

Universal Air Tools UT5735 User Manual
Operator Instructions Important
t
T
Includes - Foreseen Use, Work Stations, Putting Into Service,
Operating, Dismantling, Assembly and Safety Rules
Manufacturer/Supplier Product Type
Universal Air Tool Company Limited
Unit 8
Lane End Industrial Park
High Wycombe
Bucks
HP14 3BY
Tel No Fax No
(01494) 883300 (01494) 883237
Read these instructions carefully before insta lling, operating,
servicing or repairing this tool. Keep these instructions in a safe
accessible place.
Extended Die Grinder
Model No/Nos Serial No
UT5735
RPM
25,000
Cycles Per Min
Product Nett Weight
1.65
0.66 3/8 10 30 10
Recommended Working
Recommended Minimum
Maximum
Use - Safety Glasses
Use - Safety Gloves
Use - Safety Boots
Use - Breathing Masks
Use - Ear Protectors
lbs
Kg
Air Pressure
Perso n a l Sa fe t y E q ui pm en t
Foreseen Use Of The Tool
This die grinder is prima rily de signe d for u se with bonded
abrasive mounted point grinding wheels. It may also be used
with ste el rotary files and carbide bu rrs provided their speed
rating matches the speed of the grinder.
This tool should not be fitted with cutting off wheels, saw
blades, drill bits, etc. If there is any doubt about the correct use
of this product contact your supplier for advice.
Also make sure th at the shank s ize of the a ttachment to be
driven matches with the collet size fitted in the grinder and that
the maximum allowed running spee d of the attachment exceeds
that marked on the grinder.
There are special rules governing the use of bonded abrasive
mounted point grinding wheels - for details see section
"Operating".
Recommended Use Of
Balancer Or Support
No
6.3
bar
90
PSI
n/a
7.0
bar
bar
Yes
Yes
Yes
Yes
n/a
100
PSI
PSI
Recommended Hose Bore
Size - Minimum
Ins M/M Ft M
Noise Level
Sound Pressure Level 91.0 dB(A)
Sound Power Level 98.0 dB(A)
Test Method
Tested in accordance with Pneurop
est code PN8NTC1 and ISO Standard 3744
Vibration Level
Test Method
ested in accordance with ISO
standard 8662/1 & 8662/13
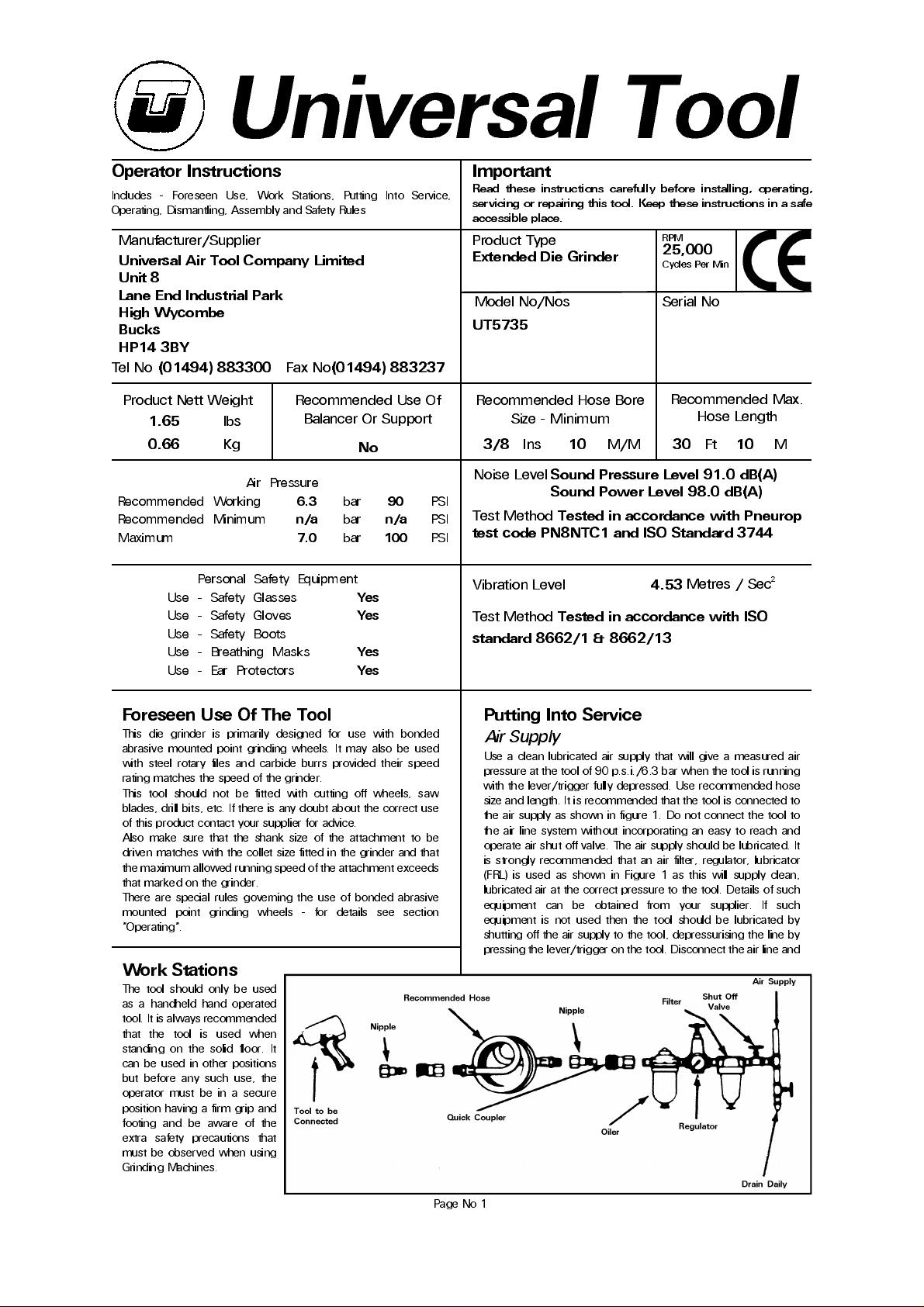
Putting Into Service
Air Supply
Use a clean lubricated air supply that will give a measured air
pressure at the tool of 90 p.s.i./6.3 bar when the tool is running
with the lever/trigger fully depressed. Use recommended hose
size and length. It is recommended that the tool is connected to
the air supply as shown in figure 1. Do not connect the tool to
the air line system without incorporating an easy to reach and
operate air shut off valve. The air supply should be lubricated. It
is strongly recommended that an air filter, regulator, lubricator
(FRL) is used as shown in Figure 1 as this will supply clean ,
lubricated air at the correct pressure to the tool. Details of such
equipment can be obtained from your supplier. If such
equipment is not used then the tool should be lubricated by
shutting off the air supply to the tool, depressurising the line by
pressing the lever/trigger on the tool. Disconnect the air line and
Recommended Max.
4.53
Work Stations
The tool should only be used
as a handheld hand operated
tool. It is always recommended
that the tool is used when
standing on the solid floor. It
can be used in other positions
but before an y such us e, the
operator mus t be in a se cure
position having a firm grip and
footing and be a wa re of t he
extra safety precautions that
must be observed when using
Grinding Machines.
Hose Length
Metres / Sec²
Page No 1
pour into the intake bushing a teaspoonful (5ml) of a suitable
pneumatic motor lubricating oil preferably incorporating a rust
inhibitor. Reconnect tool to air supply and run tool slowly for a
few sec onds to allow air to circulate the oil. If tool is used
frequently lubricate on daily basis and if tool starts to slow or
lose power.
It is recommended that the air pressure at the tool whilst the
tool is running is 90 p.s.i./6.3 bar. The tool can run at lower and
higher pressures with the maximum permitted working air
pressure of 100 p.s.i./7.0 bar.
Operating
Select a suitable mounted point that has a free running speed
higher than the maximum running speed marked on the tool.
Make sure that the diameter of the shank exactly matches the
diameter of the collet mounted in the grinder. There are four
standard sizes of collet available for use with this grinder, i.e.
1) - 1/4" Dia (0.250ins) (6.35mm)
2) - 6mm (0.236ins)
3) - 1/8" (0.125ins) (3.175mm)
4) - 3mm (0.118ins)
Never try to force a 1/4" diameter shank into a 6mm collet or a
1/8" diameter shank into a 3mm collet. Never try to close a
1/4" diameter collet to secure a 6mm shank or a 1/8" diam eter
collet to secure a 3mm diameter shank. Always match correctly
the shan k s i z e t o t h e coll et s i z e. I f unce rt a i n, h av e p a rt s
measured by a competent person.
Push the shank as far as possible into the collet and tighten the
collet nut u sing the spanners provided on the collet nut and
output spindle.
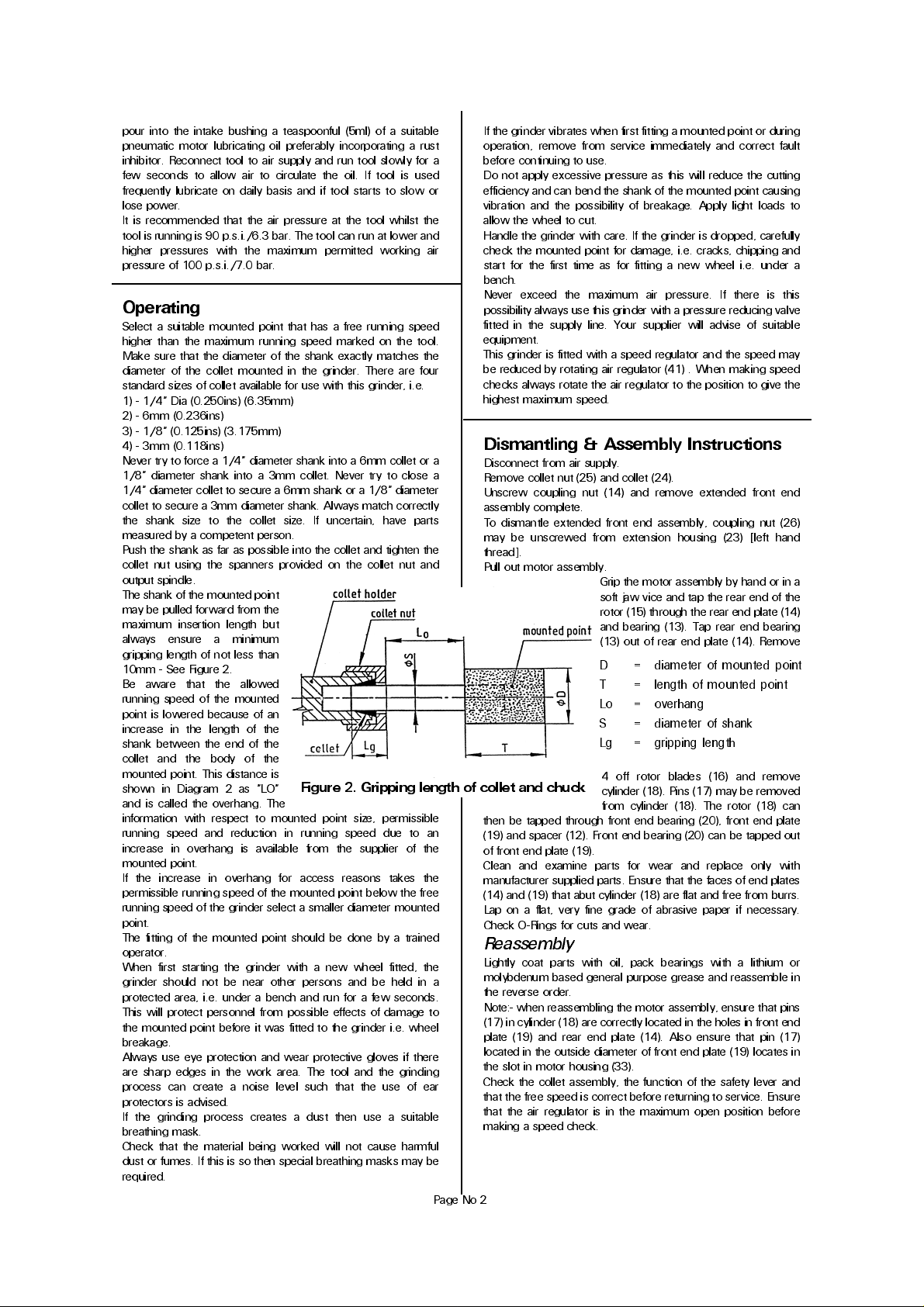
The shank of the mounted point
may be pulled forward from the
maximum insertion length but
always ensure a minimum
gripping length of not less than
10mm - See Figure 2.
Be aware that the allowed
running speed of the mounted
point is lowered because of an
increase in the length of the
shank between the end of the
collet and the body of the
mounted point. This distance is
shown in Diagram 2 as "LO"
and is called the overhang. The
information with respe ct to mount ed point size, pe rmissible
runni ng speed and r educti on in r unn i ng spee d d ue to an
incre as e i n o v er ha ng i s ava i l able fro m th e su p p l i e r o f th e
mounted point.
If the increase in overhang for access reasons takes the
permissible running speed of the mounted point below the free
running speed of the grinder select a smaller diameter mounted
point.
The fitting of the mounted point should be done by a trained
operator.
When first starting th e grinder w ith a ne w whee l fitted, the
grinder should not be near othe r persons and be held in a
protected area, i.e. under a bench and run for a few seconds.
This will protect personnel from possible effects of damage to
the mounted point before it was fitted to the grinder i.e. wheel
breakage.
Always use eye protection and wear protective gloves if there
are sharp edges in the work area. The tool and the grinding
process can create a noise level such that the use of ear
protectors is advised.
If the grinding process creates a dust then use a suitable
breathing mask.
Check that the material being worked will not cause harmful
dust or fumes. If this is so then special breathing masks may be
required.
Figure 2. Gripping length of collet and chuck
Page No 2
If the grinder vibrates when first fitting a mounted point or during
operation, re move from service immediately and corre ct fault
before continuing to use.
Do not apply excessive pressure as this will reduce the cutting
efficiency and can bend the shank of the mounted point causing
vibration an d the possibility of breakage. Apply light loads to
allow the wheel to cut.
Handle the grinder with care. If the grinder is dropped, carefully
check the mounted point for damage, i.e. cracks, chipping and
start for the first time a s for fitting a new wheel i.e. un der a
bench.
Never exceed the maximum air pressure. If there is this
possibility always use this grinder with a pressure reducing valve
fitted in the s upply line. Your supplier will advise of suitable
equipment.
This grinder is fitted with a speed regulator and the speed may
be reduced by rotating air regulator (41) . When making speed
checks always rotate the air regulator to the position to give the
highest maximum speed.
Dismantling & Assembly Instructions
Disconnect from air supply.
Remove collet nut (25) and collet (24).
Unscrew coupling nut (14) and remove extended front end
assembly complete.
To dismantle extended front end assembly, coupling nut (26)
may be un sc re we d from ex te ns ion h ousing (23) [left ha nd
thread].
Pull out motor assembly.
Grip the motor assembly by hand or in a
soft jaw vice and tap the rear end of the
rotor (15) through the rear end plate (14)
and bearing (13). Tap rear end bearing
(13) out of rear end plate (14). Remove
D = diameter of mounted point
T = length of mounted point
Lo = overhang
S = diameter of shank
Lg = gri pping length
4 off rotor bl ades (16) and remove
cylinder (18). Pins (17) may be removed
from cylinder (18). Th e rotor (18) can
then be tapped through front end bearing (20), front end plate
(19) and spacer (12). Front end bearing (20) can be tapped out
of front end plate (19).
Clean an d e xam i n e p a r t s f or we ar and r e p l ac e only with
manufacturer supplied parts. Ensure that the faces of end plates
(14) and (19) that abut cylinder (18) are flat and free from burrs.
Lap on a flat, very fine grade of abrasive paper if necessary.
Check O-Rings for cuts and wear.
Reassembly
Lightly c oat parts with oil, pa ck bea rin gs w ith a lithium or
molybdenum based general purpose grease and reassemble in
the reverse order.
Note:- when reassembling the motor assembly, ensure that pins
(17) in cylinder (18) are correctly located in the holes in front end
plate (19) and rear end plate (14). Also ensure that pin (17)
located in the outside diameter of front end plate (19) locates in
the slot in motor housing (33).
Check the collet assembly, the function of the safety lever and
that the free speed is correct before returning to service. Ensure
that the air regulator is in the maximum open position before
making a speed check.
 Loading...
Loading...