

Page 1

MANUAL DE INSTRUCCIONES
OPERATING INSTRUCTIONS
MODE D’ EMPLOI
GEBRAUCHSANWEISUNG
MANUALE D’ISTRUZIONI
MANUAL DE INSTRUÇÕES
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
INSTRUKCJA OBSŁUGI
FR160P / FRE160P
Fresadora tupí
Router
Défonceuse
Tischfräsmaschine
Fresatrice toupie
Fresadora tupia
Ручной фрезер
Frezarka górnowrzecionowa
Page 2

MANUAL DE INSTRUCCIONES
OPERATING INSTRUCTIONS
MODE D'EMPLOI
GEBRAUCHSANWEISUNG
MANUALE D'ISTRUZIONI
MANUAL DE INSTRUÇÕES
ИНСТРУКЦИЯ
INSTRUKCJA OBSŁUGI
ПО
ЭКСПЛУАТАЦИИ
ESPAÑOL Fresadora tupí FR160P-FRE160P
ENGLISH FR160P-FRE160P Router
FRANÇAIS Défonceuse FR160P-FRE160P
DEUTSCH Tischfräsmaschine FR160P-FRE160P
ITALIANO Fresatrice toupie FR160P-FRE160P
PORTUGUÉS Fresadora tupia FR160P-FRE160P
РУССКИЙ Ручной фрезер FR160P-FRE160P
página/page
seite/pagina
страница/strona
2
7
11
16
21
26
31
РOLSKI FR160P-FRE160P Frezarki górnowrzecionowe
ESPAÑOL
FRESADORA TUPÍ FR160P-FRE160P
(Imágenes en página 42)
Importante
Antes de utilizar la máquina lea atentamente éste MANUAL DE INSTRUCCIONES y el FOLLETO DE INSTRUCCIONES
GENERALES DE SEGURIDAD que se
adjunta. Asegúrese de haberlos comprendido antes de empezar a operar
con la máquina.
Conserve los dos manuales de instrucciones para posibles consultas posteriores.
Peso......................................................................5,4 Kg
Nivel de Presión acústica Ponderado A..............92 dBA
Nivel de Potencia acústica Ponderada A............103 dBA
Incertidumbre de la medición..........................K = 3 dBA
¡Usar protectores auditivos!
Nivel total de emisión de vibraciones...........a
Incertidumbre de la medición.............................K: 1,5 m/s
FRE160P
Motor universal...................................................50 Hz
Potencia.....................................................1.800W
Velocidad en vacio..............................11.500-23.000/min
Diámetro pinza estándar.................................12 mm
Profundidad de fresado..............................0-60 mm
Galga de profundidad
giratoria......ajuste de profundidad de 6 posiciones
1. DATOS TÉCNICOS
FR160P
Motor universal..........................................50/60 Hz
Potencia.....................................................1.500W
Velocidad en vacio................................25.000/min
Diámetro pinza estándar.................................12 mm
Profundidad de fresado..............................0-60 mm
Galga de profundidad
giratoria......ajuste de profundidad de 6 posiciones
2
Peso...........................................................5,4 Kg
Nivel de Presión acústica Ponderado A...................92 dBA
Nivel de Potencia acústica Ponderada A...............103 dBA
Incertidumbre de la medición.................................K = 3 dBA
¡Usar protectores auditivos!
Nivel total de emisión de vibraciones.............a
Incertidumbre de la medición...............................K: 1,5 m/s
: <2,5 m/s
h
: <2,5 m/s
h
37
2
2
2
2
Page 3

2. UTILIZACIÓN
La fresadora portátil es una herramienta eléctrica utilizada primordialmente para fresar madera y plásticos. Es
muy adecuada para perfilar cantos, cortar nudos, fresar
copiando, rebajar, construcción de marcos y grabado.
Junto con las guías paralelas, plantillas de copiado, y
herramientas de perfil, la fresadora portátil constituye
un aparato eléctrico enormemente útil.
Su diseño ergonómico permite trabajar cómodamente
en cualquier posiciones y desde diferentes ángulos.
3. INSTRUCCIONES DE SEGURIDAD
PARA EL MANEJO DE LA MÁQUINA
Antes de utilizar la fresadora, leer atentamente el FOLLETO DE INSTRUCCIONES
GENERALES DE SEGURIDAD que se adjunta con la documentación de la máquina.
- Al cambiar las herramientas o realizar cualquier
otra operación cerca del cabezal de corte, quitar la
mano de la palanca del interruptor y desconectar la
toma de corriente de la red.
- Usar gafas de seguridad, para trabajar con la fresadora.
- Guiar la fresadora siempre con ambas manos utilizando las dos empuñaduras de la máquina.
- Después de realizar un trabajo, desconectar el motor
y soltar la base antes de dejar la fresadora.
- Colocar siempre la fresadora sobre la base y en una
superficie llana y limpia.
- Asegurarse que la fresadora no pueda volcarse
por accidente.
- Utilizar únicamente fresas con el diámetro de la
caña adecuado a la pinza a utilizar y adaptadas a la
velocidad de la fresadora.
- Las especificaciones de las fresas de la gama VIRUTEX
están especialmente adaptadas a las prestaciones de
esta fresadora, utilizar preferentemente fresas de la
amplia gama VIRUTEX o únicamente fresas cuyas características concuerden con dichas especificaciones.
- 6022388 Reductor fresa de 12 a 6
5. PUESTA EN MARCHA
Esta herramienta está provista de un interruptor de
accionamiento A (Fig. 1), incorporado en la empuñadura
que permite efectuar el arranque o paro de la máquina
sin soltarla. Para impedir la puesta en marcha accidental
de la máquina, el interruptor sólo puede accionarse
si primero se desbloquea el seguro lateral B (Fig. 3).
Una vez que el interruptor está en posición de marcha,
no es necesario mantener la presión sobre el seguro.
Asegúrese siempre que la fresa no está
en contacto con la pieza de trabajo antes
de accionar el interruptor. Una vez la
máquina haya alcanzado su velocidad
máxima, haga contacto con la pieza de
trabajo y pare la máquina una vez la fresa
la haya librado totalmente. De esta manera aumentará la calidad de su trabajo.
6. REGULACIÓN DE VELOCIDAD 11.500 - 23.000
En el modelo de fresadora tupí FRE160P, el regulador
electrónico de velocidad C (Fig. 1) permite ajustar la
velocidad del motor dependiendo del tamaño del corte
y la dureza del material empleado, para lograr un mejor
acabado y aumentar el rendimiento de la máquina.
Para aumentar o disminuir la velocidad de la máquina
deberá girar el botón de regulación hacia la derecha
o izquierda en función de la tarea que desee realizar.
Existen 6 números de referencia que facilitan el
control del ajuste de la velocidad deseada.
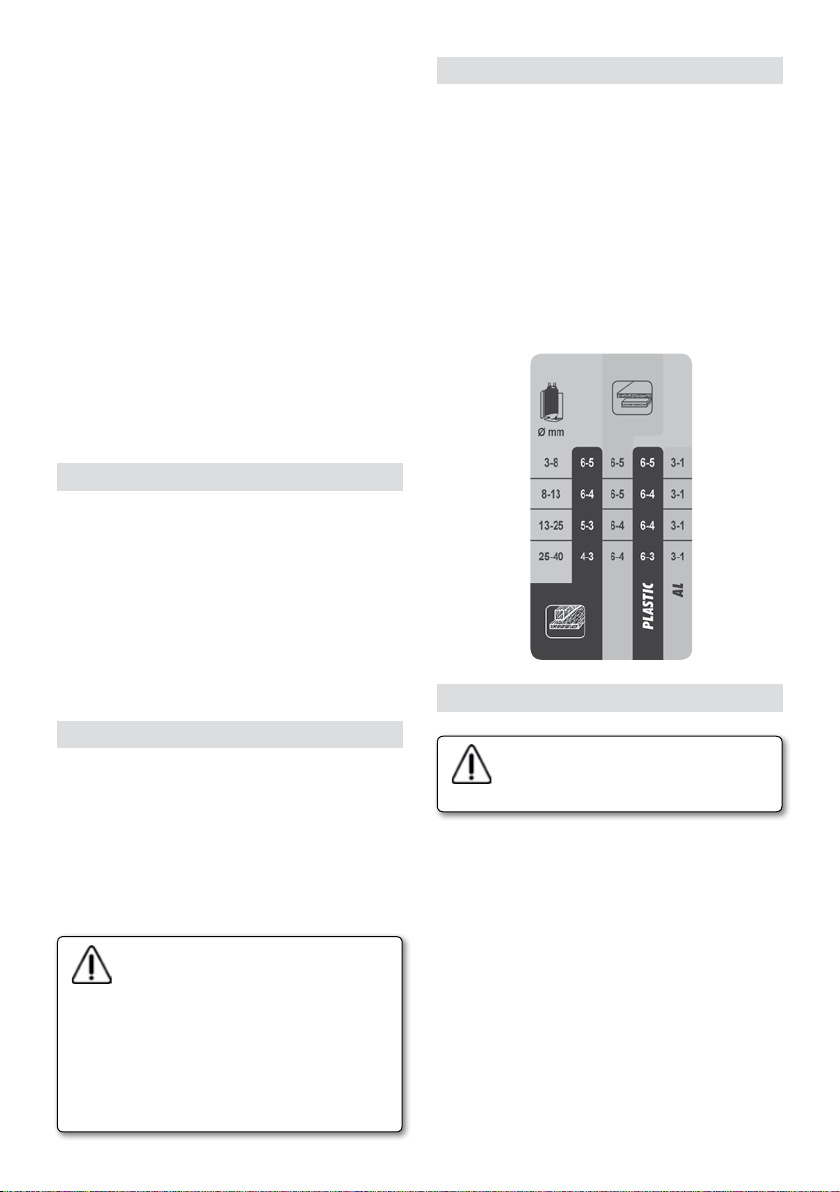
En la tabla siguiente se indica la posición del regulador
electrónico de la velocidad, dependiendo del diámetro
de la fresa y del material a trabajar.
4. EQUIPO ESTANDAR
En el interior de la caja Ud. encontrará los elementos
siguientes:
- Fresadora Tupi FR160P ó FRE160P
- Llave de servicio e/c: 24
- Guía plantilla D.19 para lazos paso 26 mm.
- Conjunto escuadra lateral
- Conector aspiración
- Manual de instrucciones y documentación diversa.
- 6022387 Reductor fresa de 12 a 8
3
Page 4

7. MONTAJE DE LAS HERRAMIENTAS DE CORTE
Antes de proceder al montaje de la
herramienta de corte asegúrese que
la fresadora esté desconectada de la
toma de corriente de red.
Para realizar el montaje o la extracción de la herramienta de corte, presione el botón de bloqueo de la
fresa E (Fig. 2) que evita que el eje gire y afloje la
tuerca portapinzas F (Fig. 2) con la llave de servicio
G (Fig. 2). La pinza y la tuerca portapinzas son dos
elementos que se acoplan a presión entre sí, por lo
que debe asegurarse que la pinza quede asentada
perfectamente en la tuerca.
Introduzca la herramineta de corte H (Fig. 2) y, si
es necesario, el reductor de fresa correspondiente
I (Fig. 2) en el interior de la pinza del portapinzas F
(Fig. 2). Y apriete firmemente el portapinzas F (Fig.
2) utilizando la llave de servicio, mientras mantiene
presionado el botón de bloqueo E (Fig. 2).
Si utiliza fresa de 12 mm o 1/2" de mango, no necesita
utilizar reductor. Utilice siempre fresas con la longitud
de corte más corta posible, para minimizar el riesgo de
un descentramiento de la misma. La fresa, la pinza y
el reductor deben estar limpios de cualquier residuo
antes de realizar el montaje.
Evite dejar la máquina sin herramienta
ya que la pinza podría quedar demasiado apretada y dañar al alojamiento
del eje.
Nunca ponga en marcha máquina con el botón de
bloqueo de la fresa presionado.
8. BLOQUEO DE LA BASE
La base puede ser bloqueada en cualquier posición
mediante el giro, en sentido antihorario de la palanca
de bloqueo J (Fig. 3). Por la acción de los resortes
incorporados en las columnas, al aflojar dicha palanca
la base retornará automáticamente a su posición
más elevada.
Después de realizar cualquier trabajo,
ponga el interruptor en posición de
paro y suelte la base mediante la palanca de bloqueo J (Fig. 3), antes de dejar
la fresadora sobre una superficie plana.
4
9. AJUSTE DE LA PROFUNDIDAD
REGULACIÓN DE LA PROFUNDIDAD. La profundidad se ajusta mediante el mecanismo de ajuste de
profundiad del tipo piñón-cremallera incorporado.
Enrasada la cara de corte de la fresa con la superficie
de la madera, la profundidad de penetración puede
ajustarse hasta 60 mm.
Para desbloquear la varilla de profundidad K (Fig. 4)
presione firmemente el pomo de regulación L (Fig. 4),
a continuación gírelo para subir o bajar la varilla de
profundidad si desea obtener más o menos profundidad en el corte. El indicador graduado de regulación M
(Fig. 4) puede moverse independientemente el pomo,
lo que permite situarlo en el cero en cualquier posición
mediante la marca de referencia. Después de ajustar
el indicador, cuando gire nuevamente el pomo, éste
girará con él, indicando el desplazamiento que se ha
producido en la varilla. Una vuelta completa del pomo
corresponde a un desplazamiento de la varilla de 34
mm, con un recorrido máximo de 55 mm.
Para fijar la varilla de profundidad en la posición
deseada, deje de presionar el pomo de regulación.
Seguidamente, para garantizar una absoluta fijación
de la varilla se deberá bloquear mediante el pomo
de fijación N (Fig. 4).
AJUSTE DE PRECISIÓN. Si desea ajustar o corregir
con precisión la profundidad previamente fijada
sólo es necesario girar el pomo de ajuste O (Fig. 4).
Una vuelta completa del pomo corresponde a un
desplazamiento de la varilla de 1 mm, teniendo un
recorrido máximo de 5 mm. Cada división del indicador
graduado del ajuste fino P (Fig. 4) corresponde a un
avance de 0.1 mm.
REALIZACIÓN CORTES PROFUNDOS. Para realizar
con seguridad un corte demasiado profundo para
efectuarlo de una sola pasada, es aconsejable hacer
varios cortes sucesivos utilizando los seis escalones de
3 mm de la torreta giratoria de profundidad Q (Fig. 4).
Baje la máquina hasta que la fresa quede nivelada
sobre la superficie donde está apoyada la fresadora.
Mediante el pomo de bloqueo J (Fig. 3) fije la máquina
en esta posición. Afloje el pomo de fijación N (Fig.
4) y presione y gire el pomo de regulación L (Fig. 4)
hasta que la varilla de profundidad haga tope con el
escalón inferior de la torreta giratoria de profundidad, utilizando el ajuste fino si es necesario. En esta
posición, gire el indicador de profundidad M (Fig. 4)
hasta que la posición cero coincida con la marca de
referencia. Ésta será la posición de inicio que indicará
el punto en el que la fresa entra en contacto con la
pieza de trabajo. Fije la varilla mediante el pomo N
(Fig. 4), libere el pomo de bloqueo J (Fig. 3) y deje la
Page 5

máquina en la posición de reposo.
Afloje el pomo de fijación N (Fig. 4), presione y gire el
pomo de regulación L (Fig. 4) desplazando la varilla de
regulación K (Fig. 4) hacia ariba hasta la profundidad
de corte deseada y nuevamente mediante el pomo
N gire la torreta Q (Fig. 4) hasta que el escalón más
elevado, quede bajo la varilla K (Fig. 4). Realice la
primera pasada de corte en la pieza de trabajo. Gire
la torreta Q hasta el siguiente escalón y realice otra
pasada, y así sucesivamente hasta que alcance la
profundidad final deseada al llegar al escalón inferior.
10. BLOQUEO DE LA
PROFUNDIDAD DE FRESADO
Para la realización de trabajos repetitivos, en los
que la profundidad de fresado es siempre la misma
y donde conviene evitar la eventualidad de soltar
el cabezal por un accionamiento involuntario de la
palanca de bloqueo J (Fig. 3), puede fijarse el cabezal
a la profundidad deseada intercalando dos tuercas
de M8, R (Fig. 3) en el eje, roscando una por encima
y otra por debajo del cuerpo del cabezal que le permitirán bloquearlo en cualquier punto del recorrido.
Cuando trabaje con la profundidad
de fresado bloqueada, la herramienta
queda permanentemente fuera de la
superficie de la base, por lo que deberá:
- Esperar a que la máquina se pare totalmente antes
de dejarla, sobre la base, en una superficie plana que
libre la herramienta.
- Retire las tuercas R (Fig. 3), para volver a las condiciones normales de bloqueo por la palanca J (Fig.
3) en cuanto termine el trabajo.
11. UTILIZACIÓN DE LA GUÍA PARALELA
La guía paralela se utiliza para el perfilado de bordes y
para el corte de ranuras de formas distintas de acuerdo
con las diversas formas de perfiles. Para el desbarbado
de bordes y para una mayor vida de las fresas son
especialmente útiles las fresas de metal duro.
La guía paralela S (Fig. 6) se coloca en las aberturas
de la base T (Fig. 6) y se fija por medio de los dos
pomos U (Fig. 6).
AJUSTE NORMAL DE LA ESCUADRA - Aflojar los
pomos U (Fig. 6) de la base, desplazar la escuadra
hasta la medida deseada y volver a fijar los pomos
en esta posición.
AJUSTE DE PRECISION - Una vez situada la escuadra
y fijada en la posición aproximada se puede efectuar
un ajuste de precisión fino. Para ello, aflojar el pomo
de fijación de la escuadra V (Fig. 6), hacer girar el
pomo de ajuste W (Fig. 6) hasta la medida deseada
y seguidamente volver a fijar el pomo de fijación V
(Fig. 6) de la escuadra en esta posición. Una vuelta
completa del pomo de ajuste corresponde a un
desplazamiento de la escuadra de 1 mm, teniendo
unrecorrido máximo de unos 10 mm. El indicador
graduado de ajuste fino X (Fig. 6) puede moverse
independientemente del pomo, lo que permite ajustarlo a cero en cualquier posición mediante la marca
de referencia. Después de ajustar el indicador X (Fig.
6), cuando gire nuevamente el pomo W (Fig. 6), éste
girará con él indicando el desplazamiento que se ha
producido en la escuadra, sabiendo que cada división
corresponde a un avance de 0.1 mm.
12. UTILIZACIÓN DE LAS GUÍAS PLANTILLA
Las guías plantilla son utilizadas para el fresado
de una gran variedad de formas. La guía plantilla
escogida Y (Fig. 7) se sujeta a la base T (Fig. 7) por
medio de los dos tornillos Z (Fig. 7). Al realizar un
copiado aparece una diferencia de tamaño entre la
plantilla y la pieza fresada. Hay que tener siempre en
cuenta la diferencia entre el radio de la guía plantilla,
y el de la herramienta, al confeccionar la plantilla.
13. ACOPLAMIENTO DE ASPIRACIÓN
Para montar el conector de aspiración A1 (Fig. 6),
situarlo en la escotadura central de la base T (Fig.
6) orientando la conexión hacia su parte trasera y
sujetarlo con los tornillos B1 (Fig. 6). En el caso de
realizar fresado de lazos con la plantilla de lazos de
Virutex modelo PL11, orientar y posicionar el conector de aspiración según convenga para un mejor
desplazamiento de la fresadora sobre la plantilla.
El conector de aspiración A1 puede acoplarse, directamente al tubo de aspiración de los aspiradores
AS182K, AS282K; o mediante el 6446073- Acoplamiento aspiración estándar de 2,25 m o 1746245 - 5
m, C1 (Fig. 6) de menor diámetro y más liviano al
propio AS182K o AS282K u otro aspirador industrial.
14. SUPLEMENTO BOQUILLA ASPIRACIÓN
Para asegurar una correcta aspiración de la máquina
cuando se utilizan fresas de diámetro inferior a 30 mm,
se deberá utilizar la boquilla de aspiración A1 (Fig. 6)
con el suplemento F1 (Fig. 6) que está incorporado.
En el caso de utilizar fresas con diámetro superior a
30 mm y hasta 40 mm, se desmontará el supplemento
F1 (Fig. 6) de la boquilla de aspiración A1 (Fig. 6) y se
5
Page 6

trabajará únicamente con la boquilla. Para realizar
de nuevo el acoplamiento, bastará con introducirlo
a presión y firmemente en el interior de la entrada
de la boquilla.
15. CAMBIO DE ESCOBILLAS
Asegúrese que la máquina esté desconectada de la red eléctrica antes de
realizar cualquier manipulación.
Las escobillas deben ser sustituidas cuando tengan
una longitud mínima de 5 mm. Para ello debe quitar
los tapones D1 (Fig. 8) que sujetan las escobillas E1
(Fig. 8) y sustituirlas por otras originales de VIRUTEX,
asegurándose de que deslicen suavemente en el
interior de las guías.
Es aconsejable dejar la máquina en marcha en vacío
durante algunos minutos después de un cambio de
escobillas. Aproveche el cambio de escobillas para
verificar el estado del colector. Si éste presentase
quemaduras o resaltes es aconsejable llevarlo a
reparar a un servicio técnico VIRUTEX.
16. LUBRICACIÓN Y LIMPIEZA
La máquina se entrega totalmente lubricada de
fábrica no precisando cuidados especiales a lo largo
de su vida útil. Es importante limpiar siempre cuidadosamente la máquina después de su utilización
mediante un chorro de aire seco. Mantener el cable
de alimentación en perfectas condiciones de uso.
17. ACCESORIOS OPCIONALES
Opcionalmente pueden suministrarse los siguientes
accesorios:
5000000 Plantilla lazos PL11
6027103 Pinza Ø 12
6027106 Pinza Ø 1/2"
6022389 Reductor fresa de 1/2" a 3/8"
6022390 Reductor fresa de 1/2" a 1/4"
6446073 Acoplamiento aspiración estandar 2,25 m
1746245 Acoplamiento aspiración de 5 m
Guías plantillas:
7722168 Ø ext. 10 mm para fresas de 6 mm
7722120 Ø ext. 12 mm para fresas de 8 mm
7722121 Ø ext. 14 mm para fresas de 10 mm
7722122 Ø ext. 16 mm para fresas de 12 mm
7722169 Ø ext. 18 mm para fresas de 14 mm
7722118 Ø ext. 20 mm para fresas de 16 mm
7722119 Ø ext. 27 mm para fresas de 23 mm
6
7722114 Ø ext. 30 mm para fresas de 26 mm
Guías plantilla cola de milano:
7722161 Para fresa de D.9,5 y lazos de paso 16
7722123 Para fresa de D.15 y lazos de paso 26
7722162 Para fresa de D.20 y lazos de paso 34
7722160 Guía para plantilla AGB de herrajes oscilobatientes
7722342 Guía para plantilla AGB aire 11-12
6040313 Fresa para ranurar D.16 MD
18. NIVEL DE RUIDO Y VIBRACIONES
Los niveles de ruido y vibraciones de esta herramienta eléctrica han sido medidos de acuerdo con
la Norma Europea EN 60745-2-17 y EN 60745-1 y
sirven como base de comparación con máquinas de
semejante aplicación.
El nivel de vibraciones indicado ha sido determinado
para las aplicaciones principales de la herramienta,
y puede ser utilizado como valor de partida para la
evaluación de la exposición al riesgo de las vibraciones. Sin embargo, el nivel de vibraciones puede
llegar a ser muy diferente al valor declarado en
otras condiciones de aplicación, con otros útiles de
trabajo o con un mantenimiento insuficiente de la
herramienta eléctrica y sus útiles, pudiendo llegar a
resultar un valor mucho más elevado debido a su ciclo
de trabajo y modo de uso de la herramienta eléctrica.
Por tanto, es necesario fijar medidas de seguridad de
protección al usuario contra el efecto de las vibraciones, como pueden ser mantener la herramienta y
útiles de trabajo en perfecto estado y la organización
de los tiempos de los ciclos de trabajo (tales como
tiempos de marcha con la herramienta bajo carga,
y tiempos de marcha de la herramienta en vacío y
sin ser utilizada realmente ya que la reducción de
estos últimos puede disminuir de forma sustancial
el valor total de exposición)
19. GARANTÍA
Todas las máquinas electroportátiles VIRUTEX, tienen
una garantía válida de 12 meses a partir del día de su
suministro, quedando excluidas todas las manipulaciones o daños ocasionados por manejos inadecuados
o por desgaste natural de la máquina.
Para cualquier reparación dirigirse al servicio oficial
de asistencia VIRUTEX S.A.
20. RECICLAJE DE LAS
HERRAMIENTAS ELÉCTRICAS
Nunca tire la herramienta eléctrica con el resto de
residuos domésticos. Recicle las herramientas, acce-
Page 7

sorios y embalajes de forma respetuosa con el medio
ambiente. Respete la normativa vigente de su país.
Aplicable en la Unión Europea y en países europeos
con sistemas de recogida selectiva de residuos:
La presencia de esta marca en el producto o en el
material informativo que lo acompaña, indica que
al finalizar su vida útil no deberá eliminarse junto
con otros residuos domésticos.
Conforme a la Directiva Europea 2002/96/CE los
usuarios pueden contactar con el establecimiento
donde adquirieron el producto, o con las autoridades
locales pertinentes, para informarse sobre cómo y
dónde pueden llevarlo para que sea sometido a un
reciclaje ecológico y seguro.
VIRUTEX se reserva el derecho de modificar sus
productos sin previo aviso.
ENGLISH
FR160P-FRE160P ROUTER
(Ilustrations in page 42)
Important
Read these OPERATING INSTRUCTIONS
and the attached GENERAL SAFETY
INSTRUCTIONS LEAFLET carefully
before using the machine. Make sure
you have understood them before operating the machine for the first time.
Keep both sets of instructions for any
future queries.
Weight...........................................................5.4 Kg
Weighted equivalent continuous
acoustic pressure level A............................................92 dBA
Acoustic power level A.............................................103 dBA
Uncertainty...........................................................K = 3 dbA
Wear ear protection!
Vibration total values.................................a
Uncertainty..........................................................K: 1.5 m/s
: <2.5 m/s
h
FRE160P
Universal motor..........................................50 Hz
Input power................................................1,800 W
No-load speed............................11,500-23,000/min
Chuck collet Ø.............................................12 mm
Routing depth............................................0-60 mm
Revolving depth
gauge.......................6-position depth adjustment
Weight...........................................................5.4 Kg
Weighted equivalent continuous
acoustic pressure level A............................................92 dBA
Acoustic power level A............................................103 dBA
Uncertainty.............................................................K = 3 dbA
Wear ear protection!
Vibration total values........................................a
Uncertainty............................................................K: 1.5 m/s
: <2.5 m/s
h
2. OPERATION RANGE
The router is an electric appliance used for routing
wood and plastics. It is also very convenient for
trimming edges, cutting out of knots, copy cutting,
rebate cutting, making of frames and engraving.
Together with parallel guide, template followers,
compasses and profile cutters, it is an exceedingly
useful appliance.
3. SAFETY INSTRUCTIONS FOR
MACHINE OPERATION
2
2
2
2
1. TECHNICAL DATA
FR160P
Universal motor.........................................50/60 Hz
Input power................................................1,500 W
No-load speed.......................................25,000/min
Chuck collet Ø.............................................12 mm
Routing depth............................................0-60 mm
Revolving depth
gauge.......................6-position depth adjustment
Before using the router, carefully read
the GENERAL SAFETY INSTRUCTIONS
LEAFLET included with the machine
documentation.
- When changing tools or carrying out any other
operation near the cutting head, take your hand
from the on/off lever and unplug the machine from
7
Page 8
the mains.
- Use safety goggles when working with the router.
- Always guide the router with both hands, using
the machine's two handles.
- When you have finished working, disconnect the
motor and release the base before leaving the router.
- Always place the router on its base on a flat, clean
surface.
- Always start the router by using the main on/
off lever.
- Make sure that the router cannot be accidentally
knocked over.
- Always use cutter bits with the appropriate shaft
diameter for the chuck collet and the router speed
to be used.
- The specifications of the cutter bits in the VIRUTEX
range are especially suitable for use with this router;
we recommend using cutter bits from the wide
VIRUTEX range or bits with the same specifications.
4. STANDARD EQUIPMENT
The box contains the following items:
- FR160P - FRE160P router
- A/f service key: 24
- Ø 19 mm template guide for 26-mm pitch loops.
- Lateral fence assembly
- Dust collector connection
- Operating instructions and miscellaneous documentation.
- 6022387 Cutter bit 12 to 8 adaptor
- 6022388 Cutter bit 12 to 6 adaptor
6. ADJUSTING THE SPEED 11,500 - 23,000
The surface router model FRE160P has an electronic
speed regulator C (Fig. 1) for adjusting the motor
speed, according to the size of cut and the hardness
of the material used. This ensures a better finish and
enhances the machine performance. To increase or
reduce the machine speed, turn the adjustment knob
to the right or left, depending on the task being
carried out. There are six reference numbers to assist
in setting the required speed.
The following table shows the position of the electronic speed regulator according to the diameter of
the bit and the material being worked with.
7. FITTING THE CUTTING TOOLS
5. STARTING UP THE MACHINE
This tool has an operating switch A (Fig. 1) in the
handle, enabling the machine to be turned on and
off without releasing it.
To prevent the machine from starting up accidentally,
the switch can only be operated when the lateral
safety catch B (Fig. 3) has been released. Once the
switch is in the on position, pressure need no longer
be applied to the safety catch.
Always make sure that the router is
not in contact with the part being
worked before operating the switch.
Once the machine has reached its
maximum speed, bring the machine
into contact with the material, and
stop the machine once it is completely
clear of the part. This will improve the
quality of the work.
8
Make sure that the router is disconnected
from the mains before attaching the
cutting tool.
To attach or remove the cutting tool, press the
router lock button E (Fig. 2) to prevent the shaft
from turning and loosen the chuck-holder nut F (Fig.
2) with service key G (Fig. 2) The chuck collet and
chuck-holder are attached together by pressure; you
should therefore make sure that the chuck collet is
properly positioned in the nut.
Insert the cutting tool H (Fig. 2) and, if necessary,
the corresponding bit adaptor I (Fig. 2) inside the
chuck-holder collet F (Fig. 2). Tighten the chuck
holder F (Fig. 2) tightly using the service key, while
keeping the lock button E (Fig. 2) pressed.
If you are using the 12 mm or 1/2" shaft bit, the
adaptor is not required. Always use bits with the
Page 9

shortest possible cutting length in order to reduce
the risk of the bit decentring. The bit, chuck collet
and adaptor should be completely clean before
attachment.
Do not leave the machine without a
cutting tool, as this exerts excessive
pressure on the chuck collet and can
damage the shaft housing.
Never start the machine while the bit
lock button is pressed.
8. BLOCKING OF THE BASE
The base may be locked in any position by turning
locking lever E (Fig. 3) in the counter-clockwise. The
action of the springs incorporated in the columns
means that when this lever is loosened the base
automatically returns to its highest position.
After use, always turn the switch to
the off position and release the base
using the locking lever J (Fig. 3) before
placing the router on a flat surface.
9. ADJUSTING THE DEPTH
ADJUSTING THE DEPTH. The depth is adjusted
by using the incorporated rack and pinion depthadjustment mechanism.
With the cutter bit face flush against the wood
surface, the penetration depth may be adjusted up
to 60 mm.
To unlock the depth rod K (Fig. 4) press down firmly
on adjustment knob L (Fig. 4) and turn it to raise or
lower the depth rod, if a greater or lesser cutting
depth is required. The gauged adjustment indicator
M (Fig. 4) can be moved separately from the knob, so
that it may be set to zero from any position using the
reference mark. When turning the knob after adjusting the indicator, both elements will turn together,
there by indicating the degree to which the rod has
been moved. A full turn of the knob moves the rod
by 34 mm, with a maximum distance of 55 mm.
To hold the depth rod in the required position, release
the pressure from the adjustment knob. Next, to
ensure that the rod is firmly held in place, it should
be locked using fastening knob N (Fig. 4).
PRECISION ADJUSTMENT. If you wish to make
precision adjustments to the previously set depth,
simply turn adjustment knob O (Fig. 4). A full turn
of the knob moves the rod by 1 mm, with a maxi-
mum distance of 5 mm. Each division in the gauged
fine-adjustment indicator P (Fig. 4) represents an
advance of 0.1 mm.
MAKING DEEP CUTS. To safely make cuts that are
too deep to be made with a single pass, we recommend making several successive cuts using the six
3-mm steps in the revolving depth turret Q (Fig. 4).
Lower the machine until the cutting bit is level with
the surface on which the router is resting. Use locking
knob J (Fig. 3) to hold the machine in this position.
Loosen fastening knob N (Fig. 4), then press down
and turn adjustment knob L (Fig. 4) until the depth
rod presses against the lower step of the revolving
depth turret, using fine adjustment if required. In
this position, turn depth indicator M (Fig. 4) until
position zero matches the reference mark. This
will be the starting position indicating the point at
which the bit comes into contact with the material.
Hold the rod in place with knob N (Fig. 4), release
the locking knob J (Fig. 3) and leave the machine in
the off position.
Loosen fastening knob N (Fig. 4), then press down
and turn adjustment knob L (Fig. 4), moving the
adjustment rod K (Fig. 4) upwards to the required cut
depth. Then use knob N once again to turn turret Q
(Fig. 4) until the highest step is below rod K (Fig. 4).
Make the first cut on the material. Turn the turret
Q to the next step and then make another cut, and
so on until the required depth is obtained when the
bottom step is reached.
10. LOCKING THE ROUTING DEPTH
To carry out several repetitive jobs in which the
router depth is always the same, it may be useful to
prevent the head from being released by accidentally
moving the locking knob J (Fig. 3). This may be done
by inserting two M8 nuts R (Fig. 3) in the threaded
shaft, one above and one below the head body. This
locks the head at any point along its depth setting.
When working with the router depth
locked, the tool will be permanently
outside the base surface. Therefore
the following actions must be taken:
- Wait until the machine has come to a complete stop
before setting it down on its base, on a flat surface,
with the cutting tool free.
- Remove nuts R (Fig. 3) to return to the normal
lock conditions using lever J (Fig. 3), once the job
is complete.
9
Page 10
11. USE OF PARALLEL GUIDE
The parallel guide is used for trimming edges and
cutting slots of different shapes, depending on the
profile shape. Hard metal cutter bits are particularly
useful for smoothing edges and lengthening the
working life of the bits.
The parallel guide S (Fig. 6) is inserted in the openings
on the base T (Fig. 6) and is held in place using the
two knobs U (Fig. 6).
NORMAL SQUARE ADJUSTMENT – Loosen the base
knobs U (Fig. 6), move the square to the required
position and then tighten the knobs in this position.
PRECISION ADJUSTMENT – Once the square has
been approximately positioned and held in place,
a further fine adjustment may be made. To do this,
loosen square fastening knob V (Fig. 6), turn the
adjustment knob W (Fig. 6) to the required measurement, then tighten the square fastening knob V
(Fig. 6) again in this position. A full turn of the knob
moves the square by 1 mm, with a maximum distance
of 10 mm. The gauged fine-adjustment indicator X
(Fig. 6) can be moved separately from the knob, so
that it may be set to zero from any position using
the reference mark. When turning the knob W (Fig.
6) again after adjusting the indicator X (Fig. 6), both
elements will turn together, there by indicating the
degree to which the square has been moved, with
each division representing an advance of 0.1 mm.
12. USE OF TEMPLATE GUIDES
The template guides are used for routing with a wide
variety of shapes. The chosen template guide Y (Fig.
7) is held to the base T (Fig. 7) with the two screws Z
(Fig. 7). On making a copy, a difference between the
size of the template and the routed part will appear.
The difference between the radius of the template
guide and the cutting tool must always be taken into
account when making a template.
13. DUST COLLECTOR ATTACHMENT
To attach the dust collector connector A1 (Fig. 6),
place it in the central recess in base T (Fig. 6), with
the connection facing the back, and hold it in place
with screws B1 (Fig. 6). If trimming dovetails with the
Virutex PL11 model dovetailing attachment, guide
and position the dust collector connector as desired
so that the trimmer moves over the dovetailing
attachment better.
The dust collector connector A1 may be attached
either directly to the suction tubes of AS182K and
AS282K dust collectors, or else by using the smaller-
10
diameter and lighter 6446073 standard dust collector
attachment or 1746245 of 5 m, C1 (Fig. 6), which
can then be attached to AS182K and AS282K dust
collectors or any other industrial dust collector.
14. DUST COLLECTION NOZZLE SUPPLEMENT
To ensure that the suction of the machine is sufficient
when working with trimmer bits of less than 30 mm
in diameter, use the dust collection nozzle A1 (Fig. 6)
with the included supplement F1 (Fig. 6).
If you are using trimmer bits with a diameter of more
than 30 mm and up to 40 mm, remove the supplement
F1 (Fig. 6) from the dust collection nozzle A1 (Fig.
6) and work with only the nozzle. To re-attach the
supplement, simply press it firmly into the nozzle slot.
15. CHANGING THE BRUSHES
Make sure the machine is disconnected
from the mains before performing any
operation.
The brushes should be replaced when they have a
minimum length of 5 mm. To do this, remove the
covers D1 (Fig. 8) that hold the brushes E1 (Fig. 8) and
replace them with original VIRUTEX brushes, making
sure that they slide smoothly inside the guides.
It is advisable to allow the machine to run for 15
minutes unloaded after changing the brushes. When
changing the brushes, check the condition of the
collector. If it is burnt or juts out, it should be serviced
by a Virutex service technician.
16. LUBRITATION AND CLEANING
The machine is delivered fully lubricated from the
factory and does not require any special care during
its working life. It is important to clean the machine
carefully after use, using a dry air jet.
Maintain the supply cable in perfect operating
conditions.
17. OPTIONAL ACCESSORIES
The following optional accessories are available:
5000000 loop template PL11
6027103 Chuck collet Ø 12
6027106 Chuck collet Ø 1/2"
6022389 Cutter bit 1/2" to 3/8" adaptor
6022390 Cutter bit 1/2" to 1/4" adaptor
6446073 Standard dust collector attachment 2.25 m.
1746245 Dust collection connector 5 m
Page 11

Template guides:
7722168 Ø ext. 10 mm for 6 mm bits
7722120 Ø ext. 12 mm for 8 mm bits
7722121 Ø ext. 14 mm for 10 mm bits
7722122 Ø ext. 16 mm for 12 mm bits
7722169 Ø ext. 18 mm for 14 mm bits
7722118 Ø ext. 20 mm for 16 mm bits
7722119 Ø ext. 27 mm for 23 mm bits
7722114 Ø ext. 30 mm for 26 mm bits
Dovetail template guides:
7722161 For Ø 9.5 mm bit and 16 mm pitch plate
7722123 For Ø 15 mm bit and 26 mm pitch plate
7722162 For Ø 20 mm bit and 34 mm pitch plate
6040313 Carbide straight bit Ø 16
in ways that minimise any adverse effect on the
environment. Comply with the current regulations
in your country.
Applicable in the European Union and in European
countries with selective waste collection systems:
If this symbol appears on the product or in the accompanying information, at the end of the product's
useful life it must not be disposed of with other
domestic waste.
18. NOISE AND VIBRATION LEVEL
The noise and vibration levels of this device have
been measured in accordance with European standard EN 60745-2-17 and EN 60745-1 and serve as
a basis for comparison with other machines with
similar applications.
The indicated vibration level has been determined
for the device’s main applications and may be used
as an initial value for evaluating the risk presented
by exposure to vibrations. However, vibrations
may reach levels that are quite different from the
declared value under other application conditions,
with other tools or with insufficient maintenance
of the electrical device or its accessories, reaching a
much higher value as a result of the work cycle or
the manner in which the electrical device is used.
Therefore, it is necessary to establish safety measures
to protect the user from the effects of vibrations,
such as maintaining both the device and its tools
in perfect condition and organising the duration
of work cycles (such as operating times when the
machine is subjected to loads, and operating times
when working with no-load, in effect, not in use, as
reducing the latter may have a considerable effect
upon the overall exposure value).
19. WARRANTY
All VIRUTEX power tools are guaranteed for 12 months
from the date of purchase, exlcuding any domage
which is a result of incorrect use or of natural wear and
tear on the machine. All repairs should be carried out
by the official VIRUTEX technical assistance service.
20. RECYCLING ELECTRICAL EQUIPMENT
Never dispose of electrical equipment with domestic
waste. Recycle equipment, accessories and packaging
In accordance with European Directive 2002/96/EC,
users may contact the establishment where they
purchased the product or the relevant local authority
to find out where and how they can take the product
for environmentally friendly and safe recycling.
VIRUTEX reserves the right to modify its products
without prior notice.
FRANÇAIS
DÉFONCEUSE FR160P-FRE160P
(Figures en page 42)
Important
Avant d'utiliser la machine, lisez attentivement ce MANUEL D'INSTRUCTIONS
et la BROCHURE D'INSTRUCTIONS
GÉNÉRALES DE SÉCURITÉ qui vous sont
fournis avec cette machine. Assurezvous de bien avoir tout compris avant de
commencer à travailler sur la machine.
Gardez toujours ces deux manuels
d'instructions à portée de la main pour
pouvoir les consulter, en cas de besoin.
1. DONNÉES TECHNIQUES
FR160P
Moteur universel........................................50/60 Hz
Puissance..................................................1.500 W
Vitesse à vide......................................25.000/min
Diamètre pince standard...............................12 mm
Profondeur de fraisage..............................0-60 mm
11
Page 12
Calibre de profondeur rotatif......................ajustage de
profondeur à 6 positions avec échelle
Poids............................................................5,4 Kg
Niveau de pression acoustique
continu équivalent pondéré A.................................92 dBA
Niveau de puissance acoustique A.......................103 dBA
Incertitude...............................................................K = 3 dbA
Porter une protection acoustique!
Valeurs totales des vibrations..........................a
Incertitude..............................................................K: 1,5 m/s
: <2,5 m/s
h
FRE160P
Moteur universel........................................50 Hz
Puissance...................................................1.800 W
Vitesse à vide.......................................11.500-23.000/min
Diamètre pince standard...............................12 mm
Profondeur de fraisage..............................0-60 mm
Calibre de profondeur rotatif......................ajustage de
profondeur à 6 positions avec échelle
Poids............................................................5,4 Kg
Niveau de pression acoustique
continu équivalent pondéré A..................................92 dBA
Niveau de puissance acoustique A..........................103 dBA
Incertitude.................................................................K = 3 dbA
Porter une protection acoustique!
Valeurs totales des vibrations...........................a
Incertitude...............................................................K: 1,5 m/s
: <2,5 m/s
h
Avant d'utiliser la fraiseuse, veuillez
lire attentivement la BROCHURE
D'INSTRUCTIONS GÉNÉRALES DE
SÉCURITÉ qui est jointe à la documentation de la machine.
- Si vous changez les outils ou effectuez toute opération à proximité de la tête de découpe, retirez la
main du levier de l'interrupteur et déconnectez la
prise du courant du réseau.
2
Portez des lunettes de sécurité à chaque fois que
2
vous travaillez avec la fraiseuse.
- Orientez-la en empoignant les deux manettes de
la machine.
- Après avoir effectué un travail, débranchez le moteur et desserrez la base avant de laisser la fraiseuse.
- Placez systématiquement la fraiseuse sur sa base
et le tout sur une surface plane et propre.
- Veuillez mettre la fraiseuse en marche au moyen
du levier de l'interrupteur principal.
- Assurez-vous que la fraiseuse ne tombe pas par
accident.
- Utilisez systématiquement des fraises au diamètre
de tige compatible avec la pince à utiliser et adaptées
à la vitesse de la fraiseuse.
- Les spécifications des fraiseuses de la gamme VIRUTEX sont spécialement adaptées aux prestations
de la FR160P. Utilisez de préférence les fraiseuses
de la gamme VIRUTEX ou uniquement les fraiseuses
2
dont les caractéristiques correspondent aux dites
2
spécifications.
2. EMPLOI
La défonceuse portable est un outil électrique utilisé
principalement pour fraiser le bois et les plastiques.
Elle est utilisée pour profiler les bords, couper les
nœuds, fraiser par reproduction, élégir, construire
des cadres et pour la gravure.
Grâce aux guidages parallèles, aux gabarits de
reproduction et aux outils de profilage, la fraiseuse
portable est un appareil électrique extrêmement utile.
Sa conception ergonomique permet de travailler
avec aisance, quelle que soit sa position et sous des
angles différents.
3. INSTRUCTIONS DE SÉCURITÉ POUR
LE MANIEMENT DE LA MACHINE
12
4. ÉQUIPEMENT STANDARD
La boîte contient les éléments suivants:
- Défonceuse FR160P - FRE160P
- Clé de service o/c: 24
- Douille de copiage D.19pour queues d'aronde
écart 26 mm
- Ensemble équerre latérale
- Connecteur d'aspiration
- Mode d'emploi et documentation diverse.
- 6022387 Réducteur fraise de 12 à 8
- 6022388 Réducteur fraise de 12 à 6
5. MISE EN MARCHE
Cet outil est doté d'un interrupteur de commande
A (Fig. 1), incorporé à la manette permettant de
démarrer ou d'arrêter la machine sans la lâcher.
Pour éviter la mise en marche accidentelle de la machine, l'interrupteur peut uniquement être actionné
après que la sûreté latérale B a été débloquée (Fig.
Page 13
3). Une fois que l'interrupteur est en position de
mise en marche, il n'est pas nécessaire de maintenir
la pression sur la sûreté.
Assurez-vous en toutes circonstances
que la fraise n'est pas en contact avec
la pièce à usiner avant d'actionner
l'interrupteur. Une fois que la machine a atteint sa vitesse maximale,
rapprochez la fraise de la pièce à
usiner jusqu'à ce qu'elle la touche et
arrêtez la machine lorsque la fraise
a libéré la pièce. De cette manière,
vous pourrez effectuer un travail de
meilleure qualité.
6. RÉGLAGE DE LA VITESSE 11.500 - 23.000
Sur le modèle de fraiseuse toupie FRE160P, le régulateur électronique de vitesse C (Fig. 1) permet de
régler la vitesse du moteur en fonction de la dimension
de la coupe et de la dureté du matériau employé
pour obtenir une meilleure finition et augmenter
le rendement de la machine. Pour augmenter ou
diminuer la vitesse de la machine, il faut tourner le
bouton de réglage vers la droite ou vers la gauche
selon le travail à réaliser. Il existe 6 numéros de
référence qui facilitent le contrôle du réglage de la
vitesse souhaitée.
Le tableau suivant indique la position du bouton
de réglage électronique de la vitesse, en fonction
du diamètre de la fraise et du matériau à travailler.
Avant de procéder au montage de
l'outil de découpe, assurez-vous que
la fraiseuse est débranchée de la prise
de courant du réseau.
Pour procéder au montage ou au démontage de l'outil
de découpe, appuyez sur le bouton de blocage E de
la fraise (Fig. 2) pour empêcher l'axe de tourner et
desserrez le gousset à pinces F (Fig. 2) à l'aide de la clé
de service. La pince et le gousset à pinces sont deux
éléments qui se fixent l'un à l'autre par exercice d'une
pression. Vous devez donc vous assurer que la pince
est parfaitement bien assise dans le gousset à pinces.
Introduisez l'outil de découpe H (Fig. 2) et si nécessaire, le réducteur de fraise correspondant I (Fig. 2)
à l'intérieur de la pince du gousset F (Fig. 2). Ensuite,
serrez fermement le gousset à pinces F (Fig. 2) à l'aide
de la clé de service tout en appuyant sur le bouton
de blocage E (Fig. 2).
Si vous utilisez une fraise de 12 mm ou ½" de
manche, il est inutile d'utiliser un réducteur. Utilisez
systématiquement des fraises avec une longueur
de découpe la plus courte possible pour réduire au
minimum le risque de désaxement. La fraise, la pince
et le réducteur doivent être propres et donc exempts
de tout résidu avant de procéder au montage.
Evitez de laisser la machine sans outil car
la pince pourrait se serrer plus qu'il ne
faudrait et abîmer le logement de l'axe.
Ne mettez jamais la machine en marche alors que le bouton de blocage
est enfoncé.
7. MONTAGE DES OUTILS DE COUPE
8. BLOCAGE DE LA BASE
La base peut être bloquée dans n'importe quelle
position en tournant le levier de blocage J dans le
sens contraire des aiguilles d'une montre (Fig. 3).
Par action des ressorts incorporés aux colonnes, le
desserrage du levier entraîne le retour automatique
du levier à sa position la plus haute.
Après avoir réalisé un travail, placez
l'interrupteur en position d'arrêt et
retirez la base à l'aide du levier de
blocage J (Fig. 3) avant de placer la
fraiseuse sur une surface plane.
9. RÉGLAGE DE LA PROFONDEUR
13
Page 14

REGULATION DE LA PROFONDEUR La profondeur
est ajustée à l'aide d'un mécanisme de réglage de la
profondeur avec crémaillère et pignon incorporés.
Lorsque la face de découpe est arasée à la surface
du bois, la profondeur de pénétration peut atteindre
jusqu'à 60 mm.
Pour débloquer la tige de profondeur K (Fig. 4),
appuyez fermement le bouton de réglage L (Fig. 4)
puis tournez-le pour élever ou abaisser la tige de
profondeur pour une découpe plus ou moins profonde.
L'indicateur gradué de réglage M (Fig. 4) peut bouger
indépendamment du bouton, ce qui permet de le
placer sur zéro quelle que soit sa position grâce au
marquage de référence. Une fois ajusté, l'indicateur
tournera en même temps que le bouton, indiquant
ainsi le déplacement de la tige. Un tour complet du
bouton correspond à un déplacement de la tige de
34 mm avec un parcours maximum de 55 mm.
Pour placer la tige de profondeur dans la position
souhaitée, cessez d'appuyer sur le bouton de réglage.
Ensuite, pour garantir une bonne fixation de la tige,
bloquez-la avec le bouton de fixation N (Fig. 4).
REGLAGE DE PRECISION. Si vous souhaitez ajuster
ou modifier avec précision la profondeur que vous
avez définie, il suffit de tourner le bouton de réglage
O (Fig. 4). Un tour complet du bouton correspond à
un déplacement de la tige de 1 mm avec un parcours
maximum de 5 mm. Chaque division de l'indicateur
gradué de l'ajustage de précision P (Fig. 4) correspond
à une avancée de 0,1 mm.
REALISATION DE DECOUPES PROFONDES. Pour
effectuer en une seule passe et en toute sécurité une
découpe très profonde, il est conseillé d'effectuer
plusieurs découpes successives en utilisant les six
échelons de 3 mm de la tourelle tournante de profondeur Q (Fig. 4).
Abaissez la machine jusqu'à ce que la fraise soit au
même niveau que la surface sur laquelle la fraiseuse
est appuyée. A l'aide du bouton de blocage J (Fig. 3)
placez la machine dans cette position. Desserrez le
bouton de fixation N (Fig. 4) et appuyez puis tournez
le bouton de réglage L (Fig. 4) jusqu'à ce que la tige
de profondeur tamponne l'échelon inférieur de la
tourelle tournante de profondeur en recourant au
réglage de précision si nécessaire. Dans cette position,
tournez l'indicateur de profondeur M (Fig. 4) jusqu'à
ce que la position zéro coïncide avec le marquage de
référence. Ce sera la position de départ qui indiquera
le point auquel la fraise entre en contact avec la pièce
à usiner. Stabilisez la tige à l'aide du bouton N (Fig.
4), désactionnez le bouton de blocage J (Fig. 3) et
placez la machine en position de repos.
Desserrez le bouton de fixation N (Fig. 4), appuyez et
14
tournez le bouton de réglage L (Fig. 4) en déplaçant la
tige de réglage K (Fig. 4) vers le haut jusqu'à obtenir
la profondeur de découpe souhaitée puis encore une
fois à l'aide du bouton N, tournez la tourelle Q (Fig. 4)
jusqu'à ce que l'échelon le plus élevé soit en dessous
de la tige K (Fig. 4). Effectuez la première passe de
découpe de la pièce à usiner. Tournez la tourelle Q
jusqu'à l'échelon suivant puis effectuez une autre
passe. Répétez successivement cette opération jusqu'à
atteindre la profondeur souhaitée.
10. BLOCAGE DE LA PROFONDEUR DE DÉFONÇAGE
Pour la réalisation de tâches répétitives pour lesquelles la profondeur de fraisage est toujours la même
et pour lesquelles il conviendrait d'éviter de lâcher
la tête par actionnement involontaire du levier de
blocage J (Fig. 3), il est possible de bloquer la tête à
la profondeur souhaitée en intercalant deux écrous
M8 R (Fig. 3) dans l'axe fileté, l'un au-dessus et l'autre
en dessous de la tête, ce qui permettra de le bloquer
à n'importe quel point du parcours.
Lorsque vous travaillez avec la profondeur de fraisage bloquée, l'outil reste
continuellement en dehors de la surface
de la base, c'est pourquoi vous devrez:
- attendre que la machine s'arrête totalement avant
de la placer, alors qu'elle est reliée à la base, sur une
surface plane qui dégage l'outil.
- retirer les écrous R (Fig. 3) pour revenir aux conditions normales de blocage par le levier J (Fig. 3) dès
que vous terminez le travail.
11. EMPLOI DU GUIDE PARALLÈLE
Le guide parallèle s'utilise pour le profilage des bords
et la découpe des rainures de différentes formes
conformément aux formes variées de profils. Pour
l'ébarbage des bords et pour une durée d'utilisation
plus longue des fraises, il convient d'utiliser des
fraises en métal dur.
Le guide parallèle S (Fig. 6) se place dans les ouvertures de la base T (Fig. 6) et se fixe au moyen des
boutons U (Fig. 6).
REGLAGE NORMAL DE L'EQUERRE – Desserrez les
boutons U (Fig. 6) de la base, déplacez l'équerre vers
la mesure souhaitée et replacez les boutons dans
cette position.
REGLAGE DE PRECISION – Une fois que l'équerre est
placée dans la position souhaitée, vous pouvez procé-
Page 15

der à un réglage de précision. Pour ce faire, desserrez
le bouton de fixation de l'équerre V (Fig. 6), tournez
le bouton de réglage W (Fig. 6) jusqu'à la mesure
souhaitée puis replacez le bouton de fixation V (Fig.
6) de l'équerre dans cette position. Un tour complet
du bouton de réglage correspond à un déplacement
de l'équerre de 1 mm avec un parcours maximum de
10 mm. L'indicateur gradué de réglage de précision
X (Fig. 6) peut bouger indépendamment du bouton,
ce qui permet de le placer sur zéro quelle que soit
sa position grâce au marquage de référence. Après
ajustage de l'indicateur X (Fig. 6), lorsque le bouton
W (Fig. 6) tourne à nouveau, il le fera en indiquant
le déplacement de l'équerre, en sachant que chaque
division correspond à une avancée de 0,1 mm.
12. EMPLOI DES DOUILLES DE COPIAGE
Les guidages avec gabarit sont utilisés pour le fraisage
d'une gamme variée de formes. Le guidage avec
gabarit choisi Y (Fig. 7) se fixe sur la base T (Fig. 7)
au moyen de deux vis Z (Fig. 7). Lors de l'exécution
d'une reproduction, il y a une différence de taille
entre le gabarit et la pièce fraisée. Il est essentiel
de tenir en compte la différence entre le rayon
du guidage–gabarit et celui de l'outil lorsque vous
confectionnez le modèle.
13. ACCOUPLEMENT D'ASPIRATION
Pour fixer le connecteur d'aspiration A1 (Fig. 6),
placez-le dans l'échancrure centrale de la base T (Fig.
6) en orientant la connexion vers sa partie arrière et
fixez-le avec des vis B1 (Fig. 6). Pour la réalisation de
queues d'aronde avec le gabarit à queues d'aronde
Virutex PL11, orienter et positionner le raccord
d'aspiration le mieux possible pour ne pas entraver
le déplacement de la défonceuse sur le gabarit.
Le connecteur d'aspiration peut directement être
relié au tube d'aspiration des aspirateurs AS182K,
AS282K ou au moyen du 6446073 qui est un raccord
d'aspiration standard de 2,25 m ou 1746245 de 5 m, C1
(Fig. 6) de diamètre réduit et plus léger que le AS182K
ou AS282K ou que tout autre aspirateur industriel.
14. SUPPLÉMENT BUSE ASPIRATION
Pour assurer une aspiration correcte de la machine
en utilisant des fraises d’un diamètre inférieur à 30
mm, il faut utiliser la buse d’aspiration A1 (Fig. 6)
avec le supplément F1 (Fig. 6) qui est y incorporé.
Si on utilise des fraises d’un diamètre supérieur à 30
mm et jusqu’à 40 mm, il faut démonter le supplément F1 (Fig. 6) de la buse d’aspiration A1 (Fig. 6) et
travailler uniquement avec la buse. Pour remonter le
supplément sur la buse, il suffit de l’introduire en le
poussant fermement à l’intérieur de l’entrée de la buse.
15. REMPLACEMENT DES BALAIS
Assurez-vous que la machine est débranchée du réseau électrique avant
d'effectuer toute manipulation.
Les balais doivent être remplacés lorsqu'ils ont une
longueur minimale de 5 mm. Pour ce faire, retirez les
bouchons D1 (Fig. 8) qui maintiennent les balais E1
fixés (Fig. 8) et remplacez-les par des nouveaux de
la marque VIRUTEX en vous assurant qu'ils glissent
parfaitement à l'intérieur des guidages.
Nous vous conseillons de faire fonctionner la machine
à vide pendant quelques minutes après un changement de balais. Profitez également de l'occasion pour
vérifier l'état du collecteur. Si le collecteur présente
des brûlures ou des ressauts, nous vous conseillons
de le faire réparer par le service technique VIRUTEX.
16. LUBRIFICATION ET NETTOYAGE
La machine est livrée entièrement lubrifiée et ne
nécessitant pas d'entretien particulier tout au long
de sa vie utile. Il est important de toujours bien
nettoyer la machine après l'emploi avec un jet d'air
sec. Conservez le câble d'alimentation en parfait état.
17. ACCESSOIRES OPTIONNELSE
Vous pouvez vous procurer les accessoires optionnels
suivants:
5000000 Gabarit boucles PL11
6027103 Pince Ø 12
6027106 Pince Ø 1/2"
6022389 Réducteur fraise de 1/2" à 3/8"
6022390 Réducteur fraise de 1/2" à 1/4"
6446073 Raccord d'aspiration standard 2,25 m
1746245 Kit d’aspiration standard 5 m
Guidages avec gabarits:
7722168 Ø ext. 10 mm pour fraises de 6 mm
7722120 Ø ext. 12 mm pour fraises de 8 mm
7722121 Ø ext. 14 mm pour fraises de 10 mm
7722122 Ø ext. 16 mm pour fraises de 12 mm
7722169 Ø ext. 18 mm pour fraises de 14 mm
7722118 Ø ext. 20 mm pour fraises de 16 mm
7722119 Ø ext. 27 mm pour fraises de 23 mm
7722114 Ø ext. 30 mm pour fraises de 26 mm
Guidages gabarit queue d'hironde:
15
Page 16

7722161 pour fraise de Ø 9,5 queues d'aronde écort 16
7722123 pour fraise de Ø 15 queues d'aronde écort 26
7722162 pour fraise de Ø 20 queues d'aronde écort 34
7722160 guidage pour gabarit AGB de ferrures
oscilo-basculantes
7722342 guidage pour gabarit AGB aire 11-12
6040313 Fraise à rainurer Ø 16 carbure
18. NIVEAU DE BRUIT ET DE VIBRATIONS
Les niveaux de bruit et de vibrations de cet appareil
électrique ont été mesurés conformément à la norme
européenne EN 60745-2-17 et EN 60745-1 et font
office de base de comparaison avec des machines
aux applications semblables.
Le niveau de vibrations indiqué a été déterminé pour
les principales applications de l’appareil, et il peut
être pris comme valeur de base pour l’évaluation
du risque lié à l’exposition aux vibrations. Toutefois,
dans d’autres conditions d’application, avec d’autres
outils de travail ou lorsque l’entretien de l’appareil
électrique et de ses outils est insuffisant, il peut arriver
que le niveau de vibrations soit très différent de la
valeur déclarée, voire même beaucoup plus élevé en
raison du cycle de travail et du mode d'utilisation de
l'appareil électrique.
Il est donc nécessaire de fixer des mesures de sécurité pour protéger l'utilisateur contre les effets des
vibrations, notamment garder l’appareil et les outils
de travail en parfait état et organiser les temps des
cycles de travail (temps de fonctionnement avec
l’appareil en service, temps de fonctionnement avec
l’appareil à vide, sans être utilisé réellement), car la
diminution de ces temps peut.
19. GARANTIE
Tous les machines électro-portatives VIRUTEX ont
une garantie velable 12 mois à partir de la date
d'achat, en étant exclus toutes manipulations ou
dommages causés par des maniements inadéquats
ou par l'usure naturelle de la machine. Pour toute
réparation, s'adresser au service officiel d'assistance
technique VIRUTEX.
20. RECYCLAGE DES OUTILS ÉLECTRIQUES
Ne jetez jamais un outil électrique avec le reste des
déchets ménagers. Recyclez les outils, les accessoires
et les emballages dans le respect de l'environnement.
Veuillez respecter la réglementation en vigueur dans
votre pays.
Applicable au sein de l'Union Européenne et dans
les pays européens dotés de centres de tri sélectif
16
des déchets:
Ce symbole présent sur le produit ou sur la documentation informative qui l'accompagne, indique
qu'en fin de vie, ce produit ne doit en aucun cas être
éliminé avec le reste des déchets ménagers.
Conformément à la directive européenne 2002/96/
CE, tout utilisateur peut contacter l'établissement
dans lequel il a acheté le produit, ou les autorités
locales compétentes, pour se renseigner sur la façon
d’éliminer le produit et le lieu où il doit être déposé
pour être soumis à un recyclage écologique, en
toute sécurité.
VIRUTEX se réserve le droit de modifier ses produits
sans avis préalable.
DEUTSCH
TISCHFRÄSMASCHINE FR160PFRE160P
(Abbildungs in seite 42)
Achtung!
Wichtiger Hinweis: Lesen Sie bitte vor
Benutzung der Maschine die beiliegende GEBRAUCHSANWEISUNG und die
ALLGEMEINEN SICHERHEITSHINWEISE
sorgfältig durch.
Stellen Sie sicher, dass Sie sowohl
die Gebrauchsanweisung als auch
die allegemeinen Sicherheitshinweise
verstanden haben, bevor Sie die Maschine bedienen. Bewahren Sie beide
Gebrauchsanweisungen zum späteren
Nachschlagen auf.
1. TECHNISCHE DATEN
FRE160P
Universal motor.........................................50/60 Hz
Leistungsaufnahme...................................1.500 W
Leerlaufgeschwindigkeit.......................25.000/min
Durchmesser Standard-Spannfutter..............12 mm
Page 17

Frästiefe...................................................0-60 mm
Tiefendreh-
lehre..................Tiefeneinstellung von 6 Positionen
Gewicht.........................................................5,4 Kg
Gewichteter akustischer Dauerdruckpegel A......92 dBA
Akustischer Druckpegel A.....................................103 dBA
Unsicherheit..............................................................K = 3 dBA
Gehörschutz tragen!
Schwingungsgesamtwerte........................a
Unsicherheit.......................................................K = 1,5 m/s
: <2,5 m/s
h
FRE160P
Universal motor.........................................50 Hz
Leistungsaufnahme.................................1.800 W
Leerlaufgeschwindigkeit.............11.500-23.000/min
Durchmesser Standard-Spannfutter..............12 mm
Frästiefe...................................................0-60 mm
Tiefendreh-
lehre..............Tiefeneinstellung von 6 Positionen
Gewicht.........................................................5,4 Kg
Gewichteter akustischer Dauerdruckpegel A.......92 dBA
Akustischer Druckpegel A.....................................103 dBA
Unsicherheit............................................................K = 3 dBA
Gehörschutz tragen!
Schwingungsgesamtwerte............................a
Unsicherheit.......................................................K = 1,5 m/s
: <2,5 m/s
h
2. ANWENDUNGSBEREICH
Die Oberfräse ist ein elektrisches Gerät, das hauptsächlich zum Fräsen von Holz und Kunststoff verwendet
wird. Sie ist hervorragend geeignet zum Profilieren
von Kanten, Schneiden von Astknorren, Kopieren,
Abfasen, Herstellen von Rahmen und Gravieren.
Parallelanschlag, Kopierschablonen und Profilierwerkzeugen machen diese Oberfräse zu einem
enorm nützlichen Gerät. Ihr ergonomisches Design
erlaubt bequemes Arbeiten in jedweder Stellung und
aus verschiedenen Winkeln.
3. SICHERHEITSHINWEISE FÜR DIE
BEDIENUNG DER MASCHINE
Lesen Sie vor Benutzung des Gerätes
die beigelegte Broschüre ALLGEMEINE
SICHERHEITSVORSCHRIFTEN sorgfältig durch.
- Nehmen Sie beim Wechseln der Werkzeuge oder
anderen Arbeiten in der Nähe des Schneidkopfes die
Hand vom Schalthebel und ziehen Sie den Netzstecker.
- Verwenden Sie zum Arbeiten mit der Fräse eine
Sicherheitsbrille.
- Führen Sie die Fräse immer mit beiden Händen an
den Griffen des Gerätes.
- Schalten Sie nach Beenden der Arbeit den Motor
aus und Lösen sie die Auflage, bevor Sie die Fräse
zur Seite legen.
- Legen Sie die Fräse immer auf der Auflage und
2
einer glatten und sauberen Fläche ab.
2
- Schalten Sie die Fräse ausschließlich über den
Hauptschalthebel ein.
- Vergewissern Sie sich, dass die Fräse nicht unbeabsichtigt kippen kann.
- Verwenden Sie ausschließlich Fräsen, deren Schaftdurchmesser den zu verwendenden Spannzangen und
der Geschwindigkeit der Fräse entspricht.
- Die Fräsköpfe aus dem Sortiment von VIRUTEX sind
speziell auf die Funktionen dieser Fräse ausgelegt.
Verwenden Sie daher ausschließlich Fräsköpfe aus
dem Sortiment von VIRUTEX oder solche, deren technische Eigenschaften dieser Auslegung entsprechen.
4. STANDARDAUSRÜSTUNG
In der Verpackung finden Sie folgende Bestandteile:
- Oberfräse FR160P - FRE160P
- Schlüssel, SW: 24
2
- Schablonenanschlag Ø 19 für Schleifen Arbeitsdur-
2
chmesser 26 mm - Einheit Seitenwinkel
- Anschluss zur Staubabsaugung
- Bedienungsanleitung und verschiedene Unterlagen
- 6022387 Reduzierstück Fräse von 12 auf 8
- 6022388 Reduzierstück Fräse von 12 auf 6
5. INBETRIEBNAHME
Dieses Gerät verfügt über einen Einschalter A (Abb.
1), der in den Griff integriert ist und das Ein- und
Ausschalten des Gerätes ermöglicht, ohne es dabei
loszulassen.
Um ein unbeabsichtigtes Einschalten des Gerätes zu
verhindern, kann der Schalter nur betätigt werden,
wenn vorher die seitliche Sicherung B (Abb. 3) entriegelt wurde. Befindet sich der Schalter einmal in
der Arbeitsposition, muss die Sicherung nicht weiter
gedrückt gehalten werden.
17
Page 18

Stellen Sie immer sicher, dass die
Fräse keinen Kontakt zum Werkstück
hat, bevor Sie den Schalter betätigen.
Setzen Sie das Gerät am Werkstück an,
sobald es seine Höchstgeschwindigkeit
erreicht hat und schalten Sie es erst ab,
wenn die Fräse das Werkstück vollständig verlassen hat. Damit erhöhen
Sie die Qualität Ihrer Arbeit.
6. EINSTELLUNG DER GESCHWINDIGKEIT
11.500 - 23.000
Bei der Oberfräse FRE160P kann die Motorgeschwindigkeit anhand des elektronischen Geschwindigkeitsreglers C (Abb. 1) gemäß Schnittgröße und
Materialhärte eingestellt werden. So werden ein
besseres Arbeitsergebnis und eine höhere Leistung
der Maschine erzielt. Um die Geschwindigkeit der
Maschine der gewünschten Aufgabe entsprechend
zu erhöhen bzw. zu reduzieren drehen Sie den Regler
nach rechts bzw. links. 6 Ziffern dienen zur Einstellung
der gewünschten Geschwindigkeit.
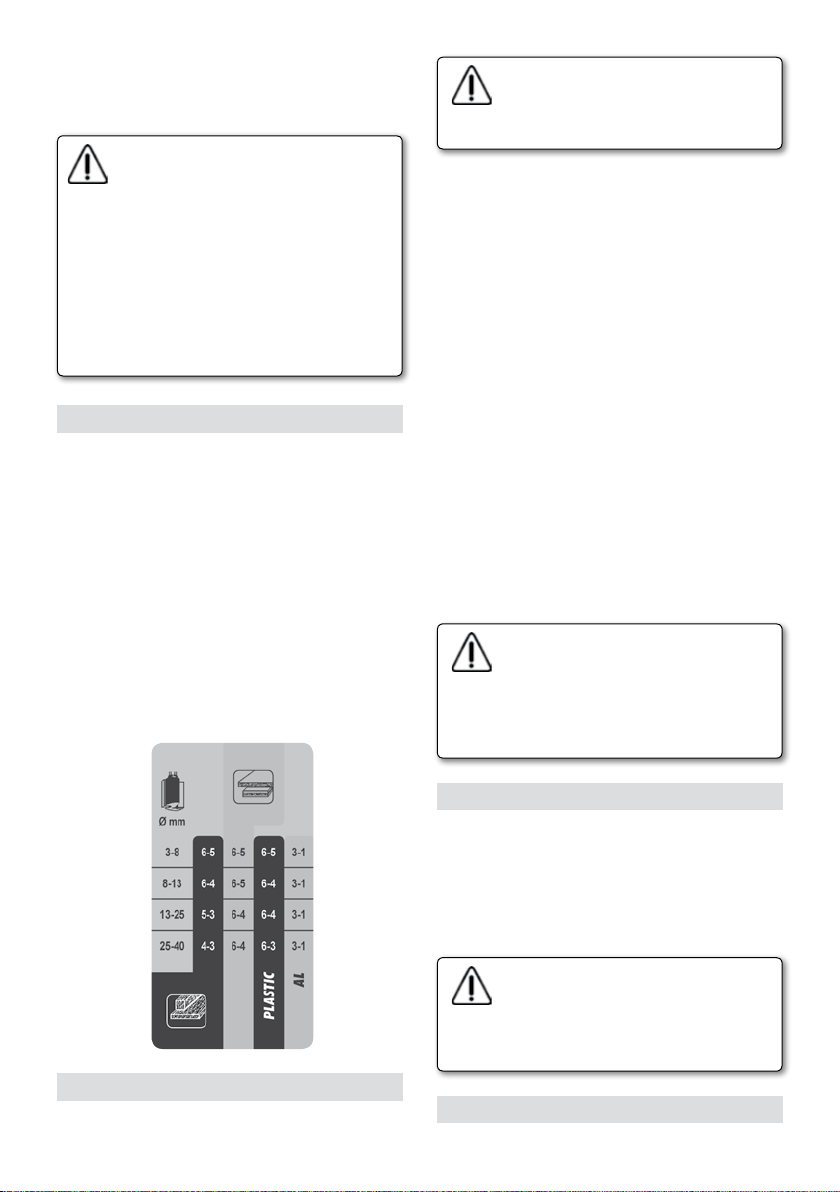
In der nachstehenden Tabelle ist die Stellung des
elektronischen Drehzahlreglers je nach Durchmesser der Fräse und des zu bearbeitenden Werkstoffs
angegeben.
zeuge den Verriegelungsknopf E der Fräse (Abb. 2),
der ein Drehen der Welle verhindert, und lösen Sie
die Spannzangenmutter F (Abb. 2) mit dem Schlüssel
G (Abb. 2). Spannzange und Mutter sind zwei auf
Druck aneinander befestigte Elemente. Achten Sie
deshalb darauf, dass die Spannzange perfekt in der
Mutter sitzt.
Setzen Sie das Schneidwerkzeug H (Abb. 2) und ggf.
das entsprechende Reduzierstück I (Abb. 2) in das
Innere der Spannzange F (Abb. 2) ein. Ziehen Sie nun
die Spannzange F (Abb. 2) mit Hilfe des Schlüssels
fest an, während Sie den Verriegelungsknopf E (Abb.
2) gedrückt halten.
Bei Verwendung von Fräsen mit einem Schaft von 12
mm oder ½" ist die Verwendung eines Reduzierstücks
nicht erforderlich. Verwenden Sie immer Fräsen mit
einer möglichst kurzen Schnittlänge, um das Risiko
der Außermittigkeit derselben zu vermeiden. Fräse,
Spannzange und Reduzierstück müssen vor Einbau
frei von Rückständen sein.
Bewahren Sie das Gerät nicht ohne
eingespanntes Werkzeug auf, da die
Spannzange zu stark gespannt und so
die Welle beschädigt werden könnte.
Schalten Sie das Gerät nie bei gedrücktem Verriegelungsknopf ein.
7. EINSETZEN DER SCHNEIDWERKZEUGE
Stellen Sie vor Einbau der Schneidwerkzeuge sicher, dass die Fräse nicht
ans Netz angeschlossen ist.
Drücken Sie zum Ein- bzw. Ausbau der Schneidwerk-
18
8. FETSSTELLUNG DER PLATTE
Die Auflage kann in jeder beliebigen Position durch
Drehen gegen den Uhrzeigersinn des Verriegelungshebels J (Abb. 3) fixiert werden. Dank der in den
Führungssäulen integrierten Federn verfährt die
Auflage beim Lösen dieses Hebels automatisch in
die höchste Position.
Stellen Sie den Schalter nach Beenden
der Arbeit auf Aus und lösen Sie die
Auflage über den Verriegelungshebel J
(Abb. 3), bevor Sie die Fräse auf einer
ebenen Fläche ablegen.
9. EINSTELLEN DER FRÄSTIEFE
EINSTELLEN DER TIEFE. Die Tiefe wird anhand des
Ritzel-Zahnstangen-Mechanismus zur Tiefenjustierung eingestellt.
Sind Schnittfläche der Fräse und Holzoberfläche
bündig, kann die Tiefe auf 60 mm eingestellt werden.
Drücken Sie zum Entriegeln des Tiefenanschlags K
(Abb. 4) fest auf das Stellrad L (Abb. 4) und drehen Sie
Page 19
es danach, um den Tiefenanschlag entsprechend der
gewünschten Schnitttiefe zu heben oder senken. Die
Justierskala M (Abb. 4) kann unabhängig vom Stellrad
bewegt und so anhand der Referenzmarkierung in
jeder Position in Nullstellung gebracht werden. Nach
Justieren der Skala dreht diese mit dem Stellrad mit
und zeigt so den Verfahrweg des Tiefenanschlags an.
Eine vollständige Umdrehung des Stellrads entspricht
einem Verfahrweg des Tiefenanschlags um 34 mm
bei einem maximalen Hub von 55 mm.
Um den Tiefenanschlag in der gewünschten
Position zu fixieren, müssen Sie den Druck auf das
Stellrad lösen. Danach müssen Sie den Tiefenanschlag mit dem Fixierrad N (Abb. 4) blockieren, um
eine vollkommene Fixierung des Tiefenanschlags zu
gewährleisten.
FEINJUSTIERUNG Wenn Sie eine Feinjustierung
der zuvor eingestellten Tiefe vornehmen möchten,
müssen Sie nur am Justierrad O (Abb. 4) drehen. Eine
vollständige Umdrehung des Stellrads entspricht
einem Verfahrweg des Tiefenanschlags um 1 mm bei
einem maximalen Hub von 5 mm. Jeder Strich der
Skala zur Feinjustierung P (Abb. 4) entspricht einem
Verfahrweg von 0,1 mm
DURCHFÜHREN TIEFER SCHNITTE. Um sicher solche
Schnitte auszuführen, die für einen Fräslauf zu tief
sind, wird empfohlen, mehrere aufeinanderfolgende
Schnitte durchzuführen und dabei die sechs Stufen
von 3 mm des drehbaren Tiefenblocks Q (Abb. 4)
zu nutzen.
Senken Sie das Gerät ab, bis sich der Fräskopf auf
einer Höhe mit der Oberfläche befindet, auf der die
Fräse ruht. Fixieren Sie das Gerät mit Hilfe des Verriegelungsrades J (Abb. 3) in dieser Position. Lösen Sie
das Fixierrad N (Abb. 4) und drücken und drehen Sie
das Stellrad L (Abb. 4), bis der Tiefenanschlag auf der
untersten Stufe des drehbaren Tiefenblocks aufliegt.
Verwenden Sie ggf. die Feinjustierung. Drehen Sie in
dieser Position die Tiefenskala M (Abb. 4), bis Nullstellung und Referenzmarkierung übereinstimmen.
Das ist die Ausgangsposition, die den Punkt angibt,
an dem die Fräse auf das Werkstück trifft. Fixieren
Sie den Tiefenanschlag mit dem Fixierrad N (Abb. 4),
lösen Sie das Verriegelungsrad J (Abb. 3) und halten
Sie das Gerät in Ruhestellung.
Lösen Sie das Fixierrad N (Abb. 4), drücken Sie auf
das Stellrad L (Abb. 4), und drehen Sie es. Schieben
Sie dabei die Stellstange K (Abb. 4) bis zur gewünschten Schnitttiefe nach oben. Drehen Sie nun erneut
anhand des Fixierrades N den Block Q (Abb. 4) so weit
hoch, dass die oberste Stufe unter der Stellstange K
(Abb. 4) liegt. Führen Sie nun einen ersten Schnitt
am Werkstück durch. Drehen Sie den Block Q bis
zur nächsten Stufe und führen Sie einen weiteren
Schnitt aus. Wiederholen Sie diesen Prozess, bis mit
der untersten Stufe die gewünschte Schnitttiefe
erreicht ist.
10. FESTSTELLEN DER FRÄSTIEFE
Zum Durchführen von sich wiederholenden Arbeiten,
bei denen die Frästiefe immer dieselbe ist und bei
denen ein eventuelles Lösen des Kopfstückes durch
versehentliches Betätigen des Verriegelungshebels J
(Abb. 3) vermieden werden soll, kann das Kopfstück
anhand der beiden M8-Muttern R (Abb. 3), von denen
auf der Welle eine über dem
Kopfstückkörper und die andere darunter angebracht ist und die ein Verriegeln auf jedwedem Punkt
der Hubstrecke erlauben, auf die gewünschte Tiefe
fixiert werden.
Wenn sie mit fixierter Frästiefe arbeiten, ragt das Werkzeug permanent über
die Auflagefläche hinaus. Deshalb ist
Folgendes zu beachten:
- Warten Sie bis zum vollständigen Stillstand des
Gerätes, bevor Sie es mit der Auflageseite auf eine
ebene Fläche legen, die das Werkzeug frei lässt.
- Entfernen Sie die Muttern R (Abb. 3), um nach der
Arbeit anhand des Hebels J (Abb. 3) den normalen
Verriegelungszustand wiederherzustellen.
11. VERWENDUNG DER
PARALLELFÙHRUNGEN
Die Parallelführung wird entsprechend der verschiedenen Profile und Anforderungen zum Profilieren
von Kanten und zum Fräsen von Führungsnuten
verwendet. Zum Entgraten von Kanten und im Hinblick auf eine hohe Lebensdauer der Fräswerkzeuge
sind insbesondere Fräsköpfe aus Hartmetall geeignet.
Die Parallelführung S (Abb. 6) wird in die Öffnungen
der Auflage T (Abb. 6) eingesetzt und mit den beiden
Flügelschrauben U (Abb. 6) befestigt.
NORMALEINSTELLUNG DES WINKELS. Lösen
Sie die Flügelschrauben der Auflage U (Abb. 6),
verschieben Sie den Winkel bis auf das gewünschte
Maß und fixieren Sie ihn mit den Flügelschrauben
in dieser Position.
FEINJUSTIERUNG. Nach Verschieben des Winkels
in die ungefähre Position kann eine Feinjustierung
durchgeführt werden. Hierzu lösen Sie das Fixierrad
V (Abb. 6) des Winkels, drehen das Stellrad W (Abb.
6) auf das gewünschte Maß und ziehen das Fixierrad
19
Page 20

V (Abb. 6) des Winkels in dieser Position wieder an.
Eine vollständige Umdrehung des Stellrads entspricht
einem Verfahrweg des Winkels um 1 mm bei einem
maximalen Hub von ca. 10 mm. Die Justierskala X
(Abb. 6) kann unabhängig vom Stellrad bewegt und
so anhand der Referenzmarkierung in jeder Position
in Nullstellung gebracht werden. Wenn Sie nach dem
Einstellen der Justierskala X (Abb. 6) das Stellrad W
(Abb. 6) erneut drehen, dreht sich gleichzeitig die
Justierskala und zeigt den Verfahrweg des Winkels
an. Jeder Strich auf der Skala entspricht dabei einem
Verfahrweg von 0,1 mm.
von über 30 mm bis zu 40 mm, entfernen Sie den
Zusatz F1 (Abb. 6) von der Saugdüse A1 (Abb. 6) und
arbeiten Sie nur mit der Düse weiter. Zur erneuten
Verwendung des zusätzlichen Anschlusses genügt ein
festes Andrücken beim Einsetzen in die Düsenöffnung.
15. AUSWECHSELN DER BÜRSTEN
Stellen Sie vor dem Durchführen von
Arbeiten am Gerät sicher, dass das
Gerät vom Netz genommen ist.
12. VERWENDUNG DER
SCHABLONENFÙHRUNGEN
Die Führungsschablonen werden für eine Reihe
verschiedener Fräsformen verwendet. Die gewählte
Führungsschablone Y (Abb. 7) wird mit den beiden
Schrauben Z (Abb. 7) an der Auflage T (Abb. 7) befestigt. Beim Kopieren ergibt sich eine Größendifferenz
zwischen der Schablone und dem gefrästen Werkstück. Hierbei muss immer die Differenz zwischen dem
Radius der Führungsschablone und dem des Werkzeugs beim Herstellen derselben beachtet werden.
13. SAUGERANSCHLUSS
Um die Staubabsaugung A1 (Abb. 6) anzuschließen,
muss diese in die zentrale Aussparung der Auflage T
(Abb. 6) eingeführt und mit nach außen zeigendem
Anschlussstutzen mit den beiden Schrauben B1 (Abb.
6) befestigt werden. Beim Fräsen von Schleifen mit
der Schablone für Schleifen von Virutex, Modell PL11,
positionieren und richten Sie den Anschlussstutzen so
aus, dass Sie die Fräse ungehindert über die Schablone
bewegen können.
Der Anschlussstutzen zur Staubabsaugung A1 kann
direkt an das Saugrohr der Staubabsaugungen
AS182K und AS282K angeschlossen werden oder
mittels Standardkupplung 6446073 oder 1746245:
5 m von 2,25 m C1 (Abb. 6), die einen geringeren
Durchmesser und ein geringeres Gewicht hat als die
Staubabsaugungen AS182K und AS282K oder jede
andere Industriestaubabsaugung.
14. SAUGDÜSEN-ZUSATZ
Für eine sachgemäβe Absaugung der Maschine beim
Gebrauch von Fräsen mit einem Durchmesser von
weniger als 30 mm sollte die Saugdüse A1 (Abb. 6)
mit dem integrierten Zusatz F1 (Abb. 6) verwendet
werden.
Beim Gebrauch von Fräsen mit einem Durchmesser
20
Die Kohlebürsten müssen ausgetauscht werden,
wenn sie eine Mindestlänge von 5 mm haben. Hierzu
müssen Sie die Kappen D1 (Abb. 8) entfernen, mit
denen die Kohlebürsten E1 (Abb. 8) befestigt sind,
und die Kohlebürsten durch neue Kohlebürsten von
VIRUTEX ersetzen. Dabei müssen die Kohlebürsten
leicht in das Innere der Führungen gleiten.
Nach dem Wechseln der Kohlebürsten wird empfohlen, das Gerät einige Minuten lang im Leerlauf
drehen zu lassen. Nutzen Sie das Austauschen der
Kohlebürsten auch zum Prüfen des Schleifrings. Weist
dieser Spuren von Verbrennungen oder Sprünge auf
wird empfohlen, ihn bei Ihrem VIRUTEX-Kundendienst
reparieren zu lassen.
16. SCHMIERUNG UND REINIGUNG
Die Geräte sind komplett ab Werk geschmiert und
benötigen über ihre gesamte Lebensdauer keine
besondere Pflege. Das Gerät muss nach der Verwendung immer sorgfältig durch Abblasen mit trockener
Druckluft gereinigt werden. Sorgen Sie dafür, dass
das Stromkabel immer in einwandfreiem Zustand ist.
17. ZUBEHÖR AUF WUNSCH
Folgendes Zubehör ist optional erhältlich:
5000000 Schablone Schleifen PL11
6027103 Spannzange Ø 12
6027106 Spannzange Ø 1/2"
6022389 Reduzierstück Fräse von 1/2" auf 3/8"
6022390 Reduzierstück Fräse von 1/2" auf 1/4"
6446073 Standardkupplung 2,25 m
1746245 Absauganschluss 5 m
Führungsschablonen:
7722168 Außen-Ø 10 mm für Fräsen von 6 mm
7722120 Außen-Ø 12 mm für Fräsen von 8 mm
7722121 Außen-Ø 14 mm für Fräsen von 10 mm
7722122 Außen-Ø 16 mm für Fräsen von 12 mm
7722169 Außen-Ø 18 mm für Fräsen von 14 mm
Page 21

7722118 Außen-Ø 20 mm für Fräsen von 16 mm
7722119 Außen-Ø 27 mm für Fräsen von 23 mm
7722114 Außen-Ø 30 mm für Fräsen von 26 mm
Schwalbenschwanz-Schablonen:
7722161 für Fräse Ø 9,5 und Schleifen Arbeitsdurchmesser 16
7722123 für Fräse Ø 15 und Schleifen Arbeitsdurchmesser 26
7722162 für Fräse Ø 20 und Schleifen Arbeitsdurchmesser 34
7722160 Führung für AGB-Schablone für Schwingflügelbeschläge
7722342 Führung für AGB-Schablone Luft 11-12
6040313 Nutfräse Ø 16 HM
18. GERÄUSCHPEGEL UND
VIBRATIONSSTÄRKE
Die Lärm- und Vibrationswerte dieses Elektrowerkzeugs wurden in Übereinstimmung mit der europäischen Norm EN 60745-2-17 und EN 60745-1
gemessen und dienen als Vergleichsgrundlage bei
Maschinen für ähnliche Anwendungen.
Der angegebene Vibrationspegel wurde für die wesentlichen Einsatzzwecke des Werkzeugs ermittelt
und kann bei der Beurteilung der Gefahren durch
die Aussetzung unter Vibrationen als Ausgangswert
benutzt werden. Die Vibrationswerte können sich
jedoch unter anderen Einsatzbedingungen, mit anderen Arbeitswerkzeugen oder bei einer ungenügenden
Wartung des Elektrowerkzeugs oder seiner Werkzeuge
stark vom angegebenen Wert unterscheiden und
aufgrund des Arbeitszyklus und der Einsatzweise
des Elektrowerkzeugs einen bedeutend höheren
Wert aufweisen.
Es ist daher erforderlich, Sicherheitsmaßnahmen
zum Schutz des Anwenders vor den Vibrationen
festzulegen. Dazu können die Aufrechterhaltung
des einwandfreien Zustands des Werkzeugs und der
Arbeitsutensilien sowie die Festlegung der Zeiten der
Arbeitszyklen gehören (wie Laufzeiten des Werkzeugs
unter Last und im Leerlauf, ohne tatsächlich eingesetzt
zu werden, wodurch die Gesamtzeit der Vibrationsauswirkungen bedeutend verringert werden kann).
19. GARANTIE
Alle Elektrowerkzeuge von VIRUTEX habe eine garantie von 12 Monaten ab dem Lieferdatum. Hiervon
ausgeschlossen sind alle Eingriffe oder Schäden
aufgrund von unsachgemässen Gebrauch oder
natürlicher Abnutzung des Geräts.
Wenden Sie sich im Falle einer Reparatur immer an
den zugelassenen Kundendiest von VIRUTEX.
20. RECYCLAGE DES OUTILS ÉLECTRIQUES
Ne jetez jamais un outil électrique avec le reste des
déchets ménagers. Recyclez les outils, les accessoires
et les emballages dans le respect de l'environnement.
Veuillez respecter la réglementation en vigueur dans
votre pays.
Applicable au sein de l'Union Européenne et dans
les pays européens dotés de centres de tri sélectif
des déchets:
Ce symbole présent sur le produit ou sur la documentation informative qui l'accompagne, indique
qu'en fin de vie, ce produit ne doit en aucun cas être
éliminé avec le reste des déchets ménagers.
Conformément à la directive européenne 2002/96/
CE, tout utilisateur peut contacter l'établissement
dans lequel il a acheté le produit, ou les autorités
locales compétentes, pour se renseigner sur la façon
d’éliminer le produit et le lieu où il doit être déposé
pour être soumis à un recyclage écologique, en
toute sécurité.
VIRUTEX behält sich das Recht vor, die Produkte ohne
vorherige Ankündigung zu verändern.
ITALIANO
FRESATRICE TOUPIE FR160PFRE160P
(Figure in pagina 42)
Importante
Prima di utilizzare la macchina, leggere attentamente questo MANUALE
DI ISTRUZIONI e il PROSPETTO DELLE
NORME GENERALI DI SICUREZZA
allegato. Non cominciate a lavorare
con la macchina se non siete sicuri di
avere compreso integralmente il loro
contenuto.
Conservare tutti e due i manuali per
eventuali consultazioni successive.
21
Page 22

1. DATI TECNICI
FR160P
Motore universale......................................50/60 Hz
Potenza......................................................1.500 W
Velocità a vuoto.....................................25.000/m
Diametro pinza standard................................12 mm
Profondità di fresatura...............................0-60 mm
Calibro di profondità
girevole...Regolazione della profondità a 6 posizioni
Peso..............................................................5,4 Kg
Livello di pressione acustica continuo equivalente pon-
derato A.......................................................................92 dBA
Livello di potenza acustica A.................................103 dBA
Incertezza della misura.........................................K = 3 dBA
Usare la protezione acustica!
Valori totali delle oscillazioni......................ah: <2,5 m/s
Incertezza della misura.........................................K: 1,5 m/s
FRE160P
Motore universale......................................50 Hz
Potenza....................................................1.800 W
Velocità a vuoto.....................11.500-23.000/min
Diametro pinza standard................................12 mm
Profondità di fresatura...............................0-60 mm
Calibro di profondità girevole.........Regolazione della
profondità a 6 posizioni
Peso..............................................................5,4 Kg
Livello di pressione acustica continuo equivalente pon-
derato A.......................................................................92 dBA
Livello di potenza acustica A.....................................103 dBA
Incertezza della misura............................................K = 3 dBA
Usare la protezione acustica!
Valori totali delle oscillazioni...........................ah: <2,5 m/s
Incertezza della misura.........................................K: 1,5 m/s
2. CAMPO DI LAVORO
La fresatrice portatile è un utensile elettrico utilizzato principalmente per fresare legno e plastica. È
particolarmente adatta per profilare bordi, tagliare
nodi, fresare con dima, ribassare, costruire cornici
e incidere.
Insieme alle guide parallele, alle sagome di copiatura e agli utensili profilati, la fresatrice portatile
costituisce un apparecchio elettrico estremamente
utile. Il suo design ergonomico permette di lavorare
comodamente in qualunque posizione e da diverse
angolazioni.
22
3. ISTRUZIONI DI SICUREZZA PER
L'USO DELLA MACCHINA
Prima di utilizzare la fresatrice, leggere
attentamente il FOGLIETTO DELLE
PRESCRIZIONI DI SICUREZZA allegato
alla documentazione.
- Prima di sostituire gli utensili o di effettuare qualunque altro intervento vicino alla testa di taglio,
allontanare la mano dalla leva dell’interruttore e
staccare la spina dalla presa di corrente.
- Per lavorare con la fresatrice, usare occhiali di
sicurezza.
- Guidare sempre la fresatrice con entrambe le mani,
utilizzando le due impugnature della macchina
- Al termine del lavoro, scollegare il motore e sbloccare
2
la base prima di lasciare la fresatrice.
2
- Collocare sempre la fresatrice sulla base e su una
superficie piana e pulita.
- Mettere sempre in marcia la fresatrice mediante
la leva dell’interruttore principale.
- Assicurarsi che la fresatrice non possa ribaltarsi
accidentalmente.
Usare solo frese con gambo di diametro adeguato
alla pinza da utilizzare e adatte alla velocità della
fresatrice.
- Le caratteristiche delle frese della gamma VIRUTEX sono particolarmente adatte alle prestazioni di
questa fresatrice; utilizzare preferibilmente frese
della vasta gamma VIRUTEX oppure frese con le
stesse caratteristiche.
4. APPARECCHIATURA STANDARD
All’interno della confezione sono presenti i seguenti
componenti:
2
- Fresatrice toupie FR160P - FRE160P
2
- Chiave del 24
- Guida per dima D.19 per unioni a coda di rondine
passo 26 mm
- Gruppo squadra laterale
- Connettore aspirazione
- Manuale d’uso e altra documentazione
- 6022387 Riduttore fresa da 12 a 8
- 6022388 Riduttore fresa da 12 a 6
5. MESSA IN FUNZIONE
Questo utensile è dotato di un interruttore di azionamento A (Fig. 1), incorporato nell'impugnatura,
che permette di effettuare l'avviamento o l'arresto
Page 23
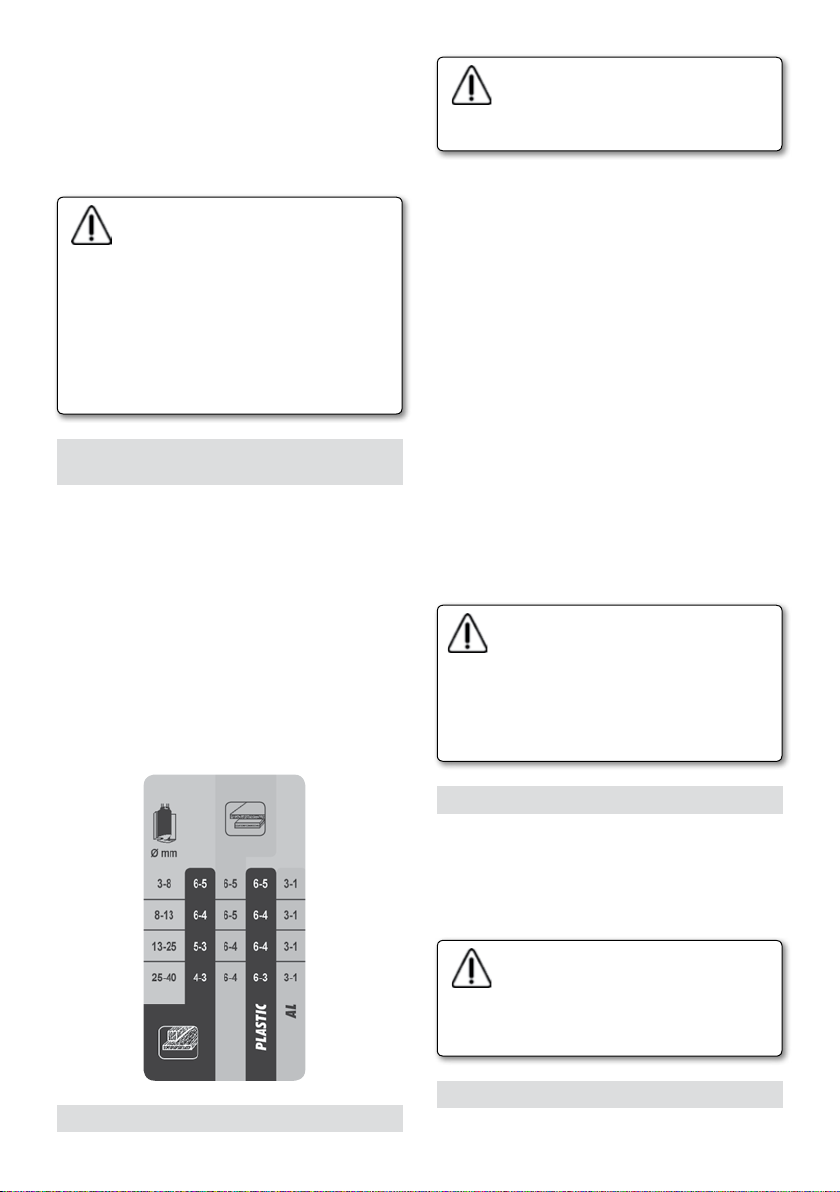
della macchina senza lasciarla.
Per impedire la messa in marcia accidentale della
macchina, l'interruttore può essere azionato solo
se prima si sblocca la sicura laterale B (Fig. 3). Una
volta che l'interruttore è in posizione di marcia, non
è necessario continuare a premere sulla sicura.
Prima di azionare l'interruttore, accertarsi sempre che la fresa non sia a
contatto con il pezzo in lavorazione.
Quando la macchina ha raggiunto la
velocità massima, portarla a contatto
con il pezzo in lavorazione e fermare
la macchina quando la fresa è uscita
completamente dal pezzo. In questo
modo, la qualità del lavoro realizzato
sarà migliore.
6. REGOLAZIONE DELLA VELOCITÀ
11.500 - 23.000
Nella fresatrice sagomatrice modello FRE160P, il regolatore elettronico di velocità C (Fig. 1) permette di
regolare la velocità del motore in base alle dimensioni
del taglio e alla durezza del materiale impiegato,
per ottenere una miglior rifinitura e aumentare il
rendimento della macchina. Per aumentare o ridurre
la velocità della macchina, girare la manopola di
regolazione a destra o a sinistra, a seconda della funzione desiderata. Ci sono 6 numeri di riferimento che
facilitano il controllo della regolazione della velocità.
Nella seguente tabella è indicata la posizione del regolatore elettronico della velocità in base al diametro
della fresa e al materiale da lavorare.
Prima di procedere al montaggio
dell'utensile di taglio, accertarsi che
la fresatrice sia scollegata dalla presa
di corrente di rete.
Per realizzare il montaggio o l'estrazione dell'utensile
di taglio, premere il pulsante di blocco della fresa E
(Fig. 2) che impedisce la rotazione dell'asse e allentare il dado portapinze F (Fig. 2) con la chiave G in
dotazione (Fig. 2). La pinza e il dado portapinze sono
due elementi che si congiungono a pressione e quindi
bisogna accertarsi che la pinza resti perfettamente
in sede nel dado.
Inserire l'utensile di taglio H (Fig. 2) e, se necessario, il corrispondente riduttore per fresa I (Fig.
2) all'interno della pinza del portapinze F (Fig. 2).
Stringere saldamente il portapinze F (Fig. 2) con la
chiave in dotazione, mantenendo premuto il pulsante
di blocco E (Fig. 2).
Se si utilizza la fresa con manico da 12 mm o 1/2", non
è necessario utilizzare il riduttore. Utilizzare sempre
frese con la più corta lunghezza di taglio possibile, per
ridurre al minimo il rischio di scentratura. La fresa,
la pinza e il riduttore devono essere puliti da ogni
residuo prima di effettuare il montaggio.
Evitare di lasciare la macchina senza
utensile, dato che la pinza potrebbe
rimanere troppo stretta e danneggiare
la sede dell'asse.
Non mettere mai in marcia la macchina
con il pulsante di blocco della fresa
premuto.
7. MONTAGGIO DEGLI UTENSILI DA TAGLIO
8. BLOCCO DELLA BASE
La base può essere bloccata in qualunque posizione
ruotando, in senso antiorario, la leva di blocco J
(Fig. 3). Grazie all'azione delle molle incorporate
nelle colonne, allentando questa leva la base tornerà
automaticamente alla posizione più alta.
Dopo aver realizzato un lavoro, mettere
sempre l'interruttore in posizione OFF
e sbloccare la base mediante la leva
di blocco J (Fig. 3), prima di posare la
fresatrice su un superficie piana.
9. REGOLAZIONE DELLA PROFONDITÀ
La profondità può essere regolata con il meccanismo
23
Page 24

incorporato di regolazione della profondità, tipo
pignone-cremagliera.
Dopo aver allineato la faccia di taglio della fresa alla
superficie del pezzo, la profondità di penetrazione
può essere regolata fino a 60 mm.
Per sbloccare l'asta di profondità K (Fig. 4) premere
con forza la manopola di regolazione L (Fig. 4) e
ruotarla in modo da alzare o abbassare l'asta di
profondità, a seconda che si desideri ottenere un
taglio di maggiore o minore profondità. L'indicatore
graduato di regolazione M (Fig. 4) può muoversi
indipendentemente dalla manopola e ciò permette
di posizionare il segno di riferimento sullo zero in
qualunque posizione. Dopo aver regolato l'indicatore,
girando nuovamente la manopola, indicatore e
manopola si muoveranno insieme indicando lo spostamento dell'asta. Un giro completo della manopola
corrisponde a uno spostamento dell'asta di 34 mm,
con una corsa massima di 55 mm.
Per fissare l'asta di profondità sulla posizione desiderata, rilasciare la manopola di regolazione. Poi, per
garantire il perfetto fissaggio dell'asta, bloccare con
la manopola di fissaggio N (Fig. 4).
REGOLAZIONE DI PRECISIONE. Se si desidera
regolare o correggere con precisione la profondità
precedentemente impostata, agire sulla manopola di
regolazione fine O (Fig. 4). Un giro completo della
manopola corrisponde a uno spostamento dell'asta
di 1 mm, con una corsa massima di 5 mm. Ogni segmento dell'indicatore graduato di regolazione fine
P (Fig. 4) corrisponde a un avanzamento di 0,1 mm.
REALIZZAZIONE DI TAGLI PROFONDI. Per realizzare
in sicurezza un taglio molto profondo, è consigliabile
non eseguirlo in una sola passata ma procedere per
tagli successivi, utilizzando i sei gradini da 3 mm della
torretta girevole di profondità Q (Fig. 4).
Abbassare la macchina fino ad allineare la fresa alla
superficie di appoggio della fresatrice. Con la manopola di bloccaggio J (Fig. 3), fissare la macchina in
questa posizione. Allentare la manopola di fissaggio
N (Fig. 4), premere la manopola di regolazione L (Fig.
4) e girarla fino a far arrivare l'asta di profondità in
fondo al gradino inferiore della torretta girevole,
utilizzando se necessario la regolazione fine. In questa
posizione, girare l'indicatore di profondità M (Fig. 4)
fino a far coincidere il segno di riferimento con la
posizione zero. Questa sarà la posizione di inizio e
cioè quella in cui la fresa entrerà a contatto con il
pezzo da lavorare. Fissare l'asta con la manopola N
(Fig. 4), sbloccare la manopola di bloccaggio e lasciare
la macchina in posizione di riposo.
Allentare la manopola di fissaggio N, premere e
girare la manopola di regolazione L spostando l'asta
24
di regolazione K (Fig. 4) verso l'alto fino a raggiungere la profondità di taglio desiderata e, mediante
la manopola N, girare di nuovo la torretta Q (Fig. 4)
fino a che il gradino più alto si troverà sotto l'asta K
(Fig. 4). Realizzare la prima passata di taglio sul pezzo
in lavorazione. Girare la torretta Q fino al successivo
gradino, effettuare un'altra passata e così via, fino
a raggiungere la profondità finale desiderata nel
momento in cui si arriva al gradino inferiore.
10. COME BLOCCARE LA
PROFONDITÀ DI FRESATURA
Per l'esecuzione di lavori ripetitivi o per i quali la
profondità di fresatura è sempre la stessa, e nei
casi in cui è meglio evitare che la testa possa venire sbloccata da una manovra involontaria della
leva di blocco J (Fig. 3), si può fissare la testa alla
profondità desiderata intercalando due dadi M8 R
(Fig. 3) sull'albero filettato, uno sopra e l'altro sotto
il corpo della testa, che permetteranno di bloccarla
in qualunque punto della corsa.
Quando si lavora con la profondità di
fresatura bloccata, l'utensile resta permanentemente fuori dalla superficie
della base e quindi occorre:
- Aspettare che la macchina si fermi completamente
prima di lasciarla, sulla base, su una superficie piana
in modo da liberare l'utensile.
- Togliere i dadi R (Fig. 3), per tornare alle condizioni
normali di blocco con la leva J (Fig. 3) al termine
del lavoro.
11. UTILIZZAZIONE DELLE GUIDE PARALLELE
La guida parallela si usa per la profilatura di bordi
e per il taglio di scanalature di forme diverse, a seconda delle diverse forme di profili. Per la rifinitura
dei bordi e per una maggior vita delle frese sono
particolarmente utili le frese di metallo duro.
La guida parallela S (Fig. 6) va collocata nelle aperture
della base T (Fig. 6) e fissata mediante i due pomelli
U (Fig. 6).
REGOLAZIONE NORMALE DELLA SQUADRA –
Allentare le manopole U (Fig. 6) della base, spostare
la squadra fino alla misura desiderata e stringere i
pomelli in questa posizione.
REGOLAZIONE DI PRECISIONE - Una volta sistemata
e fissata approssimativamente la squadra, è possibile
effettuare una regolazione di precisione. Per farlo,
allentare la manopola di fissaggio della squadra V
Page 25

(Fig. 6), ruotare la manopola di regolazione W (Fig.
6) fino alla misura desiderata e fissare nuovamente
in questa posizione la manopola di fissaggio V (Fig.
6) della squadra. Un giro completo della manopola
di regolazione corrisponde a uno spostamento della
squadra di 1 mm, con una corsa massima di 10 mm.
L'indicatore graduato di regolazione fine X (Fig. 6)
può muoversi indipendentemente dalla manopola e
ciò permette di posizionare il segno di riferimento
sullo zero in qualunque posizione. Dopo aver regolato
l'indicatore X (Fig. 6), quando si gira nuovamente la
manopola W (Fig. 6), questa girerà con lui e, sapendo
che ogni divisione corrisponde a un avanzamento di
0,1 mm, ciò indicherà lo spostamento della squadra.
12. UTILIZZAZIONE DEL
PALPATORE DI SAGOMA
I guida-dima sono utilizzati per la fresatura di una
gran varietà di forme. Il guida-dima scelto Y (Fig. 7)
va fissato alla base T (Fig. 7) con le due viti Z (Fig.
7). Durante la realizzazione di una copiatura, c'è
una differenza dimensionale tra la dima e il pezzo
fresato. Bisogna calcolare sempre la differenza tra il
raggio del guida-dima e quello dell'utensile, quando
si prepara la dima.
13. KIT ASPIRATORE
Per montare il connettore di aspirazione A1 (Fig. 6),
sistemarlo nella rientranza centrale della base T (Fig.
6), orientandolo verso la parte posteriore, e fissarlo
con le viti B1 (Fig. 6). Per realizzare fresature a coda
di rondine con la sagoma per code di rondine Virutex
modello PL11, orientare e posizionare il connettore di
aspirazione in modo tale da ottenere uno spostamento
ottimale della fresatrice sulla sagoma.
Il connettore di aspirazione A1 può essere collegato
direttamente al tubo di aspirazione degli aspiratori
AS182K, AS282K oppure, per mezzo del raccordo
di aspirazione standard 6446073 da 2,25 m opure
1746245 de m 5 C1 (Fig. 6), di diametro minore e
più leggero, agli stessi AS182K, AS282K o ad altri
aspiratori industriali.
14. SUPPLEMENTO BOCCHETTA
DI ASPIRAZIONE
Per garantire la corretta aspirazione della macchina
quando si utilizzano frese di diametro inferiore a 30
mm, occorrerà utilizzare la bocchetta di aspirazione
A1 (Fig. 6) con il supplemento F1 (Fig. 6) incorporato.
Nel caso si utilizzino frese di diametro superiore a 30
mm e fino a 40 mm, il supplemento F1 (Fig. 6) verrà
smontato dalla bocchetta di aspirazione A1 (Fig. 6)
e si lavorerà solo con la bocchetta. Per ricollegare il
supplemento, basterà inserirlo saldamente a pressione
all’interno dell’attacco della bocchetta.
15. SOSTITUZIONE DELLE SPAZZOLE
Assicurarsi che la macchina sia scollegata dalla rete elettrica prima di
effettuare qualunque operazione.
Le spazzole devono essere sostituite al raggiungimento della lunghezza minima di 5 mm. Per farlo, togliere
i tappi D1 (Fig. 8) che fissano le spazzole E1 (Fig. 8)
e sostituirle con altre originali VIRUTEX, verificando
che entrino senza difficoltà all'interno delle guide.
È consigliabile lasciar funzionare la macchina a
vuoto per qualche minuto dopo la sostituzione delle
spazzole. Cogliere l'occasione per verificare anche
lo stato del collettore. In presenza di bruciature
o deformazioni, è consigliabile portarlo a riparare
presso un centro di assistenza VIRUTEX.
16. LUBRIFICAZIONE E PULIZIA
La macchina viene consegnata completamente
lubrificata in fabbrica e non ha bisogno di cure
particolari durante la sua vita utile. Dopo l'uso, è
importante pulire accuratamente l'apparecchio con
un getto d'aria compressa. Tenere sempre il cavo di
alimentazione in perfette condizioni.
17. ACCESSORI OPZIONALI
Su richiesta, sono disponibili i seguenti accessori:
5000000 Dima unioni a coda di rondine PL11
6027103 Pinza Ø 12
6027106 Pinza Ø 1/2"
6022389 Riduttore fresa da 1/2" a 3/8"
6022390 Riduttore fresa da 1/2" a 1/4"
6446073 Raccordo di aspirazione standard 2,25 m.
1746245 Raccordo di aspirazione da 5 m.
Guida-dima:
7722168 Ø est. 10 mm per frese da 6 mm
7722120 Ø est. 12 mm per frese da 8 mm
7722121 Ø est. 14 mm per frese da 10 mm
7722122 Ø est. 16 mm per frese da 12 mm
7722169 Ø est. 18 mm per frese da 14 mm
7722118 Ø est. 20 mm per frese da 16 mm
7722119 Ø est. 27 mm per frese da 23 mm
7722114 Ø est. 30 mm per frese da 26 mm Guidadima a coda di rondine:
25
Page 26

7722161 Per fresa D.9,5 e unioni a coda di rondine
passo 16
7722123 Per fresa D.15 e unioni a coda di rondine
passo 26
7722162 Per fresa D.20 e unioni a coda di rondine
passo 34
7722160 Guida per dima AGB di meccanismi oscillobattenti
7722342 Guida per dima AGB aria 11-12
6040313 Fresa per scanalare Ø 16 MD
18. LIVELLI DI RUMORE E DI VIBRAZIONI
I livelli di rumore e vibrazioni di questo apparato
elettrico sono stati misurati in conformità con la
Norma Europea EN 60745-2-17 e EN 60745-1 e
fungono da base di confronto con macchine per
applicazioni simili.
Il livello di vibrazioni indicato è stato determinato per
le principali applicazioni dell’apparato e può essere
utilizzato come punto di partenza per la valutazione
dell’esposizione al rischio delle vibrazioni. Ciononostante, il livello di vibrazioni può variare notevolmente
rispetto al valore dichiarato in altre condizioni di
applicazione, con altri strumenti di lavoro o in caso
di manutenzione insufficiente dell’apparato elettrico
e dei suoi strumenti, e può aumentare notevolmente
come conseguenza del ciclo di lavoro e del modo
d’uso dell’apparato elettrico.
Pertanto è necessario stabilire misure di sicurezza
per la protezione dell’utente dall’effetto delle vibrazioni, ad esempio mantenendo l’apparato e gli
strumenti di lavoro in perfetto stato e pianificando
i tempi dei cicli lavorativi (ad esempio i tempi di
funzionamento dell’apparato sotto carico e i tempi
di funzionamento a vuoto quando l'apparato non
viene realmente utilizzato, dato che la riduzione di
questi ultimi può ridurre in modo sostanziale il valore
totale dell’esposizione).
19. GARANZIA
Tutte le macchine elettroportatili VIRUTEX hanno
una garanzia di 12 mesi valida a partire della data di
consegna, con l'esclusione di tutte le manipolazioni
o danni derivanti da un uso inadeguato o dall'usura
normale della macchina.
Per qualunque riparazione rivolgersi al servizio autorizzato di assistenza tecnica VIRUTEX.
20. SMALTIMENTO DI APPARECCHI ELETTRICI
Non buttare mai gli apparecchi elettrici con il resto
dei rifiuti domestici. Smaltire gli apparecchi, gli
26
accessori e gli imballaggi nel rispetto dell'ambiente.
Rispettare la normativa vigente nazionale.
Applicabile nell’Unione Europea e nei paesi europei
con sistemi di raccolta differenziata dei rifiuti:
La presenza di questo marchio sul prodotto o sul
materiale informativo che lo accompagna indica
che, al termine della sua vita utile, non dovrà essere
eliminato insieme ad altri rifiuti domestici.
Conformemente alla Direttiva Europea 2002/96/CE,
gli utenti possono contattare il punto vendita presso
cui è stato acquistato il prodotto, o le autorità locali
pertinenti, per informarsi su come e dove portarlo
per il suo smaltimento ecologico e sicuro.
La VIRUTEX si riserva il diritto di modificare i propi
prodotti senza preaviso.
PORTUGUÉS
FRESADORA TUPIA FR160P-FRE160P
(Figuras em pagina 42)
Importante
Antes de utilizar a máquina leia atentamente este MANUAL DE INSTRUÇÕES
e o FOLHETO DE INSTRUÇÕES GERAIS
DE SEGURANÇA anexo. Assegure-se de
os ter compreendido antes de começar
a trabalhar com a máquina.
Conserve os dois manuais de instruções
para possíveis consultas posteriores.
1. DADOS TECNICOS
FR160P
Motor universal..........................................50/60 Hz
Potência.....................................................1.500 W
Velocidade sem carga...........................25.000/m
Diâmetro da pinça standard...........................12 mm
Profundidade de fresagem........................0-60 mm
Galga de profundidade
giratória.........ajuste de profundidade de 6 posições
Page 27

Peso............................................................5,4 Kg
Nível de pressão acústica contínuo
equivalente ponderado A..........................................92 dBA
Nível de potência acústica A.....................................103 dBA
Incerteza.....................................................................K = 3 dBA
Usar protecção auricular!
Valores totais de vibração.................................ah: <2,5 m/s
Incerteza................................................................K: 1,5 m/s
FRE160P
Motor universal...........................................................50 Hz
Potência...................................................................1.800 W
Velocidade sem carga.....................11.500-23.000/min
Diâmetro da pinça standard...........................12 mm
Profundidade de fresagem........................0-60 mm
Galga de profundidade
giratória.........ajuste de profundidade de 6 posições
Peso............................................................5,4 Kg
Nível de pressão acústica contínuo
equivalente ponderado A......................................92 dBA
Nível de potência acústica A..................................103 dBA
Incerteza.................................................................K = 3 dBA
Usar protecção auricular!
Valores totais de vibração..............................ah: <2,5 m/s
Incerteza.............................................................K: 1,5 m/s
2. GAMA DE TRABALHO
A fresadora portátil é uma ferramenta eléctrica
utilizada principalmente para fresar madeira e
plásticos. É uma ferramenta adequada para cortar
cantos, nós, fresar copiando, rebaixar, construção de
caixilhos e gravação.
Junto com as guias paralelas, moldes de copiar e
ferramentas de perfil, a fresadora portátil é uma
ferramenta eléctrica de grande utilidade. O seu
desenho ergonómico permite trabalhar comodamente em qualquer posição e em diferentes ângulos.
3. INSTRUÇÕES DE SEGURANÇA
PARA O MANEJO DA MÁQUINA
Antes de utilizar a fresadora, leia atentamente o FOLHETO DE INSTRUÇÕES
GERAIS DE SEGURANÇA que acompanha a documentação da mesma.
- Ao mudar de ferramenta ou ao realizar qualquer
outra operação na proximidade da cabeça de corte,
retire a mão da alavanca do interruptor e desligue a
ferramenta da tomada de alimentação de corrente
eléctrica.
- Utilize sempre óculos de protecção ao trabalhar
com a fresadora.
- Guie sempre a fresadora com ambas as mãos,
utilizando os dois punhos da máquina.
2
- Depois de terminar um trabalho, desligue o mo-tor
2
e solte a base antes de abandonar a fresadora.
- Coloque sempre a fresadora sobre a base e numa
superfície plana e limpa.
- Ao ligar a fresadora, faça-o sempre com a alavanca
do interruptor principal.
- Assegure-se de que a fresadora não se virará por
acidente. Utilize apenas fresas com o diâmetro adequado à pinça a utilizar e adequadas à velocidade
da fresadora.
- As especificações das fresas da gama VIRUTEX
estão especialmente adaptadas às prestações desta
fresadora; utilize de preferência fresas da ampla
gama VIRUTEX, ou apenas fresas cujas características
estejam de acordo com as referidas especificações.
4. EQUIPAMENTO STANDARD
No interior da caixa encontrará os seguintes ele-
2
mentos:
2
- Fresadora de tupia FR160P - FRE160P
- Chave de serviço e/c: 24
- Guia de molde D.19 para laços de 26 mm.
- Conjunto de esquadria lateral
- Tomada de aspiração
- Manual de instruções e documentação diversa.
- 6022387 Redutor fresa de 12 a 8
- 6022388 Redutor fresa de 12 a 6
5. ACCIONAMENTO
Esta ferramenta está dotada de um interruptor de
accionamento A (Fig. 1), incorporado no punho da
ferramenta, que permite ligar e desligar a máquina
sem a soltar.
Para impedir a posta em funcionamento acidental da
máquina, o interruptor apenas se pode accionar depois
de desbloquear previamente o seguro lateral B (Fig.
3). Com o interruptor em posição de accionamento,
não é necessário manter a pressão sobre o seguro.
27
Page 28
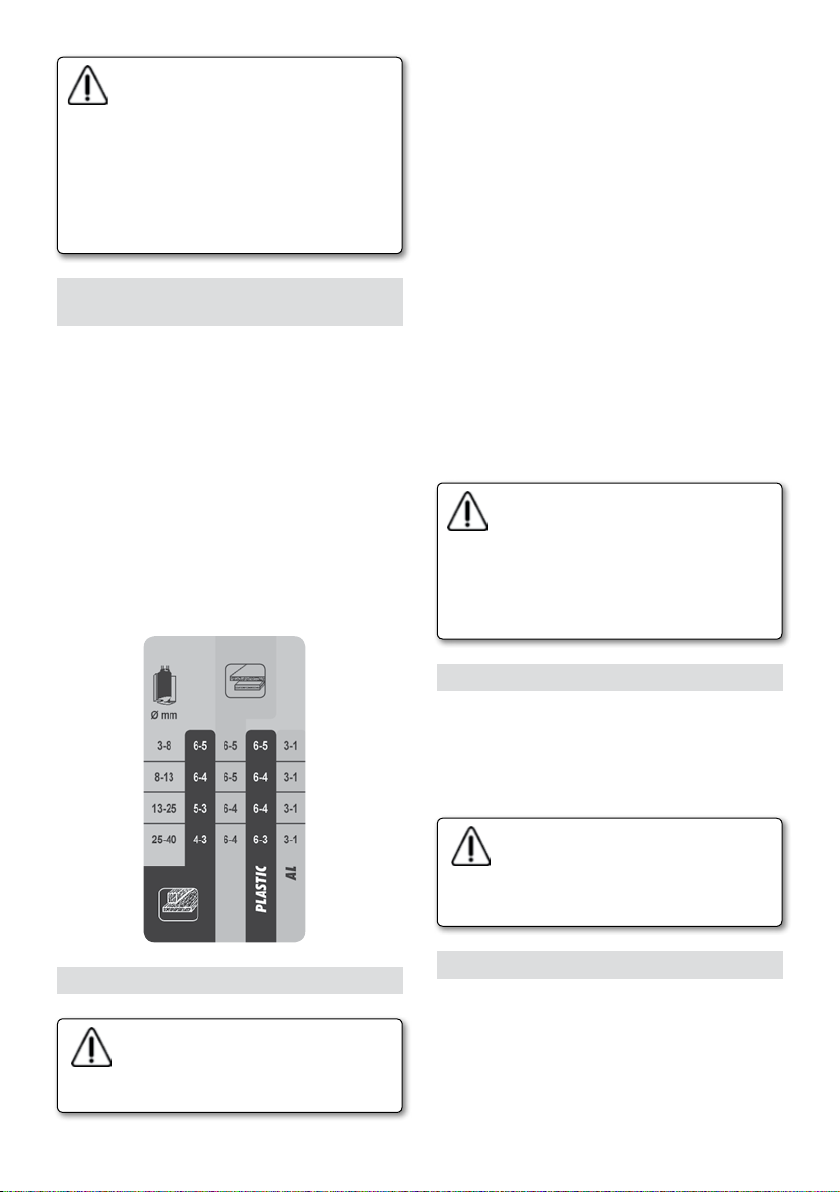
Comprove sempre que a fresa não se
encontra em con-tacto com a peça a
trabalhar antes de accionar o interruptor. Quando a máquina alcançar
a sua velocidade máxima, entre em
contacto com a peça de trabalho e pare
a máquina depois da fresa a ter desbastado totalmente. Assim aumentará
a qualidade do seu trabalho.
6. REGULAÇÃO DE VELOCIDADE 11.500 -
23.000
No modelo de fresadora TUPI FR16OP, o regulador
electrónico de velocidade C (Fig. 1) permite ajustar
a velocidade do motor para obtenção de um melhor
acabamento e aumento do rendimento da máquina,
dependendo do tamanho do corte e da dureza do
material empregado. Para aumentar ou diminuir
a velocidade da máquina deverá rodar o botão
de regulação para a direita ou para a esquerda
em função da tarefa que deseja realizar. Existem
6 números de referência que facilitam o controlo
do ajuste da velocidade desejada. Na tabela que se
segue indica-se a posição do regulador electrónico
da velocidade, dependendo do diâmetro da fresa e
do material a trabalhar.
Para realizar a montagem ou a extracção da ferramenta de corte, prima o botão de bloqueio da fresa E
(Fig. 2) para evitar que o eixo gire e afrouxe a porca
porta-pinças F (Fig. 2) com a chave de manutenção
G (Fig. 2). A pinça e a porca porta-pinças são dois
elementos que se acoplam entre si à pressão, pelo
que deverá assegurar-se de que a pinça fica bem
assente na porca.
Introduza a ferramenta de corte H (Fig. 2) e, se necessário, o redutor de fresa correspondente I (Fig. 2)
no interior da pinça do porta-pinças F (Fig. 2). Aperte
firmemente o porta-pinças F (Fig. 2) utilizando a chave
de manutenção, mantendo pressionado o botão de
bloqueio E (Fig. 2).
Se utiliza uma fresa de 12 mm ou 1/2" de cabo, não
é necessário utilizar redutor. Utilize sempre fresas
com o comprimento de corte mais curto possível,
para minimizar o risco de descentragem da mesma.
A fresa, a pinça e o redutor devem estar limpos de
qualquer resíduo antes de proceder à sua montagem.
Evite deixar a máquina sem ferramenta, uma vez que a pinça poderia
ficar demasiado apertada e danificar
o alojamento do eixo.
Nunca ponha a máquina em funcionamento com o botão de bloqueio da
fresa pressionado.
7. MONTAGEM DAS FERRAMENTAS DE CORTE
Antes de proceder à montagem da
ferramenta de corte verifique se a
fresadora se encontra desconectada
da tomada de alimentação de corrente.
28
8. BLOQUEAMENTO DA BASE
A base pode ser bloqueada em qualquer posição
girando a alavanca de bloqueio J no sentido antihorário (Fig. 3). Ao afrouxar a alavanca, as molas
incorporadas na coluna farão com que a base regresse
automaticamente à sua posição mais elevada.
Depois de realizar qualquer trabalho,
coloque o interruptor na posição de
paragem e solte a base com a alavanca
de bloqueio J (Fig. 3), antes de deixar a
fresadora sobre uma superfície plana.
9. AJUSTE DA PROFUNDIDADE
REGULAÇÃO DA PROFUNDIDADE. A pro-fundidade
regula-se com o respectivo mecanismo de ajuste de
profundiade do tipo pinhão-cremalheira incorporado.
Uma vez nivelada a face de corte da fresa com a
superfície da madeira, a profundidade de penetração
pode ajustar-se até 60 mm.
Para desbloquear a vareta de profundidade K (Fig.
Page 29

4) pressione firmemente o manípulo de regulação
L (Fig. 4) e em seguida gire o mesmo para fazer
subir ou descer a vareta de profundidade, conforme
desejar obter mais ou menos profundidade no corte.
O indicador graduado de regulação M (Fig. 4) pode
mover-se independentemente do pomo, o que permite
situá-lo em zero em qualquer posição através da
marca de referência. Depois de ajustar o indicador
e ao girar novamente o manípulo, este girará com
o indicador, mostrando a deslocação produzida na
vareta. Uma volta completa do pomo corresponde
a uma deslocação de 34 mm da vareta, com um
percurso máximo de 55 mm.
Para fixar a vareta de profundidade na posição desejada, solte o manípulo de regulação. Seguidamente,
para garantir a correcta fixação da vareta, deverá bloquear a mesma com o manípulo de fixação N (Fig. 4).
AJUSTE DE PRECISÃO. Se deseja ajustar ou corrigir
com precisão a profundidade previamente seleccionada bastará girar o manípulo de ajuste O (Fig. 4).
Uma volta completa do manípulo corresponde a
uma deslocação da vareta de 1 mm, com um percurso máximo de 5 mm. Cada divisão do indicador
graduado de ajuste fino P (Fig. 4) corresponde a uma
deslocação de 0,1 mm.
REALIZAÇÃO DE CORTES PROFUNDOS. Para efectuar com segurança um corte demasiado profundo
para ser feito com uma só passagem, é aconselhável
fazer vários cortes sucessivos utilizando os seis níveis
de 3 mm da torre giratória de profundidade Q (Fig. 4).
Faça descer a máquina até que a fresa fique nivelada sobre a superfície de apoio da fresadora. Com o
manípulo de bloqueio J (Fig. 3) fixe a máquina nesta
posição. Afrouxe o manípulo de fixação N (Fig. 4) e
pressione e gire o manípulo de regulação L (Fig. 4)
até que a vareta de profundidade se situe ao nível do
escalão inferior da torre giratória de profundidade,
utilizando o ajuste fino se for necessário. Nesta
posição, gire o indicador de profundidade M (Fig.
4) até que a posição zero coincida com a marca de
referência. Esta será a posição de início que indicará
o ponto em que a fresa entrará em contacto com
a peça a trabalhar. Fixe a vareta com o manípulo N
(Fig. 4), solte o pomo de bloqueio e deixe a máquina
na posição de repouso.
Afrouxe o manípulo de fixação N (Fig. 4) e pressione
e gire o manípulo de regulação L (Fig. 4) deslocando
a vareta de regulação K (Fig. 4) para cima até a situar
na profundidade de corte desejada e, de novo com o
manípulo N, gire a torre Q (Fig. 4) até que o escalão
mais elevado se situe debaixo da vareta K (Fig. 4).
Efectue uma primeira passagem de corte na peça a
trabalhar. Gire o conjunto Q até ao escalão seguinte,
efectuando outra passagem, e assim sucessivamente
até alcançar a profundidade final desejada ao chegar
ao escalão inferior.
10. BLOQUEIO DA
PROFUNDIDADE DE FRESAGEM
Para a realização de trabalhos repetitivos, em que a
profundidade de fresagem é sempre igual e onde for
conveniente evitar que a cabeça se solte acidentalmente devido a um accionamento involuntário da
alavanca de bloqueio J (Fig. 3), é possível fixar a cabeça
à profundidade desejada, intercalando duas porcas
de M8, R (Fig. 3) no eixo de rosca, uma por cima da
outra, por debaixo do corpo da cabeça, permitindo
bloqueá-la em qualquer ponto do percurso.
Ao trabalhar com a profundidade de
fresagem bloqueada, a ferramenta ficará
per-manentemente situada fora da superfície da base, pelo que deverá:
- Esperar que a máquina pare por completo antes de
a pousar, sobre a base, numa superfície plana que
liberte a ferramenta.
- Retirar as porcas R (Fig. 3) para regressar às condições
normais de bloqueio com a alavanca J (Fig. 3), uma
vez terminado o trabalho.
11. UTILIZAÇÃO DAS GUIAS PARALELAS
A guia paralela utiliza-se para realizar perfis de bordas
e para o corte de ranhuras de formas diferentes, de
acordo com os diversos tipos de perfis. Para desbarbar
bordas e para prolongar a vida útil das fresas são
especialmente úteis as fresas de metal duro.
A guia paralela S (Fig. 6) coloca-se nas aber-turas da
base T (Fig. 6) e fixa-se por meio dos dois manípulos
U (Fig. 6).
AJUSTE NORMAL DA ESQUADRIA - Afrouxar os
manípulos U (Fig. 6) da base, deslocar a esquadria até
à medida desejada, e fixar novamente os manípulos
nesta posição.
AJUSTE DE PRECISÃO - Uma vez situada a esquadria
e fixada na posição aproximada, pode realizar-se um
ajuste de precisão fino. Para tal, afrouxar o manípulo
de fixação da esquadria V (Fig. 6), girar o manípulo
de ajuste W (Fig. 6) até à medida desejada e em seguida fixar novamente o manípulo de fixação V (Fig.
6) da esquadria nesta posição. Uma volta completa
do manípulo corresponde a uma deslocação de 1
mm da esquadria com um percurso máximo de 10
mm. O indicador graduado de ajuste fino X (Fig. 6)
29
Page 30

pode mover-se independentemente do manípulo, o
que permite situá-lo em zero em qualquer posição
através da marca de referência. Depois de ajustar o
indicador X (Fig. 6), ao girar novamente o manípulo
W (Fig. 6), este girará com ele indicando a deslocação
produzida na esquadria, sabendo que cada divisão
corresponde a um avanço de 0,1 mm.
12. UTILIZAÇÃO DOS APALPADORES DE MOLDE
As guias de molde utilizam-se para a fresagem de
uma grande variedade de formas. A guia de molde
escolhida Y (Fig. 7) segura-se à base T (Fig. 7) por meio
dos dois parafusos Z (Fig. 7). Ao realizar uma cópia
aparece uma diferença de tamanho entre o molde
e a peça fresada. É importante ter sempre em conta
a diferença entre o raio da guia de molde e o raio
de corte da ferramenta, ao confeccionar o molde.
Certifique-se de que a máquina está
desligada da rede eléctrica antes de
proceder à sua manipulação.
As escovas deverão ser substituídas quanto alcançarem um comprimento mínimo de 5 mm. Para as
substituir, retirar os tampões D1 (Fig. 8) que prendem
as escovas E1 (Fig. 8) e substituí-las por escovas originais de VIRUTEX, verificando se as mesmas deslizem
suave-mente no interior das guias.
É aconselhável deixar a máquina em funcionamento
sem carga durante alguns minutos depois de substituir
as escovas. Aproveite o momento de substituição das
escovas para verificar o estado do colector. Se este
apresentar queimaduras ou saliências, é recomendável
proceder à sua reparação por um serviço técnico
autorizado VIRUTEX.
13. ACOPLAMENTO DE ASPIRAÇÃO
Para montar o conector de aspiração A1 (Fig. 6), situálo na ranhura central da base T (Fig. 6) orientando-o
na direcção da parte traseira e segurá-lo com os
parafusos B1 (Fig. 6). No caso de fresagem de laços
com o molde de laços de Virutex modelo PL11,
orientar e posicionar o conector de aspiração como
for mais conveniente para uma melhor deslocação
da fresadora sobre o molde.
O conector de aspiração A1 pode acoplar-se directamente ao tubo de aspiração dos aspiradores AS182K,
AS282K; ou por meio do adaptador 6446073- Acoplamento de aspiração standard de 2,25 m o 1746245
de 5 m, C1 (Fig. 6) de menor diâmetro e mais leve,
ao próprio AS182K ou AS282K ou a outro aspirador
industrial.
14. SUPLEMENTO BOQUILHA DE ASPIRAÇÃO
Para garantir uma correcta aspiração da máquina
quando se utilizam fresas de diâmetro inferior a
30 mm, deverá utilizar-se a boquilha de aspiração
A1 (Fig. 6) com o suplemento F1 (Fig. 6), que vem
incorporado.
No caso de utilizar fresas com diâmetro superior a
30 mm, e até um máximo de 40 mm, deve desmontar
o suplemento F1 (Fig. 6) da boquilha de aspiração
A1 (Fig. 6) e trabalhar apenas com a boquilha. Para
realizar novamente o acoplamento do suplemento,
bastará introduzi-lo à pressão e com firmeza no
interior da entrada da boquilha.
15. SUBSTITUIÇÃO DE ESCOVAS
30
16. LUBRIFICAÇÃO E LIMPEZA
Esta máquina é fornecida de fábrica com lubrificação
total, não requerendo por isso quaisquer cuidados
especiais ao longo da sua vida útil. Após a utilização
da máquina é importante limpá-la sempre com um
jacto de ar seco, com muito cuidado. Mantenha o cabo
de alimentação em perfeitas condições de utilização.
17. ACESSÓRIOS OPTATIVOS
Os seguintes acessórios estão disponíveis como opção:
5000000 Molde laços PL11
6027103 Pinça Ø 12
6027106 Pinça Ø 1/2"
6022389 Redutor fresa de 1/2" a 3/8"
6022390 Redutor fresa de 1/2" a 1/4"
6446073 Acoplamento de aspiração standard 2,25 m
1746245 Acoplamento de aspiração de 5 m.
Guias de molde:
7722168 Ø ext. 10 mm para fresas de 6 mm
7722120 Ø ext. 12 mm para fresas de 8 mm
7722121 Ø ext. 14 mm para fresas de 10 mm 7722122
Ø ext. 16 mm para fresas de 12 mm 7722169 Ø ext.
18 mm para fresas de 14 mm 7722118 Ø ext. 20
mm para fresas de 16 mm 7722119 Ø ext. 27 mm
para fresas de 23 mm 7722114 Ø ext. 30 mm para
fresas de 26 mm
Guias de molde para entalhes:
7722161 Para fresa de D.9,5 e laços de passagem 16
7722123 Para fresa de D.15 e laços de passagem 26
7722162 Para fresa de D.20 e laços de passagem 34
7722160 Guia para moldes AGB de ferragens de
batente oscilantes
7722342 Guia para modles AGB ar 11-12
Page 31

6040313 Fresa para ranhuras Ø 16 MD
18. NIVEL DE RUIDO E VIBRAÇÕES
Os níveis de ruído e vibrações desta ferramenta
eléctrica foram medidos de acordo com a Norma
Europeia EN 60745-2-17 e EN 60745-1 e servem
como base de comparação com uma máquina de
aplicação semelhante.
O nível de vibrações indicado foi determinado para
as principais aplicações da ferramenta e pode ser
utilizado como valor de partida para a avaliação da
exposição ao risco das vibrações. Contudo, o nível
de vibrações pode alcançar valores muito diferentes
do valor indicado noutras condições de aplicação,
com outros dispositivos de trabalho ou com uma
manutenção deficiente da ferramenta eléctrica e
respectivos dispositivos, podendo resultar num valor
muito mais elevado devido ao seu ciclo de trabalho
e modo de utilização.
Por conseguinte, é necessário estabelecer medidas
de segurança para protecção do utilizador contra
o efeito das vibrações, tais como a manutenção da
ferramenta, conservação dos respectivos dispositivos
em perfeito estado e organização dos períodos de
trabalho (tais como os períodos de trabalho com a
ferramenta em carga e períodos de trabalho com a
ferramenta em vazio e sem ser realmente utilizada,
uma vez que a redução da carga pode diminuir de
forma substancial o valor total da exposição).
19. GARANTIA
Todas as máquinas electro-portáteis VIRUTEX possuem
uma garantia válida por 12 meses contados a partir
do dia do seu fornecimiento, ficando dela excluídas
todas aquelas manipulações ou danos ocasionados por
utilizações não adequadas ou pelo desgaste natural da
máquina. Para qualquer reparação, há que se dirigir
ao Serviço Oficial de Assistência Técnica VIRUTEX.
20. RECICLAGEM DAS FERRAMENTAS ELÉTRICAS
Nunca elimine a ferramenta elétrica com os restantes resíduos domésticos. Recicle as ferramentas,
os acessórios e as embalagens de uma forma que
respeite o meio ambiente. Respeite os regulamentos
em vigor no seu país.
Aplicável na União Europeia e nos países europeus
com sistemas de recolha seletiva de resíduos:
A presença deste símbolo no produto ou no material
informativo que o acompanha indica que, no final da
sua vida útil, não se deve proceder à sua eliminação
em conjunto com outros resíduos domésticos.
Nos termos da Diretiva Europeia 2002/96/CE, os
utilizadores podem contactar o estabelecimento
onde adquiriram o produto, ou as autoridades locais
competentes, para obter informações sobre como
e onde poderão levar o produto para que este seja
submetido a uma reciclagem ecológica e segura.
A VIRUTEX reserva para si o direito de poder modificar
os seus productos, sin a necessidade de aviso prévio.
РУССКИЙ
РУЧНОЙ ФРЕЗЕР FR160P- FRE160P
(Иллюстрации см. стр 42)
Очень важно
Прочитайте прилагаемую к
фрезеру ОБЩУЮ ИНСТРУКЦИЮ
ПО ТЕХНИКЕ БЕЗОПАСНОСТИ!
Удостоверьтесь, что Вы поняли
все изложенное перед первым
включением инструмента.
Сохраните данную инструкцию,
чтобы иметь возможность
обратиться к ней в случае
необходимости.
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
FR160P
Универсальный двигатель.....................50/60 гц
Потребляемая мощность.......................1500 Вт
Холостая скорость.............................25 000 /мин
Стандартный патрон...............................12 мм
Глубина фрезерования.......................0 – 60 мм
Вращательный калибр глубины......6 позиций
Вес...............................................................5,4 кг
Эквивалентный уровень
акустического давления A........................92 дБ(A)
Уровень акустического давления A.......103 дБ(A)
Диапазон колебания.............................K = 3 дБ(A)
Используйте индивидуальные
средства защиты слуха!
31
Page 32

Уровень вибрации общий.................ah: <2,5 м/с
Диапазон колебания...............................K: 1,5 м/с2
FRE160P
Потребляемая мощность...........................50 гц
Универсальный двигатель....................1800 Вт
Холостая скорость...............11500-23000 /мин
Стандартный патрон................................12 мм
Глубина фрезерования.....................0 – 60 мм
Вращательный калибр глубины......6 позиций
Вес.............................................................5,4 кг
Эквивалентный уровень
акустического давления A........................92 дБ(A)
Уровень акустического давления A.......103 дБ(A)
Диапазон колебания.............................K = 3 дБ(A)
Используйте индивидуальные
средства защиты слуха!
Уровень вибрации общий.................ah: <2,5 м/с
Диапазон колебания...............................K: 1,5 м/с2
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Данный портативный фрезер является
инструментом с электрическим приводом
и предназначен для обработки дерева и
пластика. В частности, он очень хорошо
подходит для обработки торцевых
поверхностей, кромок, вырезания сучков,
копирования, изготовления рам и т.д.
В комплекте с параллельными
направляющими, шаблонами для
копирования, циркулями и профильными
фрезами он представляет собой
исключительно полезный инструмент.
Его эргономический дизайн способствует
удобству при работе в любом положении и
при различных углах.
3. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ С МАШИНОЙ
Прежде чем использовать
машину, внимательно прочтите
Генеральную инструкцию по
безопасному использованию,
включенную в пакет
документации станка.
• Перед подключением аппарата к
электросети убедитесь, что напряжение в
сети совпадает с напряжением, указанным в
документации фрезера.
32
2
• При замене режущего инструмента или при
других работах вблизи фрезы не держите
руку на рычаге включения и отключите
аппарат от сети.
• При фрезеровании используйте защитные
очки.
• Всегда держите фрезер двумя руками,
используя рукоятки, таким образом, чтобы
пусковая кнопка всегда была в пределах
досягаемости.
• Закончив работу, отключите двигатель и
освободите основание.
• Ставьте фрезер только на основание, на
чистую и ровную поверхность.
• Убедитесь, что фрезер не может быть
поврежден при перемещении или замене
заготовки.
• Включайте электропитание только с
помощью пусковой кнопки.
• Выбирайте фрезы, подходящие к
2
используемому цанговому зажиму и
соответствующие частоте вращения данного
фрезера.
• Убедитесь в том, что фреза надежно
закреплена.
• При выборе фрез следует отдавать
предпочтение фрезам VIRUTEX, поскольку
они разработаны специально для данного
фрезера. Можно также использовать другие
фрезы, характеристики которых близки к
характеристикам фрез VIRUTEX.
4. СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Открыв упаковочную коробку, вы обнаружите
в нем следующее:
1. Ручной фрезер FR160P или FRЕ160P (в
зависимости от выбранной комплектации)
2. Сервисный ключ 24
3. Копировальное кольцо Ø19 мм для нарезки
шипов c шагом 26 мм
4. Продольный упор
5. Вывод на внешний пылесборник
6. Инструкция и прочая документация
7. 6022387 Адаптер 12/8 мм
8. 6022388 Адаптер 12/6 мм
5. ЗАПУСК ФРЕЗЕРА
Инструмент оснащен пусковой кнопкой А
(рис. 1), расположенной на рукоятке. Таким
образом, вы сможете включить и выключить
фрезер, не отрывая руки от рукоятки. Для
предотвращении случайного пуска кнопка
включения нажимается только при нажатии
предохранителя В (рис. 3). После пуска
фрезера предохранитель В можно отпустить.
Page 33

Перед пуском двигателя
удостоверьтесь в том, что
режущий инструмент не касается
обрабатываемой заготовки.
Начинайте обработку заготовки
только после достижения
фрезером номинальной
частоты вращения, выключение
двигателя осуществляется
только после завершения
процесса фрезерования. Это
улучшит качество обработки.
6. РЕГУЛИРОВКА ЧАСТОТЫ ВРАЩЕНИЯ
Данная функция доступна только для
модели FRЕ160P. Фрезер оснащен
системой электронной шестиступенчетой
регулировки частоты вращения С (рис. 1),
позволяющей подобрать нужную частоту
вращения в зависимости от типа материала
обрабатываемой заготовки и характеристик
паза, что позволяет достичь наилучшего
качества обработки и увеличить срок
службы инструмента. Для увеличения
или уменьшения частоты вращения
поверните регулировочное колесо вправо
или влево соответственно. В таблице D
(рис. 1) приведены частоты вращения и
рекомендуемый режущий инструмент.
Ручной электоронный фрезер
На следующей таблице указано положение
электронного регулятора скорости в
зависимости от диаметра фрезы и
обрабатываемого материала.
Перед установкой или
заменой фрезы убедитесь, что
инструмент отключен от сети
электропитания.
Для установки или замены фрезы
зафиксируйте ротор при помощи стопора
E (рис. 2) и открутите гайку F (рис. 2) при
помощи ключа G (рис. 2). Удостоверьтесь,
что цанга защелкнута в гайке. Вставьте фрезу
Н (рис. 2), при необходимости, используйте
соответствующий адаптер I (рис. 2).
Удерживая стопор E, при помощи гайки F и
ключа G (рис. 2) зафиксируйте фрезу.
При использовании фрез с хвостовиком
12 мм (1/2”) адаптер не требуется. Для
уменьшения изгибающего момента всегда
используйте фрезы с минимальной
необходимой длинной режущей кромки.
Следите за чистотой хвостовика фрезы,
цангового зажима и гайки.
Не затягивайте гайку цангового
зажима без фрезы, т.к. это может
повредить цанговый зажим и
посадочное место.
Никогда не включайте фрезер
при зафиксированном роторе.
Убедитесь в том, что вал
ротора свободно вращается и
не зафиксирован при помощи
стопора.
8. ФИКСАЦИЯ ОСНОВАНИЯ
Основание фрезера можно зафиксировать
в любом положении с помощью рукоятки J
(рис. 3), вращай ее против часовой стрелки.
Если рукоятка J не затянута, основание
автоматически возвращается в свое исходное
положение за счет пружин, расположенных в
стойках.
7. УСТАНОВКА РЕЖУЩЕГО ИНСТРУМЕНТА
По окончании любой работы
следует отключить основной
выключатель и разблокировать
основание при помощи рукоятки
J (рис. 3). После этого фрезер
можно поставить на ровную
поверхность.
9. НАСТРОЙКА ГЛУБИНЫ ФРЕЗЕРОВАНИЯ
Глубина фрезерования регулируется при
33
Page 34

помощи стойки и зубчатого механизма
установки глубины фрезерования. В
данном фрезере можно установить глубину
фрезерования до 60 мм.
Для освобождения регулятора глубины К
(рис. 4) нажмите и поверните регулятор L
(рис. 4), что позволит установить требуемую
глубину фрезерования. Градуированный
регулировочный индикатор М (рис. 4) может
вращаться независимо от регулятора
и может быть установлен в нулевое
положение из любого положения, используя
контрольную отметку. После наладки
индикатора при повороте регулятора, оба
элемента повернутся вместе, указывая
таким образом размер, на который
был перемещен регулятор глубины К.
Полный оборот регулятора соответствует
перемещению регулятора глубины на 34
мм, а максимальный ход составляет 55
мм. Для остановки регулятора глубины в
требуемом положении отпустите регулятор
L. В дальнейшем, чтобы удостовериться в
надежной фиксации регулятора глубины
в заданном положении зафиксируйте его
винтом N (рис. 4).
ТОЧНАЯ НАСТРОЙКА
При необходимости точной регулировки
предварительно настроенной глубины
фрезерования, используйте регулятор точной
настройки O (рис. 4).
Полный оборот регулятора точной настройки
перемещает регулятор глубины на 1 мм,
а максимальный ход составляет 5 мм.
Цена деления на шкале регулятора точной
настройки P (рис. 4) составляет 0,1 мм.
ВЫПОЛНЕНИЕ ГЛУБОКИХ ПАЗОВ
При необходимости выполнения пазов
слишком глубоких для фрезерования за
один проход рекомендуется фрезерование
в несколько проходов, используя
шестипозиционный револьверный упор Q
(рис. 4) с шагом 3 мм.
Опустите машину до касания фрезой
обрабатываемой поверхности. Зафиксируйте
машину в данной позиции при помощи
рукоятки J (рис. 3). Отверните винт N (рис.
4), нажмите и поверните регулятор L (рис.
4) до касания стержнем указателя глубины
К нижней ступени револьверного упора,
при необходимости используйте регулятор
точной настройки O (рис. 4). В этой позиции
поверните регулировочный индикатор М (рис.
4), таким образом, чтобы совместить отметку
«О» (ноль) с контрольной отметкой. Это и
будет начальная позиция, в которой фреза
34
коснется заготовки. Зафиксируйте стержень
регулятора глубины К при помощи винта N
(рис. 4), освободите фиксирующую рукоятку
J (рис. 3) и верните фрезер в исходное
состояние.
Отверните винт N (рис. 4), нажмите и
поверните регулятор L (рис. 4) до достижения
регулятором глубины К (рис. 4) требуемой
глубины фрезерования. Поверните
револьверный упор Q таким образом, чтобы
верхняя ступень револьверного упора была
под стержнем указателя глубины К (рис.
4). Выполните первый проход. Поверните
револьверный упор на следующий уровень
и выполните следующий проход. Повторите
вышеуказанные шаги, пока требуемая
глубина не будет достигнута.
10. ФИКСАЦИЯ ГЛУБИНЫ ФРЕЗЕРОВАНИЯ
При выполнении часто повторяющихся
работ, для которых глубина фрезерования
играет большую роль и существует риск
деблокирования головки случайным нажатием
рукоятки J (рис. 3), можно зафиксировать
головку на желаемой глубине с помощью двух
гаек М8, R (рис. 3).
При работе с фиксированной
глубиной режущий инструмент
всегда выступает из
поверхности основания,
поэтому:
• дождитесь полной остановки аппарата,
перед тем как поставить его основание на
ровную поверхность;
• ставьте аппарат так, чтобы режущий
инструмент оставался свободным;
• расфиксируйте глубину, удалив гайки R (рис.
3) и вернитесь к нормальному состоянию,
зафиксировав машину при помощи рукоятки
J (рис. 3) как только вы закончите текущее
задание.
11. ИСПОЛЬЗОВАНИЕ ПРОДОЛЬНОГО УПОРА
Продольный используется для подрезки кромок
и для прорезания пазов различного профиля.
Наиболее производительными и стойкими
при подрезке кромок являются фрезы из
углеродистой стали.
Продольный упор S (рис. 6) устанавливается
в отверстия основания T (рис. 6) и крепится с
помощью двух фиксирующих винтов U (рис. 6).
ОБЫЧНАЯ УСТАНОВКА:
Page 35

Ослабьте фиксирующие винты U (рис. 6). После
этого, сдвигая параллельный упор, установите
его в требуемое положение и закрепите с
помощью двух фиксирующих винтов U (рис. 6).
ТОЧНАЯ УСТАНОВКА:
После предварительной установки продольного
упора в приблизительное положение и
блокировании его в этом положении ослабьте
фиксатор V (рис. 6) и отрегулируйте положение
параллельного упора, используйте регулятор
точной настройки W (рис. 6). После этого снова
затяните фиксатор V (рис. 6). Полный оборот
регулятора точной настройки перемещает
параллельный упор на 1 мм, а максимальный
ход составляет 10 мм. Градуированный
регулировочный индикатор X (рис. 6) может
вращаться независимо от регулятора и может
быть установлен в нулевое положение из любого
положения, используя контрольную отметку.
После наладки индикатора при повороте
регулятора, оба элемента повернутся вместе,
таким образом, указывая размер, на который
был перемещен параллельный упор. При этом
цена деления составляет 0,1 мм.
12. ИСПОЛЬЗОВАНИЕ
КОПИРОВАЛЬНЫХ КОЛЕЦ
Копировальные кольца применяются
для работы по шаблонам. Выбранное
копировальное кольцо Y (рис. 7) крепится к
основанию T двумя винтами Z (рис. 7). При
фрезеровании по шаблону размер шаблона
отличается от размеров получаемой детали.
Поэтому при изготовлении шаблона следует
иметь в виду, что радиус шаблона отличается
от радиуса режущего инструмента.
13. ПОДКЛЮЧЕНИЕ К ПЫЛЕСБОРНИКУ
Для установки адаптера А1 (рис. 6)
разместите его в центральное отверстие
в основании T (рис. 6). При этом его
необходимо направить к передней части
аппарата и зафиксировать винтами B1.
При формировании шипов с помощью
шипорезного приспособления Virutex,
модель PL11, настоятельно рекомендуется
использование пылеудаляющего аппарата,
так как это облегчает перемещение фрезера
в процессе фрезерования и повышает
качество обработки.
Данный фрезер можно подключить
непосредственно к шлангу внешнего
пылесборника VIRUTEX AS182K, AS282K или
с помощью присоединительного набора С1
(арт. № 6446073 - 1746245: 5 м) меньшего
диаметра длиной 2.25, м.
14. АДАПТЕР ДЛЯ ПОДКЛЮЧЕНИЯ
ВНЕШНЕГО
ПЫЛЕУДАЛЯЮЩЕГО УСТРОЙСТВА
Чтобы достичь наибольшей эффективности
во время работы с фрезами менее 30 мм
в диаметре, используйте пылеудаляющую
насадку А1 (рис. 6) с приложенным
адаптером F1 (рис. 6).
Если Вы используете фрезы диаметром
более 30 мм и до 40 мм, уберите адаптер F1
(рис. 6) с пылеудаляющей насадки А1 (рис.
6) и работайте только с одной насадкой.
Чтобы присоединить адаптер заново просто
нажмите его сильно в отверстие устройства.
15. ЗАМЕНА ЩЕТОК (РИС. 8)
Перед проведением любых
ремонтно-профилактических
мероприятий отключите аппарат
от сети.
Если длина щеток достигает 5 мм, то щетки
следует заменить. Для этого снимите
заглушки гнезда щеткодержателя D1 (рис.
8), которые удерживают щетки E1 (рис. 8),
и замените щетки новыми (используйте
оригинальные запчасти VIRUTEX).
Убедитесь, что щетки свободно скользят по
направляющим. Мы рекомендуем после этого
запустить фрезер на 15 минут в холостом
режиме, чтобы придать щеткам нужную
форму. При замене щеток всегда проверяйте
состояние коллектора. Если при замене
щеток вы обнаружите повреждения или
сбои на коллекторе, мы рекомендуем вам
обратиться для ремонта на уполномоченные
станции техобслуживания VIRUTEX.
16. СМАЗКА И ОЧИСТКА
Фрезер поставляется с завода полностью
смазанным и в дальнейшем не требует
никакого специального технического
обслуживания. Необходимо следить за
чистотой фрезера. После работы очищайте
его потоком сухого сжатого воздуха.
Следите также за хорошим состоянием
силового кабеля.
17. ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ
При необходимости фрезер может быть
35
Page 36
дополнительно укомплектован следующими
аксессуарами:
5000000 Шаблон для нарезки шипов PL11
6027103 Цанга Ø 12 мм
6027106 Цанга Ø 1/2”
6022389 Адаптер 1/2” / 3/8”
6022390 Адаптер 1/2” / 1/4”
6446073 Присоединение к пылесборнику 2,25 м
1746245 Шланг для присоединения к
пылеудаляющему аппарату 5 м
Копировальные кольца:
7722168 внешний Ø 10 мм для фрезы 6 мм
7722120 внешний Ø 12 мм для фрезы 8 мм
7722121 внешний Ø 14 мм для фрезы 10 мм
7722122 внешний Ø 16 мм для фрезы 12 мм
7722169 внешний Ø 18 мм для фрезы 14 мм
7722118 внешний Ø 20 мм для фрезы 16 мм
7722119 внешний Ø 27 мм для фрезы 23 мм
7722114 внешний Ø 30 мм для фрезы 26 мм
Копировальные кольца для нарезки шипов
типа ласточкин хвост:
7722161 шаг 16 мм для фрезы 9,5 мм
7722123 шаг 26 мм для фрезы 15 мм
7722162 шаг 34 мм для фрезы 20 мм
7722160 Направляющая для шаблона AGB
для навесных петель.
7722342 Направляющая для шаблона AGB
11-12
6040313 Твердосплавная фреза 16 мм для
вырезания желобков
18. УРОВЕНЬ ШУМА И ВИБРАЦИИ
Уровень шума и вибрации этого устройства
были измерены в соответствии с
европейским стандартом EN 60745-2-17
и EN 60745-1 и служат основанием для
сравнения с другими машинами с подобными
характеристиками.
Обозначенный уровень вибрации был
определен для основных операций и может
использоваться как начальное значение для
того, чтобы оценить риски, возникающие
вследствие вибрации. Однако, колебания
могут достигнуть уровней, которые
отличаются от объявленного значения при
других условиях эксплуатации, с другими
инструментами или с недостаточным
техническим обслуживанием устройства
или его приспособлений, достигая намного
более высокой величины в результате цикла
работы или способа, которым используется
устройство.
Необходимо принять меры по обеспечению
безопасности пользователя от повышенной
вибрации, например, поддержание
устройства в чистоте и своевременное
36
техническое обслуживание устройства,
приспособлений и инструмента, а также
организация продолжительности циклов
работы (например, операционное время под
нагрузкой и время простоя, т.к. сокращение
последнего может существенно влиять на
уровень вибрации).
19. ГАРАНТИЯ
Все изделия фирмы VIRUTEX имеют
гарантию 12 месяцев с момента поставки.
Гарантия не распространяется на ущерб
или повреждения, возникшие в результате
некорректного использования или
естественного износа изделия. Любой ремонт
должен выполняться на уполномоченных
станциях техобслуживания VIRUTEX.
20. ПЕРЕРАБОТКА ЭЛЕКТРООБОРУДОВАНИЯ
Никогда не утилизируйте
электрооборудование с бытовыми отходами.
Оборудование, оснастка и упаковка должны
подвергаться переработке, минимизирующей
любое отрицательное воздействие на
окружающую среду. Утилизацию необходимо
производить в соответствии с правилами,
действующими в вашей стране.
Для стран, входящих в Европейский Союз
и стран с системой селективного сбора
отходов:
Если нижеприведенный символ указан
на продукте или в сопровождающей
документации, в конце срока его
использования запрещается утилизация
данного изделия совместно с бытовыми
отходами.
В соответствии с Европейской Директивой
2002/96/EC, пользователь может уточнить
у продавца или соответствующих местных
властей, где и как можно утилизировать
данное изделие без вреда для окружающей
среды с целью его безопасной переработки.
Фирма VIRUTEX оставляет за собой право
на внесение изменений в свои изделия без
предварительного уведомления.
Page 37

РOLSKI
Poziom wibracji (ramie-ręka)...........ah: <2.5 m/s
Margines błędu....................................K: 1.5 m/s
2
2
FR160P-FRE160P FREZARKI
GÓRNOWRZECIONOWE
(ILUSTRACJE NA STRONIE 42)
WAŻNE
Przeczytaj dokładnie niniejszą
INSTRUKCJĘ OBSŁUGI oraz
załączoną BROSZURĘ OGÓLNYCH
ZASAD BEZPIECZEŃSTWA zanim
zaczniesz korzystać z urządzenia.
Upewnij się, że je dobrze
zrozumiałeś zanim przystąpisz
do pracy z urządzeniem po raz
pierwszy.
Zachowaj oba zestawy instrukcji
na przyszłość.
1. DANE TECHNICZNE
FR160P
Silnik uniwersalny...................................50/60 Hz
Moc.........................................................1.500 W
Prędkość bez obciążenia......................25.000/min
Tulejka Ø....................................................12mm
Głębokość frezowania............................0-60 mm
Obrotowa blokada głębokości.....ustawianie 6
pozycji głębokości
Waga...........................................................5,4 Kg
Poziom pomiaru ciśnienia akustycznego...92 dB(A)
Poziom napięcia akustycznego...............103 dB(A)
Margines błędu.......................................K = 3 dbA
Stosować środki ochrony słuchu!
Poziom wibracji (ramie-ręka)...........ah: <2.5 m/s
Margines błędu....................................K: 1.5 m/s
FRE160P
Silnik uniwersalny...................................50/60 Hz
Moc.........................................................1.800 W
Prędkość bez obciążenia............1.500-23.000/min
Tulejka Ø....................................................12mm
Głębokość frezowania............................0-60 mm
Obrotowa blokada głębokości.....ustawianie 6
pozycji głębokości
Waga...........................................................5,4 Kg
Poziom pomiaru ciśnienia akustycznego...92 dB(A)
Poziom napięcia akustycznego...............103 dB(A)
Margines błędu.......................................K = 3 dbA
Stosować środki ochrony słuchu!
2. ZAKRES ZASTOSOWANIA
Frezarka górnowrzecionowa jest urządzeniem
elektrycznym przeznaczonym głownie do
frezowania w drewnie i tworzywach. Jest również
bardzo praktyczna przy frezowaniu krawędzi,
wycinaniu sęków, kopiowaniu po szablonach,
żłobieniu, wykonywaniu ramek i grawerowaniu.
Razem z prowadnicą równoległą, szablonami,
cyrklami i frezami o różnych prolach jest ona
urządzeniem o niezwykle szerokim spektrum
zastosowań. Jej ergonomiczny kształt pozwala
na wygodna prace w rożnych pozycjach i pod
różnymi kątami.
3. ZASADY BEZPIECZEŃSTWA PRZY OBSŁUDZE
URZĄDZENIA
Przeczytaj dokładnie niniejszą
INSTRUKCJĘ OBSŁUGI oraz
załączoną BROSZURĘ OGÓLNYCH
ZASAD BEZPIECZEŃSTWA zanim
zaczniesz korzystać z urządzenia.
- Podczas wymiany narzędzi lub wykonywania
wszelkich działań w pobliżu głowicy frezującej,
zdejmij rękę z włącznika i odłącz urządzenie od
źródła zasilania.
- Używaj okularów ochronnych.
- Zawsze prowadź urządzenie obiema rękami,
trzymając je za obydwa uchwyty.
- Po zakończeniu pracy wyłącz urządzenie
i zwolnij jego podstawę zanim pozostawisz
frezarkę.
- Zawsze ustawiaj frezarkę na podstawie, na
2
płaskiej, czystej powierzchni.
2
- Zawsze używaj dźwigni włącznika głównego,
aby uruchomić frezarkę.
- Upewnij się, że nie ma możliwości aby frezarka
przypadkowo upadła.
- Używaj jedynie frezów o średnicy trzpienia
odpowiadającej tulejce urządzenia i odpowiednich
do prędkości pracy frezarki.
- Cechy techniczne frezów VIRUTEX sprawiają,
że są one specjalnie dostosowane do pracy z
ta frezarką. Wskazane jest stosowanie frezów
z gamy VIRUTEX, lub jedynie frezów, których
charakterystyka odpowiada wspomnianym
cechom.
37
Page 38
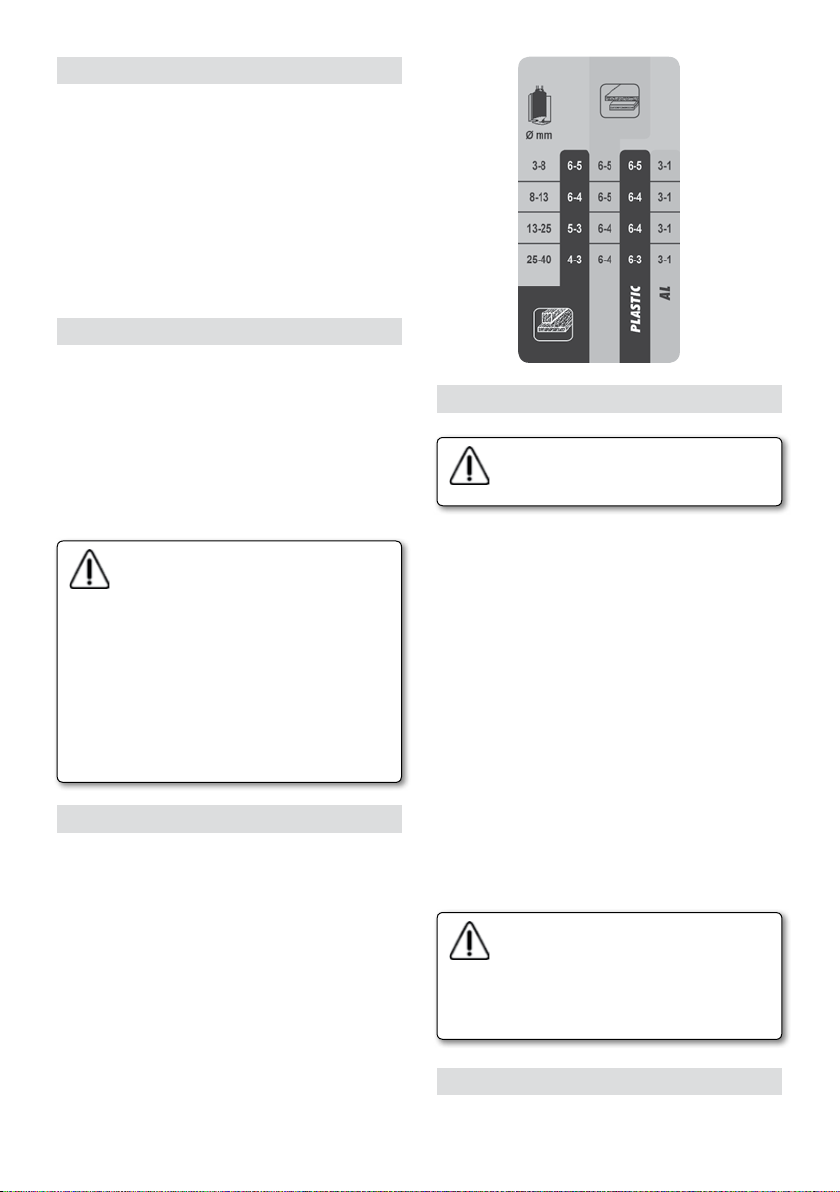
4. STANDARDOWE WYPOSAŻENIE
Wewnątrz pudełka znajdziesz następujące
elementy:
- Frezarkę górnowrzecionową FR160P-FRE160P
- Klucz serwisowy 24
- Pierścień prowadzący o średnicy 19 mm do
frezowania na szerokość 26 mm
- Prowadnica boczna
- Złączka do odciągu
- Instrukcje obsługi i pozostała dokumentacja
- 6022387 Redukcja tulejki z 12 na 8
- 6022388 Redukcja tulejki z 12 na 6
5. URUCHAMIANIE URZĄDZENIA
Urządzenie posiada włącznik A (Rys. 1) na
uchwycie, umożliwiający uruchomienie i
wyłączenie frezarki bez puszczania uchwytu.
Aby zapobiec przypadkowemu uruchomieniu
urządzenia, włącznik może być obsługiwany
jedynie gdy zwolniony jest boczny przycisk
bezpieczeństwa B (Rys. 3). Gdy już ustawimy
włącznik w pozycji ON, nie ma potrzeby dłużej
trzymać przycisku bezpieczeństwa.
Zawsze upewnij się, że frezarka
nie jest w kontakcie z elementem,
który chcemy poddać obróbce zanim dotkniesz włącznika.
Gdy urządzenie osiągnie swą
maksymalną prędkość będzie
mogło ono wejść w kontakt z
materiałem. Urządzenie można natomiast wyłączyć, gdy całkowicie
zdejmiemy je z obrabianego
materiału. Zwiększy to jakość
pracy.
6. REGULACJA PRĘDKOŚCI 11,500 - 23,000
Model FRE160P posiada elektroniczną
regulację prędkości C (Rys. 1) do ustawiania
prędkości pracy silnika, w zależności od
wielkości frezowania i twardości obrabianego
materiału. Zapewnia to lepsze wykończenie i
podnosi wydajność urządzenia. Aby zwiększyć
lub zredukować prędkość urządzenia, obracaj
pokrętło w prawo lub w lewo, w zależności od
zadania jakie masz do wykonania. Na skali
podanych jest sześć numerów, aby pomóc
ustawić wymaganą prędkość.
Poniższa tabela przedstawia pozycje pokrętła
ustawiania prędkości, w zależności od średnicy
frezu i materiału, na którym pracujemy.
38
7. MONTOWANIE FREZÓW
Przed przystąpieniem do tego zadania upewnij się, że frezarka jest
odłączona od źródła zasilania.
Aby zamontować lub wyjąć frez, wciśnij przycisk
blokujący E (Rys. 2), zapobiegający obracaniu
się trzpienia i poluzuj nakrętkę tulejki F (Rys. 2) za
pomocą klucza serwisowego G (Rys. 2). tulejka
oraz nakrętka tulejki są mocowane poprzez
docisk; powinieneś zatem upewnić się, że tulejka
jest właściwie ułożona w nakrętce tulejki.
Włóż frez H (Rys. 2) i w razie konieczności
redukcję trzpienia I (Rys. 2) w nakrętkę tulejki
F (Rys. 2). Zaciśnij nakrętkę tulejki F (Rys.
2) mocno, za pomocą klucza serwisowego,
trzymając jednocześnie wciśnięty przycisk
blokujący E (Rys. 2).
Jeśli wkładasz frez o trzpieniu 12 mm lub ½",
redukcja trzpienia nie jest potrzebna. Zawsze
używaj frezów z możliwie najkrótszą wysokością
frezowania, aby zmniejszyć ryzyko decentralizacji
frezu. Frez, tulejka oraz redukcja powinny być
całkowicie czyste przed złożeniem.
Nie pozostawiaj urządzenia bez
włożonego frezu, jako że ciśnienie
wywierane na tulejkę może zniszczyć
mocowanie trzpienia.
Nigdy nie uruchamiaj urządzenia, gdy
przycisk blokujący frez jest wciśnięty.
8. BLOKOWANIE PODSTAWY
Podstawa może być blokowana w dowolnej
pozycji poprzez obrócenie dźwigni J (Rys. 3),
Page 39

w kierunku odwrotnym do ruchu wskazówek
zegara. Gdy dźwignia jest poluzowana, podstawa
automatycznie wraca do swojej najwyższej
pozycji w skutek działania sprężyn znajdujących
się na kolumnach.
Po zakończeniu jakiejkolwiek pracy
przesuń włącznik w pozycję OFF i
zwolnij podstawę za pomocą gałki J
(Rys. 3) zanim pozostawisz frezarkę
(tylko na płaskiej powierzchni).
9. USTAWIANIE GŁĘBOKOŚCI
USTAWIANIE GŁĘBOKOŚCI. Głębokość
jest ustawiania za pomocą mechanizmu
zębatkowego. Głębokość frezowania przy
prostym frezie palcowym i przy pracy w drewnie,
może być ustawiana do 60 mm. Aby odblokować
pręt głębokości K (Rys. 4) dociśnij pokrętło
ustawiania L (Rys. 4) i obracaj nim aby podnieść
lub obniżyć pręt głębokości. W zależności od
tego czy wymagana głębokość frezowania ma
być większa lub mniejsza. Wskaźnik ustawienia
M (Rys. 4) może być przesuwany niezależnie
od pokrętła, dzięki czemu może być ustawiany
w pozycji 0 z jakiejkolwiek pozycji przy pomocy
punktu odniesienia. Gdy po ustawieniu wskaźnika
obracamy pokrętłem, obydwa elementy będą się
obracać razem, pokazując o ile stopni pręt się
przesunął. Pełen obrót pokrętła przesuwa pręt o
34 mm, przy maksymalnej odległości 55 mm.
Aby zatrzymać pręt głębokości w pożądanej
pozycji zwolnij docisk na pokrętło ustawiania. Na
koniec, aby upewnić się, że pokrętło jest stabilnie
unieruchomione w miejscu, należy je zablokować
za pomocą pokrętła N (Rys. 4).
USTAWIANIE PRECYZYJNE. Jeśli chcesz
precyzyjnie dopasować uprzednio ustawioną
głębokość, wystarczy obracać pokrętłem O (Rys.
4). Pełen obrót pokrętła przesuwa pręt o 1 mm,
przy maksymalnym dystansie 5 mm. Każda
podziałka na wskaźniku P (Rys. 4) pokrętła
odpowiada przesunięciu o 0,1 mm.
WYKONYWANIE FREZOWAŃ GŁĘBOKICH.
Aby wykonać frezowania, które są zbyt głębokie
żeby miały powstać po jednym frezowaniu,
zalecamy wykonanie kilku powtórzeń frezowania
za pomocą sześciu 3-mm stopni na obrotowej
kolumnie głębokości Q (Rys. 4).
Obniż urządzenie do momentu, w którym frez
będzie na tym samym poziomie co powierzchnia,
na której spoczywa frezarka. Użyj pokrętła
blokującego J (Rys. 3), aby przytrzymać
urządzenie w tej pozycji. Poluzuj pokrętło N (Rys
4), następnie wciśnij i obracaj pokrętło ustawiania
L (Rys. 4) do momentu, w którym pręt głębokości
będzie naciskał na niższy stopień obrotowej
kolumny głębokości, posługując się w razie
konieczności pokrętłem precyzyjnego ustawienia.
W tej pozycji obracaj wskaźnik głębokości M (Rys.
4) aż pozycja 0 będzie odpowiadać wskaźnikowi
odniesienia. Będzie to pozycja początkowa
wskazująca na miejsce, w którym frez wchodzi
w kontakt z obrabianym materiałem. Przytrzymaj
pręt w miejscy za pomocą pokrętła N (Rys. 4).
Zwolnij pokrętło blokujące i pozostaw urządzenie
wyłączone.
Poluzuj pokrętło N, po czym dociśnij i obracaj
pokrętło ustawiania L, przesuwając pręt K
(Rys. 4) do pożądanej głębokości frezowania.
Następnie ponownie posłuż się pokrętłem N aby
obracać kolumnę Q (Rys. 4) dopóki najwyższy
stopień nie znajdzie się pod prętem K (Rys. 4).
Wykonaj pierwsze frezowanie na materiale.
Obróć kolumnę Q na następny stopień i wykonaj
kolejne frezowanie, po czym postępuj tak kolejno
dopóki nie osiągniesz pożądanej głębokości,
którą uzyskasz gdy dojdziesz do najniższego
stopnia.
10. BLOKOWANIE GŁĘBOKOŚCI FREZOWANIA
Aby wykonać kilka powtarzalnych prac, przy których
wymagana jest ta sama głębokość frezowania,
przydatna może się okazać funkcja zapobiegania
zwolnieniu głowicy przez przypadkowe poruszenie
gałki blokującej J (Rys. 3). Można to osiągnąć
przez założenie dwóch nakrętek M8 R (Rys. 3) na
trzpień z gwintem, jedną powyżej a jedna poniżej
obudowy głowicy urządzenia. To zablokuje głowicę
na dowolnej wysokości przy frezowaniu.
Podczas pracy z zablokowaną
głębokością frezowania urządzenie
jest stale opuszczone poniżej
poziomu obrabianej powierzchni,
dlatego ważnej jest aby:
- Poczekać żeby urządzenie całkowicie się
zatrzymało zanim pozostawimy je na płaskiej
powierzchni.
- Jak tylko zakończymy zadanie, należy ściągnąć
nakrętki R (Rys. 3) aby odblokować ustawienie
głębokości frezowania i powrócić do normalnych
warunków pracy przy blokadzie J (Rys. 1).
11. ZASTOSOWANIE PROWADNICY
RÓWNOLEGŁEJ
Prowadnica równoległa jest wykorzystywana
przy frezowaniu krawędzi i przy frezowaniu
39
Page 40

różnego rodzaju żłobień o rozmaitych prolach
wykończenia. Frezy ze stali HM są pożyteczne do
wygładzania krawędzi i charakteryzują się dłuższą
żywotnością. Prowadnicę S (Rys. 6) montuje się
w otworach podstawy T (Rys. 6) i zabezpiecza w
miejscu za pomocą dwóch pokręteł U (Rys. 6).
PODSTAWOWE USTAWIANIE PROWADNICY –
Poluzuj pokrętła podstawy, wsuń prowadnicę na
pożądaną odległość po czym zaciśnij ją pokrętłami
w tej pozycji.
PRECYZYJNE USTAWIANIE – Po tym jak
prowadnica została ustawiona w odpowiedniej
pozycji, można dokonać dalszych ustawień. Aby
tego dokonać poluzuj pokrętło prowadnicy V (Rys.
6), obracaj pokrętłem precyzyjnego ustawiania W
(Rys. 6) do pożądanego wymiaru, po czym zaciśnij
prowadnicę pokrętłem V (Rys. 6) w tej pozycji. Pełen
obrót pokrętła przesuwa prowadnicę o 1 mm, przy
maksymalnym dystansie 10 mm. Wskaźnik X (Rys.
6) na pokrętle może się poruszać niezależnie od
pokrętła, dzięki czemu może być ustawiony jako
punkt 0 z dowolnej pozycji za pomocą punktu
odniesienia. Po ustawieniu wskaźnika X (Rys. 6)
obracając pokrętło W (Rys. 6), obydwa elementy
będą się obracały razem wskazując wartość o
ile stopni prowadnica się przesunęła, przy czym
każda podziałka odpowiada przesunięciu o 0.1 mm.
12. ZASTOSOWANIE PIERŚCIENI
PROWADZĄCYCH
Pierścienie prowadzące są wykorzystywane
przy frezowaniu kopiującym, rozmaicie
ukształtowanych szablonów. Wybrany pierścień
prowadzący Y (Rys. 7) jest mocowany do
podstawy T (Rys. 7) za pomocą dwóch śrubek
Z (Rys. 7). Podczas kopiowania różnica w
rozmiarach pomiędzy szablonem, a frezowanym
elementem jest zauważalna. Różnica pomiędzy
promieniem pierścienia prowadzącego, a
promieniem frezu musi być zawsze brana pod
uwagę przy przygotowywaniu szablonu.
13. ZESTAW DO KOLEKTORA ODPADÓW
Aby zamontować złączkę kolektora A1 (Rys. 6),
umieść ją w centralnym zagłębieniu podstawy T
(Rys. 6), elementem wydechowym skierowanym
do tylu, po czym przykręć ją śrubkami B1 (Rys.
6). Złączka kolektora A1 może być bezpośrednio
podłączona do rury odkurzaczy AS182K,
AS282K lub za pomocą standardowego zestawu
do odciągu 6446073 lżejszego i o mniejszej
średnicy, lub 1746245 o długości 5m, C1 (Rys.
6), który może być podłączony do AS182K,
AS282K lub jakiegokolwiek innego odkurzacza
przemysłowego.
40
14. DODATKOWA DYSZA DO ODCIAGU
Aby zapewnić wydajne odsysanie wiórów
podczas pracy urządzenia z frezami o średnicy
mniejszej niż 30 mm, zastosuj dyszę do odciągu
A1 (Rys. 6), razem z załączonym pierścieniem
F1 (Rys. 6).
Jeśli używasz frezów o średnicy większej niż 30
mm i mniejszej niż 40 mm, zdejmij pierścień F1
(Rys. 6) z dyszy A1 (Rys. 6) i pracuj jedynie z
dyszą. Aby ponownie zamontować pierścień,
wystarczy go wcisnąć dokładnie w zagłębienie
dyszy.
15. WYMIANA SZCZOTEK
Odłącz urządzenie od źródła
zasilania zanim przystąpisz do tej
operacji.
Szczotki muszą być wymieniane, gdy osiągną
swą minimalną długość 5 mm. Aby tego dokonać
wyjmij zatyczki D1 (Rys. 8), które trzymają
szczotki E1 (Rys. 8) i wymień je na nowe
oryginalne szczotki VIRUTEX, upewniając się, że
przesuwają się one swobodnie po prowadnicach.
Zaleca się aby włączyć urządzenie na kilka
minut po wymianie szczotek, co upewni nas,
że szczotki ułożyły się odpowiednio w swoim
miejscu. Skorzystaj z okazji, aby sprawdzić stan
kolektora. Jeśli kolektor wygląda na nadpalony
lub zadrapany, zaleca się jego renowację w
ocjalnym serwisie VIRUTEX.
16. SMAROWANIE I CZYSZCZENIE
Urządzenie opuszcza fabrykę całkowicie
nasmarowane i nie wymaga dodatkowych działań
w tym zakresie podczas swego życia roboczego.
Ważne jest aby zawsze dokładnie czyścić
urządzenie po użyciu za pomocą sprężonego,
suchego powierza. Utrzymuj kabel zasilający w
idealnym stanie.
17. AKCESORIA DODATKOWE
Do urządzenia można dołączyć następujące
akcesoria:
5000000 Szablon do frezowania na "jaskółczy
ogon" PL11
6027103 Tulejka Ø 12
6727106 Tulejka Ø 1/2"
6022389 Redukcja frezu z 1/2" na 3/8"
6022390 Redukcja frezu z 1/2" na 1/4"
6446073 Standardowy zestaw do odciągu 2,25m.
Page 41

1746245 Zestaw do odciągu 5m
Pierścienie prowadzące:
7722168 Ø zewnętrzne 10 mm do frezów 6 mm.
7722120 Ø zewnętrzne 12 mm do frezów 8 mm.
7722121 Ø zewnętrzne 14 mm do frezów 10 mm.
7722122 Ø zewnętrzne 16 mm do frezów 12 mm.
7722169 Ø zewnętrzne 18 mm do frezów 14 mm.
7722118 Ø zewnętrzne 20 mm do frezów 16 mm.
7722119 Ø zewnętrzne 27 mm do frezów 23 mm.
7722114 Ø zewnętrzne 30 mm do frezów 26 mm.
Pierścienie prowadzące do szablonu na
"jaskółczy ogon":
7722161 do frezu Ø 9.5 i szerokości odstępów 16
7722123 do frezu Ø 15 i szerokości odstępów 26
7722162 do frezu Ø 20 i szerokości odstępów 34
6040313 Węglikowy frez palcowy Ø 16
18. HAŁAS I POZIOM WIBRACJI
Pomiary poziomów hałasu oraz wibracji
opisywanego urządzenia zostały dokonane
zgodnie ze standardami europejskimi EN 60745-217 i EN60745-1 i służą jako punkt odniesienia przy
porównaniach z innymi urządzeniami o podobnych
zastosowaniach.
Przedstawiony poziom wibracji został określony dla
podstawowych zastosowań urządzenia i może on
być uznany za wartość wyjściową przy szacowaniu
ryzyka związanego z wpływem wibracji. Jednakże,
wibracje mogą osiągnąć poziomy, które będą
odbiegały od przedstawionej wartości jeśli warunki
zastosowania będą inne, jeśli zastosujemy
inne urządzenia lub jeśli urządzenie, jego układ
elektryczny lub akcesoria nie będą konserwowane
we właściwy sposób. Wówczas poziom wibracji
może osiągać wyższą wartość, w zależności od
wykonywanej pracy i sposobu w jaki korzystamy
z urządzenia.
Dlatego też, należy określić wytyczne
bezpieczeństwa, aby uchronić użytkownika przed
działaniem wibracji, takie jak dbanie o to, aby
urządzenie oraz jego układy były utrzymywane
w idealnym stanie i ustalanie okresów pracy
(czas pracy, gdy urządzenie jest poddawane
obciążeniom oraz czas pracy, gdy urządzenie
nie jest poddawane obciążeniom, czyli nie jest
używane, jako że ograniczenie czasu pracy bez
obciążenia może mieć istotny wpływ na całościową
wartość oddziaływania).
urządzenia.
Wszelkie naprawy powinny być dokonywane
przez ocjalny serwis VIRUTEX.
20. UTYLIZACJA SPRZĘTU ELEKTRYCZNEGO
Nigdy nie wyrzucaj sprzętu elektrycznego razem z
odpadkami domowymi. Utylizuj sprzęt, akcesoria
i opakowania w sposób, który zminimalizuje
jakikolwiek niekorzystny wpływ na środowisko.
Postępuj zgodnie z przepisami aktualnymi w Twoim
kraju. Wytyczne zgodne z Unią Europejską
i krajami europejskimi stosującymi się do
zaleceń zasad selekcji odpadów: Jeśli na
produkcie, lub w dołączonej do niego dokumentacji
pojawia się ten symbol, produkt taki nie może być
po zakończeniu swojej żywotności zutylizowany
wraz z odpadkami domowymi.
Zgodnie z Dyrektywą Europejską 2002/96/
EC, użytkownik może skontaktować się z
przedsiębiorstwem, w którym zakupił produkt, lub z
odpowiednimi władzami lokalnymi, aby dowiedzieć
się gdzie i jak może zutylizować produkt w sposób
bezpieczny i przyjazny środowisku.
VIRUTEX zastrzega sobie prawo do dokonywania
zmian technicznych w urządzeniach bez
uprzedzenia.
19. GWARANCJA
Wszystkie elektronarzędzia VIRUTEX są objęte
12-miesięczną gwarancją obowiązującą od daty
zakupu. Gwarancja nie obejmuje wszelkich
uszkodzeń spowodowanych niewłaściwym
użytkowaniem lub naturalnym zużyciem
41
Page 42
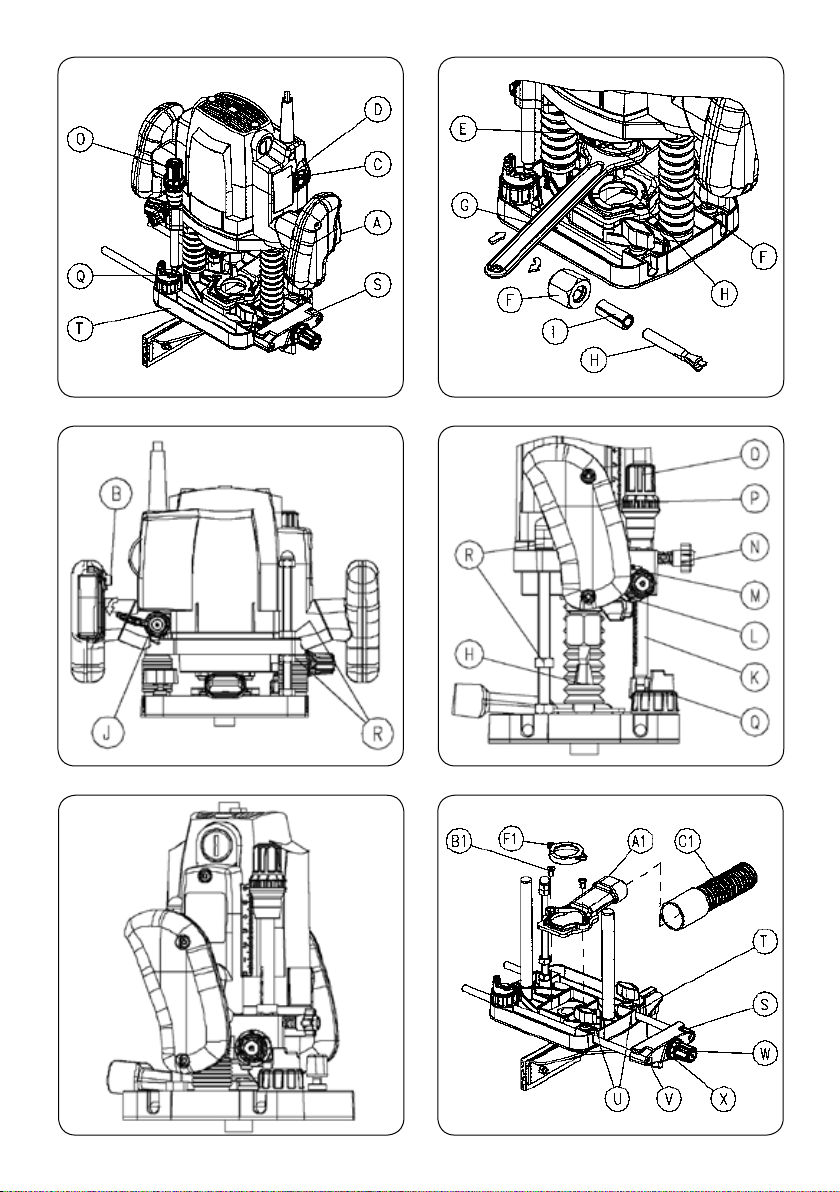
Fig. 1
Fig. 2
Fig. 3
Fig. 5
Fig. 4
Fig. 6
42
Page 43

Fig. 7
Fig. 8
43
Page 44
Acceda a toda la información técnica.
Access to all technical information.
Accès à toute l’information technique.
Zugang zu allen technischen Daten.
Accedere a tutte le informazioni tecniche.
Aceso a todas as informações técnicas.
Dostęp do wszystkich informacji technicznych.
Доступ ко всей технической информации.
6096443 072022
Virutex, S.A.
Av. de la Llana, 57
08191 Rubí (Barcelona) (Spain)
www.virutex.com
 Loading...
Loading...