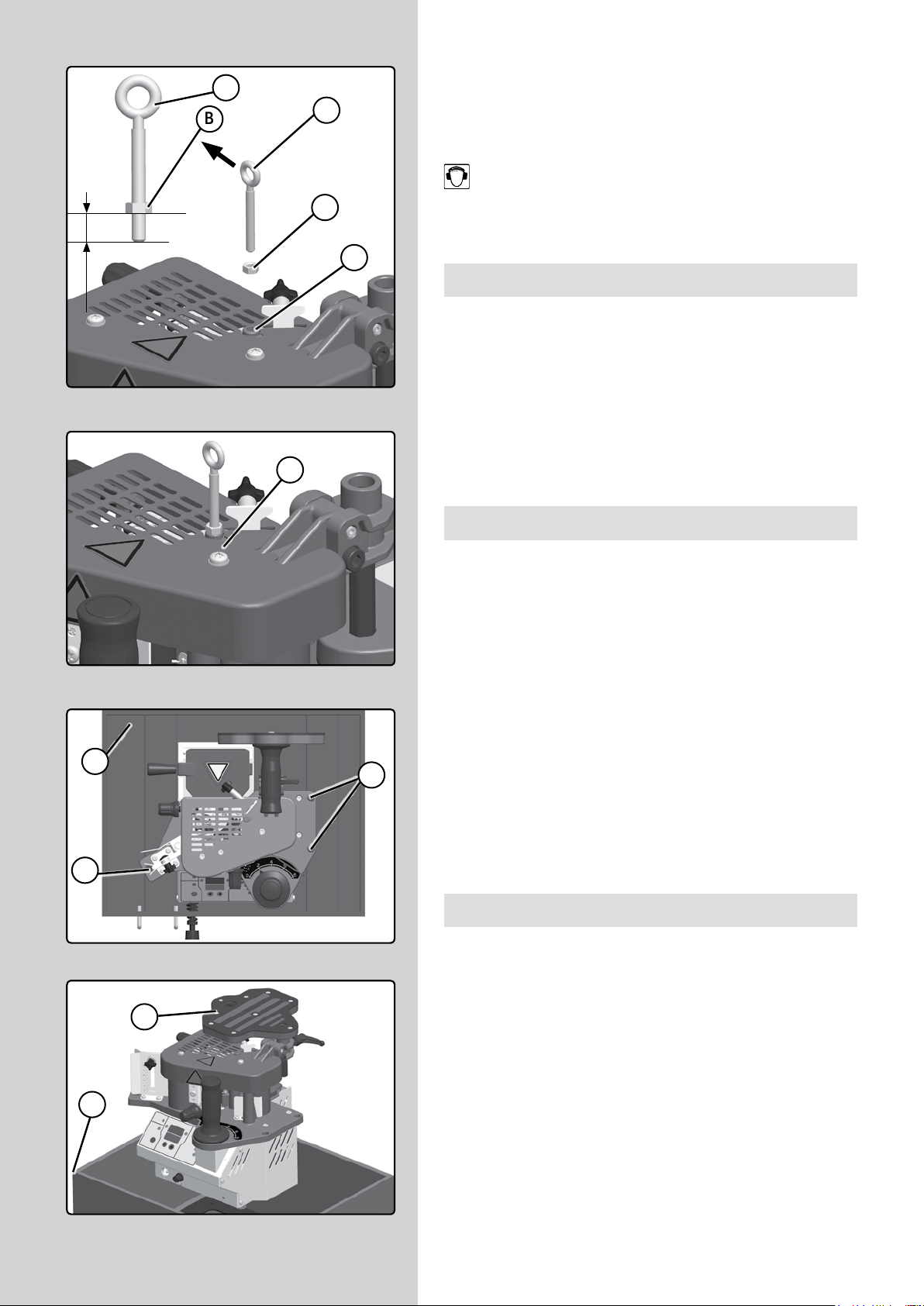
A
B
A
Gewicht.............................................................................................9,2 kg
Gewichteter akustischer Dauerdruckpegel A.......................<80 dBA
Unsicherheit.................................................................................K = 3 dBA
Gehörschutz tragen!
Netzkabel................................................................................................5 m
10 mm (max)
(Abb. 22)
(Abb. 23)
A
B
B
Schwingungsgesamtwerte................................................a
: <2,5 m/s
h
Unsicherheit.............................................................................K = 1,5 m/s
2
2
C
3. STANDARDAUSSTATTUNG
Die Verpackung enthält:
• Kantenanleimgerät
• Beutel mit 250 g Virutex-Leim
• Einstellschlüssel
• Aufhängring und Mutter für Arbeiten bei hängender Mas-
chine (Abb. 22-23)
• Wieder verwendbare Holzkiste mit Metallhalter zur Befesti-
gung der Kantenleimmaschine.
A
• Bedienungsanleitung
4. OPTIONALES ZUBEHÖR
• Tisch MEB-250 für Kantenanleimgerät 5046525
• Schneidvorrichtung und Rollenhalter RC50T für MEB-250
5046266
• Eimer Leim (3 Kg) 2599266
• Silikonfreier Anhaftungsschutz "Cantspray"
• Kantenfräse FR156N
• Profilfräskopf CA56G
• Pneumatische, dreh- und klappbare
Haltevorrichtung SVN460 5046400
• Auflage mit 2 Saugnäpfen SFV50 5045753
• Auflage mit 1 Saugnapf SFV150 5045833
B
• PDoppel-Kantentrimmer AU93 (max. 1 mm)
• Kantenkappgerät RC21E (max. 1 mm)
• Kantenkappgerät RC221R (max. 2 mm)
• Kantenkappgerät RC321S (max. 3 mm x25)
• Hilfsrolle (Speziell für Ecken und konkaven Formen) 5046764
(Abb. 1)
A
(Abb. 2)
5. VERPACKUNG UND TRANSPORT
Die Maschine wird in einer Holzverpackung geliefert, die für
spätere Transporte aufzubewahren ist.
5.1 AUSPACKEN
B
Die Maschine befindet sich im Verpackungsinneren und ist wie
folgt zu entnehmen:
• Entfernen Sie den Deckel und bewahren Sie diesen zur spä-
teren Verwendung an einem sicheren Ort auf.
• Lösen und entnehmen Sie die 3 Schrauben B (Abb. 1) mit
einem Schraubendreher aus dem Kisteninneren A (bewahren
Sie diese für eine spätere Verwendung auf).
• Entnehmen Sie die Maschine B (Abb. 2) aus dem Kistenin-
neren A (Abb. 2).
• Lösen Sie den Hebel A (Abb. 3), entnehmen Sie die Führungs-
PEB200-PEB250 / Gebrauchsanweisung - 61
Page 62

B
platte B (Abb. 3) und montieren Sie diese gemäß der Illustration
in Abb. 4).
• Überprüfen Sie, dass die beiden Griffe A und B (Abb. 5) wie
abgebildet ausgerichtet sind.
• Bewahren Sie die Holzkiste und den Deckel zur späteren Aufbewahrung oder zum Transport der Kantenleimmaschine auf.
(Abb. 3)
(Abb. 4)
A
6. TRAGBARE KANTENANLEIMMASCHINE PEB250/250
EMPFEHLUNGEN FÜR EINE GUTE KANTENVERKLEBUNG
Im Anschluss werden die wichtigsten Empfehlungen für die
Nutzung der PEB250 unter Berücksichtigung von Platte, Kante,
Leim und Betriebstemperatur aufgeführt.
6.1 ÜBER DIE KANTE UND DIE PLATTE
A
B
B
• Die zu bearbeitende Kante der Platte muss in einem Winkel
von 90° zur Plattenfläche stehen und staubfrei sein. Für Platten
mit einer Neigung bis zu 10º, siehe Abschnitt 8.4 Einstellung
schräge Führungsplatte.
• Um eine gute Verarbeitung schmaler Kanten auf Spanplatten
zu erhalten, muss die Oberfläche der Plattenkante einwandfrei
sein und staubfrei sein.
• Die Umgebungstemperatur der Teile und Kanten, die verleimt
werden sollen, darf nicht unter 18°C (64ºF) liegen.
• Für einen guten Kantenauftrag ist immer ein ausreichender
Andruck der Kante erforderlich.
• Für steife Kanten (Typ Resopal) ist ein ausreichender Andruck
erforderlich, um die Steifheit zu überwinden.
• Bei porösen Platten ist die Menge des aufzutragenden Leims
zu erhöhen.
(Abb. 5)
A
(Abb. 6)
62 - PEB200-PEB250 / Gebrauchsanweisung
6.2 ÜBER DEN LEIM
• Überprüfen Sie mit einem Test, dass der Leimauftrag auf die
Kante ausreichend ist Berücksichtigen Sie dabei Folgendes:
- Für 0,4 mm starke Kanten auf PVC, ABS oder Kunststoff...
Nonius B in Pos. 0 (Abb. 6)
- Für 0,4-1,5 mm starke Kanten....Nonius B in Pos. 2 (Abb. 6)
A
B
- Für 1-1,5 mm starke steife Kanten (Resopal).......Nonius B
in Pos. 7 (Abb. 6)
- Für 2 mm starke Kanten…............Nonius B in Pos. 5 (Abb. 6)
- Für 3 mm starke Kanten................Nonius B in Pos. 8 (Abb. 6)
• Bei steifen Kanten empfiehlt es sich, die Temperatur um 10%
zu senken. Ein Erhöhen des Leimdurchsatzes ist kontraproduktiv,
da dadurch nicht unbedingt eine qualitativ bessere Verklebung
gewährleistet wird.
• Achten Sie darauf, dass sich im Behälter die ausreichende
Menge geschmolzenen Leims zur Beendigung der Arbeit befindet. Wenn dazu der Leimbehälter nachgefüllt werden muss,
aktivieren Sie die Anleimgeschwindigkeit ca. 5 Minuten vorher
(siehe Kapitel 9.2 Einstellung der Anleimgeschwindigkeit)
• Alter Leim verliert seine Haftungseigenschaften, sodass eine
minderwertige Verklebung entsteht. Die Farbe des Leims neigt
dazu, sich zu verdunkeln.
• Verwenden Sie zum Anleimen der Kanten nur den für die-
sen spezifischen Zweck entwickelten Virutex-Leim für Modell
Page 63

A
(Abb. 6)
B
• Mit dem Gerät PEB200/PEB250 können darüber hinaus
folgende, von Virutex zugelassene Leime verwendet werden:
- Rayt Typ MA-6244
- Kleiberit 743.7
- Kleiberit VP9296/57
- Jowat 280.3
- Dorus KS224/2
• Die Virutex-Garantie für den einwandfreien Betrieb des
Kantenanleimgeräts PEB200/PEB250 wird nur bei Verwendung
der empfohlenen Leimsorten gewährt.
• Der Leimreglergriff B und der Deckel des Leimbehälters A
(Abb. 6) kleben bei abgekühlter Maschine fest. Den Regler und
den Deckel erst dann wieder bedienen, wenn die Maschine
wieder aufgeheizt und der Leim geschmolzen ist.
6.3 ÜBER DIE TEMPERATUR
Ungefähre Betriebstemperatur:
• Für 0,4 mm starke Kanten auf PVC, ABS oder Kunsts-
toff.....140-145° C
• Für 0,4-1,5 mm starke Kanten…...............................150-160° C
• Für 2 mm starke Kanten............................................165-180° C
• Für 3 mm starke Kanten..............................................180-190° C
PEB200/PEB250 (ref. 2599266).
6.4 ALLGEMEINES
• Vor dem Leimauftrag auf den Innen- bzw. Außenseiten von
gerundeten Teilen sollten Sie einen Test durchführen.
• Der Leimbehälter muss geschlossen und an einem trockenen
Ort aufbewahrt werden.
• Der Leim setzt Dämpfe frei, solange er auf Arbeitstemperatur
gehalten wird. Achten Sie darauf, dass die Dämpfe durch eine
ausreichende Belüftung des Arbeitsplatzes abgeleitet werden.
• Halten Sie die Maschine in einem sauberen Zustand ohne
Staub oder Späne. Mit einer verschmutzten Maschine erhalten
Sie eine schlechte Qualität beim Kantenauftrag.
6.5 SCHLUSSFOLGERUNGEN
Durch Erhöhen des Leimdurchsatzes wird keine bessere Verkle-
bung erzielt.
Es müssen die Poren der Platte, die Steifheit der Kante, die
Viskosität des Leims und die Betriebstemperatur berücksichtigt
werden.
Bei poröser Platte mehr Leimdurchsatz
Bei einer Platte mit kleinen Poren weniger Leimdurchsatz
Bei viskosem Leim mehr Leimdurchsatz
Bei dünnflüssigem Leim weniger Leimdurchsatz
Bei dünnen Kanten weniger Temperatur
Bei dicken Kanten höhere Temperatur
Bei dünnen Kanten weniger Leimdurchsatz
Bei dicken Kanten hoher Leimdurchsatz mit Ausnahmen.
Bei steifen Kanten (Resopal) weniger Leimdurchsatz und we-
niger Temperatur.
Bei geringer Temperatur geringer Leimdurchsatz.
Bei hoher Temperatur mehr Leimdurchsatz.
PEB200-PEB250 / Gebrauchsanweisung - 63
Page 64

(Abb. 7)
7. LEIMVERBRAUCH UND GEEIGNETE KANTEN
• Entnehmen Sie der beiliegenden Tabelle den Leimverbrauch
je nach Kantenhöhe unabhängig von der Stärke. Beispiel: Eine
20 mm hohe Kante verbraucht durchschnittlich 3,1 Gramm
pro Laufmeter.
• Aus der Tabelle kann auch entnommen werden, bis zu welcher
Höhe und Stärke der Kante die Maschine verwendet werden
kann. Beispiel: Die maximal verwendbare Stärke beträgt 3 mm
bei einer Höhe von 22 mm, bzw. die maximale Höhe beträgt
64 mm bei einer Stärke von 0,4 mm.
8. MASCHINE IM KALTZUSTAND
EINSTELLUNGEN AN DER MASCHINE
8.1 Einstellung der Führungsplatte
Falls nicht beim bereits beim Auspacken geschehen, montieren
Sie die Führungsplatte A (Abb. 7) an der Halterung B
B
C
und befestigen Sie diese mit dem Griff C. Die Höhe der
Führungsplatte A ist gemäß der Stärke des Werkstücks
D einzustellen. Dazu lösen Sie den Griff C und stellen
Sie die Höhe der Führungsplatte A auf der Skala Y
F
D
"Y"
A
E
auf die Stärke X des Werkstücks ein. Beim Anleimen
der Kante an die Platte verbleibt ein Überstand von
ca. 1,5 mm.
"X" mm
8.2 Einstellung der Höhe der Kanten
Die Kanten müssen 2 oder 3 mm höher sein als das
1,5 mm
Teil, auf dem die Kante aufgebracht werden soll.
Die Kanten 5 oder 6 cm länger zuschneiden als die
Platte für den Kantenauftrag.
B
A
(Abb. 8)
64 - PEB200-PEB250 / Gebrauchsanweisung
1. Kanteneinlauf
Zur Einstellung der Höhe der Kanten A (Abb. 8) am Einlauf
muss die Einlaufführung B eingestellt werden. Führen Sie die
Kante zwischen die Führungen B ein. Lösen Sie den
Einstellgriff C und stellen Sie die Anpressvorrichtung
D auf die Höhe der zu verwendenden Kante gemäß
der Skala ein.
D
C
E
Page 65
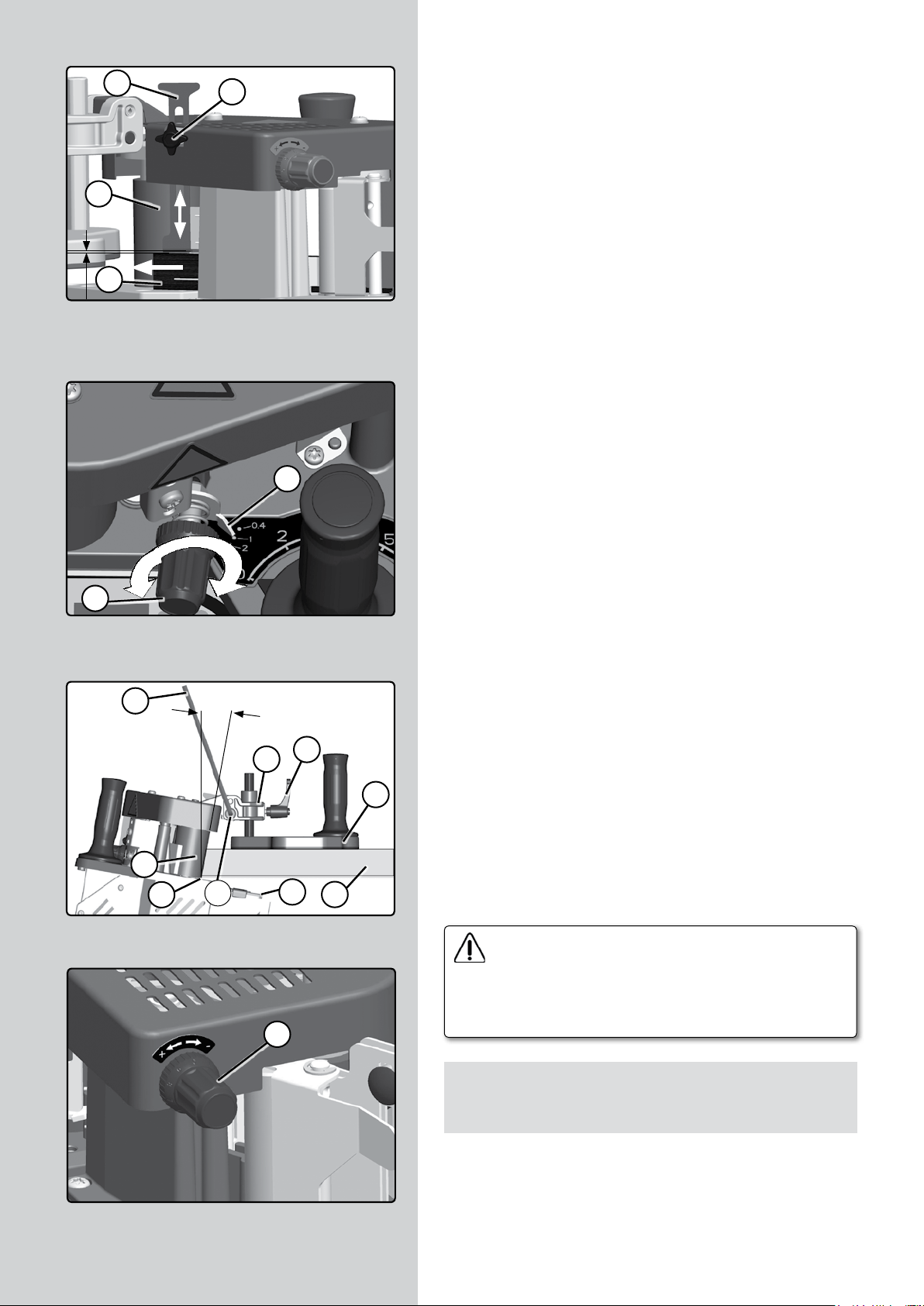
D
A
0,5 mm
(Abb. 9)
B
C
2. Kantenauslauf (NUR PEB250)
Zur Einstellung der Höhe der Kanten A (Abb. 9) am Auslauf
muss die Auslaufführung B (Abb. 9) auf die Höhe der Kante
+ 0,5 mm eingestellt und mit dem Griff C blockiert werden.
8.3 Einstellung der Kantenanpressvorrichtung
Um den Anleimdruck der Kante einzustellen ist der Zeiger A
(Abb. 10) mittels Griff B an die Stärke der jeweiligen Kante
anzupassen. Bei der Verwendung von sehr steifen Kanten, die
einen höheren Druck auf die Kante erforderlich machen, wie
A
z. B. eine 3-mm-Kante aus PVC, kann der Zeiger auf 2 oder
2,5 positioniert werden. Positionieren Sie der Zeiger keinesfalls
über der Kantenstärke. Es ist sehr wahrscheinlich, dass die Kante
nicht gut mit Leim bedeckt und eine qualitativ minderwertige
Arbeit durchgeführt wird.
B
(Abb. 10)
(Abb. 11)
B
Máx. 10°
8.4 Einstellung schräge Führungsplatte
Montieren Sie die Führungsplatte C (Abb. 11) an der Halterung
(E) und befestigen Sie sie mit dem Handhebel (F).
F
E
Die Höhe der Führungsplatte C muss auf die Stärke und Neigung
des Teils A eingestellt werden, auf das die Kante aufgebracht
C
werden soll. Lösen Sie dazu den Handhebel F und die Schraube
G mit Hilfe des Einstellschlüssels B und stellen Sie die Höhe und
den Winkel (max. 10º Neigung) der Führungsplatte C ein, so dass
D
H
G
I
A
sich die Platte zwischen 1,5 und 2 mm über der Maschinenbasis
H befindet. Achten Sie dabei nicht auf die Millimeterskala, da
diese nur zur Einstellung von Platten im 90º-Winkel dient.
Bei der Durchführung dieser Art von Arbeiten darf
der Behälter nicht übermäßig gefüllt sein (empfohlen
wird die Füllung des Behälters bis zur Hälfte seiner
Kapazität). Andernfalls besteht das Risiko, dass der
A
Leim überläuft und irreparable Schäden verursacht.
(Abb. 15)
9. MASCHINE IM WARMZUSTAND
EINSTELLUNG DER MASCHINE MIT GESCHMOLZENEM LEIM
9.1 Einstellung der Leimmenge
Mit dem Einstellgriff für die Leimmenge A (Abb. 15) kann die
Menge des Leimauftrags auf die Kante geregelt werden. Gehen
Sie dazu wie folgt vor:
PEB200-PEB250 / Gebrauchsanweisung - 65
Page 66

(Abb. 14)
Beim Modell PEB250:
B
C
Sobald die Maschine sich erwärmt hat und das Granulat geschmolzen ist, ertönt ein Piepton. Stellen Sie jetzt den Schalter
A (Abb. 14) auf die Position 6. Die Leimrolle beginnt, sich mit
Höchstgeschwindigkeit zu drehen.
A
D
E
(Abb. 16-1)
(Abb. 16-2)
C
Beim Modell PEB200:
Sobald die Maschine sich erwärmt hat und das Granulat geschmolzen ist, leuchtet die LED C auf (Abb. 16-1). Betätigen
Sie den Schalter A (Abb. 16-2) und die Leimrolle beginnt sich
B
A
zu drehen.
Zur Überprüfung der auf die Kante aufgebrachten Leimmenge
bereiten Sie einen Streifen der zu verwendenden Kante mit
ca. 1 Meter Länge vor.
Drehen Sie den Einstellgriff der Leimmenge A (Abb. 15) im
Uhrzeigersinn bis zum Endpunkt der Position "-" (Mindestle-
A
immenge).
A
(Abb. 15)
66 - PEB200-PEB250 / Gebrauchsanweisung
Page 67

A
(Abb. 8)
B
C
E
D
A
0,5 mm
(Abb. 9)
B
C
Führen Sie den vorbereiteten Streifen durch die Einlaufführung
B (Abb. 8). Stellen Sie die Höhe der Kante mit dem Griff C
(Abb. 8) bis zur Förderrolle E ein (Abb. 8). Stellen Sie die
Kantenanpressvorrichtung B (Abb. 10) auf die entsprechende
Stärke ein, indem Sie den Griff B (Abb. 10) drehen und stellen
Sie zuletzt den Durchgang zum Kantenauslauf B (Abb. 9) mit
dem Griff C ein (Abb. 9).
Drehen Sie jetzt den Einstellgriff der Leimmenge A (Abb. 15)
gegen den Uhrzeigersinn, um den Leimdurchsatz bis auf ca.
eine halbe Drehung in Richtung "+" zu öffnen. Schieben Sie
die Kante nach vorne, damit diese von der Förderrolle E (Abb.
8) erfasst wird und überprüfen Sie am Auslauf, dass die Kante
gut und gleichmäßig mit Leim versehen ist. Sollte dies nicht
der Fall sein, stellen Sie die Leimmenge erneut mit dem Einstellgriff A (Abb. 15) ein. Im Allgemeinen ist diese Einstellung
nur einmal erforderlich.
Der Einstellgriff A (Abb. 15) darf nicht mehr betätigt
A
werden, nachdem die Maschine abgekühlt ist. Der
Einstellgriff A (Abb. 15) kann nur betätigt werden:
PEB250- nach Ertönen des akustischen Piepsignals,
und bei der PEB200- wenn die LED C aufleuchtet
(Abb. 16-1).
B
(Abb. 10)
Bei gefülltem Leimbehälter können Sie ungefähr 35 Laufmeter
mit einer Kantenhöhe von 25 mm oder 15 m mit einer Kantenhöhe von 62 mm verleimen.
9.2 Einstellung der Anleimgeschwindigkeit (NUR PEB250)
Mit einer einfachen Schalterdrehung kann die Geschwindigkeit
während des Leimens reguliert werden. Ohne Anhalten.
Zum Ändern der Geschwindigkeit muss der Griff A (Abb. 14)
gedreht werden, bis der Zeiger C (Abb. 14) auf der gewünschten
Geschwindigkeit steht. Der Zeiger C zeigt die Geschwindigkeit
in m/Min. an (2-4-5-6).
Die Höchstgeschwindigkeit wird für gerade Arbeiten mit niedrigen Kanten empfohlen. Die Mindestgeschwindigkeit wird
für runde Formen mit kleinem Innenradius sowie für hohe
Kanten empfohlen.
PEB200-PEB250 / Gebrauchsanweisung - 67
Page 68

B
(Abb. 12)
Abnehmen des Leimbehälterdeckels
Schrauben Sie den Griff A ca. drei Umdrehungen auf (Abb. 12),
schieben Sie den Deckel nach vorne, bis er sich vom Behälter
löst, und heben Sie ihn nach oben ab (Abb. 13).
Dieser Vorgang muss immer mit der Maschine im
Warmzustand erfolgen.
A
(Abb. 13)
10. BETRIEB DER MASCHINE
10.1 PEB200
10.1.1 Kantenanleimen mit der PEB200
Beachten Sie die Sicherheitsvorschriften.
Das Einleimen muss immer im Uhrzeigersinn erfolgen (Abb. 26).
(Abb. 26)
68 - PEB200-PEB250 / Gebrauchsanweisung
Page 69

Schalten Sie den Hauptschalter A ein (Abb. 16-1).
Sobald der Leim eine Temperatur von 150ºC (302ºF) erreicht
hat, leuchtet die LED C auf (Abb. 16-1). Diese Vorheizphase
C
kann je nach Zustand und Menge des Granulats 5 bis 8 Minuten
in Anspruch nehmen. Danach können nur kleine Werkstücke
verleimt werden.
Zum Verleimen größerer Werkstücke bzw. mehrerer Werkstücke
hintereinander müssen 20 Minuten abgewartet werden, damit
B
A
das gesamte Granulat geschmolzen ist. (Öffnen Sie den Deckel
B (Abb. 12) und kontrollieren Sie das Granulat).
(Abb. 16-1)
(Abb. 12)
A
B
Stellen Sie vor dem Fortfahren sicher, dass Sie alle
Einstellungen aus den Punkten 8 und 9 vorgenommen haben.
D
Setzen Sie danach die Führungsplatte A (Abb. 27) auf das
Werkstück B (Abb. 27) und nähern Sie die Druckrolle C (Abb.
E
C
27) an das Werkstück an, ohne es zu berühren.
Halten sie die Maschine mit der rechten Hand über dem Werkstück und betätigen Sie den Vorlaufschalter D (Abb. 27) am Griff
F
der linken Hand. Warten Sie 2 oder 3 Sekunden und führen Sie
die Kante mit der linken Hand durch die Führungen E (Abb.
27) bis zur Förderrolle F (Abb. 27). Die Kante wird automatisch
eingezogen, bis sie über der Druckrolle C herausläuft (Abb. 27).
(Abb. 27)
Wenn die Kante zwischen der Platte und der Druckrolle C (Abb.
27) erscheint, lassen Sie ca. 2 cm Kante in Bezug auf die Platte
durchlaufen und drücken Sie die Rolle C gegen die Kante und
die Platte (Abb. 26). Die Kante wird angeklebt und die Drehbewegung der Druckrolle bewegt die Maschine durchgehend
und gleichmäßig mit einer Geschwindigkeit zwischen 3,6 und
4 m/Minute bis zum Kantenende nach vorn (Abb. 26).
Versuchen Sie nicht, schneller zu arbeiten. Halten Sie einen
gleichförmigen Druck auf die Druckrolle und passen Sie sich
der Maschinengeschwindigkeit an.
PEB200-PEB250 / Gebrauchsanweisung - 69
Page 70

B
A
(Abb. 16-3)
Wenn eine Kante in der Maschine hängen bleibt,
muss sie immer in Förderrichtung herausgezogen
werden. Versuchen Sie nicht, die Kante nach hinten
herauszuziehen, da dadurch die Druckrolle und die
Förderrolle im Kontakt mit dem Leim verschmutzt
werden. (Falls dies geschieht, siehe Abschnitt 12.
Reinigung und Instandhaltung).
Damit Sie sich besser an das Arbeiten mit der PEB200 gewöhnen, empfehlen wir Ihnen, zunächst nur Proben zu verleimen.
Ebenso sollten Sie den Leimbehälter regelmäßig kontrollieren
und nachfüllen.
10.2 PEB250
K
G
FEH
J
10.2.1 Kantenanleimen mit der PEB250
Beachten Sie die Sicherheitsvorschriften.
Das Einleimen muss immer im Uhrzeigersinn erfolgen. (Abb. 26)
Wenn die Maschine an die Stromversorgung angeschlossen wird,
erscheint auf der Anzeige F (Abb. 16-3) das Wort OFF und auf
der unteren Anzeige E (Abb. 16-3) F100, was bedeutet, dass
das Programm geladen ist. Die Anzeigen schalten sich nach
einigen Sekunden ab.
Schalten Sie den Hauptschalter A ein (Abb. 16-3). Auf der Anzei-
I
ge F werden der Wert der Ist-Temperatur des Leimbehälters und
auf der Anzeige E der Wert der gewünschten Soll-Temperatur
C D
angezeigt. Ebenso leuchten die weiße LED B, die den Betrieb
anzeigt (ON), sowie die grüne LED H, die die Stromversorgung
der Widerstände anzeigt, auf.
B
(Abb. 12)
Anhand der Cursor C und D (Abb. 16-3) kann die gewünschte
Betriebstemperatur ausgewählt werden. Die Temperatur kann
von 120 ºC (248 ºF) bis 200 ºC (392 ºF) eingestellt werden.
Diese ist vom verwendeten Leim abhängig. (Siehe Angaben
des Leimherstellers).
Wenn die Anzeige F 110 ºC (230 ºF) anzeigt, nach 10 Sekunden,
leuchtet die grüne LED I (Abb. 16-3) auf, die anzeigt, dass der
Motor anhand des Griffs A in Betrieb genommen werden kann
(Abb. 14). Durch Drehen des Griffs im Uhrzeigersinn erhöht
sich die Motorgeschwindigkeit. Die Zahlen zeigen die Anleimgeschwindigkeit in m/Min. an.
Wenn der Leim die gewählte Temperatur minus 5 ºC (41 ºF)
erreicht, ertönt ein doppelter Piepton und gleichzeitig leuchtet
die grüne LED G (Abb. 16-3) auf, die anzeigt, dass mit der Arbeit begonnen werden kann. Diese Vorheizphase kann je nach
voreingestellter Temperatur, Umgebungstemperatur, Zustand
und Menge des Granulats 5 bis 8 Minuten in Anspruch nehmen. Danach können nur kleine Werkstücke verleimt werden.
Zum Verleimen größerer Werkstücke bzw. mehrerer Werkstücke
A
hintereinander müssen 20 Minuten abgewartet werden, damit
das gesamte Granulat geschmolzen ist. (Öffnen Sie den Deckel
B (Abb. 12) und kontrollieren Sie das Granulat).
70 - PEB200-PEB250 / Gebrauchsanweisung
Page 71

A
(Abb. 27)
D
Stellen Sie vor dem Fortfahren sicher, dass Sie alle
Einstellungen aus den Punkten 8 und 9 vorgenommen haben.
E
Setzen Sie danach die Führungsplatte A (Abb. 27) auf das
C
Werkstück B (Abb. 27) und nähern Sie die Druckrolle C (Abb.
27) an das Werkstück an, ohne es zu berühren.
F
Halten sie die Maschine mit der rechten Hand über dem
B
Werkstück und führen Sie die Kante mit der linken Hand durch
die Führungen E (Abb. 27) bis zur Förderrolle F (Abb. 27). Die
Kante wird automatisch eingezogen, bis sie über der Druckrolle
C herausläuft (Abb. 27).
Wenn die Kante zwischen der Platte und der Druckrolle C
(Abb. 27) erscheint, lassen Sie ca. 2 cm Kante in Bezug auf die
Platte durchlaufen und drücken Sie die Rolle C (Abb. 27) gegen
(Abb. 14)
(Abb. 26)
B
die Kante und die Platte (Abb. 26). Die Kante wird angeklebt
C
und die Drehbewegung der Druckrolle bewegt die Maschine
durchgehend und gleichmäßig bis zum Kantenende nach
vorn (Abb. 26) mit einer von der Schwierigkeit des Werkstücks
abhängigen Geschwindigkeit zwischen 2 und 6 m/Minuten, die
am Griff A ausgewählt werden kann (Abb. 14). Die gewählte
A
Geschwindigkeit wird durch die entsprechende gelbe LED
angezeigt (Abb. 14).
D
E
PEB200-PEB250 / Gebrauchsanweisung - 71
Page 72

K
G
B
A
(Abb. 16-3)
C D
72 - PEB200-PEB250 / Gebrauchsanweisung
FEH
Versuchen Sie nicht, schneller zu arbeiten. Halten Sie einen
gleichförmigen Druck auf die Druckrolle und passen Sie sich
der Maschinengeschwindigkeit an.
Wenn eine Kante in der Maschine hängen bleibt,
muss sie immer in Förderrichtung herausgezogen
werden. Versuchen Sie nicht, die Kante nach hinten
herauszuziehen, da dadurch die Druckrolle und die
Förderrolle im Kontakt mit dem Leim verschmutzt
werden.
Damit Sie sich besser an das Arbeiten mit der PEB250 gewöhnen, empfehlen wir Ihnen, zunächst nur Proben zu verleimen.
Ebenso sollten Sie den Leimbehälter regelmäßig kontrollieren
J
und nachfüllen.
10.2.2 Funktionen und Anzeigen der Bedientafel (Abb. 16-3)
A - Hauptschalter.
Versorgt die Maschine auf Position ON mit Strom und unterbricht die Stromversorgung auf Position OFF. Durch einmalige
Betätigung werden auch alle Meldungen und Fehlermeldungen
gelöscht. Wenn der Schalter 2 Sekunden lang gedrückt wird,
I
wird die Maschine abgeschaltet und auf der Anzeige F erscheint
das Wort OFF.
B - Weiße LED.
Zeigt an, dass der Hauptschalter auf Position ON steht.
C - Abwärtsschalter zur Temperaturwahl. Bei Betätigung wird
die Temperatur gesenkt.
D - Aufwärtsschalter zur Temperaturwahl. Bei Betätigung wird
die Temperatur erhöht.
E - Gewählte Temperatur. Zeigt die gewählte Betriebstemperatur
an. Zeigt auch die Sicherheitsalarme und Wartungsmeldungen
an.
F - Anzeige der Ist-Temperatur. Informiert zu jedem Zeitpunkt
über die Ist-Temperatur des Leims.
G - Anzeige-LED (grün) Maschinenzustand. Während der Leim
erhitzt wird, bleibt die LED ausgeschaltet. Wenn die auf der
Anzeige F festgelegte Temperatur minus 5ºC (41ºF) erreicht
wird, ertönt ein doppelter Piepton und die LED leuchtet auf.
H - LED (grün). Die Heizwiderstände zum Erwärmen des Leimbehälters funktionieren diskontinuierlich. Die LED leuchtet auf,
wenn die Widerstände mit Strom versorgt werden.
I - LED (grün). Zeigt an, dass der Motor in Betrieb genommen
werden kann, damit der Leim zur Leimrolle befördert wird.
Die LED leuchtet auf, wenn die Leimtemperatur 110ºC (230ºF)
erreicht.
J - LED (gelb) zur Anzeige der Arbeitsgeschwindigkeit. Eine
Änderung der Arbeitsgeschwindigkeit wird durch das Aufleuchten der entsprechenden LED angezeigt.
K- LED (rot) zur Anzeige, dass die Sicherung K (Abb. 16-3) der
Maschine durchgebrannt ist.
Änderung der Temperaturskala ºC - ºF: Zum Wechseln der
Temperaturskala von ºC auf ºF oder umgekehrt müssen die
Druckschalter C und D (Abb. 16-3) gedrückt werden, während
das Maschinenkabel an den Stromanschluss angeschlossen
wird. Der Skalenwechsel erfolgt jedes Mal, wenn Sie diesen
Vorgang wiederholen.
Page 73
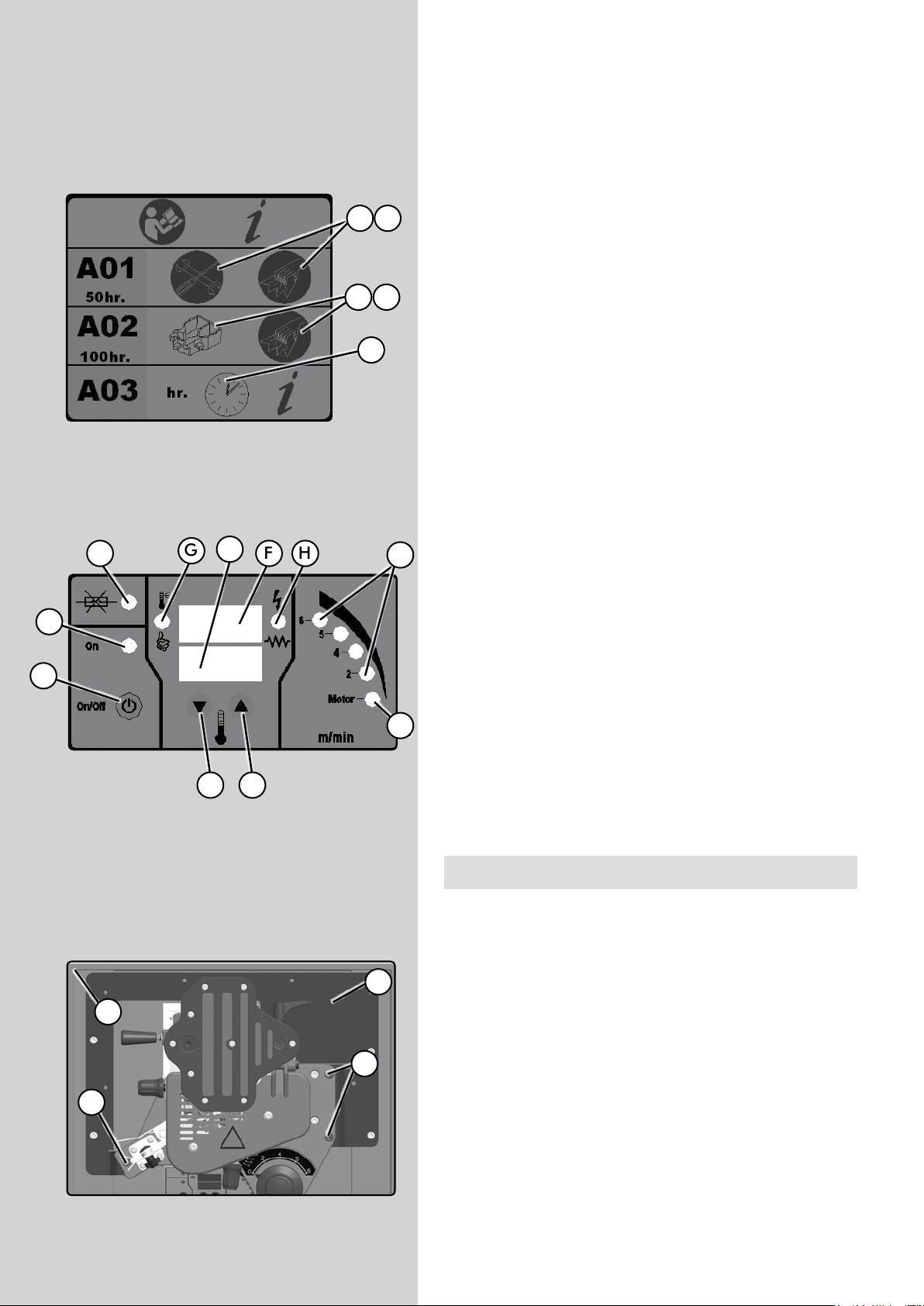
(Abb. 17)
B
A
(Abb. 16-3)
10.2.3 Sicherheitsmeldungen
er1: Grenzwert Höchsttemperatur: Die Maschine ist mit einer
Vorrichtung ausgestattet, die einen Anstieg der Temperatur auf
über 220ºC (428ºF) verhindert. Falls dies geschieht, erscheint
auf der Anzeige die Meldung er1. Falls diese Fehlermeldung
längere Zeit auftritt, setzen Sie sich bitte mit dem offiziellen
Kundendienst in Verbindung, um die Störung zu beheben.
A B
er2: Langsame Erwärmung des Leims: Diese Fehlermeldung
tritt auf, wenn die Maschine sich langsamer als vorgesehen
erwärmt. Dies liegt üblicherweise daran, dass irgendein Heizwiderstand der Maschine durchgebrannt ist. Falls der Fehler
C D
länger auftritt, setzen Sie sich mit dem offiziellen Kundendienst
in Verbindung, um die Störung zu beheben.
E
er3: Temperatur kann nicht abgelesen werden: Diese Fehlermeldung wird angezeigt, wenn die Maschine die Leimtemperatur
nicht ablesen kann, weil der Sensor falsch angeschlossen ist
oder nicht funktioniert. Falls der Fehler länger auftritt, setzen
Sie sich mit dem offiziellen Kundendienst in Verbindung, um
die Störung zu beheben.
A01: Diese Meldung wird nach 50 Betriebsstunden angezeigt.
Die Abbildungen A und B der (Abb. 17) zeigen, dass eine allgemeine Reinigung der Maschine und Wartung der beweglichen
Teile durchgeführt werden müssen.
K
G
FEH
J
A02: Diese Meldung wird nach 100 Betriebsstunden angezeigt.
Die Abbildungen C und D (Abb. 17) zeigen die Notwendigkeit
der Reinigung des Leimbehälters an.
A03: Zeigt die Betriebsdauer der Maschine in Stunden und
Minuten an. Stellen Sie zur Anzeige der Betriebsdauer die
Maschine auf OFF und drücken Sie einen der Knöpfe C oder
D (Abb. 16-3). Die Minuten werden auf der Anzeige E und die
Stunden auf der Anzeige F angezeigt (Abb. 16-3)
Automatische Abschaltung: Zwei Stunden nach Inbetriebna-
I
hme schaltet sich die Maschine automatisch ab. Wenn weiter
gearbeitet werden soll, muss die Maschine einfach nur neu
eingeschaltet werden.
C D
Löschen von Meldungen: Zum Löschen aller Sicherheitsmeldungen muss der Hauptschalter A (Abb. 16-3) nur einmal
gedrückt werden.
A
B
(Abb. 1)
11. STATIONÄRER EINSATZ
Ihr mobiles Anleimgerät PEB200/PEB250 lässt sich durch
Montage auf dem Tisch MEB250 (optionales Zubehör) in eine
Tisch-Warmleimmaschine verwandeln.
Zur Montage der PEB200/PEB250 auf dem Tisch muss das
C
Gerät einfach nur in den Tisch eingesetzt und mit den drei
mitgelieferten Schrauben befestigt werden.
Der Tisch MEB250 ist mit einer zusätzlichen Andruckrolle,
Führungsschienen für die Platte an Ein- und Auslauf, einer
B
bis auf 500 mm ausziehbaren hinteren Auflage und einer
abnehmbaren Anpressvorrichtung für das Leimen gerader
Werkstücke ausgerüstet.
Mit dem Tisch lassen sich gerade Werkstücke bequem und
einfach verleimen. Auch runde oder kleine Werkstücke lassen
sich auf dem Tisch leimen.
Ihr mobiles Anleimgerät PEB200/PEB250 lässt sich mit Hilfe der
Schablone C (Abb. 1) auch in ein stationäres Gerät verwandeln,
wenn Sie Ihren eigenen Tisch bauen.
PEB200-PEB250 / Gebrauchsanweisung - 73
Page 74

A
F
(Abb. 25)
A
C
12. WARTUNG UND REINIGUNG
Sicherung: Die Maschine ist mit einer Schutzsicherung C aus-
gestattet (Abb. 24). Im Falle einer Störung ist die beschädigte
E
Sicherung gegen eine Sicherung mit denselben Merkmalen
auszutauschen: Sicherung vom Typ F, 4 A für 230 V bzw. 8 A
für 110 V.
Der gesamte Leimkessel einschließlich des Behälters und der
Unterlage, auf der die Kante läuft, sind mit einer Antihaftbeschichtung aus Teflon versehen, um die Reinigung schneller
und einfacher zu gestalten. Verwenden Sie zur Reinigung der
Maschine keine metallischen oder schleifenden Materialien,
da diese die Antihaftbeschichtung beschädigen.
B
Überschüssiger Leim muss ggf. entfernt werden.
Achten Sie vor der Ausführung der folgenden
D
C
Wartungsarbeiten darauf, dass die Maschine vom
Stromnetz getrennt und vollständig abgekühlt ist.
Kantenführung Auslauf A und Haltefedern Kantenführung
B (Abb. 25): Entfernen Sie die Leimreste mit einem Lappen
und Lösungsmittel. Silikonrollen A und B (Abb. 24): Reinigen
Sie diese mit einem in Lösungsmittel getränkten Tuch.
Winkelaufsatz C (Abb. 25): Entfernen Sie die Leimreste mit
einem Holzspatel.
Unterer Deckel D (Abb. 25): Nehmen Sie den Deckel D (Abb.
25) ab, um den ungewollt aus dem Behälter ausgelaufenen
Leim zu entfernen.
Auslauffläche F (Abb. 25): Entfernen Sie die Leimreste mit
einem Holzspatel.
Die verbliebenen Leimreste im Behälter müssen nicht entfernt
B
werden. Wenn die Maschine beim nächsten Mal eingesetzt wird,
schmelzen diese Leimreste. Falls eine Reinigung notwendig ist,
verwenden Sie dazu einen Holzspatel. Verwenden Sie keine
metallischen Gegenstände.
Um die Maschine in optimalem Betriebszustand zu halten und
zur Verringerung der erforderlichen Wartungsarbeiten empfehlen wir Ihnen das silikonfreie Haftschutzmittel CANTSPRAY
von Virutex.
(Abb. 24)
74 - PEB200-PEB250 / Gebrauchsanweisung
Page 75

(Abb. 18-1)
12.1 Reinigung der Kantenführung A (Abb. 18)
Falls die Kantenführung A (Abb. 18-1) gereinigt werden muss,
A
B
entfernen Sie die Schraube B (Abb. 18-1) mit Hilfe des Einstellschlüssels C. Ziehen Sie zuerst an der Kantenführung A (Abb.
18-2), bis sich diese von den Anschlägen D löst (Abb. 18-2).
Schieben Sie dann die Führung A nach rechts (Abb. 18-2) und
entnehmen Sie diese (Abb. 18-3). Reinigen Sie die Führung
C
und bauen Sie diese in umgekehrter Reihenfolge wieder ein.
A
(Abb. 18-2)
1º
2º
D
A
(Abb. 18-3)
PEB200-PEB250 / Gebrauchsanweisung - 75
Page 76
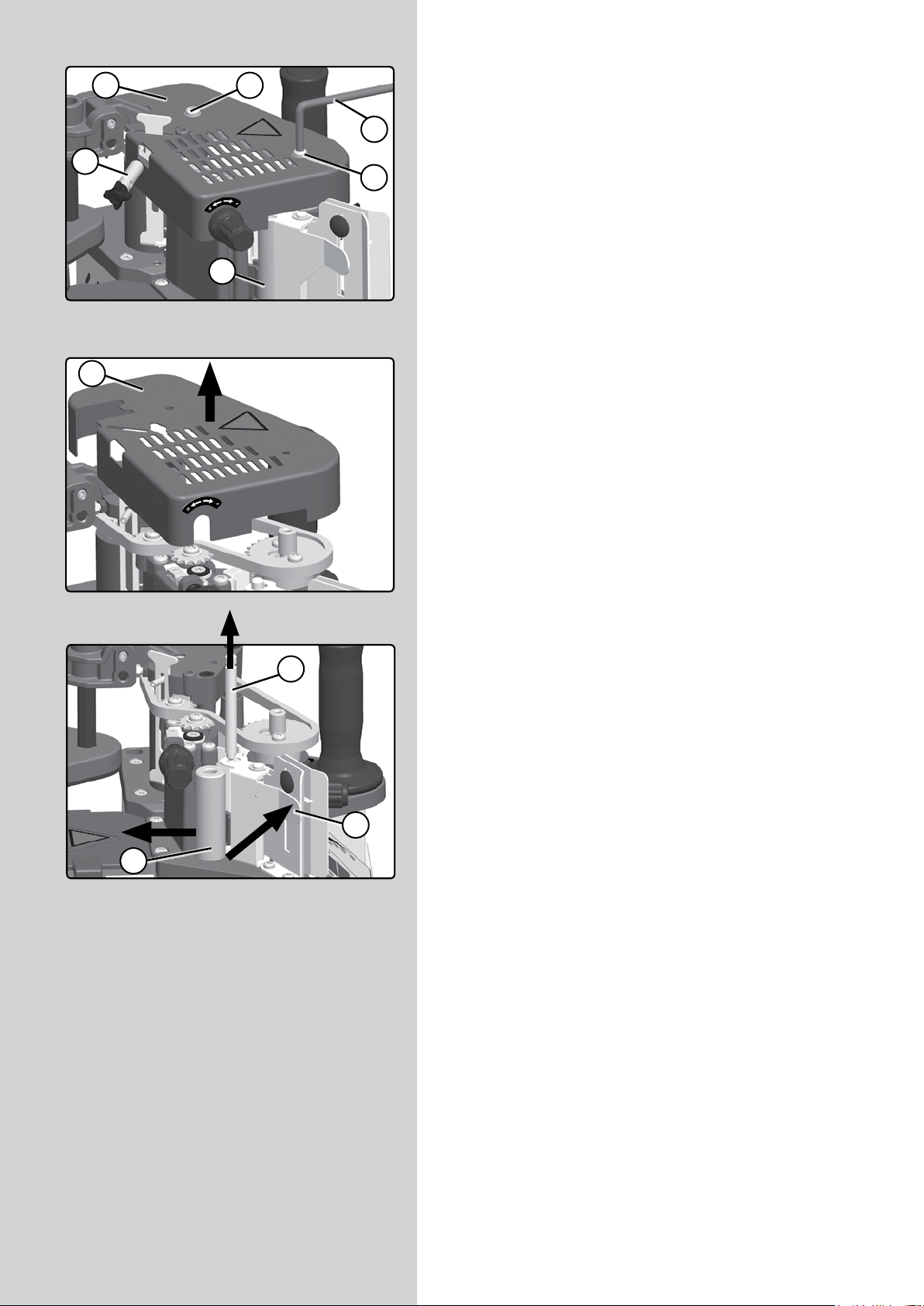
C
(Abb. 19)
A
DB
12.2 Reinigung Druckrolle A (Abb. 19)
Entfernen Sie die Schrauben D (Abb. 19) mit Hilfe des Einstellschlüssels E, schrauben Sie den Griff C ab und nehmen Sie
E
die Abdeckung B (Abb. 19) A ab (Abb. 20).
Drücken Sie mit der rechten Hand auf den Halter A (Abb.
D
21), während Sie gleichzeitig mit der linken Hand die Welle B
(Abb. 21) und die Rolle C entnehmen. Reinigen Sie die Rolle
und bauen Sie diese in umgekehrter Reihenfolge wieder ein.
A
(Abb. 20)
(Abb. 21)
B
A
C
76 - PEB200-PEB250 / Gebrauchsanweisung
Page 77

A
B
A
13. ZUBEHÖR FÜR ARBEITEN BEI HÄNGENDER
MASCHINE
Die Maschine ist mit einem Zubehör für Arbeiten bei hängender
Maschine ausgestattet. Dieses Zubehör muss am Schwerpunkt
A (Abb. 23) der Maschine wie folgt montiert werden:
10 mm (max)
(Abb. 22)
B
Platzieren Sie die Mutter B (Abb. 22) in ca. 10 mm Entfernung
von der Außenseite des Rings A (Abb. 22) und führen Sie beide
C
mit Hilfe des Rings in die Gewindeöffnung C ein (Abb. 22).
Sobald diese an die Mutter A (Abb. 23) stößt, befestigen Sie
diese mit einem 8-mm-Sechskantschlüssel .
Durch das Loch im Ring kann die Maschine aufgehängt werden.
14. GERÄUSCHPEGEL UND VIBRATIONSSTÄRKE
Die Lärm- und Vibrationswerte dieses Elektrowerkzeugs wurden
in Übereinstimmung mit der europäischen Norm EN 60745-1
gemessen und dienen als Vergleichsgrundlage bei Maschinen
A
für ähnliche Anwendungen.
15. GARANTIE
Alle Elektrowerkzeuge von VIRUTEX haben eine garantie von
12 Monaten ab dem Lieferdatum. Hiervon ausgeschlossen sind
alle Eingriffe oder Schäden aufgrund von unsachgemässem
Gebrauch oder natürlicher Abnutzung des Geräts. Wenden
Sie sich im Falle einer Reparatur immer an den zugelassenen
Kundendiest von VIRUTEX.
(Abb.23)
16. RECYCELN VON ELEKTROWERKZEUGEN
Entsorgen Sie Elektrowerkzeuge nie zusammen mit den restli-
chen Hausabfällen. Recyceln Sie die Werkzeuge, das Zubehör und
die Verpackungen umweltgerecht. Beachten Sie die geltenden
Rechtsvorschriften Ihres Landes.
Anwendbar in der Europäischen Union und in Ländern mit
Mülltrennsystemen:
Das Vorhandensein dieser Kennzeichnung auf dem Produkt
oder im beiliegenden Informationsmaterial bedeutet, dass
das Produkt nach seiner Nutzungsdauer nicht zusammen mit
anderen Haushaltsabfällen entsorgt werden darf.
Gemäß der EU-Richtlinie 2002/96/EG können sich die Nutzer
an die Verkaufsstelle, bei der sie das Produkt erworben haben,
oder an die zuständigen örtlichen Behörden wenden, um in
Erfahrung zu bringen, wohin Sie das Produkt zur umweltgerechten und sicheren Entsorgung bringen können.
VIRUTEX behält sich das Recht vor, die Produkte ohne vorherige
Ankündigung zu verändern.
PEB200-PEB250 / Gebrauchsanweisung - 77
Page 78

ITALIANO
BORDATRICE MANUALE A COLLA CALDA PEB200/PEB250
Prima di utilizzare la macchina, leggere attentamente questo MANUALE DI ISTRUZIONI e IL FOGLIO
ALLEGATO CON LE NORME GENERALI DI SICUREZZA. Accertarsi di averne compreso i contenuti prima
di iniziare a lavorare con la macchina.
Conservare entrambi i documenti per eventuali consultazioni successive.
1. NORME DI SICUREZZA COMPLEMENTARI PER QUESTA MACCHINA
La mancata osservanza delle norme di sicurezza potrebbe causare gravi lesioni personali.
• Non toccare le parti mobili.
• Prestare molta attenzione, dato che la macchina può raggiungere temperature elevate.
• Non toccare le parti calde.
• Durante il funzionamento, impugnare la macchina con entrambe le mani.
• Non chinarsi sulla macchina quando è calda.
• Verificare sempre che il cavo abbia la lunghezza sufficiente e che non costituisca un ostacolo durante la lavorazione.
• Scollegare la spina dalla sorgente di alimentazione prima di eseguire regolazioni, di cambiare gli accessori o di riporre
gli utensili elettrici.
• Controllare il cavo di collegamento prima della messa in moto.
• Non effettuare interventi di riparazione o di manutenzione a macchina calda.
• Non utilizzare mai la macchina nei pressi di materiali infiammabili o esplosivi.
• Non lavorare in ambienti umidi o sotto la pioggia.
• La macchina sprigiona vapore.
• Lavorare sempre in ambienti ben ventilati. Utilizzare una mascherina se richiesto dal produttore della colla.
• È indispensabile leggere e osservare tutte le misure di sicurezza indicate dal produttore della colla utilizzata.
78 - PEB200-PEB250 / Manuale d’istruzioni
Page 79

PEB200
5
4
8
2. SPECIFICHE TECNICHE
2.1 DESCRIZIONE GENERALE DELLA MACCHINA
Questa macchina è stata progettata e costruita per incollare
e bordare pannelli di legno dritti e curvi e con i lati perpendicolari tra di loro. Può anche incollare e bordare lati inclinati
tra 1º e 10º.
3
Le parti più importanti sono:
2
PEB200
1 . Guida regolabile di introduzione del bordo
2 . Coperchio del serbatoio della colla
3 . Regolazione fine dello spessore della colla
4 . Piatto guida altezza pannello
5 . Manovella di regolazione del piatto guida
6 . Regolazione della pressione del bordo
6
7 . Interruttore generale
8 . Interruttore di avviamento del motore
1
7
PEB250
1 . Guida regolabile di introduzione del bordo
2 . Coperchio del serbatoio della colla
3 . Regolazione fine dello spessore della colla
4 . Piatto guida altezza pannello
PEB250
5
9
4
6
8
5 . Manovella di regolazione del piatto guida
6 . Regolazione della pressione del bordo
7 . Interruttore generale
8 . Manopola di regolazione del moto del motore
9 . Regolazione dell'altezza di uscita del bordo
10 . Indicatore a LED delle velocità di incollaggio
11 . Sensori di regolazione della temperatura
12 . Display di lettura della temperatura e delle funzioni
3
13 . Funzione fusibile aperto
2
2.2 CARATTERISTICHE
Tensioni....................................................................230V 50/60 Hz
120 V 60 Hz
Potenza..........................................................................830 W
Motore..............................................................................20 W
Assorbimento...........................................................230V 4A - 110V 8A
10
Potere calorifico..............................................450 W +180Wx2=810W
Altezza del pannello............................................................da 10 a 62 mm
12
1
13
11
7
Raggio interno minimo.................................................................50 mm
Raggio interno min. (con rullo ausiliario 5046764) …...........15 mm
Regolazione dello spessore del bordo......................da 0,4 a 3 mm
Pannello inclinato.........................................................................max. 10 º
Velocità di alimentazione (PEB200)...........................3,6 m/min
Velocità di alimentazione regolabile (PEB250)....2-4-5 e 6 m/min
Temperatura di esercizio (PEB200)..................................170°C (338ºF)
Temperatura di lavoro regolabile (PEB250)...120°C-200ºC / (248-ºF)
Temperatura limite con taglio di sicurezza.........220ºC (428ºF)
Tempo di riscaldamento.......................................................5-10 min
Controllo elettronico della temperatura e della velocità del
motore mediante microprocessore (soltanto PEB250)
Capacità del serbatoio di colla..............................................230 cc
PEB200-PEB250 / Manuale d’istruzioni - 79
Page 80
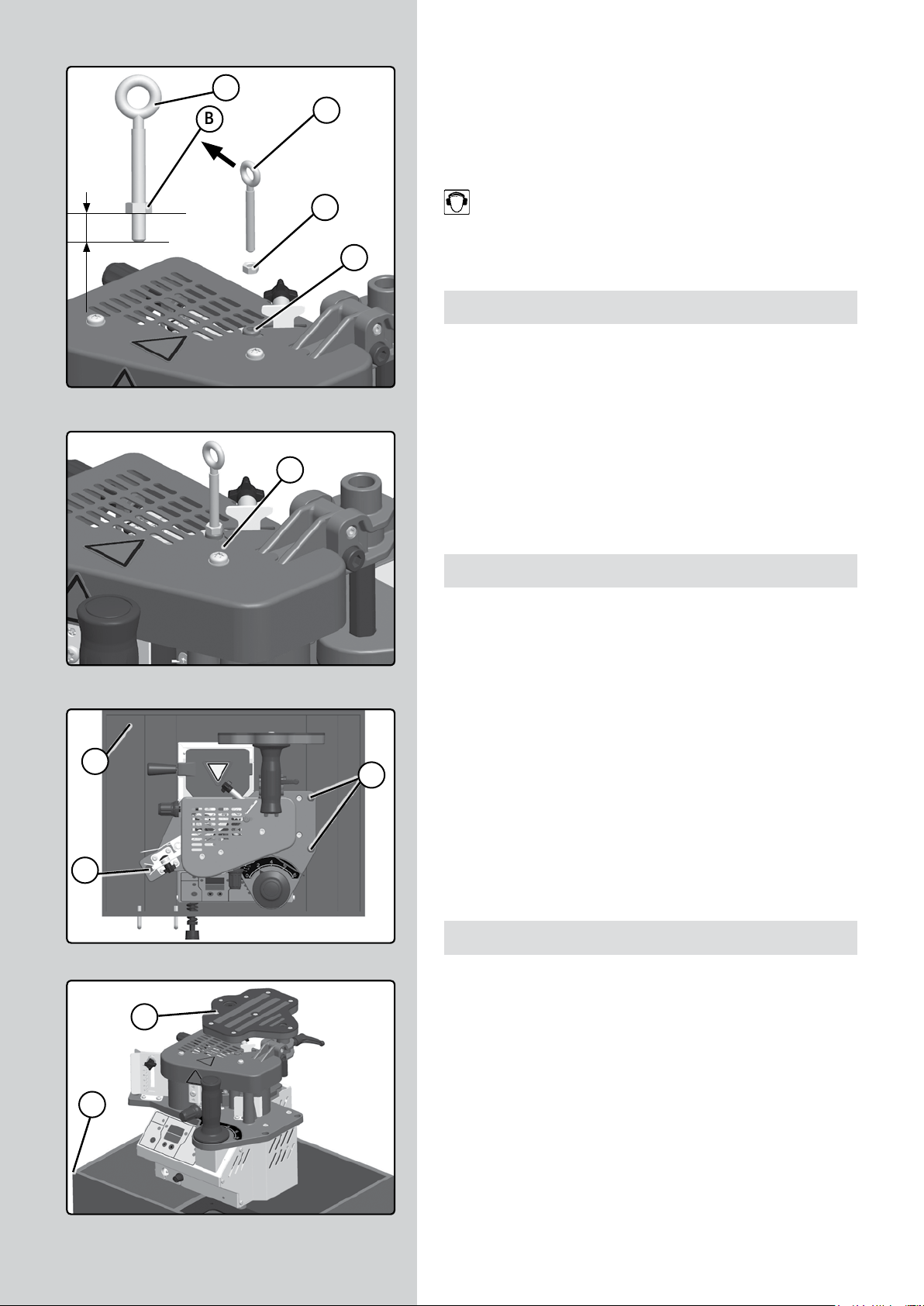
A
B
A
Peso..........................................................................................9,2 kg
Livello di pressione acustica continuo
equivalente ponderato A.........................................................<80 dBA
Incertezza della misura...............................................................K = 3 dBA
Cavo di collegamento......................................................................5 m
B
Usare la protezione acustica!
10 mm (max)
(Figura 22)
(Figura 23)
A
B
Valori totali delle oscillazioni..............................................a
C
Incertezza della misura.............................................................K: 1,5 m/s
: <2,5 m/s
h
2
2
3. APPARECCHIATURA STANDARD
All'interno della confezione sono presenti i seguenti compo-
nenti:
• Bordatrice manuale a colla calda
• Sacchetto con 250 gr di colla
• Chiavi di servizio
• Anello di aggancio + dado, per lavori con la macchina sos-
A
pesa (Fig. 22-23)
• Cassa di legno riutilizzabile, con un supporto metallico per
fissare l'incollatrice.
• Manuale di istruzioni
4. ACCESSORI OPZIONALI
• Tavolo MEB-250 per bordatrice 5046525
• Tagliabordo + Portarotoli RC50T per MEB-250 5046266
• Barattolo di colla (3 Kg) 2599266
• Antiaderente senza silicone “Cantspray”
• Fresatrice per bordi FR156N
• Testa CA56G
• Sistema di fissaggio pneumatico, girevole e ribaltabile
SVN460 5046400
B
• Supporto a 2 ventose SFV50 5045753
• Supporto a 1 ventosa SFV150 5045833
• Rifilatore di bordi doppio AU93 (massimo 1 mm)
• Intestatore di bordi RC21E (massimo 1 mm)
• Intestatore di bordi RC221R (massimo 2 mm)
• Intestatore di bordi RC321S (massimo 3 mm x25)
• Rullo ausiliario (speciale per angoli e forme concave) 5046764
(Figura 1)
B
A
(Figura 2)
80 - PEB200-PEB250 / Manuale d’istruzioni
5. EMBALAJE Y TRANSPORTE
La macchina è fornita in un imballaggio di legno che occorre
conservare per successivi trasporti.
5.1 DISIMBALLAGGIO
La macchina è dentro l'imballaggio e bisogna estrarla come
segue:
• Togliere il coperchio superiore e riporlo in un posto al sicuro
per successivi utilizzi.
• Svitare e rimuovere dall'interno de la cassa A le 3 viti B (Fig.
1) con un cacciavite (riporle per successivi utilizzi).
• Estrarre la macchina B (Fig. 2) dalla cassa A (Fig. 2).
• Svitare la manovella A (Fig. 3), estrarre il piatto guida B (Fig.
Page 81

(Figura 3)
B
3) e montarlo come illustrato (Fig. 4).
• Verificare che le due impugnature A e B (Fig. 5) siano allineate
come mostrato.
• Riporre la cassa di legno e il coperchio per risistemarvi o
trasportare l'incollatrice.
6. BORDATRICE PORTATILE PEB250/250
A
ISTRUZIONI D'USO PER UN BUON INCOLLAGGIO DEL
BORDO
Qui di seguito vengono fornite importanti istruzioni da seguire
quando si utilizza la PEB250, tenendo conto del pannello, del
bordo, della colla e della temperatura di lavoro.
6.1 BORDO E PANNELLO
(Figura 4)
(Figura 5)
A
(Figura 6)
A
B
B
A
B
• Il bordo del pannello da bordare deve essere a 90° rispetto
alla superficie del pannello stesso e privo di polvere. Per pannelli con una inclinazione fino a 10º vedere il paragrafo 8.4
Regolazione del piatto guida inclinato.
• Per ottenere una buona rifinitura nell'applicazione di bordi
sottili su pannelli di truciolato, la superficie del bordo del
pannello non deve presentare difetti. e priva di polvere.
• I pezzi e i bordi da incollare devono essere a una temperatura
ambiente non inferiore a 18°C (64ºF).
• Per ottenere una buona bordatura esercitare sempre suffi-
ciente pressione sul bordo.
• Per bordi rigidi (tipo formica) è necessario esercitare abbas-
tanza pressione per contrastare la rigidità del bordo.
• Per quanto riguarda i pannelli porosi, generalmente è ne-
cessario aumentare la quantità di colla.
6.2 COLLA
• Utilizzando un campione, verificare che il bordo riceva la
quantità di colla appropriata considerando che:
- Para orlas de 0,4 mm em PVC, ABS ou plásticos.....nónio B
na pos.0 (Fig. 6)
- Para orlas de 0,4-1,5 mm…...............nónio B na pos.2 (Fig. 6)
- Para orlas de 1-1,5 mm rígidos (fórmica)....nónio B na pos.7
(Fig. 6)
- Para orlas de 2 mm….........................nónio B na pos.5 (Fig. 6)
- Para orlas de 3 mm.............................nónio B na pos.8 (Fig. 6)
• Per quanto riguarda i bordi rigidi è consigliabile abbassare
del 10% la temperatura, aumentare il flusso di colla è controproducente e non necessariamente si ottiene un incollaggio
di qualità superiore.
• Accertarsi che la riserva di colla completamente fusa contenuta
nel serbatoio sia sufficiente per terminare il lavoro. Qualora
si debba rifornire di colla il serbatoio, attivare l'alimentazione
per 5 minuti circa, se occorre aggiungere colla nel serbatoio,
attivare la velocità di incollaggio circa 5 minuti prima. (vedere
il paragrafo 9.2 Regolazione della velocità di incollaggio)
• La colla deteriorata perde le proprie qualità di tenuta e
l’incollaggio ne risente. Il colore della colla tende a scurirsi.
• Quando ci si prepara ad incollare i bordi, utilizzare soltanto
la colla speciale Virutex per PEB200/PEB250 (ref. 2599266)
PEB200-PEB250 / Manuale d’istruzioni - 81
Page 82

A
(Figura 6)
B
• Si possono utilizzare anche le seguenti colle omologate da
Virutex per l'impiego con la PEB200/PEB250:
- Rayt tipo MA-6244
- Kleiberit 743.7
- Kleiberit VP9296/57
- Jowat 280.3
- Dorus KS224/2
• Virutex garantisce il corretto funzionamento della bordatrice
PEB200/PEB250. soltanto se si utilizza una delle colle consigliate.
• Quando la macchina si raffredda, il pomello di regolazione
della colla B e il coperchio del serbatoio di colla A (Fig. 6) si
incollano. Non regolare il pomello né togliere il coperchio
finché la macchina non è stata nuovamente riscaldata e la
colla si è fusa.
6.3 TEMPERATURA
Temperatura d'uso approssimativa:
• Per bordi di 0,4 mm in PVC, ABS o plastica........140-145°C
• Per bordi di 0,4-1,5 mm…........................................150-160°C
• Per bordi di 2 mm…...................................................165-180°C
• Per bordi di 3 mm......................................................180-190°C
concepita appositamente per l'uso in questione.
6.4 INFORMAZIONI GENERALI
• Durante e dopo l'uso, sostenere sempre la macchina in po-
sizione orizzontale.
• Prima di incollare raggi interni o esterni procedere
all'esecuzione di un campione di prova.
• Il serbatoio di colla deve rimanere chiuso e asciutto.
• L'adesivo esala vapori quando viene mantenuto alla tempe-
ratura di lavoro. Accertarsi che tali vapori vengano eliminati,
ad esempio ventilando adeguatamente l'ambiente di lavoro.
• Mantenere la macchina priva di polvere e trucioli. Con una
macchina sporca si otterranno bordature di pessima qualità.
6.5 CONCLUSIONI
Aumentando il flusso di colla non si ottiene necessariamente
un incollaggio migliore.
Bisogna prendere in considerazione fattori come la porosità
del pannello, la rigidità del bordo, la viscosità della colla e la
temperatura di lavoro.
Per pannelli molto porosi aumentare il flusso di colla.
Per pannelli meno porosi diminuire il flusso di colla.
Per colle molto viscose aumentare il flusso di colla.
Per colle meno viscose diminuire il flusso di colla.
Per bordi sottili temperature più basse.
Per bordi spessi temperature più alte.
Per bordi sottili diminuire il flusso di colla.
Per bordi spessi aumentare il flusso di colla, con alcune eccezioni.
Per bordi rigidi (formica), diminuire il flusso di colla e tempe-
rature più basse.
A temperature più basse diminuire il flusso di colla.
A temperature più alte aumentare il flusso di colla.
82 - PEB200-PEB250 / Manuale d’istruzioni
Page 83

(Figura 7)
7. CONSUMO DI COLLA E BORDO GIUSTO
• La tabella allegata indica il consumo di colla a seconda
dell'altezza del bordo e indipendentemente dal suo spessore.
Ad esempio: un bordo alto 20 mm consuma una media di 3,1
grammi di colla per metro.
• La tabella serve anche a sapere fino a quale tipo di bordo si
può utilizzare a seconda della sua altezza e spessore. Ad esempio: lo spessore massimo che si può utilizzare è di 3 mm x 22
mm di altezza oppure l'altezza massima che si può utilizzare
è di 64 mm x 0,4 mm.
8. MACCHINA A FREDDO
REGOLAZIONI DELLA MACCHINA
8.1 Regolazione del piatto guida.
Se non è stato fatto in fase di disimballaggio, montare
B
C
il piatto guida A (Fig. 7) sul supporto B e fissarlo con
la manovella C. Regolare l'altezza del piatto guida A
in base allo spessore del pezzo da bordare D. Per farlo
bisogna allentare la manovella C e regolare l'altezza
F
D
"Y"
A
E
del piatto guida A sulla scala Y, adattandola allo
spessore X del pannello. Quando si borda il pannello
resterà una eccedenza di circa 1,5 mm.
"X" mm
8.2 Regolazione dell'altezza dei bordi
I bordi devono essere 2 o 3 mm più alti del pezzo da
1,5 mm
bordare.
Tagliare i bordi 5 o 6 cm più lunghi del pezzo su cui
si incolleranno.
A
(Figura 8)
1. Ingresso del bordo
Per regolare l'altezza del bordo A (Fig. 8) in ingresso bisogna
regolare la guida di ingresso B. Inserire il bordo tra le guide
B. Allentare la manopola di regolazione C e regolare il
pressino D sul valore dell'altezza del bordo da utilizzare
B
guardando la scala.
D
C
E
PEB200-PEB250 / Manuale d’istruzioni - 83
Page 84

B
D
A
0,5 mm
(Figura 9)
2. Uscita del bordo (SOLTANTO PEB250)
C
Per regolare l'altezza del bordo A (Fig. 9) in uscita bisogna
regolare la guida di uscita B (Fig. 9) sul valore dell'altezza del
bordo + 0,5 mm, bloccandola con la manopola C.
8.3 Regolazione del pressore del bordo
Per regolare la pressione di incollaggio del bordo bisogna portare l'indicatore A (Fig. 10) in corrispondenza dello spessore del
bordo, mediante la manopola B. Se si utilizza un bordo molto
rigido e occorre una maggior pressione sul bordo, ad esempio
A
un bordo da 3 mm in PVC, si può portare l'indicatore su 2 o
2,5. Non portare mai l'indicatore al di sopra dello spessore del
bordo dato che è molto probabile che il bordo non si impregni
bene di colla e la lavorazione ottenuta sia scadente.
B
(Figura 10)
B
(Figura 11)
D
H
Máx. 10°
G
8.4 Regolazione del piatto guida inclinato
Montare il piatto guida C (Fig. 11) sul supporto E e fissarlo
F
E
con la manopola F.
Bisogna regolare l'altezza del piatto guida C a seconda dello
C
spessore e dell'inclinazione del pezzo A da bordare. Per farlo,
allentare la manopola F e la vite G utilizzando la chiave di servizio B e regolare l'altezza e l'angolo (max. 10º di inclinazione)
del piatto guida C, in modo che il pannello sia 1,5 - 2 mm al
di sopra del basamento H della macchina. Non considerare la
I
A
scala millimetrata, serve soltanto per regolare pannelli a 90º.
È molto importante che quando si esegue questo
tipo di lavorazione non si riempia eccessivamente il
serbatoio (si raccomanda si riempire il serbatoio fino
alla metà della sua capacità) per il rischio che la colla
A
trabocchi e provochi danni irreparabili.
(Figura 15)
84 - PEB200-PEB250 / Manuale d’istruzioni
9. MACCHINA CALDA
REGOLAZIONI DELLA MACCHINA CON LA COLLA FUSA
9.1 Regolazione del flusso di colla
Con l'aiuto della manopola di regolazione della portata A
(Fig. 15), è possibile controllare la quantità di colla che verrà
applicata al bordo. Procedere come segue:
Page 85
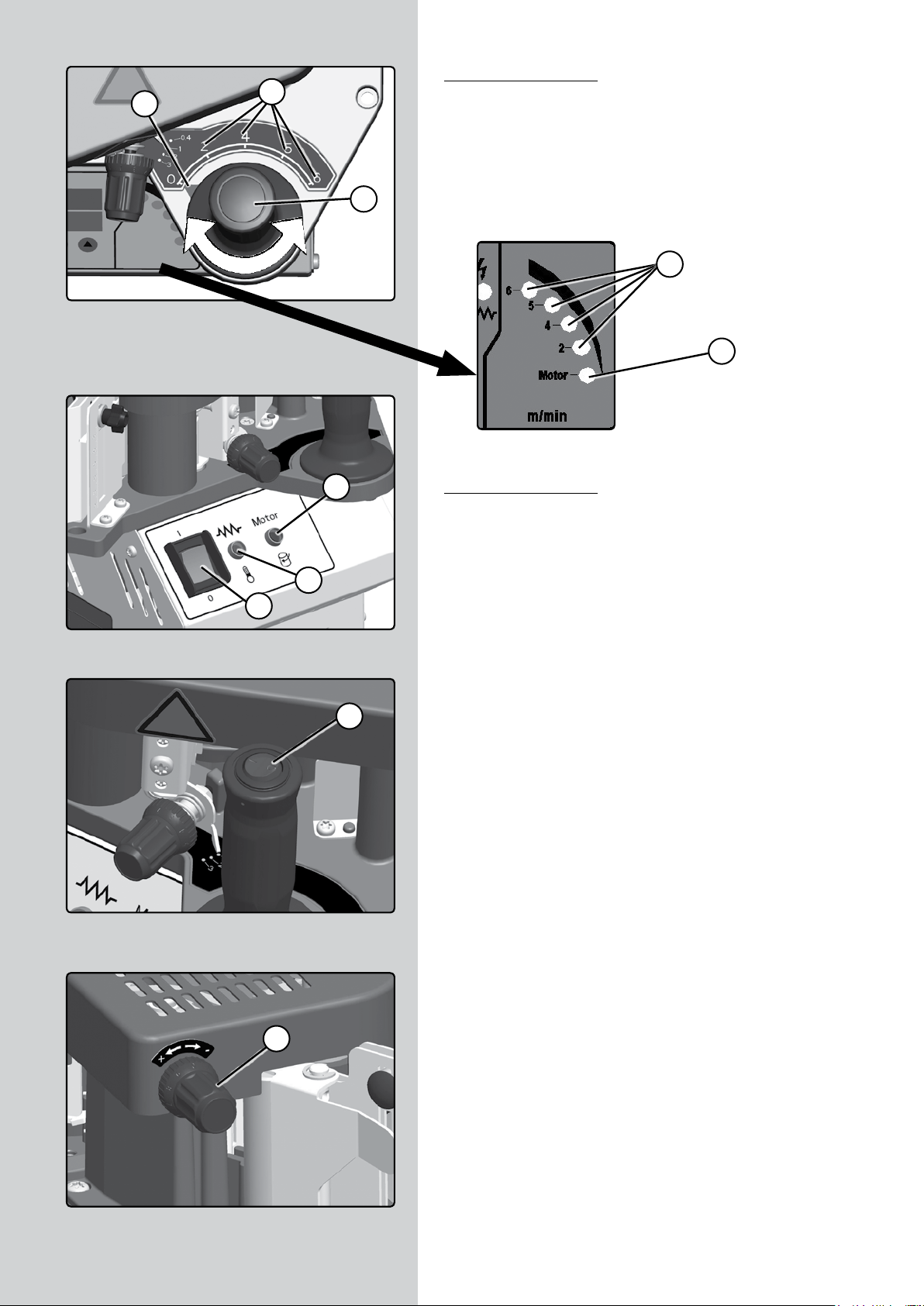
(Figura 14)
Per il modello PEB250:
B
C
Non appena la macchina si sarà scaldata e il granulato si sarà
fuso si sentirà un "Bip" "Bip”. A questo punto girare il comando
A (Fig. 14) sulla posizione nº 6 e il rullino incollatore comincerà
a girare alla massima velocità.
A
D
E
(Figura 16-1)
(Figura 16-2)
C
Per il modello PEB200:
Non appena la macchina si sarà scaldata e il granulato si sarà
fuso si illuminerà il LED C (Fig. 16-1). Premere l'interruttore A
(Fig. 16-2) e il rullino incollatore comincerà a girare.
B
A
Per verificare che la quantità di colla depositata sul bordo è
quella giusta, preparare una striscia, lunga all'incirca un metro,
dello stesso bordo che si utilizzerà nella lavorazione.
Girare la manopola di regolazione della portata della colla
A (Fig. 15), in senso orario, fino all'arresto in posizione “-”
(portata minima).
A
(Figura 15)
A
PEB200-PEB250 / Manuale d’istruzioni - 85
Page 86

A
(Figura 8)
B
D
A
0,5 mm
(Figura 9)
B
C
E
Fare passare la striscia, preparata precedentemente, attraverso
C
la guida di ingresso B (Fig. 8). Regolare l'altezza del bordo con
la manopola C (Fig. 8) fino al rullo di alimentazione E (Fig. 8).
Regolare il pressore del bordo B (Fig. 10), per il relativo spessore,
girando la manopola B (Fig. 10), e per ultimo regolare il passaggio in uscita del bordo B (Fig. 9) con la manopola C (Fig. 9).
Adesso girare piano la manopola di regolazione della portata
della colla A (Fig. 15), in senso antiorario, per aprire il passaggio
della colla all'incirca ½ giro verso il "+". Spostare in avanti il
bordo in modo che venga afferrato dal rullo di alimentazione E
(Fig. 8) e verificare, quando esce, che il bordo sia incollato bene
e uniformemente, oppure regolare nuovamente la quantità di
colla mediante la manopola di regolazione A (Fig. 15). Di norma
dovrebbe essere necessario provvedere a questa regolazione
soltanto una volta.
B
(Figura 10)
Non bisogna mai regolare la manopola di regolazione A (Fig. 15) una volta raffreddatasi la macchina.
È possibile azionare la manopola di regolazione A
A
(Fig. 15) soltanto: nel caso della PEB250 dopo aver
sentito il segnale acustico Bip-Bip e, nel caso della
PEB200, quando è illuminato il LED C (Fig. 16-1).
Con il serbatoio di colla pieno si potranno incollare circa 35
m lineari con un bordo di 25 mm di altezza oppure 15 m con
un bordo di 62 mm.
9.2 Regolazione della velocità di incollaggio. (SOLTANTO
PEB250)
Con un semplice giro del comando è possibile regolare la velocità mentre si borda. Senza doversi fermare.
Per modificare la velocità bisogna girare la manopola A (Fig. 14)
fino a portare l'indicatore C (Fig. 14) sulla velocità desiderata.
L'indicatore C indica la velocità in m/min (2-4-5-6).
Si raccomanda la massima velocità per lavorazioni lineari e con
bordo basso. Si raccomanda la velocità minima per le forme
rotonde con raggi interni piccoli e anche per i bordi alti.
86 - PEB200-PEB250 / Manuale d’istruzioni
Page 87

B
(Figura 12)
Rimozione del coperchio del serbatoio della colla
Svitare tre giri la manopola A (Fig. 12), spostare il coperchio in
avanti fino a sganciarlo dal serbatoio e sollevarlo verso l'alto
(Fig. 13), per rimuoverlo.
Questa operazione deve essere eseguita sempre con
la macchina calda.
A
(Figura 13)
10. FUNZIONAMENTO DELLA MACCHINA
10.1 PEB200
10.1.1 Bordatura con la PEB200
Seguire sempre le norme di sicurezza.
Incollare sempre procedendo in senso orario (Fig. 26).
(Figura 26)
PEB200-PEB250 / Manuale d’istruzioni - 87
Page 88
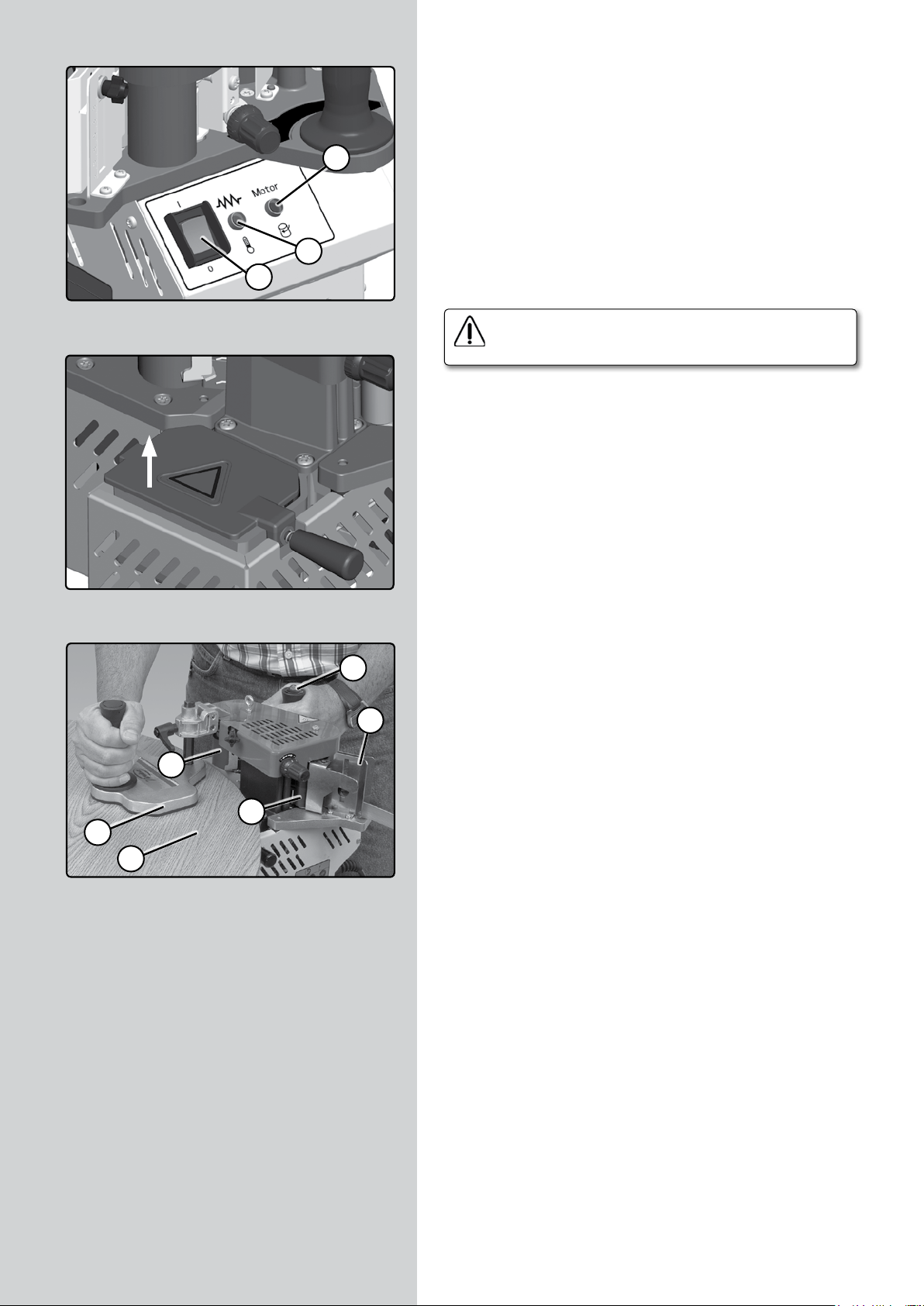
Avviare l'interruttore principale A (Fig. 16-1).
Quando la colla ha raggiunto la temperatura di 150ºC (302ºF),
si illumina il LED C (Fig. 16-1). La fase di riscaldamento può
C
durare da 5 a 8 minuti, in base allo stato e alla quantità di
granulato. Trascorso tale periodo, si possono incollare soltanto
pezzi di lunghezza limitata.
Per incollare pezzi maggiori, o per effettuare incollaggi in
serie, sarà necessario attendere la fusione di tutto il granulato,
B
A
che avverrà in 20 minuti circa (aprire il coperchio B (Fig. 12)
e verificarlo).
(Figura 16-1)
(Figura 12)
A
B
Prima di proseguire bisogna verificare che siano
state eseguite tutte le regolazioni dei punti 8 e 9.
D
Quindi sistemare il piatto guida A (Fig. 27) sul pezzo da bordare
B (Fig. 27) e avvicinare il rullo di pressione C (Fig. 27) al pezzo
E
senza toccarlo.
Sostenere la macchina sul pezzo con la mano destra e azionare
C
l'interruttore di avanzamento D (Fig. 27) sull'impugnatura della
mano sinistra. Attendere 2 o 3 secondi e portare il bordo, con
F
la mano sinistra, attraverso le guide E (Fig. 27), fino al rullo
di avanzamento F (Fig. 27). Il bordo sarà automaticamente
trasportato fino a uscire sul rullo di pressione C (Fig. 27).
(Figura 27)
88 - PEB200-PEB250 / Manuale d’istruzioni
Quando il bordo compare tra il pannello e il rullo di pressione
C (Fig. 27), lasciare passare circa 2 cm di bordo rispetto al pannello e quindi premere il rullo C contro il bordo e il pannello
(Fig. 26); il bordo si incollerà e il movimento rotatorio del rullo
di pressione sposterà la macchina in avanti (Fig. 26) in modo
continuo e regolare, a una velocità tra 3,6 e 4 metri/minuto
fino alla fine del bordo.
Non cercare di procedere più velocemente; mantenere una
pressione regolare sul rullo di pressione e lasciarsi guidare
dalla sua velocità.
Page 89
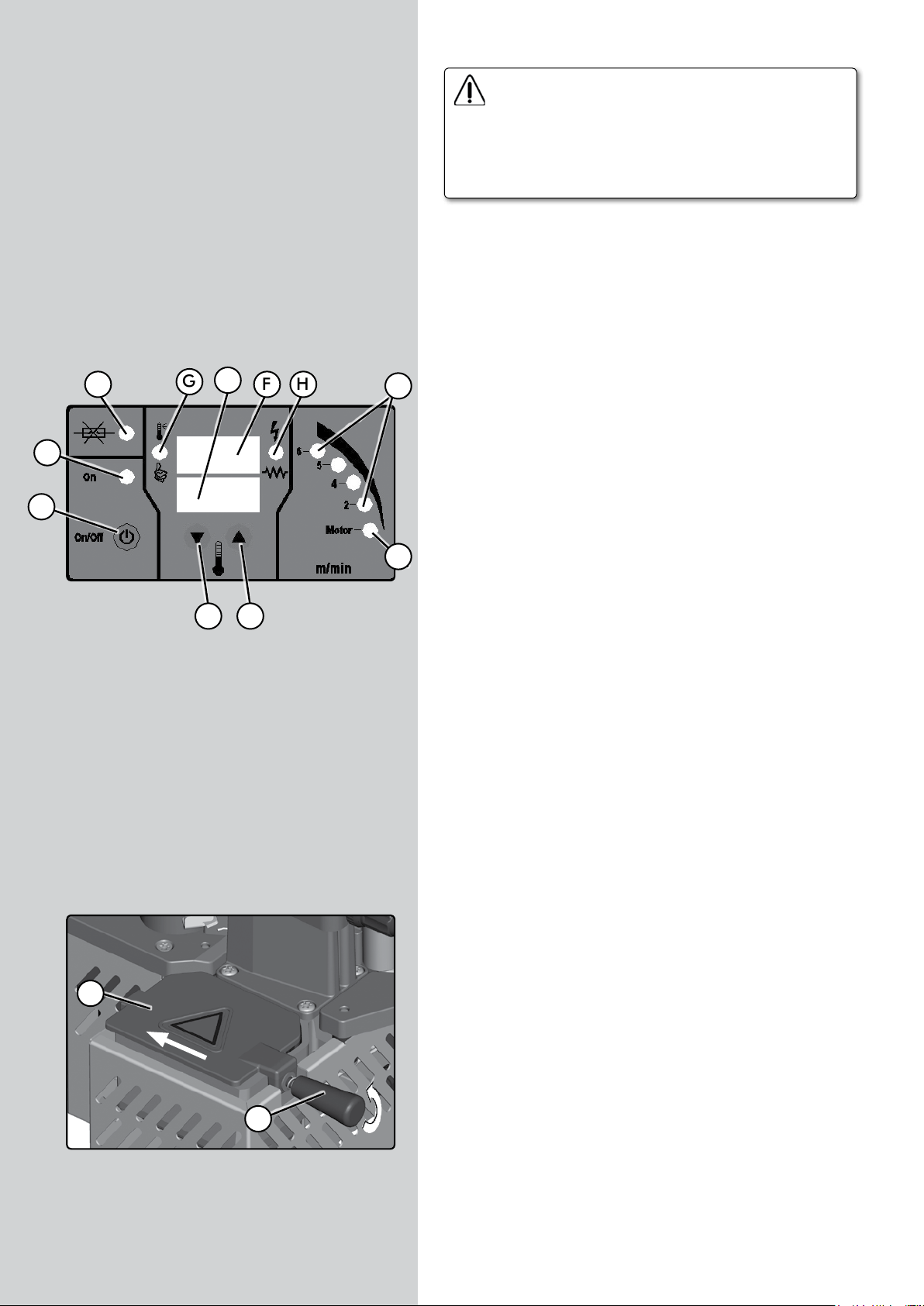
Se il bordo si inceppa, estrarlo sempre nel senso di
avanzamento. Non togliere mai il bordo tirandolo
indietro, altrimenti il rullo di pressione e il rullo di
alimentazione si sporcheranno entrando in contatto
con la colla (se dovesse succedere vedere il paragrafo
12. Pulizia e manutenzione).
Per abituarsi a lavorare con la PEB200 si consiglia di incollare
alcuni pezzi di prova fino a impratichirsi nell'uso della macchina.
Si consiglia inoltre di controllare e riempire regolarmente il
serbatoio di colla.
B
A
(Figura 16-3)
K
G
FEH
J
10.2 PEB250
10.2.1 Bordatura con la PEB250
Seguire sempre le norme di sicurezza.
Incollare sempre procedendo in senso orario (Fig. 26).
Al collegare la macchina alla corrente, sul display F (Fig. 16-
3) compare la scritta OFF e sul display inferiore E (Fig. 16-3),
F100, a indicazione che il programma è stato caricato. Trascorsi
alcuni secondi i display si spengono.
Attivare l'interruttore principale A (Fig. 16-3), sul display F
I
compare il valore della temperatura reale del serbatoio di
colla e sul display E compare il valore della temperatura da
C D
raggiungere. Si illuminano anche il LED di colore bianco B, che
indica che l'interruttore generale è attivato (ON) e il LED di
colore verde H, che indica che arriva corrente alle resistenze.
Mediante i cursori C e D (Fig. 16-3) selezionare la temperatura
di lavoro desiderata. La temperatura si può regolare tra 120ºC
(248ºF) e 200ºC (392ºF). La regolazione dipenderà colla utilizzata
(fare riferimento ai dati del produttore della colla).
Quando il display F segna 115ºC (239ºF) dopo 10 secondi, si
illumina il LED di colore verde I (Fig. 16-3), che indica che si
può già avviare il motore mediante l'impugnatura A (Fig. 14).
Girando l'impugnatura in senso orario si aumenta la velocità
del motore in corrispondenza dei numeri più alti. I numeri
indicano la velocità di incollaggio in m/min.
B
(Figura 12)
Quando la colla raggiunge la temperatura selezionata, meno
5ºC (41ºF), viene emesso un doppio “Bip” e contemporaneamente si illumina il LED verde G (Fig. 16-3), ad indicare che si
può incominciare a lavorare. Questa fase di riscaldamento può
durare tra 5 e 8 minuti, a seconda della temperatura prefissata,
la temperatura ambiente e lo stato e la quantità del granulato.
Trascorso tale periodo, si possono incollare soltanto pezzi di
lunghezza limitata.
Per incollare pezzi maggiori o per effettuare incollaggi in se-
A
rie, sarà necessario attendere la fusione di tutto il granulato,
che avverrà in 20 minuti circa (aprire il coperchio B (Fig. 12)
e verificarlo).
PEB200-PEB250 / Manuale d’istruzioni - 89
Page 90

D
Prima di proseguire bisogna verificare che siano
state eseguite tutte le regolazioni dei punti 8 e 9.
A
B
(Figura 27)
E
Quindi sistemare il piatto guida A (Fig. 27) sul pezzo da bordare
C
B (Fig. 27) e avvicinare il rullo di pressione C (Fig. 27) al pezzo
senza toccarlo.
F
Mantenere la macchina con la mano destra sul pezzo e portare
il bordo, con la mano sinistra, attraverso le guide E (Fig. 27) fino
al rullo di avanzamento F (Fig. 27). Il bordo sarà automaticamente trasportato fino a uscire sul rullo di pressione C (Fig. 27).
Quando compare il bordo tra il pannello e il rullo di pressione
C (Fig. 27) lasciar passare circa 2 cm di bordo rispetto al pannello e premere il rullo C (Fig. 27) contro il bordo e il pannello
(Figura 26)
B
C
(Figura 14)
90 - PEB200-PEB250 / Manuale d’istruzioni
(Fig. 26); il bordo si incollerà e il movimento rotatorio del rullo
di pressione sposterà la macchina in avanti (Fig. 26) in modo
continuo e regolare, a una velocità che potrà variare tra 2 e
6 metri/minuto a seconda della difficoltà del pezzo, velocità
che si potrà selezionare mediante l'impugnatura A (Fig. 14). La
velocità selezionata sarà segnalata dal relativo LED di colore
A
giallo D (Fig. 14).
D
E
Page 91

Non cercare di procedere più velocemente; mantenere una
pressione regolare sul rullo di pressione e lasciarsi guidare
dalla sua velocità.
Se il bordo si inceppa, estrarlo sempre nel senso di
avanzamento. Non togliere mai il bordo tirandolo
indietro, altrimenti il rullo di pressione e il rullo di
alimentazione si sporcheranno entrando in contatto
con la colla.
Per abituarsi a lavorare con la PEB250 si consiglia di incollare
K
G
FEH
J
alcuni pezzi di prova fino a impratichirsi nell'uso della macchina.
Si consiglia inoltre di controllare e riempire regolarmente il
serbatoio di colla.
B
A
(Figura 16-3)
C D
10.2.2 Funzioni e indicatori del pannello di comando (Fig.
16-3)
A - Interruttore generale.
Collega, in posizione ON e scollega, in posizione OFF,
l’alimentazione elettrica della macchina. Premendolo brevemen-
I
te si eliminano anche tutti gli avvisi e gli errori. Mantenendolo
premuto per 2 secondi si spegne la macchina e sul display F
compare la scritta OFF.
B - LED di colore bianco.
Indica che l'interruttore generale è attivato in posizione ON.
C - Pulsante con freccia verso il basso per la scelta della temperatura. Premendolo la temperatura diminuisce.
D - Pulsante con freccia verso l'alto per la scelta della temperatura. Premendolo la temperatura sale.
E - Temperatura selezionata. Mostra la temperatura selezionata
per lavorare. Vengono anche visualizzati gli allarmi di sicurezza
e gli avvisi di manutenzione.
F - Lettura reale della temperatura.
Indica sulla temperatura reale della colla, in ogni momento.
G - LED (colore verde) che indica lo stato della macchina.
Mentre la colla si riscalda il LED rimane spento. Quando si
raggiunge la temperatura impostata sul display F meno 5ºC
(41ºF), viene emesso un doppio Bip e il LED si illumina.
H - LED (colore verde). Le resistenze che scaldano il serbatoio
della colla funzionano in modo intermittente. Il LED rimane
acceso quando le resistenze ricevono corrente.
I - LED (colore verde). Indica che si può avviare il motore affinché
la colla incominci a salire sul rullo incollatore. Il LED si illumina
quando la temperatura della colla raggiunge i 110ºC (230ºF).
J - LED (colore giallo) che indicano la velocità di lavoro. Quando
si cambia la velocità di lavoro il relativo LED lo indica.
K- LED (colore rosso) che indica che si è fuso il fusibile K (Fig.
16-3) della macchina.
Cambiamento della scala di misura della temperatura ºC – ºF:
Per cambiare l'unità di misura della temperatura da ºC a ºF o
viceversa, bisogna mantenere premuti i pulsanti C e D (Fig.
16-3), mentre si inserisce la spina della macchina nella presa di
corrente. Ogni volta che si ripete questa operazione si cambia
l'unità di misura della temperatura.
PEB200-PEB250 / Manuale d’istruzioni - 91
Page 92
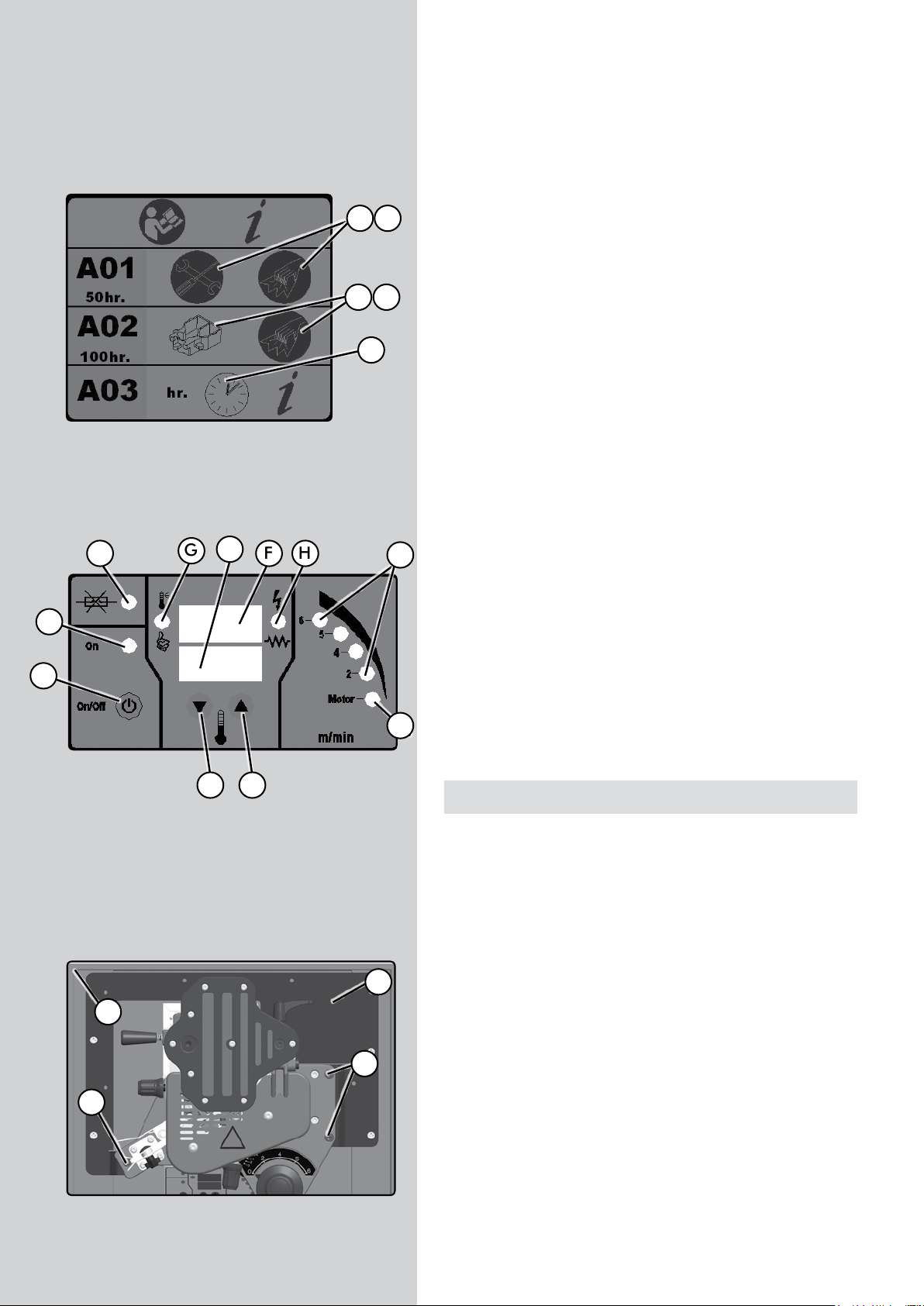
(Figura 17)
B
A
10.2.3 Avvisi di sicurezza
er1: Limite di temperatura massima: La macchina dispone
di un dispositivo interno che non permette che superi i 220ºC
(428ºF). Se succede sullo schermo compare il messaggio er1. Se
questo errore persiste bisogna contattare l'assistenza tecnica
ufficiale per riparare il guasto.
er2: Riscaldamento lento della colla: Questo errore compa-
A B
re quando la macchina riscalda più lentamente del previsto;
solitamente si deve a che si è bruciata qualche resistenza
della macchina. Se questo errore persiste bisogna contattare
l'assistenza tecnica ufficiale per riparare il guasto.
C D
er3: Assenza di lettura della temperatura: Questo errore
compare quando la macchina non riesce a leggere la temperatura
E
della colla perché la sonda è mal collegata o non funziona. Se
questo errore persiste bisogna contattare l'assistenza tecnica
ufficiale per riparare il guasto.
A01: Trascorse 50 ore di funzionamento continuo comparirà
questo avviso. Le immagini A e B (Fig. 17), indicano che occorre
eseguire una pulizia generale della macchina e la manutenzione
delle parti mobili.
A02: Trascorse 100 ore di funzionamento continuo comparirà
questo avviso. Le immagini C e D (Fig. 17), indicano che occorre
pulire il serbatoio della colla.
K
G
FEH
J
A03: Viene visualizzato il tempo, in ore e minuti, di funzionamento della macchina. Per vedere il tempo lasciare la macchina
in Off e premere uno dei due pulsanti C o D (Fig. 16-3). I minuti
sono visualizzati sul display E e le ore sul display F (Fig. 16-3)
Spegnimento automatico: 2 ore dopo averla accesa, la macchina si spegne automaticamente. Se si desidera continuare a
lavorare basta accendere di nuovo la macchina.
Cancellazione degli avvisi: Per eliminare tutti gli avvisi di
sicurezza basta premere l'interruttore generale A (Fig. 16-3)
I
una volta soltanto.
(Figura 16-3)
A
B
(Figura 1)
C D
11. USO FISSO
L'incollatrice portatile PEB200/PEB250 può trasformarsi in in-
collatrice da tavolo a colla calda se montata sul tavolo MEB250
(accessorio opzionale).
Montare la PEB200/PEB250 sul tavolo è un'operazione estre-
mamente semplice, basta inserirla nel tavolo e fissarla con le
3 viti fornite a corredo.
Il tavolo MEB250 è dotato di un rullo di pressione ausiliario,
C
di guide di appoggio per il pannello in ingresso e in uscita, di
una guida di appoggio posteriore estensibile fino a 500 mm
e di un pressore smontabile per la bordatura di pezzi dritti.
Sul tavolo si possono bordare, in modo molto pratico e sem-
B
plice, non solo pezzi dritti ma anche pezzi rotondi o sagomati
di dimensioni ridotte.
L'incollatrice portatile PEB200/PEB250, utilizzando la dima C
(Fig. 1), può anche trasformarsi in una macchina fissa a patto
di fabbricarsi il proprio tavolo ausiliario.
92 - PEB200-PEB250 / Manuale d’istruzioni
Page 93

12. MANUTENZIONE E PULIZIA
Fusibile: La macchina dispone di un fusibile di protezione C
(Fig. 24). In caso di guasto sostituire il fusibile danneggiato
E
con uno delle stesse caratteristiche: fusibile di tipo F, da 4A
per 230V oppure da 8A per 110V.
Tutta la caldaietta di colla - serbatoio e base sulla quale si
sposta il bordo compresi - hanno un rivestimento antiaderente
in teflon, affinché la loro pulizia sia più veloce e facile. Non
utilizzare mai elementi metallici o abrasivi per pulire la mac-
A
china, si danneggerebbe il rivestimento antiaderente.
F
B
(Figura 25)
A
D
Togliere l'eventuale colla in eccesso.
Accertarsi che la macchina sia scollegata dalla rete
elettrica e che si sia completamente raffreddata
prima di effettuare una qualsiasi delle seguenti
C
operazioni di manutenzione.
Guida di uscita del bordo A e molle di guida del bordo B
(Fig. 25): Eliminare i residui di colla utilizzando un panno
e del solvente. Rulli di silicone A e B (Fig. 24): Pulirli con un
panno e del solvente.
Squadra C (Fig. 25): Pulire l'eccesso di colla con una spatola
di legno.
Coperchio inferiore D (Fig. 25): Togliere il coperchio D (Fig.
25) per rimuovere la colla eventualmente fuoriuscita accidentalmente dal serbatoio.
Superficie di uscita F (Fig. 25): Togliere la colla con una
spatola di legno.
Non è necessario pulire i residui di colla rimasti nel serbatoio.
Quando la macchina verrà riutilizzata, tali residui si fonderanno
B
di nuovo. Se fosse necessario pulire il serbatoio, utilizzare una
spatola di legno, non utilizzare mai utensili metallici.
Per mantenere la macchina in condizioni ottimali e ridurre al
minimo le operazioni di manutenzione, utilizzare l'antiaderente
senza silicone CANTSPRAY della Virutex.
C
(Figura 24)
PEB200-PEB250 / Manuale d’istruzioni - 93
Page 94

(Figura 18-1)
12.1 Pulizia della guida del bordo A (Fig. 18)
Se fosse necessario pulire la guida del bordo A (Fig. 18-1),
A
B
rimuovere la vite B (Fig. 18-1) utilizzando la chiave di servizio
C. Prima, tirare la guida del bordo A (Fig. 18-2) fino a liberarla
dai fermi D (Fig. 18-2). Successivamente, spostare la guida A
verso destra (Fig. 18-2) ed estrarla verso l'esterno (Fig. 18-3).
Pulire la guida e procedere a rimontarla seguendo, in senso
C
inverso, la procedura di smontaggio.
A
(Figura 18-2)
1º
2º
D
A
(Figura 18-3)
94 - PEB200-PEB250 / Manuale d’istruzioni
Page 95

C
(Figura 19)
A
DB
12.2 Pulizia del rullo di pressione A (Fig. 19)
Rimuovere le viti D (Fig. 19) utilizzando la chiave di servizio
E, svitare la manopola C e smontare il coperchio B (Fig. 19) A
E
(Fig. 20).
Premere sul supporto A (Fig. 21) con la destra mentre con la
D
sinistra si estrae l'asse B (Fig. 21) e il rullo C. Pulire il rullo e
procedere a rimontarlo seguendo, in senso inverso, la procedura
di smontaggio.
A
(Figura 20)
C
(Figura 21)
B
A
PEB200-PEB250 / Manuale d’istruzioni - 95
Page 96
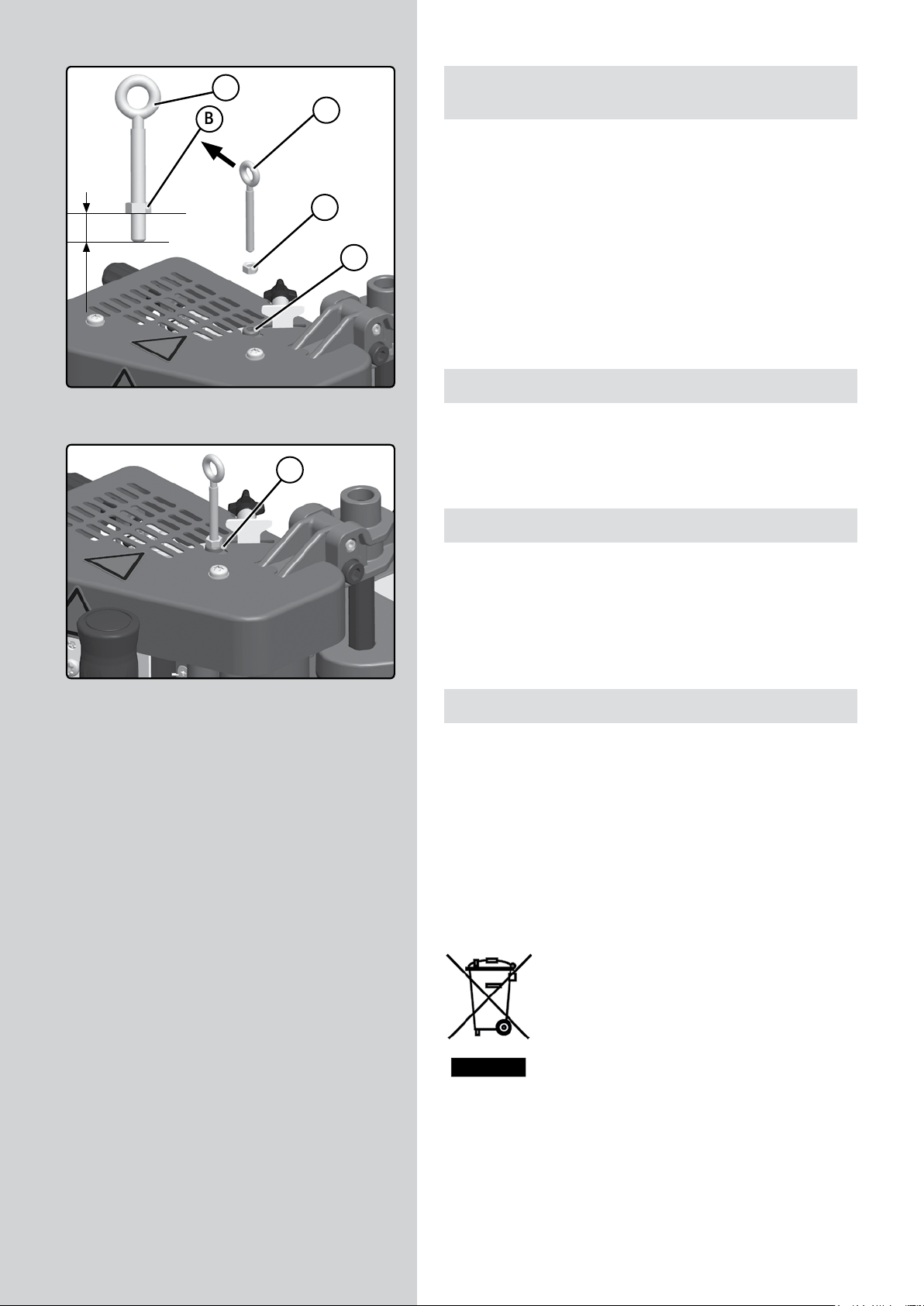
A
B
A
13. ACCESSORIO PER LAVORAZIONI CON LA MACCHINA SOSPESA
La macchina dispone di un accessorio per eseguire lavorazioni
con la macchina sospesa. Questo accessorio va montato, come
segue, nel centro di gravità A (Fig. 23):
10 mm (max)
(Figura 22)
B
Sistemare il dado B (Fig. 22) alla distanza di 10 mm (circa)
dall'esterno dell'anello A (Fig. 22) e inserirli entrambi tramite
C
l'anello nel foro filettato C (Fig. 22). Quando va in battuta con
il dado A (Fig. 23), finire il fissaggio con una chiave esagonale
da 8 mm.
Si potrà sospendere la macchina agganciandola al foro
dell'anello.
14. LIVELLI DE RUMORE E DI VIBRAZIONI
I livelli di rumore e vibrazioni di questo apparato elettrico
sono stati misurati in conformità con la Norma Europea EN
A
60745-1 e fungono da base di confronto con macchine per
applicazioni simili.
15. GARANZIA
Tutte le machine elettroportatili VIRUTEX hanno una garanzia di
12 mesi valida a partire della data di consegna, con l'esclusione
di tutte le manipolazioni o danni derivanti da un uso inadeguato
o dall'usura normale della macchina.
Per qualunque riparazione rivolgersi al servizio autorizzato di
assistenza tecnica VIRUTEX.
(Figura 23)
16. SMALTIMENTO DI APPARECCHI ELETTRICI
Non buttare mai gli apparecchi elettrici con il resto dei rifiuti
domestici. Smaltire gli apparecchi, gli accessori e gli imballaggi
nel rispetto dell'ambiente. Rispettare la normativa vigente
nazionale.
Applicabile nell’Unione Europea e nei paesi europei con
sistemi di raccolta differenziata dei rifiuti:
La presenza di questo marchio sul prodotto o sul materiale
informativo che lo accompagna indica che, al termine della
sua vita utile, non dovrà essere eliminato insieme ad altri
rifiuti domestici.
Conformemente alla Direttiva Europea 2002/96/CE, gli utenti
possono contattare il punto vendita presso cui è stato acquistato
il prodotto, o le autorità locali pertinenti, per informarsi su
come e dove portarlo per il suo smaltimento ecologico e sicuro.
96 - PEB200-PEB250 / Manuale d’istruzioni
La VIRUTEX si riserva il diritto di modificare i propi prodotti
senza preaviso.
Page 97
PORTUGUÉS
ORLADORA MANUAL DE COLA QUENTE PEB200/PEB250
Antes de utilizar a máquina leia atentamente este MANUAL DE INSTRUÇÕES e o FOLHETO DE INSTRUÇÕES GERAIS DE SEGURANÇA em anexo. Assegure-se de ter compreendido o seu conteúdo antes
de começar a utilizar a máquina.
Conserve os dois manuais de instruções para possíveis consultas posteriores.
1. NORMAS DE SEGURANÇA COMPLEMENTARES PARA ESTA MÁQUINA
A não observação das normas de segurança pode dar origem a danos corporais graves.
• Não toque nunca as peças móveis da máquina.
• Tenha cuidado, uma vez que a máquina pode alcançar temperaturas elevadas.
• Não toque nas peças que estejam quentes.
• Segure sempre a máquina com ambas as mãos durante o seu funcionamento.
• Não se incline sobre a máquina enquanto esta estiver quente.
• Verifique sempre que dispõe de cabo suficiente e que o mesmo não o estorvará durante o seu trabalho com a máquina.
• Desligue a ficha da fonte de alimentação antes de efectuar qualquer ajuste, mudança de acessórios, ou de guardar
as ferramentas eléctricas.
• Comprove o estado do cabo de ligação antes de cada início de funcionamento.
• Não efectue reparações ou trabalhos de manutenção enquanto a máquina estiver quente.
• Nunca utilize a máquina perto de materiais inflamáveis ou explosivos.
• Não trabalhe em zonas húmidas ou expostas à chuva.
• Esta máquina liberta vapor.
• Trabalhe sempre em zonas bem ventiladas. Utilize uma máscara se assim o recomendar o fabricante da cola.
• É imprescindível que leia e respeite as medidas de segurança indicadas pelo fabricante da cola a utilizar.
PEB200-PEB250 / Manual de instruções - 97
Page 98

PEB200
5
4
8
2. ESPECIFICAÇÕES TÉCNICAS
2.1 DESCRIÇÃO GERAL DA MÁQUINA
Esta máquina foi concebida e fabricada para encolar e orlar
tabuleiros de madeira rectos e curvos e com lados perpendiculares entre si. Esta máquina também pode encolar e orlar os
lados com uma inclinação de 1º a 10º.
3
As partes da máquina mais importantes são:
2
PEB200
1 . Guia de entrada da orla ajustável
2 . Tampa do depósito de cola
3 . Ajuste fino da espessura da cola
4 . Prato guia da altura do painel
5 . Manípulo de ajuste do prato guia
6 . Ajuste da pressão de orla
6
7 . Interruptor geral
8 . Interruptor de funcionamento do motor
1
7
PEB250
1 . Guia de entrada da orla ajustável
2 . Tampa do depósito de cola
3 . Ajuste fino da espessura da cola
4 . Prato guia da altura do painel
PEB250
5
9
4
6
8
5 . Manípulo de ajuste do prato guia
6 . Ajuste da pressão de orla
7 . Interruptor geral
8 . Manete de regulação de funcionamento do motor
9 . Ajuste de altura saída de orla
10 . Indicador Led de velocidades de aplicação da cola
11 . Sensores de ajuste da temperatura
12 . Ecrã de leitura de temperatura e funções
3
13 . Função fusível aberto
2
2.2 CARACTERÍSTICAS
Tensão de alimentação.............................................230V 50/60 Hz
120 V 60 Hz
Potência.............................................................................................830 W
Motor..................................................................................................20 W
Consumo...................................................................230V 4A - 110V 8A
10
Potência calorífica..........................................450 W +180Wx2=810W
Altura do painel.............................................................10 a 62 mm
12
1
13
11
7
Raio interior mínimo….................................................................50 mm
Raio interior min. (com o rolo auxiliar 5046764) …...........15 mm
Regulação da espessura da orla..........................................0,4 a 3 mm
Painel inclinado.......................................................................máx. 10 º
Velocidade de alimentação (PEB200)...........................3,6 mts/min
Velocidade de alimentação regulável (PEB250)....2-4-5 e 6 m/min
Temperatura de trabalho (PEB200)..............................170°C (338ºF)
Temperatura de trabalho regulável (PEB250)...120°C-200ºC/(248-ºF)
Temperatura limite com corte de segurança........220ºC (428ºF)
Tempo de aquecimento......................................................5-10 min
Controlo electrónico de temperatura e velocidade do motor
por microprocessador (apenas PEB250)
Capacidade do depósito de cola............................................230 cc
98 - PEB200-PEB250 / Manual de instruções
Page 99

A
B
A
Peso..............................................................................................9,2 kg
Nível de pressão acústica contínuo
equivalente ponderado A..........................................................<80 dBA
Incerteza.......................................................................................K = 3 dBA
Cabo de ligação.........................................................................5 mts
B
Usar protecção auricular!
10 mm (max)
(Figura 22)
(Figura 23)
A
B
Valores totais de vibração.....................................................a
C
Incerteza.....................................................................................K: 1,5 m/s
: <2,5 m/s
h
2
2
3. EQUIPAMENTO STANDARD
Ao abrir a caixa da embalagem, encontrará no seu interior os
seguintes elementos:
• Orladora manual de cola quente
• Bolsa com 250 g de cola Virutex
• Chaves de serviço
• Anilha de suspensão + porca, para trabalhos com a máquina
A
suspensa (Fig. 22-23)
• Caixa de madeira reutilizável, com suporte metálico para
fixar a encoladora.
• Manual de instruções
4. ACESSÓRIOS OPCIONAIS
• Mesa MEB-250 para orladora 5046525
• Cortador+ Porta-rolos RC50T para MEB-250 5046266
• Frasco de cola (3 Kg) 2599266
• Antiaderente sem silicone “Cantspray”
• Fresadora para orlas FR156N
• Cabeça CA56G
• Sistema de sujeição pneumática,
giratório e rebatível SVN460 5046400
B
• Suporte de 2 ventosas SFV50 5045753
• Suporte de 1 ventosa SFV150 5045833
• Perfilador de orlas duplo AU93 (máx. 1 mm)
• Retestador de orlas RC21E (máx.1 mm)
• Retestador de orlas RC221R (máx. 2 mm)
• Retestador de orlas RC321S (máx.3 mm x25)
• Rolo auxiliar (especial para cantos e formas côncavas) 5046764
(Figura 1)
A
5. EMBALAJE Y TRANSPORTE
A máquina é fornecida numa embalagem de madeira, que
deverá conservar-se para o seu transporte posterior.
B
5.1 DESEMBALAGEM
A máquina deve retirar-se do interior da embalagem da se-
guinte maneira:
• Retire a tampa superior e coloque-a num lugar seguro para
o seu uso posterior.
• Desenrosque e extraia os 3 parafusos B (Fig. 1) com una chave
de fenda do interior da caixa A (guarde os parafusos para o
seu uso posterior).
• Retire a máquina B (Fig. 2) do interior da caixa A (Fig. 2).
PEB200-PEB250 / Manual de instruções - 99
Page 100

B
(Fig. 3) montando-o tal como se indica na (Fig. 4).
• Verifique se os dois punhos A e B (Fig. 5) se encontram alinhados, conforme indicado na figura.
• Conserve a caixa de madeira e a tampa para guardar ou
transportar a encoladora.
• Desenrosque o manípulo A (Fig. 3) e retire o prato guia B
(Figura 3)
(Figura 4)
A
6. ORLADORA PORTÁTIL PEB250/250 RECOMENDAÇÕES DE USO PARA UMA BOA COLAGEM DA ORLA
Seguem-se, em detalhe, as recomendações mais importantes
que deverão ser tidas em conta antes de proceder à utilização
da PEB250, considerando o painel, a orla, a cola e a temperatura de trabalho.
6.1 SOBRE A ORLA E O PAINEL
A
B
B
• O lado do tabuleiro a orlar deverá formar um ângulo de
90° com a sua superfície, e estar isento de pó. Para tabuleiros
com uma inclinação até 10º, ver o ponto 8.4 Ajuste do prato
guia inclinado.
• Para obter um bom acabamento, na aplicação de orlas finas
em aglomerados de madeira, a superfície do lado do aglomerado
deve estar em bom estado e sem pó.
• As peças e os lados a colar devem estar a uma temperatura
ambiente não inferior a 18°C (64ºF).
• Aplique sempre uma pressão suficiente contra o lado para
obter uma orla correcta.
• Para orlas rígidas (tipo fórmica), deverá exercer-se uma
pressão suficiente para vencer a rigidez da mesma.
• Em painéis porosos, geralmente dever-se-á aumentar a
quantidade de cola a aplicar.
(Figura 5)
A
(Figura 6)
100 - PEB200-PEB250 / Manual de instruções
6.2 SOBRE A COLA
• Verifique se a quantidade de cola que recebe o lado é ade-
quada, realizando um teste prévio tendo em conta que:
- Para orlas de 0,4 mm em PVC, ABS ou plásticos....nónio B
na pos. 0 (Fig. 6)
- Para orlas de 0,4-1,5 mm…..............nónio B na pos. 2 (Fig. 6)
A
- Para orlas de 1-1,5 mm rígidos (fórmica)..nónio B na pos.
7 (Fig. 6)
- Para orlas de 2 mm….........................nónio B na pos.5 (Fig. 6)
- Para orlas de 3 mm...........................nónio B na pos. 8 (Fig. 6)
• Em orlas rígidas, é preferível diminuir a temperatura cerca
B
de 10%; aumentar a quantidade de cola é contraproducente,
não havendo necessariamente garantia de uma colagem de
melhor qualidade.
• Assegure-se de ter suficiente cola completamente fundida no
depósito para terminar o trabalho. Se for necessário acrescentar cola no depósito, active a velocidade de aplicação da cola
aproximadamente 5 minutos antes (ver ponto 9.2 Regulação
da velocidade de aplicação da cola).
• A cola estragada perde as suas propriedades de aderência
e a colagem não é a mais apropriada. A cor da cola tende a
escurecer.
• Para colar as orlas, utilize a cola especial Virutex para a
 Loading...
Loading...