

UTICA BOILERS TCI-150RA-3/8, TCI-250R, TCI-75FRN, CH-150, CH-75F Instruction Manual
...
Instruction Manual
in.-lb. Nm in.-lb. Nm
TCI-150RA * 30-150 3.4-17.0 1.0 0 . 1 1 1/4"
TCI-150RA-3/8 * 30-150 3.4-17.0 1.0 0 . 1 1 3/8"
TCI-250R * 50-250 5.7-28.3 1.0 0 . 1 1 3/8"
TCI-750R 150-750 ------ 5.0 ------ 3/8"
TCI-750R-1/2 150-750 ------ 5.0 ------ 1/2"
* Note: Dual Scale Model
ft.-lb. Nm ft.-lb. Nm
TCI-75FRN * 15-75 20.3-102 0.5 0.7 3/8"
* Note: Dual Scale Model
in.-lb. Nm in.-lb. Nm
CH-150 * 30-150 3.4-17.0 1.0 0 . 1 1 --* Note: Dual Scale Model
ft.-lb. Nm ft.-lb. Nm
CH-75F *
15-75 20.3-102 0.5 0.7 --CH-150F * 30-150 40.7-203 1.0 1.4 --* Note: Dual Scale Model
in.-lb. Nm ft.-lb. cm-kg
CHA-6 10-50 1.2-6 0.9-4.5 12-60 --CHA-11 20-100 2.2-11 1.6-8 22-110 --CHA-23 40-200 4.6-23 3.4-17 46-230 --CHB-55 100-500 11-55 8-40 112-560 --CHB-85 150-750 17-85 12.5-62.5 172-860 --CHB-110 200-1000 22-110 16-80 224-1120 --CHB-170 300-1500 34-170 25-125 346-1730 --CHB-225 400-2000 45-225 33-165 460-2300 ---
Torque Range
Graduations
Drive Size
Single Setting (Preset) Wrench
Model No.
Drive Size
Torque Range
Model No.
Model No.
Torque Range
Graduations
Drive Size
Micrometer Adjustable Wrench (in.-lb. Graduations)
Model No.
Torque Range
Graduations
Drive Size
Micrometer Adjustable Wrench (ft.-lb. Graduations)
Model No.
Ratchet Head (in.-lb. Graduations)
Drive Size
Torque Range
Graduations
Ratchet Head (ft.-lb. Graduations)
45-8448
®
Utica
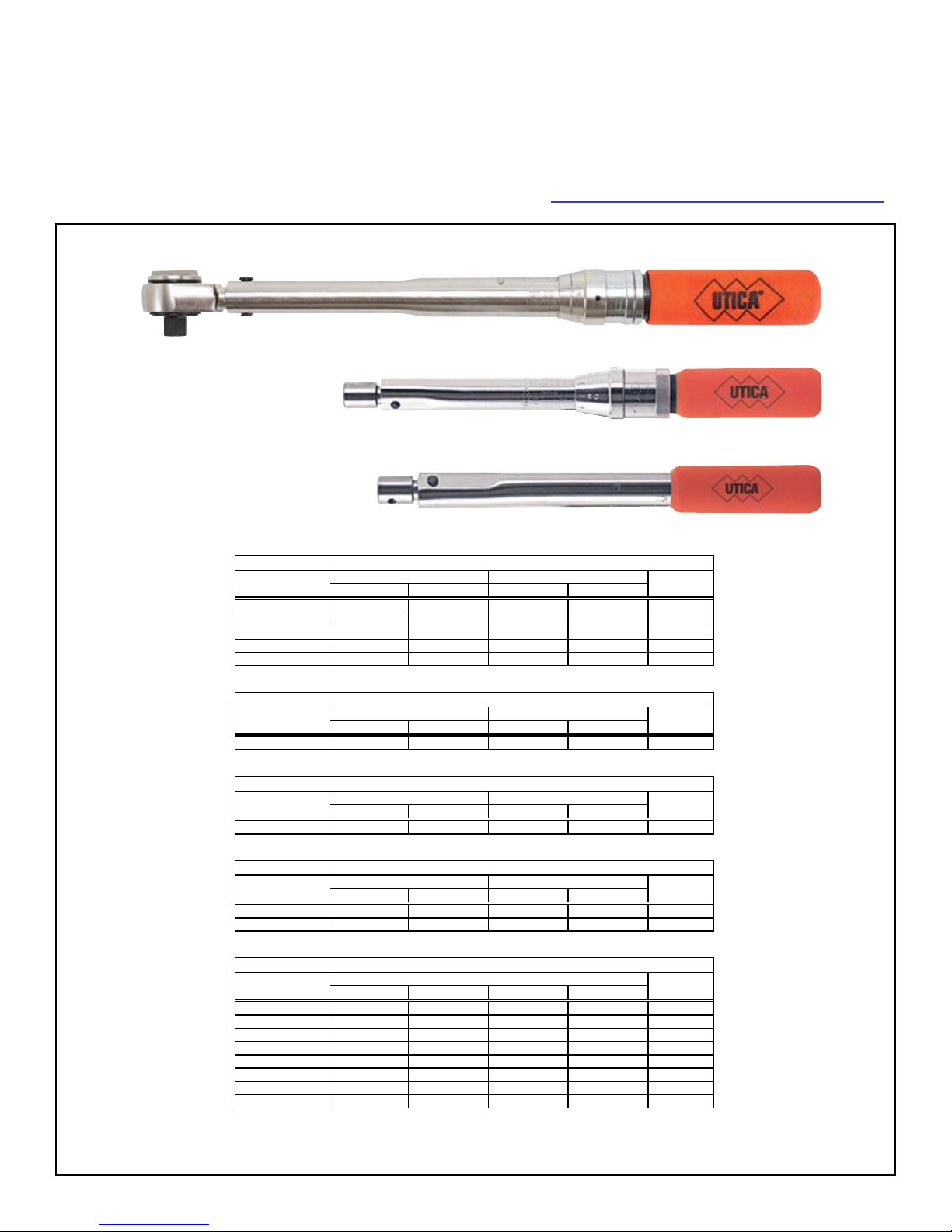
CH & TCI Series
Click Type Torque Sensing Wrenches
Ratchet Head
Micrometer Adjustable
Single Setting
Note: Single setting wrenches do not have a scale and must be set on a torque tester.

45-8448
Utica
®
“Click” Type Torque Sensing Wrenches
Micrometer Adjustable Torque Sensing Wrenches:
These torque sensing wrenches automatically signal by
SOUND and IMPULSE when the desired torque is reached.
These wrenches are calibrated for right hand (clockwise) and
left hand (counter clockwise) torque applications.
Setting a Torque:
Unlock: Pull back, fully, and hold the automatic lock collar.
While holding the lock collar, advance the handle up the barrel
by turning it in a clockwise direction or counter clockwise to
move down the barrel. The barrel is marked in even increments
of torque and one complete turn of the handle will change the
torque setting one complete barrel increment.
If the barrel is marked in increments of ten, each complete
turn of the handle would change the torque setting by ten.
The sleeve die is marked around the circumference with
intermediate increments.
The sleeve die markings start at 10 and are divided into ten
equal marks. Every other mark is numbered. To set at an even
barrel increment the zero marking on the sleeve die should line
up with the center of the barrel marking, see Figure 1.
Figure 1
Center
Line Barrrel
Marking
Barrel Die
Increment
Sleeve Die
Increment
By advancing the handle one sleeve die mark you have
increased the torque an amount equal to 1/10th the increase
between two barrel increments, see Figure 2.
Figure 2
Lock:
When you have lined up a sleeve die mark with the center
line barrel mark, you can release the lock collar and it will
automatically move forward and lock the handle to the barrel.
To Use:
Attach the appropriate socket wrench or adapter to the torque
wrench square drive and apply to the application. Hold the
torque wrench by the padded handle and tighten the fastener.
Apply force with a steady, smooth action.
Do not apply force by holding any part of the wrench, other
than the padded handle. Do not use an extension or other
lever aid on the handle. When the torque setting is reached,
the wrench will momentarily release with a feel impulse and
audible click. The wrench will move freely through a small arc
of approximately two (2) degrees. At this point the set torque
has been achieved and force on the handle must be released.
The wrench will automatically snap back to it’s original position
and is ready for the next torque application.
NOTE: When set at the lower torque range, the audible signal
will be much lower. However, there is an audible sound which
in conjunction with the feel impulse should present no difculty
in operating the wrench at the lower scale settings.
Torque Extensions:
When an extension is used on the drive end of the torque
wrench, the torque applied at the end of the extension is NOT
the same as the torque setting on the wrench. The method of
determining the actual torque produced using various types of
extensions is as follows:
Ta = Torque applied at the end of extension
Tw = Torque Wrench setting
L = Length of wrench (center of handle to drive)
A = Length of extension *
* Note: Dimension always taken parallel to the line of
the wrench regardless of extension conguration.
If the barrel increments are 10, 20, etc. and the original setting
was 30, by moving the handle on the sleeve die one increment
you increase the torque an amount equal to 1. Your new torque
setting would be 31. If you turned the handle four (4) sleeve die
marks in a clockwise direction from zero you have advanced
the torque four (4) increments and your new torque setting
would be 34, see Figure 3.
Figure 3
Figure 4
NOTE: To obtain the actual torque values as calculated, force
must be applied only at the center point of the handle.
 Loading...
Loading...