

Union Special XF511H100MF, XF511H112MF User Manual
CATALOG
142M
NO.
Adjusting
instructions
and
First Edition
STYLES
XF511H100MF
XF511H112MF
illustrated
parts
list
\.
(
Maximum performance
machines
Finest Quality
for
ultra high speed seaming operations
XFSOO
Series flatbed
FOREWARD
This
new
UNION
adjusting these
reliability
The
setting
technical
SPECIAL
designed
manual
has
machine. Careful
machines
will enable
and
built
been
prepared to guide
attention
you
into every
Adjusting Instruction portion of
for
each
of the
components
related to
functions of the machine. Figures are
reference
letters
to point out specific items discussed.
Adjustments are presented in sequence
plished.
Some
adjustments
performed
out
the function of other related parts.
Implementation
ficant
downs.
machine,
designed
assure
improvements
Whenever
be
sure to
specifically
long
lasting
To
simplify indentification of repair
exploded views. A colored
anisms
of the
machine
of
preventative maintenance procedures
in operator productivity
it
becomes
insist
for your
necessary to
on
genuine
machine
service.
insert
in the center of
assembled.
you
in the maintenance of your
to the instructions for operating
to maintain the superior performance
UNION
this
used
of
make
UNION
and
SPECIAL
manual
forming
to
illustrate
so
that
sequence
by
avoiding costly
machine.
explains in detail the proper
the
stitch
and
completing the
the adjustments using
a logical progression
may
have
an
adverse
can
bring about
equipment
repairs or replace parts
SPECIAL
Repair Parts.
These
manufactured with utmost precision
parts,
the
mechanisms
this
are
illustrated
catalog presents the
is
accom-
effect
signi-
break-
on
your
parts are
mech-
and
and
on
to
by
Catalog
XF511H100MF
First
Copyright
Union
Rights
Reserved
Printed
No.
142M
For
Styles
XF511H112MF
Edition
1983
By
Special Corporation
In
All
Countries
In
U.S.A.
Apri
1,
1983
2
Each
UNION
machine,
Serial
SPECIAL
is
stamped
number
is
stamped
IDENTIFICATION OF MACHINES
machine
is
identified
by
a Style
number,
which
on
into the Style plate affixed to the right front of
into
bed
casting
STYLES OF MACHINES
at
the right rear base of
this
Class
machine.
machine.
Super
machine.
fully automatic forced feed lubricating
replaceable oil
high
speed,
Modular
filter,
maximum
performance,
construction,
quick
totally
stitch
medium
sewing
capacity, double locked
enclosed feed
system
with
built-in
change, adjustable feed
driven rear needle guard, quick adjustable looper avoid
XF511HlOOMF
Single needle, plain feed,
low
inertia
presser foot permitting
presser foot pressure for positive feeding
high
XF511Hll2MF
tremely
fabrics
such
ification
Maximum
Same
chain
recommended
as
Style
cutter.
sewing
as
401
SSa-1.
XF511HlOOMF
speeds - for
in trousers,
Type
128
speed
9000
except, equipped with
SAFETY RULES
CAUTION!
long
skirts,
GBS
R.P.M.,
seams
coats, jackets,
needle. Stitch
depending
and
looper drive
and
built-in
and
chaining,
on
light
stitch
mechanism,
oil
cooler, easily
lift,
independently
needle cooler.
light
even
at
to
medium
etc.
range
on
7-10
operation.
Power 11AIR-KLIPP
weight
Seam
S.P.I.
spec-
11
ex-
®
THIS
TO
PREVENT
-
All
power
PERSONAL
sources to the
justing or replacing
-
Wear
safety glasses.
-All
-DO
shields
NOT
tamper
Oil
has
and
with safety shields, guards,
been
SAFETY
guards
drained
SYMBOL
INJURY:
machine
parts.
MUST
from
be
oil with a Saybolt viscosity of
valent to
fill
to
TOP
UNION
SPECIAL
line
of level
specification
gauge
INDICATES
MUST
YOUR
be
TURNED
PERSONAL
OFF
SAFETY
before threading,
in position before operating
LUBRICATION
main
reservoir before shipment.
90
to
(B).
125
seconds
No.
175.
Replace
3
etc.,
filler
while
at
100
Remove
cap.
oil
IS
machine.
machine
degrees
fill
er
INVOLVED
oiling,
is
in operation.
Use a straight
F.
This
cap
(A,
is equi-
Fig.
ad-
mineral
1)
and
LUBRICATION (Continued)
CAUTION!
To
operating continously, the oil
should oil
located in
recommended
When
oil
starting
flow
indicator
to operate
rises
machine,
in
a short period of running time,
properly
lubrication
period
maintain
machine
system
and
RECHECK
maximum
recommended
should not
working
oil level.
and
must
remain
bottom
to
in the
of oil
change
machine
pan.
oil
filter
for
ALWAYS
after
watch
same.
If
this
be
run
the
indicates oil
properly, stop
speed
be
more
and
changed
than
replace
the
first
serviceability of
at
one
oil
oil
flow
for
machine
least
year.
filter
three
time, evaluate the contaminated condition to determine
changed
lift
Replace
THREAD
of shank, point, length, groove, finish
on
and
given
more
out
in reverse
MACHINE
Each
or less often.
filter
needle
cartridge.
AS
ILLUSTRATED
has
manner.
both
To
Remove
IN
a type
replace
filter,
brass by-pass valve
FIG.
1.
NEEDLES
and
size
number.
and
other
remove
The
details.
the needle shank, denotes largest diameter of blade,
eye. Collectively, type
on
the label of
all
and
needles
size
number
packaged
represent the
and
sold
by
filler
cap
indicator
is
not circulating
an
extended period.
after a nominal
every six
Two
oil drain plugs are
when
months
if
four
and
type
oil
of operation.
the oil
screws
assemble
number
The
size
measured
complete
UNION
SPECIAL
(A)
to assure
does
not
With
this
equipment
months.
is
changed.
filter
(C)
to
should
and
new
In
cover
filter.
denotes the
number,
midway
between
symbol,
CORPORATION.
that
rise
in
running
when
no
case
It
is
At
this
be
(D);
kind
stamped
shank
which
is
The
standard
090/036.
NEEDLE
128
To
Below
TYPE
GBS
have
needle or type
complete
NOTE:
order
Instructions stating direction or location,
rear of
unless otherwise noted.
ating direction;
recommended
is
the description
Round
double
eye, spotted, ball point,
plated.
needle orders
and
size
number
would
machine,
read 111000
are given
when
needle for
and
machines
covered
sizes available:
DESCRIPTION
shank,
round
point, short,
groove, struck groove, ball
chromium
promptly
ADJUSTING INSTRUCTIONS
and
should
needles,
accurately
be
forwarded.
Type
128
filled,
GBS,
such
relative
The
viewed
handwheel
from
to operator's position
rotates counterclockwise, in ope
the
right
end
is
an
Use
description
Size
as
right,
of
machine.
Type
SIZES
128
GBS,
Size
AVAILABLE
080/032, 090/036,
100/040, 110/044,
125/049, 140/054,
150/060.
empty
090/036
package, a
on
label. A
11
•
left,
at
front or
the
machine,
sample
r-
4
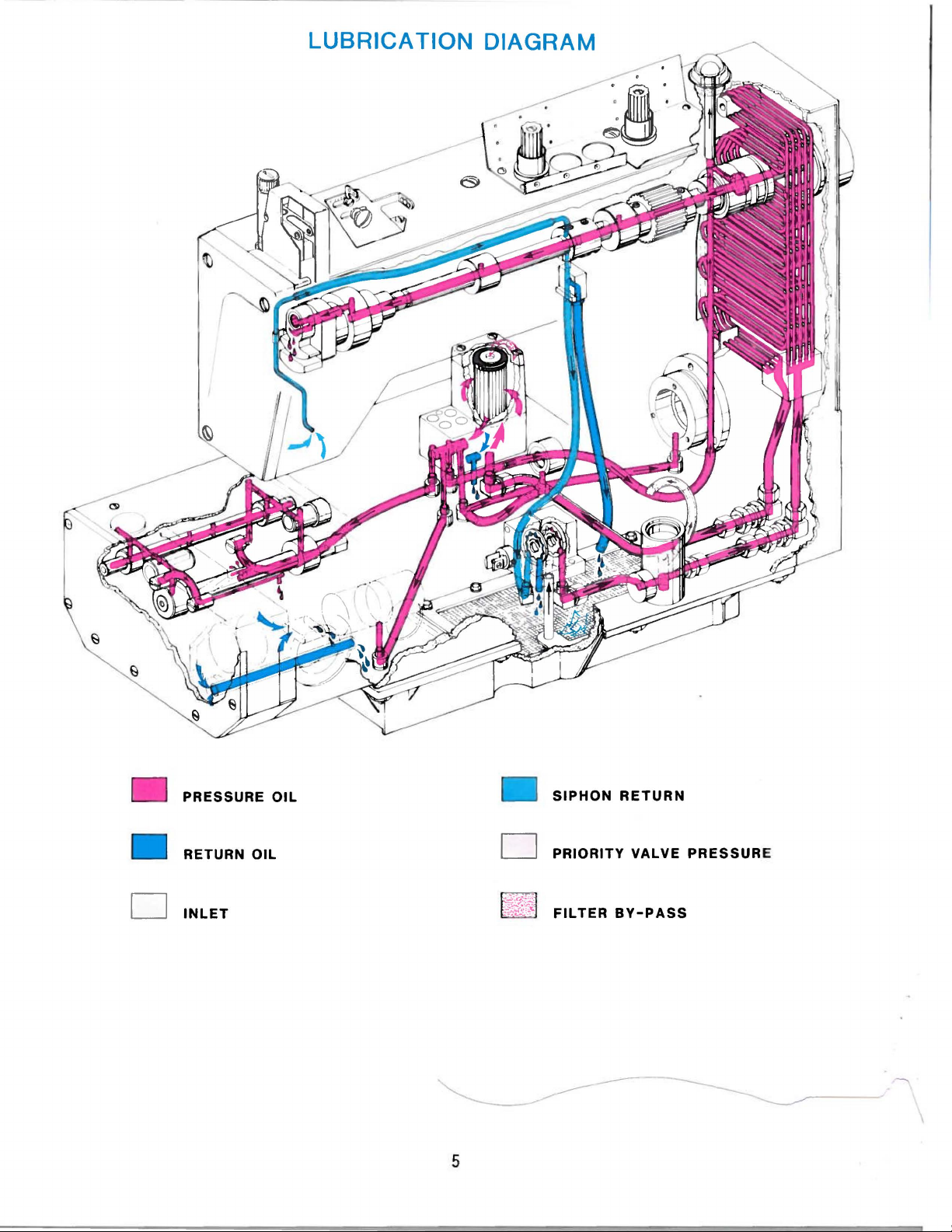
PRESSURE
OIL
SIPHON
RETURN
PRIORITY
FILTER
D
RETURN
INLET
OIL
D
5
VALVE
BY-PASS
PRESSUR
E
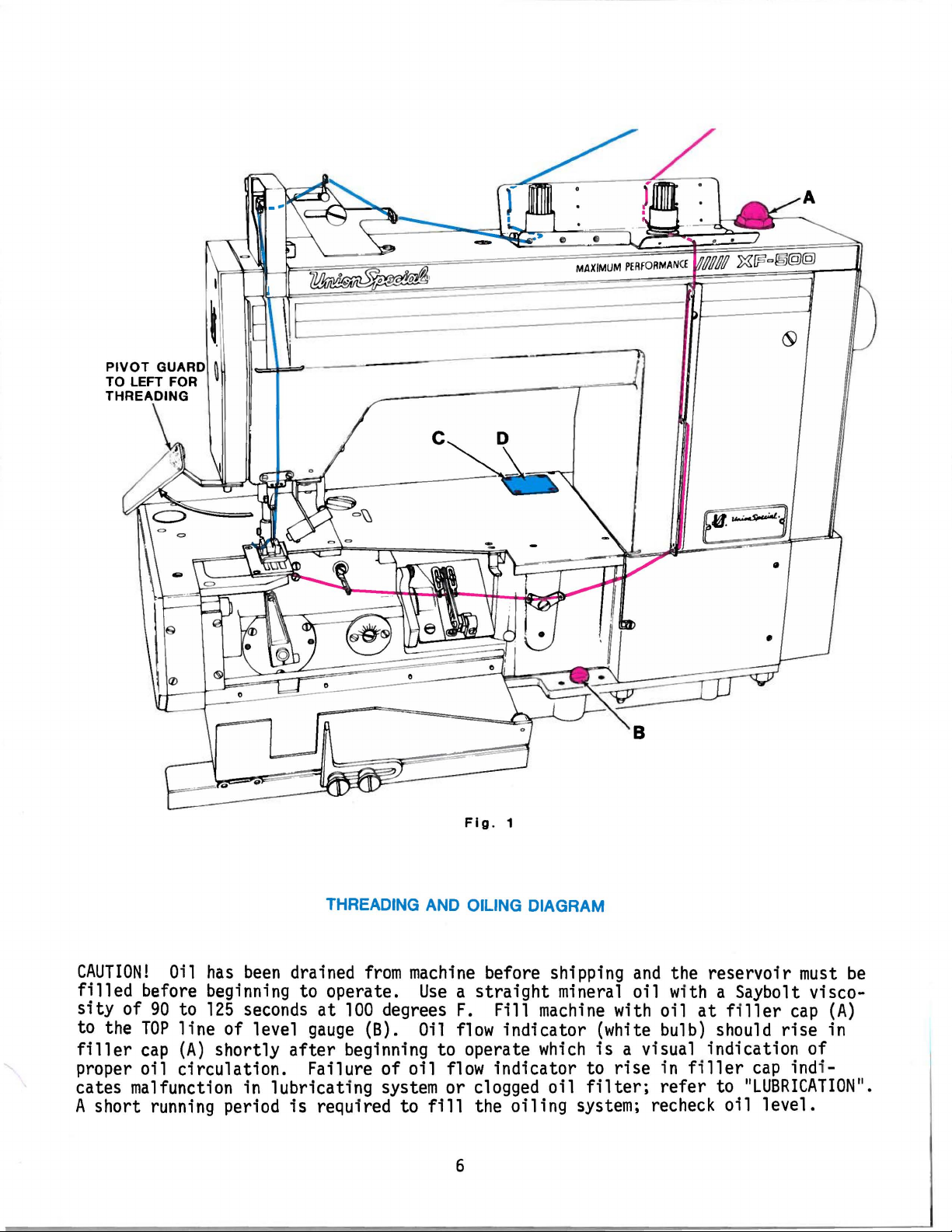
Fig.
1
THREADING AND OILING DIAGRAM
CAUTION!
filled
sity
of
to the
filler
proper oil circulation. Failure of oil
cates malfunction in lubricating
A short
Oil
has
been
drained
from
before beginning to operate.
90
to
125
TOP
cap
line
(A)
seconds
of level
shortly
at
gauge
after
100
degrees
(B).
beginning to operate
system
running
period
is
required to
machine
before shipping
Use a straight
F.
Fill
Oil
flow
flow
indicator (white bulb) should
indicator to
or clogged
fill
the oiling system; recheck oil level.
6
mineral oil with a Saybolt visco-
machine
which
oil
and
the reservoir
with oil
is
a visual indication of
rise
filter;
at
in
filler
refer
filler
to
"LUBRICATION".
cap
must
cap
rise
ind
be
(A)
in
i-
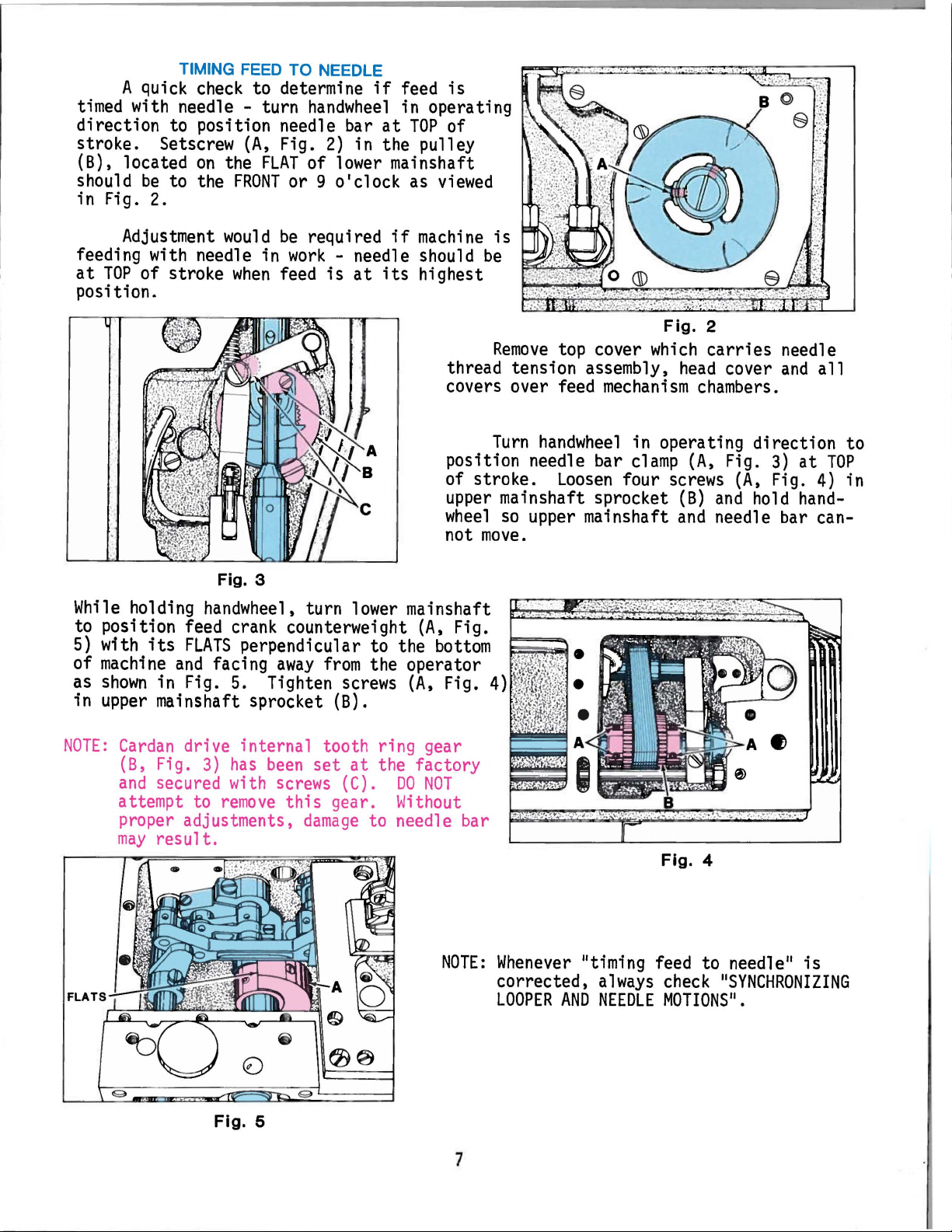
TIMING FEED TO NEEDLE
A
timed
quick
with needle - turn
check
to determine
handwheel
direction to position needle bar
(A,
Fig.
2)
stroke. Setscrew
on
(B), located
be
should
in Fig.
to the
2.
the
FLAT
FRONT
or 9 o'clock
of
in the pulley
lower
if
feed
is
in operating
at
TOP
of
mainshaft
as
viewed
Adjustment
would
feeding with needle in
at
TOP
of stroke
when
position.
Fig. 3
While
to position feed
5)
of
as
in
holding
with
its
machine
shown
upper
in Fig.
mainshaft sprocket (B).
handwheel,
FLATS
and
facing
crank
perpendicular to the
5.
be
required
work
feed
- needle should
is
at
turn
lower
counterweight
away
Tighten
from
screws
if
machine
its
highest
thread tension assembly,
covers over feed
position needle bar
of stroke.
upper
wheel
not
mainshaft
(A,
Fig.
bottom
the operator
(A,
Fig.
is
be
Remove
top cover
mechanism
Turn
handwheel
Loosen
four
mainshaft sprocket
so
upper
mainshaft
move.
4)
Fig.
2
which
carries
head
cover
needle
and
all
chambers.
in operating direction to
clamp
(A,
Fig.
screws
(B)
and
(A,
and
needle bar can-
3)
Fig.
hold
at
TOP
4)
hand-
in
NOTE:
Cardan
(B,
and
attempt to
drive internal tooth ring gear
Fig.
3)
has
been
secured with
screws
remove
proper adjustments,
may
result.
Fig.
5
set
this
damage
at
the factory
(C).
gear.
DO
Without
to needle bar
NOT
NOTE:
7
Whenever
corrected,
LOOPER
AND
"timing
always
NEEDLE
Fig.
4
feed
to needle"
check
"SYNCHRONIZING
MOTIONS".
is
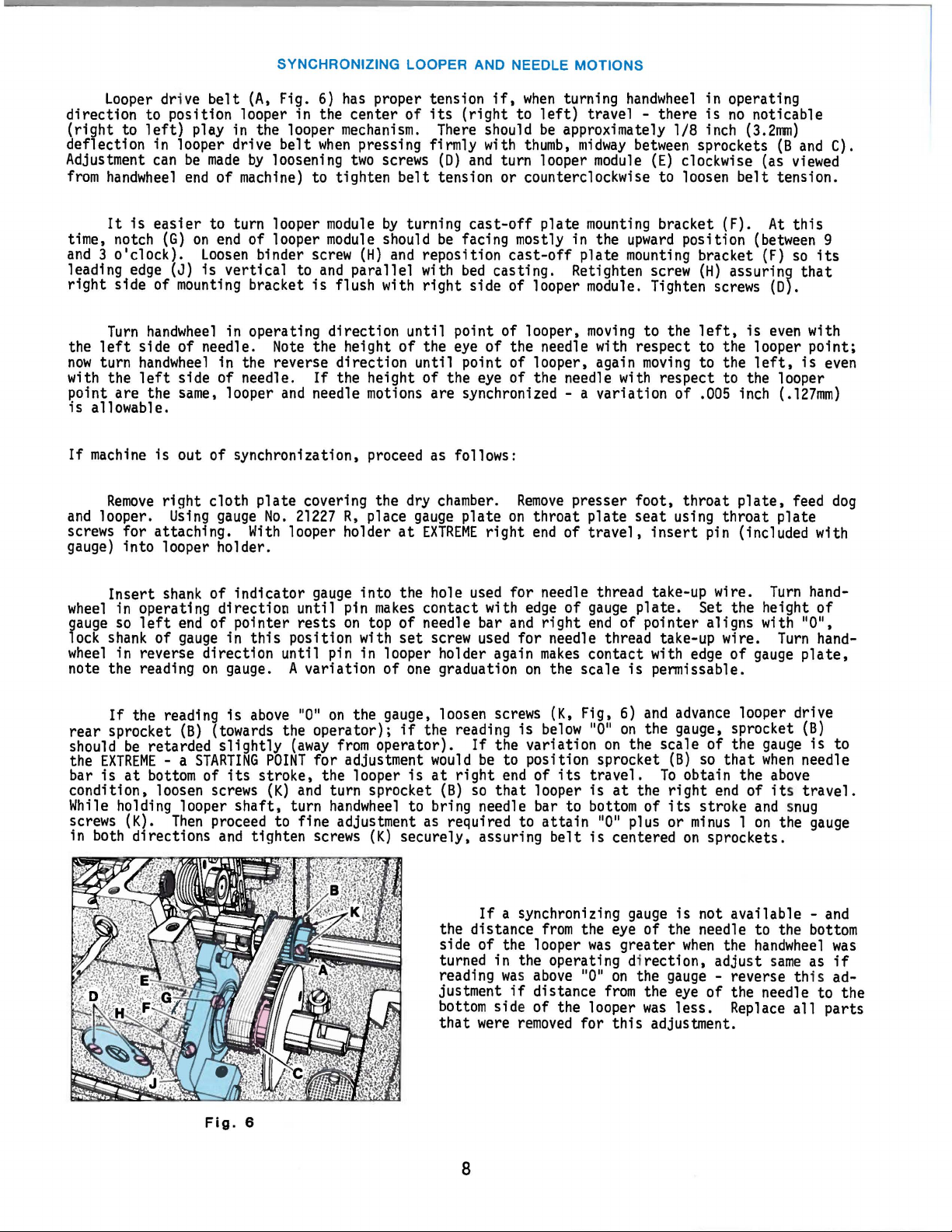
SYNCHRONIZING LOOPER AND NEEDLE
MOTIONS
Looper
dri
ve
belt
(A,
Fig.
6)
has
proper tension
direction to position looper in the center of
(right
deflection in looper drive
Adjustment
from
time, notch
and
leading
right
the
now
with the
point are the
is
If
and
screws
gauge)
to
left)
play
can
be
handwheel
It
is
end
easier
{G)
on
3 o'clock).
edge
side of
Turn
left
turn
(J)
mounting
handwheel
side of needle.
handwheel
left
side of needle.
same,
allowable.
machine
Remove
looper.
is
out of synchronization, proceed
right cloth
Using
for attaching.
into looper holder.
in
the looper
belt
made
by
loosening
of
machine)
to turn looper
end
of looper
Loosen
is
binder
vertical to
bracket
mechanism.
when
pressing firmly with
two
to tighten
module
module
screw
is
(H)
and
parallel with
flush with
screws
belt
by
turning
should
and
in operating direction until point of looper,
Note
the height
of
in the reverse direction until point of looper, again
If
looper
gauge
and
plate
No.
With
looper holder
the height of the
needle
motions
covering the dry
21227
R,
place
at
gauge
if,
when
its
There
(D)
(right
should
and
turn looper
turning
to
left)
be
approximately 1/8 inch
thumb,
midway
handwheel
travel - there
between
module
(E)
clockwise (as
tension or counterclockwise to loosen
cast-off
be
facing mostly
reposition
bed
right
the
casting.
side of looper
eye
of the needle with respect to the looper point;
plate
cast-off
mounting
in
the
plate
Ret
ighten
module.
moving
bracket (F).
upward
mounting
screw
Tighten
to the
position
moving
eye
of the needle with respect to the looper
are synchronized- a variation of
as
follows :
chamber. Remove
plate
EXTREME
on
right
presser foot, throat
throat plate seat using throat plate
end
of
travel,
insert
in operating
is
no
noticable
(3.2mm)
sprockets (Band
viewed
belt
tension.
At
this
(between
bracket
(H)
screws
left,
to the
.005
(F)
assurin9
(OJ.
is
even
left,
inch
(.127mm)
plate,
so
that
with
is
feed
its
pin (included with
C).
9
even
dog
wheel
gauge
lock
wheel
Insert
in
so
shank
in reverse direction until pin in looper holder again
shank
operating direction until pin
left
end
of
gauge
note the reading
If
the reading
rear sprocket
should
the
bar
be
EXTREME
is
at
(B)
retarded
- a
bottom
condition, loosen
While
screws
in
holding looper
(K).
both
directions
Then
of indicator
of pointer
in
this
on
gauge.
is
above
gauge
rests
into the hole
on
top of needle bar
position with
A variation of
"0"
on
the gauge, 1
(towards the operator);
slightly
STARTING
of
its
screws
shaft,
(away
POINT
from
for adjustment
stroke, the looper
(K)
and
turn sprocket
turn
handwheel
proceed to fine adjustment
and
tighten
screws
(K)
makes
operator).
contact with
set
screw
one
graduation
oosen
if
the reading
would
is
at
right
{B)
used
screws ( K,
If
the variation
be
to position sprocket
end
so
that
to bring needle bar to
used
as
required to
securely, assuring
If
a synchronizing
the distance
side of the looper
turned in the operating direction, adjust same as
reading was
justment
bottom
that
side of the looper
were removed
for needle thread take-up wire.
edge
of
and
right
gauge
end
plate. Set the height
of pointer aligns with "0",
for needle thread take-up wire.
makes
on
is
of
looper
above
if
distance
contact with
the scale
Fig,
below
its
"0"
travel.
is
bottom
attain
belt
is
from
the
was
"0"
for
edge
is
permissable.
6)
and
advance
on
the gauge, sprocket
on
the scale of the
(B)
so
To
at
"0"
plus or
centered
gauge
eye
greater
on
from
this
obtain the
the
right
of
its
stroke
minus 1 on
on
is
not available -
of the needle to the
when
the
gauge
the
eye
was
less.
adjustment.
of
1 ooper drive
that
end
sprockets.
the
- reverse th
of the needle to the
Replace
Turn
Turn
gauge
plate,
(B)
gauge
when
needle
above
of its
travel.
and snug
the
handwheel
all
hand-
of
hand-
is
to
gauge
and
bottom
was
if
is
ad-
parts
Fig.
6
8
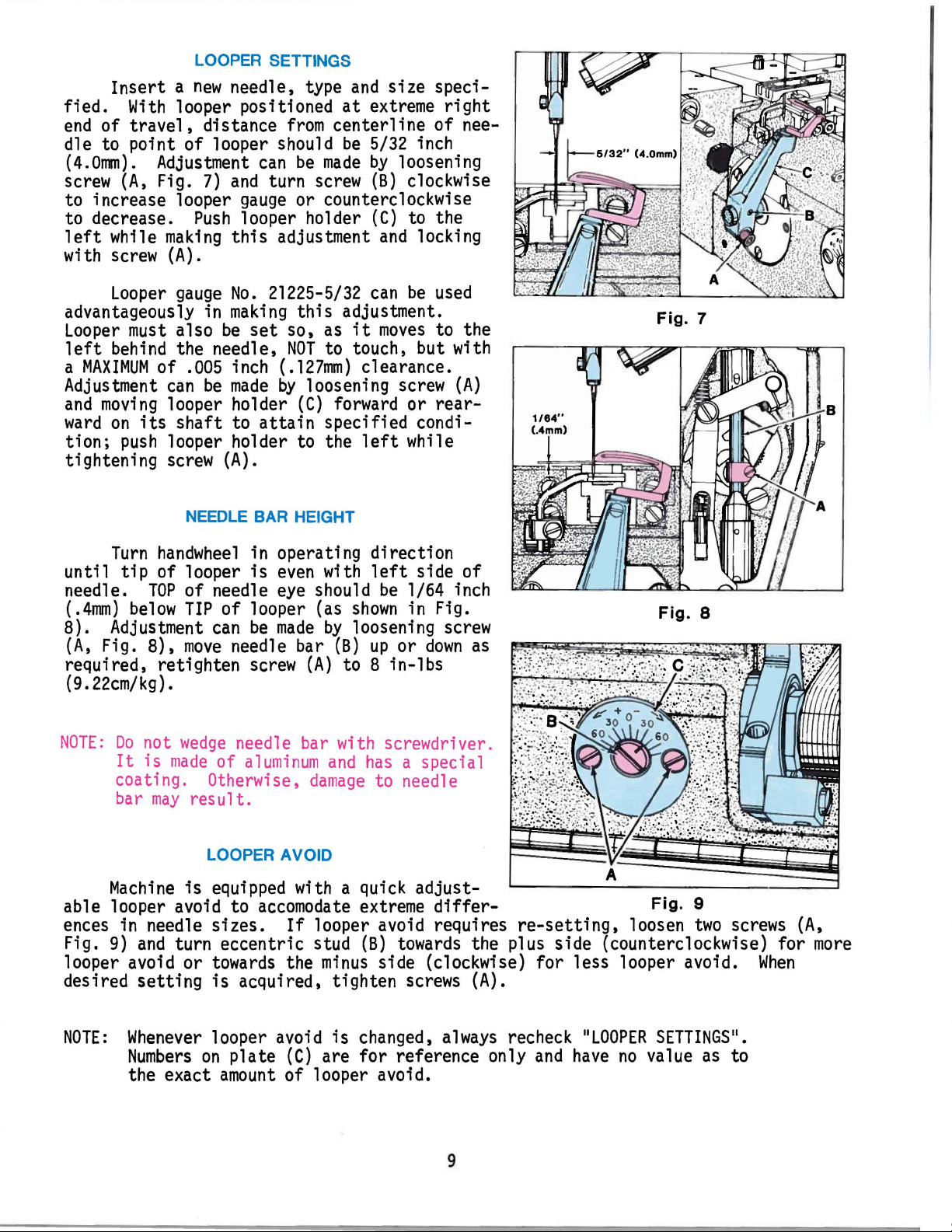
LOOPER SETTINGS
fied.
end
Insert a
With
of
travel,
new
needle, type
looper positioned
distance
from
dle to point of looper should
(4.0mm).
screw
to increase looper
to decrease.
left
while
with
(A,
screw
Adjustment
Fig.
7)
and
gauge
Push
looper holder
making
this
(A).
can
be
made
turn
screw
or counterclockwise
adjustment
and
size speci-
at
extreme
right
centerline of nee-
be
5/32 inch
by
loosening
(B)
clockwise
(C)
to the
and
locking
Looper
gauge
advantageously in
Looper
left
a
Adjustment
and
ward
tion;
tightening
until
needle.
(.4mm)
8).
(A,
must
behind
MAXIMUM
also
the needle,
of
can
moving
on
push
looper holder
its
shaft to
looper holder to the
screw
Turn
handwheel
tip
of looper
TOP
below
Adjustment
Fig. 8),
be
.005
be
NEEDLE BAR HEIGHT
of needle
TIP
of looper (as
can
move
required, retighten
(9.22cm/kg).
NOTE:
Do
It
not
is
wedge
made
of
coating. Otherwise,
may
bar
result.
No.
21225-5/32
making
set
inch
made
(.127mm)
by
attain
this adjustment.
so,
as
NOT
loosening
(C)
can
be
used
it
moves
to the
to touch, but with
clearance.
forward
screw
or rear-
(A)
specified condi-
left
while
(A).
in operating direction
is
even
eye
should
be
made
needle bar
screw
(A)
with
left
be
shown
by
loosening
(B)
up
or
to 8 in-lbs
side of
1/64 inch
in Fig.
screw
down
needle bar with screwdriver.
aluminum
and
damage
has
a special
to needle
as
Fig.
Fig.
7
8
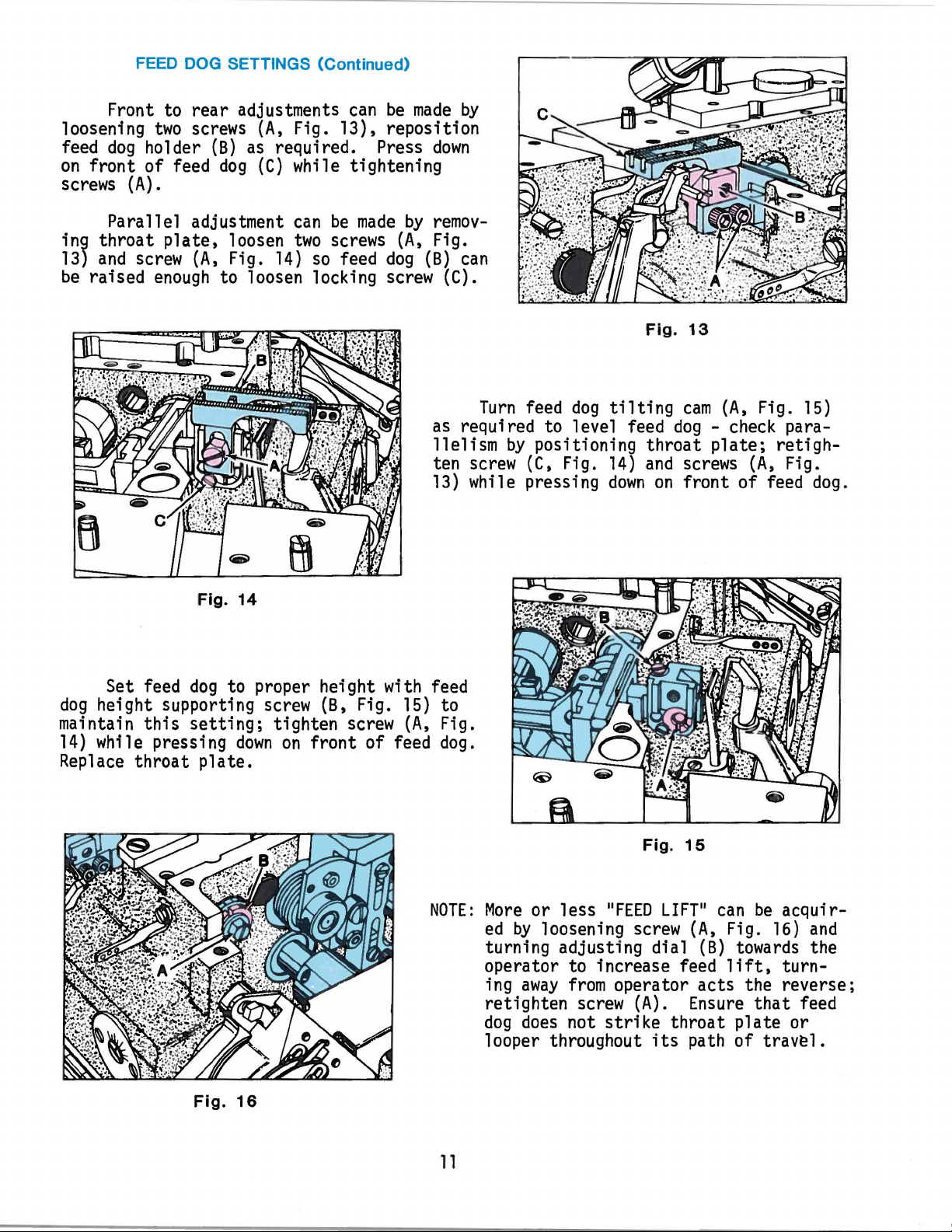
LOOPER AVOID
Machine
able looper avoid to
ences
Fig.
in needle sizes.
9)
and
looper avoid or
desired setting
NOTE:
Whenever
Numbers
the exact
is
equipped
with a quick adjust-
accomodate
If
looper avoid requires
turn eccentric stud
towards
is
acquired, tighten
looper avoid
on
plate
amount
the
minus
is
(C)
are for reference only
of looper avoid.
extreme
differ-
re-setting,
(B)
towards
the plus side (counterclockwise) for
side (clockwise) for less looper avoid.
screws
changed,
(A).
always
recheck 11LOOPER
and
9
have
Fig.
loosen
SETTINGS
no
value
9
two
as
screws
When
...
to
(A,
more
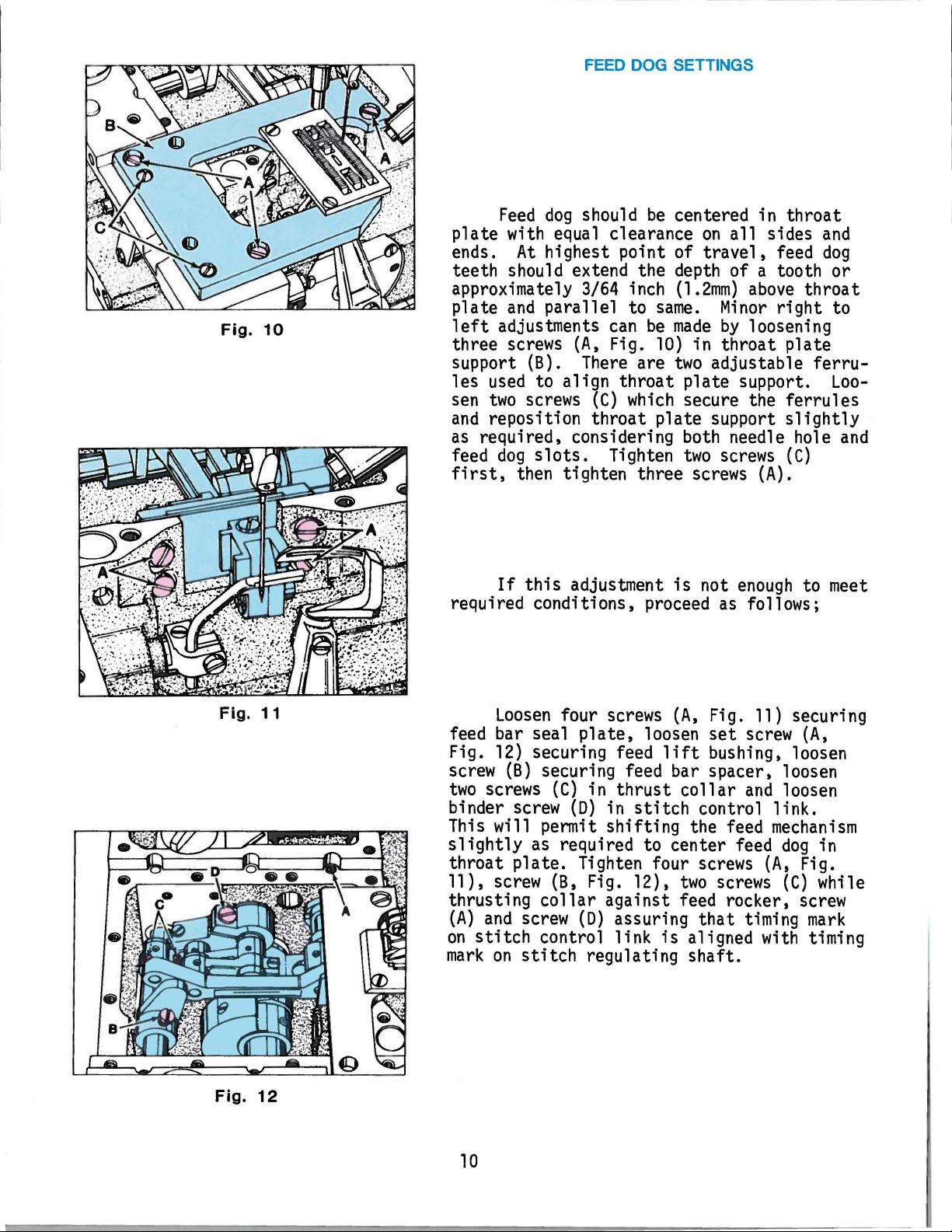
Fig.
10
FEED DOG SETTINGS
Feed
dog
should
plate with
ends.
equal
At
highest point of
teeth should extend the
approximately 3/64
plate
left
three
support
les
sen
and
as
feed
first,
and
parallel to
adjustments
screws
used
two
screws
(A,
(B).
There
to align throat plate support.
(C)
reposition throat plate support
required, considering both needle hole
dog
slots.
then tighten three
be
centered in throat
clearance
depth
inch
(1.2mm)
same.
can
be
made
Fig.
10)
are
two
which
Tighten
secure the ferrules
two
on
all
travel,
of a tooth or
above
Minor
by
loosening
in throat plate
adjustable ferru-
screws
screws
(A).
sides
feed
throat
right to
slightly
(C)
and
dog
Loo-
and
Fig.
11
If
this
adjustment
is
required conditions, proceed
Loosen
feed
bar seal
Fig.
12)
screw
two
binder
This
(B)
screws
screw
will permit shifting the feed
slightly
four
screws
plate,
securing feed
(A,
loosen
lift
securing feed bar spacer, loosen
(C)
in thrust
(D)
in
as
required to center feed
collar
stitch
throat plate. Tighten four
11),
screw
thrusting
(A)
and
on
stitch
mark
on
(B, Fig. 12),
collar
screw
against feed rocker,
(D)
control link
stitch
regulating shaft.
assuring
is
two
aligned
not
as
Fig.
set
enough
follows;
11)
screw
to
securing
(A,
bushing, loosen
and
loosen
control link.
mechanism
dog
screws
screws
(A,
(C)
Fig.
screw
that
timing
with
mark
timing
meet
in
while
Fig.
12
10
FEED DOG SETTINGS (Continued)
Front to rear adjustments
loosening
feed
on
screws
dog
front of feed
(A).
Parallel adjustment
in~
throat
13)
and
screw
be
raised
two
screws
holder
plate,
(A,
enough
can
(A,
Fig. 13), reposition
(B)
as
required. Press
dog
(C)
while tightening
can
be
loosen
Fig.
14)
two
so
screws
feed
to loosen locking
be
made
dog
screw
made
by
(A,
by
down
remov-
Fig.
(B)
can
(C).
Turn
feed
dog
as
required to level feed
llelism
ten
13)
by
positioning throat
screw
(C,
Fig.
while pressing
Fig.
tilting
14)
and
down
on
13
cam
(A,
Fig.
dog -check
plate;
screws
front of
(A,
feed
15)
para-
retigh-
Fig.
dog.
Set feed
dog
height supporting
maintain
14)
while pressing
Replace
this
throat plate.
Fig.
14
dog
to proper height with feed
setting;
down
screw
tighten
(8, Fig.
screw
on
front of feed
15)
(A,
to
Fig.
dog.
NOTE:
Fig.
15
More
ed
or less 11FEED
by
loosening
screw
turning adjusting dial
LIFT
(A,
11
(B)
operator to increase feed
away
from
ing
retighten
dog
does
looper throughout
operator acts the reverse;
screw
not
(A).
strike
its
Ensure
throat plate or
path of
can
Fig.
towards
lift,
be
acquir-
16)
and
the
turn-
that
feed
trav~l.
Fig.
16
11
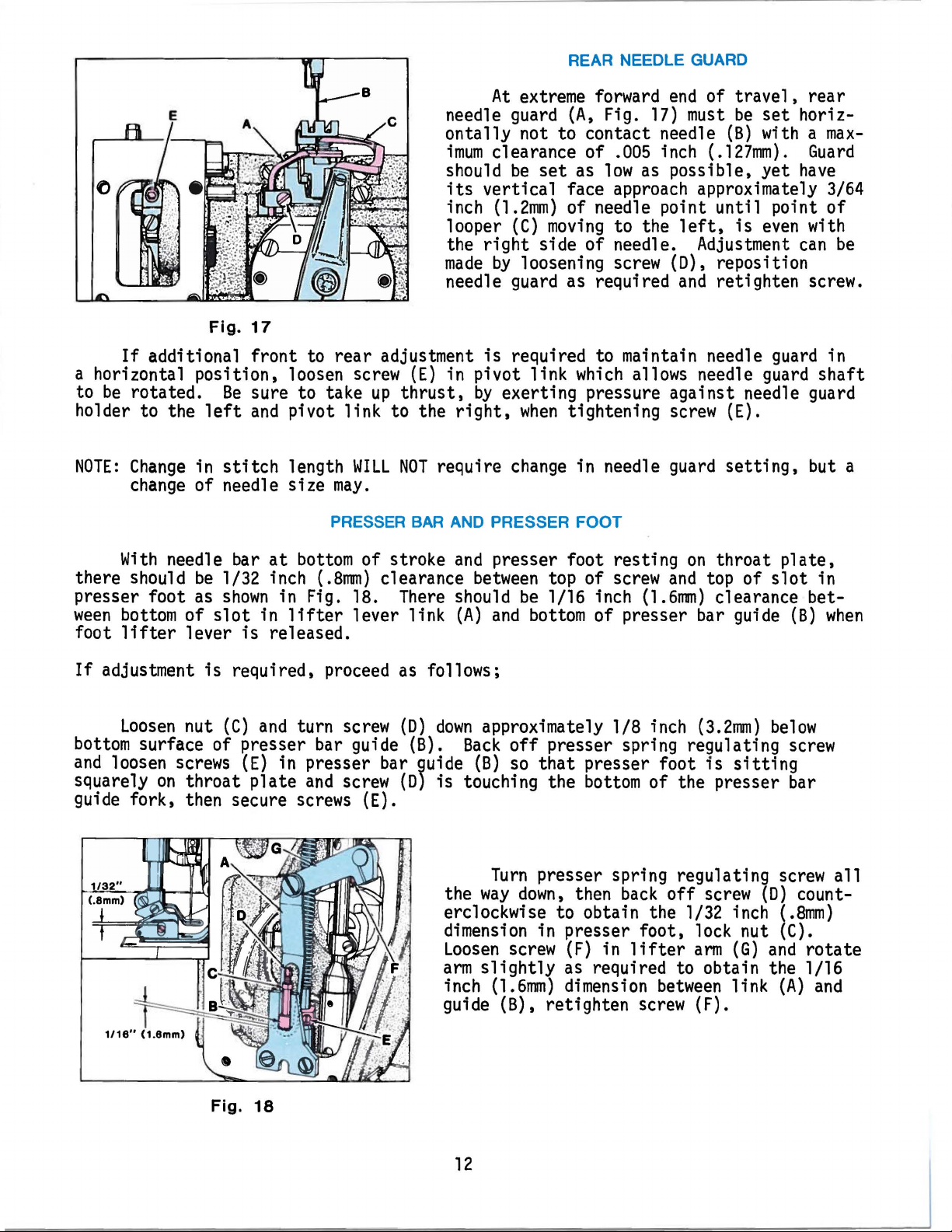
Fig.
17
If
additional front to rear adjustment
a horizontal position, loosen
to
be
rotated.
holder to the
Be
sure to take
left
and
pivot link to the
screw
up
REAR NEEDLE GUARD
At
needle
extreme
guard
forward
{A,
Fig.
ontally not to contact needle
imum
should
its
inch
looper
the
made
needle
(E)
in pivot link
thrust,
right,
clearance of
be
set
vertical face
(1.2mm)
(C)
right
by
guard
is
required to maintain needle
by
exerting pressure against needle
when
of needle point until point of
moving
side of needle.
loosening
as
tightening
.005
as
low
approach
to the
screw
required
which
end
of
travel,
17)
must
be
(B)
inch
as
(.127mm).
possible, yet
approximately 3/64
left,
is
Adjustment
(D),
reposition
and
retighten screw.
allows needle
screw
(E).
rear
set
horiz-
with a
Guard
have
even
with
can
guard
guard
guard
max-
be
in
shaft
NOTE:
there should
presser foot
ween
foot
If
bottom
and
squarely
guide
Change
change
With
bottom
lifter
in
stitch
of needle size
needle bar
be
l/32 inch
as
shown
of
slot
lever
is
adjustment is required,
Loosen
nut
(C)
surface of presser bar guide
loosen
screws
on
throat plate
(E)
fork, then secure
length
WILL
NOT
may.
PRESSER BAR AND PRESSER FOOT
at
bottom
in Fig. 18.
in
lifter
of stroke
(.8mm)
lever link
clearance
There
released.
and
turn
proceed
screw
as
(D)
(B).
in presser bar 9uide
and
screw
screws
{D)
(E).
require
and
should
(A)
change
in needle
presser foot resting
between
and
top of
be
l/16 inch
bottom
screw
of presser bar guide
follows;
down
approximately 1/8 inch
Back
is touching the
the
(B)
Turn
way
off
presser spring regulating
so
that
presser foot
bottom
presser spring regulating
down,
then
back
erclockwise to obtain the
dimension
Loosen
arm
slightly
inch
in presser foot, lock nut (C).
screw
(1.6mm)
(F)
in
lifter
as
required to obtain the l/16
dimension
guide (B), retighten
guard
and
(1.6mm)
setting,
on
throat plate,
top
of
slot
clearance bet-
(3.2mm)
is
below
sitting
of the presser bar
screw
off
between
screw
screw
1/32
arm
(F).
inch
(G)
link
(D)
(.8mm)
and
(A)
but a
in
(B)
when
screw
count-
rotate
and
all
Fig.
18
12
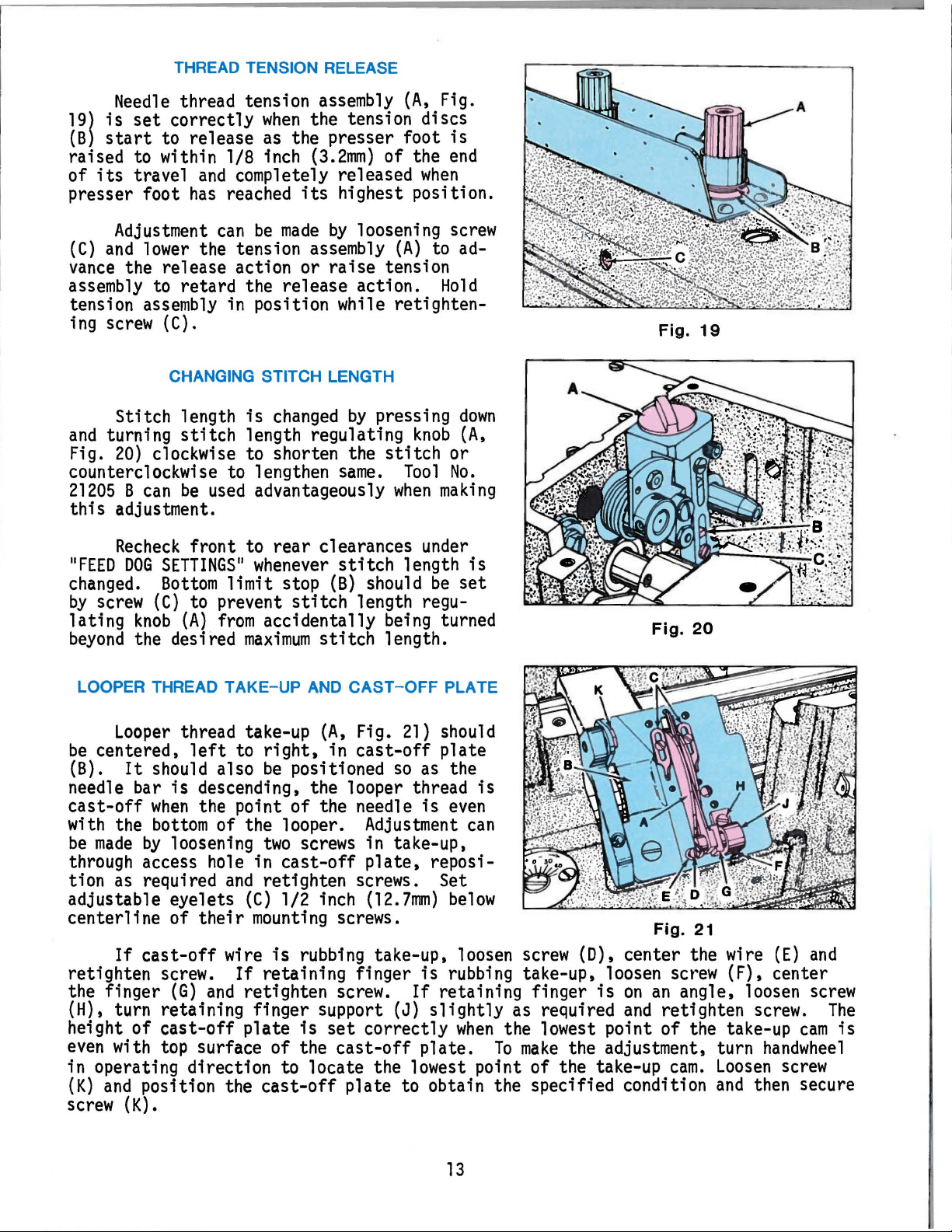
THREAD TENSION RELEASE
Needle
19)
is
(B)
start
raised to within 1/8 inch
of
its
presser foot
Adjustment
(C)
and
vance
the release action or
assembly
tension
ing
screw
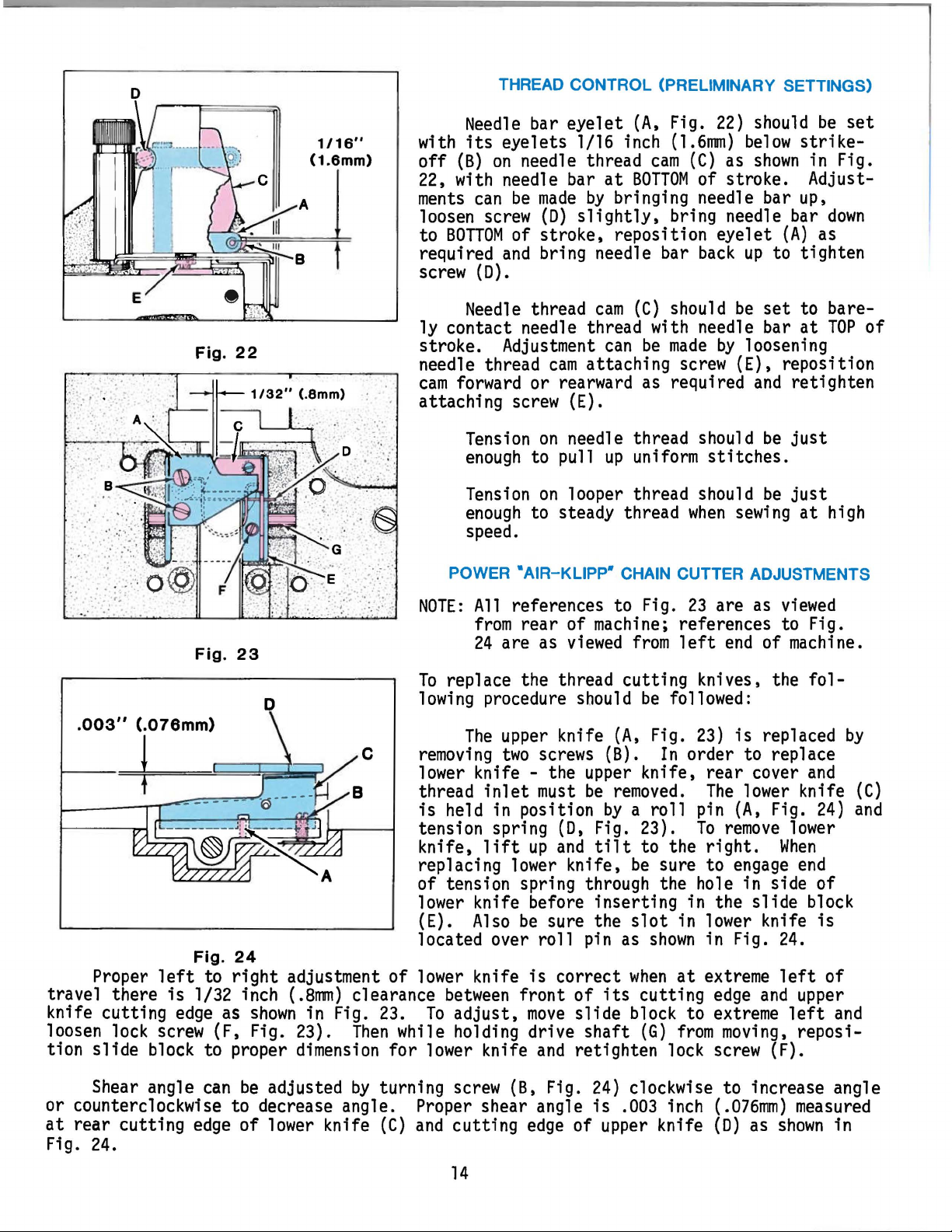
Stitch length
and
turning
Fig.
20)
thread tension
set
correctly
to release
when
as
assembly
the tension discs
the presser foot
(3.2mm)
travel
lower
and
completely released
has
reached
can
the tension
be
its
made
assembly
to retard the release action.
assembly
(C).
CHANGING STITCH LENGTH
in position while retighten-
is
changed
stitch
length regulating
clockwise to shorten the
counterclockwise to lengthen
21205 B can
be
used
advantageously
this adjustment.
Recheck
"FEED
DOG
changed.
by
screw
lating
beyond
knob
the desired
front to rear clearances
SETTINGS"
Bottom
(C)
to prevent
(A)
whenever
limit
from
accidentally
maximum
stop (B) should
stitch
stitch
(A,
Fig.
is
of the
end
when
highest position.
by
loosening
raise
(A)
tension
screw
to ad-
Hold
by
pressing
same.
stitch
Tool
when
knob
making
down
(A,
or
No.
under
stitch
length
be
set
length regu-
being
turned
length.
is
Fig. 19
Fig.
20
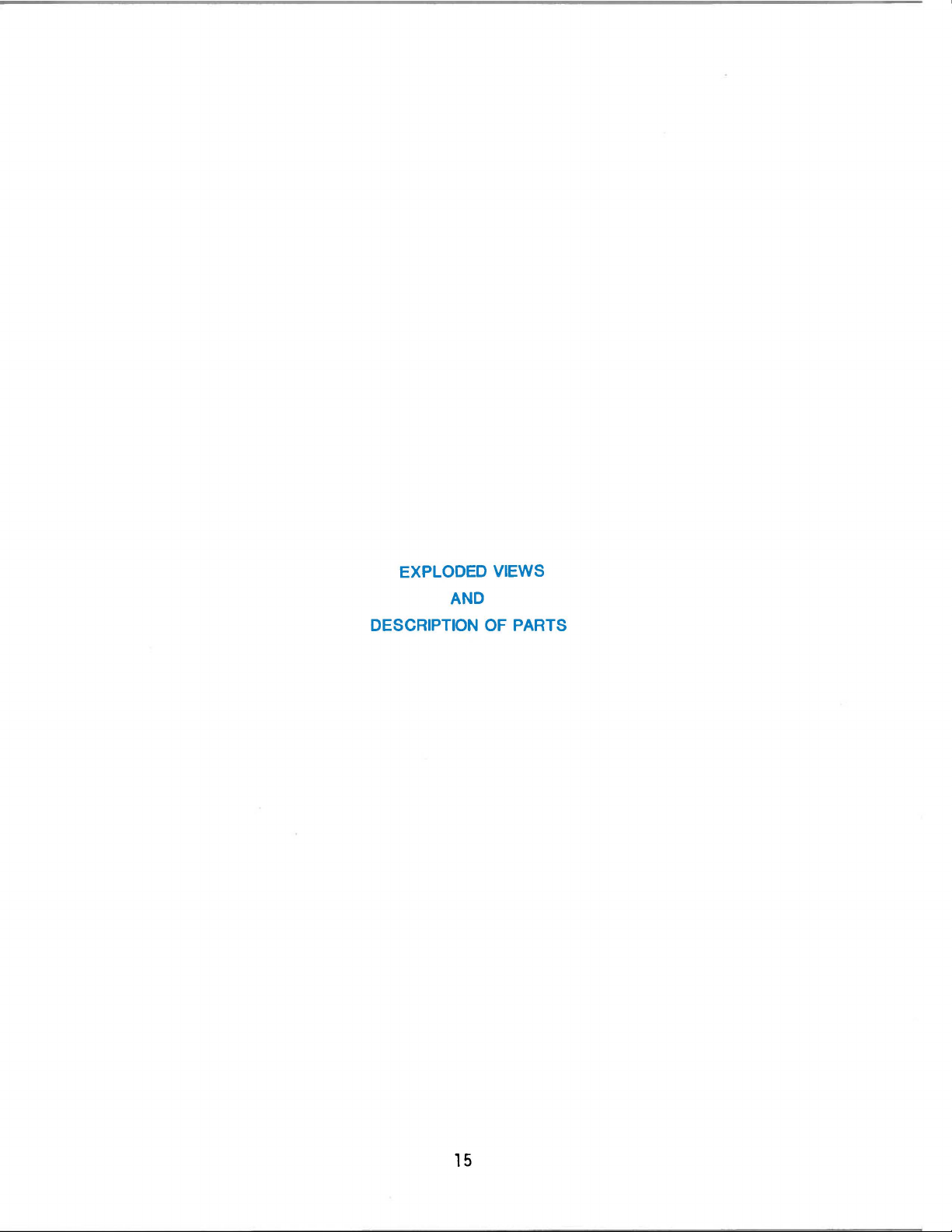
LOOPER THREAD
Looper
be
centered,
It
(B).
needle bar
cast-off
with the
be
made
should also
is
when
bottom
by
loosening
through access hole in
as
tion
required
adjustable eyelets
centerline of
If
cast-off
retighten screw.
the finger
(H),
turn retaining finger support (J)
height of
even
with
(G)
cast-off
top
TAKE-UP
thread take-up
left
to
AND
(A,
right,
be
positioned
CAST
Fig.
in
cast-off
-OFF
21)
so
as
descending, the looper thread
the point of the needle
of the looper.
two
screws
cast-off
and
retighten screws. Set
(C)
l/2
their
mounting
wire
and
is
rubbing take-up, loosen
If
retaining finger
retighten screw.
plate
is
surface of the
Adjustment
in take-up,
plate,
inch
(12.7mm)
screws.
set
correctly
cast-off
is
is
If
plate.
PLATE
should
plate
the
is
even
can
reposi-
below
screw
(D), center the wire
rubbing take-up, loosen
retaining finger
slightly
when
as required
the lowest point of the take-up
To
make
is
the adjustment, turn
on
and
in operating direction to locate the lowest point of the take-up
(K)
and
screw
position the
(K).
cast-off
plate to obtain the specified condition
Fig.
21
(E)
sct·ew
an
angle, loosen
(F), center
retighten screw.
handwheel
cam.
Loosen
and
then
and
screw
cam
screw
secure
The
is
13
D
THREAD CONTROL (PRELIMINARY SETTINGS)
Fig.
22
1/16"
(1.6mm)
A
Needle
with
off
22,
ments
its
(B)
with needle bar
can
loosen
to
BOTTOM
required
screw
(D).
Needle
bar eyelet
eyelets 1/16 inch
on
needle thread
be
made
screw
(D)
slightly,
by
{A,
Fig.
(1.6mm)
cam
(C)
at
BOTTOM
of stroke. Adjust-
bringing needle bar
bring needle bar
of stroke, reposition eyelet
and
bring needle bar
thread
cam
(C)
back
should
22)
as
should
below
shown
up
to tighten
be
set
ly contact needle thread with needle bar
stroke.
needle thread
cam
attaching
Adjustment
forward
Tension
enough
Tension
enough
can
cam
attaching
or rearward
screw
(E).
on
needle thread should
to pull
on
up
uniform
looper thread should
to steady thread
be
made
as
required
by
screw
stitches.
when
loosening
(E), reposition
and
be
be
sewing
speed.
POWER
•AIR-KLIPP•
CHAIN CUTTER ADJUSTMENTS
be
set
strike-
in Fig.
up,
down
(A)
as
to bareat
TOP
retighten
just
just
at
high
of
Fig.
23
D
.
003"
(.076mm)
l
Fig.
24
Proper
travel there is 1/32 inch
knife cutting
loosen lock
tion
slide
left
edge
screw
block
to
right
as
shown
(F, Fig. 23).
to proper
adjustment of
(.8mm)
dimension
clearance
in Fig.
Then
23.
while holding drive shaft
for
NOTE:
To
lowing
removing
lower
thread
is
tension spring
knife,
replacing
All
references to Fig.
from
24
rear of
are
as
viewed
machine;
from
23
are
as
viewed
references to Fig.
left
end
of
replace the thread cutting knives, the
procedure should
The
upper
two
knife - the
inlet
knife
screws
must
upper
be
held in position
{D,
lift
up
and
lower
knife,
tilt
be
followed:
{A,
Fig.
23)
(B).
In
order to replace
knife, rear cover
removed.
by
a roll pin
Fig. 23).
To
to the right.
be
sure to
is
The
{A,
remove
engage
replaced
lower
Fig.
When
machine.
fol-
and
knife
24)
lower
end
of tension spring through the hole in side of
lower
(E).
located over roll
lower
To
lower
knife before inserting in the slide block
Also
between
adjust,
knife
knife
be
sure the
is
correct
front
move
and
pin
of
its
slide
slot
as
when
block to
in
shown
at
cutting
{G)
from
retighten lock
lower
in Fig.
extreme
edge
and
extreme
moving,
screw
knife
24.
left
(F).
is
of
upper
left
reposi-
by
(C)
and
and
Shear angle
can
be
adjusted
by
turning
screw
{B,
Fig.
or counterclockwise to decrease angle. Proper shear angle
at
rear cutting
24.
Fig.
edge
of
lower
knife
(C)
and
cutting
14
edge
of
24)
clockwise to increase angle
is
.003
upper
inch
knife
(.076mm)
(D)
as
shown
measured
in
EXPLODED VIEWS
AND
DESCRIPTION OF PARTS
15
 Loading...
Loading...